Udržitelné vozovky minimalizují dopady na životní prostředí pomocí recyklovaných materiálů (RAP, RAS, recyklované kamenivo z betonu, popílek, struska), technologií pro výrobu za tepla, propustných vozovek, dlouhodobých návrhů a recyklace na místě. Zahrnuje strategie udržitelnosti, posuzování životního cyklu (LCA), environmentální prohlášení o produktu (EPD) a vliv udržitelných voleb na kontrolu a výkonnost vozovek.
Technologie a postupy udržitelných vozovek
Dimenze udržitelnosti
Udržitelné vozovky jsou inženýrské systémy, které poskytují požadovaný strukturální a funkční výkon při minimalizaci dopadů na životní prostředí napříč pěti propojenými dimenzemi: materiály, energie, emise, voda a životnost. Tyto dimenze tvoří rámec, v němž je udržitelnost vozovek hodnocena, navrhována a ověřována.
Materiálová dimenze
Materiálová dimenze se zabývá spotřebou přírodních zdrojů a tvorbou odpadu. Konvenční výstavba vozovek spotřebovává obrovské množství přírodního kameniva — přibližně 1,5 až 2 miliardy tun ročně jen ve Spojených státech — a značné množství asfaltového pojiva a portlandského cementu, jejichž výroba je energeticky náročná. Udržitelné vozovky snižují spotřebu přírodních materiálů nahrazováním recyklovanými a odpadními materiály tam, kde je to technicky proveditelné. Míra náhrady — procento nahrazeného přírodního materiálu recyklovaným obsahem — je primární metrikou používanou ke kvantifikaci materiálové udržitelnosti.
Podle National Asphalt Pavement Association (NAPA) použil americký asfaltový průmysl v roce 2019 přes 97 milionů tun recyklovaného asfaltového materiálu (RAP) a 921 000 tun recyklovaných asfaltových šindelů (RAS) v nových směsích, čímž ušetřil téměř 60 milionů krychlových yardů skládkového prostoru. Míra recyklace asfaltových materiálů činí přibližně 94 %, což činí asfalt nejvíce recyklovaným materiálem ve Spojených státech — překonává míru recyklace papíru (68 %), hliníkových plechovek (50 %) a skla (33 %).
U cementobetonových vozovek se materiálová dimenze zaměřuje na náhradu cementu pomocí příměsových cementových materiálů (SCM). Výroba portlandského cementu je zodpovědná za přibližně 8 % globálních emisí CO₂. Nahrazení 30–50 % cementu popílkem, struskovým cementem nebo křemičitým úletem přímo snižuje uhlíkovou stopu betonových vozovek o srovnatelné procento. Míra substituce cementu je standardní metrikou. Kromě toho použití recyklovaného kameniva z betonu (RCA) z demolovaných vozovek jako kameniva v novém betonu nebo podkladních vrstvách dále snižuje poptávku po přírodním kamenivu.
Materiálová udržitelnost také zahrnuje vzdálenost zdroje materiálů. Přeprava kameniva na dlouhé vzdálenosti spotřebovává palivo a vytváří emise. Obsah místních materiálů — často definovaný jako materiály získané do 50 mil (80 km) od projektu — je běžnou metrikou udržitelnosti používanou v hodnoticích systémech jako LEED a Envision. Maximalizace použití místních materiálů snižuje environmentální dopady související s dopravou.
Energetická dimenze
Energetická dimenze se zabývá energií spotřebovanou při výrobě, dopravě, výstavbě a údržbě vozovek. Celková vložená energie vozovky zahrnuje energii potřebnou k těžbě a zpracování surovin, výrobě komponentů vozovky (asfaltové pojivo, cement, kamenivo), dopravě materiálů na staveniště, výstavbě vozovky (včetně paliva pro pokládací a zhutňovací zařízení) a provádění údržby a rehabilitace po dobu životnosti vozovky.
Výroba asfaltu za horka (HMA) vyžaduje ohřev kameniva a pojiva na 300–350 °F (150–175 °C), což spotřebuje přibližně 280 000 až 370 000 britských tepelných jednotek (BTU) na tunu směsi — což odpovídá 2,5 až 3,5 galonům topného oleje na tunu. Asfalt s nízkoteplotní výrobou (WMA) snižuje teploty výroby o 50–120 °F (30–50 °C), čímž snižuje spotřebu paliva o 20–35 % — přibližně 55 000 až 130 000 BTU ušetřených na tunu. Až americký asfaltový průmysl plně přejde na WMA, odhaduje se celková roční úspora paliva na 150 milionů galonů topného oleje č. 2.
Výroba portlandského cementového betonu nese velmi vysokou energetickou zátěž: přibližně 4 000 až 5 500 BTU na tunu jen pro výrobu cementu, většinou z energie potřebné k ohřevu cementových pecí na 2 640 °F (1 450 °C). Nahrazení cementu SCM přímo snižuje tuto energetickou zátěž. Válcovaný beton (RCC) a propustný beton obvykle používají nižší obsah cementu, což dále snižuje vloženou energii.
Významná je také energie ve fázi užívání. Povrchové charakteristiky vozovky — zejména nerovnost a makrotextura — ovlivňují spotřebu paliva vozidel. Testy Federal Highway Administration (FHWA) WesTrack kvantifikovaly, že hladší vozovky snižují spotřebu paliva vozidel až o 4,5 %. Vozovka, která si udržuje hladkost po celou dobu své životnosti, nepřímo šetří miliardy galonů paliva napříč vozovým parkem, který ji používá. Mezinárodní index nerovnosti (IRI) je standardní metrikou propojující stav vozovky s palivovou účinností vozidel.
Emisní dimenze
Emisní dimenze sleduje všechny látky znečišťující ovzduší vznikající během životního cyklu vozovky. Primárními sledovanými emisemi jsou skleníkové plyny (GHG) — oxid uhličitý (CO₂), metan (CH₄) a oxid dusný (N₂O) — vyjádřené souhrnně jako potenciál globálního oteplování (GWP) v kilogramech CO₂ ekvivalentu (kg CO₂e). Zdroje emisí souvisejících s vozovkami zahrnují:
Emise z výroby materiálů: Výroba cementového slínku emituje přibližně 0,9 kg CO₂ na kg slínku. Výroba asfaltového pojiva emituje přibližně 0,1 až 0,3 kg CO₂ na kg pojiva v závislosti na zdroji ropy a účinnosti rafinerie. Výroba kameniva emituje přibližně 0,005 až 0,015 kg CO₂ na kg kameniva (většinou z drcení a třídění).
Emise z výstavby: Pokládací zařízení (asfaltové finišéry, válce, betonové finišéry), vozidla pro přepravu materiálu a podpůrné zařízení spalují naftu, čímž emitují CO₂, oxidy dusíku (NOx), pevné částice (PM) a těkavé organické látky (VOC). Pevné částice z nafty (DPM) jsou zvláštním problémem pro kvalitu ovzduší v blízkosti stavenišť a v oblastech s nedodržováním limitů.
Snížení emisí u WMA je dobře zdokumentováno: snížení teploty o 50 °F při výrobě asfaltu snižuje emise CO₂ o 15–25 %, SO₂ o 18–35 %, NOx o 18–30 % a VOC o 30–50 % ve srovnání s ekvivalentním HMA. Asfalt za studena (CMA) vyráběný při okolní teplotě zcela eliminuje emise související s ohřevem, čímž dosahuje snížení emisí o 35–50 %.
Sekvestrace uhlíku v asfaltovém pojivu je jedinečným atributem udržitelnosti. Podle americké Agentury pro ochranu životního prostředí zůstává 99,6 % uhlíku v asfaltovém pojivu trvale uloženo — nikdy se neuvolní do atmosféry — protože pojivo je vedlejším produktem fosilních paliv, která nebyla nikdy spálena jako energie. Asfaltové vozovky tedy fungují jako dlouhodobý zásobník uhlíku, ukládající vázaný uhlík po celou dobu životnosti vozovky (a déle, pokud jsou recyklovány do nových vozovek).
Vodní dimenze
Vodní dimenze se zabývá jak vodou spotřebovanou při výrobě a výstavbě vozovek, tak dopady odtoku z vozovek na kvalitu vody.
Spotřeba vody je při výstavbě asfaltových vozovek relativně nízká (minimální použití vody při výrobě), ale významná u betonových vozovek, které vyžadují velké objemy záměsové a ošetřovací vody. Výroba cementu také spotřebovává značné množství vody při chlazení a zpracování. Celková spotřeba vody související s vozovkami se obvykle měří v galonech na čtvereční yard postavené vozovky.
Kvalita a množství odtoku dešťové vody je hlavním environmentálním problémem vozovek. Nepropustné vozovky vytvářejí odtok, který nese znečišťující látky — olej, tuk, těžké kovy, chemikálie pro odmrazování, částice z opotřebení pneumatik — přímo do recipientů. Ve Spojených státech regulují vypouštění dešťové vody z povrchů vozovek zákon Clean Water Act a povolovací program National Pollutant Discharge Elimination System (NPDES) , který vyžaduje čištění nebo vsakování prvního splachu srážek.
Propustné vozovky řeší vodní dimenzi přímo tím, že umožňují dešťové vodě vsakovat skrz povrch vozovky do podložních kamenných rezervoárů a původní zeminy. Výzkum University of New Hampshire Stormwater Center a dalších prokazuje, že propustné vozovky snižují celkové nerozpuštěné látky (TSS) o 80–90 %, celkový fosfor o 60–70 %, celkový dusík o 50–60 %, těžké kovy (zinek, měď, olovo) o 90 %+ a objem odtoku o 50–90 % ve srovnání s konvenčními nepropustnými vozovkami.
Dimenze životnosti
Dimenze životnosti uznává, že nejdéle trvající vozovka je ze své podstaty nejvíce udržitelná, protože oddaluje nebo eliminuje environmentální dopady rekonstrukce. Prodloužení životnosti vozovky z 20 na 50 let pomocí návrhu věčné vozovky snižuje celkovou spotřebu energie životního cyklu o 30–50 % a celkové emise skleníkových plynů o 25–45 % na rok provozu ve srovnání s konvenčními vozovkami, které vyžadují rekonstrukci ve 20. roce.
Udržitelnost životnosti se měří očekávanou životností (roky do dosažení mezního stavu) a náklady životního cyklu (LCC) v dolarech na čtvereční yard za rok provozu. Věčné vozovky navržené na 50+ let obvykle dosahují nákladů životního cyklu o 20–40 % nižších než konvenční 20leté vozovky při zahrnutí nákladů na údržbu, rehabilitaci a zpoždění uživatelů.
Recyklované materiály
Použití recyklovaných a odpadních materiálů ve vozovkách je nejpřímější a nejměřitelnější strategií udržitelnosti vozovek. Recyklované materiály šetří přírodní zdroje, snižují ukládání na skládky, snižují spotřebu energie a emise. Následující materiály jsou nejpoužívanější v udržitelné výstavbě vozovek.
Recyklovaný asfaltový materiál (RAP)
Recyklovaný asfaltový materiál (RAP) je nejcennějším recyklovaným materiálem v oboru vozovek. RAP vzniká při frézování nebo rozbourání stávajících asfaltových vozovek během rehabilitace nebo rekonstrukce. Materiál se skládá ze zestárlého asfaltového pojiva obalujícího vysoce kvalitní kamenivo, což představuje významnou investici jak do pojiva, tak do kameniva, kterou lze plně získat zpět a znovu použít.
Zpracování RAP obvykle zahrnuje drcení a třídění za účelem dosažení konzistentní křivky zrnitosti vhodné pro použití v novém asfaltu za horka nebo s nízkoteplotní výrobou. Moderní zpracovatelské závody RAP používají primární a sekundární drtiče, třídiče a někdy frakcionační systémy, které oddělují RAP na hrubou a jemnou frakci. Zpracovaný RAP je skladován na krytých nebo zpevněných plochách, aby se minimalizovaly změny vlhkosti.
Úrovně použití RAP se liší podle vrstvy a aplikace: obrusné vrstvy mohou obvykle obsahovat 15–30 % RAP s menšími úpravami třídy pojiva; mezipodkladní a podkladní vrstvy mohou obsahovat 30–50 % RAP; a podkladní nebo podsypné aplikace mohou použít až 100 % RAP. Směsi s vysokým obsahem RAP (nad 25 % RAP) často vyžadují rejuvenační přísady k obnovení vlastností zestárlého pojiva a zachování odolnosti proti praskání, jak je dokumentováno v NCHRP Report 752 a NCHRP Project 09-58.
FHWA uvádí, že použití RAP v roce 2019 ušetřilo: téměř 60 milionů krychlových yardů skládkového prostoru; přes 20 milionů barelů asfaltového pojiva (neobnovitelný zdroj); a přes 2,6 miliardy liber emisí CO₂ ve srovnání s použitím přírodních materiálů pro ekvivalentní konstrukce vozovek. Asphalt Pavement Alliance uvádí, že RAP vykazuje stejnou nebo lepší výkonnost než směsi z přírodních materiálů u správně navržených a postavených vozovek.
Obsah RAP (%)
Typická aplikace
Úprava pojiva
Často potřebný rejuvenátor
0–15 %
Obrusné vrstvy
Žádná nebo mírné zvýšení třídy
Ne
15–30 %
Obrusné, mezipodkladní
Měkčí pojivo (1 třída)
Volitelné
30–50 %
Mezipodkladní, podkladní
Měkčí pojivo (1–2 třídy)
Doporučené
50–100 %
Podkladní, podsypné, málo frekventované
Výrazná úprava
Vyžadováno
Recyklované asfaltové šindele (RAS)
Recyklované asfaltové šindele (RAS) zahrnují jak výrobní odpad (odřezky z výroby šindelů — „předspotřebitelský"), tak demontované šindele z projektů výměny střech („pospotřebitelský"). RAS obsahuje 20–30 % asfaltového pojiva hmotnosti (ve srovnání s 5–6 % u RAP), což z něj činí koncentrovaný zdroj recyklovaného pojiva. RAS také obsahuje minerální plnivo, jemné kamenivo a organickou nebo skelnou výztuž.
Použití RAS v asfaltových směsích se řídí ASTM D7309 (Standardní specifikace pro asfaltové střešní šindele) a specifikacemi státních dopravních úřadů. Typický obsah RAS je omezen na 3–5 % hmotnosti celkové směsi (přibližně 10–20 % hmotnosti pojiva) kvůli extrémně tuhému, vysoce zestárlému pojivu v šindelích a obavám z křehkosti a zpracovatelnosti směsi.
Průzkum NAPA Industry Survey 2019 uvádí, že přibližně 921 000 tun RAS bylo použito v asfaltových směsích ve Spojených státech, což ušetřilo přes 50 000 tun asfaltového pojiva a přes 920 000 tun kameniva. Použití RAS také odklání šindele ze skládek, kde představují významný odpadní proud (přibližně 10 milionů tun odpadu z asfaltových šindelů je ročně vyprodukováno v USA).
Výzvy u RAS zahrnují: variabilitu vlastností pojiva (zejména u demontovaných šindelů, které prodělaly desítky let sluneční oxidace); přítomnost nežádoucích materiálů (hřebíky, plsť, dřevo, plast); a riziko nadměrné tuhosti směsi vedoucí k předčasnému praskání. Směsi s RAS vyžadují pečlivé grafy míchání pojiv a často vyžadují rejuvenátory ve vyšších dávkách než ekvivalentní směsi s RAP.
Recyklované kamenivo z betonu (RCA)
Recyklované kamenivo z betonu (RCA) se vyrábí drcením demolovaných betonových vozovek, konstrukcí nebo odpadů. Materiál se skládá z původních částic kameniva s připojenou cementovou maltou, jemných podílů a ocelové výztuže (která se odstraňuje magnetickou separací). RCA se používá při výstavbě vozovek především jako:
Materiál pro podkladní a podsypné vrstvy: RCA má obvykle vyšší kalifornský poměr únosnosti (CBR) a lepší drenážní vlastnosti než přírodní kamenivo, což z něj činí vynikající podkladní materiál. Americký Federal Highway Administration uvádí, že přes 100 milionů tun RCA je ročně použito v podkladních a podsypných aplikacích.
Kamenivo v novém betonu: RCA může nahradit 20–50 % hrubého kameniva v nových betonových vozovkách, i když připojená malta zvyšuje nároky na vodu a snižuje zpracovatelnost. Návrhy směsí musí zohledňovat vyšší nasákavost RCA (4–8 % oproti 1–2 % u přírodního kameniva) a nižší specifickou hmotnost.
Kamenivo v asfaltu za horka: RCA může nahradit 15–25 % hrubého kameniva v asfaltových podkladních vrstvách, i když vysoká úhlovitost RCA může snížit zpracovatelnost.
Cementační hodnota zbytkové malty v RCA poskytuje další výhodu v podkladních aplikacích — nehydratovaný cement v maltě může dále hydratovat, čímž se časem zvyšuje pevnost. Výzkum AASHTO R-15 Committee dokumentoval, že podkladní vrstvy z RCA získávají během prvních 12 měsíců provozu o 25–40 % vyšší pevnost ve srovnání s podkladními vrstvami z přírodního kameniva.
Popílek
Popílek je jemný, práškový vedlejší produkt výroby elektřiny z uhlí, zachycovaný ze spalin elektrostatickými odlučovači nebo tkaninovými filtry. Popílek se klasifikuje jako třída F a třída C podle ASTM C618 na základě součtu obsahu oxidu křemičitého, hlinitého a železitého a obsahu oxidu vápenatého. Popílek třídy F (nízký obsah vápníku, typicky z černého uhlí) má pucolánové vlastnosti a vyžaduje cementační aktivátor (obvykle portlandský cement nebo vápno). Popílek třídy C (vysoký obsah vápníku, typicky z hnědého uhlí nebo lignitu) má jak pucolánové, tak samocementační vlastnosti.
Aplikace ve vozovkách:
Betonové vozovky: Popílek nahrazuje 15–40 % portlandského cementu hmotnosti. Výhody zahrnují: snížené hydratační teplo (důležité pro masivní betonové konstrukce a silné desky vozovek); lepší zpracovatelnost a čerpatelnost; snížená propustnost a lepší trvanlivost; zvýšená dlouhodobá pevnost; snížený potenciál alkalicko-křemičité reakce (ASR); a snížené náklady. Metrika udržitelnosti betonu — snížení CO₂ na krychlový yard — je přímo úměrná procentu náhrady cementu.
Stabilizované podkladní vrstvy: Popílek třídy C lze použít jako samostatné pojivo pro stabilizaci zeminy a kameniva, s aplikacemi v recyklaci v celé hloubce (FDR) a cementem stabilizovaném podkladu (CTB) .
Asfaltové vozovky: Popílek se používá jako minerální plnivo (propadem sítem č. 200) v asfaltových směsích v množství 2–6 % hmotnosti celkového kameniva. Výhody zahrnují lepší tuhost, odolnost proti vlhkostnímu poškození a odolnost proti stárnutí.
Environmentální aspekty: Změny v americkém elektroenergetickém průmyslu — zejména vyřazování uhelných elektráren a zvýšená výroba z plynu a obnovitelných zdrojů — snížily dostupnost popílku v některých regionech. American Coal Ash Association (ACAA) uvedla, že přibližně 38 milionů tun popílku bylo v roce 2022 prospěšně využito (57% míra využití). Dlouhodobá nejistota dodávek je faktorem, který je třeba zohlednit ve specifikacích vyžadujících použití popílku.
Mletá granulovaná vysokopecní struska (GGBFS)
Mletá granulovaná vysokopecní struska (GGBFS) je vedlejší produkt výroby železa. Roztavená struska z vysokých pecí je rychle zakalena ve vodě za vzniku sklovitého, zrnitého materiálu, poté vysušena a rozemleta na jemnost podobnou portlandskému cementu. GGBFS je klasifikována v ASTM C989 podle indexu aktivity strusky, který měří pevnostní příspěvek vzhledem k portlandskému cementu.
GGBFS v betonových vozovkách: GGBFS nahrazuje 25–70 % cementu hmotnosti. Vyšší úrovně náhrady jsou běžnější v masivních betonových aplikacích (jako jsou silné desky vozovek a velké odbavovací plochy). Výhody zahrnují: výrazně snížené hydratační teplo; lepší zpracovatelnost; světlejší barvu (snižuje efekt tepelného ostrova); lepší odolnost proti síranovému napadení a ASR; vyšší konečnou pevnost; a sníženou propustnost. Světlejší barva betonu se struskovým cementem zvyšuje albedo (odrazivost slunečního záření) povrchů vozovek, čímž snižuje efekt tepelného ostrova a potenciálně snižuje okolní teploty ve zpevněných oblastech o 2–5 °F.
Omezení: Beton se struskovým cementem má pomalejší vývoj počáteční pevnosti (pevnosti za 7 až 14 dní jsou nižší než u betonu z portlandského cementu), což může být problém u vozovek, které musí být rychle uvedeny do provozu. Pokládka za chladného počasí vyžaduje zvláštní pozornost při ošetřování a ochraně.
Pryž z pneumatik (pryžový granulát)
Pryžový granulát z odpadních pneumatik se používá v asfaltových vozovkách dvěma hlavními procesy:
Mokrý proces (asfaltová pryž): Pryžový granulát (typicky 10–20 % hmotnosti pojiva) je smíchán s horkým asfaltovým pojivem při teplotě 350–400 °F (175–200 °C) po dobu 45–90 minut za vzniku zreagovaného pojiva se zvýšenou viskozitou, elasticitou a teplotní citlivostí. Asfaltová pryžová pojiva se používají v mezernatých obrusných vrstvách (často nazývaných Asphalt Rubber Gap-Graded nebo AR-GG) k zajištění výjimečné odolnosti proti praskání, vyježdění kolejí a trvanlivosti.
Suchý proces (pryží modifikovaný asfalt): Pryžový granulát se přidává jako část kameniva (typicky 1–3 % hmotnosti celkové směsi) a míchá se s běžným pojivem. Suchý proces je jednodušší, ale poskytuje menší zlepšení výkonnosti než mokrý proces.
EPA a Rubber Manufacturers Association odhadují, že ve Spojených státech je ročně vyprodukováno přibližně 290 milionů odpadních pneumatik. Použití pryžového granulátu v asfaltových vozovkách odklání tyto pneumatiky ze skládek a hromad pneumatik, přičemž spotřebuje 500–2 000 pneumatik na jízdní pruh-míli pryží modifikované asfaltové vozovky. Vozovky modifikované pryží z pneumatik také poskytují snížený dopravní hluk (typicky snížení o 2–5 dB ve srovnání s běžnými asfaltovými povrchy), což přispívá k iniciativám tichých vozovek.
Recyklovaný materiál
Typická náhrada přírodního
Primární aplikace
Klíčový environmentální přínos
RAP
15–50 %
Asfaltové směsi
Šetří pojivo, kamenivo, skládkový prostor
RAS
3–5 % směsi
Asfaltové směsi
Koncentrovaný zdroj pojiva, odklon odpadu
RCA
20–100 %
Podkladní, podsypné, beton
Šetří kamenivo, snižuje demoliční odpad
Popílek
15–40 %
Beton, stabilizovaný podklad
Snižuje potřebu cementu, přidaná hodnota
GGBFS
25–70 %
Betonové vozovky
Snižuje cement, zlepšuje trvanlivost
Pryžový granulát
1–3 % směsi, 10–20 % pojiva
Asfaltový povrch
Odklon odpadních pneumatik, snížení hluku
Technologie výroby za snížené teploty a za studena
Asfalt s nízkoteplotní výrobou (WMA) a asfalt za studena (CMA) jsou výrobní technologie, které snižují teplotu, při níž se asfaltové směsi vyrábějí a pokládají, což přináší významné environmentální a provozní výhody ve srovnání s konvenčním asfaltem za horka (HMA).
Asfalt s nízkoteplotní výrobou (WMA)
WMA se vyrábí při teplotách o 30–120 °F (20–50 °C) nižších než HMA — typicky v rozmezí 200–275 °F (95–135 °C) ve srovnání s 300–350 °F (150–175 °C) pro HMA. FHWA uznává WMA jako prioritní technologii od roku 2003 a podporuje výzkum, demonstrační projekty a implementaci prostřednictvím Warm Mix Asphalt Technical Working Group (TWG) .
Technologie WMA spadají do tří kategorií:
Pěnivé technologie: Vodní pěnění je nejpoužívanější technologie WMA. Jemně rozprášená voda (typicky 1,5–2,5 % hmotnosti pojiva) je vstřikována do horkého pojiva během míchání, což způsobuje okamžité odpaření a objemovou expanzi pojiva, dočasně snižující jeho viskozitu a zlepšující obalení kameniva při nižších teplotách. Systémy vstřikování vody (např. AquaBlack, Accu-Shear, Tri-Mix) jsou nejběžnější, následované syntetickými zeolitovými přísadami (např. Advera, Aspha-Min), které obsahují 18–21 % vody hmotnosti, uvolňované při 185–360 °F (85–180 °C) k vytvoření řízeného pěnícího efektu.
Organické přísady:Fischer-Tropschovy (FT) vosky (např. Sasobit) a amidy mastných kyselin (např. Asphaltan B) se přidávají v množství 0,5–3 % hmotnosti pojiva. Tyto materiály tají při teplotách nad přibližně 200 °F (95 °C), čímž snižují viskozitu pojiva, a při chladnutí krystalizují, čímž zvyšují tuhost a odolnost proti vyježdění kolejí. FT vosky se vyrábějí ze zemního plynu nebo zplyňování uhlí.
Chemické přísady: Přísady na bázi povrchově aktivních látek (např. Evotherm, Cecabase, Iterlow) snižují povrchové napětí systému pojivo-kamenivo, čímž zlepšují obalení a zpracovatelnost při snížených teplotách. Chemické přísady se obvykle dávkují v množství 0,3–0,8 % hmotnosti pojiva a nabízejí výhodu, že nevyžadují úpravy zařízení.
Výhody WMA:NAPA WMA Survey (2019) uvádí, že v USA bylo vyrobeno 147,4 milionů tun WMA, což představuje 26% růst oproti roku 2016. Dokumentované výhody zahrnují: 20–35% snížení spotřeby paliva; 15–40% snížení emisí CO₂; 18–35% snížení SO₂; 18–30% snížení NOx; 30–50% snížení emisí VOC a výparů; zlepšené pracovní podmínky v obalovně a na místě pokládky; prodlouženou pokládkovou sezónu (schopnost pokládat při nižších okolních teplotách); delší přepravní vzdálenosti (snížené chladnutí směsi); lepší zhutnění (nižší obsah vzduchových mezer při stejném zhutňovacím úsilí); a schopnost zvýšit obsah RAP o 5–15 %.
Asfalt za studena (CMA)
Asfalt za studena se vyrábí a pokládá při okolní teplotě — typicky 50–100 °F (10–38 °C) — s použitím asfaltové emulze nebo pěněného asfaltu jako pojiva. CMA eliminuje veškerou spotřebu energie a emise související s ohřevem z výrobního procesu, čímž dosahuje maximálního možného snížení energie a emisí pro asfaltové směsi.
Emulzní studené směsi používají asfaltovou emulzi (60–70 % asfaltového pojiva, 30–40 % vody s emulgátorem), která obaluje kamenivo při okolní teplotě. Směs se pokládá a zhutňuje a emulze se „rozpadá" (odděluje na pojivo a vodu) odpařováním, přičemž zanechává zbytkové pojivo, které spojuje kamenivo. Kationaktivní pomalu tuhnoucí (CSS) emulze jsou nejčastěji používány pro hustě odstupňované studené směsi; kationaktivní středně tuhnoucí (CMS) a rychle tuhnoucí (CRS) se používají pro otevřeně odstupňované a záplatovací směsi.
Pěněné asfaltové studené směsi používají horké pojivo (300–350 °F / 150–175 °C), které je napěněno vstřikováním vody (1,5–3 % hmotnosti pojiva) do proudu pojiva před smícháním se studeným, vlhkým kamenivem. Pěna rychle kolabuje a obaluje kamenivo v tenkých filmech pojiva. Pěněné asfaltové studené směsi jsou zvláště účinné pro aplikace recyklace za studena na místě (CIR) a recyklace v celé hloubce (FDR) .
Výkonnost CMA: Komplexní recenze publikované v Sustainability (MDPI) dokumentují, že CMA snižuje spotřebu energie o 35–50 % a emise o 40–60 % ve srovnání s HMA. CMA však obvykle vyžaduje delší dobu vytvrzování (7–28 dní k dosažení plné pevnosti), má nižší počáteční pevnost a vyšší obsah vzduchových mezer než HMA nebo WMA, což omezuje jeho použití na podkladní vrstvy, málo frekventované silnice, krajnice a dočasné vozovky.
Recyklace na místě
Metody recyklace na místě zpracovávají stávající materiál vozovky na místě a znovu jej používají jako součást nové konstrukce vozovky, čímž eliminují dopravu, likvidaci a výrobu přírodních materiálů. Tyto metody dosahují nejvyšší míry opětovného použití materiálu (70–100 %) a největšího snížení environmentálních dopadů souvisejících s dopravou.
Recyklace za studena na místě (CIR)
Recyklace za studena na místě (CIR) je technika rehabilitace vozovek, která frézuje stávající asfaltovou vozovku do hloubky 3–6 palců (75–150 mm), zpracovává materiál (drcení a třídění), mísí jej se stabilizačním činidlem (asfaltová emulze, pěněný asfalt nebo chemická přísada) a často rejuvenátorem, a poté znovu pokládá a zhutňuje recyklovanou směs — vše v nepřetržité operaci při okolní teplotě. CIR znovu využívá 70–100 % stávajícího materiálu vozovky.
Proces CIR obvykle dosahuje úspory materiálu a nákladů 20–40 % ve srovnání s konvenční rehabilitací frézováním a překrytím. Studie posuzování životního cyklu (Cross et al., 2011) dokumentují, že CIR snižuje spotřebu energie o 40–65 % a emise skleníkových plynů o 45–60 % ve srovnání s tradičními metodami rehabilitace, které zahrnují odvoz vyfrézovaného materiálu a dovoz přírodního kameniva a pojiva.
ARRA (Asphalt Recycling and Reclaiming Association) uznává CIR jako zavedenou technologii s dokumentovanými výkonnostními záznamy přesahujícími 30 let. Vozovky ošetřené CIR obvykle poskytují 8–15 let další životnosti, pokud jsou překryty obrusnou vrstvou z asfaltu za horka nebo s nízkoteplotní výrobou.
Recyklace za horka na místě (HIR)
Recyklace za horka na místě (HIR) je rehabilitační proces, který zahřívá stávající povrch asfaltové vozovky na 250–300 °F (120–150 °C), rozrývá zahřátý materiál do hloubky ¾–2 palců (20–50 mm), mísí rozrývaný materiál s rejuvenační přísadou a volitelně s přírodním kamenivem a pojivem, a znovu pokládá a zhutňuje recyklovanou směs v jedné nepřetržité operaci. ARRA uznává tři procesy HIR:
Ohřev a rozrývání zahrnuje několik průchodů ohřevem, mechanické rozrývání, aplikaci rejuvenátoru a opětovné zhutnění — vhodné pro hloubky do 1 palce (25 mm). Překládání kombinuje recyklovanou vrstvu HIR se současným tenkým překrytím novým HMA pokládaným přímo za recyklační soupravou, čímž vzniká tepelný spoj mezi recyklovanou a novou vrstvou. Přemíchávání shromažďuje rozrývaný materiál, mísí jej s rejuvenátorem a volitelným přírodním HMA v míchačce a aplikuje smíchaný materiál jako jednu homogenní vrstvu.
HIR bez překrytí obvykle poskytuje 3–8 let další životnosti vozovky; HIR s překrytím poskytuje 10–12 let nebo více. HIR eliminuje dopravu materiálu, snižuje spotřebu přírodních materiálů o 70–90 % a snižuje celkovou spotřebu energie projektu o 30–50 % ve srovnání s konvenčním frézováním a překrytím. FHWA uvádí, že projekty HIR v Kalifornii, Wisconsinu a Texasu prokázaly stejnou nebo lepší výkonnost než konvenční rehabilitace při 30–50 % nižších nákladech.
Recyklace v celé hloubce (FDR)
Recyklace v celé hloubce (FDR) je technika rehabilitace vozovek, která rozpojuje celou tloušťku stávající konstrukce vozovky (asfaltové i podkladní vrstvy) do hloubky 6–18 palců (150–450 mm), mísí rozpojený materiál se stabilizačním činidlem (cement, popílek, vápno, pěněný asfalt nebo emulze) a zhutňuje stabilizovaný materiál jako novou, homogenní podkladní vrstvu. FDR obvykle obdrží překrytí obrusnou vrstvou.
FDR znovu používá 100 % stávajících materiálů vozovky — asfalt, podklad a někdy i podloží. Asphalt Recycling and Reclaiming Association uvádí, že FDR snižuje náklady na materiál o 50–70 %, spotřebu energie o 50–65 % a emise skleníkových plynů o 45–60 % ve srovnání s rekonstrukcí (úplné odstranění a náhrada). FDR také eliminuje strukturální problém stávajících vrstev vozovky (odrazové trhliny, odlupování, kontaminace podkladu) vytvořením nové, homogenní podkladní vrstvy.
Road Science — společná publikace Portland Cement Association a Asphalt Institute — dokumentuje, že správně navržené projekty FDR dosahují strukturálních čísel ekvivalentních 4–8 palcům (100–200 mm) konvenčního podkladu z kameniva, s hodnotami modulu pružnosti 100 000–400 000 psi v závislosti na typu a dávkování stabilizátoru.
Propustné vozovky
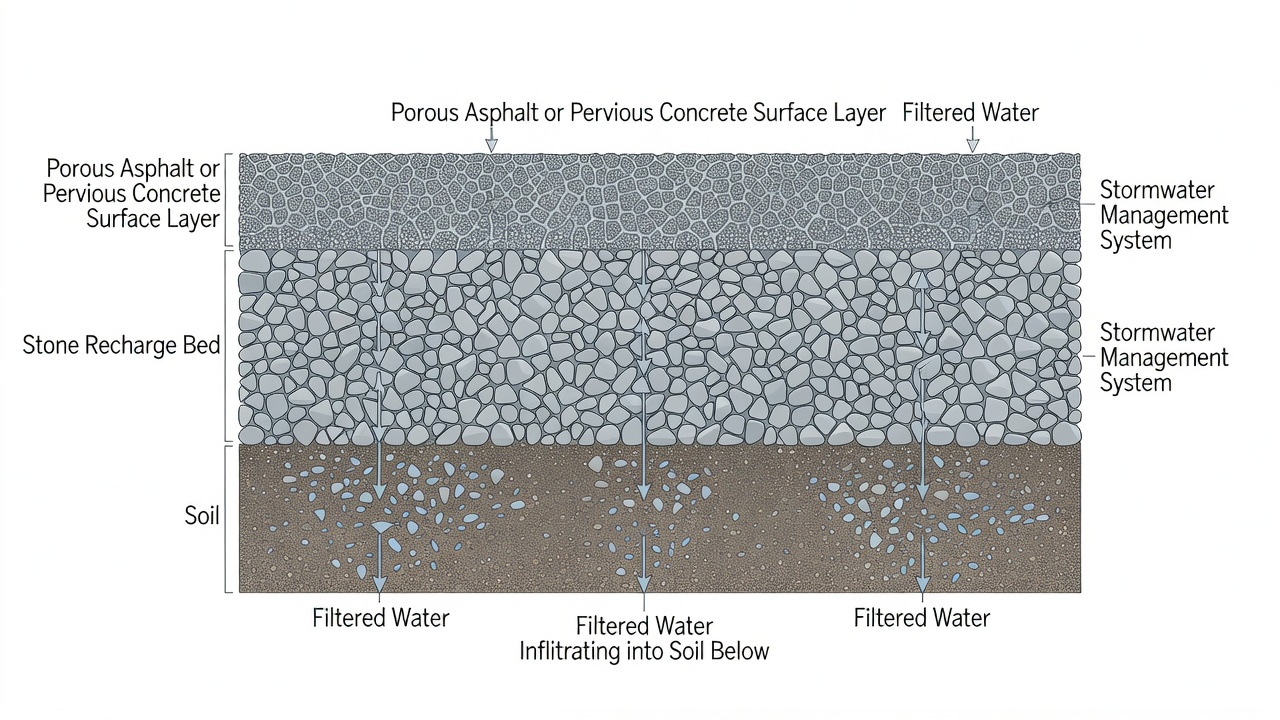
Propustné vozovky jsou inženýrské systémy vozovek, které umožňují dešťové vodě vsakovat skrz povrch do podložních kamenných zásobních vrstev a původní zeminy. Jsou klíčovou praxí nízkoimpactového rozvoje (LID) a zelené infrastruktury (GI) pro hospodaření s městskou dešťovou vodou. V aplikacích vozovek se používají dva primární typy: porézní asfalt a propustný beton.
Porézní asfalt
Porézní asfalt je otevřeně odstupňovaná asfaltová směs se sníženým obsahem jemných podílů (typicky 12–18 % vzduchových mezer ve srovnání s 3–5 % u hustě odstupňovaného HMA), která umožňuje vodě procházet povrchem vozovky. Porézní asfaltový povrch je pokládán na kamennou vsakovací vrstvu — silnou vrstvu (typicky 12–36 palců / 300–900 mm) čistého, rovnoměrně odstupňovaného drceného kamene — která uchovává vsáklou vodu a umožňuje jí prosakovat do podloží. Kamenná vrstva také poskytuje strukturální podporu vozovce.
Systém porézního asfaltu se skládá z:
Porézního asfaltového povrchu: tloušťka 2–4 palce (50–100 mm), s obsahem asfaltu typicky 5,5–6,5 % a polymerem modifikovaným pojivem pro trvanlivost
Ucpávkové vrstvy: tenká (1–2 palce / 25–50 mm) vrstva menšího kamene (0,5 palce / 12,5 mm), která zabraňuje migraci povrchového materiálu do vsakovací vrstvy
Kamenné vsakovací vrstvy: 12–36 palců (300–900 mm) čistého drceného kamene o velikosti 1,5–2,5 palce (38–63 mm), poskytující skladovací objem ekvivalentní srážkám z návrhové dešťové události (typicky 90. percentil nebo 1letá, 24hodinová událost)
Filtrační textilie: netkaná geotextilie oddělující kamennou vrstvu od podloží, aby se zabránilo migraci jemných částic
Drenážní potrubí (volitelné): perforovaná trubka na dně nebo v blízkosti dna vsakovací vrstvy k odvádění přebytečné vody, když je vrstva plná nebo když je rychlost vsaku do podloží nedostatečná
Údaje o výkonnosti:University of New Hampshire Stormwater Center (UNHSC) , EPA a další dokumentovali, že správně navržené systémy porézního asfaltu: snižují celkový objem odtoku o 80–98 %; snižují špičkové odtokové rychlosti o 60–90 %; odstraňují 80–95 % celkových nerozpuštěných látek (TSS); snižují celkový fosfor o 60–70 %; snižují celkový dusík o 50–60 %; snižují těžké kovy (zinek, měď, olovo, kadmium) o 90–99 %; a odstraňují 90 %+ ropných uhlovodíků.
Propustný beton
Propustný beton (také nazývaný porézní beton nebo beton bez jemných podílů) je směs portlandského cementu, hrubého kameniva, vody a malého nebo žádného jemného kameniva. Absence písčitého kameniva vytváří propojené dutiny (15–35 % objemu), které umožňují vodě procházet materiálem při typických rychlostech vsaku 2–10 galonů za minutu na čtvereční stopu (80–400 l/min/m²).
Propustný beton se pokládá na podobný systém kamenné vsakovací vrstvy jako porézní asfalt. Návrh směsi obvykle používá rovnoměrně odstupňované hrubé kamenivo (3/8–3/4 palce / 9,5–19 mm), vodní součinitel 0,35–0,45 (kritický pro udržení propojení dutin), obsah cementu 500–700 lb/yd³ (300–420 kg/m³) a často zahrnuje chemické přísady (plastifikátory, zpomalovače, stabilizátory hydratace) a příměsové cementové materiály (popílek, křemičitý úlet) pro zlepšení zpracovatelnosti a trvanlivosti.
Konstrukční návrh: Propustné betonové vozovky jsou obvykle navrženy pro málo zatížené aplikace, jako jsou parkoviště, chodníky, cyklostezky a krajnice. Pevnost v tlaku se pohybuje od 2 000 do 4 000 psi (14–28 MPa) a pevnost v tahu za ohybu se pohybuje od 350 do 600 psi (2,4–4,1 MPa).
Dlouhodobá vozovka (věčná vozovka)
Věčná vozovka (také nazývaná dlouhodobá vozovka) je asfaltová vozovka navržená a postavená tak, aby vydržela 50 let nebo déle bez nutnosti zásadní strukturální rehabilitace nebo rekonstrukce. Koncept byl poprvé formulován Asphalt Pavement Alliance (APA) v roce 2000 a rychle získal celosvětové uznání jako udržitelná alternativa ke konvenčnímu 20letému návrhu pro vysoce zatížená zařízení.
Konstrukční filozofie
Koncept věčné vozovky uznává, že únavové selhání vozovky vzniká jako trhliny odspodu — tahové deformace na spodní straně asfaltové vrstvy při dopravním zatížení způsobují iniciaci a šíření trhlin směrem nahoru. Pokud lze tahovou deformaci na spodní straně asfaltové vrstvy udržet pod mezí únavy materiálu — úrovní deformace, pod kterou se nehromadí žádné únavové poškození bez ohledu na počet opakování zatížení — pak může vozovka teoreticky vydržet donekonečna bez strukturálního únavového selhání.
Mez únavy pro asfaltové směsi se obvykle pohybuje mezi 70–100 mikrodeformací (με) na základě laboratorního testování a terénní kalibrace. Návrh věčné vozovky používá mechanisticko-empirickou (M-E) analýzu (často se softwarem PerRoad vyvinutým na Auburn University’s National Center for Asphalt Technology) k výpočtu kritické tahové deformace na spodní straně asfaltové vrstvy a k volbě tlouštěk vrstev tak, aby tahová deformace zůstala pod mezí únavy pro návrhové dopravní spektrum.
Konstrukční vrstvy
Věčné vozovky jsou strukturovány jako vícevrstvé systémy s odlišnými funkcemi:
Spodní vrstva (únavově odolná vrstva): Tloušťka 4–6 palců (100–150 mm), navržená s vysokým obsahem pojiva (typicky 5,5–6,5 % hmotnosti směsi), optimalizovaným VMA (dutiny v minerálním kamenivu 14–17 %) a měkkou třídou pojiva (PG 58-28 nebo měkčí). Tato vrstva poskytuje maximální odolnost proti únavovým trhlinám odspodu. Bohaté spodní vrstvy mohou používat návrh Rich Bottom Base (RBB) s obsahem pojiva o 0,5–1,0 % vyšším než u konvenčních směsí.
Mezivrstva (vrstva rozkládající zatížení): 4–6 palců (100–150 mm) vysoce modulární asfaltové směsi navržené k rozložení dopravního zatížení na velkou plochu, čímž se snižuje namáhání spodní vrstvy a podloží. Tato vrstva používá tuhé pojivo (PG 76-22 nebo vyšší) a vysoce kvalitní kamenivo k dosažení modulů 1 500 000–2 500 000 psi (10 000–17 500 MPa) při standardních podmínkách.
Obrusná vrstva: 1,5–2,5 palce (38–63 mm) odolné proti vyježdění kolejí, trvanlivé povrchové směsi, obvykle s použitím polymerem modifikovaného pojiva a mezernaté nebo asfaltové směsi s kamenivem do kamene (SMA) . Obrusná vrstva se obnovuje každých 15–20 let frézováním vrchních 1,5–2,5 palce a nahrazením novou povrchovou směsí — jediná údržba potřebná po dobu strukturální životnosti vozovky.
Výhody a výkonnost
Program APA Perpetual Pavement Awards ocenil přes 200 projektů věčných vozovek ve Spojených státech. Dokumentované výhody zahrnují: 50+ let strukturální životnosti; úspory nákladů životního cyklu 20–40 % ve srovnání s konvenčním 20letým návrhem vozovky; sníženou spotřebu materiálu (žádný cyklus rekonstrukce); snížená zpoždění uživatelů (pouze krátká narušení při obnově povrchu); sníženou produkci odpadu (žádný demoliční materiál); a nižší spotřebu energie a emise životního cyklu o 25–45 %.
Mezi významné příklady věčných vozovek patří I-35 v Texasu (původní úsek z 60. let, stále v provozu pouze s periodickou obnovou povrchu), I-295 u Baltimoru, Maryland (navržena na 50+ let, povrch obnoven ve 20. roce s minimálním zásahem) a mezistátní dálnice v Missouri a Wisconsinu, které překročily 30 let provozu pouze s obnovou povrchu.
Posuzování životního cyklu (LCA)
Posuzování životního cyklu (LCA) je systematická metodika používaná ke kvantifikaci environmentálních dopadů vozovky ve všech fázích jejího životního cyklu. LCA se řídí ISO 14040 (zásady a rámec) a ISO 14044 (požadavky a směrnice), s oborovými pokyny pro vozovky poskytovanými FHWA Pavement LCA Framework, International EPD System a ISO 21930 (udržitelnost ve stavebnictví — environmentální prohlášení o produktu pro stavební výrobky).
Fáze LCA pro vozovky
Životní cyklus vozovky je rozdělen do fází životního cyklu definovaných v EN 15804 a ISO 21930:
Fáze produktu (A1–A3): Zahrnuje těžbu a zpracování surovin (A1), dopravu surovin do výroby (A2) a výrobu komponentů vozovky (A3). Pro asfalt to zahrnuje těžbu a drcení kameniva, rafinaci a dopravu asfaltového pojiva a výrobu asfaltu za horka/za snížené teploty. Pro beton to zahrnuje výrobu cementu, těžbu kameniva, výrobu betonové směsi. Fáze produktu obvykle představuje 50–80 % celkových dopadů životního cyklu vozovek.
Fáze výstavby (A4–A5): Zahrnuje dopravu materiálů z výrobního závodu na místo projektu (A4) a provoz stavebního zařízení (A5) — pokládku, zhutňování, finální úpravu, ošetřování. Výstavba obvykle představuje 5–20 % celkových dopadů.
Fáze užívání (B1–B8): Zahrnuje celou dobu životnosti vozovky, včetně: údržby (B1–B2) — utěsňování trhlin, záplatování, povrchové úpravy; rehabilitace (B3–B5) — překrytí, recyklace, výměna desek; provozní spotřeby energie (B6) — osvětlení, čerpání; a dopadů na uživatele — spotřeba paliva vozidel, valivý odpor (B8). Fáze užívání může představovat 50–80 % celkových dopadů životního cyklu při zahrnutí účinků spotřeby paliva uživateli (efekt „dominance fáze užívání" dokumentovaný MIT Concrete Sustainability Hub).
Fáze konce životnosti (C1–C4): Zahrnuje demolici (C1), dopravu ke zpracování odpadu (C2), zpracování odpadu (C3) a likvidaci (C4). Kredity za recyklaci a opětovné použití na konci životnosti se účtují v modulu D (přínosy a zátěže za hranicí systému).
Kategorie dopadů
LCA vozovek hodnotí více kategorií environmentálních dopadů, definovaných metodou TRACI (Tool for Reduction and Assessment of Chemicals and Other Environmental Impacts) v USA nebo metodami CML a ReCiPe v Evropě:
Kategorie dopadů
Jednotka
Hlavní přispěvatelé u vozovek
Potenciál globálního oteplování (GWP)
kg CO₂ eq
Výroba cementu, ohřev asfaltu, spalování nafty
Potenciál okyselování (AP)
kg SO₂ eq
Naftové zařízení, cementové pece
Potenciál eutrofizace (EP)
kg N eq
Stavební odtok, výroba materiálů
Potenciál tvorby smogu (SFP)
kg O₃ eq
Emise VOC z asfaltu, NOx z nafty
Potenciál poškozování ozonové vrstvy (ODP)
kg CFC-11 eq
Chladiva, nadouvadla
Primární energetická náročnost (PED)
MJ
Veškerá výrobní a stavební energie
Spotřeba vody
m³
Výroba betonu, kontrola prašnosti
LCA v rozhodování
MIT Concrete Sustainability Hub (CSHub) publikoval rozsáhlé práce o metodice a zjištěních LCA vozovek. Klíčové poznatky z výzkumu CSHub: prodloužení životnosti vozovky z 20 na 50 let snižuje celkové dopady životního cyklu o 30–50 %; fáze užívání (spotřeba paliva vozidel související s nerovností a tuhostí vozovky) může dominovat celkovým dopadům životního cyklu u silně zatížených silnic; a použití recyklovaných materiálů snižuje dopady ve fázi produktu o 15–30 %.
FHWA Pavement LCA Framework (publikován jako FHWA-HIF-15-015) poskytuje standardizované pokyny pro provádění LCA projektů vozovek. Rámec doporučuje, aby všechny studie LCA vozovek: jasně definovaly funkční jednotku, hranici systému a období analýzy; zahrnovaly všechny fáze životního cyklu (minimálně A1–A5, B3–B5 a C1–C4); používaly konzistentní metody hodnocení dopadů; a uváděly všechny klíčové zdroje dat a předpoklady pro transparentnost.
Environmentální prohlášení o produktu (EPD)
Environmentální prohlášení o produktu (EPD) jsou standardizované, třetí stranou ověřené dokumenty, které transparentně komunikují environmentální dopady produktu v průběhu jeho životního cyklu. EPD jsou založena na posuzování životního cyklu (LCA) provedeném podle ISO 14025 (environmentální prohlášení typu III) a ISO 21930 (základní pravidla pro EPD stavebních výrobků). EPD umožňují přímé srovnání environmentální výkonnosti různých produktů plnících stejnou funkci a podporují informovaná nákupní rozhodnutí.
Struktura a obsah EPD
EPD materiálu vozovky se řídí pravidly pro kategorii produktu (PCR) — souborem specifických pravidel, požadavků a pokynů pro vývoj EPD pro konkrétní kategorii produktu. National Asphalt Pavement Association (NAPA) a Portland Cement Association (PCA) vyvinuly celoodvětvové (generické) PCR a EPD pro asfaltové směsi a beton. Jednotliví výrobci mohou také vyvinout produktově specifická EPD založená na svých skutečných výrobních datech.
EPD uvádí environmentální dopady na deklarovanou jednotku — typicky 1 metrickou tunu asfaltové směsi nebo 1 krychlový yard (nebo metr krychlový) betonu. Dopady jsou uváděny podle modulu životního cyklu (A1–A3, A4, A5 atd.) pro:
Potenciál globálního oteplování (GWP) v kg CO₂ eq
Potenciál poškozování ozonové vrstvy (ODP) v kg CFC-11 eq
Potenciál okyselování (AP) v kg SO₂ eq
Potenciál eutrofizace (EP) v kg N eq
Potenciál tvorby smogu (SFP) v kg O₃ eq
Primární energetickou náročnost (PED), obnovitelnou i neobnovitelnou, v MJ
Spotřebu materiálových zdrojů v kg
Ověřování a registrace EPD
EPD musí být ověřena třetí stranou akreditovaným ověřovacím orgánem. Ověření potvrzuje, že LCA a EPD jsou v souladu s ISO 14025, ISO 21930 a příslušnými PCR. Ověřená EPD jsou publikována a registrována u provozovatele programu EPD — příklady zahrnují UL Environment, ASTM International, International EPD System a NSF International.
K roku 2025 je v Severní Americe registrováno přes 2 500 EPD stavebních materiálů, včetně stovek EPD pro asfaltové směsi a beton. Program NAPA Emerald Eco-Label publikoval přes 200 EPD pro asfaltové směsi od 60+ výrobců, pokrývající všech 50 států USA.
Použití EPD při nákupu
EPD jsou stále častěji vyžadována při nákupu vozovek, což je poháněno politikami Buy Clean a systémy hodnocení zelených budov:
Buy Clean California (2022) vyžaduje EPD pro konstrukční ocel, výztužnou ocel, beton a asfalt u státem financovaných infrastrukturních projektů nad určité prahové hodnoty.
Buy Clean Washington (2023) vyžaduje EPD pro beton a asfalt u státem financovaných projektů s oznámenými maximálními limity GWP.
Buy Clean Colorado (2024) vyžaduje EPD pro beton, ocel a asfalt u státních infrastrukturních projektů.
LEED v5 (2024) zahrnuje kredity za optimalizaci EPD, vyžadující použití produktů krytých EPD a odměňující výběr produktů s nižším uváděným GWP.
Envision (hodnocení udržitelné infrastruktury) uděluje kredity za vyžadování a používání EPD pro materiály projektu.
Greenroads zahrnuje požadavky na dokumentaci a použití EPD.
Trend směrem k nákupu založenému na EPD vytváří tržní pobídky pro výrobce ke snižování environmentální stopy jejich produktů a pro specifikátory k upřednostňování materiálů s nižším dopadem.
Specifikace udržitelnosti
Specifikační normy a hodnoticí systémy poskytují rámec, v němž jsou udržitelné vozovky navrhovány, stavěny a ověřovány. Klíčové specifikace zahrnují:
Mezinárodní normy
ISO 14040/14044: Základní normy pro metodiku LCA, definující čtyři fáze LCA: definice cíle a rozsahu, inventarizační analýza, hodnocení dopadů a interpretace.
ISO 14025: Stanovuje zásady a postupy pro environmentální prohlášení typu III (EPD), včetně požadavku na pravidla pro kategorii produktu (PCR) a ověření třetí stranou.
ISO 21930: Poskytuje základní pravidla pro environmentální prohlášení o stavebních výrobcích a službách, včetně vozovek. Tato norma definuje moduly životního cyklu, formát vykazování a kategorie dopadů.
EN 15804: Evropská norma pro EPD stavebních výrobků, harmonizovaná s ISO 21930. EN 15804+A2 (2021) zahrnuje další kategorie dopadů a aktualizované charakterizační faktory.
Specifikace návrhu vozovek
FHWA Sustainable Pavement Program: Komplexní program poskytující pokyny, nástroje a zdroje pro integraci udržitelnosti do návrhu a správy vozovek. Program zahrnuje Pavement LCA Framework, Sustainable Pavements Tool a technické pokyny pro RAP, WMA a propustné vozovky.
FAA AC 150/5320-6G: Návrh a hodnocení letištních vozovek — povoluje použití recyklovaných materiálů (RAP, RCA, popílek) a nízkoteplotních technologií u letištních vozovek, pokud recyklované směsi splňují všechny platné výkonnostní specifikace (P-401, P-501, P-209 atd.).
ICAO Doc 9157 Part 3: Manuál pro návrh letišť, část 3: Vozovky — poskytuje mezinárodní pokyny pro postupy udržitelných vozovek, včetně použití recyklovaných materiálů, principů LCA a strategií ochrany vozovek.
AASHTO PP 105: Standardní praxe pro vyvážený návrh směsí — poskytuje rámec pro výkonnostně založený návrh asfaltových směsí, který umožňuje zvýšený obsah RAP při zajištění odolnosti proti praskání a vyježdění kolejí prostřednictvím výkonnostního testování.
Systémy hodnocení udržitelnosti
LEED (Leadership in Energy and Environmental Design): Hodnoticí systém LEED v5 zahrnuje kredity za: udržitelná místa (hospodaření s dešťovou vodou prostřednictvím propustných vozovek), materiály a zdroje (recyklovaný obsah, regionální materiály, EPD) a inovace (pokročilé postupy udržitelnosti). Vozovky mohou přispět k certifikaci LEED pro projekty budov a areálů.
Envision: Komplexní systém hodnocení udržitelné infrastruktury vyvinutý Institute for Sustainable Infrastructure (ISI) . Envision pokrývá 64 kreditů udržitelnosti v pěti kategoriích: kvalita života, vedení, alokace zdrojů, přírodní svět a klima a odolnost. Projekty vozovek mohou získat kredity za použití recyklovaných materiálů, LCA, EPD, hospodaření s dešťovou vodou a prodlouženou životnost.
Greenroads: Systém hodnocení udržitelnosti specificky pro silniční projekty, vyvinutý Greenroads Foundation. Greenroads uděluje kredity za: technologii vozovek (WMA, propustná vozovka, věčná vozovka), materiály (recyklovaný obsah, místní materiály, EPD), přístup a rovnost a stavební postupy (snižování emisí, nakládání s odpady).
Politiky Buy Clean
Politiky Buy Clean vyžadují, aby stavební materiály používané v projektech veřejné infrastruktury splňovaly maximální limity vázaného uhlíku a byly kryty EPD. K roku 2025 byly politiky Buy Clean přijaty v: Kalifornii, Coloradu, Washingtonu, Minnesotě, Oregonu, New Jersey, New Yorku a americkou General Services Administration (pro federální projekty). Tyto politiky přímo ovlivňují specifikace materiálů vozovek tím, že vyžadují předložení EPD s nabídkami a stanovují maximální limity GWP vyjádřené jako kg CO₂ eq na tunu asfaltové směsi nebo na krychlový yard betonu.
Kontrola udržitelných vozovek
Udržitelné volby u vozovek — recyklovaný obsah, nízkoteplotní výroba, propustné povrchy, dlouhodobý návrh — ovlivňují každý aspekt kontroly vozovek, od představebního ověřování materiálů přes přejímací zkoušky po stavbě až po průběžné sledování stavu. Kontrolní profesionálové musí být obeznámeni se specifickými požadavky na kontrolu každé udržitelné technologie.
Kontrola ověřování materiálů
U vozovek s recyklovaným obsahem musí kontrola ověřit:
Kvalitu a konzistenci RAP: Inspektoři musí ověřit, že skládky RAP jsou řádně odděleny podle zdroje, rozdrceny a vytříděny podle specifikace a jsou prosté nežádoucích materiálů. Vzorkování a testování RAP podle AASHTO T 2 a AASHTO T 168 musí potvrdit obsah pojiva (AASHTO T 164), křivku zrnitosti (AASHTO T 30) a vlastnosti pojiva (extrakce a obnova podle ASTM D2172/D1856). Vlhkost RAP musí být monitorována, protože vysoká vlhkost může ovlivnit výrobu WMA a regulaci teploty směsi.
Kvalitu RAS: Inspektoři musí ověřit, že RAS je zpracován k odstranění nežádoucích materiálů (hřebíky, dřevo, plsť, plast) a je tříděn podle specifikace. Testování obsahu pojiva RAS je kritické kvůli vysokému obsahu pojiva (20–30 %) a jeho vlivu na výpočty celkového obsahu pojiva.
Ověření SCM: U popílku a GGBFS v betonových vozovkách musí inspektoři ověřit: certifikaci zdroje podle ASTM C618 (popílek) nebo ASTM C989 (GGBFS); jemnost, specifickou hmotnost a chemické složení; a skladovací podmínky (popílek musí být skladován v suchých silech, aby se zabránilo hydrataci). Procento náhrady cementu musí být ověřeno v odsouhlaseném návrhu směsi a potvrzeno prostřednictvím záznamů o dávkování.
Ověření pryžového granulátu: U asfaltových pryžových pojiv musí inspektoři ověřit: granulometrii pryžového granulátu, zdroj (typ pneumatiky) a procento hmotnosti pojiva; reakční teplotu a dobu (45–90 minut při 350–400 °F); a vlastnosti pojiva (viskozita, elasticita) podle ASTM D6114 (Standardní specifikace pro asfalt-pryžové pojivo).
Kontrola při nízkoteplotní výrobě
WMA vyžaduje specializované kontrolní postupy nad rámec běžné kontroly HMA:
Monitorování teploty: Klíčovým akceptačním kritériem pro WMA je výrobní teplota. Infračervené teploměry a teplotní sondy musí ověřit, že WMA je vyráběn a pokládán ve stanoveném teplotním rozmezí (typicky 200–275 °F / 95–135 °C v závislosti na technologii). Musí být dokumentována jak výrobní teplota (v obalovně), tak teplota při pokládce (u finišéru).
Ověření pěnícího systému: U WMA s vstřikováním vody musí inspektoři ověřit, že vstřikovací systém funguje správně: průtok vody (0,8–2,5 % hmotnosti pojiva), průtok pojiva a stav pěnící trysky. Pěnivé charakteristiky — včetně expanzního poměru (typicky 3–8násobek původního objemu pojiva) a poločasu rozpadu (doba, za kterou pěna klesne na polovinu svého maximálního objemu, typicky 10–30 sekund) — by měly být ověřeny podle specifikací AASHTO.
Ověření dávkování přísad: U WMA s chemickými a organickými přísadami musí inspektoři ověřit, že přísada je dávkována v předepsané míře. To zahrnuje: kontrolu hladin v nádržích přísad, odečty průtokoměrů a kalibraci vstřikovacího systému; přezkoumání certifikátů analýzy přísad; a potvrzení, že přísada nepřekročila dobu použitelnosti.
Testování zhutnění: WMA se zhutňuje jinak než HMA kvůli snížené teplotě a modifikované reologii pojiva. Testování jaderným měřákem hustoty nebo hustoty jádrových vývrtů musí být prováděno se stejnou frekvencí jako u projektů HMA, ale akceptační kritéria mohou vyžadovat úpravu na základě konkrétní technologie WMA. Teplotně-hustotní křivky by měly být vytvořeny během kontrolního pruhu (zkušební sekce) pro stanovení teplotního okna zhutňování.
Kontrola propustných vozovek
Propustné vozovky vyžadují kontrolní protokoly specifické pro jejich dvojí funkci — odvod dešťové vody a strukturální:
Rychlost povrchového vsaku: Zkouška ASTM C1701/C1701M (Standardní zkušební metoda pro rychlost vsaku propustného betonu na místě) se používá jak pro propustný beton, tak pro porézní asfalt. Dvoukruhový infiltrometr je utěsněn k povrchu vozovky instalatérským tmelem, voda je předvlhčena přes vnitřní kruh a rychlost vsaku se měří jako čas, za který změřený objem vody vsákne. Minimální přijatelné rychlosti vsaku jsou typicky 0,8–1,0 palce za hodinu (20–25 mm/hod). Akceptační testování by mělo být prováděno s frekvencí jeden test na 5 000–10 000 sq ft (450–950 m²) vozovky.
Obsah vzduchových mezer: Akceptace porézního asfaltu obvykle vyžaduje ověření obsahu vzduchových mezer (cíl 15–20 %) pomocí zkoušky jádrových vývrtů podle ASTM D3203 nebo AASHTO T 269. U propustného betonu se obsah dutin měří podle ASTM C1754 (Standardní zkušební metoda pro hustotu a obsah dutin propustného betonu).
Kontrola kamenné vsakovací vrstvy: Kamenná vsakovací vrstva musí být zkontrolována na: křivku zrnitosti kameniva (rovnoměrně odstupňovaný kámen 1,5–2,5 palce podle specifikace); tloušťku vrstvy (měřeno geodeticky nebo sondou); stav filtrační textilie (žádné trhliny, správné překrytí 12–18 palců); a umístění, sklon a stav výtoku drenážního potrubí.
Monitorování hromadění sedimentů: Výkonnost propustných vozovek se časem snižuje, jak se sediment hromadí v povrchových pórech. Pravidelná kontrola (čtvrtletně až ročně) by měla zahrnovat: vizuální kontrolu na tvorbu kaluží na povrchu; měření povrchového sedimentu (hloubka nahromaděného sedimentu, pokud existuje); posouzení ucpávání prostřednictvím testování povrchového vsaku; a plánování vakuového čištění, když rychlosti vsaku klesnou pod minimální prahové hodnoty.
Kontrola věčných vozovek
Kontrola věčných vozovek se zaměřuje na ověřování vlastností konstrukčních vrstev a monitorování mechanismů poruch, které by mohly ohrozit dlouhodobý návrh:
Kontrola bohaté spodní podkladní vrstvy: Únavově odolná spodní vrstva vyžaduje ověření: obsahu pojiva (0,5–1,0 % vyšší než u konvenčních podkladních směsí); obsahu vzduchových mezer (cíl 3–5 %); a VMA (minimálně 14–17 %). Obsah pojiva a křivka zrnitosti musí být ověřovány každých 500–1 000 tun výroby.
Modul mezivrstvy: Vysoce modulární mezivrstva musí dosáhnout návrhové hodnoty modulu. Testování dynamického modulu (AASHTO TP 132) na laboratorně zhutněných vzorcích nebo terénních jádrových vývrtech musí ověřit, že modul při 68 °F (20 °C), 10 Hz dosahuje nebo překračuje návrhovou hodnotu.
Monitorování obnovy obrusné vrstvy: Jedinou rutinní údržbou očekávanou u věčných vozovek je obnova povrchu každých 15–20 let. Kontrola musí monitorovat: hloubku vyjetých kolejí (typicky < 0,25 palce / 6 mm spouští plánování obnovy); povrchové praskání (blokové praskání, tepelné praskání, rozpadání); a soudržnost (hodnoty míry tření podle norem FAA). Testování Falling Weight Deflectometer (FWD) každých 5–7 let by mělo ověřit, že konstrukční vrstvy zůstávají neporušené (žádné únavové poškození odspodu) a že pouze povrchová vrstva vyžaduje obnovu.
Kontrola recyklace na místě
Projekty CIR, HIR a FDR vyžadují specializovanou kontrolu:
Tloušťka a rovnoměrnost recyklované vrstvy: Inspektoři musí měřit hloubku zpracování v pravidelných intervalech (typicky každých 500–1 000 stop / 150–300 m). AASHTO T 310 (měření hloubky jaderným měřákem) nebo extrakce jádrových vývrtů může ověřit, že hloubka frézování/rozrývání odpovídá návrhové hloubce.
Dávkování a míchání rejuvenátoru: U CIR a HIR musí být dávkování rejuvenátoru ověřeno podle schváleného návrhu směsi. Průtokoměry na vstřikovacím systému rejuvenátoru musí být kalibrovány a odečty zaznamenány. Rovnoměrnost míchání by měla být posouzena vizuálně — recyklovaný materiál by měl být homogenní v barvě a textuře bez pruhů nebo hrudek.
Vlhkost CIR: U CIR na bázi emulze je kritická vlhkost recyklované směsi při pokládce. ASTM D4643 (mikrovlnná zkouška vlhkosti) nebo ASTM D6307 (spalovací metoda) by měly být použity k ověření vlhkosti ve stanoveném rozmezí (typicky 3,5–6,0 % pro směs při pokládce).
Obsah stabilizátoru FDR: U FDR s cementovou nebo popílkovou stabilizací musí inspektoři ověřit: aplikační dávku stabilizátoru (typicky měřeno kalibračními lístky rozmetadla); hloubku a rovnoměrnost míchání; vlhkost pro zhutnění; a objemovou hmotnost na místě (jaderný měřák nebo pískový kužel podle AASHTO T 191 nebo T 310).
Kontrola EPD a dokumentace
S tím, jak se EPD a politiky Buy Clean stávají rozšířenějšími, zahrnuje kontrola také ověření environmentální dokumentace:
Ověření EPD: Inspektoři musí potvrdit, že: EPD jsou aktuální (v rámci 5leté doby platnosti); EPD odpovídají konkrétnímu dodanému produktu (stejný závod, stejný návrh směsi, stejné uváděné GWP); EPD jsou ověřena třetí stranou a registrována u schváleného provozovatele programu; a dokumentace vyžadovaná EPD (množství materiálů, vzdálenosti zdrojů, data výroby) je vedena.
Dokumentace recyklovaného obsahu: Všechny dodávky recyklovaného materiálu musí být dokumentovány s: zdrojem materiálu, množstvím, datem a certifikací dodavatele o procentu recyklovaného obsahu.
Dokumentace místních materiálů: Pokud existují požadavky na místní materiály (např. okruh 50 mil), musí být vedena dopravní dokumentace (nákladní listy, mapy umístění zdrojů).
Dokumentace stavebních emisí: U projektů s požadavky na snižování stavebních emisí (např. projekty v oblastech s nedodržováním limitů) musí být vedeny záznamy o spotřebě paliva, certifikátech emisí zařízení (motory Tier 4) a dokumentace o omezení volnoběhu.
Shrnutí principů udržitelných vozovek
Inženýrství udržitelných vozovek integruje materiálovou efektivitu, úsporu energie, snižování emisí, hospodaření s vodou a prodlouženou životnost do jednotného rámce návrhu a výstavby. Klíčové principy, které vyplývají z tohoto komplexního přehledu, jsou:
Materiály na prvním místě: Nejúčinnější strategií udržitelných vozovek je maximalizace použití recyklovaných a odpadních materiálů — RAP, RAS, RCA, popílek, GGBFS a pryžový granulát. Tyto materiály šetří přírodní zdroje, snižují spotřebu energie, snižují emise a odklánějí odpad ze skládek při zachování nebo zlepšení výkonnosti vozovky, pokud jsou správně navrženy.
Teplota má význam: Snížení výrobních a pokládkových teplot pomocí technologie WMA přináší okamžité, ověřitelné snížení spotřeby energie (20–35 %) a emisí (15–40 %). CMA dosahuje ještě většího snížení za cenu určitých výkonnostních kompromisů.
Voda je zdroj: Propustné vozovky transformují povrchy vozovek z problémů s dešťovou vodou na řešení dešťové vody, snižují objemy odtoku o 50–90 % a poskytují čištění vody, které splňuje nebo překračuje regulační požadavky.
Myšlení v životním cyklu: LCA poskytuje vědecký základ pro hodnocení kompromisů mezi různými materiály vozovek, návrhy a strategiemi údržby. Zajišťuje, že rozhodnutí učiněná za účelem snížení dopadů v jedné fázi životního cyklu nezvýší neúmyslně dopady v jiné fázi.
Dlouhá životnost je zelená: Prodloužení životnosti vozovky prostřednictvím návrhu věčné vozovky snižuje všechny environmentální dopady na rok provozu o 25–50 % ve srovnání s konvenčními vozovkami s kratší návrhovou životností, které vyžadují rekonstrukci.
Měření umožňuje řízení: EPD a politiky Buy Clean vytvářejí tržní mechanismy, které pohánějí neustálé zlepšování environmentální výkonnosti materiálů vozovek. Bez transparentních, ověřených environmentálních dat nelze tvrzení o udržitelnosti doložit.
Kontrola se přizpůsobuje: Technologie udržitelných vozovek vyžadují upravené kontrolní protokoly — pro kvalitu recyklovaných materiálů, výrobní podmínky WMA, výkonnost propustných vozovek, strukturální monitorování věčných vozovek a dokumentaci EPD. Inspektoři musí být proškoleni k ověřování, že udržitelné vozovky splňují všechny technické a environmentální specifikace.
Často kladené otázky
Udržitelná vozovka minimalizuje dopady na životní prostředí prostřednictvím pěti klíčových dimenzí: použití recyklovaných a odpadních materiálů (RAP, RAS, popílek, struska, pryž z pneumatik), snížená spotřeba energie a emise skleníkových plynů při výrobě a stavbě (nízkoteplotní technologie), hospodaření s dešťovou vodou (propustné vozovky), prodloužená životnost (návrh věčných vozovek nad 50 let) a použití posuzování životního cyklu (LCA) a environmentálních prohlášení o produktu (EPD) ke kvantifikaci a komunikaci environmentální výkonnosti. Udržitelné vozovky také udržují nebo zlepšují výkonnost, trvanlivost, bezpečnost a nákladovou efektivitu ve srovnání s konvenčními vozovkami.
Udržitelné vozovky zahrnují: Recyklovaný asfaltový materiál (RAP) — až 50 % v obrusných vrstvách a více v podkladních vrstvách; Recyklované asfaltové šindele (RAS) — až 5 % hmotnosti; Recyklované kamenivo z betonu (RCA) — nahrazující přírodní kamenivo v podkladních a podsypných vrstvách a v nových betonových směsích; popílek (třída C a třída F) — nahrazující 15–50 % portlandského cementu v betonových vozovkách; mletá granulovaná vysokopecní struska (GGBFS) — nahrazující 25–70 % cementu; křemičitý úlet; a pryžový granulát z odpadních pneumatik — používaný v asfaltových pryžových pojivech. Tyto materiály odklánějí odpad ze skládek, šetří přírodní zdroje a často zlepšují specifické vlastnosti vozovek.
Asfalt s nízkoteplotní výrobou (WMA) se vyrábí a pokládá při teplotách o 30–120 °F (20–50 °C) nižších než konvenční asfalt za horka (HMA). Tohoto snížení teploty se dosahuje pomocí pěnivých technologií (vstřikování vody nebo přídavek zeolitu), organických přísad (vosky) nebo chemických přísad (povrchově aktivní látky a emulgátory). WMA snižuje spotřebu paliva o 20–35 %, snižuje emise CO₂ o 15–40 %, omezuje výpary a zápach v obalovně a na místě pokládky, umožňuje delší přepravní vzdálenosti a prodlouženou pokládkovou sezónu, zlepšuje zhutnění a umožňuje vyšší obsah RAP. Asfalt za studena (CMA) se vyrábí při okolní teplotě, čímž dosahuje ještě větší úspory energie a snížení emisí o 35–50 %.
Propustné vozovky — včetně porézního asfaltu a propustného betonu — umožňují dešťové vodě vsakovat skrz povrch vozovky do podložních kamenných vsakovacích vrstev a původní zeminy. Tím se snižuje objem odtoku dešťové vody o 50–90 %, doplňují se zásoby podzemní vody, filtrují se znečišťující látky (snížení celkových nerozpuštěných látek o 80–90 %), snižuje se efekt tepelného ostrova odpařovacím chlazením, odpadá potřeba konvenční dešťové kanalizace v některých aplikacích a mohou se snížit nebo zcela eliminovat poplatky za odvod dešťové vody. Propustné vozovky jsou vhodné pro parkoviště, málo frekventované silnice, krajnice a některé letištní aplikace, jako jsou odmrazovací plochy.
Věčná vozovka (také nazývaná dlouhodobá vozovka) je asfaltová vozovka navržená a postavená tak, aby vydržela 50 let nebo déle bez nutnosti zásadní strukturální rehabilitace nebo rekonstrukce. Návrh používá více strukturních vrstev s různými funkcemi: únavově odolná spodní vrstva (bohatá na pojivo, navržená k odolávání trhlinám odspodu), vysoce modulární mezivrstva pro rozložení zatížení a trvanlivá obrusná vrstva odolná proti vyježdění kolejí. Údržba je omezena na obnovu povrchu každých 15–20 let frézováním a pokládkou nové vrstvy pouze na povrch. Věčná vozovka snižuje náklady životního cyklu o 20–40 %, eliminuje narušení spojená s rekonstrukcí a dlouhodobě minimalizuje spotřebu materiálu a produkci odpadu.
Posuzování životního cyklu (LCA) je systematická metodika kvantifikace environmentálních dopadů vozovky během všech fází životnosti: těžba a výroba materiálů (A1–A3), výstavba (A4–A5), fáze užívání včetně údržby a rehabilitace (B1–B8) a konec životnosti (C1–C4). LCA měří více kategorií dopadů včetně potenciálu globálního oteplování (GWP, měřeno v kg CO₂ ekvivalentu), spotřeby energie (MJ), spotřeby vody, poškozování ozonové vrstvy, okyselování, eutrofizace a tvorby smogu. Normy ISO 14040/14044 řídí metodiku LCA. LCA vozovek umožňuje porovnání alternativních návrhů a materiálů pro výběr environmentálně nejvýhodnější varianty, identifikaci environmentálních rizikových míst v životním cyklu vozovky a tvorbu environmentálních prohlášení o produktu (EPD).
Udržitelné volby u vozovek ovlivňují kontrolu několika způsoby: materiály s recyklovaným obsahem mohou mít odlišné vizuální vlastnosti (barva, textura) vyžadující upravená kontrolní kritéria; vozovky z WMA a CMA mají odlišné chování při zhutňování a kritéria pro přijetí hustoty; propustné vozovky vyžadují specializovanou kontrolu rychlosti vsaku, povrchové pórovitosti a hromadění sedimentů; věčné vozovky vyžadují strukturální monitorování (FWD) pro ověření stavu vrstev před obnovou povrchu; vozovky recyklované na místě vyžadují testování účinnosti rejuvenátoru a vlastností pojiva RAP; EPD vyžadují ověření údajů o výrobě materiálů; a nákup na základě LCA vyžaduje dokumentaci skutečných množství a zdrojů materiálů. Inspektoři musí být proškoleni na tyto specifické požadavky.
Environmentální prohlášení o produktu (EPD) jsou standardizované, třetí stranou ověřené dokumenty, které komunikují environmentální dopady produktu na základě posuzování životního cyklu (LCA) podle ISO 14025 a ISO 21930. EPD materiálů vozovek (pro asfaltové směsi, beton, kamenivo, cement, ocelovou výztuž) uvádějí environmentální dopady na funkční jednotku (obvykle 1 tuna materiálu) v režimu od těžby po bránu (A1–A3) nebo od těžby po hrob. EPD umožňují informovaná nákupní rozhodnutí, podporují certifikaci zelených budov (LEED, Envision, Greenroads), splňují vznikající politiky Buy Clean a vytvářejí tržní pobídky pro výrobce ke snižování environmentálních dopadů. K roku 2025 je v Severní Americe registrováno přes 2 500 EPD stavebních materiálů.
Klíčové specifikace udržitelnosti zahrnují: ISO 14040/14044 (rámec LCA), ISO 14025 a ISO 21930 (normy EPD pro stavební produkty), ASTM D4552 (klasifikace recyklačních přísad), AASHTO PP 105 (vyvážený návrh směsí), FAA AC 150/5320-6G (návrh letištních vozovek s recyklovanými materiály), ICAO Doc 9157 Part 3 (návrh letištních vozovek), směrnice FHWA Sustainable Pavement Program, LEED v5 pro dopravu, Envision (hodnocení udržitelné infrastruktury), Greenroads (hodnocení udržitelnosti silnic) a nákupní politiky Buy Clean. Tyto specifikace stanovují požadavky na recyklovaný obsah, energetické limity výroby, předkládání EPD a prahy environmentální výkonnosti.
Pokročte v postupech udržitelných vozovek
Zjistěte, jak mohou recyklované materiály, nízkoteplotní technologie a posuzování životního cyklu zlepšit environmentální výkonnost vašich letištních nebo silničních vozovek a zároveň snížit náklady. Naši odborníci poskytují poradenství v oblasti návrhu udržitelných vozovek, výběru materiálů a inspekčních protokolů.
Recyklované asfaltové směsi (RAP) v udržitelných vozovkách
Recyklované asfaltové směsi (RAP) jsou odstraněný a zpracovaný asfaltový materiál z vozovek, který se znovu používá v nových asfaltových směsích, čímž se snižuj...
Míchání za studena na místě (CIR) asfaltových vozovek
Míchání za studena na místě (CIR) je metoda rehabilitace vozovek, při které jsou stávající asfaltové vrstvy frézovány, smíchány s recyklačními přísadami (emulze...
Povrch dráhy označuje inženýrské materiály a vrstvené systémy vozovek tvořící nosnou plochu letištních drah, navržené pro bezpečnou a efektivní podporu provozu ...
5 min čtení
Airport Infrastructure
Pavement Materials
+1
Souhlas s cookies Používáme cookies ke zlepšení vašeho prohlížení a analýze naší návštěvnosti. See our privacy policy.