Ausgleichsschicht bei der Sanierung von Asphaltbefestigungen
Eine Ausgleichsschicht ist eine Asphaltschicht mit variabler Dicke, die auf eine vorhandene Befestigung aufgebracht wird, um Profilunregelmäßigkeiten (Spurrinnen, Setzungen, Querschnittsmängel) vor dem endgültigen Deckbelag zu korrigieren. Behandelt werden Funktion der Ausgleichsschicht, Materialauswahl, Einbau mit automatischer Gradregelung und Prüfung der Ausgleichsschichtqualität.
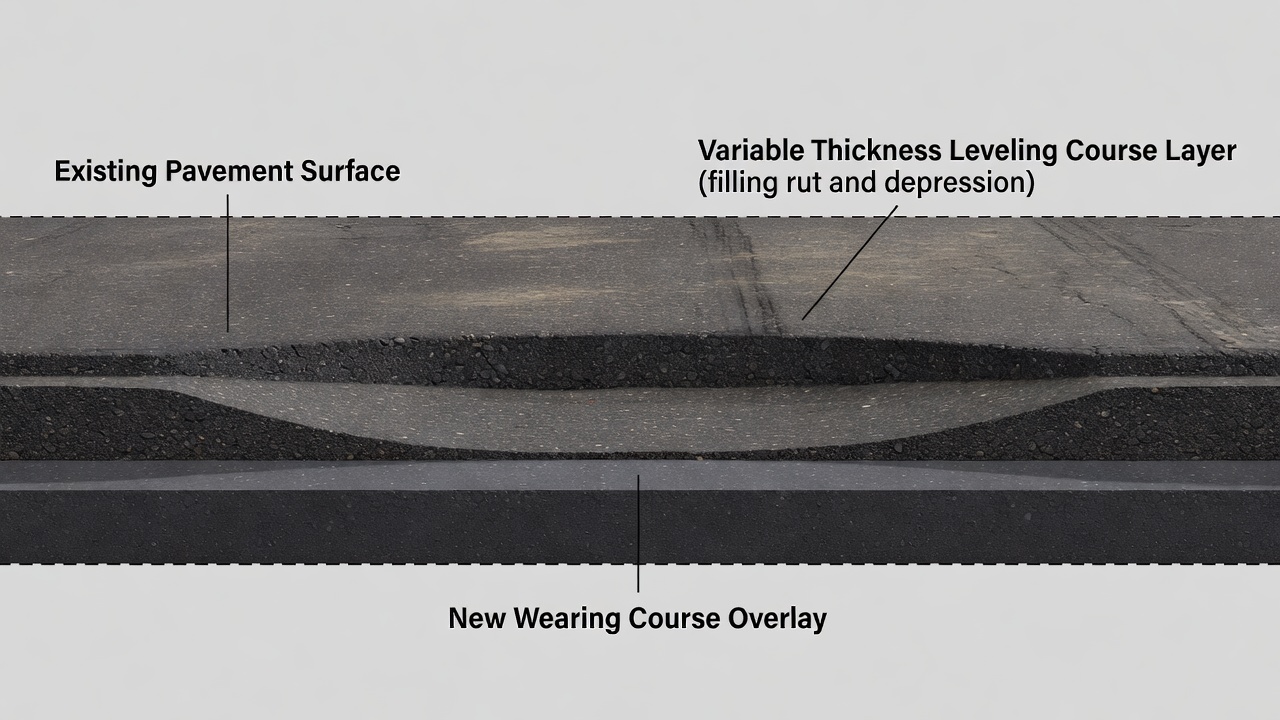
Ausgleichsschicht – Definition und Zweck
Eine Asphalt-Ausgleichsschicht ist eine Schicht aus Heißasphalt (HMA) mit variabler Dicke, die auf eine vorhandene Befestigungsoberfläche aufgebracht wird, um Unebenheiten zu beseitigen, den richtigen Querschnitt wiederherzustellen, Profilmängel zu korrigieren und eine glatte, gleichmäßige Plattform vor dem Aufbringen der endgültigen Deckschicht zu schaffen. Die Ausgleichsschicht wird in verschiedenen Spezifikationen und regionalen Verfahren auch als Planierungs- und Ausgleichsschicht, Keilschicht, Binderausgleichsschicht oder Profilkorrekturschicht bezeichnet.
Die FHWA definiert die Ausgleichsschicht als “eine Schicht (Asphalt-Zuschlagstoff-Gemisch) mit variabler Dicke, die verwendet wird, um Unebenheiten im Verlauf einer vorhandenen Oberfläche zu beseitigen” (FHWA Publication No. 01-4724, Principles of Construction of Quality HMA Pavements). Die FAA definiert sie durch Position P-401 der AC 150/5370-10H (Standard Specifications for Construction of Airports) als eine Schicht, die zum Planieren und Ausgleichen der vorhandenen Befestigungsoberfläche dient, um den richtigen Querschnitt vor dem Überzug wiederherzustellen. Das Asphalt Institute beschreibt die Ausgleichsschicht als eine Zwischenschicht, die eingebaut wird, um Oberflächenunregelmäßigkeiten zu korrigieren, Vertiefungen aufzufüllen, Wölbung und Querneigung wiederherzustellen und eine gleichmäßige Unterstützung für die endgültige Deckschicht zu gewährleisten (MS-22, Principles of Construction of Quality HMA Pavements).
Die Ausgleichsschicht erfüllt mehrere kritische Funktionen bei der Befestigungssanierung. Die Hauptfunktion ist die Profilkorrektur – Beseitigung von Vertiefungen, Spurrinnen, Wasseransammlungen und Wellen in der vorhandenen Oberfläche, die sich sonst durch den neuen Überzug hindurch abzeichnen oder dazu führen würden, dass der Überzug an Überhöhungen dicker als nötig und an Tiefstellen dünner als das Minimum wäre. Die zweite Funktion ist die Wiederherstellung der Querneigung – Wiederherstellung der richtigen Befestigungswölbung und Querneigung, um eine ausreichende Oberflächenentwässerung zu gewährleisten. Stehendes Wasser auf Befestigungen beschleunigt die Verschlechterung durch Feuchtigkeitsschäden, Aquaplaning-Risiko auf Flugplätzen und Frost-Tau-Schäden in kalten Klimazonen. Die dritte Funktion ist die strukturelle Verbesserung – obwohl die Ausgleichsschicht in erster Linie keine strukturelle Schicht ist, erhöht sie die Dicke des Befestigungsaufbaus und trägt so zur Lastverteilung bei. Der AAPTP Report 06-07 (Assessment of FAA HMA Overlay Procedures) bestätigt, dass die Oberflächen-Ausgleichsschicht bei der Berechnung der gesamten strukturellen Kapazität in die ermittelte Überzugsdicke einzubeziehen ist. Die vierte Funktion ist die Verzögerung von Reflexionsrissen – die Ausgleichsschicht sorgt für einen Abstand zwischen vorhandenen Rissen und der neuen Deckschicht und verzögert so die Ausbreitung von Reflexionsrissen durch den Überzug.
Die Ausgleichsschicht erfüllt auch praktische Baufunktionen. Sie bietet eine glatte, gleichmäßige Plattform für die endgültige Deckschicht, sodass der Fertiger der Deckschicht mit gleichmäßiger Mattenstärke arbeiten und eine überragende Fahrbahnqualität erzielen kann. Sie deckt tiefer liegende Schäden auf – wenn ein Bereich der vorhandenen Befestigung während des Einbaus der Ausgleichsschicht unter dem Gewicht des Fertigers und der Verdichtungsgeräte versagt, muss dieser Bereich vor dem Aufbringen des endgültigen Überzugs repariert werden. Diese frühzeitige Erkennung von Untergrundproblemen verhindert zukünftige Befestigungsausfälle, die kostspielige Sanierungsarbeiten erfordern würden. Die Ausgleichsschicht bietet auch einen Vergütungsmechanismus für Auftragnehmer – durch die Ausschreibung einer Ausgleichsschicht als separaten Vergütungsposten zu einem Tonnensatz wird der Auftragnehmer für das zusätzliche Material entschädigt, das für Gradkorrekturen erforderlich ist, anstatt die Kosten durch unerwartete Mehrungen in der Materialmenge der Deckschicht zu absorbieren.
Wann eine Ausgleichsschicht erforderlich ist
Eine Ausgleichsschicht ist immer dann erforderlich, wenn eine vorhandene Befestigungsoberfläche Unebenheiten aufweist, die die festgelegten Toleranzen für den Überzug überschreiten. Die FAA legt in AC 150/5370-10H fest, dass eine Profilkorrektur erforderlich ist, wenn die Abweichungen der vorhandenen Befestigungsoberfläche ±9 mm (3/8 Zoll) bei Prüfung mit einer 3,7 m langen Richtlatte überschreiten. Diese Toleranz gilt sowohl für die Längs- als auch für die Querrichtung.
Zu den spezifischen Bedingungen, die den Bedarf an einer Ausgleichsschicht auslösen, gehören Spurrinnen – wenn die vorhandene Spurrinnentiefe 6 mm (1/4 Zoll) überschreitet, müssen die Spurrinnen aufgefüllt werden, um zu verhindern, dass sie sich durch den Überzug hindurch abzeichnen oder der Überzug in der Spurrinnenspur eine verringerte Dicke aufweist. Vertiefungen und Wasseransammlungen – Bereiche, in denen sich nach Regenfällen Wasser ansammelt, weisen auf lokale Setzungen hin, die durch eine Ausgleichsschicht aufgefüllt werden müssen, um eine positive Entwässerung wiederherzustellen. Querneigungsmängel – wenn die vorhandene Querneigung der Befestigung nicht den Entwurfsanforderungen entspricht (mindestens 1,5 % für Straßen, 1,0 % bis 1,5 % für Flughafenstartbahnen gemäß FAA- und ICAO-Standards), stellt eine keilförmige Ausgleichsschicht, die von null Dicke an einer Kante bis zur Solldicke an der gegenüberliegenden Kante variiert, die richtige Entwässerungsneigung wieder her. ADA-Konformitätskorrekturen – Ausgleichsschichten werden verwendet, um Parkplatzneigungen und Gehwegquerneigungen zu korrigieren, um die Anforderungen des Americans with Disabilities Act zu erfüllen, der eine maximale Querneigung von 2 % in jede Richtung vorschreibt. Übergangsbereiche – wo ein Befestigungsabschnitt überzogen wird und benachbarte Abschnitte mit unterschiedlichen Höhen einen auslaufenden Ausgleichsschichtübergang erfordern.
Eine Ausgleichsschicht ist bei rubblisierten Portlandzementbetonbefestigungen vor dem Asphaltüberzug immer erforderlich. Die FAA behandelt dies speziell in AC 150/5320-6G (Airport Pavement Design and Evaluation), Abschnitt 3.5: “Eine Ausgleichsschicht aus P-209-Schotter minimiert etwaige Schwierigkeiten mit einer rauen oder unebenen rubblisierten Oberfläche.” Der Rubblisierungsprozess bricht die vorhandene Betonplatte in Stücke mit einer maximalen Abmessung von 150 bis 300 mm, wodurch eine von Natur aus unebene Oberfläche entsteht, die nicht als direkte Plattform für den Asphalteinbau dienen kann. Die Ausgleichsschicht auf rubblisiertem PCC kann eine Asphalt-Ausgleichsschicht (P-401 Abstufung 3 oder P-403) oder eine Schotter-Ausgleichsschicht (P-209 Schottertragschicht) sein.
Die Entscheidung für eine Ausgleichsschicht gegenüber alleinigem Fräsen hängt von der Höhenbeschränkung des Projekts ab. Wenn die vorhandene Befestigungshöhe nicht angehoben werden kann (aufgrund von Brückendurchfahrtshöhen, Bordsteinansichten, Entwässerungseinlaufhöhen, Startbahn-Randbeleuchtungskörpern oder Gebäudezugangsschwellen), wird gefräst, um Material zu entfernen und Platz für den Überzug zu schaffen. Wenn die Höhe angehoben werden kann, ist eine Ausgleichsschicht gefolgt von einem Überzug der wirtschaftlichere Ansatz, da sie die Kosten für Fräsen und Materialabtransport vermeidet. In der Praxis verwenden viele Projekte eine Kombination aus Fräsen und Ausgleichsschicht – das Fräsen entfernt die oberen 25 bis 50 mm des verschlissenen Oberflächenmaterials und korrigiert größere Profilmängel, während die Ausgleichsschicht verbleibende Tiefstellen auffüllt und die endgültige glatte Oberfläche vor dem strukturellen Überzug liefert.
Das ICAO Aerodrome Design Manual, Teil 3 – Pavements (Doc 9157) enthält internationale Richtlinien, wann eine Ausgleichsschicht bei der Sanierung von Flughafenbefestigungen erforderlich ist. Das Handbuch legt fest, dass die vorhandene Befestigungsoberfläche vorbereitet werden sollte durch “Reparieren von Rissen, Flicken von Abplatzungen und Aufbringen einer Ausgleichsschicht, wo nötig, um eine gleichmäßige Oberfläche für den Überzug zu schaffen.” Die ICAO erkennt an, dass die Ausgleichsschicht in die strukturelle Überzugsdicke einbezogen werden kann, wenn sie zur gesamten strukturellen Tragfähigkeit der Befestigung beiträgt; wenn sie jedoch ausschließlich zur Profilkorrektur dient, wird sie nicht auf die erforderliche strukturelle Dicke angerechnet.
Materialauswahl – Feinkörniges Mischgut und Verarbeitbarkeit
Die Materialauswahl für eine Ausgleichsschicht wird durch die Anforderung an ein feinkörniges, verarbeitbares Mischgut bestimmt, das in dünnen, dickenvariablen Lagen eingebaut werden kann und dabei eine ausreichende Verdichtung und Oberflächenglätte erreicht. Die FAA schreibt Abstufung 3 als die vorgesehene Abstufung für Ausgleichsschichten unter den Positionen P-401 und P-403 in AC 150/5370-10H vor. Der FAA-Fachvermerk zur Spezifikation stellt klar: “Der Ingenieur darf die Abstufung 3 nur für Ausgleichsschichten, Flugplatzschultern und Fahrbahnen vorschreiben.”
Eigenschaft
FAA Abstufung 3 Spezifikation
Nennkorngröße (NMAS)
12,5 mm (1/2 Zoll)
Maximale Korngröße
19 mm (3/4 Zoll)
Asphaltbindemittelgehalt (Stein/Kies)
5,5 % bis 8,0 % bezogen auf das Gesamtmischgewicht
Asphaltbindemittelgehalt (Schlacke)
7,0 % bis 10,5 %
Mindest-Hohlraumgehalt im Mineralgerüst (VMA)
16,0 %
Soll-Luftporengehalt
3,5 %
Mindestverdichtete Lagendicke (Tabelle 2, AC 150/5370-10H)
38 mm (1,5 Zoll)
Empfohlene Mindestlagendicke (4x NMAS nach FAA HQ AAS-100)
50 mm (2 Zoll)
Absolute Mindestlagendicke (3x NMAS)
38 mm (1,5 Zoll)
Die Abstufungsanforderungen für FAA Abstufung 3 sind: 100 % Durchgang durch das 12,5-mm-Sieb, 90 % bis 100 % Durchgang durch das 9,5-mm-Sieb, 58 % bis 78 % Durchgang durch das 4,75-mm-Sieb (Nr. 4), 40 % bis 60 % Durchgang durch das 2,36-mm-Sieb (Nr. 8), 18 % bis 38 % Durchgang durch das 600-µm-Sieb (Nr. 30), 11 % bis 27 % Durchgang durch das 300-µm-Sieb (Nr. 50), 6 % bis 18 % Durchgang durch das 150-µm-Sieb (Nr. 100) und 3 % bis 6 % Durchgang durch das 75-µm-Sieb (Nr. 200). Diese feinkörnige Verteilung ergibt eine große Oberfläche, die einen höheren Bindemittelgehalt als gröbere Mischungen erfordert, und erzeugt ein Mischgut, das verarbeitbar, in dünnen Lagen einbaubar und in der Lage ist, eine glatte Oberflächenbeschaffenheit zu erreichen.
Die Asphaltbindemittelauswahl für Ausgleichsschichten folgt dem gleichen PG (Performance Grade)-Auswahlprozess wie andere Befestigungsschichten, unter zusätzlicher Berücksichtigung der Bedingungen für den Dünnlageneinbau. Gemäß FAA AC 150/5370-10H Abschnitt 401-2.3 wird die anfängliche PG-Klasse in Übereinstimmung mit den Anforderungen der staatlichen Straßenbaubehörde für die Umweltbedingungen am Projektstandort gewählt. Ein Klassensprung wird dann basierend auf dem Flugzeugbruttogewicht vorgenommen. Für Befestigungen, die Flugzeuge mit einem Bruttogewicht von 30.000 bis 100.000 lbs (13.600 bis 45.400 kg) bedienen, wird ein ein-Klassen-Sprung auf die Hochtemperaturklasse angewendet. Für Flugzeuge über 100.000 lbs (45.400 kg) wird ein zwei-Klassen-Sprung auf die Hochtemperaturklasse angewendet, oder ein drei-Klassen-Sprung für langsame/stationäre Belastungsbedingungen (Flugzeugparkpositionen, Vorfelder). Die resultierende Bindemittelklasse für eine Ausgleichsschicht an einem großen Verkehrsflughafen wäre typischerweise PG 76-22 oder PG 70-28, abhängig von der Klimazone.
Die Marshall-Mischgutbemessungskriterien für FAA P-401 Ausgleichsschicht (Flugzeugbruttogewicht über 60.000 lbs) sind: Verdichtung mit 75 Schlägen pro Seite, Mindeststabilität von 2.150 lbs (9,6 kN), Fließbereich von 8 bis 14 (0,25 mm-Einheiten), Luftporengehalt von 3,5 %, Mindest-VMA von 16,0 % für 12,5 mm NMAS, Mindest-Zugfestigkeitsverhältnis (TSR) von 80 % bei 70 % bis 80 % Sättigung (AASHTO T283), maximale APA-Spurrinnentiefe von 10 mm bei 4.000 Überfahrten bei 250 psi und 64 °C, oder Hamburg-Radspurversuch von maximal 10 mm bei 20.000 Überfahrten bei 50 °C. Für Befestigungen mit einem Flugzeugbruttogewicht unter 60.000 lbs gilt die P-403-Spezifikation mit Verdichtung mit 50 Schlägen pro Seite, Mindeststabilität von 1.350 lbs, Fließbereich von 10 bis 14 und Luftporengehalt von 2,8 % bis 4,2 %.
Die Verarbeitbarkeitseigenschaften von Abstufung 3 machen sie zur bevorzugten Wahl für Ausgleichsschichten. Der hohe Feinkornanteil (hoher Prozentsatz des Durchgangs durch das Sieb Nr. 4) ergibt ein Mischgut, das sich an Querfugen und auslaufenden Kanten – Bereichen, in denen der maschinelle Einbau den präzisen, auslaufenden Übergang nicht erreichen kann – leicht von Hand harken lässt. Der höhere Bindemittelgehalt (5,5 % bis 8,0 % im Vergleich zu 4,5 % bis 7,0 % für Abstufung 2) sorgt für eine größere Mischgutkohäsion und Verarbeitbarkeit, sodass sich das Mischgut gleichmäßig in unterschiedlichen Dicken verteilen lässt, ohne zu entmischen. Die kleine maximale Korngröße (12,5 mm) minimiert das Risiko, dass Zuschläge an Stellen mit minimaler Lagenstärke aus der Oberfläche herausragen, und erzeugt eine glatte Oberflächentextur, die ein ideales Haftsubstrat für den Haftanstrich und den anschließenden Überzug bietet.
Automatische Gradregelsysteme
Die automatische Gradregelung ist die Schlüsseltechnologie, die den Einbau einer Ausgleichsschicht mit variabler Dicke präzise und effizient ermöglicht. Ohne automatische Gradregelung würde die Fertigerbohle der vorhandenen unebenen Oberfläche folgen und die gleichen Unebenheiten und Vertiefungen in der neuen Ausgleichsschicht reproduzieren. Automatische Gradregelsysteme verwenden Sensoren, um die Schlepppunkte der Bohle kontinuierlich anzupassen und die Bohle auf einer kontrollierten Höhe relativ zu einer Referenz zu halten, sodass Tiefstellen aufgefüllt und Überhöhungen abgetragen werden.
Mittelwertbalken
Der Mittelwertbalken ist die gebräuchlichste Methode für die Gradregelung von Ausgleichsschichten. Ein starrer Balken von 9,1 m wird am Fertiger montiert und erstreckt sich nach vorne von der Bohle. Ultraschallsensoren fahren auf dem Balken und nehmen Bezug auf die durchschnittliche Höhe der vorhandenen Oberfläche über die Balkenlänge. Der Balken mittelt kurzperiodische Unebenheiten aus – typischerweise Wellen, die kürzer als die Balkenlänge sind – während der Fertiger dem allgemeinen Gradverlauf folgen kann. Ein 9,1-m-Mittelwertbalken glättet effektiv Unebenheiten und Vertiefungen mit einer Amplitude von bis zu etwa 12 mm. Die Fertigerbohle folgt dieser gemittelten Referenz und füllt automatisch Tiefstellen auf und reduziert die Dicke an Überhöhungen. Ultraschall-Mittelwertbalken erzeugen die glatteste Matte für den Einbau von Ausgleichsschichten, da sie kurzperiodische Unebenheiten ausgleichen, ohne dass ein Schnurgerüst erforderlich ist. Die Genauigkeit von Ultraschall-Mittelwertbalksystemen beträgt ±3 mm.
Gleitski
Der Gleitski (auch Fahrski oder mobile Referenz genannt) ist ein starrer Balken, typischerweise 3 bis 9 m lang, mit Gleitschuhen an jedem Ende, die direkt auf der vorhandenen Befestigungsoberfläche fahren. Der Gradsensor referenziert die Oberseite des Skis und folgt dabei der vorhandenen Kontur, während kurze Unebenheiten ausgeglichen werden. Der Ski ist effektiv, wenn die vorhandene Oberfläche eine durchgehend gleichmäßige Gradierung, aber lokale Unebenheiten und Vertiefungen aufweist. Kürzere Skis (3 bis 4,5 m) folgen der vorhandenen Kontur enger und werden verwendet, wenn nur minimale Profiländerungen gewünscht sind. Längere Skis (6 bis 9 m) erzeugen eine glattere Matte, indem sie über eine größere Entfernung mitteln, können jedoch großflächige Gradabweichungen möglicherweise nicht so effektiv korrigieren.
Schnurgerüst
Die Schnurgerüstmethode bietet die genaueste Profilkorrekturfähigkeit für den Einbau von Ausgleichsschichten. Ein Stahldraht oder Nylonfaden wird auf Pflöcken in präzisen Gradhöhen gespannt, positioniert in einem festen Abstand – typischerweise 0,6 bis 1,2 m – von der Fertigerfahrspur. Der Gradsensor am Fertiger folgt dem Schnurgerüst für eine absolute Höhenkontrolle. Der Pflockabstand beträgt maximal 7,6 bis 15,2 m, mit einer Schnurspannung von 25 bis 50 lbs für Stahldraht, um Durchhängen zwischen den Pflöcken zu verhindern. Die Höhentoleranz für die Schnurgerüstinstallation beträgt ±1,5 mm. Ein Schnurgerüst ist unerlässlich, wenn die neue Gradierung genau den Sollhöhen entsprechen muss – insbesondere an Standorten mit NAVAIDS, Einbaubeleuchtung oder festgelegten Höhenbeschränkungen auf Flugplätzen. Die Schnurgerüstmethode ist aufwendig zu installieren, liefert aber die besten Ergebnisse für größere Profilkorrekturen.
3D-Maschinensteuerung
Die dreidimensionale Maschinensteuerung ist die fortschrittlichste Gradregelungsmethode. Sie verwendet ein digitales 3D-Entwurfsmodell der fertigen Befestigungsoberfläche in Kombination mit GPS- oder robotischer Totalstationspositionierung, um die Fertigerbohle automatisch zu steuern. GPS-Empfänger ermöglichen eine großflächige Positionierung mit vertikaler Genauigkeit von ±20 bis 30 mm, während robotische Totalstationen eine höhere Präzision von ±3 bis 5 mm bieten. Der Bordcomputer vergleicht die tatsächliche Position des Fertigers mit der Entwurfsoberfläche und gibt Befehle an Hydraulikzylinder an den Schlepppunkten der Bohle, um die erforderliche variable Tiefe einzustellen. Dieses System kann eine Matte mit variabler Dicke automatisch basierend auf dem 3D-Entwurf einbauen, wodurch Schnurgerüstpflöcke überflüssig werden – ein erheblicher Vorteil für Flugplatzbetriebe, bei denen Pflöcke auf Start- und Rollbahnen Fremdkörpergefahren darstellen. Trimble Roadworks Paving Control Platform und Topcon 3D Paving Systems sind die Branchenführer bei der 3D-Asphaltsteuerung. Diese Systeme bieten auch eine Echtzeitaufzeichnung der tatsächlich eingebauten Oberfläche und erstellen Produktionsberichte mit Dicken- und Höhendaten für die Qualitätskontrolldokumentation.
Einbau mit variabler Dicke
Die Ausgleichsschicht variiert in ihrer Dicke über die Asphaltmatte – von null an Überhöhungen bis zur Solldicke an Tiefpunkten – was besondere Einbauherausforderungen mit sich bringt, die sie vom gleichmäßig dicken Überzug unterscheiden.
Die Dickenvariation innerhalb eines einzelnen Fertigerdurchgangs kann von 12 mm bis 75 mm oder mehr reichen. An den auslaufenden Kanten, wo die Ausgleichsschicht auf null Dicke übergeht, muss das Mischgut zu einer glatten, gleichmäßigen Kante ohne Ausbröckeln oder Entmischung auslaufend verarbeitet werden. Dieser auslaufende Kantenbau wird durch Abharken von Hand an den Querfugen und durch die automatische Gradregelung des Fertigers an den Längskanten erreicht.
Die Bohleneinstellung ist entscheidend für den Einbau mit variabler Dicke. Die Fertigerbohle muss kontinuierlich eingestellt werden, um den richtigen Anstellwinkel beizubehalten – den Winkel zwischen der Bohlenplatte und der Mattenoberfläche. Dickere Abschnitte erfordern einen größeren Anstellwinkel, um eine ausreichende Vorverdichtung zu erreichen, während dünnere Abschnitte einen geringeren Anstellwinkel erfordern. Automatische Gradregelsysteme übernehmen diese Anpassungen in Echtzeit, aber der Fertigerfahrer muss die Reaktion der Bohle überwachen und manuelle Anpassungen vornehmen, wenn das automatische System seine Korrekturgrenzen erreicht.
Die Einbaugeschwindigkeit für Ausgleichsschichten beträgt typischerweise 2,4 bis 4,6 m/min – langsamer als die standardmäßigen Überzugsgeschwindigkeiten von 3 bis 6 m/min. Die langsamere Geschwindigkeit ermöglicht es der Bohle, allmählicher auf Gradänderungen zu reagieren, verhindert das Einreißen der dünnen Matte an den auslaufenden Kanten und gibt den Walzenfahrern mehr Zeit, die Verdichtung abzuschließen, bevor die Matte abkühlt.
Der Längsfugenbau für Ausgleichsschichten folgt den gleichen Prinzipien wie bei Standardüberzugsfugen, jedoch mit zusätzlicher Sorgfalt an den auslaufenden Kanten. Heißfugen – benachbarte Fahrstreifen, die innerhalb von 15 Minuten voneinander eingebaut werden – ergeben die beste Verbindung und verhindern eine Kaltfugenlinie. Kaltfugen – wenn der benachbarte Fahrstreifen mehr als 4 Stunden später eingebaut wird oder die vorhandene Matte unter 71 °C abgekühlt ist – müssen bis zu einer geraden senkrechten Kante zurückgeschnitten werden, und die senkrechte Fläche muss vor dem Einbau der nächsten Fahrspur mit Haftanstrich versehen werden.
Übergänge und Auslaufverhältnisse müssen so bemessen sein, dass abrupte Dickenänderungen, die die Fahrqualität beeinträchtigen, vermieden werden. Das maximale Auslaufverhältnis beträgt typischerweise 1:50. Zum Beispiel erfordert der Übergang von einer Ausgleichsschichtdicke von 40 mm auf null Dicke eine Mindestübergangslänge von 2 m. An Querfugen und auslaufenden Kanten ist Abharken von Hand erforderlich, um den glatten, auslaufenden Übergang zu erreichen.
Wenn die insgesamt erforderliche Ausgleichsschichtdicke die maximale Dicke pro Lage überschreitet – typischerweise 75 mm für Abstufung 3 basierend auf der 6x-NMAS-Regel – wird die Ausgleichsschicht in mehreren Lagen eingebaut. Jede Lage wird unabhängig verdichtet und abgenommen, bevor die nächste Lage eingebaut wird, und zwischen den Lagen wird ein Haftanstrich aufgebracht. Für dickere untere Lagen kann eine gröbere Abstufung (FAA Abstufung 2, 19 mm NMAS) aus struktureller Effizienz verwendet werden, wobei Abstufung 3 nur für die letzte Ausgleichslage zur Erreichung der erforderlichen Oberflächenglätte eingesetzt wird.
Verdichtung von Ausgleichsschichten
Die Verdichtung einer dünnen Ausgleichsschicht mit variabler Dicke stellt besondere Herausforderungen dar, die sie von der Standardüberzugsverdichtung unterscheiden. Dünne Abschnitte verlieren schnell Wärme, sodass das Mischgut seine Zieldichte nicht erreichen kann, wenn die Verdichtung nicht zügig eingeleitet wird. Die variable Dicke bedeutet, dass benachbarte Bereiche derselben Matte unterschiedliche Temperaturen aufweisen und unterschiedlichen Verdichtungsaufwand erfordern. Walzenbrückenbildung – bei der die Walzenspur eine Tiefstelle überquert, ohne ausreichende Verdichtungskraft auszuüben – kann dünne Bereiche unzureichend verdichtet hinterlassen.
Die FAA-Temperaturanforderungen für die Verdichtung von Ausgleichsschichten sind in AC 150/5370-10H Tabelle 4 festgelegt. Für Lagen von 25 mm oder weniger beträgt die Mindestuntergrundtemperatur 10 °C. Für Lagen von mehr als 25 mm, aber weniger als 75 mm beträgt die Mindestuntergrundtemperatur 7 °C. Diese Temperaturminima sind höher als bei dickeren strukturellen Lagen (4 °C für Lagen von 75 mm und mehr), da dünne Lagen schneller Wärme an die darunter liegende Befestigungsoberfläche verlieren und ein wärmerer Untergrund dazu beiträgt, die Mischguttemperatur für die Verdichtung zu halten.
Der Walzenzug für die Verdichtung von Ausgleichsschichten muss näher am Fertiger positioniert sein als bei der Standardüberzugsverdichtung. Bei Lagen von 38 mm oder weniger muss die Vorverdichtungswalze innerhalb von 15 bis 30 m hinter dem Fertiger bleiben. Bei Lagen von 25 mm oder weniger muss mit dem Walzen sofort hinter dem Fertiger begonnen werden – es gibt keinen Pufferbereich. Der empfohlene Walzenzug besteht aus: einer 10 bis 12 t schweren Stahl-Vibrationswalze für die Vorverdichtung (2 bis 4 Übergänge mit eingeschalteter Vibration, Amplitude für dünne Lagen reduziert), einer 15 bis 25 t schweren Gummireifenwalze für die Zwischenverdichtung (3 bis 6 Übergänge mit Knetwirkung zur Oberflächenversiegelung und Dichtesteigerung) und einer 8 bis 12 t schweren statischen Stahlwalze für die Nachverdichtung (2 bis 4 Übergänge ohne Vibration zur Beseitigung von Walzenspuren). Bei sehr dünnen Lagen unter 19 mm sollte generell keine Vibration eingesetzt werden, um eine Zuschlagstoffzerkleinerung zu vermeiden.
Das FAA-Dichteziel für Ausgleichsschichten gemäß der aktuellen AC 150/5370-10H (neue Spezifikation) beträgt 94,5 % der Labordichte, ermittelt aus einem Kontrollstreifen, mit einer Fugendichte von 92,5 %. Nach der älteren P-401/P-403-Spezifikation, die in vielen Projektdokumenten noch referenziert wird, beträgt das Ziel 98 % der Labordichte (Marshall) für die Mattendichte und 95 % für die Fugendichte. Die neuere Spezifikation verwendet Annahmekriterien nach dem Prozent-innerhalb-der-Grenzen-Verfahren (PWL) anstelle einer absoluten Mindestdichte. Der Soll-Luftporengehalt beträgt 3,5 % ± 1 % für P-401 und 2,8 % bis 4,2 % für P-403.
Die Dichteprüfung dünner Lagen stellt technische Herausforderungen dar. Kernstrahlungsdichtemessgeräte haben eine feste Messtiefe – typischerweise 50 bis 75 mm – was bedeutet, dass bei Lagen dünner als 50 mm der Messwert einen Dichtebeitrag der darunter liegenden Schicht enthält. Dünnlagen-Kernstrahlungsmessgeräte mit spezieller Kalibrierung für reduzierte Messtiefe sind erhältlich. Die Kernbohrung sehr dünner Lagen (unter 25 mm) ist problematisch, da der Bohrkern während der Entnahme brechen kann. Nicht-nukleare Dichtemessgeräte mit elektromagnetischen Verfahren können relative Messwerte für die Qualitätskontrolle liefern, und walzenmontierte Systeme zur kontinuierlichen Verdichtungskontrolle (CCC) oder intelligente Verdichtungssysteme (IC) bieten eine Echtzeit-Dichtekartierung der gesamten Mattenfläche.
Prüfung von Ausgleichsschichten
Die Qualitätskontrolle und Abnahmeprüfung von Ausgleichsschichten konzentriert sich auf Dicke, Profil, Dichte und Oberflächenglätte. Die Abnahme der Ausgleichsschicht hat typischerweise gelockerte Ebenheitsanforderungen im Vergleich zur endgültigen Deckschicht, wobei anerkannt wird, dass ihr Zweck darin besteht, die vorhandenen Oberflächenunregelmäßigkeiten zu korrigieren, nicht die endgültige Fahrbahnoberfläche zu liefern.
Die Dickenmessung erfolgt durch Kernbohrung mit einer Mindesthäufigkeit von 5 Bohrkernen pro Los (1 pro Teillos) an zufälligen Stellen gemäß ASTM D3665. Die Kerndicke wird nach ASTM D3549 gemessen. Alle Bohrkernlöcher müssen vom Auftragnehmer verfüllt werden. Die zerstörungsfreie Dickenerfassung mittels Bodenradar (GPR) wird von vielen Behörden ebenfalls akzeptiert und liefert kontinuierliche Dickendaten über die gesamte eingebaute Fläche. GPR kann Dickenvariationen, Schichtablösungen und Hohlräume erkennen, die durch Einzelkernbohrungen nicht identifiziert würden. Die FAA-Gradtoleranz für die Dicke von Ausgleichsschichten beträgt ±15 mm der angegebenen Gradhöhe.
Die Profilprüfung verwendet die 3,7 m lange Richtlatte nach FAA P-401. Die Richtlatte wird parallel und rechtwinklig zur Mittellinie angelegt und kontinuierlich um die halbe Länge der Richtlatte nach vorne bewegt. Die maximale Abweichungstoleranz für die Ausgleichsschicht beträgt ±9 mm – dieselbe Toleranz, die ursprünglich den Bedarf an der Ausgleichsschicht ausgelöst hat. Sobald die Ausgleichsschicht diese Toleranz erreicht, wird die endgültige Deckschicht darüber aufgebracht, um die endgültige Ebenheitsabnahme zu erreichen, die bei FAA-Projekten das California-Profilograph-Verfahren mit einer 6 mm-Simulation verwendet. Der Internationale Rauheitsindex (IRI) für Flughafenbefestigungen beträgt typischerweise weniger als 60 bis 80 Zoll pro Meile.
Die Dichteabnahme folgt dem losbasierten statistischen Probenahmeplan. Ein Los entspricht einer Schicht oder einer bestimmten Tonnage (typischerweise 1.500 bis 3.000 Tonnen), aufgeteilt in Teillose von jeweils 250 bis 500 Tonnen. Pro Teillos wird ein Bohrkern an einer zufälligen Stelle entnommen. Die Dichte und der Luftporengehalt jedes Bohrkerns werden im Labor gemessen. Die Abnahme basiert auf dem Verfahren Prozent innerhalb der Grenzen (PWL) – ein Minimum von 90 % PWL ist typischerweise für die vollständige Vergütung erforderlich, mit reduzierter Vergütung für PWL zwischen 80 % und 90 % sowie erforderlichem Ausbau und Ersatz bei PWL unter 80 %.
Ausgleichsschicht bei Flughafenüberzugsprojekten
Flughafenüberzugsprojekte erfordern aufgrund der strengen Sicherheitsanforderungen, hohen Reifendrücke und der Notwendigkeit, präzise Gradhöhen an Startbahnbeleuchtungssystemen, Navigationshilfen und Befestigungsrandeinrichtungen einzuhalten, besondere Aufmerksamkeit bei den Spezifikationen für Ausgleichsschichten.
Der FAA-Rahmen für Ausgleichsschichten im Flughafenbau wird durch die Position P-401 (Heißasphaltbefestigung) und Position P-403 (Werksmischbefestigung) in AC 150/5370-10H festgelegt. Für schwere Flugzeugbefestigungen (Flugzeugbruttogewicht über 30.000 lbs oder 13.600 kg) kann die Ausgleichsschicht unter P-401 oder P-403 ausgeschrieben werden. Für leichtere Befestigungen (Flugzeugbruttogewicht von 12.500 lbs oder weniger) sowie für Straßen, Schultern und Strahlabweiser wird die Ausgleichsschicht unter P-403 ausgeschrieben. Der FAA-Fachvermerk stellt klar: “Für andere Schichten als die Deckschicht, wie stabilisierte Tragschichten, Asphaltbinderschichten und/oder Planierungs- und Ausgleichsschichten… kann die Spezifikationsposition P-403 verwendet werden.”
Die FAA AC 150/5320-6G (Airport Pavement Design and Evaluation) enthält spezifische Anleitungen zu Ausgleichsschichten im Zusammenhang mit der Befestigungssanierung. Abschnitt 3.5 behandelt Schotter-Ausgleichsschicht auf rubblisierter Befestigung: “Eine Schotter-Ausgleichsschicht aus P-209 minimiert etwaige Schwierigkeiten mit einer rauen oder unebenen rubblisierten Oberfläche.” Abschnitt 4.10 behandelt die Vorbereitung der vorhandenen Befestigungsoberfläche für einen Überzug und erörtert Kaltfräsen, volltiefes Entfernen geschädigter Bereiche, Rissverguss und die Verwendung von Asphalt-Ausgleichsschichten zur Behebung von Oberflächenunregelmäßigkeiten.
Der AAPTP Report 06-07 (Assessment of FAA HMA Overlay Procedures) kategorisiert die Oberflächen-Ausgleichsschicht unter “Modifikation vorhandener HMA-Befestigung” zusammen mit Kaltfräsen und Oberflächenrecycling. Der Bericht legt fest, dass bei Verwendung einer Ausgleichsschicht diese in die ermittelte Überzugsdicke in die strukturelle Bemessung einzubeziehen ist – das heißt, die Dicke der Ausgleichsschicht wird zur strukturellen Überzugsdicke addiert und nicht als separates nicht-strukturelles Element behandelt. Dies ist eine wichtige Unterscheidung, da sie die Gesamtdicke der Befestigung und die Berechnungen der strukturellen Kapazität in FAARFIELD beeinflusst.
Die Los Angeles World Airports (LAWA) Sonderbestimmungen für P-401 und P-403 enthalten spezifische Anforderungen für Ausgleichsschichten an großen Verkehrsflughäfen. Die P-401 Deckschichtbestimmung stellt fest: “Die Planierungs- und Ausgleichsschicht darf eine Nenndicke von 1-1/2 Zoll (38 mm) nicht überschreiten. Die Ausgleichsschicht ist die erste Lage mit variabler Dicke eines aufgebrachten Überzugs.” Für die P-403 Ausgleichsschicht schreibt LAWA eine maximale Korngröße von nicht mehr als der Hälfte der Schichtdicke, maximal 15 % Natursand bezogen auf das Gesamtzuschlaggewicht und einen Mindestsandäquivalent von 45 vor.
Die FAA HQ AAS-100 Lagendickenrichtlinie (Washington State DOT Auslegungsdokument, 20. Januar 2016) enthält die maßgebliche Auslegung der Mindest- und Höchstlagendicke für Flughafen-Ausgleichsschichten. Das Dokument bestätigt: “AC 150/5370-10G Position P-401 Absatz 401-3.2 empfiehlt, dass die Korngröße nicht größer als 1/4 der herzustellenden Lagendicke sein sollte. Dies deutet auf eine Mindestlagendicke von mindestens dem 4-fachen der größten tatsächlichen Partikelgröße hin; was allgemein als 4 × NMAS angesehen werden kann.” Für FAA Abstufung 3 (1/2-Zoll NMAS) ergibt dies: empfohlene Mindestlagendicke von 50 mm, absolute Mindestlagendicke von 38 mm basierend auf 3× NMAS und maximale empfohlene Lagendicke von 75 mm basierend auf 6× NMAS. Die Richtlinie stellt fest: “Es wird niemals empfohlen, eine Lagendicke von weniger als 3 × NMAS zu verwenden; in der Regel sollte die maximale Lagendicke unter 6 × NMAS gehalten werden.”
Das ICAO Doc 9157 (Aerodrome Design Manual, Teil 3 – Pavements) enthält internationale Richtlinien für Ausgleichsschichten auf Flughafenbefestigungen. Die wichtigsten Punkte aus der ICAO-Anleitung umfassen: Die vorhandene Befestigungsoberfläche sollte durch Reparieren von Rissen, Flicken von Abplatzungen und Aufbringen einer Ausgleichsschicht vorbereitet werden, wo nötig, um eine gleichmäßige Oberfläche für den Überzug zu schaffen; die Ausgleichsschicht sollte ein feinkörniges Asphaltmischgut verwenden, das in dünnen, dickenvariablen Lagen eingebaut werden kann; ein Haftanstrich sollte auf die vorhandene Oberfläche vor dem Aufbringen der Ausgleichsschicht und zwischen den Ausgleichsschichtlagen aufgebracht werden; und die Dicke der Ausgleichsschicht wird nicht in die strukturelle Überzugsdicke einbezogen, wenn sie ausschließlich zur Profilkorrektur dient, aber wenn sie strukturell beiträgt, kann sie einbezogen werden.
Dickenbegrenzungen von Ausgleichsschichten
Die Dicke einer Ausgleichsschicht pro Lage wird durch die Korngröße und die Verdichtungsfähigkeit des Mischguts bestimmt. Die grundlegende Regel besagt, dass die Lagendicke mindestens das 3-fache der Nennkorngröße betragen muss, wobei das 4-fache der NMAS als empfohlenes Minimum gilt. Für FAA Abstufung 3 mit 12,5 mm NMAS ergeben sich folgende Dickengrenzen:
Faktor
Wert
Quelle
Empfohlene Mindestlagendicke (4x NMAS)
50 mm (2,0 Zoll)
FAA HQ AAS-100 Richtlinie
Absolute Mindestlagendicke (3x NMAS)
38 mm (1,5 Zoll)
FAA-“Niemals-empfohlen-unter”-Schwelle
Maximale empfohlene Lagendicke (6x NMAS)
75 mm (3,0 Zoll)
FAA Lagendickenrichtlinie
FAA Tabelle 2 Mindestverdichtete Lage
38 mm (1,5 Zoll)
AC 150/5370-10H, Tabelle 2
LAWA maximale Nenndicke
38 mm (1,5 Zoll)
LAWA Sonderbestimmungen, P-401
Korngrößenanteil der Lagendicke
≤ 1/4 der Lagendicke
FAA P-401, §401-3.2
Die Mindestdicke wird durch die Notwendigkeit bestimmt, genügend Mischguttiefe zu haben, damit sich die Zuschlagspartikel während der Verdichtung umlagern und verkeilen können. Wenn die Lage im Verhältnis zur Korngröße zu dünn ist, kann die Walze die für die Verdichtung erforderliche Partikelbewegung nicht erreichen, und die größeren Zuschläge werden in die darunter liegende Oberfläche gedrückt, anstatt in das Mischgut eingebettet zu werden. Die maximale Dicke wird durch die Notwendigkeit bestimmt, eine gleichmäßige Verdichtung über die gesamte Lagentiefe zu erreichen – bei Lagen dicker als das 6-fache der NMAS kann der obere Teil der Lage überverdichtet werden (zu geringer Luftporengehalt), während der untere Teil unterverdichtet bleibt (zu hoher Luftporengehalt).
Wenn die insgesamt erforderliche Ausgleichsschichtdicke das Maximum pro Lage überschreitet, ist ein Einbau in mehreren Lagen erforderlich. Jede Lage wird eingebaut, verdichtet und abgenommen, bevor die nächste Lage eingebaut wird. Zwischen den Lagen wird ein Haftanstrich aufgebracht. Bei Projekten, die eine Gesamtdicke der Ausgleichsschicht von 75 bis 150 mm erfordern, können die unteren Lagen die FAA Abstufung 2 (19 mm NMAS, 50 mm Mindestlagendicke) aus struktureller Effizienz verwenden, während die letzte Ausgleichslage die Abstufung 3 (12,5 mm NMAS, 38 mm Mindestlagendicke) für die Oberflächenglätte verwendet.
Haftanstrich für die Ausgleichsschicht-Zwischenschicht
Ein ordnungsgemäßer Haftanstrich zwischen der vorhandenen Befestigungsoberfläche und der Ausgleichsschicht – sowie zwischen den Lagen der Ausgleichsschicht – ist für den Schichtenverbund und die langfristige Überzugsleistung unerlässlich. Der Haftanstrich erzeugt eine gleichmäßige, klebende Grenzfläche, die die Ausgleichsschicht mit der vorhandenen Befestigung verbindet und relative horizontale Bewegungen (Gleiten) zwischen den Schichten verhindert.
Die FAA Position P-603 (Emulsionshaftanstrich) legt die Materialien und Auftragsmengen fest. Die Restasphalt-Auftragsmengen variieren je nach Oberflächenzustand: 0,04 bis 0,06 Gallonen pro Quadratyard für neuen Asphalt oder zwischen HMAG-Lagen, 0,06 bis 0,10 gal/yd² für vorhandene gefräste Asphaltoberflächen, 0,05 bis 0,08 gal/yd² für vorhandene ungefräste Asphaltoberflächen und 0,08 bis 0,12 gal/yd² für Portlandzementbetonoberflächen. Die höheren Mengen für gefräste Oberflächen spiegeln die größere Oberfläche wider, die durch die Frästextur entsteht. Die FAA schreibt SS-1, SS-1h, CSS-1 oder CSS-1h Emulsionsasphalt für Haftanstriche vor, typischerweise im Verhältnis 1:1 mit Wasser verdünnt.
Der FHWA TechBrief zu Haftanstrich-Best Practices (FHWA-HIF-16-017) betont, dass die erforderlichen Auftragsmengen in Bezug auf die Restasphalt-Auftragsmengen angegeben werden sollten – der Asphaltgehalt, der nach dem Verdunsten des Wassers in der Emulsion verbleibt. Der Verdünnungsfaktor muss bei der Festlegung der Emulsionsauftragsmenge berücksichtigt werden. Die Auftragstemperatur für Haftanstrich beträgt typischerweise 60 °C bis 82 °C. Der Haftanstrich darf nicht aufgetragen werden, wenn die Oberflächentemperatur unter 10 °C liegt, und die Emulsion muss vollständig gebrochen sein – Farbwechsel von braun zu schwarz – bevor die Ausgleichsschicht eingebaut wird.
Alternativen zur Ausgleichsschicht
Es gibt mehrere Alternativen zur Ausgleichsschicht, jede mit spezifischen Anwendungen und Einschränkungen. Die Auswahl der Alternative hängt vom vorhandenen Befestigungszustand, den Höhenbeschränkungen, dem Projektbudget und den Leistungsanforderungen ab.
Kaltfräsen ist die häufigste Alternative. Dabei wird eine rotierende Walze mit hartmetallbestückten Fräszähnen verwendet, um die vorhandene Befestigungsoberfläche mechanisch auf eine bestimmte Tiefe abzutragen. Die Frästiefe reicht typischerweise von 25 bis 150 mm. Profilfräsen kann die Tiefe innerhalb eines einzigen Durchgangs variieren, um das Grad zu korrigieren. Die Vorteile gegenüber der Ausgleichsschicht sind: Profilkorrektur ohne Dickenvergrößerung (erhält die vorhandene Höhe), Entfernung von verschlissenem Oberflächenmaterial, Beseitigung des Reflexionsrisspotenzials aus der oberen Oberflächenschicht und Bereitstellung einer texturierten Oberfläche für die Verbindung mit dem Überzug. Die Nachteile sind: keine Erhöhung der strukturellen Kapazität, Erzeugung von Ausbauasphalt (RAP)-Material, das behandelt werden muss, mögliche Freilegung tiefer liegender Schäden und höhere anfängliche Gerätekosten.
Mikrofräsen verwendet eine spezielle Fräswalze mit 118 bis 168 Fräszähnen – deutlich mehr als die standardmäßigen 48 bis 80 Zähne – und erzeugt eine glatte, gleichmäßige Textur, die mit Diamantschleifen vergleichbar ist. Mikrofräsen trägt 12 bis 38 mm mit einer Texturtiefe von 1,6 bis 4,8 mm ab. Die feintexturierte Oberfläche kann als hervorragende Haftfläche für einen dünnen Überzug dienen, ohne dass eine Ausgleichsschicht erforderlich ist. Mikrofräsen verbessert die Griffigkeitseigenschaften und verringert das Aquaplaning-Risiko, was es besonders für Flughafenstartbahnen geeignet macht.
Diamantschleifen verwendet eine rotierende Walze mit diamantbesetzten Klingen, die ursprünglich für PCC-Befestigungen entwickelt wurde. Es erzeugt Längsrillen, typischerweise 3 bis 6 mm tief und 2 bis 3 mm breit, im Abstand von 12 bis 18 mm. Diamantschleifen stellt die Ebenheit und Griffigkeit auf PCC-Befestigungen vor dem Asphaltüberzug wieder her, ist jedoch bei Asphaltbefestigungen weniger üblich (Mikrofräsen wird für Asphalt bevorzugt).
Hochleistungs-Dünnbelag (HPTO) ist ein spezieller dünner Heißasphalt-Deckbelag, der mit 12 bis 38 mm unter Verwendung feinkörniger, polymermodifizierter Mischungen eingebaut wird. HPTO kann direkt auf eine ordnungsgemäß vorbereitete (gefräste) Oberfläche ohne separate Ausgleichsschicht aufgebracht werden, wobei 9,5 mm oder 12,5 mm NMAS-Mischungen mit polymermodifizierten Bindemitteln verwendet werden. Die FHWA HPTO-Spezifikationen erfordern eine Mindestlagendicke von 2× NMAS.
Wichtiger Hinweis: Auf Crack-and-Seat- und rubblisierten PCC-Befestigungen ist immer eine Ausgleichsschicht erforderlicher. Weder Fräsen noch HPTO allein bieten die dicke, gleichmäßige Plattform, die zur Überbrückung der rauen, unebenen Oberfläche von gebrochenen Betonplatten erforderlich ist. Die FAA AC 150/5320-6G Abschnitt 3.5 schreibt eine Schotter-Ausgleichsschicht aus P-209 oder eine Asphalt-Ausgleichsschicht aus P-401/P-403 auf rubblisierten Oberflächen vor, unabhängig von der endgültigen Überzugsbemessung.
Alternative
Profilkorrektur
Strukturelle Ergänzung
Oberflächentextur
Kosten
Reflexionsrisskontrolle
Ausgleichsschicht
Hervorragend
Ja (teilweise)
Gut
Mittel
Gut
Kaltfräsen
Hervorragend
Nein (entfernt Material)
Mäßig
Hoch
Gut (entfernt Risse)
Mikrofräsen
Gut (nur flach)
Nein (entfernt Material)
Hervorragend
Hoch
Mäßig
Diamantschleifen
Gut (geringe Korrektur)
Nein (entfernt Material)
Sehr gut
Sehr hoch
Schlecht
HPTO
Mäßig
Ja (dünn)
Hervorragend
Hoch
Mäßig
Crack & Seat + Ausgleichsschicht
Erfordert Ausgleichsschicht
Ja
–
Sehr hoch
Hervorragend
Ausgleichsschicht in Pavement-Management-Systemen
Im Zusammenhang mit Befestigungsmanagement und -prüfung liefert das Vorhandensein einer Ausgleichsschicht in der Schichtstruktur einer Befestigung wichtige Informationen über die Sanierungsgeschichte der Befestigung. Wenn eine Ausgleichsschicht eingebaut wurde, deutet dies darauf hin, dass die Befestigungsoberfläche zum Zeitpunkt des letzten Überzugs erhebliche Profilunregelmäßigkeiten aufwies – Spurrinnen tiefer als 6 mm, aufzufüllende Vertiefungen oder zu korrigierende Querneigungsmängel. Diese Informationen sind wertvoll für die Diagnose aktueller Befestigungszustände: Wenn eine Befestigung mit dokumentierter Ausgleichsschicht ähnliche Schadensbilder (Spurrinnen, Wasseransammlungen) an denselben Stellen entwickelt, liegt das zugrunde liegende Problem wahrscheinlich im Untergrund oder Tragschichtversagen und nicht im Oberflächenverschleiß.
Prüfer sollten das Vorhandensein, die Dickenvariation und den Zustand von Ausgleichsschichten bei Befestigungszustandserfassungen notieren. Die Pavement Condition Index (PCI)-Methodik (ASTM D5340 für Flughäfen, ASTM D6433 für Straßen) hat keine spezifische Schadenskategorie für Ausgleichsschichtversagen, aber ausgleichsschichtbedingte Schäden äußern sich als: Delamination (Trennung zwischen Ausgleichsschicht und Deckschicht), erkennbar durch Abblättern oder ein hohles Geräusch beim Abklopfen, Gleitrissbildung (halbmondförmige Risse, die auf horizontale Bewegung an der Ausgleichsschichtgrenzfläche hinweisen) und Reflexionsrissbildung von der vorhandenen Befestigung durch die Ausgleichsschicht hindurch in die Deckschicht. Eine genaue Dokumentation der Ausgleichsschicht-Bauchronik – Einbaudatum, Mischguttyp, Nenndicke, verwendete Gradregelungsmethode – ermöglicht eine bessere Diagnose dieser Schadensbilder und eine fundiertere Überzugssanierungsbemessung für den nächsten Überzugszyklus.
Für die ACR-PCR-Methode (Aircraft Classification Rating – Pavement Classification Rating), die 2020 von der ICAO eingeführt wurde, muss die Ausgleichsschichtschicht im für die PCR-Berechnung verwendeten Befestigungsstrukturmodell genau abgebildet werden. Die Schichtdicke, der Materialtyp und der Elastizitätsmodul beeinflussen direkt den berechneten PCR-Wert. Wenn eine Ausgleichsschicht eingebaut, aber nicht in den Befestigungsmanagementaufzeichnungen dokumentiert wurde, kann die PCR-Berechnung die tatsächliche Lasttragfähigkeit der Befestigung über- oder unterschätzen. Dies macht eine genaue Dokumentation der Ausgleichsschicht für Flughafen-Befestigungsmanagementsysteme, die die ICAO ACR-PCR-Berichtsanforderungen unterstützen, unerlässlich.
Häufig gestellte Fragen
Eine Ausgleichsschicht ist eine Heißasphaltschicht mit variabler Dicke, die auf eine vorhandene Befestigungsoberfläche aufgebracht wird, um Unebenheiten wie Vertiefungen, Spurrinnen, Wasseransammlungen und Querneigungsmängel zu korrigieren, bevor die endgültige Deckschicht aufgebracht wird. Sie ist typischerweise 15 bis 40 mm dick und verwendet ein feinkörniges Mischgut mit einer Nennkorngröße von 1/2 Zoll (FAA Abstufung 3), um den Einbau in dünnen, dickenvariablen Lagen zu ermöglichen. Die Ausgleichsschicht wird mit automatischen Gradregelsystemen eingebaut – Mittelwertbalken, Gleitski, Schnurgerüst oder 3D-GPS-Maschinensteuerung – die die Bohle des Fertigers so anpassen, dass Tiefstellen aufgefüllt und Überhöhungen abgetragen werden. Sie unterscheidet sich von einem strukturellen Überzug dadurch, dass ihr Hauptzweck die Profilkorrektur und nicht die Erhöhung der strukturellen Tragfähigkeit ist, obwohl sie zur Gesamtdicke des Befestigungsaufbaus beiträgt.
Eine Ausgleichsschicht ist erforderlich, wenn die vorhandene Befestigungsoberfläche Unebenheiten aufweist, die ±9 mm unter einer 3,7 m langen Richtlatte nach FAA AC 150/5370-10H überschreiten. Zu den spezifischen Bedingungen, die eine Ausgleichsschicht erfordern, gehören: Spurrinnen tiefer als 6 mm, Vertiefungen, in denen sich Wasser ansammelt, Bereiche, die eine Wiederherstellung der Querneigung für die Entwässerung benötigen, Übergänge zwischen Befestigungsabschnitten mit unterschiedlichen Höhen, Oberflächen, bei denen Fräsen allein das Profil nicht vollständig korrigieren kann, und rubblisierte Portlandzementbetonbefestigungen, die eine glatte Plattform für den Überzug benötigen. Bei Crack-and-Seat- und rubblisierten PCC-Projekten ist immer eine Ausgleichsschicht aus P-209-Schottertragschicht oder eine Asphaltausgleichsschicht nach P-401/P-403 erforderlich, da die rubblisierte Oberfläche von Natur aus rau und uneben ist.
Die FAA schreibt für Ausgleichsschichten unter den Positionen P-401 und P-403 in AC 150/5370-10H die Abstufung 3 (Nennkorngröße 1/2 Zoll) vor. Dieses feinkörnige Mischgut hat einen Asphaltbindemittelgehalt von 5,5 % bis 8,0 % bezogen auf das Gesamtmischgewicht bei Stein- und Kieszuschlägen, einen Mindest-Hohlraumgehalt im Mineralgerüst (VMA) von 16,0 % und einen Soll-Luftporengehalt von 3,5 %. Die feine Abstufung bietet eine bessere Verarbeitbarkeit in dünnen, dickenvariablen Lagen, einen einfacheren Handeinbau in beengten Bereichen und an auslaufenden Kanten, eine geringere Entmischung bei unterschiedlichen Einbautiefen und eine verbesserte Verdichtung bei den für Ausgleichsschichten typischen geringeren Lagenstärken. Die Mindestlagendicke für dieses Mischgut beträgt das 4-fache der Nennkorngröße (50 mm oder 2 Zoll empfohlen) und niemals weniger als das 3-fache der NMAS (38 mm oder 1,5 Zoll als absolutes Minimum).
Eine Ausgleichsschicht wird mit einem Raupenfertiger eingebaut, der mit automatischen Gradregelsystemen ausgestattet ist. Die gebräuchlichste Methode verwendet einen 9,1 m langen Mittelwertbalken mit Ultraschallsensoren, die die durchschnittliche Oberflächenhöhe als Referenz nehmen, sodass der Fertiger automatisch Tiefstellen auffüllt und Überhöhungen abträgt. Bei Projekten, die eine präzise Gradkontrolle erfordern, liefert ein Schnurgerüst, das auf Sollhöhen eingestellt ist, die genaueste Profilkorrektur. Dreidimensionale Maschinensteuerungssysteme mit GPS oder robotischen Totalstationen und einem 3D-Entwurfsmodell können Matten mit variabler Dicke automatisch einbauen, ohne dass Schnurgerüstpflöcke erforderlich sind. Der Fertiger arbeitet während des Einbaus der Ausgleichsschicht mit 2,4 bis 4,6 m/min, und die Matte wird unmittelbar hinter dem Fertiger verdichtet – innerhalb von 15 bis 30 m – da dünne Lagen schnell auskühlen.
Die Verdichtung von Ausgleichsschichten stellt besondere Herausforderungen dar, da die Lage dünn ist (typischerweise 25 bis 40 mm) und in ihrer Dicke über die Matte variiert. Dünne Abschnitte verlieren schnell Wärme, daher muss die Vorverdichtungswalze bei Lagen von 38 mm oder weniger innerhalb von 15 bis 30 m hinter dem Fertiger bleiben. Bei Lagen von 25 mm oder weniger muss mit dem Walzen sofort hinter dem Fertiger begonnen werden. Die FAA fordert eine Mindestuntergrundtemperatur von 10 °C für Lagen von 25 mm oder weniger. Die Vibrationsamplitude muss bei dünnen Lagen unter 38 mm reduziert werden, um eine Zuschlagstoffzerkleinerung zu vermeiden, und bei Lagen unter 19 mm sollte keine Vibration eingesetzt werden. Die angestrebte Mattenrohdichte nach FAA P-401 beträgt 94,5 % der Labordichte nach der neueren AC 150/5370-10H-Spezifikation oder 98 % nach älteren P-401/P-403-Spezifikationen. Es können mehr Walzen erforderlich sein, um die Verdichtung abzuschließen, bevor die dünne Matte unter die Mindestverdichtungstemperatur von 104 °C abkühlt.
Alternativen zu einer Ausgleichsschicht sind: Kaltfräsen – mechanisches Abtragen von 25 bis 150 mm der vorhandenen Befestigung zur Profilkorrektur, wodurch geschädigtes Material entfernt wird, aber keine strukturelle Dicke hinzugefügt wird; Mikrofräsen – Verwendung einer hochdichten Fräswalze mit 118 bis 168 Zähnen zum Abtragen von 12 bis 38 mm mit einer sehr glatten Textur, die direkt als Haftfläche dienen kann; Diamantschleifen – rotierende, diamantbesetzte Blätter für PCC-Befestigungen zur Wiederherstellung von Ebenheit und Griffigkeit; und Hochleistungsdünnbelag (HPTO) – spezieller polymer-modifizierter dünner HMA, der mit 12 bis 38 mm direkt auf eine gefräste Oberfläche aufgebracht wird. Bei Crack-and-Seat- und rubblisierten PCC-Projekten ist unabhängig von Fräsen oder Schleifen immer eine Ausgleichsschicht erforderlich – die Alternativen beseitigen nicht den Bedarf an Profilkorrektur auf diesen rauen Oberflächen. Die Wahl zwischen Ausgleichsschicht und Fräsen hängt davon ab, ob die vorhandene Befestigungshöhe angehoben werden kann (Ausgleichsschicht erhöht die Dicke) oder beibehalten werden muss (Fräsen entfernt Material, um Platz für den Überzug zu schaffen).
Eine Ausgleichsschicht und eine Binderschicht erfüllen unterschiedliche Zwecke im Befestigungsbau. Eine Ausgleichsschicht ist eine Schicht mit variabler Dicke (typischerweise 15 bis 40 mm), die aufgebracht wird, um Oberflächenunregelmäßigkeiten, Vertiefungen und Querneigungsmängel zu korrigieren – ihr Zweck ist die Profilkorrektur, nicht die strukturelle Lastverteilung. Eine Binderschicht (auch Zwischenschicht oder Tragschicht eines Asphaltsystems genannt) ist eine strukturelle Schicht mit gleichmäßiger Dicke, die zwischen Tragschicht und Deckschicht eingebaut wird, um Lasten zu verteilen und zusätzliche Dicke bereitzustellen. Die Binderschicht hat eine gröbere Abstufung (typischerweise 19 mm oder 3/4-Zoll NMAS) und wird in gleichmäßiger Dicke eingebaut, typischerweise 50 bis 100 mm pro Lage. Die Ausgleichsschicht verwendet ein feiner abgestuftes Mischgut (12,5 mm oder 1/2-Zoll NMAS) für die Verarbeitbarkeit in dünnen, variablen Lagen. Im Flughafenbau schreibt die FAA Abstufung 3 (1/2 Zoll max.) für Ausgleichsschichten und Abstufung 1 (1 Zoll max.) oder Abstufung 2 (3/4 Zoll max.) für strukturelle Binderschichten vor.
Optimieren Sie Ihre Planung von Befestigungssanierungen
Das Verständnis der Anforderungen an Ausgleichsschichten ist für eine genaue Überzugsbemessung und Kostenermittlung im Bauwesen unerlässlich. Unsere Befestigungsprüfungs- und Datenanalyseleistungen identifizieren Profilmängel, die vor dem Aufbringen des Überzugs Ausgleichsschichten erfordern. Kontaktieren Sie uns, um Ihre Anforderungen an Befestigungssanierungsprojekte zu besprechen.
Ein Asphaltüberzug ist das Aufbringen einer oder mehrerer neuer HMA-Schichten auf eine bestehende Fahrbahn, um die Tragfähigkeit wiederherzustellen, die Fahrqua...
Deckschicht (Tragschicht) in Fahrbahnbefestigungen
Die Deckschicht, auch Tragschicht genannt, ist die oberste Fahrbahnschicht, die direkt dem Verkehr ausgesetzt ist. Sie sorgt für Reibung, Ebenheit, Wasserdichti...
Die Tragschicht ist eine optionale granulare oder stabilisierte Schicht zwischen Untergrund und Schottertragschicht, die eine zusätzliche Lastverteilung, Entwäs...
26 Min. Lesezeit
Airport infrastructure
Pavement
+2
Cookie-Zustimmung Wir verwenden Cookies, um Ihr Surferlebnis zu verbessern und unseren Datenverkehr zu analysieren. See our privacy policy.