Kapillarwirkung
Kapillarwirkung ist die Bewegung von Flüssigkeiten in engen Räumen durch das Zusammenspiel von Kohäsions- und Adhäsionskräften, die in Natur und Technik von ent...
5 Min. Lesezeit
Physics
Fluid Mechanics
+3
Die Farbeindringprüfung (PT) ist ein zerstörungsfreies Oberflächenprüfverfahren, bei dem ein farbiger oder fluoreszierender flüssiger Eindringprüfstoff auf eine saubere Oberfläche aufgetragen, durch Kapillarwirkung in oberflächenoffene Fehlstellen gezogen und nach Entfernung des Überschusses durch einen Entwickler sichtbar gemacht wird. Es werden Risse, Porosität und Überlappungen in porenfreien Werkstoffen (Metalle, Keramiken, einige Kunststoffe) nachgewiesen. Behandelt werden Verfahren, Empfindlichkeitsstufen und Anwendungen bei der Stahl- und Betonprüfung.

Die Farbeindringprüfung (PT), auch als Flüssigeindringprüfung (LPI) oder Eindringprüfung (PT) bezeichnet, ist ein zerstörungsfreies Oberflächenprüfverfahren zum Nachweis von Unregelmäßigkeiten an der Oberfläche porenfreier Werkstoffe. Das Verfahren gehört zu den ältesten NDT-Techniken und entstand im späten 19. Jahrhundert, als Eisenbahninstandsetzungswerkstätten die Öl-Kreide-Methode anwandten – Teile wurden in gebrauchtem Maschinenöl getränkt, überschüssiges Öl abgewischt und dann mit pulverisierter Kreide beschichtet. In Oberflächenrissen eingeschlossenes Öl trat aus und färbte die weiße Beschichtung, wodurch Fehler nach einem Prinzip sichtbar wurden, das noch heute in der modernen Eindringprüfung angewendet wird.
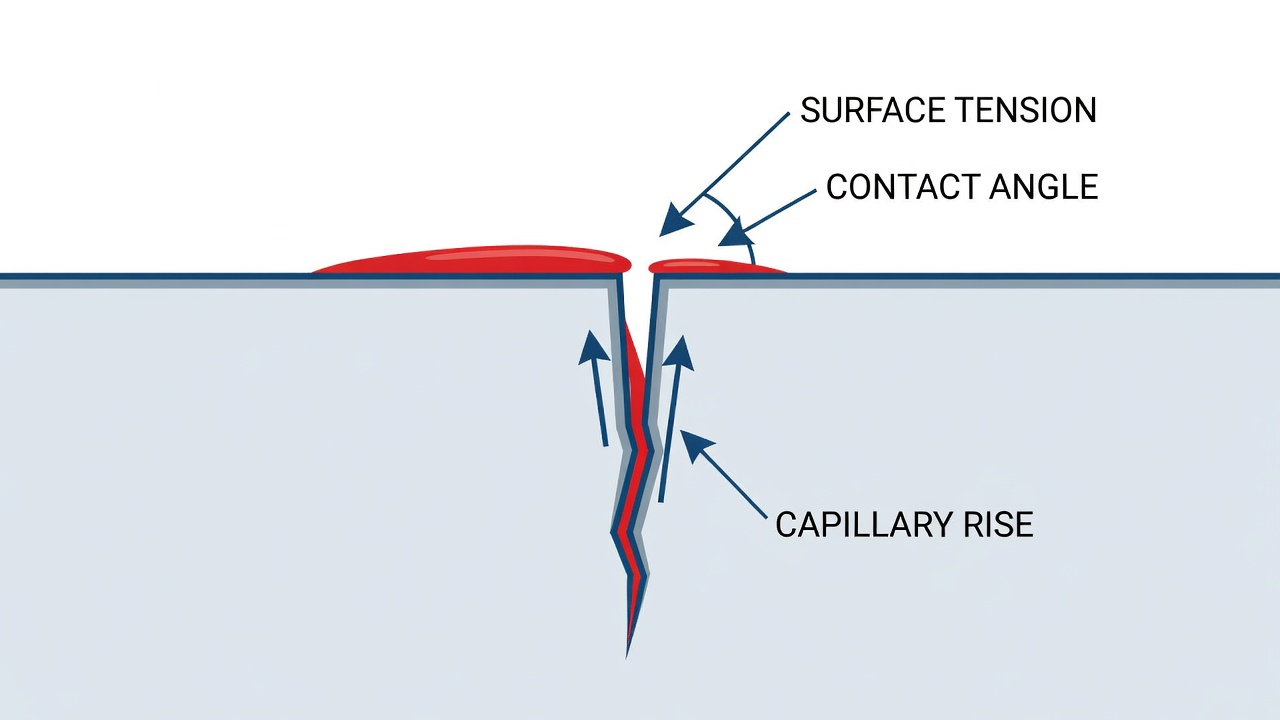
Die physikalische Grundlage der PT ist die Kapillarwirkung, die Tendenz einer Flüssigkeit, ohne äußere Kräfte in kleine Öffnungen einzudringen oder einzuwandern. Kapillarwirkung tritt auf, wenn die Adhäsionskräfte zwischen den Flüssigkeitsmolekülen und der festen Oberfläche stärker sind als die Kohäsionskräfte innerhalb der Flüssigkeit selbst. Für eine Flüssigkeit in einer engen Öffnung wie einem Riss folgt die Steighöhe der Kapillarsteiggleichung: h = (2γ cos θ) / (ρgr), wobei h die kapillare Steighöhe, γ die Oberflächenspannung, θ der Kontaktwinkel zwischen der Flüssigkeit und der festen Oberfläche, ρ die Flüssigkeitsdichte, g die Gravitation und r der Riss- oder Porenradius ist. Entscheidend ist, dass diese Gleichung zeigt, dass die Kapillarkraft mit abnehmender Fehlstellengröße zunimmt – kleinere Unregelmäßigkeiten üben eine stärkere kapillare Anziehung aus, eine kontraintuitive, aber wesentliche Eigenschaft, die es der PT ermöglicht, nanometerkleine Oberflächenöffnungen nachzuweisen.
Der Kontaktwinkel (θ) bestimmt, ob eine Flüssigkeit eine Oberfläche benetzt und in einen Riss eindringt. Ein Kontaktwinkel von 0° führt zu vollständiger Benetzung und spontaner Ausbreitung auf der Oberfläche. Winkel nahe 90° oder größer führen dazu, dass die Flüssigkeit Perlen bildet und das Eindringen in enge Öffnungen erschwert wird. Handelsübliche Eindringprüfstoffe werden so formuliert, dass sie durch die Zugabe von Tensiden und Netzmitteln sehr niedrige Kontaktwinkel auf Metalloberflächen erreichen, wodurch die Oberflächenspannung von 72 dyn/cm des Wassers auf den für Eindringprüfstoffe typischen Bereich von 25–35 dyn/cm reduziert wird. Dies gewährleistet eine gründliche Oberflächenbedeckung und einen effizienten kapillaren Eintritt in die feinsten Fehlstellen.
Die Oberflächenspannung ist die Kraft, die erforderlich ist, um die Oberfläche einer Flüssigkeit zu dehnen oder auseinanderzuziehen, verursacht durch Kohäsionskräfte, die die Oberflächenmoleküle zusammenhalten. Diese Kräfte führen dazu, dass Flüssigkeitströpfchen Kugelformen annehmen – die kleinste Oberfläche für ein gegebenes Volumen. Die Leistungsfähigkeit des Eindringprüfstoffs hängt entscheidend von der Oberflächenspannung ab. Ist die Oberflächenspannung zu hoch, dringt der Eindringprüfstoff nicht in enge Risse ein. Ist sie zu niedrig, kann der Eindringprüfstoff von senkrechten Oberflächen ablaufen oder sich nur schwer von der Oberfläche entfernen lassen, ohne auch aus Fehlstellen entfernt zu werden. Die Hersteller von Eindringprüfstoffen gleichen die Oberflächenspannung durch firmeneigene Formulierungen aus Trägerflüssigkeiten, Tensiden und Farbstoffen sorgfältig aus.
Ein wichtiger Aspekt der Kapillarwirkung ist das Verhalten von eingeschlossenen Gasen in sacklochartigen Fehlstellen. Wenn ein Riss oder Hohlraum nicht vollständig durch das Material hindurchreicht, komprimiert der vordringende Eindringprüfstoff die an der Fehlstellenspitze eingeschlossene Luft oder das Gas. Dieses komprimierte Gas erzeugt einen Gegendruck, der dem weiteren kapillaren Eindringen entgegenwirkt, bis schließlich ein Gleichgewicht erreicht ist, wenn der Kapillardruck gleich dem Gasdruck ist. Aus diesem Grund ist der Entwicklungsschritt unerlässlich – der Entwickler zieht den eingeschlossenen Eindringprüfstoff durch umgekehrte Kapillarwirkung physikalisch wieder heraus und erzeugt die sichtbare Anzeige an der Oberfläche.
Die moderne Eindringprüfung entstand während des Zweiten Weltkriegs, als die Luftfahrtindustrie nichtferromagnetische Aluminium- und Magnesiumlegierungen prüfen musste, die mit der Magnetpulverprüfung nicht geprüft werden konnten. Die Zugabe von fluoreszierenden Farbstoffen zu eindringenden Ölen im Jahr 1941 war ein bedeutender Fortschritt, der die Empfindlichkeit drastisch verbesserte. Es folgten kurz darauf rote Sichtfarbstoffe. Zu den Entwicklungen der Nachkriegszeit gehörten standardisierte Emulgatoren, wasserauswaschbare Formulierungen, mehrere Empfindlichkeitsstufen und das von SAE AMS 2644 definierte Qualifikationssystem, das die Eindringprüfstoffe bis heute regelt.
Die allgemeingültige Klassifizierung für Eindringprüfmaterialien wird durch SAE AMS 2644 — Inspection Material, Penetrant definiert. Diese Spezifikation regelt die Leistungsanforderungen, Klassifizierung, Qualifikation und die Liste qualifizierter Produkte (QPL) für Eindringprüfstoffe. Materialien müssen die Qualifikationsprüfung im Air Force Research Laboratory, Wright-Patterson AFB, Dayton, Ohio bestehen und auf QPL-AMS-2644 geführt sein, bevor sie in Luft- und Raumfahrt- sowie Verteidigungsanwendungen eingesetzt werden können. Das Klassifizierungssystem umfasst vier Hauptkategorien: Typ, Methode, Stufe und Form, mit einer zusätzlichen Klassenbezeichnung für Lösungsmittelentferner.
Typ I — Fluoreszenzeindringprüfstoff: Diese Eindringprüfstoffe enthalten chemische Verbindungen, die bei Einwirkung von UV-A-Strahlung (320–400 nm, Spitze bei 365 nm) sichtbares Licht emittieren. Der Fluoreszenzmechanismus beruht darauf, dass Elektronen Photonenenergie aus UV-Licht absorbieren, in eine höhere Orbitalbahn springen und dann durch Abgabe von Energie als längerwelliges sichtbares Licht, typischerweise gelb-grün bei 510–560 nm, in den Gleichgewichtszustand zurückkehren. Dieser Wellenlängenbereich entspricht der Spitzenempfindlichkeit des dunkeladaptierten menschlichen Auges unter skotopischen Sehbedingungen. Typ-I-Eindringprüfstoffe bieten die höchste Nachweisempfindlichkeit, da selbst winzige Mengen des Eindringprüfstoffs vor einem dunklen Hintergrund gut sichtbare Anzeigen erzeugen. Die Empfindlichkeit von Fluoreszenzeindringprüfstoffen wird zusätzlich durch die Fähigkeit des menschlichen Auges verbessert, schwache Lichtquellen unter Dunkelheit zu erkennen – die absolute Schwelle des menschlichen Sehvermögens liegt bei etwa 10⁻⁶ Candela pro Quadratmeter, wodurch Fluoreszenzanzeigen bei extrem niedrigen Konzentrationen sichtbar werden.
Typ II — Sichtbarer (Farbkontrast-)Eindringprüfstoff: Diese Eindringprüfstoffe enthalten einen roten Farbstoff (typischerweise Azofarbstoffe wie Solvent Red 164 oder C.I. Solvent Red 24), gelöst in einem eindringenden Ölträger. Sie werden bei natürlichem oder weißem Licht vor einem weißen Entwicklerhintergrund betrachtet, der den notwendigen Kontrast liefert. Typ-II-Eindringprüfstoffe sind einfacher in der Anwendung, da sie keine UV-Lichtquelle benötigen, was sie ideal für Feldprüfungen, Stichproben und Anwendungen macht, bei denen kein Strom verfügbar ist. Das US-Verteidigungsministerium verbietet jedoch die Verwendung von sichtbarem Eindringprüfstoff an Flugzeugen, Triebwerken und Raketen, außer an Teilen mit spezifischer schriftlicher technischer Genehmigung, aufgrund der geringeren Empfindlichkeit im Vergleich zu fluoreszierenden Verfahren.
Typ III — Dual-Mode-Eindringprüfstoff: Diese Eindringprüfstoffe sind sowohl bei weißem Licht als auch bei UV-Licht sichtbar, allerdings mit verminderter Sichtbarkeit in beiden Modi im Vergleich zu spezifischen Typ-I- oder Typ-II-Eindringprüfstoffen. Sie werden in speziellen Anwendungen eingesetzt, bei denen beide Prüfmodi erforderlich sein können.
Die Methodenklassifizierung definiert, wie überschüssiger Eindringprüfstoff nach der Eindringzeit von der Oberfläche entfernt wird.
Methode A — Wasserauswaschbar (selbstemulgierend): Der Eindringprüfstoff enthält einen Emulgator als integralen Bestandteil des Eindringprüfstoffträgers, was eine direkte Entfernung mit Wasser nach der Eindringzeit ermöglicht. Diese Methode ist schnell, bequem und funktioniert gut auf rauen Oberflächen, Gewinde- oder Nutteilen, Löchern und Öffnungen. Der Wasserstrahl darf einen Druck von 40 psi (276 kPa) nicht überschreiten, die Wassertemperatur muss zwischen 10–38 °C (50–100 °F) liegen, und der Strahl muss ein Grobstrahl aus einem Mindestabstand von 30 cm (12 Zoll) sein. Trotz ihrer Bequemlichkeit verbieten die US Air Force und die Navy die Methode A an allen flugkritischen Flugzeugkomponenten und allen Triebwerkskomponenten ohne spezifische schriftliche technische Genehmigung, aufgrund des Risikos des Auswaschens und Entfernens des Eindringprüfstoffs aus flachen Unregelmäßigkeiten.
Methode B — Nachemulgierbar lipophil: Der Eindringprüfstoff ist für optimale Eindring- und Sichtbarkeitseigenschaften formuliert, enthält jedoch keinen Emulgator. Nach der Eindringzeit wird ein separater ölbasierter Emulgator (lipophil, d. h. „öl liebend") auf die Teiloberfläche aufgetragen. Der Emulgator diffundiert während einer genau kontrollierten Emulgierzeit chemisch in den überschüssigen Oberflächeneindringprüfstoff und wandelt ihn in ein wasserentfernbares Gemisch um. Die Emulgierzeit ist kritisch – zu wenig Zeit hinterlässt nicht entfernbare Eindringprüfstoffreste auf der Oberfläche, während zu viel Zeit dem Emulgator erlaubt, in den in Fehlstellen eingeschlossenen Eindringprüfstoff zu diffundieren und Fehlstellenanzeigen auszuwaschen. Methode B ist gemäß militärischer Spezifikationen ebenfalls an kritischen rotierenden Triebwerkskomponenten verboten.
Methode C — Lösungsmittelentfernbar: Überschüssiger Eindringprüfstoff wird mit Lösungsmittel und sauberen fusselfreien Tüchern oder Papiertüchern entfernt. Lösungsmittelentfernbare Eindringprüfstoffe werden am häufigsten für Stellenprüfungen, Feldanwendungen und tragbare Prüfungen verwendet, bei denen kein Wasser verfügbar oder der Zugang eingeschränkt ist. Das Verfahren ist trügerisch einfach – der Techniker muss die Oberfläche mit einem leicht mit Lösungsmittel angefeuchteten Tuch abwischen, dabei für jedes Wischen einen frischen Tuchbereich verwenden und vermeiden, Lösungsmittel direkt auf die Oberfläche aufzutragen, da dies den Eindringprüfstoff aus Fehlstellen auswaschen könnte. Lösungsmittelentferner werden basierend auf ihrer chemischen Zusammensetzung als Klasse 1 (halogeniert), Klasse 2 (nichthalogeniert) oder Klasse 3 (Sonderanwendung) klassifiziert.
Methode D — Nachemulgierbar hydrophil: Diese Methode verwendet eine wasserbasierte Entfernerlösung (hydrophil, d. h. „wasser liebend"), die als Konzentrat geliefert und vor der Verwendung mit Wasser verdünnt wird. Die Entfernung erfolgt durch Waschmittel- und Tensidwirkung anstatt durch chemische Diffusion – Tenside im hydrophilen Entferner zerteilen den überschüssigen Oberflächeneindringprüfstoff in kleine Tröpfchen und verhindern eine erneute Anhaftung an der Oberfläche. Der Prozess umfasst eine Vorspülung mit Wasser, das Eintauchen oder Sprühen mit dem hydrophilen Entferner unter Bewegung, gefolgt von einer abschließenden Spülung mit Wasser. Methode D ist die in der Luft- und Raumfahrtindustrie übliche Standardmethode, da sie eine hervorragende Entfernungskontrolle ohne das Risiko der Emulgatordiffusion in fehlstellenfixierten Eindringprüfstoff bietet.
Die Empfindlichkeitsstufen gelten nur für Typ-I-Eindringprüfstoffe (Fluoreszenz) – Typ-II- und Typ-III-Eindringprüfstoffe werden ausschließlich als Stufe 1 (geringe Empfindlichkeit) eingestuft. Die fünf Empfindlichkeitsstufen sind:
| Stufe | Bezeichnung | Typische Anwendung |
|---|---|---|
| Stufe ½ | Sehr geringe Empfindlichkeit | Raue Oberflächen, Schmiedeoberflächen, hohe Hintergrundtoleranz |
| Stufe 1 | Geringe Empfindlichkeit | Allgemeine Prüfungen, Automobilkomponenten, weniger kritische Teile |
| Stufe 2 | Mittlere Empfindlichkeit | Die meisten allgemeinen Luft- und Raumfahrtanwendungen |
| Stufe 3 | Hohe Empfindlichkeit | Sicherheitskritische Luft- und Raumfahrtkomponenten, flugkritische Teile |
| Stufe 4 | Höchste Empfindlichkeit | Turbinenschaufeln, rotierende Komponenten, anspruchsvollste Anwendungen |
Die Qualifikationsprüfung der Empfindlichkeit erfolgt an Titan- oder Nickellegierungsplatten mit im Labor erzeugten Ermüdungsrissen bekannter Größe für Fluoreszenzeindringprüfstoffe und an thermisch gerissenen Aluminiumblöcken für sichtbare Eindringprüfstoffe. Hersteller senden Proben an die Wright-Patterson AFB, die die Empfindlichkeitsstufen auf der Grundlage standardisierter Vergleichstests zuweist. Die richtige Empfindlichkeit ist diejenige, die den Anzeigenkontrast maximiert – nicht unbedingt die höchste Stufe. Empfindlichere Eindringprüfstoffe weisen kleinere Risse nach, erzeugen aber eine stärkere Hintergrundfluoreszenz, die Anzeigen überdecken kann. Ein Eindringprüfstoff, der für den Oberflächenzustand zu empfindlich ist, kann einen unannehmbar hohen Hintergrund erzeugen, der die Nachweiszuverlässigkeit verringert.
Der Entwickler ist das Material, das nach der Entfernung des überschüssigen Eindringprüfstoffs aufgetragen wird, um eingeschlossenen Eindringprüfstoff aus Fehlstellen zu ziehen und seitlich zu verteilen, sodass eine sichtbare Anzeige entsteht.
Form a — Trockenpulver: Fein verteilte inerte Pulver (Talkum, Kieselsäure, Calciumcarbonat, Magnesiumcarbonat, Kaolin oder ähnliche saugfähige Mineralien), aufgetragen durch Aufstäuben, Eintauchen oder eine automatisierte Sprühkammer. Das Teil muss vor dem Auftragen vollständig trocken sein. Trockenpulverentwickler erzeugen einen dünnen, ungleichmäßigen Überzug und eignen sich am besten für raue Oberflächen.
Form b — Wasserlöslich: Weiße Pulver, die sich vollständig in Wasser auflösen und beim Trocknen einen gleichmäßigen Film bilden. Nicht empfohlen für die Verwendung mit wasserauswaschbaren Eindringprüfstoffen, da der lösliche Entwickler als zusätzlicher Emulgator wirken und Eindringprüfstoff aus Fehlstellen auswaschen könnte.
Form c — Wasser suspendierbar: In Wasser suspendierte unlösliche weiße Pulver. Erfordert ständige Bewegung, um die Suspension aufrechtzuerhalten. Erzeugt eine gleichmäßige Beschichtungsschicht.
Form d — Nichtwässrig, lösungsmittelbasiert (Typ I): Weißes Pulver, suspendiert in einem flüchtigen organischen Lösungsmittelträger, der schnell verdunstet. Das Aerosol-Sprühformat macht dies zum gebräuchlichsten Entwickler für die Fluoreszenzeindringprüfung und liefert einen dünnen, gleichmäßigen, deckenden weißen Überzug.
Form e — Nichtwässrig, lösungsmittelbasiert (Typ II): Ähnlich wie Form d, jedoch speziell für sichtbare (rote) Eindringprüfstoffe formuliert. Der weiße Hintergrund bietet maximalen Kontrast für die roten Anzeigen.
Form f — Sonderanwendung: Für kundenspezifische Anforderungen wie Hochtemperaturumgebungen oder spezifische Materialverträglichkeitsbeschränkungen.
Die bei Methode C verwendeten Lösungsmittelentferner werden basierend auf ihrer chemischen Zusammensetzung in drei Gruppen eingeteilt:
Klasse 1 — Halogeniert: Enthalten Chlor- oder Fluorverbindungen (historisch 1,1,1-Trichlorethan, heute aufgrund von Umweltauflagen weitgehend eingeschränkt). Hohe Lösungskraft, aber Umwelt- und Gesundheitsbedenken schränken ihre Verwendung ein.
Klasse 2 — Nichthalogeniert: Aliphatische oder aromatische Kohlenwasserstoffgemische. Geringere Lösungskraft als halogenierte Lösungsmittel, aber sicherer für Gesundheit und Umwelt. Am häufigsten bei Feldprüfungen verwendet.
Klasse 3 — Sonderanwendung: Für spezifische Materialverträglichkeitsanforderungen, wie z. B. niedriger Schwefel- und Chlorgehalt für Titan- oder austenitische Edelstahlanwendungen.
Das Eindringprüfverfahren folgt einer streng definierten Abfolge von sechs Schritten. Abweichungen von oder Auslassungen eines Schrittes können dazu führen, dass Fehler nicht erkannt werden.
Die Oberflächenvorbereitung ist der mit Abstand kritischste Schritt im gesamten PT-Prozess. Die Oberfläche muss frei von allen Verunreinigungen sein, die das Eindringen des Eindringprüfstoffs in Fehlstellen blockieren könnten: Schmutz, Öl, Fett, Farbe, Beschichtungen, Korrosionsprodukte, Zunder, Schweißschlacke, Schlacke, Feuchtigkeit und chemische Rückstände. Wenn der Eindringprüfstoff nicht in den Fehler eindringen kann, führt die Prüfung unabhängig von der späteren Verfahrensgenauigkeit zu einem falsch-negativen Ergebnis.
Methoden zur Entfernung von Verunreinigungen:
Kritische Oberflächenvorbereitungseinschränkungen: Mechanische Reinigungsverfahren, die Metall verschmieren oder verformen, dürfen der PT nur vorausgehen, wenn anschließend ein wirksames chemisches Ätzen durchgeführt wird, um oberflächenoffene Unregelmäßigkeiten wieder zu öffnen. Das militärische Technische Handbuch USAF TO 33B-1-1 verbietet ausdrücklich die Durchführung von PT über organischen Beschichtungen und verlangt die vollständige Entfernung von Beschichtungen vor der Prüfung.
Der Eindringprüfstoff wird durch Eintauchen, Sprühen, Aufstreichen oder Fluten auf die vorbereitete Oberfläche aufgetragen. Die gesamte Prüfläche muss vollständig und gleichmäßig bedeckt sein. Bei Teilen mit komplexen Geometrien gewährleistet das Eintauchen eine vollständige Bedeckung. Bei großen Strukturen oder Feldanwendungen ist das Sprühauftragen mit Aerosoldosen oder Sprühgeräten üblich. Das Auftragen des Eindringprüfstoffs markiert den Beginn der Eindringzeit.
Die Eindringzeit ist der Zeitraum, in dem der Eindringprüfstoff auf der Oberfläche verbleibt und die Kapillarwirkung ihn in oberflächenoffene Unregelmäßigkeiten zieht. Die Eindringzeit ist kein fester Wert – sie hängt von der Materialart, der Produktform, dem erwarteten Fehlstellentyp, der Empfindlichkeit des Eindringprüfstoffs und der Temperatur ab. Die folgenden Richtlinien zur Eindringzeit stammen aus ASME Section V, Artikel 6:
| Werkstoff | Produktform | Erwartete Unregelmäßigkeiten | Eindringzeit (Minuten) |
|---|---|---|---|
| Kohlenstoffstahl, niedriglegierter Stahl | Schweißnähte | Risse, Bindefehler, Porosität | 5 |
| Aluminium, Magnesium, Edelstahl | Geschmiedete Formen | Risse, Überlappungen | 10 |
| Aluminiumguss, Magnesiumguss | Gussstücke | Risse, Schrumpfung, Porosität | 10 |
| Stahl, Titan, Hochtemperaturlegierungen | Gussstücke | Risse, Schrumpfung, Porosität | 20 |
| Die meisten Werkstoffe | Alle Formen | Enge Risse, sehr feine Fehlstellen | 30–60 |
Temperatureffekte auf die Eindringzeit: Der normale Temperaturbereich für PT liegt bei 10–52 °C (50–125 °F). Bei Prüfobjekttemperaturen zwischen 4–10 °C (40–50 °F) muss die Eindringzeit verdoppelt werden. Unter 4 °C (40 °F) wird PT nicht empfohlen, da die Viskosität des Eindringprüfstoffs erheblich zunimmt und die Kapillarwirkung verringert. Über 52 °C (125 °F) kann der Eindringprüfstoff verdampfen und Fluoreszenzfarbstoffe können einen Hitzeschaden erleiden – dauerhaften Verlust der Fluoreszenzhelligkeit.
Wichtige Überlegungen zur Eindringzeit: Verlängerte Eindringzeiten sind in der Regel unschädlich, sofern der Eindringprüfstoff auf der Oberfläche nicht eintrocknet. Wenn der Eindringprüfstoff während der Eindringzeit eintrocknet, kann er nicht ausreichend entfernt werden und erzeugt einen hohen Hintergrund, der Fehlstellenanzeigen überdeckt. Die Eindringzeit sollte bei engen Rissen, Ermüdungsrissen und Spannungsrisskorrosionsrissen, die voraussichtlich sehr fein sind, verlängert werden.
Die Entfernung des überschüssigen Eindringprüfstoffs ist der bedienerabhängigste Schritt und die häufigste Ursache für falsch-negative Ergebnisse. Die Entfernungsmethode muss den gesamten Oberflächeneindringprüfstoff beseitigen, während der in Unregelmäßigkeiten eingeschlossene Eindringprüfstoff ungestört bleibt.
Methode A — Wasserauswaschbare Entfernung: Wasserstrahl bei einem Druck von höchstens 40 psi (276 kPa), Wassertemperatur 10–38 °C (50–100 °F), mit einem Grobstrahl aus einem Mindestabstand von 30 cm (12 Zoll). Der Strahl sollte so gerichtet sein, dass er den Eindringprüfstoff von der Oberfläche wischt und nicht wegbläst. Übermäßiges Waschen ist die häufigste Einzelursache für falsch-negative Ergebnisse bei Methode A.
Methode B — Lipophile nachemulgierbare Entfernung: Den lipophilen Emulgator durch Eintauchen oder Fluten für die vom Hersteller angegebene Emulgierzeit (typischerweise 1–5 Minuten) auftragen. Anschließend mit Wasserstrahl spülen. Die Emulgierzeit ist kritisch – unzureichende Zeit hinterlässt nicht entfernbaren Oberflächeneindringprüfstoff, während übermäßige Zeit dem Emulgator erlaubt, in Fehlstellen zu diffundieren und Anzeigen auszuwaschen.
Methode C — Lösungsmittelentfernbare Entfernung: Die Oberfläche mit einem sauberen, fusselfreien, leicht mit Lösungsmittel angefeuchteten Tuch abwischen. Für jeden Wischvorgang einen frischen Tuchbereich verwenden. Lösungsmittel nicht direkt auf die Oberfläche auftragen – dies würde den Eindringprüfstoff aus Unregelmäßigkeiten auswaschen. Das Wischen mit sauberen Tuchbereichen wiederholen, bis das Tuch keine Eindringprüfstoffrückstände mehr zeigt.
Methode D — Hydrophile nachemulgierbare Entfernung: Mit Wasser vorspülen, um den groben Oberflächeneindringprüfstoff zu entfernen. Die hydrophile Entfernerlösung (typischerweise 1–5 % Konzentration in Wasser) mit sanfter Bewegung für die vom Hersteller angegebene Zeit (typischerweise 2–5 Minuten) durch Eintauchen oder Sprühen auftragen. Abschließend mit sauberem Wasser spülen.
Nach der Entfernung des überschüssigen Eindringprüfstoffs muss das Teil vor dem Auftragen des Entwicklers getrocknet werden. Das Trocknen erfolgt typischerweise durch:
Der Entwickler wird dann gemäß den Anweisungen des Herstellers aufgetragen. Der Entwickler erfüllt drei Funktionen:
Entwicklerzeit: Nach dem Auftragen des Entwicklers sind mindestens 10 Minuten erforderlich, damit die umgekehrte Kapillarwirkung den eingeschlossenen Eindringprüfstoff vollständig aus den Unregelmäßigkeiten ziehen kann. Die Prüfung muss innerhalb von 10–60 Minuten nach dem Auftragen des Entwicklers durchgeführt werden. Nach 60 Minuten können Anzeigen zu weit ausbluten und diffundieren, was die Interpretation ungültig macht.
Der letzte Schritt ist die Sichtprüfung der entwickelten Oberfläche auf Anzeigen.
Bei Typ I (Fluoreszenzeindringprüfstoff): Die Prüfung erfolgt in einem abgedunkelten Bereich mit auf 8–20 Lux begrenztem Umgebungslicht (je nach Spezifikation). Die Oberfläche wird mit UV-A-Licht (Schwarzlicht) bei einer Wellenlänge von 320–400 nm mit einer Spitze bei 365 nm beleuchtet. Die minimale UV-A-Intensität an der Prüfläche beträgt typischerweise 1.000 µW/cm² (10 W/m²). Der Prüfer muss eine Dunkeladaptationszeit (mindestens 5–10 Minuten) für maximale visuelle Empfindlichkeit einhalten. Anzeigen erscheinen als helle gelb-grüne Markierungen auf dunklem Hintergrund.
Bei Typ II (sichtbarer Eindringprüfstoff): Die Prüfung erfolgt unter ausreichendem weißen Licht von mindestens 500 Lux (50 foot-candles) an der Prüfläche. Anzeigen erscheinen als hellrote Markierungen auf weißem Entwicklerhintergrund.
Bewertungskriterien umfassen:
Die Annahmekriterien werden durch die geltende Norm oder Spezifikation definiert (AWS D1.5 für Brückenschweißnähte, ASME Section VIII für Druckbehälter, Kundenspezifikationen für Luft- und Raumfahrtkomponenten). Alle Anzeigen, die die Annahmegrenzen überschreiten, müssen zur Bewertung oder Reparatur markiert werden.
Reinigung nach der Prüfung: Alle Eindringprüfstoffmaterialien müssen nach der Prüfung vollständig vom Teil entfernt werden, um chemische Angriffe, kosmetische Verfärbungen oder Beeinträchtigungen nachfolgender Prozesse wie Lackieren, Schweißen oder Wärmebehandlung zu verhindern.
Der Eindringprüfstoffträger (die flüssige Basis) ist typischerweise Erdöl – hochsiedende Kerosinfraktionen, Mineralöle oder proprietäre Kohlenwasserstoffgemische. Wichtige physikalische Eigenschaften gemäß AMS 2644 umfassen: Viskosität (beeinflusst die Eindringgeschwindigkeit in Risse – hohe Viskosität dringt langsam ein, haftet aber besser an senkrechten Oberflächen), spezifisches Gewicht (typischerweise unter 1,0, da die meisten Eindringprüfstoffe organisch und leichter als Wasser sind; Wasserverunreinigungen sinken auf den Tankboden), Flammpunkt (mindestens 93 °C oder 200 °F für offene Tankverwendung gemäß AMS 2644) und Flüchtigkeit (geringe Flüchtigkeit bevorzugt, um Verdunstung, Eintrocknen auf Teilen, Brandgefahr und Toxizität zu minimieren).
Fluoreszenzfarbstoffe in Typ-I-Eindringprüfstoffen basieren auf Cumarin-, Naphthalimid- oder Benzoxazol-Derivaten. Diese Verbindungen werden aufgrund ihrer hohen Quantenausbeute (Umwandlung von absorbiertem UV-Licht in sichtbares Licht), Lichtbeständigkeit (Widerstandsfähigkeit gegen Ausbleichen unter UV-Einwirkung) und Löslichkeit im Eindringprüfstoffträger ausgewählt. Die Farbstoffe sind so formuliert, dass sie bei 510–560 nm (gelb-grün) emittieren, was der Spitzenempfindlichkeit des dunkeladaptierten menschlichen Auges entspricht.
Sichtbare Farbstoffe in Typ-II-Eindringprüfstoffen sind rote Azofarbstoffe wie Solvent Red 164 oder C.I. Solvent Red 24. Diese Farbstoffe bieten maximalen Kontrast gegen den weißen Entwicklerhintergrund und sind im Kohlenwasserstoffträgersystem löslich.
Emulgatoren:
Entwickler:
Chemische Einschränkungen gelten für bestimmte Werkstoffe. Schwefel- und Halogenidgrenzwerte sind bei der Prüfung von austenitischen Edelstählen (zur Vermeidung von Versprödung während einer nachfolgenden Wärmebehandlung) und Titanlegierungen (zur Vermeidung von Korrosion bei erhöhten Temperaturen) erforderlich. Schwefel-/chlorarme Eindringprüfstoffe (typischerweise weniger als 200 ppm jeweils) sind für diese Anwendungen erhältlich. Sauerstoffverträglichkeit erfordert nicht-ölbasierte Eindringprüfstoffe für Sauerstoffsystemkomponenten, da Ölrückstände in Sauerstoff explodieren oder heftig verbrennen können.
Die Empfindlichkeitsstufe eines Eindringprüfsystems ist der wichtigste Faktor für seine Fähigkeit, feine Fehler zu erkennen. Der Zielkonflikt zwischen Empfindlichkeit und Hintergrund ist die grundlegende technische Überlegung: empfindlichere Eindringprüfstoffe erkennen kleinere Risse, erzeugen aber eine stärkere Hintergrundfluoreszenz, die Anzeigen überdecken kann. Weniger empfindliche Eindringprüfstoffe haben weniger Hintergrund, können aber die feinsten Anzeigen nicht erkennen. Die richtige Empfindlichkeit ist diejenige, die den Anzeigenkontrast maximiert – das Verhältnis von Anzeigenhelligkeit zu Hintergrundhelligkeit.
Stufe ½ (Sehr geringe Empfindlichkeit): Hauptsächlich für Oberflächen mit erheblicher Rauigkeit verwendet, wie z. B. Schmiede- oder Gussrohflächen. Der hohe Hintergrund, der durch einen empfindlicheren Eindringprüfstoff auf diesen rauen Oberflächen erzeugt würde, würde alle Fehlstellenanzeigen überdecken. Eindringprüfstoffe der Stufe ½ sind so formuliert, dass sie den Hintergrund minimieren und gleichzeitig eine ausreichende Empfindlichkeit für die relevanten Fehlstellengrößen auf rauen Oberflächen bieten.
Stufe 1 (Geringe Empfindlichkeit): Geeignet für allgemeine industrielle Prüfungen, bei denen die interessierende Fehlstellengröße relativ groß ist. Üblich im Automobilbau, bei Schwermaschinen und im Stahlbau, wo Spezifikationen keinen Nachweis sehr feiner Risse verlangen.
Stufe 2 (Mittlere Empfindlichkeit): Die gebräuchlichste Empfindlichkeitsstufe für die allgemeine Luft- und Raumfahrtfertigung und -instandhaltung. Sie bietet ein ausgewogenes Verhältnis zwischen Nachweisfähigkeit und akzeptablen Hintergrundpegeln auf den meisten Oberflächen.
Stufe 3 (Hohe Empfindlichkeit): Erforderlich für sicherheitskritische Luft- und Raumfahrtkomponenten einschließlich Flugsteuerungssysteme, primäre Strukturelemente und Druckbehälter. Eindringprüfstoffe der Stufe 3 können Ermüdungsrisse im Bereich von 1–3 µm Breite nachweisen.
Stufe 4 (Höchste Empfindlichkeit): Die höchste verfügbare Empfindlichkeit, verwendet für anspruchsvollste Anwendungen einschließlich rotierender Turbinentriebwerkskomponenten (Scheiben, Schaufeln, Wellen), bei denen ein einziger unentdeckter Riss zu einem katastrophalen Versagen führen könnte. Eindringprüfstoffe der Stufe 4 können unter optimalen Bedingungen Risse mit einer Breite von nur 150 nm nachweisen, erfordern jedoch extrem saubere Oberflächen und sorgfältige Verarbeitung, um die Hintergrundpegel zu kontrollieren.
Die Auswahl der Empfindlichkeitsstufe sollte auf der Grundlage der für das zu prüfende Bauteil geltenden Spezifikation erfolgen. Wenn keine Spezifikation die Empfindlichkeitsstufe vorgibt, wird die Bewertung an tatsächlichen Produktionsteilen mit bekannten Fehlstellentypen empfohlen, um die optimale Empfindlichkeit für die spezifische Anwendung zu bestimmen.
Die Federal Highway Administration (FHWA) erkennt die Farbeindringprüfung als gültiges NDT-Verfahren für die Stahlbrückenprüfung an, insbesondere zum Nachweis von oberflächenoffenen Rissen in Schweißverbindungen, bruchkritischen Bauteilen und ermüdungsgefährdeten Details. PT wird an Brückenkomponenten eingesetzt, bei denen die Magnetpulverprüfung (MT) aufgrund nichtferromagnetischer Werkstoffe oder Zugangsbeschränkungen nicht verwendet werden kann.

Anwendungen in der Brückenprüfung:
Verfahren für die Brückenfeldprüfung: Die PT an Brücken wird in der Regel nach der lösungsmittelentfernbaren Methode (Methode C) mit sichtbarem Eindringprüfstoff (Typ II) in tragbaren Aerosolkits durchgeführt. Das Verfahren umfasst: Reinigen des Prüfbereichs mit Lösungsmittel zur Entfernung von Schmutz, Fett und losem Rost; Schleifen oder Drahtbürsten, um bei Bedarf blankes Metall freizulegen; Auftragen des Eindringprüfstoffs durch Aerosolsprühen mit entsprechender Eindringzeit (10–20 Minuten für Ermüdungsrisserkennung); Entfernen des überschüssigen Eindringprüfstoffs mit lösungsmittelgetränkten Tüchern; Auftragen des nichtwässrigen Entwicklers (Form e) aus der Aerosoldose; und Prüfen nach 10–60 Minuten Entwicklerzeit bei ausreichendem weißen Licht.
Einschränkungen für die Brückenprüfung: PT kann nur oberflächenoffene Fehler nachweisen – innere Fehler, eingeschlossene Schlacke oder oberflächennahe Ermüdungsrisse, die nicht bis zur Oberfläche durchgewachsen sind, können nicht erkannt werden. Raue Schweißnahtoberflächen können falsche Anzeigen durch in Oberflächenunregelmäßigkeiten eingeschlossenen Eindringprüfstoff erzeugen. PT erfordert, dass die Brückenteiloberfläche die geeignete Temperatur (10–52 °C, 50–125 °F) aufweist und frei von Beschichtungen ist. Farbe muss vor der Durchführung der PT vom Prüfbereich entfernt werden. Nach der Prüfung müssen alle Eindringprüfstoffrückstände vom Brückenteil gereinigt werden.
Die Farbeindringprüfung wird häufig für die Schweißnahtprüfung in Fertigungswerkstätten und im Bauwesen eingesetzt. Sie ist in mehreren Schweißnormen als Annahmeverfahren festgelegt, darunter AWS D1.1 (Structural Welding Code — Steel) und AWS D1.5 (Bridge Welding Code). PT wird typischerweise an Schweißnähten angewendet, bei denen die Durchstrahlungs- oder Ultraschallprüfung aufgrund der Verbindungsgeometrie, Zugangsbeschränkungen oder Materialdicken keine ausreichende Abdeckung bieten kann.
Durch PT nachweisbare Arten von Schweißnahtfehlern:
| Unregelmäßigkeit | Beschreibung | Typische PT-Anzeige |
|---|---|---|
| Heißrisse | Erstarrungsrisse, die bei erhöhten Temperaturen während der Schweißnahtabkühlung entstehen | Unregelmäßige, verzweigte Linienanzeigen entlang der Schweißnahtmitte |
| Kaltrisse | Wasserstoffinduzierte oder verzögerte Risse in der Wärmeeinflusszone | Scharfe, gerade Linienanzeigen typischerweise parallel zur Schweißnahtachse |
| Kraterrisse | Risse am Endpunkt der Schweißraupe | Sternförmige oder mehrere kurze Linienanzeigen am Krater |
| Porosität | Im erstarrenden Schweißgut eingeschlossene Gasporen | Runde, kreisförmige Anzeigen im gesamten Schweißgut verteilt |
| Bindefehler | Unvollständige Verschmelzung zwischen Schweißgut und Grundwerkstoff oder zwischen aufeinanderfolgenden Schweißraupen | Glatte, längliche Linienanzeigen an der Verschmelzungslinie |
| Einbrandkerbe | In den Grundwerkstoff am Schweißnahtzeh eingeschmolzene, nicht ausgefüllte Rille | Linienanzeige am Schweißnahtzeh |
| Oberflächliche Schlackeeinschlüsse | Nichtmetallische, an der Schweißnahtoberfläche eingeschlossene Schlacke | Unregelmäßige, globulare Anzeigen |
| Nadelstiche | Sehr kleine einzelne Gasporen | Feine Punktanzeigen, oft in Clustern |
PT-Verfahren für die Schweißnahtprüfung: Schweißnahtoberflächen müssen bis auf das blanke Metall gereinigt werden, wobei sämtliche Schlacke, Spritzer, Schleifstaub und Oxide zu entfernen sind. Bei Schweißnähten mit enger Geometrie (schmale Nutschweißnähte, Kehlnähte in Ecken) sollte die Eindringzeit auf 15–20 Minuten erhöht werden, um ein ausreichendes Eindringen zu gewährleisten. Der Entwickler sollte in einem dünnen, gleichmäßigen Film aufgetragen werden – übermäßiger Entwickler kann feine Anzeigen überdecken. Die Prüfung sollte sich auf die Schweißnahtfläche, die Schweißnahtzehen (wo Ermüdungsrisse typischerweise beginnen) und die an die Schweißnaht angrenzende Wärmeeinflusszone konzentrieren.
Vorteile von PT für die Schweißnahtprüfung:
Einschränkungen für die Schweißnahtprüfung:
Annahmekriterien für Schweißnahtanzeigen: AWS D1.5 (Bridge Welding Code) legt fest, dass jede lineare Anzeige (Länge größer als die dreifache Breite) unzulässig ist. Runde Anzeigen (Länge gleich oder kleiner als die dreifache Breite) müssen bestimmte Größenbegrenzungen basierend auf der Schweißnahtdicke einhalten. Anzeigen mit einer Häufigkeit von mehr als vier auf einer beliebigen Schweißnahtlänge von 150 mm (6 Zoll) sind ebenfalls unabhängig von der Einzelgröße unzulässig.
Die Farbeindringprüfung ist grundsätzlich für Beton und andere poröse Werkstoffe ungeeignet. Diese Einschränkung wird in allen maßgebenden NDT-Referenzen einschließlich ASTM E1417, SAE AMS 2644 und USAF TO 33B-1-1 klar angegeben. Das Verständnis, warum PT an Beton versagt, ist für Prüfer und Ingenieure bei der Planung von NDT-Programmen unerlässlich.
Warum PT an Beton versagt:
Absorption in das Grundmaterial – Beton ist ein hochporöser Werkstoff mit einer komplexen Porenstruktur, kapillaren Hohlräumen und Mikrorissen im gesamten Volumen. Beim Auftragen des Eindringprüfstoffs dringt dieser in diese inhärente Porosität ein, anstatt lokal in spezifischen Fehlstellen zu verbleiben. Der Eindringprüfstoff wird über die gesamte Oberfläche absorbiert, nicht nur an Rissöffnungen.
Zurückhalten des Eindringprüfstoffs – Sobald der Eindringprüfstoff in die poröse Betonstruktur eingedrungen ist, kann er mit keiner praktikablen Methode entfernt werden. Wischen, Lösungsmittelreinigung oder Waschen mit Wasser können den Eindringprüfstoff nicht aus dem vernetzten Porensystem extrahieren. Dies hinterlässt permanente Verfärbungen auf der Betonoberfläche.
Keine fehlstellenspezifischen Anzeigen – Der auf eine mit Eindringprüfstoff getränkte poröse Oberfläche aufgetragene Entwickler zeigt eine gleichmäßige Färbung anstelle lokalisierter Anzeigen an Fehlstellen. Die gesamte Oberfläche fluoresziert oder zeigt eine rote Färbung, was es unmöglich macht, zwischen inhärenter Porosität und tatsächlichen Rissen zu unterscheiden.
Falsch-positive Ergebnisse – Die gleichmäßige Absorption des Eindringprüfstoffs in die Betonoberfläche erzeugt Anzeigen über den gesamten geprüften Bereich, die als weitverbreitete Fehler fehlinterpretiert werden könnten.
Alternative Verfahren zur Risserkennung an Beton:
Andere mit PT nicht kompatible Werkstoffe:
Die Farbeindringprüfung und die Magnetpulverprüfung sind komplementäre zerstörungsfreie Oberflächenprüfverfahren, die einige Anwendungen gemeinsam haben, jedoch grundlegend unterschiedliche physikalische Prinzipien und Fähigkeiten aufweisen. Das Verständnis, wann PT gegenüber MT einzusetzen ist – und wann beide – ist entscheidend für eine effektive Prüfplanung.
| Fähigkeit | Eindringprüfung (PT) | Magnetpulverprüfung (MT) |
|---|---|---|
| Werkstoffeinschränkung | Nur porenfreie Werkstoffe | Nur ferromagnetische Werkstoffe (Eisen, Nickel, Kobalt und deren Legierungen – hauptsächlich Stahl) |
| Nachweisbare Unregelmäßigkeiten | Nur oberflächenoffen | Oberflächen- und oberflächennah (bis zu 1–2 mm Tiefe) |
| Nichtmagnetische Werkstoffe | Funktioniert an allen porenfreien Werkstoffen (Al, Ti, Cu, Mg, Kunststoffe, Keramiken) | Kann nicht an nichtferromagnetischen Werkstoffen verwendet werden |
| Komplexe Geometrien | Hervorragend bei komplexen Geometrien (alle Oberflächen gleichzeitig bedeckt) | Erfordert Magnetfeldeinrichtung; komplexe Geometrien erfordern möglicherweise mehrere Magnetisierungen |
| Oberflächengüteempfindlichkeit | Erfordert saubere, porenfreie Oberfläche; raue Oberflächen erzeugen Hintergrundprobleme | Weniger beeinflusst durch mäßige Oberflächenrauigkeit |
| Beschichtungstoleranz | Muss von allen Beschichtungen befreit werden | Kann durch dünne nichtferromagnetische Beschichtungen hindurch nachweisen (bis zu ~50 µm) |
| Tragbarkeit | Hoch tragbar – Aerosolkits benötigen keine externe Stromversorgung (Typ II) | Erfordert Stromquelle für Elektromagnete; Permanentmagnete verfügbar, aber weniger effektiv |
| Geschwindigkeit | Mehrstufiger Prozess, insgesamt 15–70 Minuten pro Charge | Schnellerer einstufiger Prozess für Einzelteile |
| Empfindlichkeit bei kleinen Fehlern | Sehr hoch – insbesondere fluoreszierend Stufe 3–4 | Sehr hoch – kann sehr enge Risse nachweisen |
| Nachweis unter der Oberfläche | Keine – nur Oberfläche | Kann oberflächennahe, nicht oberflächenoffene Fehler nachweisen |
| Kosten | Geringere Gerätekosten; wiederkehrende Verbrauchsmaterialkosten | Moderate Gerätekosten; geringere Verbrauchsmaterialkosten |
| Reinigung nach der Prüfung | Erforderlich – alle Eindringprüfstoff- und Entwicklerrückstände entfernen | Geringfügig – Magnetpulver leicht entfernbar |
| Gesundheit und Sicherheit | Handhabung von Chemikalien (Lösungsmittel, Farbstoffe, Entwickler) | Elektrische Sicherheit (Magnetisierungsgeräte); keine chemischen Gefahren |
Wann PT gegenüber MT zu wählen ist:
Wann MT gegenüber PT zu wählen ist:
Komplementäre Anwendung in der Luft- und Raumfahrt und Brückenprüfung: In vielen Einrichtungen werden beide Verfahren am selben Bauteil eingesetzt – MT an Stahlteilen und PT an Aluminiumlegierungsteilen derselben Baugruppe. Beispielsweise verwenden Flugzeugfahrwerksbaugruppen typischerweise MT an Stahlkomponenten (Achsen, Kolben) und PT an Aluminiumkomponenten (Schmiede-, Gussstücke) an derselben Prüfstation mit unterschiedlichen Verfahrensabläufen.
Die Farbeindringprüfung wird durch ein umfassendes Rahmenwerk internationaler, nationaler und branchenspezifischer Normen geregelt, die Materialanforderungen, Verfahren, Kalibrierung, Personalqualifikation und Annahmekriterien definieren.
ASTM E1417/E1417M — Standard Practice for Liquid Penetrant Testing: Die primäre Verfahrensnorm für PT in den USA. Sie legt Mindestanforderungen für die Durchführung der Flüssigeindringprüfung von porenfreien Metall- und Nichtmetallkomponenten fest. Sie ersetzt MIL-STD-6866. Die Norm umfasst alle Typ-/Methoden-/Stufen-/Formen-/Klassenkombinationen aus SAE AMS 2644 und definiert allgemeine Verfahren, Kalibrierungsanforderungen und Berichterstattung. Anwendbar für Zwischen-, End- und Wartungsprüfungen (im Dienst).
ASTM E165/E165M — Standard Practice for Liquid Penetrant Testing for General Industrial Components: Enthält detaillierte Anleitungen zur Erstellung der detaillierten Verfahren, die von E1417 gefordert werden. Behandelt Geräteanforderungen, Oberflächenvorbereitung, Auftragen des Eindringprüfstoffs, Eindringzeit, Entfernungstechniken, Entwicklerauftrag, Prüfung, Bewertung und Berichterstattung. Dies ist die Norm, auf die in industriellen und infrastrukturellen PT-Spezifikationen am häufigsten verwiesen wird.
SAE AMS 2644 — Inspection Material, Penetrant: Die Klassifizierungsnorm für Eindringprüfmaterialien. Definiert Typ (I fluoreszierend, II sichtbar, III dual), Methode (A wasserauswaschbar, B lipophil PE, C lösungsmittelentfernbar, D hydrophil PE), Stufe (½, 1, 2, 3, 4), Form (a Trockenpulver, b wasserlöslich, c wasser suspendierbar, d/e nichtwässrig, f Sonderanwendung) und Klasse (1 halogeniert, 2 nichthalogeniert, 3 Sonderanwendung). Regelt die Qualifikationsprüfung und die QPL-Listung durch die Wright-Patterson AFB.
ASME Section V, Artikel 6 — Liquid Penetrant Examination: Regelt PT in Druckbehälter- und Kesselanwendungen. Legt Eindringzeiten, Temperaturkorrekturfaktoren, Entwicklerzeiten und Annahmekriterien für nukleare und druckbehältertechnische Komponenten fest. Die Tabellen zur Eindringzeit aus Artikel 6 sind in der Industrie am weitesten verbreitet.
AWS D1.5 — Bridge Welding Code: Verweist auf PT als zulässiges NDT-Verfahren für die Schweißnahtprüfung im Stahlbrückenbau und in der Feldverschweißung. Definiert Annahmekriterien für PT-Anzeigen in Brückenschweißnähten.
AWS D1.1 — Structural Welding Code — Steel: Verweist auf PT für die Schweißnahtprüfung in allgemeinen Stahlbauanwendungen. Definiert Verfahren und Annahmegrenzen.
ISO 3452 — Zerstörungsfreie Prüfung — Eindringprüfung: Die internationale Normenreihe zur PT. ISO 3452-1 behandelt allgemeine Grundsätze, ISO 3452-2 behandelt die Prüfung von Eindringprüfmaterialien, ISO 3452-3 behandelt Referenzprüfkörper und ISO 3452-4 behandelt Geräte.
NAS-410 — Certification and Qualification of Nondestructive Test Personnel: Regelt die Zertifizierung von NDT-Personal in der Luft- und Raumfahrtindustrie. Definiert Ausbildungsstunden, Erfahrungsanforderungen und Prüfungsanforderungen für PT-Personal der Stufen I, II und III. Wird auch von ASNT SNT-TC-1A für industrielle Anwendungen referenziert.
USAF TO 33B-1-1 / NAVAIR 01-1A-16-1 / TM 1-1500-335-23 — Joint Tri-Service Technical Manual: Das umfassendste Verfahrensdokument für die Eindringprüfung von Militärflugzeugen. Enthält detaillierte Anforderungen für alle Aspekte der PT, einschließlich Materialqualifikation, Prozesskontrolle, Eindringzeiten, Empfindlichkeitsüberprüfung und Geräteanforderungen.
Hohe Empfindlichkeit gegenüber feinen Oberflächenfehlern. Die fluoreszierende Eindringprüfung mit Empfindlichkeitsstufe 3–4 kann oberflächenoffene Risse mit einer Breite von nur 150 Nanometern nachweisen. Diese Empfindlichkeit macht PT zu einer der effektivsten Methoden zum Nachweis von Ermüdungsrissen, Spannungsrisskorrosionsrissen und anderen feinen Oberflächenunregelmäßigkeiten an kritischen Komponenten.
Anwendbar auf eine breite Palette von Werkstoffen. PT funktioniert an praktisch jedem porenfreien Werkstoff: allen Metallen (Eisen- und Nichteisenmetalle), Keramiken, Gläsern, bestimmten Kunststoffen und Verbundwerkstoffen. Diese Vielseitigkeit macht PT in der Luft- und Raumfahrt, der Automobilindustrie, der Energieerzeugung, der chemischen Verarbeitung, der Brückenprüfung und der allgemeinen Fertigung einsetzbar.
Fähigkeit bei komplexen Geometrien. Da der Eindringprüfstoff als Flüssigkeit aufgetragen wird, die sich jeder Oberfläche anpasst, können mit PT komplexe Geometrien geprüft werden, die mit anderen NDT-Verfahren schwer oder gar nicht prüfbar sind. Gewindeteile, Zahnräder, Keilwellen und innere Kanäle können alle gleichzeitig geprüft werden.
Großflächenprüfung. PT kann große Oberflächenbereiche in einem einzigen Prozess prüfen. Die Stapelverarbeitung mehrerer kleiner Teile ist effizient. Bei großen Strukturbauteilen kann der gesamte kritische Bereich in einer Anwendung geprüft werden.
Tragbar und feldeinsetzbar. Aerosol-Eindringprüfkits ermöglichen die Durchführung von PT überall ohne externe Stromversorgung oder spezielle Ausrüstung. Dies macht PT ideal für die Feldprüfung von Brücken, Pipelines, Lagertanks und Anlagen im Betrieb.
Sofortige visuelle Ergebnisse. PT-Anzeigen sind direkt auf der Oberfläche sichtbar und liefern eine sofortige Bestätigung der Fehlerstelle, -größe und -ausrichtung. Es ist keine Signalinterpretation oder komplexe Datenanalyse erforderlich.
Niedrige anfängliche Gerätekosten. Im Vergleich zur Ultraschall-, Durchstrahlungs- oder Wirbelstromprüfung erfordert PT nur minimale Kapitalinvestitionen. Die Hauptkosten sind Verbrauchsmaterialien für die Eindringprüfung.
Nur oberflächenoffene Fehler. PT kann keine Fehler unter der Oberfläche, innere Hohlräume oder eingeschlossene Unregelmäßigkeiten nachweisen. Ein Fehler muss zur Oberfläche hin offen sein, damit der Eindringprüfstoff eindringen kann.
Nur porenfreie Werkstoffe. PT kann nicht an porösen Werkstoffen wie Beton, Holz, unglasierten Keramiken, pulvermetallurgischen Teilen oder eloxiertem Aluminium eingesetzt werden. Der Eindringprüfstoff wird in das Grundmaterial absorbiert und erzeugt nicht interpretierbare Ergebnisse.
Mehrere Verfahrensschritte. Der sechsstufige PT-Verfahrensablauf dauert je nach Eindringzeitanforderungen 15–70 Minuten. Dies ist langsamer als MT für ferromagnetische Teile und deutlich langsamer als die Sichtprüfung.
Bedienerabhängige Ergebnisse. PT ist stark abhängig von der Fähigkeit und Sorgfalt des Bedieners. Unsachgemäße Reinigung, unzureichende Eindringzeit, übermäßiges Waschen während der Entfernung oder falsches Auftragen des Entwicklers können alle zu falsch-negativen Ergebnissen führen.
Anforderungen an die Oberflächenvorbereitung. Oberflächen müssen sauber, trocken und frei von allen Verunreinigungen sein. Beschichtungen, Farbe, Plattierung, Fett, Öl, Feuchtigkeit und chemische Rückstände müssen vollständig entfernt werden. Diese Vorbereitungszeit kann bei im Dienst befindlichen Komponenten erheblich sein.
Handhabung und Entsorgung von Chemikalien. PT verwendet Lösungsmittel, Eindringprüfchemikalien und Entwickler, die eine ordnungsgemäße Handhabung, Lagerung und Entsorgung erfordern. Zu den Gesundheits- und Sicherheitsaspekten gehören Entflammbarkeit, Einatmungsgefahren, Hautkontakt und Umweltvorschriften für die Abfallentsorgung.
Temperaturempfindlichkeit. Die PT-Leistung verschlechtert sich außerhalb des Bereichs von 10–52 °C (50–125 °F). Niedrige Temperaturen erhöhen die Viskosität des Eindringprüfstoffs und verringern die Kapillarwirkung. Hohe Temperaturen verursachen Verdunstung des Eindringprüfstoffs, Abbau des Fluoreszenzfarbstoffs und erhöhte Brandgefahr.
Reinigung nach der Prüfung erforderlich. Alle Eindringprüfstoff- und Entwicklerrückstände müssen nach der Prüfung vollständig entfernt werden. Dies erhöht Zeit- und Kostenaufwand, insbesondere bei Komponenten, die später lackiert, geschweißt oder in Hochtemperaturanwendungen eingesetzt werden.
Keine dauerhafte Aufzeichnung. PT-Anzeigen sind vorübergehend – sie bestehen nur während des Prüffensters (10–60 Minuten nach dem Auftragen des Entwicklers). Fotografische Dokumentation ist für die Erstellung dauerhafter Aufzeichnungen unerlässlich. Die Anzeige kann sich verändern oder verschwinden, wenn der Entwickler trocknet oder der Eindringprüfstoff sich weiter ausbreitet.
Falsche Anzeigen durch Oberflächenrauigkeit. Raue Oberflächen, Kratzer, Bearbeitungsspuren und Oberflächenporosität können Eindringprüfstoff zurückhalten und falsche Anzeigen erzeugen, die von echten Fehlern nur schwer zu unterscheiden sind.
Die Flüssigeindringprüfung ist eines der ältesten NDT-Verfahren. Ihre Ursprünge reichen in das späte 19. Jahrhundert zurück, als Eisenbahninstandsetzungswerkstätten die Öl-Kreide-Methode entwickelten. Teile wurden in gebrauchtem Maschinenöl getränkt, von überschüssigem Öl gereinigt und dann mit einer Suspension aus pulverisierter Kreide (Kreideweiß) in Alkohol beschichtet. In Oberflächenrissen eingeschlossenes Öl trat durch Kapillarwirkung aus und färbte die weiße Kreidebeschichtung, wodurch Fehler als dunkle Linien sichtbar wurden.
Wichtige Meilensteine in der PT-Entwicklung:
Heute bleibt PT eines der weltweit am häufigsten verwendeten NDT-Verfahren, geschätzt für seine Einfachheit, Empfindlichkeit, Vielseitigkeit und geringen Kosten. Trotz Fortschritten bei Wirbelstrom-, Ultraschall- und Durchstrahlungsverfahren wird PT weiterhin für kritische Prüfungen in der Luft- und Raumfahrt, der Energieerzeugung, der Brückenprüfung und der allgemeinen Fertigung vorgeschrieben. Die Abhängigkeit des Verfahrens von einem geschulten menschlichen Prüfer für die Bewertung – anstatt einer automatisierten Signalinterpretation – stellt sicher, dass es auch in absehbarer Zukunft ein wertvolles Werkzeug im NDT-Arsenal bleiben wird.
TarmacView bietet professionelle zerstörungsfreie Bewertungen für Brücken, Flugplatzbefestigungen und Betoninfrastruktur. Kontaktieren Sie unser Team, um zu erfahren, wie unsere NDT-Verfahren einschließlich der Farbeindringprüfung Ihr Prüfprogramm unterstützen können.
Kapillarwirkung ist die Bewegung von Flüssigkeiten in engen Räumen durch das Zusammenspiel von Kohäsions- und Adhäsionskräften, die in Natur und Technik von ent...
Die Magnetpulverprüfung (MT) ist ein zerstörungsfreies Prüfverfahren für Oberflächen- und oberflächennahe Bereiche ferromagnetischer Werkstoffe, bei dem magneti...
Der Dynamische Kegelpenetrometer (DCP) ist ein tragbares Feldgerät, das die Festigkeit von Böden und Schottermaterialien misst, indem es die Eindringgeschwindig...