Silikonové tmely jsou nízkomodulové elastomerní spárové těsnicí materiály pro betonové vozovky, které vyrovnávají výrazný pohyb spár při zachování vodotěsného těsnění. Jsou preferovány pro letištní PCC vozovky díky odolnosti vůči palivům a trvanlivosti. Zahrnuje chemii silikonů, aplikaci, výkonnostní charakteristiky a srovnání s alternativními typy tmelů.
Silikonové těsnicí hmoty pro spáry vozovek
Definice a chemie
Silikonová těsnicí hmota pro spáry vozovek je za studena aplikovaný, jednosložkový, chemicky vytvrzující elastomerní materiál speciálně vyvinutý pro těsnění spár v cementobetonových (PCC) vozovkách. Z chemického hlediska jsou silikonové těsnicí hmoty založeny na polydimethylsiloxanových (PDMS) polymerech — makromolekulách s dlouhým řetězcem křemík-kyslík s methylovými postranními skupinami navázanými na každý atom křemíku. Hlavní řetězec křemík-kyslík (Si-O-Si) poskytuje materiálu jeho určující vlastnosti: výjimečnou pružnost, tepelnou stabilitu v extrémních teplotních rozmezích, odolnost vůči ultrafialovému (UV) záření a inherentní chemickou inertnost. Vazebná energie siloxanové vazby (Si-O) je přibližně 444 kJ/mol, což je podstatně více než energie vazby uhlík-uhlík (348 kJ/mol) nacházející se v řetězcích organických polymerů. Tento zásadní rozdíl na molekulární úrovni vysvětluje, proč silikonové těsnicí hmoty odolávají oxidační degradaci, napadení ozonem a povětrnostním vlivům mnohem lépe než organické těsnicí hmoty, jako jsou polyuretany a polysulfidy.
Vytvrzovací mechanismus silikonových těsnicích hmot pro vozovky probíhá procesem vulkanizace za pokojové teploty (RTV) — kondenzačním vytvrzováním spouštěným vzdušnou vlhkostí. Když je jednosložkový materiál vytlačen z utěsněného obalu a vystaven okolní vlhkosti, molekuly vody difundují do silikonové matrice a reagují s hydrolyzovatelnými koncovými skupinami (obvykle acetoxy, alkoxy nebo oximovými funkčními skupinami) na řetězcích PDMS polymeru. Tato reakce uvolňuje nízkomolekulární vedlejší produkt (kyselinu octovou u acetoxy systémů, alkoholy u alkoxy systémů nebo oximy u neutrálně vytvrzujících systémů) a vytváří síťovací vazby mezi sousedními polymerními řetězci, čímž vzniká trojrozměrná elastomerní síť. Většina silikonových těsnicích hmot pro vozovky využívá neutrální (alkoxy) vytvrzovací chemii, aby se předešlo korozi ocelových prvků a minimalizoval zápach při aplikaci na rozsáhlých projektech.
Označení nízký modul, které charakterizuje silikonové těsnicí hmoty pro vozovky, je kritickým výkonnostním atributem. Modul pružnosti označuje napětí potřebné k dosažení daného prodloužení materiálu. Silikony s nízkým modulem — typicky vykazující 100% modul pružnosti v tahu pod 0,35 MPa (50 psi) dle požadavků ASTM D5893 — se snadno natahují i při nízkém napětí, což znamená, že housenka těsnicí hmoty působí minimální silou na rozhraní s betonovým podkladem při otevírání spáry během smršťování za chladného počasí. Tato vlastnost přímo snižuje riziko adhezního selhání (odlepení od stěny spáry) a kohezního selhání (roztržení uvnitř těsnicí hmoty), což jsou dva dominantní způsoby porušení u těsnicích hmot pro spáry vozovek. Vlastnost nízkého modulu je dosažena optimalizací délky polymerního řetězce, řízenou hustotou síťování a přídavkem nereaktivních silikonových olejů, které změkčují vytvrzenou síť.
Reologické vlastnosti silikonových těsnicích hmot pro vozovky byly rozsáhle studovány pomocí dynamické smykové reometrie (DSR). Výzkum provedený v U.S. Army Engineer Waterways Experiment Station prokázal, že silikonové těsnicí hmoty vykazují výrazné viskoelastické chování, což znamená, že na aplikované deformace reagují jak viskózně (kapalně, časově závisle), tak elasticky (pevně, vratně). Toto dvojí chování určuje, jak těsnicí hmota funguje při cyklických tepelných pohybech, kterým jsou vystaveny spáry betonových vozovek — kde denní a sezónní teplotní výkyvy o 40 °C a více mohou měnit šířku spár o značné rozměrové změny. Viskoelastická povaha umožňuje těsnicí hmotě disipovat napětí viskózním tokem při pomalých, dlouhodobých pohybech (jako je sezónní tepelné smršťování), zatímco při rychlých, přechodných posunech (jako je zatížení podvozkem letadla) se elasticky vrací do původního tvaru. Akumulační modul (G’) — představující elastickou, vratnou složku — a ztrátový modul (G") — představující viskózní, disipativní složku — se výrazně mění s teplotou, frekvencí zatěžování a stupněm vytvrzení.
Chemie adheze mezi silikonovou těsnicí hmotou a betonem je dána jak mechanickým zaklíněním, tak chemickým spojením. Čerstvě připravené plochy stěn PCC spár poskytují mikroskopicky drsný podklad s vysokou povrchovou energií, do kterého může silikon o nízké viskozitě (u samonivelačních formulací) nebo zahlazený silikon (u formulací proti stékání) zatéci a mechanicky se zaklínit. Současně organofunkční silanové adhezní promotory obsažené v těsnicí hmotě podléhají hydrolýze a kondenzačním reakcím se silanolovými (Si-OH) skupinami přítomnými na povrchu betonu a v hydratované cementové pastě, čímž vytvářejí kovalentní siloxanové vazby, které chemicky ukotvují těsnicí hmotu k podkladu. Tento duální adhezní mechanismus — mechanické zaklínění plus chemické spojení — je důvodem, proč je příprava povrchu, konkrétně odstranění cementového mléka, těsnicích nátěrů a kontaminantů blokujících přístup k reaktivním povrchům betonu, tím nejdůležitějším faktorem určujícím životnost těsnicí hmoty.
Typy silikonových tmelů pro vozovky
Norma ASTM D5893 — Standard Specification for Cold Applied, Single Component, Chemically Curing Silicone Joint Sealant for Portland Cement Concrete Pavements — definuje dva odlišné typy silikonového tmelu na základě aplikační reologie a zamýšleného použití: Typ SL (samonivelační) a Typ NS (nestékavý). Oba typy sdílejí stejnou základní polysiloxanovou chemii, ale jsou formulovány s různými reologickými modifikátory, plnivy a viskozitními profily, aby vyhovovaly různým geometriím spár a podmínkám aplikace.
Typ SL (samonivelační) silikonové tmely jsou formulovány jako nízkoviskózní materiály s gravitačním tokem, které mají dostatečnou tekutost k nalití do vodorovných spár a samonivelaci do hladkého, rovného nebo mírně zapuštěného povrchu bez nutnosti zpracování nástrojem. Viskozita je obvykle nastavena pod přibližně 100 000 centipoise při aplikační teplotě, což materiálu umožňuje zatékat do nerovností spár, dutin po odštěpech a povrchové textury a zároveň uvolňovat zachycené vzduchové bubliny. Samonivelační silikony jsou dominantní volbou pro rozsáhlé práce na výstavbě vozovek — podélné a příčné spáry na dálnicích, smršťovací spáry na letištních vzletových a pojezdových drahách a řezané spáry na odbavovacích plochách — kde jsou prioritou rychlost aplikace, konzistentní profil tmelení a minimální zásah obsluhy. Tmely typu SL jsou čerpány přímo z 5-galonových (19litrových) kbelíků nebo 55-galonových (208litrových) sudů pomocí pneumatických objemových čerpadel s přítlačnými deskami, což umožňuje nepřetržitou aplikaci v délce tisíců lineárních stop za směnu. Běžné výkony se pohybují mezi 800 až 2 000 lineárními stopami za směnu v závislosti na šířce a hloubce spáry, velikosti pracovní čety a přístupových podmínkách.
Typ NS (nestékavý) silikonové tmely, označované také jako tmely pistolové kvality nebo tmely vyžadující zpracování nástrojem, jsou formulovány s tixotropními přísadami, které dodávají mez kluzu dostatečnou k zabránění toku nebo stékání po aplikaci, a to i na svislých nebo prudce skloněných plochách spár. Nestékavé formulace jsou baleny do standardních kartuší do vytlačovacích pistolí (10,3 nebo 20 tekutých uncí) nebo do velkoobjemových vaků pro pneumatické pistole. Po vytlačení do spáry musí být tmely typu NS zpracovány nástrojem — přitlačeny a uhlazeny špachtlí, hladítkem nebo profilovacím nástrojem — aby bylo dosaženo těsného kontaktu se stěnami spáry, správného zapuštění pod povrch vozovky a konkávního profilu, který minimalizuje koncentraci napětí na linii spoje. Zpracování nástrojem zároveň zapracovává tmel do povrchových pórů a odstraňuje vzduchové kapsy. Typ NS je předepisován pro svislé spáry v konstrukcích, jako jsou opěrné zdi, zárubní zdi, mostní parapety, a pro skloněné přechody vozovek, kde by gravitace vytáhla samonivelační formulaci ze spáry. V letištních aplikacích nacházejí tmely typu NS uplatnění ve svislých dilatačních spárách na rozhraních terminálů, v napojeních drenážních konstrukcí a ve skloněných přechodech ramen, kde by samonivelační materiály nezůstaly na místě.
Oba typy vytvrzují stejným mechanismem aktivovaným vlhkostí a musí splňovat stejné požadavky na vlastnosti vytvrzeného materiálu dle ASTM D5893 — včetně modulu pružnosti v tahu (maximálně 0,35 MPa při 100% prodloužení), tažnosti při přetržení (minimálně 600 %), tvrdosti (Shore A 15 až 40 po vytvrzení) a trvanlivosti spoje po ponoření do vody a stárnutí v sušárně. Rozdíl spočívá výhradně v reologii nevytvrzeného materiálu a v postupech přípravy a aplikace vhodných pro jednotlivé typy.
Někteří výrobci vyrábějí produkty s dvojí konzistencí, které lze při nižších okolních teplotách (kdy je viskozita vyšší) aplikovat jako samonivelační formulace, ale v teplých podmínkách se chovají spíše jako nestékavé materiály. Projektanti musí ověřit, že předložený výrobek odpovídá konkrétnímu typu ASTM D5893 požadovanému projektovou specifikací, protože oba typy nejsou zaměnitelné bez pečlivého zvážení geometrie a orientace spáry.
Vlastnost
Typ SL (samonivelační)
Typ NS (nestékavý/zpracovávaný nástrojem)
Konzistence nevytvrzeného materiálu
Nízká viskozita, litý
Tixotropní, pistolová kvalita
Způsob aplikace
Objemové čerpadlo z kbelíku nebo sudu
Vytlačovací pistole nebo pneumatická pistole
Orientace spáry
Pouze vodorovná (sklon 0–5°)
Vodorovná, svislá, skloněná
Nutnost zpracování nástrojem
Ne — samonivelační
Ano — nutné zpracování nástrojem
Typické balení
5-galonové kbelíky, 55-galonové sudy
10,3 oz kartuše, 20 oz vaky
Výkon (lf/směna)
800–2 000
500–1 200
Výhody silikonových těsnicích hmot pro spáry
Elasticita a schopnost vyrovnávat pohyby. Silikonové těsnicí hmoty specifikované dle ASTM D5893 dosahují minimálního prodloužení při přetržení 600 %, prakticky významnější hodnotou je však faktor schopnosti vyrovnávat pohyby (MAF). Většina silikonů pro vozovky je dimenzována na ±50 % pohybu spáry – což znamená, že pás těsnicí hmoty nanesený v šířce 10 mm je schopen vyrovnat spáru, která cykluje mezi 5 mm a 15 mm, aniž by došlo ke ztrátě adheze nebo soudržnosti. To překračuje schopnost pohybu horkem litých asfaltových těsnicích hmot na bázi kaučuku (typicky ±10 % až ±25 %) a blíží se schopnostem předformovaných kompresních těsnění. Charakteristika ultranízkého modulu zajišťuje, že síla přenášená na spojovací linii při otevření spáry je minimální – typicky pod 0,35 MPa při 100% prodloužení – takže koncentrace napětí na rozhraní těsnicí hmoty a betonu zůstává pod hodnotou pevnosti spoje řádně připravené spáry. Kombinace vysoké tažnosti a nízkého modulu znamená, že silikon zvládá každodenní tepelné cyklování a sezónní smršťovací pohyby typické pro velké betonové desky vozovek bez postupného porušování adheze. Výzkum Technického centra FAA potvrdil prostřednictvím terénních hodnocení na pěti letištích v různých klimatických oblastech, že silikonové těsnicí hmoty dlouhodobě překonávaly horkem lité a polysulfidové těsnicí hmoty z hlediska zachování adheze a odolnosti vůči soudržnému štěpení ve víceletých monitorovacích obdobích.
Odolnost vůči palivům a chemikáliím. Inherentní chemická struktura PDMS – s jeho nepolárními methylovými skupinami a plně oxidovanou křemíkovou kostrou – zajišťuje, že vytvrzená silikonová těsnicí hmota je vysoce odolná vůči širokému spektru chemikálií, s nimiž se lze setkat na letištních plochách. Letecký petrolej (Jet A, Jet A-1, JP-8), letecký benzín (AvGas), hydraulické kapaliny (Skydrol, MIL-PRF-83282), mazací oleje a odmrazovací kapaliny (na bázi glykolu a octanu draselného/sodného) řádně vytvrzenou silikonovou těsnicí hmotu žádným významným způsobem nerozpouštějí, nenabobtnávají ani nepoškozují. To je zásadní rozdíl oproti organickým těsnicím hmotám – polyuretany mohou při dlouhodobém působení glykolu hydrolyzovat a měknout, polysulfidy mohou bobtnat v aromatických palivech a horkem lité asfalty na bázi kaučuku se mohou při kontaktu s rozlitým palivem zcela rozpustit. Pro palivové plochy, hydrantové šachty a odstavná stanoviště letadel, kde je rozlití paliva běžné, poskytuje ASTM D7116 – Standardní specifikace pro těsnicí hmoty pro spáry používané v zařízeních, kde dochází k rozlití leteckého paliva na betonové vozovky – dodatečné požadavky na výkon nad rámec ASTM D5893, včetně zkoušek ponořením do leteckého paliva a hodnocení změn tvrdosti, hmotnosti a objemu. ASTM D7116 byla vyvinuta specificky proto, že konvenční zkoušky dle D5893 nezahrnují požadavky na ponoření do paliva a zkušenosti ukázaly, že některé těsnicí hmoty splňující vlastnosti D5893 mohly v prostředí s rozlitým palivem předčasně selhat. Silikonové těsnicí hmoty splňující požadavky D7116 jsou primární volbou pro tato kritická místa a mnoho letištních orgánů je předepisuje výhradně pro všechny práce na spárách na odbavovacích plochách a palivových zónách.
Odolnost vůči povětrnostním vlivům a teplotní stabilita. Siloxanový polymerní řetězec je ze své podstaty transparentní vůči UV záření ve slunečním spektru, což znamená, že silikonové těsnicí hmoty nevyžadují pro odolnost proti fotodegradaci přidávání sazí nebo jiných UV-absorbujících plniv. Zatímco organické těsnicí hmoty spoléhají na plniva a stabilizátory, které se UV zářením postupně spotřebovávají, samotná chemie silikonu zůstává po desetiletí přímého slunečního záření nezměněna. Rozsah provozních teplot vytvrzené silikonové těsnicí hmoty se pohybuje přibližně od −60 °C do +200 °C (−76 °F až +400 °F) při občasném namáhání, přičemž trvalé zatížení je typicky −40 °C až +150 °C (−40 °F až +300 °F). V tomto rozsahu si materiál zachovává své elastomerní vlastnosti bez křehnutí při nízkých teplotách nebo nadměrného měknutí při vysokých teplotách – což je kritická schopnost pro vozovky v severních klimatických podmínkách, kde povrchové teploty mohou kolísat od −40 °C v zimě do +65 °C v letních odpoledních. Teplota skelného přechodu (Tg) PDMS je přibližně −125 °C, což je hluboko pod jakoukoli okolní teplotou vyskytující se na vozovkách, takže materiál nikdy v provozu nepřechází do křehkého sklovitého stavu. To je v kontrastu s horkem litými těsnicími hmotami, které mohou v extrémním chladu křehnout a být náchylné k praskání, a s předformovanými neoprenovými těsněními, která s klesajícími teplotami postupně tuhnou.
Dlouhá životnost. Srovnávací terénní studie a databáze výkonnosti státních dopravních úřadů (DOT) se shodují na 8 až 15 letech jako na typické životnosti silikonem těsněných spár cementobetonových vozovek (PCC) ve srovnání se 3 až 8 lety u horkem litých asfaltů na bázi kaučuku ve stejné aplikaci. Tento 2× až 3× násobek životnosti kompenzuje vyšší jednotkové náklady na materiál (typicky 2 až 4násobek nákladů na materiál na metr u horkem litých hmot), pokud analýza nákladů životního cyklu zohlední řízení dopravy, mobilizaci pracovní čety, opětovnou přípravu spár a provozní narušení způsobené častějšími cykly přetěsňování. Dominantním mechanismem selhání silikonu v řádně připravených spárách je postupná ztráta adheze na spojovací linii, nikoli degradace samotného materiálu, což znamená, že když spára nakonec vyžaduje přetěsnění, silikonový materiál je obvykle stále elastomerní a neporušený – k selhání dochází na rozhraní, nikoli v samotném materiálu.
Proces aplikace
Aplikace silikonového těsnicího tmelu na PCC vozovky probíhá přesným, sekvenčním procesem, kde každý krok přímo ovlivňuje životnost instalovaného těsnění. Příprava spáry je jediným nejdůležitějším faktorem určujícím výkon tmelu. Studie FAA, USACE a státních dopravních správ (DOT) konzistentně identifikují jako příčinu předčasného selhání tmelu nedostatečnou přípravu povrchu — nikoli vady produktu.
Krok 1: Příprava rezervoáru spáry. U novostaveb se spára vytváří řezáním čerstvého betonu (obvykle 4 až 12 hodin po pokládce, před vznikem nekontrolovaného smršťovacího trhlin) do hloubky jedné čtvrtiny až jedné třetiny tloušťky desky (D/4 až D/3). Šířka řezu je stanovena návrhem vozovky, ale u smršťovacích spár činí obvykle 6 až 10 mm (1/4 až 3/8 palce). Při přetěsňování musí být stávající spára znovu proříznuta (rozšířena a vyčištěna) pomocí pily s diamantovým kotoučem, aby se odstranily všechny zbytky starého tmelu, kontaminovaný beton z líců spáry a jakýkoli odštěpený nebo rozpraskaný beton na okrajích spáry. Výsledný rezervoár musí mít čisté, zdravé, rovnoběžné líce jednotné šířky. Hloubka nového řezu by měla mírně přesahovat původní rezervoár tmelu, aby se odkryl čerstvý betonový povrch.
Krok 2: Čištění spáry. Tento krok je na stavbě nejčastěji zanedbáván a nejpříměji koreluje se selháním tmelu. Ihned po řezání musí být spára otryskána pískem nebo vodním paprskem, aby se ze stěn spáry odstranila řezná kaše, cementové mléko, zbytky ošetřovacího prostředku a jakýkoli zbývající film starého tmelu. Tryskání pískem za použití čistého, suchého, bezolejového křemičitého písku nebo ekvivalentního abraziva při tlaku 90–120 psi je referenční metodou pro většinu specifikací. Tryska musí být zaměřena na oba líce spáry, aby se dosáhlo jednotného, mírně zdrsněného povrchu bez viditelných nečistot. Po abrazivním tryskání se spára čistí bezolejovým stlačeným vzduchem o dostatečném tlaku a objemu k odstranění veškerého prachu, písku a nečistot z dutiny spáry. Přívod vzduchu musí procházet odlučovačem oleje a vody, aby se zabránilo kontaminaci vyčištěného líce spáry olejem z kompresoru. Závěrečná vizuální kontrola by měla potvrdit, že líce spáry jsou suché, bez prachu a mají jednotný světle šedý vzhled bez tmavého zbarvení nebo usazenin.
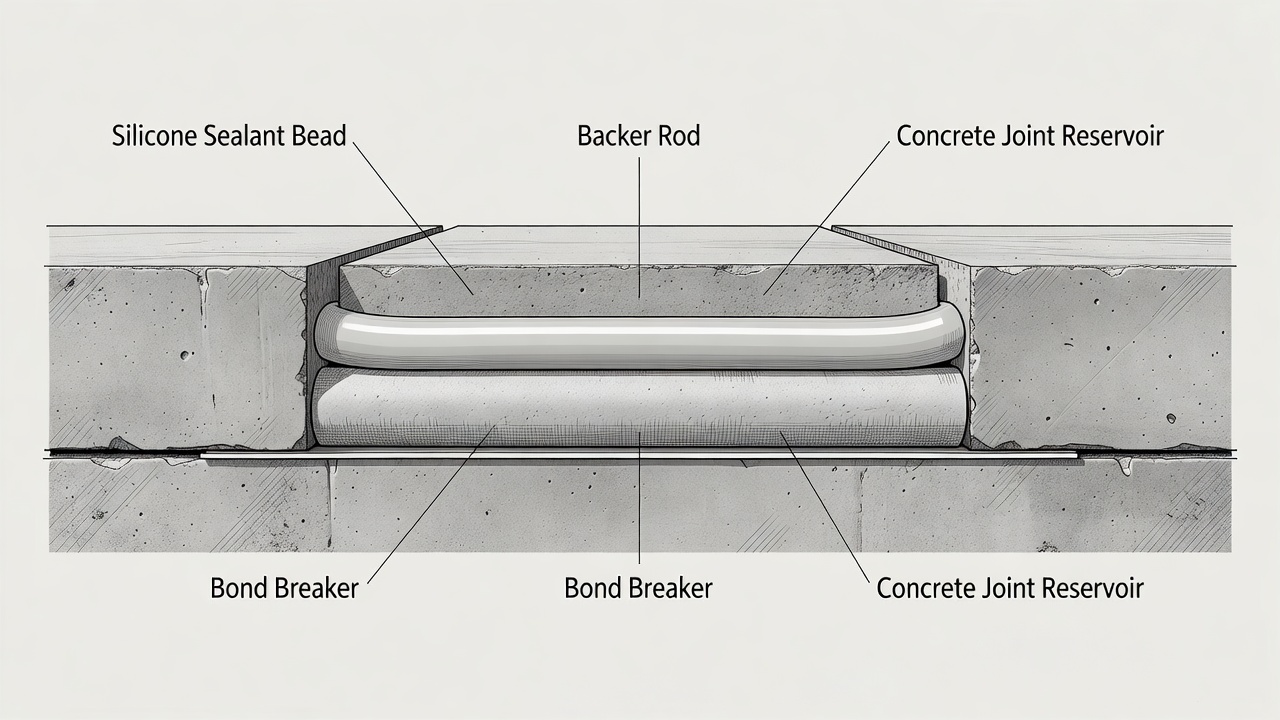
Krok 3: Instalace výplňového profilu a separační vložky. Do spáry se instaluje uzavřený polyethylenový pěnový výplňový profil (backer rod), který plní tři funkce: (a) reguluje hloubku housenky tmelu tím, že poskytuje pevnou platformu, na kterou se tmel nanáší, (b) zabraňuje zatékání tmelu na dno spáry (plýtvání materiálem a vytváření třístranné adheze) a (c) působí jako separační vložka, která zajišťuje, že tmel přilne pouze ke dvěma svislým lícům spáry, nikoli ke dnu rezervoáru. Průměr výplňového profilu musí být přibližně o 25 % až 50 % větší než šířka spáry, aby bylo zajištěno dotažení profilem, který drží ve správné hloubce bez prokluzu. Instaluje se do hloubky, která vytvoří předepsané zapuštění tmelu — hloubku housenky tmelu od povrchu vozovky — obvykle 6 až 10 mm (1/4 až 3/8 palce). Cílový poměr šířky k hloubce housenky tmelu je 2:1 — například spára široká 10 mm by měla mít housenku tmelu hlubokou 5 mm. Tento poměr, známý jako tvarový faktor, minimalizuje koncentraci napětí na linii spoje při otevírání spáry. Pokud je spára příliš úzká nebo je výplňový profil osazen příliš hluboko, housenka tmelu se stává nadměrně hlubokou vzhledem ke své šířce a deformace na linii spoje při pohybu spáry se koncentruje do menší plochy, čímž se zvyšuje pravděpodobnost adhezního selhání. Výplňový profil musí být instalován bez proražení, natažení nebo zkroucení, což vše může vytvořit cesty pro zatékání tmelu za profil a jeho přilnutí ke dnu spáry.
Krok 4: Základní nátěr (je-li vyžadován). Některé formulace silikonových tmelů vyžadují základní nátěr (primer) aplikovaný na vyčištěné betonové líce spáry pro maximalizaci přilnavosti, zejména v podmínkách možného působení vlhkosti, chemického kontaktu nebo extrémních teplotních cyklů. Primer — obvykle nízkoviskózní roztok silanových vazebných činidel a reaktivních silikonových pryskyřic v těkavém rozpouštědle — se nanáší v tenkém souvislém filmu štětcem, válečkem nebo stříkáním a nechá se zaschnout (odpaření rozpouštědla) před nanesením tmelu. Je nutné dodržet dobu zpracovatelnosti a interval pro přetírání stanovený výrobcem. Ne všechny silikony dle D5893 vyžadují primer; mnohé jsou formulovány s integrovanými adhezními promotory, které přilnou přímo k čistému suchému betonu. Výrobcem publikovaný technický list je rozhodujícím dokumentem pro určení, zda je primer vyžadován pro daný podklad a podmínky expozice.
Krok 5: Aplikace tmelu. U tmelů typu SL (samonivelačních) se materiál čerpá z nádoby pomocí pneumatického objemového čerpadla s přítlačnou deskou, která těsní proti vnitřní stěně kbelíku nebo sudu. Čerpadlo dopravuje tmel hadicí k aplikační tyči s tryskou dimenzovanou na šířku spáry. Pracovník vede tyč podél spáry a plní ji od výplňového profilu až po předepsané zapuštění. Materiál teče a samoniveluje se do hladkého povrchu, přičemž uvolňuje uzavřený vzduch. Je třeba se vyvarovat přeplnění — přebytečný tmel na povrchu vozovky se obtížně čistí a může vytvořit lepivé místo, které sbírá nečistoty. U tmelů typu NS (nestékavých) se materiál vytlačuje z kartuší nebo uzeninových balení pomocí ruční nebo pneumatické těsnicí pistole. Housenka se nanáší mírně přeplněná a poté se ihned upraví nástrojem (tooling) pomocí konkávního profilovacího nástroje nebo špachtle, aby se tmel pevně přitlačil k oběma stěnám spáry, eliminovaly se vzduchové dutiny a vytvořil se hladký konkávní povrch zapuštěný 3 až 6 mm pod povrch vozovky. Úprava nástrojem musí být dokončena v době do zavrchnutí tmelu (obvykle 10 až 30 minut v závislosti na teplotě a vlhkosti). Lze použít lubrikant pro úpravu nástrojem (mírný mýdlový roztok), aby se zabránilo přilepení tmelu k nástroji, ale je třeba dbát na to, aby nedošlo ke kontaminaci stěn spáry lubrikantem.
Krok 6: Vytvrzování a otevření pro provoz. Silikonový tmel vytvrzuje reakcí s vlhkostí ze vzduchu, postupuje od exponovaného povrchu směrem dolů. Rychlost vytvrzování závisí na teplotě, relativní vlhkosti a hloubce housenky. Za standardních podmínek (23 °C, 50% RV) bude tmel bez lepu za 30 až 90 minut a dostatečně vytvrzený pro lehký provoz za 2 až 4 hodiny. Úplné vytvrzení v celé hloubce housenky může u hlubokých spár vyžadovat 24 až 72 hodin. Tmel musí být chráněn před deštěm, prachem a provozem během počáteční doby vytvrzování. Pro letištní aplikace by měl být tmel zcela vytvrzený před povolením leteckého provozu — předčasné zatížení může deformovat nevytvrzený materiál, narušit linii spoje a vnést nečistoty do povrchu tmelu. Chladné počasí (pod 5 °C) výrazně zpomaluje rychlost vytvrzování a většina výrobců udává minimální aplikační teplotu, pod kterou je vytvrzování nepřijatelně pomalé.
Požadavky na výkon a normy
ASTM D5893/D5893M je primární materiálová specifikace pro silikonové těsnicí hmoty spár pro cementobetonové vozovky v Severní Americe. Stanovuje požadavky pro těsnicí hmoty typu SL i typu NS, rozdělené na vlastnosti v nevytvrzeném stavu (aplikační) a vlastnosti vytvrzené (provozní). Klíčové požadavky na výkon zahrnují:
Vlastnost
Požadavek ASTM D5893
Zkušební metoda
Doba odtahu
30 až 180 minut (typ SL); 30 až 240 minut (typ NS)
ASTM C679
Rychlost extruze (pouze typ NS)
Minimálně 50 g/min při 345 kPa
ASTM C1183
Tok/tečení (typ SL)
Hladký, rovný povrch; bez bublin
Vizuálně po nalití
Tok/tečení (typ NS)
Maximálně 4,8 mm vertikálního tečení
ASTM C639
Tvrdost Shore A
15 až 40 po úplném vytvrzení
ASTM C661
Modul pružnosti v tahu při 100% prodloužení
Maximálně 0,35 MPa (50 psi)
ASTM D412 (Die C)
Tažnost při přetržení
Minimálně 600%
ASTM D412 (Die C)
Trvanlivost spoje po ponoření do vody
Žádné porušení adhezního ani kohezního spoje přesahující 3 mm
ASTM C1135 (7 dní ponoření ve vodě)
Trvanlivost spoje po stárnutí v peci
Žádné porušení adhezního ani kohezního spoje přesahující 3 mm
ASTM C1135 (7 dní při 70 °C)
Zachování tažnosti po stárnutí
Minimálně 400% po tepelném stárnutí
ASTM D412 po stárnutí dle ASTM C793
FAA položka P-605 — Těsnicí hmoty spár pro vozovky je řídicí specifikace pro práce spojené s těsněním spár na letištních vozovkách financované prostřednictvím programu FAA Airport Improvement Program (AIP) podle oběžníku Advisory Circular 150/5370-10. P-605 akceptuje tři kategorie materiálů pro spáry betonových vozovek: za horka aplikované těsnicí hmoty odpovídající ASTM D6690 (s výběrem typu podle klimatu, mimo oblasti s únikem paliva), za studena aplikované silikonové těsnicí hmoty odpovídající ASTM D5893 (typ SL nebo NS podle orientace spáry) a těsnicí hmoty ASTM D7116 pro místa, kde dochází k úniku leteckého paliva. P-605 nařizuje konkrétní postupy pro přípravu spár, instalaci těsnicího profilu (uzavřenobuněčná polyethylenová pěna dimenzovaná o 25 % větší než šířka spáry), aplikaci těsnicí hmoty a kontrolu. Specifikace vyžaduje, aby zhotovitel těsnění spár prokázal úspěšné předchozí zkušenosti, aby těsnicí hmota pocházela ze schváleného seznamu kvalifikovaných výrobků (kde existuje) a aby byly práce prováděny pouze tehdy, když okolní a podkladové teploty překračují 4,4 °C (40 °F) a povrchy spár jsou důkladně suché.
ASTM D7116 — norma pro těsnicí hmoty spár v oblastech s únikem leteckého paliva — byla vyvinuta, protože standardní zkoušení podle D5893 nezahrnuje požadavky na ponoření do paliva a zkušenosti z praxe ukázaly, že některé materiály splňující vlastnosti D5893 mohou v prostředí s únikem paliva degradovat nebo ztratit soudržnost. D7116 zahrnuje všechny požadavky na mechanické vlastnosti podle D5893 a přidává zkoušku ponořením do paliva: vytvrzená těsnicí hmota je ponořena do ASTM Reference Fuel B (směs isooktanu a toluenu v poměru 70:30 simulující expozici aromatickému palivu) na 72 hodin při 23 °C, přičemž tvrdost se nesmí změnit o více než 15 bodů, hmotnostní změna nesmí překročit 10 % a objemová změna nesmí překročit 15 %. Silikonové těsnicí hmoty fungují v této zkoušce mimořádně dobře, protože zesíťovaná PDMS síť je zásadně nekompatibilní s uhlovodíkovými palivy — molekuly paliva nemohou proniknout a nabobtnat polymerní matrici, na rozdíl od organických těsnicích hmot, které jsou chemicky podobné složkám paliva.
Další související normy zahrnují ASTM C920 (elastomerové těsnicí hmoty spár pro pozemní stavitelství, širší norma nespecifická pro vozovky), ASTM C1193 (standardní návod pro použití těsnicích hmot spár), AASHTO M 220 (profilová těsnění z polychloroprenu, alternativní technologie) a různé materiálové specifikace státních dopravních úřadů (např. Caltrans Section 41, TxDOT DMS-6310/DMS-6320 a FDOT Section 932), které mohou k národním základním normám přidávat další požadavky — seznamy kvalifikovaných výrobků, klimaticky specifické modifikace polymerů, programy certifikovaných zhotovitelů.
Silikonové tmely vs. horké lití vs. prefabrikované kompresní tmely
Výběr tmelu pro spáry vozovek vyžaduje vyvážení nákladů na materiál, složitosti aplikace, životnosti, výkonnostních požadavků a podmínek konkrétního místa. Tři hlavní skupiny — za studena aplikovaný silikon (ASTM D5893), za horka aplikovaný kaučukový asfalt (ASTM D6690) a prefabrikované kompresní tmely (AASHTO M 220) — zaujímají v tomto rozhodovacím prostoru každá svou specifickou pozici.
Za horka aplikovaný kaučukový asfalt (ASTM D6690) využívá směs asfaltového pojiva, kaučuku (recyklovaná pryžová drť nebo panenský polymer), změkčovadel a plniv, která se zahřívá v olejových kotlích na 175–200 °C (350–390 °F) a nalévá se do spár. Nižší materiálové náklady na metr (obvykle 25 % až 50 % ceny silikonu) a vysoká rychlost provádění (1 000 až 3 000 běžných metrů za směnu) činí z horkého lití ekonomickou volbu pro těsnění velkých objemů trhlin na asfaltových vozovkách a pro spáry na PCC dálnicích, kde je přijatelný cyklus přetěsňování 3 až 8 let. Horké lití však ve srovnání se silikonem trpí několika inherentními omezeními: náchylnost k UV degradaci a oxidačnímu křehnutí v průběhu času, měknutí a vytékání při dopravním zatížení za teplého počasí, citlivost na přehřátí během aplikace (které polymer trvale degraduje) a naprostá nevhodnost pro oblasti s únikem paliva. Tmely na bázi horkého lití nejsou povoleny dle normy FAA P-605 v prostorách pro manipulaci s palivy a obecně se nedoporučují pro letištní odbavovací plochy nebo stání, kde může dojít k úniku paliva.
Prefabrikované polychloroprenové (neoprenové) kompresní tmely (AASHTO M 220) jsou extrudované elastomerové profily s vnitřní voštinovou strukturou, které se bočně stlačí a vloží do spáry, přičemž jsou drženy na místě odrazovou silou stlačeného elastomeru působící proti stěnám spáry. Nabízejí nejdelší životnost ze všech tří skupin — 15 až 25+ let při správné dimenzi — protože nevyžadují žádné vytvrzování na místě, nejsou závislé na chemické adhezi a neopren je ze své podstaty odolný vůči povětrnostním vlivům a mnoha chemikáliím. Jejich hlavním omezením je požadavek na přesnou kontrolu šířky spáry: každý těsnicí profil funguje pouze v definovaném rozsahu stlačení (typicky 80 % až 50 % své nestlačené šířky), takže šířka řezu spáry musí být pečlivě kontrolována a udržována. Pokud se spára v chladném počasí roztáhne za limit daného profilu, profil ztratí kontakt se stěnami a může vypadnout nebo být vytažen. Pokud se spára stlačí nad limit komprese, může být profil přetížen a trvale deformován (kompresní set). Kompresní tmely mají také vyšší počáteční náklady na materiál než horké lití i silikon u úzkých spár a oprava poškozeného úseku vyžaduje vytažení a výměnu postiženého segmentu.
Vlastnost
Silikon (ASTM D5893)
Horké lití (ASTM D6690)
Prefabrikovaný kompresní (AASHTO M 220)
Typická životnost
8 až 15 let
3 až 8 let
15 až 25+ let
Materiálové náklady (relativní)
Středně vysoké
Nízké
Vysoké
Schopnost přenášet pohyb
±50 %
±10 % až ±25 %
±25 % až ±50 % (závisí na profilu)
Odolnost vůči palivům
Vynikající
Žádná — rozpouští se v palivu
Dobrá (neopren)
Odolnost vůči UV záření
Vynikající — inherentní
Špatná — závisí na plnivech
Dobrá
Teplota aplikace
4 °C–50 °C (okolní)
175 °C–200 °C (kotel)
Jakákoliv (bez vytvrzování)
Doba do zprovoznění pro dopravu
2–4 hodiny (vytvrzení povrchu)
30 min–2 hodiny (vychladnutí)
Okamžitá
Tolerance šířky spáry
Střední
Velká — vyplní proměnlivé šířky
Těsná — typicky ±3 mm
Snášenlivost vlhkosti podkladu
Žádná — musí být suchý
Střední — teplo odpaří vlhkost
Žádná — musí být suchý
Schváleno pro letištní palivové zóny
Ano (D5893/D7116 dle P-605)
Ne
Omezeně (ověřte u výrobce)
Převažující způsob porušení
Adhezní porušení (ztráta přilnavosti)
Kohezní praskání, oxidace
Kompresní set, vytažení
Spáry letištních PCC vozovek
Silikonové tmely pro spáry se používají v celém spektru aplikací letištních PCC vozovek, přičemž konkrétní typ produktu a platná norma se volí podle umístění, podmínek expozice a provozních požadavků.
Příčné a podélné smršťovací spáry drah představují nejrozsáhlejší aplikaci. PCC vozovky drah se staví z desek o šířce obvykle 3,75 až 7,6 metru a délce 4,5 až 7,6 metru, s příčnými smršťovacími spárami v pravidelných intervalech pro kontrolu smršťovacího trhlinění. Tyto spáry se těsní silikonem typu SL, aby se zabránilo pronikání vody do podloží, kde by mohla při opakovaném zatížení těžkými letadly způsobovat pumpování, erozi a tvorbu dutin. Selhání tmelu ve spárách drah umožňuje průnik vody do konstrukce vozovky a na drahách obsluhujících letadla s tlakem v pneumatikách přesahujícím 1,4 MPa může být voda zachycená v rezervoáru spár při průjezdu kol vtlačována vysokou rychlostí do mikrotrhlin a pórů, což urychluje degradaci okrajů desek. Dlouhá životnost silikonu při UV záření je u drah cenná, protože kontinuální sluneční expozice degraduje organické tmely. Zapuštěný pás tmelu (6–10 mm pod povrchem) zabraňuje přímému kontaktu pneumatik a abrazi tmelu během provozu letadel.
Spáry pojehových drah jsou vystaveny nižším rychlostem letadel, ale vyšší kanalizaci — kola letadel se pohybují v předvídatelných stopách, čímž koncentrují zatížení v blízkosti osy vozovky a v náběhových plochách na křižovatkách. Silikonový tmel ve spárách pojehových drah musí odolávat vyšším smykovým silám vyvolaným pomalu odbočujícími letadly s rozměrnými podvozkovými konfiguracemi (jako je Boeing 777 se svým šestikolovým hlavním podvozkem a A380 s křídelními a trupovými podvozkovými skupinami). Vlastnost silikonu s nízkým modulem pružnosti je zde výhodná, protože vyrovnává pohyby desek vyvolané brzdnými a zatáčecími silami letadel, aniž by přenášel nadměrné napětí na okraje spár.
Spáry na odbavovacích plochách a stáních letadel představují pro tmely spár nejnáročnější prostředí. Desky odbavovacích ploch jsou obvykle silnější než desky drah (350–450 mm oproti 300–375 mm), aby unesly statické zatížení letadel, a jsou často vystaveny kapkám a únikům leteckého paliva během tankování, únikům hydraulické kapaliny z podvozků a pozemní podpůrné techniky, glykolovým odmrazovacím kapalinám a dopadu horkých výfukových plynů při provozu pomocné energetické jednotky (APU) u nástupního mostu. Silikonový tmel splňující jak normu ASTM D5893, tak ASTM D7116 je předepsaným materiálem pro tyto oblasti podle FAA P-605. Odolnost silikonu vůči palivu eliminuje riziko rozpuštění tmelu a vzniku otevřené spáry, která by vedla palivo přímo do podloží — scénář, který na letištích vedl k významným nákladům na sanaci životního prostředí, kde degradované tmely umožnily migraci paliva do podzemní vody pod odbavovacími plochami. Mnohé významné letištní orgány, včetně těch provozujících velká hubová letiště, vedou vlastní seznamy kvalifikovaných produktů pro tmely spár odbavovacích ploch a vyžadují nezávislé laboratorní ověření vlastností odolnosti vůči palivu nad rámec zkoušek dle ASTM.
Spáry kolem hydrantových šachet a tankovacích ostrůvků představují specializované aplikace, kde musí tmel fungovat v přímém, kontinuálním kontaktu s leteckým palivem. Spáry kolem litých rámů hydrantových šachet, obrub tankovacích ostrůvků a záchytných žlabů se těsní silikonem vyhovujícím normě D7116, aby se zabránilo obcházení záchytného systému palivem. Tyto spáry jsou obvykle užší (3–6 mm) a hlubší než smršťovací spáry vozovek a mohou vyžadovat tmel typu NS (nestékavý), pokud orientace spáry zahrnuje svislé nebo téměř svislé plochy. Schopnost silikonu přilnout jak k betonu, tak k ocelovým nebo litinovým rámům hydrantových šachet — zejména při použití penetračního základu na kovovém podkladu — poskytuje souvislé kapalinotěsné těsnění, které brání migraci paliva do podloží.
Inspekce a výměna
Kontrola kvality během instalace je nejúčinnějším prostředkem k zajištění dlouhé životnosti těsnicího tmelu. Inspekce by měla ověřit každý krok instalačního postupu: rozměry rezervoáru spáry (šířka, hloubka, čistota), velikost a hloubku výplňového profilu (potvrzení poměru šířky k hloubce 2:1 pro housenku tmelu), okolní podmínky a podmínky podkladu (teplota, relativní vlhkost, přítomnost vlhkosti nebo kondenzace na lících spáry), míchání nebo kondicionování tmelu (pokud to vyžaduje výrobce), aplikační techniku (souvislé, bezkavítní uložení), zpracování (pro typ NS) a hloubku zapuštění. Vytvrzený tmel by měl být zkontrolován po výrobcem stanovené době vytvrzování vytažením zkušebních housenek na náhodných místech za účelem ověření přilnavosti ke stěnám spáry. Destruktivní zkouška přilnavosti — provedení příčného řezu housenkou tmelu, tažení volného konce a pozorování, zda je porušení kohezní (v těle tmelu, což je přijatelné) nebo adhezní (na rozhraní tmel-beton, což indikuje nedostatečnou přípravu, kontaminaci nebo chybějící základní nátěr) — poskytuje přímý důkaz kvality spoje. Adhezní porušení u více než 10 % zkoušené délky nebo kohezní porušení při méně než 80 % jmenovitého prodloužení tmelu signalizuje, že instalace nefunguje podle návrhu.
Provozní inspekce utěsněných spár by měla být začleněna do systému řízení vozovky a prováděna v intervalech nepřesahujících dva roky, s častější kontrolou v prvním roce po instalaci, aby se zachytily poruchy v raném stádiu vyvolané prvním sezónním teplotním cyklem. Inspektoři by měli hledat následující indikátory poruch: (a) adhezní separace — housenka tmelu se odtrhla od jedné nebo obou stěn spáry, patrná jako mezera nebo housenka, kterou lze ze spáry nadzvednout; (b) kohezní trhliny — tmel se roztrhl podélně ve své středové ose, což naznačuje, že pohyb spáry překročil kapacitu prodloužení materiálu nebo že tmel byl zapuštěn příliš hluboko (což vytváří nepříznivý tvarový faktor); (c) odprýskávání okrajů spáry — beton přiléhající ke spáře se narušil, obvykle v důsledku vniknutí vody skrz porušené těsnění a jejího zamrznutí, nebo proto, že nestlačitelné nečistoty uvízlé ve spáře zabránily uzavření při expanzi za teplého počasí; (d) pumpování nebo vertikální posun — rozdílný svislý posun desek na obou stranách spáry, důkaz, že jemné částice podloží jsou při zatížení koly vytlačovány skrz porušené těsnění; (e) povrchová degradace — důlková koroze, praskání nebo křídování povrchu tmelu (u silikonů vzácné, ale může k němu dojít, pokud byl materiál nedokonale vytvrzen, kontaminován nebo vystaven nekompatibilním chemikáliím).
Kritéria výměny pro spáry těsněné silikonem jsou aktivována, když je u více než přibližně 10 % celkové délky spáry v definovaném úseku vozovky viditelná výplňová tyč, když je po dešti ve spárách pozorována stojatá voda, nebo když odprýskávání v okolí spár přesahuje 25 mm (1 palec) na šířku. Výměna se řídí úplným postupem přípravy spáry: veškerý starý tmel a výplňový profil se odstraní (vyškrábou, vyfouknou a v případě potřeby vypálí horkovzdušnou pistolí — to však musí být následováno abrazivním otryskáním k odstranění zbytků po spalování), rezervoár se znovu nařeže na čisté betonové plochy, spára se otryská pískem a vyfoukne, nainstaluje se nový výplňový profil ve správné hloubce a umístí se nový tmel. Pokusy o přetěsnění nebo překrytí porušeného tmelu novým materiálem — nanesení nové vrstvy tmelu na starou housenku — jsou běžnou, ale neúčinnou praxí. Nový tmel přilne pouze k povrchu starého tmelu, nikoli ke stěnám spáry, a jakýkoli pohyb spáry rychle znovu otevře skryté porušení. Pro dosažení trvanlivé funkce je nutné úplné odstranění a výměna.
Vedení záznamů o instalacích a inspekcích těsnicích tmelů spár poskytuje údaje potřebné pro analýzu životního cyklu a plánování rozpočtu. Záznamy by měly dokumentovat: produkt tmelu (výrobce, název produktu, číslo šarže, typ ASTM), způsob přípravy spáry (datum a podrobnosti řezání, způsob čištění, použitý základní nátěr, pokud byl použit), aplikační podmínky (datum, teplota okolí, relativní vlhkost, teplota podkladu), instalační podrobnosti (velikost a nastavená hloubka výplňového profilu, zapuštění tmelu, instalované lineární metry) a výsledky inspekcí v čase. Tato data umožňují správcům letištních vozovek kalibrovat očekávanou životnost tmelu na jejich konkrétní klimatické, dopravní a provozní podmínky a optimalizovat harmonogramy přetěsňování na základě skutečného výkonu namísto obecných předpokladů.
Často kladené otázky
Silikonový spárový tmel je založen na polydimethylsiloxanových (PDMS) polymerech s výztužnými plnivy, síťovacími činidly a promotory adheze. Jedná se o jednosložkový, vlhkostně vytvrzující (RTV) materiál, který vytvrzuje z povrchu dovnitř při vystavení atmosférické vlhkosti a vytváří pružné, elastomerní těsnění s výjimečnou odolností vůči povětrnostním vlivům.
Samovyrovnávací (Typ SL) silikonový tmel je nízkoviskozní formulace, která teče a samovolně se vyrovnává v horizontálních spárách, což je ideální pro výrobní práce na vozovkách. Nestékavý (Typ NS) silikonový tmel je viskóznější pistolová formulace, kterou lze aplikovat na svislé plochy a šikmé spáry bez stékání a vyžaduje zpracování nástrojem po aplikaci.
Silikonový spárový tmel obvykle vydrží 8 až 15 let v řádně připravených spárách vozovek, což je výrazně déle než horké lité tmely (3–8 let). Životnost závisí na kvalitě přípravy spár, klimatických podmínkách, dopravním zatížení a nárocích na pohyb. Předtvarované kompresní těsnění může vydržet 15–25+ let, ale má užší tolerance šířky spár.
Silikonový tmel odolává leteckému palivu, hydraulické kapalině a chemikáliím pro odmrazování, které degradují jiné typy tmelů. Zachovává elasticitu v extrémních teplotních rozsazích (−40°F až 400°F), odolává UV degradaci a splňuje požadavky FAA Item P-605 a ASTM D5893. Pro palivové plochy stanovuje ASTM D7116 další požadavky na odolnost vůči leteckému palivu, v nichž silikonové tmely vynikají.
Povrchy spár musí být čisté, suché a bez prachu – standardem je otryskání pískem následované vyfoukáním stlačeným vzduchem bez oleje. Musí být instalován backer rod pro kontrolu hloubky tmelu a zabránění třístranné adhezi. Poměr šířky k hloubce by měl být přibližně 2:1. Teploty okolí a podkladu musí být v rozsahu stanoveném výrobcem a tmel musí před vystavením dopravě dostatečně vytvrdnout.
Chraňte své spáry ve vozovkách
Zajistěte dlouhodobý výkon vozovek pomocí správně specifikovaných a instalovaných silikonových spárových tmelů. Naši odborníci vám mohou pomoci s výběrem materiálu, aplikačním poradenstvím a inspekčními protokoly pro letištní a silniční projekty.
Silany a siloxany – těsnicí prostředky pro ochranu betonu
Silany a siloxany jsou penetrační hydrofobní úpravy, které impregnují betonové povrchy a odpuzují vodu a chloridové ionty, přičemž umožňují prostup vodních par....
Předtvarovaná kompresní těsnění jsou předem stlačené elastomerové (neoprenové/polychloroprenové) pásky vkládané do spár cementobetonových vozovek, které se rozt...
Těsnění spár jsou materiály vkládané do spár vozovek, které zabraňují pronikání vody a nestlačitelných materiálů, chrání podkladní vrstvy a předcházejí vydrolov...
35 min čtení
Pavement Maintenance
Concrete Pavement
+3
Souhlas s cookies Používáme cookies ke zlepšení vašeho prohlížení a analýze naší návštěvnosti. See our privacy policy.