Brückenfahrbahn
Die Brückenfahrbahn ist das oberste tragende Element einer Brücke, das direkt die Verkehrslasten aufnimmt und die Fahrbahnoberfläche bildet. Der Fahrbahnzustand...
6 Min. Lesezeit
Bridges
Bridge Inspection
+3
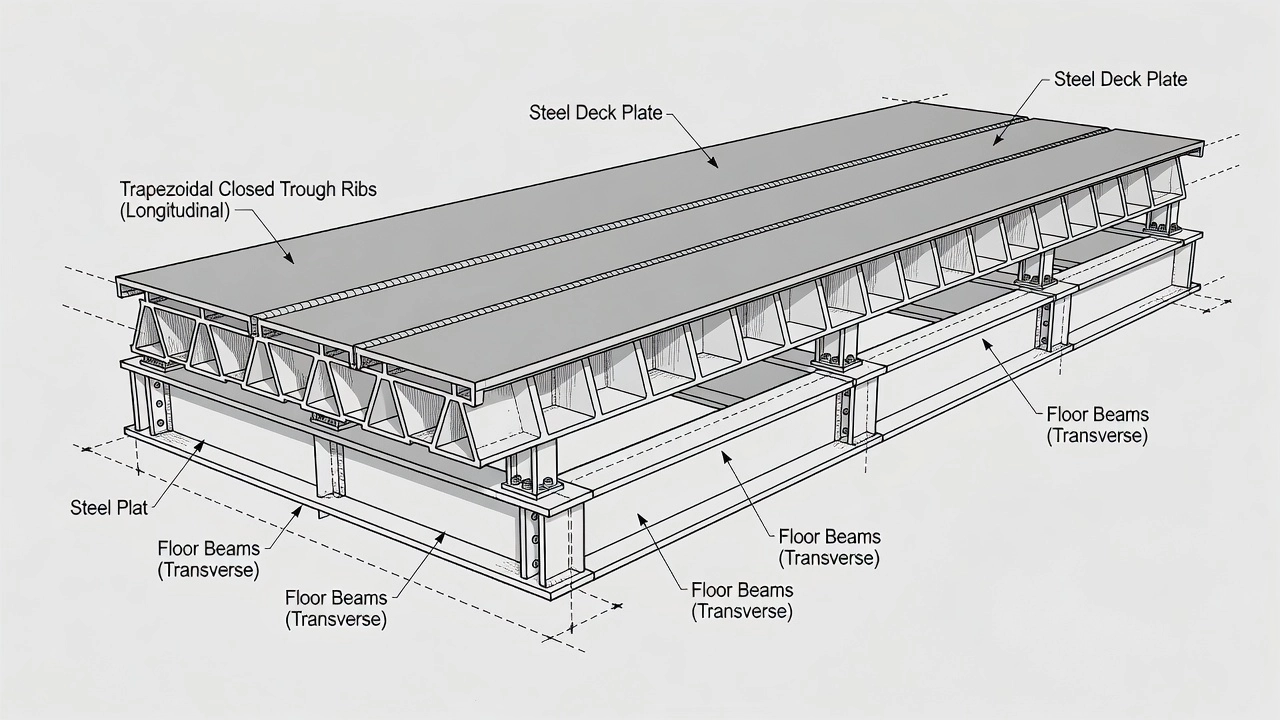
Eine orthotrope Stahlfahrbahn (OSD) ist ein Brückenfahrbahnsystem, bestehend aus einer dünnen Stahlplatte, die in Längs- und Querrichtung durch geschweißte Rippen und Querträger ausgesteift ist. Der Begriff ‘orthotrop’ kombiniert orthogonal und anisotrop und spiegelt die unterschiedlichen elastischen Eigenschaften der Fahrbahn in ihren zwei senkrechten Aussteifungsrichtungen wider. OSDs werden bei weitgespannten Hängebrücken, Schrägseilbrücken, beweglichen Brücken und bei Fahrbahnauswechslungen eingesetzt, wo die Reduzierung der Eigenlast entscheidend ist. Behandelt werden die Anatomie orthotroper Fahrbahnen, ermüdungsgefährdete Schweißdetails, Fahrbahnbelagssysteme, Schweißnahtprüfverfahren und strukturelle Gesundheitsüberwachung.

Der Begriff orthotrop ist eine Zusammenziehung der Wörter orthogonal und anisotrop und beschreibt ein strukturelles Plattensystem, dessen elastische Eigenschaften in zwei senkrechten Richtungen unterschiedlich sind. Eine orthotrope Stahlfahrbahn (OSD) ist ein Brückenfahrbahnsystem, bestehend aus einer dünnen Stahlplatte, die durch parallel zur Brückenachse verlaufende Längsrippen und senkrecht zur Brückenachse spannende Querträger (oder Diaphragmen) ausgesteift ist. Diese zweidirektionale Aussteifung erzeugt eine Struktur, bei der die Biege- und Torsionssteifigkeit in Längsrichtung – bestimmt durch die Rippen – wesentlich von der Steifigkeit in Querrichtung – bestimmt durch die Querträger – abweicht.
Das definierende Funktionsprinzip einer OSD ist, dass die Stahlfahrbahnplatte gleichzeitig als Obergurt für drei strukturelle Komponenten dient: die Längsrippen, die Querträger und die Hauptträger der Brücke. Diese Integration vermeidet überflüssiges Material und ergibt ein Fahrbahnsystem, das etwa 30 % einer herkömmlichen Stahlbetonfahrbahn vergleichbarer Spannweite und Festigkeit wiegt. Das Konzept wurde erstmals in den 1930er und 1940er Jahren in Deutschland entwickelt und patentiert, mit der ersten großen Umsetzung an der Severn Bridge im Vereinigten Königreich (1966), die den Einsatz geschlossener trapezförmiger Rippen in einem aerodynamischen Hohlkasten wegweisend einführte.
Orthotrope Fahrbahnen werden von der International Organization for Standardization (ISO) und der American Association of State Highway and Transportation Officials (AASHTO) als eigenständiges Fahrbahnsystem klassifiziert, das sich von betongefüllten Stahlgitterfahrbahnen, faserverstärkten Polymerfahrbahnen (FRP) und herkömmlichen Betonplatten unterscheidet. Die Federal Highway Administration (FHWA) veröffentlicht die maßgebliche Entwurfs- und Konstruktionsanleitung in ihrer Publikation FHWA-IF-12-027: Manual for Design, Construction, and Maintenance of Orthotropic Steel Bridges.
Die Klassifizierung orthotroper Fahrbahnen gilt sowohl für orthotrope Brücken mit Deckfahrbahn, bei denen die orthotrope Platte als Obergurt von Blechträgern oder Hohlkästen dient, als auch für orthotrope Brücken mit durchlaufender Fahrbahn, bei denen die Fahrbahn auf der Haupttragstruktur aufliegt. Im modernen weitgespannten Brückenbau ist die orthotrope Fahrbahn fast immer in einen geschlossenen Stahlhohlkasten integriert, der als aerodynamische Verkleidung fungiert und sowohl strukturelle Tragfähigkeit als auch Windwiderstand bietet.
Die Anatomie einer orthotropen Stahlfahrbahn besteht aus drei Hauptkomponenten, die als integriertes strukturelles System zusammenwirken: der Fahrbahnplatte, den Längsrippen und den Querträgern. Diese Komponenten sind durch Schweißverbindungen verbunden, die mit Präzision entworfen und gefertigt werden müssen, um die erwartete Ermüdungslebensdauer zu erreichen.
Die Fahrbahnplatte ist die flache Stahlplatte, die die Oberseite der orthotropen Fahrbahn bildet. Sie trägt direkt die Verschleißschicht (Belagssystem) und leitet Radlasten auf die darunterliegenden Längsrippen weiter. Die Fahrbahnplatte wird typischerweise aus AASHTO M270 / ASTM A709 Grade 50 Stahl mit einer Mindeststreckgrenze von 50 ksi (345 MPa) gefertigt. Höherfeste Sorten wie Grade 50W oder HPS 70W können für spezielle Anwendungen vorgeschrieben werden, die eine erhöhte Zähigkeit oder Korrosionsbeständigkeit erfordern.
| Entwurfsparameter | FHWA-Option #1 | FHWA-Option #2 |
|---|---|---|
| Fahrbahnplattendicke | 5/8 in. (15,9 mm) | 3/4 in. (19 mm) |
| Maximaler Rippenabstand | 15 ft (4,6 m) | 18 ft (5,5 m) |
| Empfohlener Rippentyp | Geschlossen oder offen | Geschlossen oder offen |
| Ebenheitstoleranz der Platte | 1/8 in. auf 10 ft | 1/8 in. auf 10 ft |
Die Dicke der Fahrbahnplatte ist ein kritischer Entwurfsparameter, da sie direkt die Größe der lokalen Biegespannungen an der Rippe-Platte-Schweißverbindung beeinflusst. Dickere Fahrbahnplatten verringern die Amplitude der lokalen Biegespannung unter Radlasten und verlängern die Ermüdungslebensdauer der Schweißverbindung. Forschungen des FHWA Turner-Fairbank Highway Research Center und des Japan Public Works Research Institute (PWRI) haben gezeigt, dass die Fahrbahnplattendicke der einflussreichste geometrische Parameter ist, der die Ermüdungsrissinitiierung an der Rippe-Platte-Schweißverbindung steuert. Die San Mateo-Hayward Bridge in Kalifornien verwendete eine 3/4 in. (19 mm) dicke Fahrbahnplatte, die 47 Jahre hielt, bevor wesentliche Ermüdungsreparaturen erforderlich waren, während die Danziger Bridge mit einer dünneren 1/2 in. (12,7 mm) Fahrbahnplatte beschleunigte Belagsrisse und Ermüdungsschäden aufwies.
Längsrippen sind die primären Aussteifungselemente, die parallel zur Brückenachse verlaufen. Sie sind an die Unterseite der Fahrbahnplatte geschweißt und leiten Lasten an die Querträger weiter. Es werden zwei Rippentypen verwendet: geschlossene Rippen und offene Rippen.
Geschlossene Rippen, auch Trogrippen oder trapezförmige Rippen genannt, haben einen U-förmigen oder trapezförmigen Querschnitt, der durch Biegen einer flachen Stahlplatte geformt wird. Sie sind der vorherrschende Rippentyp in modernen orthotropen Fahrbahnen aufgrund ihrer überlegenen Torsionssteifigkeit, die eine bessere Lastverteilung zwischen benachbarten Rippen ermöglicht und der Fahrbahnplatte größere Spannweiten zwischen Querträgern erlaubt. Die trapezförmige Form – mit geneigten Seiten von etwa 72 Grad zur Horizontalen – wird gegenüber einer reinen U-Form bevorzugt, da sie die Fertigung vereinfacht, den erforderlichen Biegeradius verringert und einen effizienteren Querschnitt bietet. Typische Abmessungen geschlossener Rippen gemäß den FHWA Level 1-Entwurfsoptionen sind:
| Parameter | Geschlossene Rippe Option #1 | Geschlossene Rippe Option #2 |
|---|---|---|
| Rippenhöhe (A) | 10,5 in. (267 mm) | 14 in. (356 mm) |
| Rippenblechdicke | 5/16 in. (8 mm) | 3/8 in. (10 mm) |
| Maximaler Rippenabstand | 15 ft (4,6 m) | 18 ft (5,5 m) |
| Rippenabstand | 2 ft 2 in. (660 mm) | 2 ft 2 in. (660 mm) |
| Bodenbreite flach | 6,5 in. (165 mm) | 6,5 in. (165 mm) |
| Biegewinkel (zur Horizontalen) | 72 Grad | 72 Grad |
| Biegeradius | 1,5 in. (38 mm) | 1,5 in. (38 mm) |
Geschlossene Rippen werden mit Nahtschweißungen mit teilweisem Durchschweißen (PJP) von der Außenseite der Rippe an die Fahrbahnplatte geschweißt. Die Schweißnaht muss gemäß AASHTO LRFD 9. Ausgabe (2020) mindestens 60 % Durchschweißung der Rippenwanddicke erreichen, gelockert von der früheren Anforderung von 70–80 % basierend auf umfangreichen Ermüdungsversuchen. Der Zugang zum Inneren geschlossener Rippen zur Inspektion wird durch Handlöcher ermöglicht – typischerweise 4 in. × 24 in. (100 mm × 610 mm) große Öffnungen, die an jeder Querträgerposition in den Rippenboden geschnitten werden. Diese Handlöcher werden nach der Inspektion mit verschraubten Drahtgittern abgedeckt, um Schmutzansammlungen zu verhindern.
Offene Rippen sind einfachere Profile – Flachstähle, Bulb-T-Profile oder gewalzte Winkelprofile – die direkt an die Unterseite der Fahrbahnplatte geschweißt werden. Sie erfordern Kehlnähte auf beiden Seiten der Rippe anstelle von PJP-Nahtschweißungen, was die Fertigung und Prüfung vereinfacht. Offene Rippen entbehren jedoch der Torsionssteifigkeit geschlossener Rippen, was engere Abstände erfordert und den maximalen Querträgerabstand begrenzt. Der typische Abstand offener Rippen beträgt etwa 1 ft 3 in. (380 mm) , verglichen mit 2 ft 2 in. bei geschlossenen Rippen. Die FHWA Level 1-Entwurfsoptionen für offene Rippen geben an:
| Parameter | Offene Rippe Option #1 | Offene Rippe Option #2 |
|---|---|---|
| Rippenhöhe (A) | 10 in. (254 mm) | 12 in. (305 mm) |
| Rippenblechdicke (B) | 5/8 in. (16 mm) | 3/4 in. (19 mm) |
| Maximaler Rippenabstand | 10 ft (3,0 m) | 15 ft (4,6 m) |
| Fahrbahnplattendicke | 5/8 in. (16 mm) | 3/4 in. (19 mm) |
| Rippenabstand | 1 ft 3 in. (380 mm) | 1 ft 3 in. (380 mm) |
Offene Rippen lassen sich leichter vor Ort stoßen und bieten einen besseren Inspektionszugang zu den Schweißverbindungen. Bei der Fahrbahnauswechslung des oberen Decks der George Washington Bridge (1978) wurden offene T-Rippen verwendet, um eine Gewichtsreduzierung von 46 % gegenüber der ursprünglichen Betonfahrbahn zu erreichen.
Querträger (auch Querbalken oder Querriegel genannt) sind die quer verlaufenden Aussteifungselemente, die die Längsrippen in regelmäßigen Abständen stützen und Lasten von der Fahrbahn auf die Hauptträger der Brücke übertragen. Der Abstand zwischen den Querträgern entspricht der Rippenspannweite – der Entfernung, die die Längsrippen ohne Zwischenstützung überbrücken müssen. Querträger werden typischerweise aus zusammengesetzten Blechträgern mit einem Stegblech sowie oberen und unteren Gurtplatten gefertigt.
Der Querträgersteg wird an jeder Rippenposition durchbrochen, um die Längsrippe durchgehend hindurchführen zu können. Die Verbindung zwischen Rippe und Querträgersteg ist eines der ermüdungskritischsten Details im gesamten orthotropen Fahrbahnsystem. Zwei Verbindungstypen werden verwendet: die passgenaue Verbindung, bei der der Querträgersteg passend zur Rippenkontur geschnitten und mit einer Kehlnaht an die Rippe geschweißt wird, und die Schlitz- oder erweiterte Ausschnittverbindung, bei der ein Ausschnitt im Querträgersteg unter dem Rippenboden die Spannungskonzentration verringert. Die FHWA empfiehlt aufgrund verbesserter Ermüdungsleistung die erweiterte Ausschnittverbindung für Neukonstruktionen.
Die Querträgerstegdicke beträgt typischerweise 1/2 in. (13 mm) für Spannweiten im Bereich von 15–18 ft, mit Untergurtdicken um 3/4 in. (19 mm) . Die Steghöhe unterhalb der Rippe muss mindestens der Rippenhöhe entsprechen, um eine ausreichende Flexibilität für die Aufnahme unterschiedlicher Durchbiegungen zwischen benachbarten Rippen zu gewährleisten.
Der Hauptvorteil orthotroper Stahlfahrbahnen ist ihr außergewöhnlich geringes Eigengewicht. Eine OSD trägt etwa 20–30 % der Eigenlast einer vergleichbaren Betonfahrbahn. Bei einer typischen 8 in. (200 mm) dicken Stahlbetonfahrbahn auf 7 ft (2,1 m) Trägerabstand beträgt die Eigenlast etwa 100 psf (4,8 kPa). Eine vergleichbare orthotrope Stahlfahrbahn mit 5/8 in. Fahrbahnplatte und geschlossenen Rippen wiegt etwa 20–25 psf (1,0–1,2 kPa) allein für den Stahl, plus 20–35 psf (1,0–1,7 kPa) für das Belagssystem, was einer Gesamteigenlast von 40–60 psf entspricht. Diese Gewichtsreduzierung führt direkt zu geringeren Anforderungen an Hauptkabel, Pylone, Fundamente und Unterbauten bei weitgespannten Brücken.
Orthotrope Fahrbahnen sind das Fahrbahnsystem der Wahl für Brücken mit einer Hauptspannweite von mehr als etwa 500 m (1.640 ft) . Bei Hängebrücken macht die Eigenlast der Fahrbahn 60–70 % der Gesamtspannung in den Hauptkabeln bei Entwurfsspannweiten von 1.000–2.000 m aus. Jede Einheitsreduzierung des Fahrbahngewichts verringert den Kabelstahlbedarf, die Pylongröße und die Fundamentanforderungen um einen Multiplikationsfaktor. Die Akashi-Kaikyō-Brücke in Japan – mit 1.991 m (6.532 ft) die längste Hängebrücke der Welt – erreichte ihre Rekordspannweite durch den Einsatz einer orthotropen Stahlfahrbahn, die die Eigenlast auf ein mit keinem anderen Fahrbahnsystem erreichbares Niveau minimierte.
Orthotrope Fahrbahnpaneele werden in kontrollierten Werkstattumgebungen mit automatisierten Schweißgeräten gefertigt, wodurch eine gleichbleibende Schweißqualität und Maßgenauigkeit gewährleistet wird. Die Paneele werden typischerweise in Breiten von 10–16 ft (3–5 m) und Längen von 40–60 ft (12–18 m) gefertigt und dann zur Montage zur Brückenbaustelle transportiert. Die Fahrbahnauswechslung der Golden Gate Bridge (1985–1986) ersetzte 567.000 ft² Betonfahrbahn durch vorgefertigte orthotrope Paneele in 401 Arbeitstagen, wobei alle Arbeiten nachts auf halber Breite bei Aufrechterhaltung des Tagesverkehrs durchgeführt wurden. Der Macdonald Bridge Big Lift in Halifax, Nova Scotia, ersetzte 46 orthotrope Fahrbahnsegmente während nächtlicher und wochenendlicher Sperrungen, während die Brücke für den werktäglichen Pendlerverkehr geöffnet blieb. Die Werkstattfertigung reduziert die Schweißarbeiten vor Ort um bis zu 80 %, wodurch Qualitätsrisiken durch Baustellenbedingungen minimiert werden.
Das geringe Gewicht orthotroper Fahrbahnen reduziert die seismischen Trägheitskräfte auf den Unterbau, was sie in Regionen mit hoher Seismizität vorteilhaft macht. Die inhärente strukturelle Redundanz des Rippenplattensystems bietet mehrere Lastpfade – wenn eine Rippe einen Ermüdungsriss entwickelt, verteilen die benachbarten Rippen die Last um. Diese Redundanz wird in den AASHTO LRFD Bridge Design Specifications formell anerkannt, die orthotrope Fahrbahndetails basierend auf der Anzahl redundanter Lastpfade in Ermüdungskategorien einteilen.
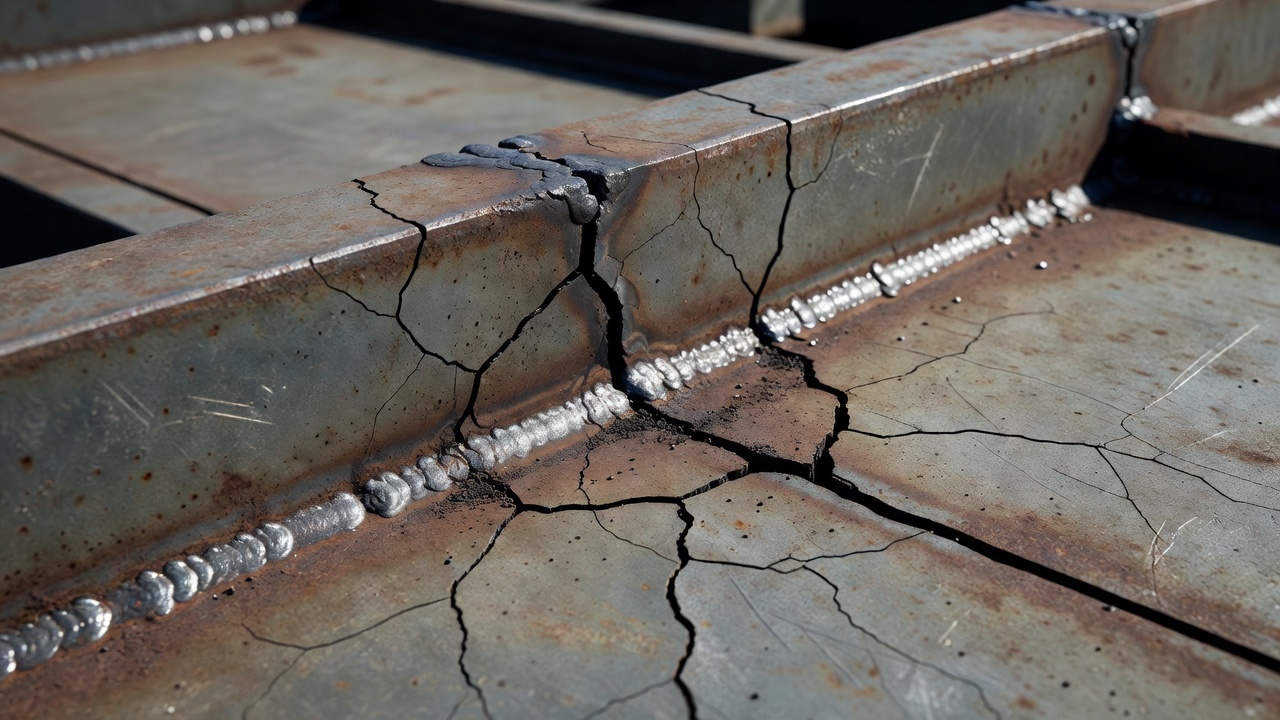
Ermüdungsrissbildung ist das Hauptdauerhaftigkeitsproblem bei orthotropen Stahlfahrbahnen. Die FHWA klassifiziert Ermüdungsrisse in orthotropen Fahrbahnen in vier Haupttypen, die jeweils mit einem bestimmten Schweißverbindungsdetail verbunden sind. Das FHWA Manual for Repair and Retrofit of Fatigue Cracks in Steel Bridges (FHWA-IF-13-020) bietet umfassende Anleitungen zur Erkennung und Reparatur.
Typ 1-Risse entstehen am Schweißnahtfuß auf der Fahrbahnplattenseite der Rippe-Platte-Kehlnaht. Sie breiten sich unter der zyklischen Biegebeanspruchung durch direkt über die Rippe fahrende Radlasten abwärts durch die Dicke der Fahrbahnplatte aus. Die Fahrbahnplatte zwischen den Rippen wirkt als kurz gespannte Platte, die konzentrierten Radlasten ausgesetzt ist, was hohe lokale Biegespannungen erzeugt. Der Schweißnahtfuß wirkt als starke Spannungskonzentration mit Spannungskonzentrationsfaktoren typischerweise im Bereich von 2,5 bis 4,0, abhängig von der Schweißnahtprofilgeometrie.
Typ 1-Risse sind von der Oberseite nach Entfernung des Belags mittels Magnetpulverprüfung (MT) oder Farbeindringprüfung (PT) erkennbar, oder von unten mittels Ultraschallprüfung (UT) . Die Risswachstumsrate folgt der Paris-Gesetz-Ausbreitung durch die Dicke der Fahrbahnplatte, die typischerweise 5/8 in. bis 3/4 in. (16–19 mm) beträgt. Sobald der Riss die volle Fahrbahnplattendicke durchdringt, kann er sich längs entlang der Schweißlinie ausbreiten, was möglicherweise zum Versagen des Belags und zum Eindringen von Wasser führt.
Typ 2-Risse entstehen an der Schweißnahtwurzel der Kehlnaht mit teilweisem Durchschweißen, die die Rippe mit der Fahrbahnplatte verbindet. Der unvollständige Nahtdurchschweiß – der konstruktionsbedingt einen ungeschweißten Spalt an der Wurzel hinterlässt – wirkt als eingebauter Rissspitze. Unter zyklischer Belastung kann dieser Wurzelriss auf zwei unterschiedlichen Wegen fortschreiten: Typ A1 breitet sich aufwärts durch die Fahrbahnplatte in Richtung der Oberfläche aus, während Typ A3 sich durch den Nahtquerschnitt entlang der Schmelzfläche ausbreitet.
Wurzelrisse sind besonders gefährlich, da sie von der Unterseite her unentdeckt fortschreiten können, bis sie die Oberfläche der Fahrbahnplatte durchbrechen, woraufhin Wassereintritt und beschleunigte Korrosion auftreten. Japanische Forschungen des PWRI haben gezeigt, dass Wurzelrisse unter bestimmten Spannungsbedingungen bei etwa 75 % der Fahrbahnplattendicke zum Stillstand kommen können, sich aber bei hohem Verkehrsaufkommen auch zu einem vollständigen Bruch über die gesamte Dicke ausbreiten können. Die AASHTO LRFD-Spezifikation erfordert nun mindestens 60 % Schweißnahtdurchschweißung (gelockert von 80 %), basierend auf Forschungsergebnissen, dass moderate Verringerungen des Durchschweißens die Ermüdungslebensdauer nicht wesentlich reduzieren, während die damit verbundene Lockerung der Schweißanforderungen die Produktionsqualität verbessert und das Auftreten von Durchbrandfehlern verringert.
Typ 3-Risse treten an der Kreuzung von Rippensteg und Querträgersteg auf, insbesondere am Ausschnitt – der Öffnung im Querträgersteg, durch die die Rippe hindurchtritt. Der Ausschnitt erzeugt eine starke geometrische Spannungskonzentration, die durch eine Verformung des Querträgerstegs aus der Ebene heraus verstärkt wird, wenn benachbarte Rippen sich unter Lkw-Radlasten unterschiedlich durchbiegen. Diese unterschiedliche Durchbiegung erzeugt eine Vierendeel-Rahmenwirkung an der Rippe-Querträger-Kreuzung, die hohe sekundäre Spannungen hervorruft.
Typ 3-Risse entstehen am Ausschnittsrand und breiten sich in den Querträgersteg aus, oft entlang des Schweißnahtfußes der Rippe-Querträger-Kehlnaht. Dies war die vorherrschende Rissart, die bei frühen orthotropen Fahrbahnen beobachtet wurde, einschließlich der Severn Bridge (UK, eröffnet 1966) und der Forth Road Bridge (Schottland, eröffnet 1964), die beide in den 1970er–2000er Jahren umfangreiche Verstärkungsprogramme benötigten. Verstärkungsmaßnahmen für Typ 3-Risse umfassen die Modifikation der Ausschnittgeometrie (Vergrößerung des Ausschnittsradius zur Reduzierung der Spannungskonzentration), den Einbau innerer Schotte an Ausschnitten und Vorspannung des Querträgerstegs.
Typ 4-Risse breiten sich im Rippensteg selbst neben der Rippe-Querträger-Schweißnaht aus, oft nahe dem Ausschnittsende. Sie werden durch die kombinierte Wirkung von vertikaler Schubübertragung zwischen Rippe und Querträger sowie Biegung der Rippenwand aus der Ebene heraus an der Verbindung verursacht. Diese Risse breiten sich vertikal oder in einem geneigten Winkel aus und können vor ihrer Entdeckung auf Längen von mehreren Zoll anwachsen.
Die Verschleißschicht auf einer orthotropen Stahlfahrbahn erfüllt mehrere kritische Funktionen, die über die Bereitstellung einer rutschfesten Fahrbahnoberfläche hinausgehen. Sie verteilt konzentrierte Radlasten seitlich über die Fahrbahnplatte und reduziert die lokale Biegung an der Rippe-Platte-Schweißverbindung um 30–50 % . Sie schützt die Stahlplatte vor Korrosion durch Abdichtung und bietet eine glatte Fahrbahnoberfläche, die den Stahl vor Abrieb und Stoßbelastung schützt. Ohne Belag wäre die Fahrbahnplatte direkt wirkenden Radlasten ausgesetzt, die unannehmbar hohe lokale Biegespannungen erzeugen würden.
Gussasphalt, in Deutschland als Gussasphalt bekannt, ist das etablierteste Belagssystem für orthotrope Fahrbahnen in Europa. Es handelt sich um einen sandreichen, fein abgestuften Asphaltbeton mit hohem Bindemittelgehalt (12–14 % Bitumen nach Gewicht), der heiß eingebaut wird und sich selbst verdichtet. Das Material wird ohne Walzverdichtung auf das fertige Niveau aufgegossen und abgezogen, wodurch eine undurchlässige Oberfläche entsteht, die direkt auf einer grundierten Stahlfahrbahn haftet.
Gussasphalt wird in einer Enddicke von 1,5–2,5 in. (35–65 mm) aufgebracht und benötigt bei den meisten Anwendungen keine separate Abdichtungsbahn. Das System wurde in den 1950er Jahren in Deutschland entwickelt und auf über 400 orthotropen Brückenfahrbahnen in Europa eingesetzt, darunter die Severn Bridge und die Zufahrtsbrücken des Millau-Viadukts (Frankreich, 2004). Die primären Versagensarten sind Spurrinnenbildung bei heißem Wetter, Versprödung bei niedrigen Temperaturen, die zu Rissen führt, und Haftungsverlust an der Stahlgrenzfläche.
Epoxidasphalt ist ein zweikomponentiges duroplastisches Bindemittel, das mit ausgewählten Gesteinskörnungen gemischt wird und durch chemische Reaktion und nicht durch Abkühlung aushärtet. Es bietet eine extrem hohe Festigkeit, hervorragende Haftung auf Stahl, Kriechbeständigkeit bei hohen Temperaturen und Beständigkeit gegen Kraftstoff- und Ölverschmutzungen. Die proprietäre Epoxidasphalt-Formulierung von ChemCo Systems wird seit den 1960er Jahren auf orthotropen Fahrbahnen eingesetzt, mit über 40 Jahren bewährter Leistung.
Bei der Fahrbahnauswechslung der Golden Gate Bridge (1985–1986) wurde ein zweilagiges Epoxidasphaltsystem verwendet: eine 1/4 in. (6 mm) dicke Epoxid-Versiegelungsschicht, die in der Werkstatt aufgebracht wurde, gefolgt von einer 2 in. (50 mm) dicken Epoxidasphalt-Verschleißschicht, die vor Ort eingebaut wurde. Das Gesamtsystem wiegt etwa 28 psf (1,34 kPa). Die Anwendung erfordert präzise Temperaturkontrolle – das Epoxidharz und der Härter werden bei erhöhter Temperatur gemischt und bei 200–250 °F (93–121 °C) eingebaut, mit einer Aushärtezeit von 24–72 Stunden, bevor der Verkehr zugelassen werden kann.
Dünne Polymerbeschichtungen – typischerweise Polymethylmethacrylat (PMMA), Polyurethan- oder Polyestersysteme – werden in Dicken von 0,25–0,5 in. (6–12 mm) aufgetragen und wiegen nur 3–8 psf (0,14–0,38 kPa). Sie härten schnell aus (1–4 Stunden), was eine Installation über Nacht und die Wiedereröffnung für den Verkehr am selben Tag ermöglicht. Allerdings bieten sie eine geringere Lastverteilung als dickere Asphaltsysteme und haben mit 8–15 Jahren eine kürzere Nutzungsdauer im Vergleich zu 20–30+ Jahren bei Epoxidasphalt. Sie reagieren empfindlich auf Oberflächenvorbereitung und Auftragsbedingungen und erfordern eine Nahezu-Weißmetall-Strahlreinigung (SSPC-SP10/NACE Nr. 2) sowie strenge Temperatur- und Feuchtigkeitskontrolle während der Anwendung.
Polymermodifizierte Bitumen-Systeme enthalten SBS- (Styrol-Butadien-Styrol) oder EVA- (Ethylen-Vinylacetat) Polymere, um die Hochtemperatur-Spurrinnenbeständigkeit und die Niedertemperatur-Flexibilität zu verbessern. Sie erfordern eine separate, sprüh- oder bahnenförmig aufgebrachte Abdichtungsbahn zwischen der Stahlfahrbahn und der Verschleißschicht. Die Auftragsdicke beträgt typischerweise 1,5–2,5 in. (40–65 mm), ähnlich wie bei herkömmlichem Gussasphalt.
| Belagssystem | Typische Dicke | Gewicht (psf) | Nutzungsdauer | Aushärtezeit |
|---|---|---|---|---|
| Gussasphalt | 1,5–2,5 in. | 20–35 | 15–25 Jahre | 2–4 Stunden |
| Epoxidasphalt | 1,5–2,0 in. | 20–28 | 20–30+ Jahre | 24–72 Stunden |
| Polymermodifizierter Bitumen | 1,5–2,5 in. | 20–35 | 10–20 Jahre | 2–6 Stunden |
| Dünne Polymerbeschichtung | 0,25–0,5 in. | 3–8 | 8–15 Jahre | 1–4 Stunden |
Die Prüfung von Schweißverbindungen in orthotropen Stahlfahrbahnen erfordert spezialisierte zerstörungsfreie Prüfverfahren (ZfP), die durch den AWS D1.5/D1.5M Bridge Welding Code und die AASHTO LRFD Bridge Construction Specifications geregelt sind. Die beengte Geometrie im Inneren geschlossener trapezförmiger Rippen und die komplexen Spannungsfelder an Rippe-Querträger-Verbindungen erfordern sorgfältig angepasste Prüfverfahren.
Die Sichtprüfung ist die primäre ZfP-Methode und wird gemäß AWS D1.5 zu 100 % für alle Schweißnähte gefordert. Der Prüfer muss über eine AWS Certified Welding Inspector (CWI)-Zertifizierung verfügen und eine mindestens 4-fache Vergrößerung zur Risserfassung verwenden, wobei 10-fache Vergrößerung für feine Oberflächenrisse empfohlen wird. Die Beleuchtungsstärke an der Prüffläche muss mindestens 50 Fußkerzen (538 Lux) betragen. Für Rippe-Platte-Schweißnähte im Inneren geschlossener Rippen erfolgt der Zugang durch die in den Rippenboden an jeder Querträgerposition geschnittenen Handlöcher – typischerweise 4 in. × 24 in. große Öffnungen im Abstand von 15–18 ft. Ein Endoskop oder Inspektionsspiegel wird verwendet, um die unzugänglichen Teile der Schweißnaht einzusehen. Die Prüfung muss vor, während und nach dem Schweißen durchgeführt werden, um Heißrisse, Bindefehler, Einbrandkerben, Porosität und Schlackeeinschlüsse zu erkennen.
Die konventionelle Ultraschallprüfung verwendet Einzelelement-Prüfköpfe, die mit 2,25–10 MHz arbeiten, um Schallwellen in die Schweißnaht einzuleiten und Reflexionen von inneren Unregelmäßigkeiten zu erfassen. Die Kalibrierung gemäß AWS D1.5 Anhang VII verwendet IIW (International Institute of Welding)-Typ-Referenzblöcke. Winkelprüfköpfe mit 45°, 60° und 70° werden für die Scherwellenprüfung von Nahtschweißungen verwendet. Bei orthotropen Fahrbahnschweißnähten ist die konventionelle UT durch Zugangsbeschränkungen im Inneren geschlossener Rippen und die Schwierigkeit, zwischen Wurzelgeometrie und tatsächlichen Rissanzeigen zu unterscheiden, eingeschränkt.
Die Phased-Array-Ultraschallprüfung (PAUT) ist die bevorzugte Methode für die Prüfung von Rippe-Platte-Schweißnähten und wurde in der Ausgabe 2015 formell in AWS D1.5 aufgenommen. PAUT verwendet einen Mehrelement-Prüfkopf (typischerweise 16–128 Elemente), der den Ultraschallstrahl elektronisch durch einen Winkelbereich (35°–75°) von einer einzelnen Prüfkopfposition lenkt. Der resultierende Sektorscan (S-Scan) zeigt den vollständigen Schweißnahtquerschnitt in Echtzeit, sodass der Bediener die Schweißnahtgeometrie, die Durchschweißtiefe und eventuelle innere Unregelmäßigkeiten visualisieren kann. PAUT hat im Vergleich zur konventionellen UT eine überlegene Nachweiswahrscheinlichkeit sowohl für Schweißnahtfuß- als auch für Schweißnahtwurzelrisse in Rippe-Platte-Verbindungen gezeigt.
Die FHWA hat maßgeschneiderte PAUT-Verfahren für die Inspektion orthotroper Fahrbahnen entwickelt (Bericht FHWA-HRT-24-010), die ein 5-MHz-Array mit 32 Elementen und 0,6 mm Elementabstand unter Verwendung eines kundenspezifischen Keils vorschreiben, der in die trapezförmige Rippengeometrie passt. Die Kalibrierung erfolgt mit Kerben in produktionstypischen Probekörpern, und das System kann Wurzelrisse von 1 mm oder größer zuverlässig nachweisen. PAUT-Bediener müssen gemäß AASHTO-Anforderungen mindestens 100 dokumentierte Stunden brückenspezifischer PAUT-Erfahrung vorweisen.
Die Magnetpulverprüfung ist die primäre Methode zur Erkennung von Oberflächen- und oberflächennahen Ermüdungsrissen an Rippe-Querträger-Verbindungen und Ausschnittbereichen. Ein Wechselstrom-Magnetjoch ist die bevorzugte Magnetisierungsmethode – es induziert ein Magnetfeld zwischen zwei Polen, die auf beiden Seiten der Schweißnaht positioniert werden, und feine Eisenpartikel (trockenes Sichtpulver oder nasses Fluoreszenzsuspension) werden aufgetragen, um magnetische Streuflüsse an Rissstellen sichtbar zu machen. Die Wechselstrom-Jochprüfung konzentriert den Magnetfluss an der Oberfläche (Skineffekt) und optimiert so die Empfindlichkeit für feine Oberflächenermüdungsrisse mit Nachweisgrenzen von nur 0,001 in. (0,025 mm) Rissbreite.
Alle Rippe-Querträger-Kehlnähte werden typischerweise während der Erstfertigung und bei der In-Service-Inspektion zu 100 % mittels MT geprüft. Das Joch wird in zwei senkrechten Ausrichtungen positioniert, um Risse in alle Richtungen zu erkennen – Risse senkrecht zur Schweißnahtlinie und Risse parallel dazu. Gleichstrom-Joche werden manchmal für tiefere Eindringung verwendet, wenn oberflächennahe Fehler vermutet werden, aber Wechselstrom-Joche werden für die Oberflächenrisserkennung an in Betrieb befindlichen orthotropen Fahrbahnen bevorzugt.
| Schweißnahttyp | Primäre ZfP-Methode | Sekundäre Methode | Häufigkeit |
|---|---|---|---|
| Rippe-Platte (RD) Kehlnaht | PAUT | VT (100%) | 100 % Fertigung |
| Rippe-Querträger (RF) Kehlnaht | MT | VT (100%) | 100 % Fertigung |
| Fahrbahnplatten-Stoßverbindung | PAUT oder RT | VT + MT | 100 % Fertigung |
| Rippenstoß (Stumpfnaht) | PAUT oder RT | VT + MT | 100 % Fertigung |
| Schweißverbindungen vor Ort | PAUT oder RT | VT + MT | 100 % Feldnähte |
Die Erkennung von Ermüdungsrissen in orthotropen Fahrbahnen während des Betriebs erfordert ein systematisches Vorgehen, das die Sichtprüfung zugänglicher Schweißnähte, gezielte ZfP bekannter ermüdungsgefährdeter Details und die Überwachung des Belagszustands als Indikator für darunterliegende Fahrbahnrisse kombiniert. Risse, die sich bis zur Fahrbahnplattenoberfläche ausbreiten, können sich durch Belagsrisse direkt über den Rippe-Platte-Schweißlinien ankündigen – diese reflektierten Risse sind oft das erste sichtbare Anzeichen für eine Fahrbahnplattenrissbildung.
Für die Inspektion im Inneren geschlossener Rippen werden spezielle miniaturisierte UT-Prüfköpfe und Endoskope verwendet. Einige Brückenbetreiber haben Kletterroboter mit Kameras und ZfP-Sensoren eingesetzt, die sich in geschlossenen trapezförmigen Rippen fortbewegen und eine Ferninspektionsfähigkeit bieten, ohne dass Personal in enge Räume einsteigen muss. Die Einstufung geschlossener Rippen als enge Räume (typischerweise weniger als 24 in. lichte Höhe) erfordert atmosphärische Prüfungen, Belüftung und Rettungsplanung gemäß OSHA 29 CFR 1910.146.
Das FHWA Manual for Repair and Retrofit of Fatigue Cracks in Steel Bridges kategorisiert Reparaturmethoden nach Rissstärke und -lage.
Oberflächenbehandlungen für Schweißnahtfußrisse (Typ 1) ohne vollständige Durchdringung umfassen das Scheibenschleifen zur Entfernung von Oberflächenfehlern bis zu 0,5 mm Tiefe, Fräserschleifen für tiefere Entfernungen (1–2 mm) und die Ultraschall-Schlagbehandlung (UIT) – derzeit die wirksamste Präventions- und Reparaturmethode für Schweißnahtfußrisse. UIT verwendet ein hochfrequentes (20–40 kHz) Schlagwerkzeug, das die Schweißnahtfußoberfläche plastisch verformt und vorteilhafte Druckeigenspannungen einbringt, die die Rissinitiierung und -ausbreitung verzögern.
Reparaturmethoden für durchgehende Risse umfassen das Bohren von Bohrungen (Stopfbohrungen) an jeder Rissspitze – Bohren eines Lochs mit 3/4–1 in. (19–25 mm) Durchmesser unter Verwendung von Ringbohrern, Überprüfung der vollständigen Rissspitzentfernung mittels MT oder PT. Bei längeren Rissen verwendet die V-Naht-Methode das Luftlichtbogen-Fugen, um das gerissene Metall zu entfernen, gefolgt von Schleifen und erneuten Schweißen mit wasserstoffarmen Schweißverfahren. An Stellen, an denen ein Nachschweißen unpraktisch ist, können geschraubte Dopplungs- oder Laschenplatten mit hochfesten Schrauben installiert werden, um den Lastpfad über den gerissenen Querschnitt wiederherzustellen. Kohlenstofffaserverstärkte Polymer (CFRP)-Patches, die über Risszonen geklebt werden, werden zunehmend eingesetzt, insbesondere für die Reparatur von Ermüdungsrissen an Rippe-Platte-Schweißnähten, da sie die Steifigkeit wiederherstellen, ohne neue Schweißdetails einzuführen.
Orthotrope Stahlfahrbahnen werden in vielen der weltweit bedeutendsten weitgespannten Brücken eingesetzt. Die folgende Tabelle fasst wichtige Installationen zusammen:
| Brücke | Land | Jahr | Typ | Hauptspannweite (ft) | Rippentyp | Belag |
|---|---|---|---|---|---|---|
| Akashi-Kaikyō-Brücke | Japan | 1998 | Hängebrücke | 6.532 | Trapezförmig geschlossen | Epoxidasphalt |
| Severn Bridge | UK | 1966 | Hängebrücke | 3.240 | Trapezförmig geschlossen | Gussasphalt |
| Forth Road Bridge | UK | 1964 | Hängebrücke | 3.300 | Trapezförmig geschlossen | Polymermodifizierter Asphalt |
| Golden Gate Bridge (ausgewechselt) | USA | 1985 | Hängebrücke | 4.200 | Trapezförmig geschlossen | Epoxidasphalt |
| Millau-Viadukt | Frankreich | 2004 | Schrägseilbrücke | 1.122 (max.) | Trapezförmig geschlossen | Gussasphalt |
| San Francisco-Oakland Bay (SAS) | USA | 2013 | Selbstverankerte Hängebrücke | 1.263 | Trapezförmig geschlossen | Epoxidasphalt |
| George Washington Bridge (ausgewechselt) | USA | 1978 | Hängebrücke | 3.500 | Offene T-Rippen | Bituminös |
| Benjamin Franklin Bridge (ausgewechselt) | USA | 1987 | Hängebrücke | 1.750 | Offene Bulb-Profile | Epoxid + bituminös |
| Lions Gate Bridge | Kanada | 1975 | Hängebrücke | 1.550 | Trapezförmig geschlossen | Polymermodifiziert |
| Macdonald Bridge | Kanada | 1990er | Hängebrücke | ~1.700 | Trapezförmig geschlossen | Asphalt |
Die Severn Bridge war die weltweit erste bedeutende orthotrope Hohlkastenfahrbahn und war wegweisend für den aerodynamischen Fahrbahnquerschnitt, der für nachfolgende weitgespannte Hängebrücken zum Standard wurde. Die Akashi-Kaikyō-Brücke erreicht die weltweit längste Hängebrückenspannweite durch eine orthotrope Fahrbahn, deren geringes Eigengewicht wesentlich war, um 1.991 m zwischen den Pylonen zu erreichen – in diesem Maßstab erfordert jede Tonne Fahrbahngewicht etwa 3–4 Tonnen Kabelstahl. Das Millau-Viadukt enthält mit 1.989.168 ft² (184.800 m²) die größte orthotrope Fahrbahnfläche einer einzelnen Brücke, die sich über acht Schrägseilsegmente über das Tarn-Tal in Frankreich spannt.
Das Fahrbahnauswechslungsprojekt der Golden Gate Bridge ersetzte die ursprüngliche Betonfahrbahn von 1937 durch vorgefertigte orthotrope Paneele, die 46 % weniger wogen, wodurch die Eigenlast von 104 psf auf 56 psf allein für das Stahlpaneel reduziert wurde. Die gesamte Erneuerung von 567.000 ft² wurde in 401 Arbeitstagen abgeschlossen, wobei alle Arbeiten nachts bei halbseitigen Sperrungen durchgeführt wurden, sodass alle Fahrspuren tagsüber offen blieben.
Die strukturelle Gesundheitsüberwachung (SHM) orthotroper Stahlfahrbahnen bietet eine kontinuierliche oder periodische Bewertung der Ermüdungsrissentwicklung, der Spannungszyklen und der strukturellen Leistung. Die FHWA und europäische Straßenbaubehörden haben umfassende Überwachungsprogramme für orthotrope Fahrbahnen entwickelt, die sich ihrer rechnerischen Ermüdungslebensdauer nähern.
Widerstands-Dehnungsmessstreifen, die auf der Fahrbahnplatte an Rippe-Platte-Schweißnahtfüßen und auf Rippenstegen nahe Rippe-Querträger-Verbindungen angebracht sind, liefern eine direkte Messung der lokalen Spannungsamplituden unter Verkehrsbelastung. Langbasis-Fasersensoren (Faser-Bragg-Gitter – FBG) bieten Vorteile für die Überwachung orthotroper Fahrbahnen, da sie die mittlere Dehnung über Messlängen von 100–500 mm messen und somit verteiltes Verhalten anstelle von Punktspannungen erfassen. FBG-Sensoren können zwischen der Stahlplatte und der Verschleißschicht eingebettet werden, um Fahrbahnplatten-Biegedehnungen zu messen, entlang von Rippenstegen geklebt werden, um Rissinitiierung durch Dehnungsprofiländerungen zu erkennen, oder entlang einer einzelnen, in geschlossenen Rippen verlaufenden Glasfaserkabel multiplexiert werden.
Die Schallemissionsüberwachung (AE) ist eine der effektivsten Methoden zur Echtzeit-Erkennung von Ermüdungsrissen in orthotropen Fahrbahnen. Piezoelektrische Sensoren, die an bekannten ermüdungsgefährdeten Details angebracht sind, erfassen die Spannungswellen, die freigesetzt werden, wenn sich ein Riss unter Verkehrsbelastung ausbreitet. Die niederländische Straßenbaubehörde Rijkswaterstaat hat langfristige AE-Überwachungen an orthotropen Brücken einschließlich der Hollandse Brug und der Galecopperbrug durchgeführt, wobei Risswachstumsraten mit Verkehrsdaten aus Achslastmesssystemen (WIM) korreliert wurden. Die AE-Überwachung kann die Rissaktivität mithilfe von Sensorarrays auf wenige Zoll genau lokalisieren und zwischen aktiver Rissausbreitung und Umgebungsgeräuschen durch Signalfrequenzanalyse und Amplitudenverteilung (b-Wert-Analyse) unterscheiden.
Beschleunigungsmessernetzwerke, die Eigenfrequenzen und Schwingungsformen einzelner Fahrbahnpaneele messen, können einen Gesamtsteifigkeitsverlust durch akkumulierte Ermüdungsschäden erkennen. Veränderungen lokaler Schwingungsformen deuten auf die Schadensstelle hin, und Verschiebungen der Eigenfrequenz um 5–10 % weisen typischerweise auf eine signifikante Rissentwicklung hin. Die Schwingungsüberwachung ergänzt die AE- und Dehnungsüberwachung – sie erfasst die globale Auswirkung von Schäden, während die AE die lokalen Ausbreitungsereignisse erfasst.
Unbemannte Luftfahrzeuge (UAVs) mit hochauflösenden Kameras (4K+) und Wärmebildsensoren werden zunehmend für die Sichtprüfung von orthotropen Fahrbahnunterseiten eingesetzt, wodurch in vielen Fällen die Notwendigkeit von Unterflurinspektionsfahrzeugen und Fahrstreifensperrungen entfällt. Drohnen können den Zustand von Rippe-Querträger-Verbindungen und Ausschnitten untersuchen, Korrosion und Beschichtungsversagen erkennen sowie Belagsfehler auf der Fahrbahnoberfläche durch Wärmebildtechnik identifizieren. Miniaturisierte Drohnen werden für den Einsatz in geschlossenen trapezförmigen Rippen entwickelt, obwohl der beengte Zugang eine Herausforderung bleibt.
Ein typisches SHM-System für eine orthotrope Fahrbahn kombiniert Dehnungsmessstreifen an kritischen Schweißdetails, AE-Sensorcluster an bekannten rissgefährdeten Stellen (insbesondere Rippe-Querträger-Ausschnitte), Beschleunigungsmesser auf Fahrbahnpaneelen und Temperatursensoren zur Trennung thermischer Effekte. Die Daten werden über Mobilfunk- oder Glasfaserverbindung an eine zentrale Verarbeitungsplattform übertragen, die schwellwertbasierte Alarme und Trendanalysen anwendet. Typische Alarmschwellen umfassen eine Dehnungsschwingbreite, die die AASHTO-Kategorie-C-Dauerfestigkeitsgrenze überschreitet, eine AE-Trefferrate von mehr als 5 Treffern pro Lkw-Überfahrt, die über einen Monat anhält, eine Eigenfrequenzverschiebung von mehr als 5 % und eine Risswachstumsrate von mehr als 0,01 in. pro Monat für erkannte Risse.
Entwurf, Fertigung, Prüfung und Instandhaltung orthotroper Stahlfahrbahnen unterliegen den folgenden primären Normen und Referenzen:
Orthotrope Stahlfahrbahnen stellen eine ausgereifte, leistungsstarke Brückenfahrbahntechnologie dar, die die längsten Brückenspannweiten der Welt ermöglicht. Ihre erfolgreiche Anwendung erfordert eine sorgfältige Beachtung der Schweißdetailgestaltung, der Fertigungsqualitätskontrolle, der Auswahl und Anwendung des Belagssystems sowie systematischer In-Service-Inspektions- und Überwachungsprogramme, die auf das einzigartige Ermüdungsverhalten der Rippe-Platte- und Rippe-Querträger-Verbindungen zugeschnitten sind.
TarmacView bietet fachkundige Inspektions- und strukturelle Bewertungsdienste für orthotrope Stahlbrückenfahrbahnen, einschließlich drohnengestützter Sichtprüfungen, Ermüdungsrisserkennung und struktureller Gesundheitsüberwachung. Kontaktieren Sie unser Team für eine Beratung.
Die Brückenfahrbahn ist das oberste tragende Element einer Brücke, das direkt die Verkehrslasten aufnimmt und die Fahrbahnoberfläche bildet. Der Fahrbahnzustand...
Brückenfahrbahnübergänge sind konstruktive Einbauten, die thermische Bewegungen, Kriechen, Schwinden und Verformungen durch Verkehrslasten zwischen Spannweiten ...
Die American Association of State Highway and Transportation Officials (AASHTO) veröffentlicht Normen, Spezifikationen und Prüfverfahren für den Entwurf, den Ba...