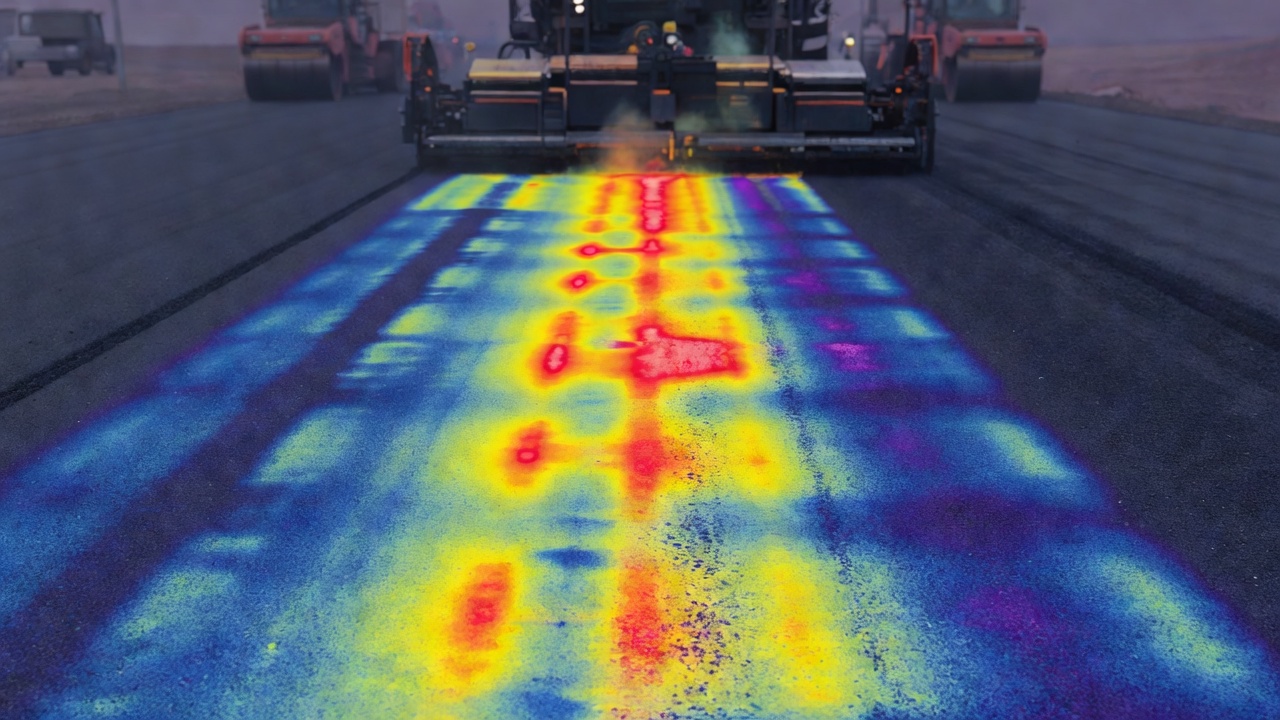
Tepelná segregace je nerovnoměrné rozložení teploty v asfaltové směsi (HMA) během přepravy a pokládky, kde chladnější oblasti se méně zhutňují, což vede k lokálním zónám s nízkou objemovou hmotností a vyšším obsahem mezer, které jsou náchylné k rozpadávání, tvorbě trhlin a poškození vlhkostí. Vytváří charakteristický vzor nesouvislého poškození. Zahrnuje příčiny, detekci (termovizní snímkování během pokládky; infračervené záření; vizuální) a prevenci.
Tepelná segregace v asfaltových vozovkách
1. Definice a mechanismus
Tepelná segregace je definována jako nerovnoměrné rozložení teploty v nezhutněném pásu asfaltové směsi (HMA) během pokládky. Jedná se o stavební vadu odlišnou od segregace kameniva, ačkoli obě produkují podobné příznaky poškození v hotové vozovce. Všeobecně uznávaná kvantitativní definice, stanovená výzkumem Sebesta, Sculliona a dalších z Texas Transportation Institute a validovaná Národním centrem pro asfaltové technologie (NCAT), identifikuje tepelnou segregaci jako teplotní rozdíl přesahující 14 °C (25 °F) mezi nejteplejšími a nejchladnějšími zónami v nezhutněném pásu bezprostředně za lištou finišeru.
Mechanismus, kterým tepelná segregace způsobuje poškození vozovky, je zásadně spojen s teplotně závislou viskozitou asfaltového pojiva a konceptem teploty ukončení zhutnitelnosti. Jak HMA chladne, viskozita asfaltového pojiva se zvyšuje, což snižuje kluznost potřebnou k přeskupení částic kameniva při zhutňování válcem. Teplota ukončení zhutnitelnosti – běžně uváděná jako 80 °C (175 °F) pro konvenční HMA směsi – je teplota, pod kterou je pojivo příliš viskózní pro další přeskupování částic a zvyšování objemové hmotnosti, bez ohledu na počet přejezdů válce.
V tepelně segregovaném pásu chladnou studené zóny na teplotu ukončení zhutnitelnosti výrazně rychleji než okolní horký pás. Operátor válce nastaví vzor zhutňování podle obecné teploty pásu, typicky monitoruje nejteplejší oblasti. Než se válec dostane ke studeným místům, mohou být tato místa již pod teplotou ukončení zhutnitelnosti. Výsledkem je nedostatečné zhutnění – studená zóna si zachovává vyšší mezerovitost, nižší objemovou hmotnost a snížené mechanické vlastnosti ve srovnání s řádně zhutněnými horkými zónami.
Výzkum NCAT provedený Fernandezem Cerdasem (2012) na 28 alabamských projektech pokládky asfaltu prokázal statisticky významnou negativní korelaci mezi velikostí tepelné segregace a objemovou hmotností in-situ. Studie zjistila, že studená místa trvale vykazovala obsah mezer o 2–4 % vyšší než sousední horká místa, což přímo korelovalo se sníženou únavovou životností. Zkoušky ohybem na nosnících ukázaly, že vzorky ze studených míst selhaly ve výrazně menším počtu cyklů než vzorky z horkých míst, přičemž počáteční tuhost byla parametrem nejvíce ovlivněným vyšším obsahem mezer v tepelně segregovaných oblastech.
2. Příčiny tepelné segregace
Tepelná segregace nemá jediný zdroj, ale vzniká kombinací faktorů v procesu výroby, přepravy a pokládky HMA. Porozumění každému kauzálnímu faktoru je nezbytné pro návrh účinných preventivních strategií.
Chlazení korby nákladního vozidla a tvorba kůry
HMA se nakládá do nákladních vozidel při výrobních teplotách typicky mezi 120 °C a 175 °C (250 °F až 350 °F) v závislosti na druhu pojiva a typu směsi. Během přepravy předává hmota HMA teplo okolnímu prostředí stěnami korby a odkrytým horním povrchem. Vnější vrstva nákladu HMA – o tloušťce přibližně 25–75 mm (1–3 palce) – rychle chladne a vytváří teplotní kůru kolem výrazně teplejšího vnitřního jádra. Tato kůra je při příjezdu na místo pokládky typicky o 15–30 °C (27–54 °F) chladnější než teplota jádra, v závislosti na přepravní vzdálenosti, okolní teplotě, rychlosti větru a izolaci korby.
Když nákladní vozidlo vysypává do zásobníku finišeru, studený materiál kůry vstupuje první (z vrchu nákladu) a poslední (ze spodních rohů korby). Tento efekt konce dávky je nejčastěji uváděnou příčinou tepelné segregace, protože nejchladnější materiál proudí do finišeru na začátku a na konci každého nákladu, čímž vytváří cyklický vzor studených míst v pravidelných podélných intervalech v pásu.
Zastavení finišeru
Když finišer zastaví – ať už kvůli výměně nákladního vozidla, nedostatku materiálu nebo provozním zpožděním – HMA zbývající v zásobníku finišeru, komoře šneku a sestavě lišty nadále ztrácí teplo do okolního vzduchu, součástí stroje a podkladového povrchu. Výzkum publikovaný v ASCE Journal of Materials in Civil Engineering o účincích zastavení finišeru na tepelnou segregaci ukazuje, že 5minutové zastavení může vytvořit studenou zónu sahající 3–6 m (10–20 stop) za místem restartu. Proces restartu problém dále prohlubuje: první materiál položený po zastavení chladl v zásobníku, zatímco šneky a lišta finišeru jsou také studené a odebírají další teplo prvním metrům materiálu.
Účinky větru a okolní teploty
Rychlost větru má neúměrně velký vliv na rychlost chlazení HMA ve srovnání se samotnou okolní teplotou. Modelovací software PaveCool od MnDOT a směrnice NAPA pro zhutňování za studeného počasí (QIP-118) dokumentují, že rychlost větru pod 10 uzlů (11,5 mph) má malý účinek, ale s rostoucí rychlostí větru se součinitel konvektivního přenosu tepla na povrchu pásu dramaticky zvyšuje. Vítr o rychlosti 25 km/h (15 mph) může zdvojnásobit rychlost chlazení odkrytého HMA pásu ve srovnání s bezvětří při stejné okolní teplotě. Tento efekt je nejvýraznější u tenkých vrstev (méně než 50 mm), kde je poměr objemu k povrchu nízký.
Způsoby nakládání v obalovně
Nesprávné nakládání nákladních vozidel v obalovně HMA může iniciovat tepelnou segregaci ještě předtím, než vůz opustí areál. Když je HMA vypouštěna ze zásobníku do korby nákladního vozidla v jediné velké hmotě, velká zrna kameniva mají tendenci se skutálet po hromadě a shromažďovat se u dna a v rozích korby. To vytváří jak segregaci kameniva, tak, kriticky, rozdílné rychlosti chlazení – jemnější materiál ve středu hromady si udržuje teplo lépe než hrubý materiál na okrajích. Standardní průmyslová praxe doporučuje nakládání ve třech menších dávkách: jedna do přední části korby, jedna do zadní a jedna do středu. Tato metoda vytváří rovnoměrnější rozložení teploty a snižuje segregaci kameniva.
Přepravní vzdálenost a logistika
Přepravní vzdálenosti přesahující 30–45 minut (jedna cesta) výrazně zvyšují riziko tepelné segregace, pokud nejsou korby vozidel izolované a plachtěné. Rychlost tepelných ztrát z HMA se řídí Newtonovým zákonem ochlazování a je úměrná teplotnímu rozdílu mezi směsí a okolním prostředím. Delší přeprava za studeného počasí (pod 10 °C / 50 °F) může způsobit pokles teploty kůry pod minimální teplotu pokládky stanovenou pro danou směs, což nutí dodavatele k odmítnutí nákladu nebo – hůře – k pokládce materiálu, který nelze adekvátně zhutnit.
3. Prahové hodnoty teplotního rozdílu a klasifikace
Více dopravních úřadů stanovilo standardizované prahové hodnoty pro klasifikaci závažnosti tepelné segregace. Tyto prahové hodnoty jsou zásadní pro specifikace kontroly kvality a akceptační kritéria.
Klasifikace
Teplotní rozdíl
Vliv na zhutnění
Požadované nápravné opatření
Žádná
< 14 °C (< 25 °F)
Žádné významné zhoršení zhutnění
Žádné
Střední
14 °C – 28 °C (25 °F – 50 °F)
Lokální snížení objemové hmotnosti; o 1–3 % vyšší mezerovitost
Úprava procesu; vyhodnocení pomocí profilů objemové hmotnosti
Závažná
> 28 °C (> 50 °F)
Výrazné snížení objemové hmotnosti; > 3 % vyšší mezerovitost; selhání zhutnění v celé tloušťce
Pozastavení prací; odstranění a výměna postižené oblasti
Hranice 14 °C (25 °F) pochází ze studie SWUTC/15/600451-00111-1 o aplikacích infračervené termografie, která stanovila, že rozdíly pod touto hodnotou produkují statisticky nevýznamné odchylky objemové hmotnosti. Hranice 50 °F používaná TxDOT pro závažnou klasifikaci je založena na výzkumu, který ukázal, že rozdíly přesahující tuto velikost konzistentně vytvářejí oblasti pásu, kde zhutnění nedosahuje minimální stanovené objemové hmotnosti bez ohledu na úsilí válce.
Výzkum Willoughbyho a kol. (2001) pro Ministerstvo dopravy státu Washington (WSDOT Report 476.1) potvrdil, že teplotní rozdíly větší než 25 °F mohou potenciálně způsobit problémy se zhutněním, čímž položil základ pro mnoho současných specifikací. Studie vyhodnotila více projektů pokládky asfaltu a korelovala termovizní data s výsledky objemové hmotnosti jádrových vývrtů pro validaci těchto prahových hodnot.
Teplota ukončení zhutnitelnosti není pevná hodnota, ale závisí na vlastnostech směsi:
Konvenční HMA (PG 64-22): 80 °C (175 °F)
Polymerem modifikovaná HMA: 93–100 °C (200–212 °F) – vyšší viskozita vyžaduje vyšší teplotu pro zpracovatelnost
Asfaltová směs s nízkoteplotní úpravou (WMA): 70–85 °C (158–185 °F) – nižší rozsah pracovních teplot
Směsi s vysokým podílem RAP: Liší se v závislosti na druhu původního pojiva a vlastnostech pojiva z RAP
4. Důsledky tepelné segregace na výkonnost vozovky
Škodlivé účinky tepelné segregace na výkonnost vozovky jsou dobře zdokumentovány prostřednictvím terénních studií, laboratorních zkoušek a dlouhodobého monitorování vozovek. Hlavní příčinou všech těchto poškození je nedostatečné zhutnění vedoucí ke zvýšené mezerovitosti ve studených zónách.
Snížení objemové hmotnosti a zvýšení mezerovitosti
Přímým důsledkem tepelné segregace je snížení objemové hmotnosti in-situ o 1–4 % ve studených zónách ve srovnání s přilehlými řádně zhutněnými oblastmi. V typické specifikaci HMA vozovky požadující 92–96 % laboratorní maximální specifické hmotnosti (Gmm – Riceova hustota) představuje studená zóna dosahující pouze 88–91 % Gmm podstatné zvýšení propojených mezer. Cílový obsah mezer u nově vyrobené HMA je typicky 4–7 %. Tepelně segregované studené zóny běžně vykazují 8–12 % mezerovitosti, což je kritický rozsah, kde propustnost vody exponenciálně roste.
Vztah mezi mezerovitostí a trvanlivostí vozovky se řídí stanoveným vzorcem: na každé 1 % zvýšení mezerovitosti nad cílovou hodnotu klesá únavová životnost přibližně o 10 % a odolnost směsi vůči poškození vlhkostí klesá proporcionálně. Tento vztah byl odvozen ze studií Strategic Highway Research Program (SHRP) a validován následným výzkumem NCAT.
Předčasné poškození: Rozpadávání
Rozpadávání – postupné uvolňování zrn kameniva z povrchu vozovky – je nejcharakterističtějším vzorem poškození spojeným s tepelnou segregací. Ve studených zónách, kde je pojivo příliš viskózní na to, aby během zhutňování účinně obalilo a spojilo částice kameniva, je mechanické propojení mezi částicemi nedostatečné k odolávání abrazi dopravou. Rozpadávání se typicky projevuje jako izolované skvrny, které odpovídají studeným zónám identifikovaným termovizí během výstavby. Tyto skvrny se postupně prohlubují, jak doprava odstraňuje další kamenivo, čímž vznikají povrchové prohlubně urychlující další mechanismus poškození.
Předčasné poškození: Trhliny
Tepelně segregované zóny jsou náchylnější k únavovým (aligátorovým) trhlinám i tepelným trhlinám. Vyšší obsah mezer snižuje pevnost v tahu a odolnost směsi proti lomu. Při opakovaném dopravním zatížení dosáhne studená zóna své únavové meze dříve než okolní řádně zhutněný materiál, čímž vzniká lokální vzor propojených trhlin, který může být prvním viditelným příznakem poškození vozovky. Trhliny typicky iniciují na spodku vrstvy HMA ve studené zóně a šíří se vzhůru (únavové trhliny zdola nahoru), ačkoli tenké překryvné vrstvy mohou vykazovat trhliny shora dolů.
Předčasné poškození: Výtluky
Výtluky vznikají, když lokalizovaná oblast vozovky zeslábne pod dopravním zatížením a materiál katastroficky selže. Tepelně segregované zóny jsou hlavními místy vzniku výtluků, protože kombinují nízkou objemovou hmotnost, vysokou propustnost a slabé mechanické propojení kameniva. Voda vniká do struktury s vysokou mezerovitostí a cykly zmrazování a tání v chladném podnebí urychlují zhoršování. Charakteristický výtluk, který se vyvíjí z tepelné segregace, je typicky malý (0,1–0,5 m²), kulatý nebo oválný a obklopený zdravou vozovkou, čímž vytváří charakteristický vzor izolovaných výtluků na rozdíl od souvislého vývoje výtluků pozorovaného u konstrukčně selhaných vozovek.
Poškození vlhkostí a obnažování kameniva
Vysoký obsah mezer v tepelně segregovaných studených zónách poskytuje cesty pro pronikání vody do konstrukce vozovky. Voda zachycená v mezerách vytváří při dopravním zatížení pórový tlak, který oslabuje vazbu mezi asfaltovým pojivem a kamenivem – jev známý jako obnažování kameniva. Ztráta adheze mezi pojivem a kamenivem urychluje všechny ostatní mechanismy poškození a výrazně snižuje zbývající životnost vozovky.
5. Metody detekce
Přesná detekce tepelné segregace vyžaduje kombinaci monitorování teploty v reálném čase během výstavby a následného vyhodnocení zhutněného pásu po dokončení.
Ruční termokamery
Ruční termovizní (infračervené) kamery jsou nejzákladnějším nástrojem pro detekci tepelné segregace. Zkušební postup popsaný v TxDOT Test Method Tex-244-F specifikuje požadavky na vybavení a metodiku. Vyhovující termokamera musí:
Měřit teploty od 0 °C do 245 °C (32 °F až 475 °F) s přesností ± 2,2 °C (± 4,0 °F) nebo ± 2 % údaje
Produkovat infračervené snímky s minimálním rozlišením 19 200 pixelů
Zobrazovat skutečné, maximální a minimální teploty na displeji z tekutých krystalů (LCD)
Ukládat minimálně 500 snímků
Mít tepelnou citlivost lepší než 0,06 °C (0,11 °F)
Podporovat režimy měření zahrnující středový bod, plošný rámeček a automatickou detekci horkých/studených míst
Postup vyžaduje, aby operátor kráčel vedle finišeru ve vzdálenosti přibližně 1 m (3–4 stopy) od okraje pásu, přičemž udržuje konzistentní úhel pro zachycení celé šířky pásu. Maximální základní teplota se stanoví z prvních 6 m (20 stop) pásu za finišerem. Minimální teplota se zaznamenává průběžně na 45 m (150 stop) dlouhém zkušebním úseku. Rozdíl mezi těmito hodnotami určuje klasifikaci segregace.
Termovizní systémy namontované na finišeru
Pokročilé termovizní systémy poskytují teplotní profily v reálném čase v celé šířce pásu za lištou. Systém MOBA Pave-IR – vyvinutý výzkumem TxDOT a následně komercializovaný – je nejrozšířenějším systémem. Jeho specifikace podle Tex-244-F zahrnují:
Měření s maximálním příčným rozestupem 300 mm (12 palců)
Teplotní rozsah 0–245 °C (32–475 °F) s přesností ± 2,2 °C (± 4,0 °F)
Opakovatelnost měření ± 0,5 °C (± 0,9 °F)
Maximální velikost bodu 250 mm (10 palců) při provozní montážní výšce
Profilování celé šířky pásu až do 3,7 m (12 stop) s okrajovými výlukovými zónami 0,6 m (2 stopy)
Měření vzdálenosti pomocí měřicího přístroje (DMI) s integrací GPS
Systém sbírá, zobrazuje, ukládá a analyzuje teplotní data v reálném čase. Stanovuje nízké a vysoké teploty pomocí statistického 1. percentilu a 98,5. percentilu, čímž eliminuje odlehlé hodnoty. Výstupní soubory zahrnují podélné teplotní profily svázané se staničením a GPS souřadnicemi, což umožňuje přesnou identifikaci míst segregace pro následné vyhodnocení nebo nápravná opatření.
Infračervená teplotní tyč
Infračervená teplotní tyč – také známá jako systém Pave-IR – je příčná tyčová sestava infračervených senzorů připevněná na zadní straně lišty finišeru. Vývoj v rámci projektu TxDOT 0-4577 přinesl verze Generation 1, 2 a 3, přičemž každá zlepšovala hustotu senzorů, rychlost sběru dat a schopnosti analytického softwaru. Tyč typicky obsahuje 8–16 infračervených senzorů rozmístěných v intervalech 300 mm (12 palců) přes šířku pásu a sbírá teplotní údaje v krocích po 150–300 mm (6–12 palců) ve směru pokládky. Software pro sběr a zpracování dat umožňuje pracovní četě identifikovat podezřelé segregované oblasti v reálném čase a provádět provozní úpravy ještě před zhutněním materiálu.
Rozpoznávání vizuálních vzorů
Vizuální identifikace tepelné segregace po zhutnění je možná, ale vyžaduje zkušené inspektory. Charakteristický vzhled zahrnuje:
Nesouvislou texturu povrchu – studené zóny vypadají tmavší, hladší nebo lesklejší než okolní oblasti kvůli nedostatečnému zhutnění
Podélné pruhy – odpovídající studenému materiálu z rohů koreb nákladních vozidel proudícímu do finišeru
Příčné přerušované vzory – pravidelné rozestupy odpovídající intervalům dávek nákladních vozidel (efekt konce dávky)
Iniciaci rozpadávání – ztráta jemného kameniva v lokalizovaných skvrnách během prvních 1–2 let provozu
Vizuální identifikace je nespolehlivá pro střední segregaci (rozdíl 25–50 °F) a je nejúčinnější pro závažné případy (>50 °F). Vizuální vzhled lze zaměnit se segregací kameniva, oblastmi s bohatým pojivem nebo rozdílným stárnutím, což činí termovizi preferovanou metodou detekce.
Georadar (GPR)
Georadar je nově vznikající technologie pro detekci tepelné segregace v hotových překryvných vrstvách. Výzkumný projekt TxDOT 0-4577 vyvinul doporučení pro detekci segregace pomocí GPR na základě povrchových dielektrických měření. Pro hrubozrnné směsi by měla být prozkoumána místa s povrchovou dielektrickou konstantou mimo rozsah ± 0,8 od průměrné hodnoty. Pro hutné směsi je hranice ± 0,4 od průměru. Balík softwaru RadSeg umožňuje rychlou analýzu GPR dat a tříkanálové GPR systémy mohou sbírat data nad oběma stopami vozidel i nad středovou čárou v jediném průjezdu.
6. Preventivní strategie
Prevence tepelné segregace vyžaduje řešení každého kauzálního faktoru v řetězci výroby, přepravy a pokládky HMA.
Izolované korby nákladních vozidel a plachtění
Jediným nejúčinnějším přepravním opatřením je kombinace izolovaných korbet a povinného plachtění. Izolační vrstva – typicky 25–50 mm (1–2 palce) skleněné nebo polyuretanové pěny uzavřené mezi kovovými panely korby – snižuje tepelné ztráty stěnami korby o 50–70 %. Plachtění eliminuje konvektivní tepelné ztráty z horního povrchu nákladu HMA a zabraňuje ochlazování větrem. Studie Národní asociace asfaltových vozovek (NAPA) a několika státních dopravních úřadů prokázaly, že samotné plachtění může snížit teplotní rozdíl kůry o 8–14 °C (15–25 °F) při typické 30minutové přepravě.
Protokol nakládání nákladních vozidel je stejně důležitý. Třídávkové nakládání – jedna dávka vpředu, jedna vzadu, jedna uprostřed – minimalizuje segregaci kameniva a vytváří tepelně rovnoměrnější náklad. Každá dávka by měla představovat přibližně jednu třetinu celkového objemu nákladu.
Materiálové přepravníky (MTV)
Materiálový přepravník (MTV) je nejúčinnějším strojovým řešením pro prevenci tepelné segregace. MTV přijímá HMA z nákladních vozidel, dočasně skladuje materiál v míchacím, vyhřívaném zásobníku a dopravuje jej do finišeru pásovým dopravníkem. MTV plní tři kritické funkce:
Domíchávání – šnekový systém MTV mísí studený materiál kůry s horkým materiálem jádra, čímž homogenizuje teplotu na rozmezí 5–10 °C (9–18 °F) od průměrné teploty směsi
Nepřetržitá pokládka – MTV umožňuje nákladnímu vozidlu vysypávat bez kontaktu s finišerem, což finišeru umožňuje udržovat plynulý pohyb vpřed bez zastavení pro výměnu vozidla
Vyrovnávací zásobník – kapacita zásobníku MTV (typicky 15–25 metrických tun) poskytuje materiálovou rezervu, která finišeru umožňuje pokračovat v provozu během krátkých prodlev v příjezdu nákladních vozidel
Výzkum NCAT na 28 alabamských projektech zjistil, že domíchávací operace byly klíčovým faktorem pro snižování vysokých teplotních rozdílů. Projekty používající MTV trvale vykazovaly menší teplotní rozdíly a vyšší objemovou hmotnost in-situ ve srovnání s projekty s přímým vysypáváním z vozidla do finišeru.
Domíchávací zařízení na finišeru
Někteří výrobci finišerů nabízejí domíchávací zařízení – šneky nebo lopatky instalované v zásobníku finišeru nebo komoře šneku – která poskytují omezené teplotní promíchávání HMA před jejím výstupem z lišty. I když jsou méně účinná než MTV, tato zařízení mohou snížit střední teplotní rozdíly o 5–10 °C (9–18 °F). Účinnost závisí na konkrétním provedení a míře teplotní nerovnoměrnosti v přicházejícím materiálu.
Logistika a harmonogram
Správné řízení logistiky může eliminovat mnoho příčin tepelné segregace:
Omezte přepravní vzdálenosti na maximálně 45 minut pro neizolovaná vozidla za mírného počasí
Plánujte příjezdy nákladních vozidel v intervalech 3–5 minut pro udržení nepřetržité pokládky
Vyhněte se dlouhému čekání umístěním vozidel do zálohy poblíž místa pokládky namísto řazení na přepravní trase
Minimalizujte dobu zastavení finišeru – cílová hodnota méně než 2 minuty na výměnu vozidla
Odmítněte nadměrně chladný materiál – zaveďte specifikaci minimální teploty pokládky (typicky 115–130 °C / 240–265 °F v závislosti na typu směsi)
Monitorování teploty v reálném čase
Zavedení monitorování teploty v reálném čase jako nástroje pro řízení procesu umožňuje pracovní četě okamžitě identifikovat problémy s rovnoměrností teploty a provádět korekce. Termovizní systém zobrazuje barevně odlišené teplotní mapy na monitoru v kabině a upozorňuje obsluhu, když se teplotní rozdíl pásu blíží hranici 25 °F. Systém umožňuje:
Okamžitou identifikaci studených míst z kůry na konci dávky
Zpětnou vazbu řidičům nákladních vozidel o účinnosti plachtění
Ověření, že domíchávání v MTV dosahuje teplotní homogenizace
Dokumentaci pro záznamy kontroly kvality a akceptační rozhodnutí
7. Tepelná segregace při pokládce letištních vozovek
Výstavba letištních asfaltových vozovek přináší další aspekty pro řízení tepelné segregace kvůli vyšším požadavkům na výkonnost a odlišným podmínkám výstavby ve srovnání s pokládkou silničních vozovek.
Specifikace FAA
Standardní specifikace Federálního úřadu pro letectví pro výstavbu letišť (AC 150/5370-10H, položka P-401 pro živičné vozovky) stanovují požadavky na kontrolu kvality, které implicitně řeší tepelnou segregaci. Specifikace vyžaduje:
Minimální teplotu pokládky na základě druhu pojiva a tloušťky vrstvy
Požadavky na zhutnění vázané na objemovou hmotnost ve vztahu k laboratorní maximální specifické hmotnosti
Kontrolní zkoušky kvality v četnostech přiměřených rozsahu projektu
Zřízení kontrolního pásu pro validaci procesu pokládky před zahájením výroby
Ačkoli specifikace FAA výslovně nenařizuje teplotní profilování, požadavky na objemovou hmotnost vytvářejí rámec kontroly kvality, který odhalí tepelnou segregaci, když k ní dojde. Projekty letištních vozovek běžně specifikují 92–96 % Gmm pro obrusnou vrstvu a jakákoli studená zóna spadající pod tuto hranici spouští vyšetřování a nápravná opatření.
Rizikové faktory specifické pro letiště
Pokládka letištních vozovek představuje jedinečné výzvy pro kontrolu tepelné segregace:
Větší šířky pokládky – Dráhy a pojezdové dráhy často vyžadují průjezdy široké 7,5–15 m (25–50 stop), což zvyšuje dobu chlazení pásu v celé šířce před zhutněním válcem
Silnější vrstvy – Letištní vozovky typicky používají zhutněnou tloušťku vrstvy 75–100 mm (3–4 palce), což má příznivější poměr objemu k povrchu, ale může vyžadovat další přejezdy válce
Noční pokládka – Mnoho letištních projektů je omezeno na noční hodiny, kdy jsou okolní teploty o 5–15 °C (10–30 °F) nižší než ve dne, což urychluje chlazení pásu
Omezená okna pro zhutňování – Uzavírky drah jsou přísně časově plánovány, což vytváří tlak na rychlou pokládku i při okrajových podmínkách
Vyšší obsah pojiva – Letištní HMA směsi často používají polymerem modifikovaná pojiva s vyššími teplotami pokládky a užšími teplotními okny pro zhutňování
Nejlepší postupy pro letištní pokládku
U letištních projektů by měla prevence tepelné segregace zahrnovat:
Povinné používání izolovaných vozidel s plachtami pro všechny přepravy přesahující 20 minut
Materiálové přepravníky pro všechny dráhy a hlavní pojezdové dráhy
Termovizní systémy namontované na finišeru s displejem v reálném čase pro pracovní četu
Rozšířené teplotní profilování na začátku každé směny pokládky pro validaci procesu
Faktory pro úpravu teploty při noční pokládce pro zohlednění vyšší rychlosti chlazení
8. Inspekce tepelně segregované vozovky
Inspekce stávající vozovky podezřelé z tepelné segregace vyžaduje systematický přístup kombinující termovizi, zkoušky objemové hmotnosti a vizuální hodnocení.
Protokol terénní inspekce
Následující protokol je převzat z inspekčních směrnic TxDOT a FAA pro hodnocení tepelně segregovaných vozovek:
Krok 1 – Termovizní průzkum: U novostaveb zkontrolujte záznamy teplotních profilů z operace pokládky. U stávajících vozovek proveďte termovizní průzkum pomocí ruční termokamery za horkého dne (pro maximalizaci teplotního kontrastu) nebo brzy ráno, kdy povrchová vlhkost zvýrazňuje rozdíly v propustnosti.
Krok 2 – Zkoušky objemové hmotnosti: Odeberte jádrové vývrty o průměru 100 mm (4 palce) z identifikovaných studených zón a přilehlých horkých zón pro srovnání. Rozdíl objemové hmotnosti mezi studenými a horkými zónami by neměl překročit 2 % Gmm pro přijatelnou výstavbu. Vývrty by měly být také testovány na obsah mezer pomocí metody nasyceného povrchu (SSD) podle ASTM D2726.
Krok 3 – Vizuální průzkum poškození: Zdokumentujte rozsah a závažnost rozpadávání, trhlin a dalších poškození v identifikovaných studených zónách. Charakteristický nesouvislý vzor poškození – izolované oblasti rozpadávání nebo trhlin obklopené zdravou vozovkou – silně naznačuje tepelnou segregaci jako hlavní příčinu.
Krok 4 – Zkoušky propustnosti: Terénní zkoušky propustnosti pomocí zařízení, jako je propustoměr s klesající tlakovou výškou (ASTM PS 129), mohou identifikovat studené zóny, protože oblasti s mezerovitostí nad 8 % typicky vykazují výrazně vyšší propustnost než dobře zhutněné oblasti.
Postup profilování objemové hmotnosti (Tex-207-F)
Zkušební metoda TxDOT Tex-207-F (Segregation Density Profile) poskytuje standardizovaný postup pro hodnocení oblastí identifikovaných jako závažná tepelná segregace. Postup vyžaduje odebrání jádrových vývrtů na nejméně pěti místech v postižené oblasti a porovnání objemové hmotnosti s požadavky specifikace projektu. Pokud průměrná objemová hmotnost klesne pod stanovené minimum, je oblast považována za nepřijatelnou a musí být odstraněna a nahrazena.
Interpretace výsledků
Parametr
Přijatelné
Okrajové
Nepřijatelné
Objemová hmotnost studené zóny vs. horké zóny
≤ 1,5 % nižší
1,5–3,0 % nižší
> 3,0 % nižší
Mezerovitost studené zóny
≤ 7 %
7–10 %
> 10 %
Terénní propustnost
< 1 × 10⁻⁵ cm/s
1–5 × 10⁻⁵ cm/s
> 5 × 10⁻⁵ cm/s
Vizuální poškození za 2 roky
Žádné
Mírné rozpadávání
Rozpadávání s trhlinami
9. Specifikace a akceptační kritéria
Různé dopravní úřady začlenily požadavky na tepelnou segregaci do svých standardních specifikací. Tyto specifikace mají typicky jednu ze dvou forem: požadavky na teplotní profil, které stanovují přímé limity pro teplotní rozdíl pásu, nebo specifikace založené na objemové hmotnosti, které nepřímo penalizují tepelnou segregaci prostřednictvím požadavků na zhutnění.
Specifikace HMA společnosti TxDOT zahrnují teplotní profilování jako požadavek na kontrolu kvality i jako motivační mechanismus. Dodavatelé, kteří používají termovizní systémy, mohou získat:
Odstranění požadavků na zkoušení profilu objemové hmotnosti (snížené zkušební zatížení)
Mírnější požadavky na teplotu pokládky
Akceptační pobídky na základě dat o rovnoměrnosti teploty
Specifikace vyžaduje nápravná opatření při opakované střední segregaci a povinné pozastavení prací k odstranění závažné segregace. Oblasti se závažnou tepelnou segregací musí být vyhodnoceny pomocí postupu Tex-207-F pro profil segregace objemové hmotnosti.
Specifikace teplotního profilu Alabama DOT
Specifikace teplotního profilu ALDOT, vyvinutá po výzkumu NCAT provedeném Fernandezem Cerdasem, vyžaduje teplotní profilování pro všechny významné projekty pokládky. Klíčové požadavky zahrnují:
Maximální teplotní rozdíl 25 °F (14 °C) v rámci jakéhokoli 150stopého (45 m) zkušebního úseku
Nápravná opatření, když rozdíl přesáhne 30 °F (17 °C)
Odstranění a výměna, když rozdíl přesáhne 50 °F (28 °C) a ověření objemové hmotnosti potvrdí nedostatečné zhutnění
Požadavky FAA P-401 na objemovou hmotnost
Specifikace FAA (položka P-401) používá objemovou hmotnost jako primární akceptační kritérium, které nepřímo kontroluje tepelnou segregaci. Specifikace vyžaduje:
Každá šarže (typicky jednodenní výroba) musí dosáhnout průměrné objemové hmotnosti 96 % Marshallovy nebo Superpave gyrátorové zhutňovací (SGC) objemové hmotnosti
Žádná jednotlivá zkouška nesmí klesnout pod 94 % laboratorní objemové hmotnosti
Pokud objemová hmotnost klesne pod 94 %, musí být provedeno šetření k určení příčiny a tepelná segregace musí být zvážena jako potenciální faktor
Doporučený rámec specifikace
Komplexní specifikace tepelné segregace by měla zahrnovat:
Požadavky na vybavení – termovizní systém splňující normy ASTM nebo ekvivalentní
Protokol sběru dat – četnost, umístění a formát teplotních profilů
Klasifikaci prahových hodnot – střední (25–50 °F) a závažná (>50 °F) s odpovídajícími opatřeními
Požadavky na nápravná opatření – úpravy procesu pro střední, pozastavení pro závažnou
Kritéria pro odstranění a výměnu – když ověření objemové hmotnosti potvrdí, že segregované oblasti nesplňují minimální požadavky na zhutnění
Požadavky na dokumentaci – elektronické záznamy teplotních profilů vázané na staničení nebo GPS
10. Oprava tepelně segregované asfaltové vozovky
Strategie oprav tepelně segregovaných vozovek závisí na rozsahu, závažnosti a stáří poškození v době detekce.
Včasná detekce během výstavby
Když je závažná tepelná segregace zjištěna během výstavby (prostřednictvím termovize nebo zkoušek objemové hmotnosti bezprostředně po zhutnění), nejvhodnější opravou je okamžité odstranění a výměna. Postižená oblast by měla být vyznačena pomocí dat teplotního profilu, vyříznuta pilou nebo frézou na čisté svislé hrany a nahrazena čerstvou HMA o správné teplotě. Náhradní materiál by měl být zhutněn se zvláštním důrazem na podélné a příčné spáry.
Specifikace TxDOT vyžaduje pozastavení prací při zjištění závažné tepelné segregace a dodavatel musí prokázat, že proces byl napraven, než může být výroba obnovena. Odebraný materiál lze často recyklovat v obalovně HMA.
Oprava částečné tloušťky (záplatování)
U vozovek, kde se tepelná segregace projevila jako izolované rozpadávání nebo výtluky během prvních 1–3 let provozu, je záplatování částečné tloušťky nejběžnější metodou opravy. Postup zahrnuje:
Vyznačení postižené oblasti (zasahující nejméně 300 mm (12 palců) do zdravé vozovky na všechny strany)
Frézování nebo řezání do hloubky 50–75 mm (2–3 palce) nebo celé tloušťky vadné vrstvy
Vyčištění dutiny a aplikaci spojovacího postřiku na všechny svislé plochy
Pokládku a zhutnění čerstvé HMA ve vrstvách nepřesahujících zhutněnou tloušťku 75 mm (3 palce)
Utěsnění všech opravných spár horkou zálivkovou hmotou
Frézování a překryvná vrstva
Když poškození tepelnou segregací postihuje více než 10–15 % plochy vozovky nebo když je poškození rozšířeno přes více studených zón, je vhodnou rehabilitací frézování a překryvná vrstva. Rozsah frézování by měl být stanoven na základě jádrových vývrtů: typicky postačuje 50–75 mm (2–3 palce) k odstranění segregované povrchové vrstvy. Překryvná vrstva by měla zahrnovat preventivní opatření popsaná v sekci 6 – zejména použití MTV a teplotní monitorování – aby se zajistilo, že náhradní povrch nebude opakovat problém segregace.
Tloušťka překryvné vrstvy by měla být navržena s ohledem na konstrukční požadavky konkrétního úseku vozovky. Pro letištní vozovky musí překryvná vrstva splňovat postupy navrhování podle FAA AC 150/5320-6F.
Celoplošná rekonstrukce
Ve vzácných případech, kdy tepelná segregace způsobila rychlé zhoršení celého úseku vozovky (běžně v kombinaci s poškozením vlhkostí a obnažováním kameniva), může být nutná celoplošná rekonstrukce. Ta se stanovuje pomocí zkoušek rázovým zatěžovacím zařízením (FWD), jádrových vývrtů a konstrukčního hodnocení. Rekonstrukce by měla zahrnovat všechna dostupná preventivní opatření a zvýšené požadavky na kontrolu kvality, aby se zabránilo opakování.
Dlouhodobé monitorování
Vozovky s dokumentovanou tepelnou segregací by měly být zařazeny do zrychleného harmonogramu monitorování – roční inspekce namísto standardního cyklu 3–5 let. Monitorování by mělo sledovat:
Rozsah a rychlost rozpadávání
Vývoj hustoty trhlin ve studených zónách
Změny jízdní kvality (mezinárodní index nerovnosti – IRI)
Ztrátu protismykových vlastností povrchu
Tato data poskytují informace pro optimální načasování rehabilitace dříve, než se poškození stane rozsáhlým.
Shrnutí
Tepelná segregace je dobře známá stavební vada asfaltových vozovek, která vzniká v důsledku teplotních rozdílů přesahujících 14 °C (25 °F) v nezhutněném pásu. Mechanismus spočívá v tom, že studené zóny chladnou na teplotu ukončení zhutnitelnosti (80 °C / 175 °F pro konvenční HMA) dříve, než válcování dosáhne požadované objemové hmotnosti, což vytváří lokalizované oblasti s vysokou mezerovitostí, nízkou objemovou hmotností a sníženými mechanickými vlastnostmi. Tyto oblasti vyvíjejí charakteristické vzory předčasného poškození – rozpadávání, trhliny a výtluky – které výrazně snižují životnost vozovky.
Detekce se opírá o termovizní technologii od ručních kamer až po sofistikované systémy namontované na finišeru, které poskytují teplotní profily v reálném čase v celé šířce pásu s údaji o GPS poloze. Prevence vyžaduje systematický přístup zahrnující izolované korby nákladních vozidel s povinným plachtěním, materiálové přepravníky pro domíchávání a nepřetržitou pokládku, správnou logistiku k minimalizaci zastavení finišeru a monitorování teploty v reálném čase. Pro letištní vozovky vyžadují vyšší požadavky na výkonnost a náročné podmínky výstavby – zejména noční pokládku a široké průjezdy – ještě důslednější opatření proti tepelné segregaci.
Specifikace TxDOT, ALDOT a dalších úřadů poskytují stanovené prahové hodnoty a rámce nápravných opatření. Specifikace FAA založená na objemové hmotnosti pro směsi P-401 nepřímo kontroluje tepelnou segregaci a požadavky na teplotní profil jsou celostátně stále častěji začleňovány do projektových specifikací. Když je tepelná segregace zjištěna po výstavbě, strategie oprav sahají od lokalizovaného záplatování (pro časné, izolované poškození) přes frézování a překryvnou vrstvu (pro rozsáhlé povrchové poškození) až po celoplošnou rekonstrukci (v závažných případech s konstrukčním zhoršením). Včasná detekce prostřednictvím teplotního monitorování během výstavby zůstává nejúčinnější strategií prevence problémů s výkonností vozovky způsobených tepelnou segregací.
Často kladené otázky
Tepelná segregace je stavební vada, při které asfaltová směs (HMA) vykazuje nerovnoměrné rozložení teploty v nezhutněném pásu během pokládky. Chladnější oblasti, typicky z kůry, která se tvoří na HMA během přepravy, chladnou na teplotu ukončení zhutnitelnosti rychleji než okolní horký pás. To brání adekvátnímu zhutnění válci, čímž vznikají lokální zóny s nízkou objemovou hmotností a nadměrným obsahem mezer, které jsou náchylné k rozpadávání, praskání, poškození vlhkostí a předčasnému selhání.
Všeobecně uznávaná hranice je teplotní rozdíl přesahující 14 °C (25 °F) mezi nejteplejšími a nejchladnějšími oblastmi nezhutněného HMA pásu. TxDOT klasifikuje rozdíly 25–50 °F jako střední segregaci a rozdíly přesahující 50 °F jako závažnou segregaci. Teplota ukončení zhutnitelnosti – pod kterou již nelze dosáhnout dalšího zhutnění – se běžně uvádí jako 80 °C (175 °F) pro konvenční HMA.
Tepelná segregace se detekuje třemi hlavními metodami: (1) ruční termokamery, které snímají infračervené snímky rozložení teploty pásu za finišerem; (2) termovizní systémy namontované na finišeru (např. MOBA Pave-IR), které poskytují teplotní profily v reálném čase v celé šířce pásu s GPS souřadnicemi; a (3) vizuální kontrola identifikující nesouvislou, nerovnoměrnou texturu povrchu po zhutnění. Nejsměrodatnější metodou je postup podle standardních zkušebních postupů, jako je Tex-244-F.
Tepelnou segregaci způsobují faktory, které vedou k nerovnoměrnému chlazení HMA během přepravy a pokládky: (1) chlazení povrchové vrstvy (kůry) HMA v korbách nákladních vozidel během přepravy; (2) zastavení finišeru, které umožní vychladnutí směsi v zásobníku; (3) chlazení na konci každé dávky z posledního materiálu v nákladním vozidle; (4) vítr a nízké okolní teploty urychlující povrchové chlazení; (5) dlouhé přepravní vzdálenosti bez odpovídající izolace nebo plachtění vozidel; a (6) nesprávné nakládání v obalovně, které vytváří teplotní rozdíly v rámci nákladu.
Opatření pro prevenci tepelné segregace zahrnují: (1) použití izolovaných korbet a povinné plachtění všech přepravních vozidel; (2) použití materiálových přepravníků (MTV) k promíchání a rehomogenizaci teploty HMA před dodáním do finišeru; (3) udržování kontinuálního provozu finišeru s minimálním zastavováním prostřednictvím správné logistiky nákladních vozidel; (4) použití domíchávacích zařízení na finišeru; (5) aplikace termovizního snímkování v reálném čase pro monitorování rovnoměrnosti teploty pásu; a (6) omezení přepravních vzdáleností a plánování dodávek tak, aby se předešlo dlouhé čekací době.
Zlepšete kvalitu své asfaltové vozovky
Zajistěte, aby vaše projekty pokládky asfaltu splňovaly nejvyšší standardy kvality. Naši odborníci vám pomohou zavést opatření proti tepelné segregaci, provádět teplotní profilování a vyvinout programy kontroly kvality, které eliminují předčasné selhání vozovky.
Teplotní segregace je nerovnoměrné rozložení teploty v asfaltové směsi za horka během dopravy a pokládky, kde chladnější oblasti jsou méně zhutněné, což vede k ...
Přísady a technologie pro asfaltové směsi s nízkoteplotním zpracováním (WMA)
Technologie WMA snižují teploty výroby a pokládky asfaltové směsi o 20–40 °C pomocí přísad nebo procesů: organické vosky (Sasobit), chemické přísady (Evotherm) ...
Přísady do asfaltu pro výrobu za tepla (WMA – Warm Mix Asphalt) umožňují výrobu a zhutňování asfaltu při teplotách o 20–40 °C nižších než u konvenčního horkého ...
22 min čtení
Asphalt materials
Construction
+3
Souhlas s cookies Používáme cookies ke zlepšení vašeho prohlížení a analýze naší návštěvnosti. See our privacy policy.