Přísady do asfaltu pro výrobu za tepla (WMA – Warm Mix Asphalt) umožňují výrobu a zhutňování asfaltu při teplotách o 20–40 °C nižších než u konvenčního horkého asfaltu (HMA – Hot Mix Asphalt). Technologie WMA spadají do tří kategorií: organické přísady (vosky snižující viskozitu pojiva), chemické přísady (povrchově aktivní látky zlepšující obalení kameniva) a pěnici technologie (vstřikování vody nebo zeolity vytvářející dočasné rozpínání pojiva). Mezi další výhody patří nižší spotřeba paliva, nižší emise skleníkových plynů a výparů, lepší pracovní podmínky, prodloužená stavební sezóna, omezené stárnutí pojiva a kompatibilita s vysokým obsahem recyklovaného asfaltu (RAP).
Přísada do asfaltu pro výrobu za tepla (WMA) – Definice a přehled
Přísada do asfaltu pro výrobu za tepla (WMA) je materiál nebo technologický proces, který umožňuje výrobu, pokládku a zhutňování asfaltových směsí při teplotách výrazně nižších než u konvenčního horkého asfaltu (HMA). Technologie WMA snižují teploty míchání a zhutňování o 20–40 °C (36–72 °F) ve srovnání s HMA, který se obvykle vyrábí při teplotě 150–190 °C (300–375 °F). WMA pracuje v teplotním rozsahu přibližně 100–150 °C (212–302 °F), což jej na spektru výrobních teplot asfaltu řadí mezi poloteplý asfalt (70–100 °C) a konvenční HMA.
První techniky WMA byly vyvinuty na konci 90. let 20. století v Evropě. Proces WAM-Foam® (pěna pro teplý asfalt) byl vyvinut v Norsku ve společném podniku Shell International Petroleum Company a Kolo-Veidekke, zatímco v Německu byly testovány organické voskové přísady. Motivace pro vývoj WMA pramení z Kjótského protokolu z roku 1997, který stanovil cíle snižování emisí skleníkových plynů pro evropské země, což vedlo asfaltový průmysl k hledání výrobních metod s nižšími emisemi. Od počátku 21. století se přijímání technologie WMA celosvětově rozšiřuje, poháněno environmentálními předpisy, náklady na energii a ohledy na zdraví a bezpečnost pracovníků.
Základní výzvou, kterou přísady WMA řeší, je potřeba dostatečné zpracovatelnosti pojiva k dosažení úplného obalení kameniva a odpovídající zhutňovací hutnosti při snížených teplotách. Při výrobě HMA vysoké teploty (150–190 °C) dostatečně snižují viskozitu asfaltového pojiva, aby obalily kamenivo a zajistily zpracovatelnost při pokládce a zhutňování. Snížení teploty bez použití přísady by vedlo k vysoké viskozitě pojiva, špatnému obalení, nedostatečnému zhutnění a v konečném důsledku k vozovce s vysokou mezerovitostí, sníženou životností a předčasným selháním. Přísady WMA překonávají tuto bariéru prostřednictvím tří odlišných mechanismů: snížení viskozity (organické vosky), snížení mezifázového tření (chemické povrchově aktivní látky) a dočasné rozpínání pojiva (pěnění).
Koncepce WMA a výhody
Základní myšlenka WMA je přímočará: vyrábět asfaltové směsi s vlastnostmi a výkonností srovnatelnými s HMA při současném výrazně nižším množství energie na ohřev kameniva a pojiva. Okamžitým přínosem je snížení spotřeby energie v obalovně – spalování menšího množství paliva na ohřev kameniva přímo snižuje provozní náklady a emise. Výzkum FHWA ukazuje, že WMA může snížit spotřebu energie na palivo o 3–12 % ve srovnání s HMA, přičemž některé specifické technologie dosahují až 30–55% snížení v závislosti na výchozí teplotě a použité technologii.
Environmentální a zdravotní přínosy WMA jsou podstatné a dobře zdokumentované. WMA snižuje emise skleníkových plynů (především CO₂) o 20–35 % ve srovnání s HMA, přičemž 92–96 % celkového snížení CO₂ je přičítáno nižší spotřebě paliva v obalovně. Emise SO₂, NOx, pevných částic (PM10) a těkavých organických látek (VOC) jsou všechny výrazně sníženy. Z hlediska zdraví pracovníků jsou emise výparů (asfaltových par) sníženy přibližně o 50 % na každých 12 °C snížení teploty – což znamená, že 30°C snížení teploty přináší zhruba 80–85% snížení expozice výparům. To vytváří chladnější a bezpečnější pracovní prostředí pro pokládkové čety a snižuje zápach a emise pro okolní komunity a pracovníky v uzavřených prostorách, jako jsou tunely a parkovací garáže.
Kromě snižování emisí nabízí WMA významné výrobní a pokládkové výhody. Nižší výrobní teplota způsobuje menší tvrdnutí (stárnutí) pojiva během výroby, což zlepšuje odolnost vozovky proti tepelným a únavovým trhlinám během její životnosti. WMA je plně kompatibilní s recyklovaným asfaltem (RAP) – nižší teploty WMA ve skutečnosti umožňují vyšší obsah RAP tím, že snižují dodatečné stárnutí pojiva, ke kterému dochází při teplotách HMA. Prodloužená zpracovatelnost WMA při snížených teplotách umožňuje delší přepravní vzdálenosti, prodloužené pokládkové sezóny do chladnějších měsíců a noční pokládkové práce. Stejná směs WMA vyrobená při teplotách HMA poskytuje delší okno pro zhutňování díky přítomnosti přísad, což dává četám více času na dosažení cílové hutnosti. Naopak WMA zhutněné při své běžné nižší teplotě chladne rychleji na okolní teplotu, což umožňuje dřívější otevření provozu.
Kategorie technologií – Tři hlavní přístupy WMA
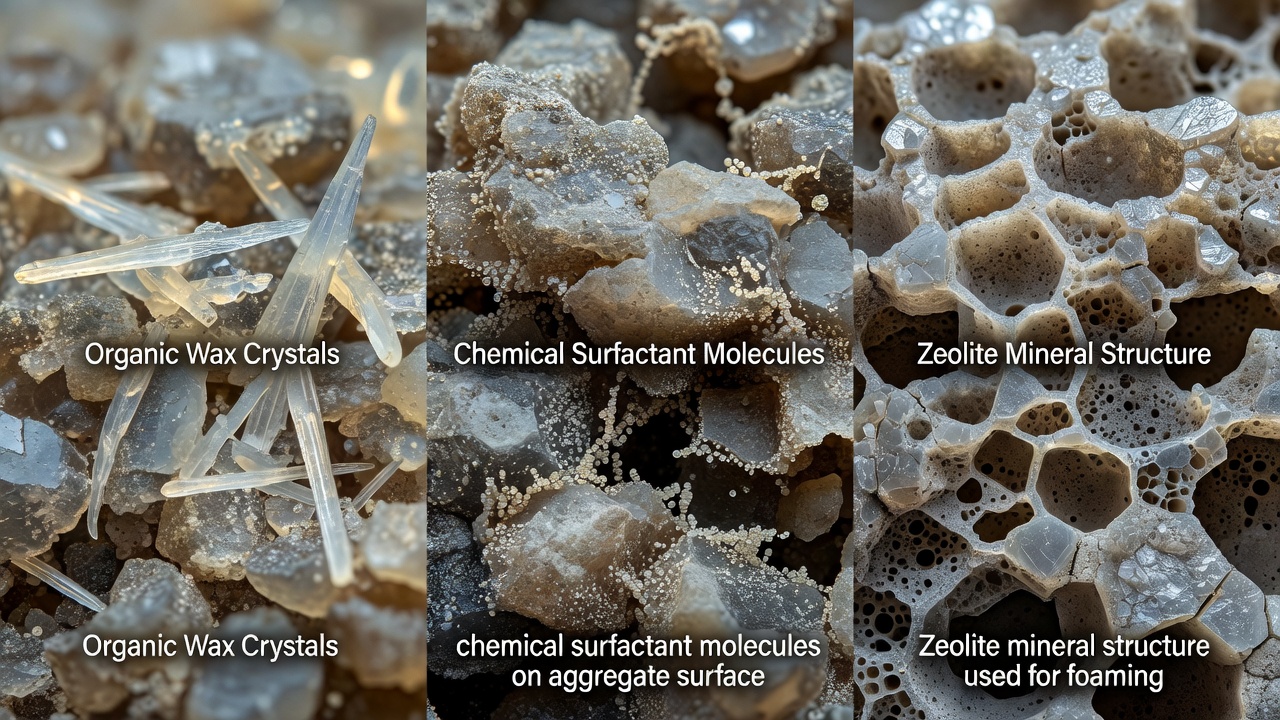
Technologie WMA se dělí do tří hlavních kategorií podle mechanismu účinku: organické přísady, chemické přísady a pěnici techniky. Každá kategorie má odlišné výkonnostní charakteristiky, výhody a omezení.
Organické přísady (na bázi vosku)
Organické přísady WMA jsou obvykle vosky, které snižují viskozitu asfaltového pojiva při teplotách nad svým bodem tání. Nejběžnější organickou přísadou je Sasobit®, Fischer-Tropschův (FT) parafinický vosk vyráběný zplyňováním uhlí. FT proces převádí syntézní plyn (CO + H₂) na dlouhé uhlovodíkové řetězce za přítomnosti železného nebo kobaltového katalyzátoru. Sasobit má převládající délku uhlovodíkového řetězce 40 až 115 atomů uhlíku – výrazně delší než přirozeně se vyskytující bitumenové parafinické vosky (22 až 45 atomů uhlíku), což mu dává vyšší bod tání (přibližně 99 °C / 210 °F). Sasobit je zcela rozpustný v asfaltovém pojivu při teplotách nad 115 °C (240 °F) a obvykle se přidává v množství 1,0–4,0 % hmotnosti pojiva, přičemž nejběžnější dávkování je 3,0 %.
Mezi další významné organické přísady patří Asphaltan B® (montánní vosk získaný z hnědého uhlí, používaný především v Německu v dávce 2,0–4,0 % hmotnosti pojiva), Licomont BS® (amid mastné kyseliny od společnosti Clariant) a 3E LT / Ecoflex (proprietární vosková technologie od Colas, Francie).
Mechanismus účinku organických voskových přísad má dvě teplotně závislé fáze. Nad bodem tání (přibližně 90–115 °C v závislosti na konkrétním vosku) se vosk rozpouští v pojivu a snižuje jeho viskozitu, což umožňuje obalení kameniva a zhutňování při nižších teplotách. Pod bodem tání (při provozních teplotách) vosk krystalizuje a vytváří mřížkovou strukturu uvnitř pojiva, která zvyšuje tuhost a deformační odolnost vozovky – poskytuje tak zlepšenou odolnost proti vyjíždění kolejí ve srovnání s nemodifikovaným HMA. Toto dvojí chování je klíčovou výhodou organických voskových přísad. Organické přísady obvykle dosahují snížení teploty o 20–30 °C.
Vlastnost
Sasobit (FT vosk)
Asphaltan B (montánní vosk)
Licomont BS (amid mastné kyseliny)
Základní materiál
Fischer-Tropschův parafinický vosk
Montánní vosk z hnědého uhlí
Amid mastné kyseliny
Délka řetězce (atomy C)
40–115
22–45+
Neuvedeno
Bod tání
~99 °C (210 °F)
~99 °C (210 °F)
~140 °C
Typické dávkování
1,0–4,0 %
2,0–4,0 %
3,0 %
Snížení teploty
20–30 °C (36–54 °F)
20–30 °C
20–30 °C
Odolnost proti vyjíždění kolejí
Zlepšená (krystalizace)
Zlepšená
Zlepšená
Chemické přísady (na bázi povrchově aktivních látek)
Chemické přísady WMA nesnižují viskozitu pojiva – místo toho působí na mikroskopickém rozhraní mezi částicemi kameniva a asfaltovým pojivem. Tyto přísady jsou povrchově aktivní látky (tenzidy) a emulgátory, které snižují mezifázovou povrchovou energii a vnitřní tření mezi částicemi kameniva a filmem pojiva. Snížením třecích sil na rozhraní kamenivo-pojivo umožňují chemické přísady obalení kameniva a zhutňování směsi při nižších teplotách, aniž by měnily reologické vlastnosti samotného pojiva.
Nejpoužívanější chemickou přísadou v Severní Americe je Evotherm™, vyvinutý společností MeadWestvaco (nyní součást Ingevity). Evotherm používá chemický balíček dodávaný jako emulze (technologie dispergovaného asfaltu), který zajišťuje obalení kameniva, zpracovatelnost, adhezi a zlepšené zhutňování. Třetí generace Evotherm 3G (také značená jako REVIX™) je bezvodá a spoléhá na snížení vnitřního tření mezi částicemi kameniva při vysokém smyku během míchání a vysokém napětí během zhutňování. Evotherm se dávkuje v množství 0,5–0,7 % hmotnosti pojiva a může dosáhnout snížení teploty o 20–40 °C, přičemž terénní zkoušky prokázaly snížení až o 55 °C (100 °F).
Rediset® (Akzo Nobel, nyní Nouryon) je chemická přísada, která kombinuje kationtové povrchově aktivní látky se složkou organické přísady. Dávkuje se v množství 1,5–2,0 % hmotnosti pojiva a dosahuje snížení teploty přibližně o 30 °C. Rediset se používá ve Spojených státech a Norsku.
Mezi další chemické přísady WMA patří Anova® (Cargill), biologicky založená, nebezpečná, nekorozivní kapalina získaná z obnovitelných zdrojů. Anova se dávkuje v množství 0,2–0,7 % hmotnosti pojiva a dosahuje snížení teploty až o 44 °C (80 °F). Podle technické dokumentace společnosti Cargill Anova při doporučeném dávkování nemění výkonnostní třídu (PG) asfaltového pojiva a může být přidávána v terminálu nebo vstřikována přímo do potrubí pojiva v obalovně HMA.
Chemické přísady nabízejí několik výhod: nemění reologii pojiva, často zlepšují adhezi a odolnost proti vlhkosti na rozhraní kamenivo-pojivo, jsou účinné u široké škály typů kameniva a nevyžadují významné úpravy obalovny (lze je dávkovat přímo do potrubí pojiva).
Pěnici technologie (na bázi vody)
Pěnici technologie snižují efektivní viskozitu asfaltového pojiva zaváděním malého množství vody do horkého pojiva, což způsobí odpaření vody na páru, která zvětší objem pojiva a dočasně sníží jeho viskozitu. Pěnici účinek je krátkodobý (obvykle trvá minuty), ale dostačující pro fáze míchání a zhutňování.
Pěnění se dosahuje dvěma hlavními metodami:
1. Přímé vstřikování vody (pěnici trysky): Tato metoda vstřikuje kontrolované množství vody přímo do horkého pojiva pomocí speciálně navržených pěnicích trysek. Voda se při kontaktu s horkým pojivem (přibližně 150–170 °C) mění v páru, čímž vytváří velké množství pěny, která na krátkou dobu zvyšuje efektivní objem pojiva 10–20krát. Tato technika vyžaduje úpravy obalovny (systém pěnicích trysek, dávkování vody a řídicí systém), ale nevyžaduje přísady. Lze dosáhnout snížení teploty o 20–40 °C. Proces WAM-Foam® je variantou, která používá dvousložkový systém pojiva: měkké pojivo nejprve obalí kamenivo, následované tvrdým napěněným pojivem ve druhém stupni míchání. Tato metoda byla jednou z prvních technologií WMA, vyvinutých na konci 90. let 20. století.
2. Přísady obsahující vodu (zeolity): Tato nepřímá pěnici metoda používá hydrofilní minerály z rodiny zeolitů (hlinitokřemičitan sodný), které obsahují přibližně 18–21 % krystalické vody hmotnosti. Když se zeolit přidá do směsi současně s pojivem, voda se uvolňuje při teplotách nad přibližně 85–100 °C (185–212 °F), čímž vytváří kontrolovaný pěnici účinek. Pěnění trvá po delší dobu 6–7 hodin nebo dokud teplota směsi neklesne pod 100 °C.
Široce se používají dva komerční zeolitové produkty:
Aspha-Min® (Eurovia Services GmbH, Německo): Syntetický zeolit dávkovaný v množství 0,3 % hmotnosti celé směsi, dosahující snížení teploty přibližně o 30 °C (54 °F) a uváděného 30% snížení spotřeby energie na palivo. K dispozici v 25 nebo 50 kg pytlích nebo volně ložený pro sila.
Advera® WMA (PQ Corporation, USA): Syntetický zeolit s obsahem 18–21 % krystalické vody, dávkovaný v množství 0,25 % hmotnosti celé směsi (5 liber na tunu). Advera se vyrábí v Jeffersonville, Indiana a Augusta, Georgia, USA a je k dispozici v pytlích, big bezech a volně ložené dodávce. Dosahuje snížení teploty o 28–39 °C (50–70 °F). Advera nemění výkonnostní třídu pojiva a pracuje s hutnými, mezerovitými a otevřenými směsmi včetně směsí modifikovaných polymery a s vysokým obsahem RAP.
Třetí nepřímá pěnici metoda využívá přirozenou vlhkost z mokrého písku nebo RAP. V této sekvenční technice se hrubé kamenivo (přibližně 80 % směsi) vysuší a zahřeje na 130–160 °C, obalí pojivem a poté se přidá studené/mokré jemné kamenivo nebo RAP. Vlhkost ve studené frakci se dostane do kontaktu s horkým pojivem a způsobí pěnění, což usnadňuje obalení. Tato technika dosahuje snížení teploty přibližně o 20–40 °C bez jakékoli kupované přísady.
Hybridní technologie
Hybridní technologie WMA kombinují dva nebo více přístupů k dosažení svého účinku. Příklady zahrnují:
Nízkoenergetický asfalt (LEA – Low Energy Asphalt): Kombinuje pěnění (z vlhkosti v RAP nebo písku) s chemickými zlepšovači obalení.
Vstřikovací systém Tri-Mix Warm Mix: Kombinuje chemické přísady s pěněním na bázi vody.
Zeolitová nebo vlákenná peletky kombinované s organickými přísadami: Předem formulované produkty, které dodávají jak pěnění (ze zeolitu), tak snížení viskozity (z vosku) v jednom balení.
Kombinované systémy pěnění a chemických přísad: Některé obalovny mohou dodávat současně vstřikování vody i přidávání povrchově aktivní látky.
Rozsah snížení teploty
Snížení teploty dosažené pomocí WMA závisí na typu technologie, dávkování přísady, druhu a zdroji pojiva, typu kameniva a obsahu vlhkosti a konfiguraci obalovny. Všeobecně uznávané rozsahy snížení teploty pro jednotlivé kategorie technologií jsou:
Technologie WMA
Typické snížení teploty
Typický rozsah výrobní teploty
Organické (voskové) přísady
20–30 °C (36–54 °F)
120–150 °C (248–302 °F)
Chemické (tenzidové) přísady
20–40 °C (36–72 °F)
85–130 °C (185–266 °F)
Pěnění – vstřikování vody
20–40 °C (36–72 °F)
110–140 °C (230–284 °F)
Pěnění – zeolity
28–39 °C (50–70 °F)
110–140 °C (230–284 °F)
Na bázi emulze (Evotherm)
Až 55 °C (100 °F)
85–115 °C (185–239 °F)
Na biologické bázi (Anova)
Až 44 °C (80 °F)
85–130 °C (185–266 °F)
Snížení teploty se obvykle vyjadřuje relativně k ekvivalentní výrobní teplotě HMA pro stejný návrh směsi. Je důležité si uvědomit, že dosažení plného potenciálu snížení teploty vyžaduje optimalizaci dávkování přísady, doby míchání a nastavení obalovny pro každou specifickou kombinaci materiálů.
Důsledky pro druh pojiva
Použití přísad WMA má důsledky pro volbu druhu asfaltového pojiva, které je třeba pečlivě zvážit během návrhu směsi. Vzájemně se ovlivňují tři faktory:
1. Snížené stárnutí pojiva: Nižší výrobní a skladovací teploty WMA vedou k menšímu oxidačnímu stárnutí pojiva během výroby ve srovnání s HMA. To znamená, že pojivo ve výsledné vozovce z WMA bude měkčí než ekvivalentní pojivo v HMA. Zatímco toto měkčí pojivo může zlepšit odolnost proti tepelným trhlinám a odolnost proti únavě, může také snížit odolnost proti vyjíždění kolejí, pokud se s tím nepočítá. Obecně je to považováno za čistý přínos, protože prodlužuje únavovou životnost vozovky a snižuje tvorbu nízkoteplotních trhlin.
2. Krystalizace organického vosku při provozních teplotách: U organických (voskových) přísad vosk v pojivu krystalizuje při teplotách pod svým bodem tání (přibližně 90–100 °C / 194–212 °F). Tato krystalizace vytváří mřížkovou strukturu, která zpevňuje pojivo při běžných provozních teplotách vozovky (do 60–70 °C / 140–158 °F). Zpevňující účinek zvyšuje odolnost proti vyjíždění kolejí, ale může také zvýšit nízkoteplotní tuhost a potenciálně snížit odolnost proti tepelným trhlinám. Z tohoto důvodu některé agentury při použití organických voskových přísad doporučují posun o jednu třídu pojiva – výběr pojiva, které je o jednu třídu nižší (měkčí) ve vysokoteplotní třídě, aby se kompenzoval zpevňující účinek vosku. Například HMA, který by používal PG 70-22, by mohl u voskového WMA používat PG 64-28. Specifikace AASHTO M 320 a Superpave však mohou toto zohlednit prostřednictvím zkoušek pojiva s přísadou.
3. Chemické a pěnici přísady: Chemické přísady (tenzidy, emulgátory) a pěnici technologie (zeolity, vstřikování vody) obecně nemění výkonnostní třídu pojiva při doporučeném dávkování. Pro ověření výkonnostní třídy se doporučuje podrobné reologické zkoušení, včetně zkoušek na dynamickém smykovém reometru (DSR) a na ohybovém nosníkovém reometru (BBR) pojiva s přísadou i bez ní. U zeolitů (např. Advera) výrobce výslovně uvádí, že materiál neovlivňuje výkonnostní třídu, protože se jedná o anorganický materiál, který zůstává ve směsi jako jemné minerální plnivo po uvolnění vody.
Náchylnost WMA k vlhkosti
Náchylnost k vlhkosti (také nazývaná citlivost na vlhkost nebo odlučování) označuje ztrátu adheze mezi asfaltovým pojivem a kamenivem v důsledku přítomnosti vody. U WMA se prvotní obavy soustředily na možnost, že nižší výrobní teploty by mohly vést k:
Nedokonalému vysušení kameniva – není-li kamenivo zcela vysušeno, může ve směsi zůstat zbytková vlhkost.
Nedostatečnému obalení kameniva – není-li viskozita pojiva dostatečně snížena, kamenivo nemusí být zcela obaleno, což zanechává odkryté povrchy kameniva zranitelné vůči poškození vlhkostí.
Snížené adhezi – nižší teploty míchání nemusí plně aktivovat chemické vazby mezi pojivem a kamenivem.
Rozsáhlý výzkum a terénní zkušenosti však prokázaly, že správně navržené WMA může splnit nebo překonat odolnost HMA proti vlhkosti, za předpokladu přijetí vhodných opatření. Tato opatření zahrnují:
Protiodlučovací přísady: Hašené vápno (obvykle 1,0–1,5 % hmotnosti suchého kameniva) nebo kapalné protiodlučovací prostředky (obvykle 0,3–0,75 % hmotnosti pojiva) se přidávají pro zlepšení vazby mezi kamenivem a pojivem. Výzkum FHWA ukázal, že směsi ošetřené hašeným vápnem vykazují v průměru o 25 % lepší odolnost proti odlučování podle ASTM D4867.
Chemické tenzidové přísady: Mnohé chemické přísady WMA (zejména v kategorii tenzidů/emulgátorů) inherentně poskytují zlepšenou adhezi díky své povrchově aktivní chemii, čímž ve skutečnosti snižují náchylnost k vlhkosti ve srovnání s neošetřeným HMA.
Protokoly pro zkoušení náchylnosti k vlhkosti: AASHTO T 283 (Odolnost zhutněných asfaltových směsí proti poškození vlhkostí) a ASTM D4867 (Standardní zkušební metoda pro účinek vlhkosti na asfaltové betonové směsi) se používají k ověření odolnosti proti vlhkosti. Poměr pevnosti v tahu (TSR) – poměr kondicionované (mokré) ke nekondicionované (suché) nepřímé pevnosti v tahu – musí obvykle splňovat minimum 0,80 (80 %), stejný požadavek jako u HMA.
Řízení vody při pěnění: U pěnicích technologií je množství zaváděné vody velmi malé (obvykle méně než 0,05 % hmotnosti celé směsi) a zbytkový obsah vody po zhutnění je zanedbatelný. Proces pěnění pojiva ve skutečnosti vytváří rovnoměrný film pojiva na povrchu kameniva díky dočasnému rozpínání objemu.
Správné zkoušení kontroly kvality během výroby WMA, včetně zkoušek TSR na směsích vyrobených v obalovně, zajišťuje splnění požadavků na náchylnost k vlhkosti.
Zhutňování a hutnost WMA
Dosažení cílové hutnosti v místě (obvykle 92–97 % maximální teoretické hutnosti, odpovídající 3–8 % mezerovitosti v závislosti na aplikaci) je nezbytné pro výkonnost asfaltové vozovky. Nízká hutnost vede k vysoké mezerovitosti, která umožňuje pronikání vody a vzduchu, což vede k poškození vlhkostí, oxidaci, rozpadávání, trhlinám a předčasnému selhání.
WMA nabízí několik výhod souvisejících se zhutňováním oproti HMA:
Zlepšená zhutnitelnost: Snížená viskozita pojiva (z voskových přísad) nebo snížené mezidílkové tření (z chemických přísad) umožňuje stejné uspořádání a úsilí válců dosáhnout vyšší hutnosti při nižších teplotách ve srovnání s HMA.
Prodloužené časové okno pro zhutňování: WMA vyrobené při teplotách HMA (s využitím výhody zpracovatelnosti přísady bez snižování teploty obalovny) poskytuje delší období, během kterého směs zůstává zpracovatelná a zhutnitelná. To je výhodné zejména u velkých pokládkových projektů, dlouhých přeprav a nočních pokládek.
Schopnost pokládky za chladného počasí: WMA lze zhutňovat při teplotách o 10–20 °C nižších než HMA, což umožňuje prodloužené pokládkové sezóny do chladnějších měsíců a v chladnějších klimatických podmínkách.
Nižší teplota zhutňování: Teplota, při které je zhutňování dokončeno (ukončovací teplota), může být u WMA nižší než u HMA, což umožňuje válcům pracovat déle a spolehlivěji dosáhnout cílové hutnosti.
Postup zhutňování pro WMA je podobný jako pro HMA, s úpravami teplotního okna na základě konkrétní přísady a směsi. Kontrola kvality během zhutňování WMA obvykle zahrnuje:
Zkoušení hutnosti pomocí jaderných hutnoměrů (ASTM D2950 / AASHTO T 355) nebo jádrových vývrtů (AASHTO T 166 / ASTM D2726).
Sledování teploty asfaltového pásu za finišerem a během válcování pomocí infračervených teploměrů nebo termovize k ověření cílového teplotního okna zhutňování.
Úpravu vzoru válcování s ohledem na odlišnou rychlost chladnutí WMA (které je méně náchylné k tepelné segregaci než HMA díky nižšímu absolutnímu teplotnímu rozdílu mezi výrobní a okolní teplotou).
WMA a recyklovaný asfalt (RAP)
WMA je plně kompatibilní a doplňkový k použití recyklovaného asfaltu (RAP). Synergie mezi WMA a obsahem RAP je dobře zdokumentována a přináší několik výhod:
Snížené stárnutí pojiva z RAP: RAP obsahuje zestárlé (tuhé, oxidované) pojivo, které při opětovném zahřátí na teploty HMA (150–190 °C) podléhá dodatečnému stárnutí. Nižší výrobní teploty WMA (120–140 °C) snižují tepelné namáhání a dodatečné stárnutí pojiva z RAP, čímž zachovávají více jeho zbývajících výkonnostních charakteristik.
Vyšší přípustný obsah RAP: Snížené stárnutí při teplotách WMA umožňuje vyšší procenta RAP ve směsi pro stejný cílový druh pojiva. Některé agentury schválily směsi WMA-RAP s obsahem RAP až 50–60 % ve srovnání s typickými 15–30 % u HMA.
Dostupnost pojiva: Obavou při nižších teplotách je, že zestárlé pojivo z RAP se nemusí plně promísit (neboli „aktivovat") s původním pojivem. Výzkum však ukazuje, že i při teplotách WMA dochází k dostatečnému promísení prostřednictvím mechanického míchání a tepelné difúze. Použití rejuvenátorů (recyklačních činidel) v kombinaci s přísadami WMA může dále zlepšit příspěvek pojiva z RAP.
Vlhkost z RAP: Skládky RAP obvykle obsahují určitou vlhkost. U pěnicích technologií WMA může být vlhkost v RAP (při přidání jako studené/mokré frakce v sekvenčním procesu míchání) ve skutečnosti prospěšná – vlhkost se dostane do kontaktu s horkým pojivem a vytvoří přirozené pěnění, což zlepšuje obalení bez potřeby další vody nebo zeolitu.
Environmentální synergie: Kombinace WMA a RAP poskytuje maximální environmentální přínos – sníženou spotřebu energie (WMA) plus sníženou spotřebu původních materiálů a odklon odpadu (RAP). Tato kombinace je základním kamenem postupů udržitelných vozovek.
Parametr
HMA bez RAP
HMA s RAP
WMA s RAP
Výrobní teplota
150–190 °C
150–190 °C
100–150 °C
Typický obsah RAP
0 %
15–30 %
20–50 %+
Potřeba původního pojiva
100 %
70–85 %
50–80 %
Spotřeba energie na palivo
Výchozí
~výchozí
5–12% snížení
Emise CO₂
Výchozí
10–20% snížení
20–40% snížení
Potřeba původního kameniva
100 %
70–85 %
50–80 %
Dlouhodobá výkonnost WMA
Dlouhodobá data o terénní výkonnosti vozovek s WMA se shromažďují od počátku 21. století, přičemž mnoho úseků nyní překračuje 15–20 let služby. Klíčová zjištění z dlouhodobých studií výkonnosti zahrnují:
Výkonnost proti vyjíždění kolejí: Vozovky s WMA obecně vykazují stejnou nebo lepší odolnost proti vyjíždění kolejí ve srovnání s kontrolními úseky HMA. WMA s organickými voskovými přísadami (Sasobit, Asphaltan B) těží ze zpevňujícího účinku krystalizace vosku, který zvyšuje odolnost proti trvalé deformaci za provozních teplot. Vozovky s chemickými přísadami a pěnicím WMA vykazují srovnatelnou odolnost proti vyjíždění kolejí jako HMA při použití stejného druhu pojiva.
Výkonnost proti trhlinám: Vozovky s WMA často vykazují zlepšenou odolnost proti trhlinám ve srovnání s HMA, zejména u tepelných trhlin a únavových trhlin. Toto zlepšení se přičítá sníženému stárnutí pojiva během výroby – pojivo ve WMA je méně oxidované, a tedy pružnější při nízkých teplotách. Výkonnost proti trhlinám však může být závislá na klimatu. Výzkum z programu Long-Term Pavement Performance (LTPP) Specific Pavement Studies 10 (SPS-10) naznačuje, že poškození trhlinami je větším problémem ve vlhkých klimatických zónách pro WMA, zatímco vyjíždění kolejí je významnější v suchém klimatu. Studie SPS-10 analyzovala terénní výkonnost WMA překryvů v několika státech USA.
Poškození vlhkostí: V raných terénních zkouškách WMA bylo občas hlášeno poškození vlhkostí v úsecích, kde nebyly použity protiodlučovací přísady nebo kde bylo zhutňování nedostatečné. Většina správně navržených vozovek s WMA (s protiodlučovací úpravou a odpovídajícím zhutněním) však prokázala uspokojivou dlouhodobou odolnost proti vlhkosti srovnatelnou s HMA.
Stárnutí a tuhost: Jádrové vývrty odebrané z vozovek s WMA po delší službě vykazují nižší tuhost a lepší tažnost než sousední úseky HMA. To potvrzuje, že snížené stárnutí pojiva během výroby se promítá do delší životnosti vozovky, zejména z hlediska únavových a tepelných trhlin.
Celkové hodnocení výkonnosti: Shoda z více dlouhodobých studií (včetně Louisiana DOTD, NCAT Test Track, LTPP SPS-10 a evropských terénních zkoušek) je taková, že vozovky s WMA vykazují výkonnost srovnatelnou s vozovkami HMA při návrhu, výrobě a zhutňování podle specifikací přizpůsobených konkrétní technologii WMA a materiálům.
WMA v letištních specifikacích (FAA Položka P-401)
Použití WMA na letištních vozovkách se řídí FAA Advisory Circular 150/5370-10 (Standardy pro specifikaci výstavby letišť), konkrétně Položkou P-401 (Asfaltové směsné vozovky). FAA vyhodnotila WMA pro letištní aplikace a dospěla k závěru, že WMA je životaschopnou alternativou k HMA pro použití na silně zatížených letištních vozovkách, za předpokladu splnění všech standardních požadavků P-401.
Specifikace Unified Facilities Guide Specification (UFGS) 32 12 15 byla aktualizována tak, aby zohledňovala technologie WMA. Klíčové požadavky pro použití WMA podle FAA P-401 zahrnují:
Ověření návrhu směsi: Směs WMA musí splňovat všechny standardní požadavky P-401 na zrnitost, obsah asfaltu, mezerovitost (obvykle 3–5 % návrhové mezerovitosti pro krycí vrstvy), mezery v minerálním kamenivu (VMA) a mezery vyplněné asfaltem (VFA) .
Náchylnost k vlhkosti: Směs WMA musí splňovat minimální poměr pevnosti v tahu (TSR) 0,80 (80 %) při zkoušení podle AASHTO T 283 nebo ASTM D4867, stejný požadavek jako HMA.
Zkoušení výkonnosti: Dodatečné zkoušení výkonnosti (jako Hamburský pojezdový test pro vyjíždění kolejí a náchylnost k vlhkosti a polokruhový ohyb (SCB) nebo kotoučová kompaktní tahová zkouška (DCT) pro odolnost proti trhlinám) může být vyžadováno specifikující agenturou.
Polní zhutňování: Požadavky na hutnost v místě (obvykle 96–98 % Marshallovy hutnosti nebo 92–96 % maximální teoretické hutnosti, v závislosti na umístění vozovky) platí stejně pro WMA.
Teplotní požadavky: Specifikace P-401 zahrnuje maximální teploty pro konkrétní směsi, ale žádné minimální teploty. Minimální teplota při dodání je deklarována výrobcem, což umožňuje flexibilitu pro teploty WMA.
FAA provedla specifický výzkum WMA pro letištní vozovky prostřednictvím Divize výzkumu a vývoje letištních technologií (Airport Technology Research & Development Branch), včetně studií v National Airport Pavement Test Facility (NAPTF) a William J. Hughes Technical Center. Tyto studie prokázaly, že WMA může dosáhnout ekvivalentní strukturální výkonnosti jako HMA při zatížení letadly. Studie „Warm-Mix Asphalt for Airfield Pavements" (Mejias-Santiago, FAA) dospěla k závěru, že WMA je doporučeno jako životaschopná alternativa k HMA pro použití na silně zatížených letištních vozovkách.
Pro letištní vozovkové inženýry a inspektory zahrnují klíčové úvahy pro přijetí WMA ověření, že:
Přísada nebo technologie WMA je předem schválena agenturou nebo prokázána prostřednictvím zkušebního úseku jako produkující ekvivalentní výkonnost.
Plán kontroly kvality zahrnuje sledování teploty, zkoušení hutnosti a zkoušení náchylnosti k vlhkosti specifické pro WMA.
Plán zhutňování zohledňuje odlišné teplotní okno (WMA může mít nižší, ale potenciálně delší teplotní okno zhutňování).
Návrh směsi zahrnuje protiodlučovací přísady podle potřeby k dosažení požadavků TSR.
Udržitelnost WMA
WMA je základní technologií pro udržitelnou výstavbu vozovek. Její přínosy pro udržitelnost zahrnují environmentální, ekonomické a sociální rozměry:
Environmentální udržitelnost
Posouzení životního cyklu (LCA) WMA trvale prokazuje environmentální přínosy ve srovnání s HMA napříč několika kategoriemi dopadu:
Potenciál globálního oteplování (GWP): WMA snižuje emise CO₂ o 20–35 % ve srovnání s HMA díky nižší spotřebě paliva.
Spotřeba energie: Úspora energie na palivo 3–12 % pro typickou výrobu WMA, přičemž specifické technologie dosahují až 30–55% snížení.
Kvalita ovzduší: Snížení VOC (až o 41 %), NOx (až o 60 %), SO₂ (až o 45 %) a pevných částic (PM10). Emise výparů sníženy přibližně o 50 % na každých 12 °C poklesu teploty.
Ochrana zdrojů: WMA umožňuje vyšší obsah RAP, čímž snižuje spotřebu původního kameniva a pojiva.
Plná recyklovatelnost: Vozovky s WMA jsou plně recyklovatelné na konci životnosti a snížené stárnutí během výroby znamená, že RAP z WMA je kvalitnější (méně oxidovaný) než RAP z HMA.
Ekonomická udržitelnost
Úspora nákladů na palivo: Snížená spotřeba energie přímo snižuje výrobní náklady. Studie ukazují, že WMA může snížit náklady na palivo o 0,50–1,50 USD za tunu směsi v závislosti na cenách paliva a technologii.
Prodloužená pokládková sezóna: Schopnost pokládat při nižších okolních teplotách prodlužuje stavební sezónu, zvyšuje využití obalovny a snižuje potřebu mimosezónního skladování.
Delší přepravní vzdálenosti: Prodloužená zpracovatelnost WMA umožňuje obalovnám obsluhovat vzdálenější staveniště.
Snížené opotřebení obalovny: Nižší výrobní teploty snižují tepelné namáhání součástí obalovny.
Sociální udržitelnost
Zdraví a bezpečnost pracovníků: Nejvýznamnějším sociálním přínosem WMA je dramatické snížení expozice výparům a zápachu pro pokládkové čety a pracovníky obalovny.
Dopad na komunitu: Snížené emise a zápach v obalovně a na místě pokládky zlepšují vztahy s okolními komunitami. Schopnost pokládat v tunelech a uzavřených prostorách se sníženými požadavky na větrání je specifickým sociálním přínosem.
Noční pokládka: Snížená teplota a emise WMA je činí vhodnějším pro noční pokládkové práce v městských oblastech.
Evropská asociace asfaltových vozovek (EAPA) a National Asphalt Pavement Association (NAPA) obě mají stanoviska podporující WMA jako klíčovou strategii udržitelnosti. Stanovisko EAPA „The Use of Warm Mix Asphalt" a „How Warm-Mix Asphalt Supports DOT Goals for Sustainability and Resilience" od NAPA (červen 2024) poskytují komplexní pokyny pro agentury zvažující přijetí WMA.
Normy a specifikace
WMA je zohledněno ve stávajících asfaltových specifikacích prostřednictvím:
Evropské normy (EN 13108-1 až -7): Zahrnuty maximální teploty, ale žádné minimální teploty. Minimální teplota při dodání je deklarována výrobcem. Ustanovení pro směsi obsahující přísady podléhající prokázání ekvivalentní výkonnosti.
Normy AASHTO: AASHTO R 35 (Superpave objemový návrh), AASHTO T 312 (Gyrátorový zhutňovač) a AASHTO T 283 (Náchylnost k vlhkosti) platí stejně pro WMA. AASHTO M 320 (Specifikace výkonnostně tříděného pojiva) zohledňuje přísady WMA prostřednictvím zkoušení pojiva s přísadou.
Normy ASTM: ASTM D6925 (Marshallova stabilita a průtok), ASTM D6926 (Příprava zkušebních těles) a ASTM D4867 (Náchylnost k vlhkosti) platí pro směsi WMA.
Specifikace státních DOT: Většina amerických státních DOT má specifikace WMA nebo zvláštní ustanovení umožňující použití WMA.
ICAO a FAA: ICAO Annex 14 a FAA AC 150/5370-10 poskytují regulační rámec pro WMA na letištních vozovkách.
Shrnutí technologií přísad WMA
Technologie
Mechanismus
Snížení teploty
Účinek na pojivo
Účinek na výkonnost
Organický vosk (Sasobit, Asphaltan B)
Snížení viskozity nad bodem tání; krystalizace pod ním
20–30 °C (36–54 °F)
Zpevňuje při provozních teplotách
Zlepšená odolnost proti vyjíždění kolejí; může vyžadovat úpravu druhu pojiva
Chemický tenzid (Evotherm, Rediset, Anova)
Snížení mezifázového tření; zlepšené obalení
20–40 °C (36–72 °F)
Žádná významná změna
Zlepšená adheze a odolnost proti vlhkosti; zlepšené zhutňování
Přímé vstřikování vody (Pěnici trysky, WAM-Foam)
Dočasné snížení viskozity rozpínáním pojiva
20–40 °C (36–72 °F)
Po odeznění pěnění beze změny
Srovnatelné s HMA; vyžaduje sledování vlhkosti
Zeolity obsahující vodu (Aspha-Min, Advera)
Řízené pěnění uvolňováním krystalické vody
28–39 °C (50–70 °F)
Beze změny; zeolit zůstává jako minerální plnivo
Srovnatelné s HMA; prodloužená zpracovatelnost (6–7 hodin)
Na biologické bázi (Anova)
Chemická povrchová aktivita
Až 44 °C (80 °F)
Beze změny (při doporučeném dávkování)
Zlepšené zhutňování; žádná změna třídy PG
Hybridní (kombinované technologie)
Více mechanismů
20–40 °C (36–72 °F)
Závisí na technologii
Závisí na technologii
Výběr vhodné technologie WMA závisí na faktorech specifických pro projekt, včetně: místní dostupnosti přísad a zařízení, typu a mineralogie kameniva, druhu a zdroje pojiva, obsahu RAP, klimatických podmínek (okolní teplota a vlhkost), konfigurace obalovny (dávková vs. bubnová, možnost přidání pěnicích trysek nebo vstřikovacích systémů) a požadavků specifikací řídící agentury.
Pro letištní vozovky podléhající FAA P-401 nebo ekvivalentním specifikacím by měl být výběr technologie veden dodatečným požadavkem na zkoušení výkonnosti (Hamburský pojezdový test, SCB, DCT) a ověření kontroly kvality (TSR, hutnost, mezerovitost) směrem k technologiím s prokázanými terénními údaji o výkonnosti na letištních vozovkách.
Často kladené otázky
WMA se vyrábí a zhutňuje při teplotách zhruba mezi 100 °C a 150 °C (212 °F až 302 °F). To je o 20–40 °C méně než u konvenčního horkého asfaltu (HMA), který se obvykle vyrábí mezi 150 °C a 190 °C (300 °F až 375 °F). Přesné snížení teploty závisí na konkrétní technologii WMA, dávkování přísady, druhu pojiva, typu kameniva a parametrech návrhu směsi.
Tři hlavní kategorie jsou: (1) Organické přísady – vosky jako Fischer-Tropschův vosk (Sasobit) a montánní vosk, které tají přibližně nad 90–100 °C a snižují viskozitu pojiva, přičemž také zlepšují odolnost proti vyjíždění kolejí za provozních teplot; (2) Chemické přísady – povrchově aktivní látky a emulgátory jako Evotherm a Rediset, které působí na rozhraní mezi kamenivem a pojivem, snižují třecí síly a zlepšují obalení, aniž by měnily viskozitu pojiva; (3) Pěnici technologie – techniky na bázi vody zahrnující přímé vstřikování vody pomocí pěnicích trysek a přísady obsahující vodu, jako jsou syntetické zeolity (Aspha-Min, Advera), které uvolňují 18–21 % krystalické vody nad 100 °C a vytvářejí dočasné pěnění pojiva.
Ano. Četné studie a terénní hodnocení trvající více než 15 let dokazují, že správně navržené směsi WMA dosahují stejné nebo lepší výkonnosti než HMA z hlediska zhutněné hutnosti, odolnosti proti vyjíždění kolejí, odolnosti proti únavovému porušení a odolnosti proti vlhkosti. Nižší výrobní teploty snižují stárnutí pojiva během výroby, což může zlepšit odolnost proti tepelnému a únavovému porušení. Některé technologie WMA (zejména organické vosky) zlepšují odolnost proti vyjíždění kolejí za provozních teplot díky krystalické mřížce vytvořené pod bodem tání vosku.
Ano. FAA vyhodnotila WMA pro letištní vozovky a doporučuje jej jako životaschopnou alternativu k HMA pro silně zatížené letištní vozovky. Specifikace FAA P-401 a Unified Facilities Guide Specification (UFGS) 32 12 15 byly aktualizovány tak, aby zohledňovaly technologie WMA, za předpokladu, že směs splňuje všechny standardní požadavky P-401 na zrnitost, obsah asfaltu, mezerovitost, mezery v minerálním kamenivu (VMA) a náchylnost k vlhkosti (poměr pevnosti v tahu). WMA pro letištní aplikace vyžaduje dodatečné ověření kontroly kvality včetně zkoušek výkonnosti k zajištění stejných nebo lepších vlastností než u konvenčního HMA.
WMA snižuje spotřebu energie na palivo v obalovně o 3–12 % (a až o 30–55 % v závislosti na technologii a výchozí teplotě HMA). To se projevuje snížením emisí CO₂ o 20–35 %, snížením emisí SO₂ a NOx a pevných částic. Emise výparů (asfaltových par) se snižují přibližně o 50 % na každých 12 °C snížení teploty – snížení o 30 °C přináší přibližně o 80 % nižší expozici výparům. WMA také umožňuje vyšší obsah recyklovaného asfaltu (RAP), což dále snižuje uhlíkovou stopu a spotřebu původních materiálů.
Dávkování se liší podle typu technologie. U organických voskových přísad (např. Sasobit): 1,0–4,0 % hmotnosti pojiva (obvykle 3,0 %). U chemických přísad a povrchově aktivních látek (např. Evotherm, Rediset): 0,5–2,0 % hmotnosti pojiva. U pěnicích zeolitů (např. Aspha-Min, Advera): 0,25–0,30 % hmotnosti celé směsi. U bio-chemických přísad (např. Anova): 0,2–0,7 % hmotnosti pojiva. Optimální dávkování by mělo být stanoveno pomocí zkoušek návrhu směsi na základě místních materiálů a specifikací.
Ano, WMA může ovlivnit volbu druhu pojiva dvěma způsoby. Zaprvé, nižší výrobní teplota snižuje stárnutí pojiva během míchání, takže získané pojivo z WMA může být měkčí než z ekvivalentního HMA – což je obecně výhodné pro odolnost proti trhlinám. Zadruhé, některé organické voskové přísady (např. Sasobit) mohou zpevnit pojivo za provozních teplot v důsledku krystalizace, což může vyžadovat zvážení použití o jednu třídu nižšího vysokoteplotního pojiva k vyvážení odolnosti proti vyjíždění kolejí a trhlinám. Většina chemických přísad a zeolitů při doporučeném dávkování významně nemění výkonnostní třídu (PG) pojiva.
Prvotní obavy ohledně náchylnosti WMA k vlhkosti pramenily z nižších výrobních teplot, které by mohly zanechat zbytkovou vlhkost ve směsi a snížit obalení kameniva. Správný návrh směsi včetně protiodlučovacích přísad (hašené vápno nebo kapalné protiodlučovací prostředky) a dodržování protokolů pro zkoušení náchylnosti k vlhkosti podle AASHTO T 283 nebo ASTM D4867 však zajišťuje, že WMA splňuje stejné požadavky na poměr pevnosti v tahu (TSR) jako HMA. Mnohé chemické přísady WMA obsahují povrchově aktivní látky, které ve skutečnosti zlepšují vazbu mezi kamenivem a pojivem a odolnost proti vlhkosti.
Optimalizujte svůj program inspekce asfaltu
TarmacView poskytuje analýzu povrchu vozovek s využitím umělé inteligence, která vám pomůže posoudit stav vozovek s WMA i HMA, odhalit včasné poruchy a spravovat vaše asfaltové assetty – od letištních drah po dálniční sítě.
Přísady a technologie pro asfaltové směsi s nízkoteplotním zpracováním (WMA)
Technologie WMA snižují teploty výroby a pokládky asfaltové směsi o 20–40 °C pomocí přísad nebo procesů: organické vosky (Sasobit), chemické přísady (Evotherm) ...
Tepelná segregace je nerovnoměrné rozložení teploty v asfaltové směsi (HMA) během přepravy a pokládky, kde chladnější oblasti se méně zhutňují, což vede k lokál...
Asfaltový beton (HMA) pro letištní a silniční vozovky
Asfaltový beton (HMA) je standardní materiál pro pružné vozovky, vyráběný zahřátím a smícháním kameniva s asfaltovým pojivem na 150–180 °C, následně pokládaný a...
30 min čtení
Pavement Materials
Airport Infrastructure
+3
Souhlas s cookies Používáme cookies ke zlepšení vašeho prohlížení a analýze naší návštěvnosti. See our privacy policy.