Kapilární elevace
Kapilární elevace je pohyb kapaliny v úzkých prostorech díky souhře kohezních a adhezních sil, což je klíčové v přírodě i technice.
5 min čtení
Physics
Fluid Mechanics
+3
Kapilární zkoušení (PT) je povrchová NDT metoda, při které se na čistý povrch nanáší barevná nebo fluorescenční kapalina, která je kapilárními silami vtažena do povrchových nespojitostí. Po odstranění přebytečné kapaliny je pomocí vývojky obnažena. Detekuje trhliny, pórovitost a závitky v neporézních materiálech (kovech, keramice, některých plastech). Zahrnuje postup, úrovně citlivosti a aplikace při kontrole oceli a betonu.

Kapilární zkoušení (PT), také označované jako kapilární metoda (LPI) nebo penetrační zkouška (PT) , je povrchová nedestruktivní testovací metoda, která detekuje nespojitosti otevřené na povrchu v neporézních materiálech. Tato metoda patří mezi nejstarší NDT techniky, pocházející z konce 19. století, kdy železniční opravny používaly metodu oleje a křídy — ponoření dílů do použitého strojního oleje, otření přebytku a následné potažení práškovou křídou. Olej zachycený v povrchových trhlinách prosakoval ven a barvil bílý povlak, čímž odhaloval vady na principu, který se používá i v moderním kapilárním zkoušení.
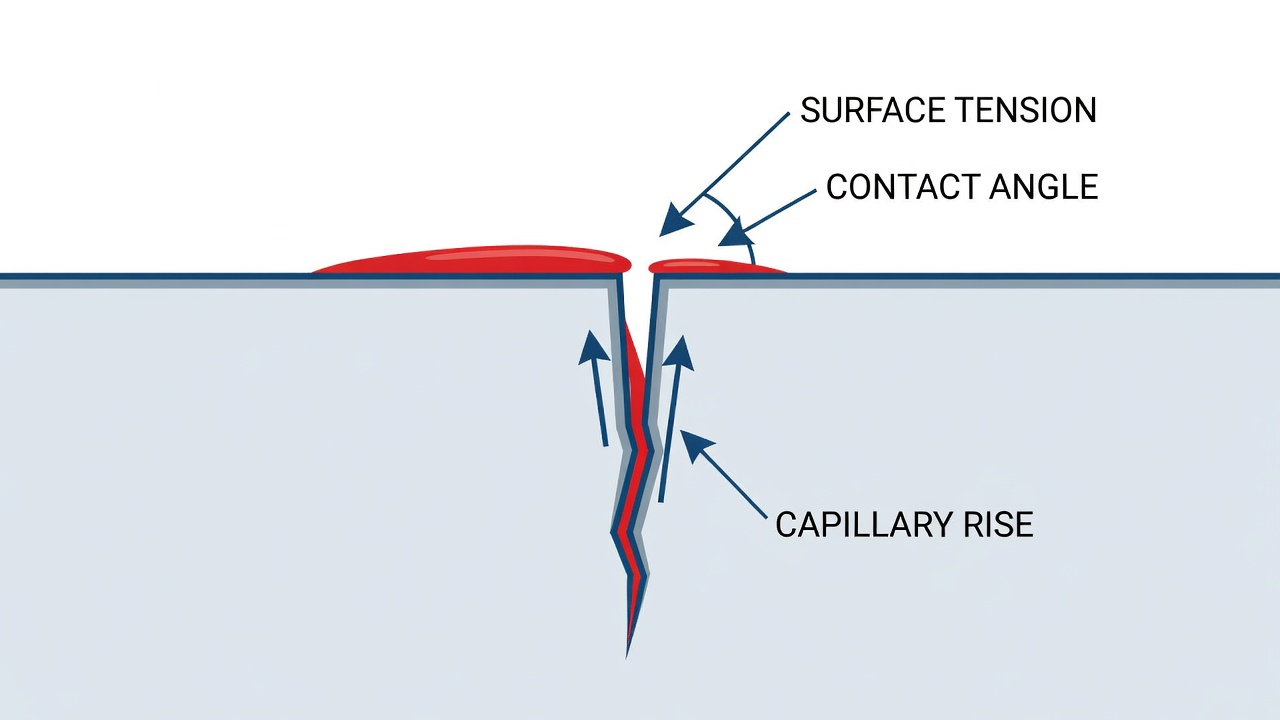
Fyzikálním základem PT je kapilární působení, což je tendence kapaliny pronikat nebo migrovat do malých otvorů bez vnějších sil. Kapilární působení nastává, když jsou adhezní síly mezi molekulami kapaliny a pevným povrchem silnější než kohezní síly uvnitř samotné kapaliny. Pro kapalinu v úzkém otvoru, jako je trhlina, platí rovnice kapilárního vzlínání: h = (2γ cos θ) / (ρgr), kde h je výška kapilárního vzlínání, γ je povrchové napětí, θ je kontaktní úhel mezi kapalinou a pevným povrchem, ρ je hustota kapaliny, g je gravitace a r je poloměr trhliny nebo póru. Tato rovnice odhaluje, že kapilární síla se zvyšuje s klesající velikostí vady — menší nespojitosti vyvíjejí silnější kapilární tah, což je neintuitivní, ale zásadní vlastnost, díky níž je PT schopno detekovat povrchové otvory v nanometrovém měřítku.
Kontaktní úhel (θ) určuje, zda kapalina smáčí povrch a vstupuje do trhliny. Kontaktní úhel 0° způsobuje úplné smáčení a spontánní rozlévání po povrchu. Úhly blížící se 90° nebo více způsobují, že kapalina tvoří kuličky a brání vstupu do úzkých otvorů. Komerční kapaliny jsou formulovány tak, aby dosahovaly velmi nízkých kontaktních úhlů na kovových površích prostřednictvím přidání povrchově aktivních látek a smáčedel, které snižují povrchové napětí z 72 dyn/cm vody na 25–35 dyn/cm, což je typické pro kapaliny. To zajišťuje důkladné pokrytí povrchu a účinný kapilární vstup do nejjemnějších vad.
Povrchové napětí je síla potřebná k roztažení nebo oddálení povrchu kapaliny, způsobená kohezními silami držícími povrchové molekuly pohromadě. Tyto síly způsobují, že kapky kapaliny nabývají kulovitých tvarů — nejmenšího povrchu pro daný objem. Výkon kapaliny kriticky závisí na povrchovém napětí. Pokud je povrchové napětí příliš vysoké, kapalina nevnikne do těsných trhlin. Pokud je příliš nízké, kapalina může stékat ze svislých povrchů nebo může být obtížné ji odstranit z povrchu, aniž by došlo k odstranění kapaliny z vad. Výrobci kapalin pečlivě vyvažují povrchové napětí pomocí vlastních formulací nosných kapalin, povrchově aktivních látek a barviv.
Důležitým aspektem kapilárního působení je chování zachyceného plynu v slepě ukončených vadách. Když trhlina nebo dutina neprochází zcela skrz materiál, postupující kapalina stlačuje vzduch nebo plyn zachycený na špičce vady. Tento stlačený plyn vytváří protitlak, který brání dalšímu kapilárnímu pronikání, až nakonec dojde k rovnováze, kdy se kapilární tlak rovná tlaku plynu. To je důvod, proč je krok s vývojkou nezbytný — vývojka fyzicky vytahuje zachycenou kapalinu zpět prostřednictvím zpětného kapilárního působení, čímž vytváří viditelnou indikaci na povrchu.
Moderní kapilární zkoušení vzniklo během druhé světové války, kdy letecký průmysl potřeboval kontrolovat neželezné hliníkové a hořčíkové slitiny, které nebylo možné kontrolovat magnetickou práškovou metodou. Přidání fluorescenčních barviv do penetračních olejů v roce 1941 znamenalo významný pokrok, který dramaticky zlepšil citlivost. Červená viditelná barviva následovala brzy poté. Poválečný vývoj zahrnoval standardizované emulgátory, vodou omyvatelné formulace, více úrovní citlivosti a kvalifikační systém definovaný normou SAE AMS 2644, která upravuje materiály pro kapilární zkoušení dodnes.
Univerzální klasifikace materiálů pro kapilární zkoušení je definována normou SAE AMS 2644 — Inspection Material, Penetrant. Tato specifikace upravuje požadavky na výkon materiálů pro kapilární zkoušení, jejich klasifikaci, kvalifikaci a schválení v Kvalifikovaném seznamu produktů (QPL). Materiály musí projít kvalifikačním testováním v Air Force Research Laboratory, Wright-Patterson AFB, Dayton, Ohio a být uvedeny na QPL-AMS-2644, než mohou být použity v leteckých a obranných aplikacích. Klasifikační systém má čtyři primární kategorie: typ, metoda, úroveň a forma, s dodatkovým označením třídy pro rozpouštědlové odstraňovače.
Typ I — Fluorescenční kapalina: Tyto kapaliny obsahují chemické sloučeniny, které emitují viditelné světlo při vystavení UV-A záření (320–400 nm, vrchol při 365 nm). Mechanismus fluorescence zahrnuje absorpci fotonové energie UV světla elektrony, jejich přeskok na vyšší orbital a následný návrat do rovnováhy uvolněním energie ve formě viditelného světla s delší vlnovou délkou, typicky žlutozelené při 510–560 nm. Tento rozsah vlnových délek odpovídá vrcholové citlivosti lidského oka přizpůsobeného tmě za skotopických podmínek vidění. Kapaliny typu I poskytují nejvyšší detekční citlivost, protože i nepatrná množství kapaliny vytvářejí vysoce viditelné indikace na tmavém pozadí. Citlivost fluorescenčních kapalin je dále zvýšena schopností lidského oka detekovat slabé světelné zdroje za tmy — absolutní práh lidského vidění je přibližně 10⁻⁶ kandel na metr čtvereční, díky čemuž jsou fluorescenční indikace viditelné při extrémně nízkých koncentracích.
Typ II — Viditelná (barevně kontrastní) kapalina: Tyto kapaliny obsahují červené barvivo (typicky azobarviva jako Solvent Red 164 nebo C.I. Solvent Red 24) rozpuštěné v nosném oleji. Jsou pozorovány za přirozeného nebo bílého světla na bílém pozadí vývojky, které poskytuje potřebný kontrast. Kapaliny typu II jsou jednodušší na použití, protože nevyžadují zdroj UV světla, což je ideální pro terénní kontroly, namátkové zkoušky a aplikace, kde není k dispozici elektřina. Ministerstvo obrany Spojených států však zakazuje použití viditelné kapaliny na letadlech, motorech a raketách s výjimkou dílů se specifickým písemným inženýrským schválením, a to z důvodu jejich nižší citlivosti ve srovnání s fluorescenčními metodami.
Typ III — Duální kapalina: Tyto kapaliny jsou viditelné jak pod bílým světlem, tak pod UV světlem, avšak se sníženou viditelností v obou režimech ve srovnání s vyhrazenými kapalinami typu I nebo typu II. Používají se ve specializovaných aplikacích, kde mohou být vyžadovány oba režimy kontroly.
Klasifikace metody definuje, jak je přebytečná kapalina odstraněna z povrchu po uplynutí doby působení.
Metoda A — Vodou omyvatelná (samoemulgační): Kapalina obsahuje emulgátor jako integrální součást nosiče kapaliny, což umožňuje přímé odstranění vodou po působení. Tato metoda je rychlá, pohodlná a dobře funguje na drsných površích, závitových nebo drážkovaných dílech, dírách a otvorech. Tlak vodního postřiku nesmí překročit 276 kPa (40 psi) , teplota vody musí být mezi 10–38 °C (50–100 °F) a postřik musí být hrubý ze vzdálenosti minimálně 30 cm (12 palců). Navzdory své pohodlnosti americké letectvo a námořnictvo zakazují metodu A u všech letadlových komponentů kritických pro let a všech motorových komponentů bez specifického písemného inženýrského schválení, a to z důvodu rizika vymytí kapaliny z mělkých nespojitostí.
Metoda B — Postemulzifikační lipofilní: Kapalina je formulována pro optimální penetrační a viditelnostní charakteristiky, ale neobsahuje emulgátor. Po působení kapaliny se na povrch součásti nanese samostatný olejový emulgátor (lipofilní, tj. “milující olej”). Emulgátor chemicky difunduje do přebytečné povrchové kapaliny během přesně řízené doby působení emulgátoru, čímž ji přemění na směs odstranitelnou vodou. Doba emulgace je kritická — příliš krátká doba zanechává na povrchu neodstranitelnou kapalinu, zatímco příliš dlouhá doba umožňuje emulgátoru difundovat do kapaliny zachycené v nespojitostech, čímž vymývá indikace vad. Metoda B je rovněž zakázána na kritických rotujících motorových komponentech podle vojenských specifikací.
Metoda C — Rozpouštědlová: Přebytečná kapalina se odstraňuje pomocí rozpouštědla naneseného na čisté tkaniny bez chloupků nebo papírové utěrky. Rozpouštědlové kapaliny se nejčastěji používají pro namátkové kontroly, terénní aplikace a přenosné zkoušení tam, kde není k dispozici voda nebo je přístup omezený. Postup je zdánlivě jednoduchý — technik musí otřít povrch tkaninou mírně navlhčenou rozpouštědlem, přičemž pro každé otření použije novou oblast tkaniny, a musí se vyhnout přímému nanášení rozpouštědla na povrch, které by mohlo vymýt kapalinu z vad. Rozpouštědlové odstraňovače jsou klasifikovány jako třída 1 (halogenované), třída 2 (nehalogenované) nebo třída 3 (speciální aplikace) na základě chemického složení.
Metoda D — Postemulzifikační hydrofilní: Tato metoda používá vodný odstraňovací roztok (hydrofilní, tj. “milující vodu”), který je dodáván jako koncentrát a před použitím se ředí vodou. Odstranění funguje prostřednictvím detergentního a povrchově aktivního působení spíše než chemické difúze — povrchově aktivní látky v hydrofilním odstraňovači rozbíjejí přebytečnou povrchovou kapalinu na malé kapičky a brání jejímu opětovnému přichycení k povrchu. Proces zahrnuje předoplach vodou, ponoření nebo postřik hydrofilním odstraňovačem s mícháním, následovaný závěrečným oplachem vodou. Metoda D je standardní metodou používanou leteckým průmyslem, protože poskytuje vynikající kontrolu odstranění bez rizika difúze emulgátoru do kapaliny zachycené ve vadách.
Úrovně citlivosti se vztahují pouze na kapaliny typu I (fluorescenční) — kapaliny typu II a typu III jsou klasifikovány pouze jako úroveň 1 (nízká citlivost). Pět úrovní citlivosti je:
| Úroveň | Označení | Typické použití |
|---|---|---|
| Úroveň ½ | Ultra-nízká citlivost | Drsné povrchy, kované povrchy, vysoká tolerance pozadí |
| Úroveň 1 | Nízká citlivost | Běžné kontroly, automobilové součásti, méně kritické díly |
| Úroveň 2 | Střední citlivost | Většina všeobecných leteckých aplikací |
| Úroveň 3 | Vysoká citlivost | Bezpečnostně kritické letecké komponenty, díly kritické pro let |
| Úroveň 4 | Ultra-vysoká citlivost | Lopatky turbín, rotující součásti, nejnáročnější aplikace |
Kvalifikační testování citlivosti používá panely z titanu nebo niklové slitiny s laboratorně vytvořenými únavovými trhlinami známých velikostí pro fluorescenční kapaliny a tepelně popraskané hliníkové bloky pro viditelné kapaliny. Výrobci zasílají vzorky na Wright-Patterson AFB, kde jsou úrovně citlivosti přiřazeny na základě standardizovaných srovnávacích testů. Správná citlivost je ta, která maximalizuje kontrast indikace — ne nutně nejvyšší úroveň. Kapaliny s vyšší citlivostí detekují menší trhliny, ale vytvářejí silnější fluorescenci pozadí, která může maskovat indikace. Kapalina, která je pro daný stav povrchu příliš citlivá, může vytvářet nepřijatelně vysoké pozadí, které snižuje spolehlivost detekce.
Vývojka je materiál nanášený po odstranění přebytečné kapaliny, který vytahuje zachycenou kapalinu z nespojitostí a rozptyluje ji laterálně, aby vytvořila viditelnou indikaci.
Forma a — Suchý prášek: Jemně mleté inertní prášky (mastek, oxid křemičitý, uhličitan vápenatý, uhličitan hořečnatý, kaolin nebo podobné absorpční minerály) nanášené poprašováním, ponořením nebo automatickou komorovou metodou. Součást musí být před aplikací zcela suchá. Suché práškové vývojky vytvářejí tenký, nerovnoměrný nátěr a jsou nejvhodnější pro drsné povrchy.
Forma b — Ve vodě rozpustná: Bílé prášky, které se zcela rozpouštějí ve vodě a po vysušení vytvářejí rovnoměrný film. Nedoporučuje se pro použití s vodou omyvatelnými kapalinami, protože rozpustná vývojka může působit jako další emulgátor a vymývat kapalinu z vad.
Forma c — Ve vodě suspendovatelná: Nerozpustné bílé prášky suspendované ve vodě. Vyžaduje stálé míchání pro udržení suspenze. Vytváří rovnoměrnou vrstvu nátěru.
Forma d — Nevodná na bázi rozpouštědla (typ I): Bílý prášek suspendovaný v těkavém organickém rozpouštědle, které rychle odpařuje. Formát aerosolového spreje činí tuto formu nejběžnější vývojkou pro fluorescenční kapilární zkoušení, poskytující tenký, rovnoměrný, neprůhledný bílý nátěr.
Forma e — Nevodná na bázi rozpouštědla (typ II): Podobná formě d, ale formulovaná speciálně pro viditelné (červené) kapaliny. Bílé pozadí poskytuje maximální kontrast pro červené indikace.
Forma f — Speciální použití: Pro přizpůsobené požadavky, jako jsou vysokoteplotní prostředí nebo specifická omezení kompatibility materiálů.
Rozpouštědlové odstraňovače používané v metodě C jsou klasifikovány do tří skupin na základě chemického složení:
Třída 1 — Halogenované: Obsahují sloučeniny chloru nebo fluoru (historicky 1,1,1-trichlorethan, nyní z velké části omezené environmentálními předpisy). Vysoká rozpouštěcí schopnost, ale environmentální a zdravotní obavy omezují jejich použití.
Třída 2 — Nehalogenované: Směsi alifatických nebo aromatických uhlovodíků. Nižší rozpouštěcí schopnost než halogenovaná rozpouštědla, ale bezpečnější pro zdraví a životní prostředí. Nejčastěji používané v terénních kontrolách.
Třída 3 — Speciální použití: Pro specifické požadavky na kompatibilitu materiálů, jako je nízký obsah síry a chloru pro aplikace na titanu nebo austenitické nerezové oceli.
Postup kapilárního zkoušení následuje přesně definovaný sled šesti kroků. Odchylka od nebo vynechání kteréhokoli kroku může mít za následek neschopnost detekovat vady.
Příprava povrchu je jediný nejkritičtější krok v celém procesu PT. Povrch musí být zbaven všech nečistot, které by mohly blokovat vstup kapaliny do nespojitostí: špína, olej, mastnota, barva, nátěry, korozní produkty, okuje, svařovací tavidlo, struska, vlhkost a chemické zbytky. Pokud kapalina nemůže vniknout do vady, kontrola poskytne falešně negativní výsledek bez ohledu na následnou procedurální přesnost.
Metody odstraňování nečistot:
Kritická omezení přípravy povrchu: Mechanické metody čištění, které rozmazávají nebo uzavírají kov, musí předcházet PT pouze tehdy, je-li po nich provedeno účinné chemické leptání k opětovnému otevření povrchových nespojitostí. Vojenský technický manuál USAF TO 33B-1-1 výslovně zakazuje provádění PT přes organické nátěry a vyžaduje úplné odstranění nátěrů před kontrolou.
Kapalina se nanáší na připravený povrch ponořením, postřikem, natíráním nebo poléváním. Celý kontrolovaný povrch musí být zcela a rovnoměrně pokryt. U dílů se složitou geometrií zajišťuje ponoření úplné pokrytí. U velkých konstrukcí nebo terénních aplikací je standardní postřik pomocí aerosolových plechovek nebo stříkacího zařízení. Nanesení kapaliny označuje začátek doby působení.
Doba působení je období, během kterého kapalina zůstává na povrchu, což umožňuje kapilárnímu působení vtáhnout ji do povrchových nespojitostí. Doba působení není pevná hodnota — závisí na typu materiálu, formě produktu, očekávaném typu vady, citlivosti kapaliny a teplotě. Následující doporučení pro doby působení jsou z ASME Section V, Article 6:
| Materiál | Forma produktu | Očekávané nespojitosti | Doba působení (minuty) |
|---|---|---|---|
| Uhlíková ocel, nízkolegovaná ocel | Svary | Trhliny, nedostatečné provaření, pórovitost | 5 |
| Hliník, hořčík, nerezová ocel | Tvářené formy | Trhliny, závitky | 10 |
| Lité hliníkové a hořčíkové odlitky | Odlitky | Trhliny, staženiny, pórovitost | 10 |
| Ocel, titan, vysokoteplotní slitiny | Odlitky | Trhliny, staženiny, pórovitost | 20 |
| Většina materiálů | Všechny formy | Těsné trhliny, velmi jemné vady | 30–60 |
Vliv teploty na dobu působení: Normální teplotní rozsah pro PT je 10–52 °C (50–125 °F). Pro teplotu zkoušeného předmětu mezi 4–10 °C (40–50 °F) musí být doba působení zdvojnásobena. Pod 4 °C (40 °F) se PT nedoporučuje, protože viskozita kapaliny výrazně vzrůstá, což snižuje kapilární působení. Nad 52 °C (125 °F) může kapalina odpařovat a fluorescenční barviva mohou trpět teplotním vyblednutím — trvalou ztrátou jasu fluorescence.
Důležité úvahy o době působení: Obecně není škodlivé používat delší doby působení, pokud kapalina na povrchu nezasychá. Pokud kapalina během působení zaschne, nelze ji adekvátně odstranit a vytvoří vysoké pozadí maskující indikace vad. Doba působení by měla být prodloužena u těsných trhlin, únavových trhlin a trhlin způsobených korozí pod napětím, u kterých se očekává, že budou velmi jemné.
Odstranění přebytečné kapaliny je krok nejvíce závislý na obsluze a nejčastější zdroj falešně negativních výsledků. Metoda odstranění musí eliminovat veškerou povrchovou kapalinu, zatímco kapalina zachycená v nespojitostech zůstane nerušená.
Metoda A — Odstranění vodou omyvatelné: Vodní postřik tlakem nepřesahujícím 276 kPa (40 psi), teplota vody 10–38 °C (50–100 °F), s použitím hrubého spreje ze vzdálenosti minimálně 30 cm (12 palců). Postřik by měl směřovat k smetení kapaliny z povrchu, nikoli k jejímu vymývání. Nadměrné vymývání je nejčastější příčinou falešně negativních výsledků u metody A.
Metoda B — Odstranění lipofilní postemulzifikační: Aplikujte lipofilní emulgátor ponořením nebo poléváním po dobu působení emulgátoru specifikovanou výrobcem (typicky 1–5 minut). Poté opláchněte vodním postřikem. Doba emulgace je kritická — nedostatečná doba zanechává neodstranitelnou povrchovou kapalinu, zatímco nadměrná doba umožňuje emulgátoru difundovat do vad a vymýt indikace.
Metoda C — Odstranění rozpouštědlem: Otřete povrch čistou tkaninou bez chloupků mírně navlhčenou rozpouštědlem. Pro každé otření použijte novou oblast tkaniny. Neaplikujte rozpouštědlo přímo na povrch — to by vymylo kapalinu z nespojitostí. Opakujte otírání s čistými oblastmi tkaniny, dokud tkanina nevykazuje žádné zbytky kapaliny.
Metoda D — Odstranění hydrofilní postemulzifikační: Předopláchněte vodou k odstranění objemové povrchové kapaliny. Ponořte nebo postříkejte hydrofilním odstraňovačem (typicky koncentrace 1–5 % ve vodě) s jemným mícháním po dobu specifikovanou výrobcem (typicky 2–5 minut). Závěrečný oplach čistou vodou.
Po odstranění přebytečné kapaliny musí být součást před nanesením vývojky vysušena. Sušení se obvykle provádí:
Vývojka se poté nanáší podle pokynů výrobce. Vývojka plní tři funkce:
Doba působení vývojky: Po nanesení vývojky je vyžadováno minimálně 10 minut pro úplné vytáhnutí zachycené kapaliny z nespojitostí zpětným kapilárním působením. Kontrola musí být provedena do 10–60 minut po nanesení vývojky. Po 60 minutách mohou indikace příliš vykrvácet a difundovat, což znemožňuje interpretaci.
Závěrečným krokem je vizuální prohlídka vyvinutého povrchu za účelem hledání indikací.
Pro kapalinu typu I (fluorescenční): Kontrola se provádí v zatmaveném prostoru s okolním bílým světlem omezeným na 8–20 luxů (v závislosti na specifikaci). Povrch je osvětlen UV-A světlem (černým světlem) o vlnové délce 320–400 nm s vrcholem při 365 nm. Minimální intenzita UV-A na kontrolovaném povrchu je typicky 1 000 µW/cm² (10 W/m²). Pracovník musí dodržet dobu adaptace na tmu (minimálně 5–10 minut) pro maximální vizuální citlivost. Indikace se jeví jako jasné žlutozelené oblasti na tmavém pozadí.
Pro kapalinu typu II (viditelnou): Kontrola se provádí za dostatečného bílého světla o minimální intenzitě 500 luxů (50 foot-candles) na kontrolovaném povrchu. Indikace se jeví jako jasně červené stopy na bílém pozadí vývojky.
Kritéria hodnocení zahrnují:
Akceptační kritéria jsou definována příslušnou normou nebo specifikací (AWS D1.5 pro mostní svary, ASME Section VIII pro tlakové nádoby, zákaznické specifikace pro letecké komponenty). Všechny indikace překračující akceptační limity musí být označeny pro vyhodnocení nebo opravu.
Čištění po kontrole: Všechny materiály pro kapilární zkoušení musí být po kontrole zcela odstraněny ze součásti, aby se předešlo chemickému napadení, kosmetickému zabarvení nebo interferenci s následnými procesy, jako je lakování, svařování nebo tepelné zpracování.
Nosná kapalina (kapalný základ) je typicky petrolejový olej — vysokovroucí petrolejové frakce, minerální oleje nebo proprietární uhlovodíkové směsi. Klíčové fyzikální vlastnosti specifikované normou AMS 2644 zahrnují: viskozitu (ovlivňuje rychlost vstupu do trhlin — vysoká viskozita vstupuje pomalu, ale lépe přilne ke svislým povrchům), měrnou hmotnost (typicky menší než 1,0, protože většina kapalin je organická a lehčí než voda; kontaminace vodou klesá ke dnu nádrže), bod vzplanutí (minimálně 93 °C nebo 200 °F pro použití v otevřené nádrži podle AMS 2644) a těkavost (preferuje se nízká těkavost pro minimalizaci odpařování, zasychání na dílech, požárního nebezpečí a toxicity).
Fluorescenční barviva používaná v kapalinách typu I jsou založena na derivátech kumarinu, naftalimidu nebo benzoxazolu. Tyto sloučeniny jsou vybírány pro svou vysokou kvantovou účinnost (přeměna absorbovaného UV světla na viditelné světlo), fotostabilitu (odolnost vůči vyblednutí při UV expozici) a rozpustnost v nosné kapalině. Barviva jsou formulována tak, aby emitovala při 510–560 nm (žlutozelená), což odpovídá vrcholové citlivosti lidského oka přizpůsobeného tmě.
Viditelná barviva v kapalinách typu II jsou červená azobarviva jako Solvent Red 164 nebo C.I. Solvent Red 24. Tato barviva poskytují maximální kontrast proti bílému pozadí vývojky a jsou rozpustná v uhlovodíkovém nosném systému.
Emulgátory:
Vývojky:
Chemická omezení platí pro specifické materiály. Omezení obsahu síry a halogenů jsou vyžadována při zkoušení austenitických nerezových ocelí (k zamezení křehnutí během následného tepelného zpracování) a slitin titanu (k zamezení koroze při zvýšených teplotách). Kapaliny s nízkým obsahem síry/chloru (typicky méně než 200 ppm každého) jsou k dispozici pro tyto aplikace. Kompatibilita s kyslíkem vyžaduje neolejové kapaliny pro součásti kyslíkových systémů, protože zbytky oleje mohou v kyslíku explodovat nebo hořet.
Úroveň citlivosti kapilárního systému je nejdůležitějším faktorem určujícím jeho schopnost detekovat jemné vady. Kompromis mezi citlivostí a pozadím je základní inženýrské hledisko: kapaliny s vyšší citlivostí detekují menší trhliny, ale vytvářejí silnější fluorescenci pozadí, která může maskovat indikace. Kapaliny s nižší citlivostí mají méně pozadí, ale nedokážou detekovat nejjemnější indikace. Správná citlivost je ta, která maximalizuje kontrast indikace — poměr jasu indikace k jasu pozadí.
Úroveň ½ (ultra-nízká citlivost): Používá se především pro povrchy s výraznou drsností, jako jsou kované nebo lité povrchy. Vysoké pozadí, které by na těchto drsných površích vytvořila kapalina s vyšší citlivostí, by maskovalo všechny indikace vad. Kapaliny úrovně ½ jsou formulovány k minimalizaci pozadí při zachování dostatečné citlivosti pro velikosti vad, které jsou na drsných površích relevantní.
Úroveň 1 (nízká citlivost): Vhodná pro běžné průmyslové kontroly, kde je velikost sledované vady relativně velká. Běžná v automobilovém průmyslu, těžkém strojírenství a výrobě ocelových konstrukcí, kde specifikace nevyžadují detekci velmi jemných trhlin.
Úroveň 2 (střední citlivost): Nejběžnější úroveň citlivosti pro všeobecné letecké výrobní a údržbářské účely. Vyvažuje detekční schopnost s přijatelnými úrovněmi pozadí na většině povrchů.
Úroveň 3 (vysoká citlivost): Vyžadována pro bezpečnostně kritické letecké komponenty včetně systémů řízení letu, primárních konstrukčních prvků a tlakových nádob. Kapaliny úrovně 3 dokáží detekovat únavové trhliny v rozmezí 1–3 µm šířky.
Úroveň 4 (ultra-vysoká citlivost): Nejvyšší dostupná citlivost, používaná pro nejnáročnější aplikace včetně rotujících komponentů turbínových motorů (disky, lopatky, hřídele), kde by jediná neodhalená trhlina mohla vést ke katastrofálnímu selhání. Kapaliny úrovně 4 dokáží detekovat trhliny až do jemnosti 150 nm za optimálních podmínek, vyžadují však extrémně čisté povrchy a pečlivé zpracování pro řízení úrovní pozadí.
Výběr úrovně citlivosti by měl vycházet z řídící specifikace pro kontrolovaný komponent. Pokud žádná specifikace neurčuje úroveň citlivosti, doporučuje se vyhodnocení na skutečných výrobních dílech se známými typy vad pro stanovení optimální citlivosti pro konkrétní aplikaci.
Federal Highway Administration (FHWA) uznává kapilární zkoušení jako platnou NDT metodu pro kontrolu ocelových mostů, zejména pro detekci povrchových trhlin ve svařovaných spojích, prvcích kritických z hlediska lomu a detailech náchylných k únavě. PT se aplikuje na mostní komponenty, kde magnetickou práškovou metodu (MT) nelze použít z důvodu neferomagnetických materiálů nebo omezeného přístupu.

Aplikace při kontrole mostů:
Postup pro terénní kontrolu mostů: Mostní PT se typicky provádí rozpouštědlovou metodou (metoda C) s viditelnou kapalinou (typ II) v přenosných aerosolových sadách. Postup zahrnuje: čištění kontrolované oblasti rozpouštědlem k odstranění špíny, mastnoty a uvolněné rzi; broušení nebo kartáčování k obnažení holého kovu v případě potřeby; nanesení kapaliny aerosolovým postřikem s odpovídající dobou působení (10–20 minut pro detekci únavových trhlin); odstranění přebytečné kapaliny tkaninami navlhčenými rozpouštědlem; nanesení nevodné vývojky (forma e) aerosolovým postřikem; a prohlídku po 10–60 minutách působení vývojky za dostatečného bílého světla.
Omezení pro kontrolu mostů: PT může detekovat pouze povrchové vady — vnitřní vady, zabudovanou strusku nebo podpovrchové únavové trhliny, které neprorostly na povrch, nelze detekovat. Drsné povrchy svarů mohou vytvářet falešné indikace z kapaliny zachycené v nerovnostech povrchu. PT vyžaduje, aby povrch mostního prvku měl odpovídající teplotu (10–52 °C, 50–125 °F) a byl bez nátěrů. Barva musí být před provedením PT z kontrolované oblasti odstraněna. Po kontrole musí být všechny zbytky kapaliny z mostního prvku očištěny.
Kapilární zkoušení je široce používáno pro kontrolu svarů ve výrobních dílnách a při terénní výstavbě. Je specifikováno jako akceptační metoda v několika svařovacích normách včetně AWS D1.1 (Structural Welding Code — Steel) a AWS D1.5 (Bridge Welding Code) . PT se typicky aplikuje na svary, kde radiografické nebo ultrazvukové zkoušení nemůže poskytnout adekvátní pokrytí z důvodu geometrie spoje, omezeného přístupu nebo tloušťky materiálu.
Typy svarových nespojitostí detekovatelných PT:
| Nespojitost | Popis | Typická PT indikace |
|---|---|---|
| Horké trhliny | Trhliny vznikající při tuhnutí za zvýšených teplot během chladnutí svaru | Nepravidelné, větvící se lineární indikace podél osy svaru |
| Studené trhliny | Vodíkem indukované nebo opožděné trhliny v tepelně ovlivněné zóně | Ostré, přímé lineární indikace typicky rovnoběžné s osou svaru |
| Kráterové trhliny | Trhliny v místě ukončení svarové housenky | Hvězdicovité nebo vícenásobné krátké lineární indikace v kráteru |
| Pórovitost | Plynové kapsy zachycené v tuhnoucím svarovém kovu | Kruhové, okrouhlé indikace rozložené v celém svaru |
| Nedostatečné provaření | Neúplné natavení mezi svarovým kovem a základním materiálem nebo mezi po sobě jdoucími svarovými housenkami | Hladké, protáhlé lineární indikace v místě tavné hrany |
| Zápal | Drážka roztavená do základního materiálu u paty svaru, která nebyla vyplněna | Lineární indikace u paty svaru |
| Povrchové vměstky strusky | Nevodivá struska zachycená na povrchu svaru | Nepravidelné, kulovité indikace |
| Pinholes | Velmi malé jednotlivé póry | Jemné tečkovité indikace, často ve shlucích |
Postup PT pro kontrolu svarů: Povrchy svarů musí být očištěny na holý kov, přičemž musí být odstraněna veškerá struska, rozstřik, brusný prach a oxidy. Pro svary s těsnou geometrií (úzké drážky, koutové svary v rozích) by měla být doba působení kapaliny prodloužena na 15–20 minut, aby bylo zajištěno dostatečné proniknutí. Vývojka by měla být nanesena v tenké, rovnoměrné vrstvě — nadměrné množství vývojky může maskovat jemné indikace. Kontrola by se měla zaměřit na líc svaru, paty svaru (kde typicky vznikají únavové trhliny) a tepelně ovlivněnou zónu přilehlou ke svaru.
Výhody PT pro kontrolu svarů:
Omezení pro kontrolu svarů:
Akceptační kritéria pro indikace ve svarech: AWS D1.5 (Bridge Welding Code) specifikuje, že jakákoli lineární indikace (délka větší než trojnásobek šířky) je nepřijatelná. Kruhové indikace (délka rovná nebo menší než trojnásobek šířky) musí splňovat specifické limity velikosti na základě tloušťky svaru. Indikace vyskytující se v počtu více než čtyř v jakékoli délce svaru 150 mm (6 palců) jsou rovněž nepřijatelné bez ohledu na individuální velikost.
Kapilární zkoušení je zásadně nevhodné pro beton a jiné porézní materiály. Toto omezení je jasně uvedeno ve všech autoritativních NDT referencích včetně ASTM E1417, SAE AMS 2644 a USAF TO 33B-1-1. Pochopení toho, proč PT na betonu selhává, je nezbytné pro inspektory a inženýry plánující NDT programy.
Proč PT na betonu selhává:
Absorpce do objemového materiálu — Beton je vysoce porézní materiál se složitou strukturou pórů, kapilárními dutinami a mikrotrhlinami v celém svém objemu. Při nanesení kapalina vsakuje do této vnitřní pórovitosti, místo aby zůstala lokalizována v konkrétních místech vad. Kapalina je absorbována po celé ploše povrchu, nejen v otvorech trhlin.
Zadržování kapaliny — Jakmile kapalina vstoupí do porézní struktury betonu, nelze ji žádnou praktickou metodou odstranit. Otírání, čištění rozpouštědlem nebo vodní mytí nedokáží vytáhnout kapalinu z propojené sítě pórů. To zanechává na povrchu betonu trvalé zabarvení.
Žádné indikace specifické pro vady — Vývojka nanesená na porézní povrch nasáklý kapalinou vykazuje rovnoměrné zbarvení namísto lokalizovaných indikací v místech vad. Celý povrch fluoreskuje nebo vykazuje červené zbarvení, což znemožňuje rozlišení mezi vnitřní pórovitostí a skutečnými trhlinami.
Falešně pozitivní výsledky — Rovnoměrná absorpce kapaliny do povrchu betonu vytváří indikace na celé kontrolované ploše, což by mohlo být chybně interpretováno jako rozsáhlé vady.
Alternativní metody pro detekci trhlin v betonu:
Další materiály nekompatibilní s PT:
Kapilární zkoušení a magnetická prášková metoda jsou doplňkové povrchové NDT metody, které sdílejí některé aplikace, ale mají zásadně odlišné fyzikální principy a schopnosti. Pochopení toho, kdy použít PT versus MT — a kdy použít obě — je kritické pro efektivní plánování inspekce.
| Schopnost | Kapilární zkoušení (PT) | Magnetická prášková metoda (MT) |
|---|---|---|
| Omezení materiálem | Pouze neporézní materiály | Pouze feromagnetické materiály (železo, nikl, kobalt a jejich slitiny — především ocel) |
| Detekovatelné nespojitosti | Pouze povrchové | Povrchové a blízko povrchu (podpovrchové až 1–2 mm) |
| Nemagnetické materiály | Funguje na všech neporézních (Al, Ti, Cu, Mg, plasty, keramika) | Nelze použít na neferomagnetických materiálech |
| Složité geometrie | Vyniká u složitých geometrií (všechny povrchy pokryty najednou) | Vyžaduje nastavení magnetického pole; složité geometrie mohou vyžadovat vícenásobné magnetizace |
| Citlivost na povrchovou úpravu | Vyžaduje čistý, neporézní povrch; drsné povrchy vytvářejí problémy s pozadím | Méně ovlivněna mírnou drsností povrchu |
| Tolerance nátěrů | Musí být zbaven všech nátěrů | Dokáže detekovat přes tenké neferomagnetické nátěry (do ~50 µm) |
| Přenosnost | Vysoce přenosná — aerosolové sady nevyžadují vnější napájení (typ II) | Vyžaduje zdroj energie pro elektromagnety; permanentní magnety jsou k dispozici, ale méně účinné |
| Rychlost | Vícestupňový proces 15–70 minut celkem na dávku | Rychlejší jednostupňový proces pro jednotlivé díly |
| Citlivost na malé vady | Velmi vysoká — zejména fluorescenční úroveň 3–4 | Velmi vysoká — dokáže detekovat velmi těsné trhliny |
| Detekce podpovrchových vad | Žádná — pouze povrch | Dokáže detekovat blízkopovrchové vady neotevřené na povrch |
| Náklady | Nižší náklady na zařízení; opakované náklady na spotřební materiál | Střední náklady na zařízení; nižší náklady na spotřební materiál |
| Čištění po kontrole | Vyžadováno — odstranit všechny zbytky kapaliny a vývojky | Minimální — magnetické částice se snadno odstraňují |
| Bezpečnost a ochrana zdraví | Manipulace s chemikáliemi (rozpouštědla, barviva, vývojky) | Elektrická bezpečnost (magnetizační zařízení); žádná chemická rizika |
Kdy zvolit PT místo MT:
Kdy zvolit MT místo PT:
Doplňkové použití v letectví a mostních inspekcích: V mnoha zařízeních se obě metody používají na stejné součásti — MT na ocelových dílech a PT na hliníkových slitinách téže sestavy. Například montážní celky podvozků letadel typicky používají MT na ocelových komponentech (nápravy, písty) a PT na hliníkových komponentech (výkovky, odlitky) na stejném inspekčním stanovišti s různými pracovními postupy.
Kapilární zkoušení je upraveno komplexním rámcem mezinárodních, národních a průmyslově specifických norem, které definují požadavky na materiály, postupy, kalibraci, kvalifikaci personálu a akceptační kritéria.
ASTM E1417/E1417M — Standard Practice for Liquid Penetrant Testing: Primární procesní norma pro PT ve Spojených státech. Stanovuje minimální požadavky na provádění kapilárního zkoušení neporézních kovových a nekovových součástí. Nahrazuje MIL-STD-6866. Norma pokrývá všechny kombinace typ/metoda/úroveň/forma/třída z SAE AMS 2644 a definuje obecné postupy, požadavky na kalibraci a podávání zpráv. Je použitelná pro mezioperační, konečné a údržbové (v provozu) zkoušky.
ASTM E165/E165M — Standard Practice for Liquid Penetrant Testing for General Industrial Components: Obsahuje podrobné informace o tom, jak vypracovat podrobné postupy vyžadované normou E1417. Zahrnuje požadavky na zařízení, přípravu povrchu, nanášení kapaliny, dobu působení, techniky odstraňování, nanášení vývojky, kontrolu, vyhodnocení a podávání zpráv. Toto je norma nejčastěji citovaná v průmyslových a infrastrukturních specifikacích PT.
SAE AMS 2644 — Inspection Material, Penetrant: Klasifikační norma pro materiály pro kapilární zkoušení. Definuje typ (I fluorescenční, II viditelný, III duální), metodu (A vodou omyvatelná, B lipofilní PE, C rozpouštědlová, D hydrofilní PE), úroveň (½, 1, 2, 3, 4), formu (a suchý prášek, b ve vodě rozpustná, c ve vodě suspendovatelná, d/e nevodná, f speciální) a třídu (1 halogenovaný, 2 nehalogenovaný, 3 speciální). Upravuje kvalifikační testování a zápis do QPL prostřednictvím Wright-Patterson AFB.
ASME Section V, Article 6 — Liquid Penetrant Examination: Upravuje PT v aplikacích tlakových nádob a kotlů. Specifikuje doby působení, teplotní korekční faktory, doby působení vývojky a akceptační kritéria pro jaderné komponenty a komponenty tlakových nádob. Tabulky dob působení z článku 6 jsou nejčastěji citované v průmyslu.
AWS D1.5 — Bridge Welding Code: Odkazuje na PT jako akceptovatelnou NDT metodu pro kontrolu svarů při výrobě ocelových mostů a terénním svařování. Definuje akceptační kritéria pro PT indikace v mostních svarech.
AWS D1.1 — Structural Welding Code — Steel: Odkazuje na PT pro kontrolu svarů ve všeobecných ocelových konstrukcích. Definuje postupy a akceptační limity.
ISO 3452 — Non-Destructive Testing — Penetrant Testing: Série mezinárodních norem pokrývajících PT. ISO 3452-1 pokrývá obecné principy, ISO 3452-2 pokrývá testování materiálů pro kapilární zkoušení, ISO 3452-3 pokrývá referenční zkušební bloky a ISO 3452-4 pokrývá zařízení.
NAS-410 — Certification and Qualification of Nondestructive Test Personnel: Upravuje certifikaci NDT personálu v leteckém průmyslu. Definuje požadavky na školení, praxi a zkoušky pro PT personál na úrovních I, II a III. Je také citována normou ASNT SNT-TC-1A pro průmyslové aplikace.
USAF TO 33B-1-1 / NAVAIR 01-1A-16-1 / TM 1-1500-335-23 — Společný tri-servisní technický manuál: Nejkomplexnější procedurální dokument pro kapilární kontrolu vojenských letadel. Obsahuje podrobné požadavky na všechny aspekty PT včetně kvalifikace materiálů, řízení procesu, dob působení, ověřování citlivosti a požadavků na zařízení.
Vysoká citlivost na jemné povrchové vady. Fluorescenční kapilární zkoušení na úrovni citlivosti 3–4 dokáže detekovat povrchové trhliny široké až 150 nanometrů. Tato citlivost činí PT jednou z nejúčinnějších metod pro detekci únavových trhlin, trhlin způsobených korozí pod napětím a dalších jemných povrchových nespojitostí u kritických komponentů.
Použitelnost na širokou škálu materiálů. PT funguje na prakticky jakémkoli neporézním materiálu: všechny kovy (železné i neželezné), keramika, skla, některé plasty a kompozity. Tato všestrannost činí PT použitelným v letectví, automobilovém průmyslu, výrobě energie, chemickém zpracování, mostních prohlídkách a všeobecné výrobě.
Schopnost kontroly složitých geometrií. Protože kapalina je nanášena jako kapalina přizpůsobující se jakémukoli povrchu, PT může kontrolovat složité geometrie, které je obtížné nebo nemožné testovat jinými NDT metodami. Závitové díly, ozubená kola, drážkové hřídele a vnitřní průchody mohou být kontrolovány současně.
Kontrola velkých ploch. PT může kontrolovat velké povrchové plochy v jediném procesu. Dávkové zpracování více malých dílů je efektivní. U velkých konstrukčních součástí může být celá kritická oblast kontrolována v jedné aplikaci.
Přenosnost a použitelnost v terénu. Aerosolové sady pro kapilární zkoušení umožňují provádět PT kdekoli bez vnějšího napájení nebo specializovaného vybavení. To činí PT ideálním pro terénní kontrolu mostů, potrubí, skladovacích nádrží a zařízení v provozu.
Okamžité vizuální výsledky. Indikace PT jsou přímo viditelné na povrchu a poskytují okamžité potvrzení umístění, velikosti a orientace vady. Není vyžadována žádná interpretace signálu nebo komplexní analýza dat.
Nízké počáteční náklady na zařízení. Ve srovnání s ultrazvukovým, radiografickým nebo vířivým proudovým testováním vyžaduje PT minimální kapitálové investice. Primárními náklady jsou spotřební materiály pro kapilární zkoušení.
Pouze povrchové vady. PT nedokáže detekovat podpovrchové vady, vnitřní dutiny nebo zabudované nespojitosti. Vada musí být otevřená na povrch, aby do ní kapalina mohla vniknout.
Pouze neporézní materiály. PT nelze použít na porézní materiály, jako je beton, dřevo, neglazovaná keramika, práškové kovové díly nebo eloxovaný hliník. Kapalina je absorbována do objemového materiálu, což vytváří neinterpretovatelné výsledky.
Vícenásobné procesní kroky. Šestikrokový postup PT trvá 15–70 minut v závislosti na požadavcích na dobu působení. To je pomalejší než MT u feromagnetických dílů a výrazně pomalejší než vizuální kontrola.
Výsledky závislé na obsluze. PT je vysoce závislé na dovednostech obsluhy a pozornosti k detailům. Nesprávné čištění, nedostatečná doba působení, nadměrné vymývání během odstraňování nebo nesprávné nanesení vývojky mohou všechny způsobit falešně negativní výsledky.
Požadavky na přípravu povrchu. Povrchy musí být čisté, suché a zbavené všech nečistot. Nátěry, barvy, pokovení, mastnota, olej, vlhkost a chemické zbytky musí být zcela odstraněny. Tato doba přípravy může být u komponentů v provozu významná.
Manipulace s chemikáliemi a jejich likvidace. PT používá rozpouštědla, chemikálie kapalin a vývojky, které vyžadují správnou manipulaci, skladování a likvidaci. Bezpečnostní a zdravotní hlediska zahrnují hořlavost, rizika vdechování, kontakt s pokožkou a environmentální předpisy upravující likvidaci odpadu.
Teplotní citlivost. Výkon PT klesá mimo rozsah 10–52 °C (50–125 °F). Nízké teploty zvyšují viskozitu kapaliny a snižují kapilární působení. Vysoké teploty způsobují odpařování kapaliny, degradaci fluorescenčních barviv a zvýšené riziko požáru.
Vyžadováno čištění po kontrole. Všechny zbytky kapaliny a vývojky musí být po kontrole zcela odstraněny. To přidává čas a náklady, zejména u komponentů, které budou později natírány, svařovány nebo uvedeny do vysokoteplotního provozu.
Žádný trvalý záznam. Indikace PT jsou přechodné — existují pouze během inspekčního okna (10–60 minut po nanesení vývojky). Fotografická dokumentace je nezbytná pro vytváření trvalých záznamů. Indikace se může měnit nebo zmizet, jak vývojka schne nebo kapalina dále difunduje.
Falešné indikace z drsnosti povrchu. Drsné povrchy, škrábance, stopy po obrábění a povrchová pórovitost mohou zachytit kapalinu a vytvářet falešné indikace, které je obtížné odlišit od skutečných vad.
Kapilární zkoušení je jednou z nejstarších NDT metod. Její počátky sahají do konce 19. století, kdy železniční opravny vyvinuly metodu oleje a křídy. Díly byly ponořeny do použitého strojního oleje, očištěny od přebytečného oleje a poté potaženy suspenzí práškové křídy v alkoholu. Olej zachycený v povrchových trhlinách prosakoval kapilárním působením a barvil bílý křídový povlak, čímž odhaloval vady jako tmavé linie.
Klíčové milníky ve vývoji PT:
Dnes zůstává PT jednou z nejpoužívanějších NDT metod na světě, ceněnou pro svou jednoduchost, citlivost, všestrannost a nízké náklady. Navzdory pokroku v metodách vířivých proudů, ultrazvuku a radiografie je PT nadále specifikováno pro kritické kontroly v letectví, výrobě energie, mostních prohlídkách a všeobecné výrobě. Závislost metody na vyškoleném lidském inspektorovi pro vyhodnocení — namísto automatizované interpretace signálů — zajišťuje, že zůstane cenným nástrojem v arzenálu NDT i v dohledné budoucnosti.
Společnost TarmacView poskytuje odborné služby nedestruktivního hodnocení mostů, letištních ploch a betonové infrastruktury. Kontaktujte náš tým a zjistěte, jak mohou naše NDT metody včetně kapilárního zkoušení podpořit váš inspekční program.
Kapilární elevace je pohyb kapaliny v úzkých prostorech díky souhře kohezních a adhezních sil, což je klíčové v přírodě i technice.
Magnetická částicová zkouška (MT) je nedestruktivní metoda pro detekci povrchových a podpovrchových vad u feromagnetických materiálů, při které únik magnetickéh...
Dynamický kuželový penetrometr (DCP) je přenosné polní zařízení, které měří pevnost zeminy a kameniva zaznamenáváním rychlosti penetrace (mm/úder) kuželu poháně...