Spannglied
Ein Spannglied ist ein hochfestes Stahlelement — in der Regel Siebendrähtlitze, Draht oder Stab — das in Spannbeton- oder nachträglich vorgespannten Konstruktio...
23 Min. Lesezeit
Reinforcement
Bridges
+4
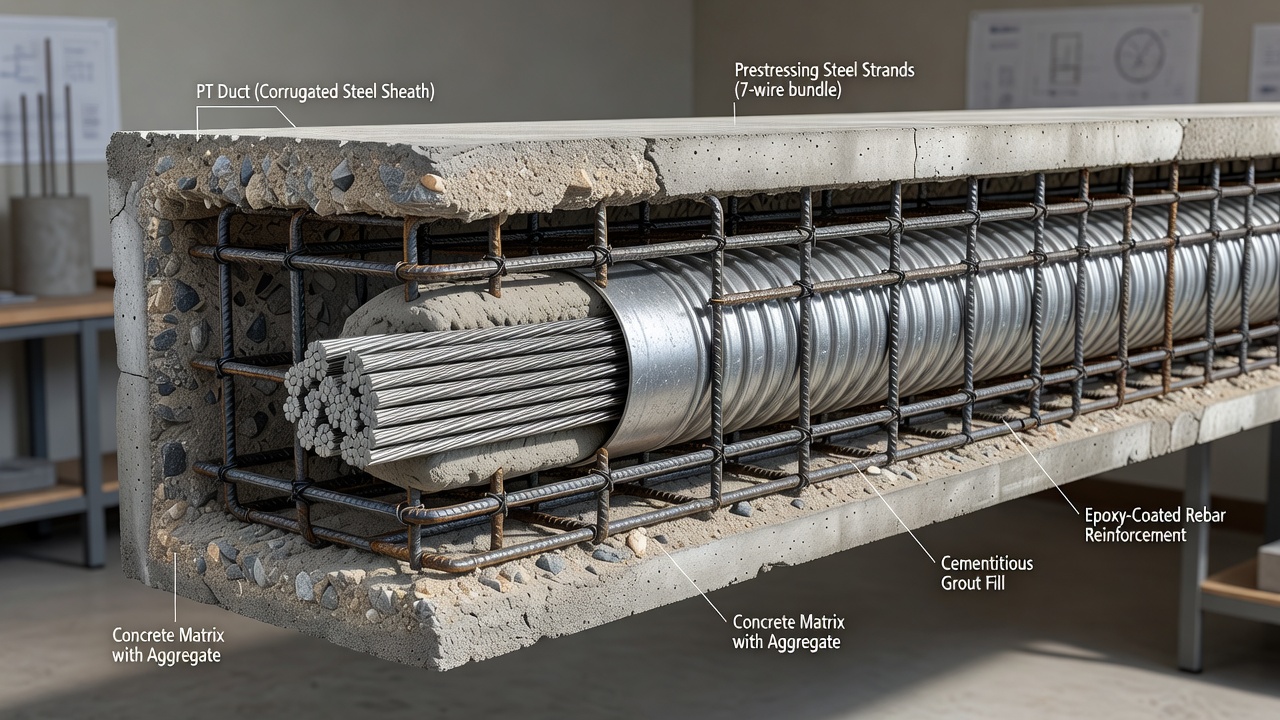
Ein PT-Kanal ist eine Hülle oder ein Schutzrohr, das Vorspannglieder im Beton umschließt, einen Hohlraum für die Bewegung des Spannglieds während des Spannvorgangs schafft und einen Weg für die Injektion von schützendem Einpressmörtel bietet. Zu den Kanaltypen gehören gewellte Metallkanäle, glatte Kunststoffkanäle und flachovale Kanäle. Einpressmörtelqualität, Wassereintritt und Korrosionserkennung sind entscheidend für die Haltbarkeit der Spannglieder.

Ein Vorspannkanal (PT-Kanal) ist eine Hülle oder ein Schutzrohr, das Vorspannglieder innerhalb von Betonkonstruktionen umschließt. Er schafft einen technisch gestalteten Hohlraum, der es ermöglicht, das hochfeste Stahlspannglied nach dem Erhärten des Betons zu installieren und sich während des Spannvorgangs frei zu bewegen. Nachdem das Spannglied auf die vorgeschriebene Kraft gespannt wurde, bietet der Kanal einen abgedichteten Weg für die Injektion von zementösem Einpressmörtel, der den Ringraum zwischen dem Spannglied und der Kanalwand füllt und eine dauerhafte Verbindung zwischen dem Stahl und dem umgebenden Beton herstellt.
Der PT-Kanal erfüllt fünf kritische Funktionen in einem Verbundspannsystem:
Hohlraumschaffung und Spanngliedaufnahme. Der Kanal muss einen freien, durchgehenden Durchgang durch den Beton von Verankerung zu Verankerung aufrechterhalten, dem geplanten Spanngliedprofil mit präzisen vertikalen und horizontalen Ausrichtungstoleranzen folgen. Die innere Querschnittsfläche des Kanals muss ausreichend sein, um die gesamte Spanngliedanordnung – mehrere Litzen oder Stäbe – plus Spielraum für den Einpressmörtelfluss während der Injektion aufzunehmen. Gemäß AASHTO LRFD Bridge Design Specifications muss die innere Querschnittsfläche des Kanals mindestens 2,0-mal die Nettofläche des Spannstahls betragen, und PTI empfiehlt einen Faktor von 2,0 bis 2,5, um einen ausreichenden Einpressmörtelfluss und eine vollständige Umhüllung aller Zwischenräume zwischen den Litzen zu gewährleisten.
Spannweg. Der Kanal ermöglicht es dem Spannglied, sich während des hydraulischen Spannvorgangs frei zu bewegen. Die Reibung zwischen dem Spannglied und der Kanalwand ist ein kritischer Bemessungsparameter, der die Höhe der Vorspannverluste und die erforderliche Spannkraft beeinflusst. Zwei Reibungskomponenten werden berücksichtigt: der Krümmungsreibungseffekt (μ), verursacht durch die beabsichtigte Krümmung des Spanngliedprofils, und der Unregelmäßigkeitsreibungseffekt (k), verursacht durch unbeabsichtigte kleine Abweichungen in der Kanalausrichtung. Gemäß AASHTO LRFD betragen typische Werte für Stahlkanäle μ = 0,15–0,25 und k = 0,0002/ft, während Kunststoffkanäle im Allgemeinen niedrigere Werte von μ = 0,05–0,12 und k = 0,0001–0,001/ft aufweisen, abhängig vom Kanalprofil und Stützenabstand.
Einpressmörteleinschluss. Nach dem Spannen muss der Kanal wasserdicht sein, um den zementösen Einpressmörtel unter Pumpdruck ohne Leckagen zu halten. Der Einpressmörtel wird am tiefsten Punkt des Spanngliedprofils injiziert und fließt aufwärts, wobei er Luft durch Entlüftungen an den Hochpunkten verdrängt. Der Kanal muss dem Einpressmörtelpumpdruck standhalten – typischerweise mindestens 0,5–1,0 MPa am höchsten Auslass – ohne zu bersten oder sich an Verbindungen zu trennen. Der Einpressmörteleinschluss ist kritisch: Ein undichter Kanal führt zu einer unvollständigen Spanngliedumhüllung und schafft Hohlräume, die zu Korrosionsinitiierungsstellen werden.
Verbundübertragungsmechanismus. In Verbundspannsystemen sorgen die Wellungen oder Rippen auf der Außenfläche des Kanals für einen mechanischen Verbund mit dem umgebenden Beton, während die Innenfläche des Kanals mit dem ausgehärteten Einpressmörtel verbunden wird. Dieser Doppelverbundmechanismus ermöglicht die Übertragung der Vorspannkraft vom Spannglied durch den Einpressmörtel und den Kanal in den Betonquerschnitt – eine Voraussetzung für die Entwicklung der ultimativen Biegefestigkeit unter Überlastbedingungen. Gemäß ACI 318 und AASHTO LRFD hängt die Entwicklungslänge für Verbundspannlitzen von der Qualität des Verbunds zwischen der Litze und dem Einpressmörtel sowie zwischen dem Einpressmörtel und dem Kanal ab.
Korrosionsschutzbarriere. Der Kanal bietet eine physikalische Barriere gegen Feuchtigkeit, Chloride und andere korrosive Stoffe, die den Spannstahl erreichen könnten. In Kombination mit dem alkalischen Einpressmörtel (pH 12,5–13,0) und der äußeren Betondeckung bildet der Kanal Teil eines mehrschichtigen Korrosionsschutzsystems. Für aggressive Umgebungen – Meeresexposition, Auftausalzanwendung, Industriezonen – werden Kunststoffkanäle spezifiziert, da sie einen überlegenen Korrosionsschutz im Vergleich zu verzinkten Stahlkanälen bieten, die selbst mit der Zeit korrodieren und durchlöchern können.
Vorspannkanäle werden in drei Hauptkonfigurationen hergestellt, die jeweils für spezifische Anwendungen und Leistungsanforderungen geeignet sind. Die Auswahl des Kanaltyps hängt von der Spanngliedgröße, der Krümmung des Spanngliedprofils, den strukturellen Tiefenbeschränkungen, der Umweltexposition und dem erforderlichen Korrosionsschutzniveau ab.
Gewellte Metallkanäle sind der traditionelle und am weitesten verbreitete Kanaltyp für Verbundvorspannung. Sie werden durch spiraliges Wickeln von verzinktem Stahlband – typischerweise 0,3–0,6 mm (0,012–0,024 in) Dicke – zu einem flexiblen, aber druckfesten Rohr mit äußeren spiralförmigen Wellungen hergestellt. Die Wellungen sorgen für einen mechanischen Verbund zwischen dem Kanal und dem umgebenden Beton und gewährleisten eine Verbundwirkung nach dem Einpressen.
Materialspezifikationen. Das Stahlband entspricht ASTM A653/A653M mit einer G60- oder G90-Zinkbeschichtung (60 oder 90 g/m² gesamt beide Seiten). Die Zinkbeschichtung bietet Korrosionsschutz während Lagerung, Handhabung und Bauausführung, ist jedoch für den langfristigen Schutz in aggressiven Umgebungen nicht ausreichend. Die Mindestwanddicke wird durch die Projektanforderungen festgelegt, wobei dickere Wände für größere Kanaldurchmesser und schärfere Biegeradien verwendet werden.
Leistungsmerkmale. Metallkanäle bieten eine hohe radiale Steifigkeit, die ein Kollabieren während der Betonage verhindert, gute Dimensionsstabilität und relativ niedrige Materialkosten. Sie können auf der Baustelle gebogen werden, um gekrümmten Spanngliedprofilen zu folgen, obwohl übermäßiges Biegen Knicke oder Abflachungen verursachen kann, die die Spanngliedinstallation behindern. Der Mindestbiegeradius für Metallkanäle beträgt typischerweise das 100-fache des Innendurchmessers (R ≥ 100 Øi), was bedeutet, dass ein Kanal mit 85 mm Innendurchmesser einen Mindestbiegeradius von 8,5 m hat.
Einschränkungen. Metallkanäle sind in Umgebungen mit hohem Chloridgehalt korrosionsanfällig. Die Zinkbeschichtung kann mit der Zeit verbraucht werden, und der verzinkte Stahl kann durchlöchern, wodurch Wege für Wasser und Chloride entstehen. Es besteht auch das Potenzial für eine galvanische Kopplung zwischen der Zinkbeschichtung und den hochfesten Stahllitzen in Gegenwart eines Elektrolyten, was die Korrosion des Spannstahls beschleunigen kann. Aus diesen Gründen verlangen viele Verkehrsbehörden – darunter Caltrans und FDOT – nun Kunststoffkanäle für alle internen Spannglieder im Brückenbau.
Gewellte Kunststoffkanäle werden aus hochdichtem Polyethylen (HDPE) oder Polypropylen (PP) mittels Extrusionsverfahren hergestellt, die ein gewelltes Profil mit äußeren Rippen erzeugen. Sie werden zunehmend für Verbundvorspannung vorgeschrieben, insbesondere in aggressiven Umgebungen und für Konstruktionen mit verlängerter Nutzungsdauer.
Leistungsprüfung gemäß fib Bulletin 7. Die Fédération International du Béton (fib) Bulletin 7, veröffentlicht im Jahr 2000, legte die ersten umfassenden Leistungsnormen für gewellte Kunststoffkanäle fest. Sieben Prüfungen sind erforderlich:
| Prüfung | Zweck | Annahmekriterien |
|---|---|---|
| Biegeverhalten | Überprüft, ob der Kanal ausreichend steif ist, um Durchbiegungen zwischen Stützen aufgrund von Temperatur- und Betonierlasten zu begrenzen | Durchbiegung innerhalb festgelegter Grenzen bei 100°C |
| Flexibilität | Bestätigt, dass Kanal und Kuppler ein einfaches Biegen auf den Mindestradius ohne übermäßige Querschnittsverformung ermöglichen | Kein Knicken oder Abflachen > 10 % bei festgelegtem Radius |
| Querlastwiderstand | Bestätigt, dass der Kanal konzentrierten Querlasten von Stützen und Bauarbeiten standhält | Verformung innerhalb festgelegter Grenze bei 500 N Last |
| Längslastwiderstand | Bestätigt, dass der Kanal thermischen Rückhaltelasten standhält | Kein Versagen bei festgelegter Zuglast |
| Dichtheit | Bestätigt die Wasserdichtigkeit von Kanal und Kupplern bei minimalem Biegeradius | Keine Leckage unter 0,1 bar Luftdruck |
| Verschleißfestigkeit | Bestätigt, dass der Kanal Abrieb durch Spannstahl während des Spannvorgangs bei minimalem Radius widersteht | Verbleibende Wanddicke ≥ 1,0 mm (fib) oder ≥ 1,5 mm (FDOT) |
| Verbundverhalten | Bestätigt, dass der Kanal Vorspannkräfte durch Wellungen übertragen kann | Ausziehkraft ≥ festgelegter Wert |
Vorteile gegenüber Metallkanälen. Kunststoffkanäle bieten mehrere entscheidende Vorteile. Sie sind von Natur aus korrosionsbeständig ohne Potenzial für galvanische Kopplung mit dem Spannstahl. Sie bieten eine wasserdichte Umhüllung, wenn Verbindungen ordnungsgemäß verschweißt oder mit mechanischen Kupplern verbunden werden. Sie haben niedrigere Reibungskoeffizienten als Stahlkanäle, was Vorspannverluste reduziert und effizientere Spanngliedprofile ermöglicht. Sie sind leichter – etwa ein Fünftel des Gewichts gleichwertiger Stahlkanäle – was den Handhabungsaufwand reduziert. Sie können engere Biegeradien durch die Verwendung speziell formulierter Verbundwerkstoffe aufnehmen, was schärfere Spanngliedprofile in Verankerungskörpern und Umlenkungen ermöglicht.
Materialformulierungen. Standard-Kunststoffkanalmaterial ist HDPE, aber speziell formulierte Verbundwerkstoffe wurden für Anwendungen mit engem Radius entwickelt. Diese proprietären Mischungen enthalten Zusätze, die die Verschleißfestigkeit verbessern, ohne die Flexibilität zu beeinträchtigen. General Technologies Inc. (GTI) produziert Kanäle mit engem Radius, die Mindestbiegeradien erreichen, die 30–50 % enger sind als Standard-Kunststoffkanäle, durch optimierte Polymerblends. Der Kabelfaktor k in der Verschleißfestigkeitsgleichung von fib Bulletin 7 berücksichtigt die Anzahl der auf den Kanal wirkenden Litzen, mit Werten von etwa 1,8 für 5 Litzen bis 6,3 für 37 Litzen.
Flachovale Kanäle sind ein spezielles Profil, das verwendet wird, wenn der vertikale Raum begrenzt ist, aber horizontale Breite zur Verfügung steht. Sie haben einen abgeflachten Querschnitt mit zwei parallelen flachen Seiten, die durch halbkreisförmige Enden verbunden sind – im Wesentlichen eine rechteckige Form mit abgerundeten Ecken. Das Profil maximiert die horizontale Litzenanordnung, während die vom Kanal beanspruchte strukturelle Tiefe minimiert wird.
Anwendungen. Flachovale Kanäle werden in dünnen Betonplatten, Parkhausdecken, Lastverteilungsplatten in Gebäuden und Segmentbrückenfahrbahnplatten verwendet, wo die verfügbare strukturelle Tiefe durch lichte Höhen oder architektonische Zwänge begrenzt ist. In Brückenfahrbahnplatten ermöglichen Flachkanäle eine Quervorspannung innerhalb der typischen Plattdicke von 200–275 mm ohne übermäßige Betondeckungsanforderungen.
Bemessungsüberlegungen. Die reduzierte vertikale Abmessung begrenzt die Anzahl der Litzenlagen, die aufgenommen werden können. Flachkanäle haben auch andere Reibungseigenschaften als runde Kanäle, typischerweise mit höheren Unregelmäßigkeitskoeffizienten aufgrund des nicht kreisförmigen Querschnitts. Die Querbiegesteifigkeit eines Flachkanals ist geringer als die eines runden Kanals mit äquivalenter Fläche, was einen engeren Stützenabstand während der Betonage erfordert. Der Einpressmörtelfluss in Flachkanälen kann in Querrichtung weniger gleichmäßig sein, was eine sorgfältige Planung der Einlass- und Auslassstellen erfordert.
Korrosionsschutz. Flachkanäle aus Kunststoff werden jetzt aus denselben Korrosionsbeständigkeitsgründen wie runde Kanäle gegenüber flachen Metallkanälen bevorzugt. Vormontierte Flachkanäle mit werkseitig angebrachten Kupplern und Übergangsstücken sind erhältlich, was die Feldarbeit reduziert und die Qualitätskontrolle verbessert.
Die Kanalinstallation ist eine Präzisionsarbeit, die direkt die strukturelle Leistung und Dauerhaftigkeit des Vorspannsystems beeinflusst. Das FHWA Post-Tensioning Tendon Installation and Grouting Manual (FHWA-NHI-13-026, Version 2.0) enthält detaillierte Anleitungen zu Kanalinstallationsverfahren.
Kanäle müssen sicher in der Schalung abgestützt werden, um das geplante Spanngliedprofil während der Betonage beizubehalten. Der Stützenabstand wird durch die Projektnormen festgelegt:
| Kanaltyp | Maximaler Stützenabstand |
|---|---|
| Stahlrohre (starr) | 48 Zoll (1,22 m) |
| Runder Kunststoffkanal | 24 Zoll (0,61 m) |
| Flachkanal aus Kunststoff | 12 Zoll (0,30 m) |
| An Verbindungsstellen | Beide Seiten der Verbindung |
Stützen werden typischerweise aus profilierten Bewehrungsstahlkörben oder vorgefertigten Stahlstützen hergestellt, die am primären Bewehrungskorb befestigt werden. Die Stützen müssen steif genug sein, um ein Verschieben des Kanals während der Betonage und Verdichtung zu verhindern. Jede Abweichung vom geplanten Profil verändert die Spanngliedexzentrizität und kann die Tragfähigkeit verringern oder unbeabsichtigte Spannungskonzentrationen an Verankerungen verursachen.
Kanalausrichtungstoleranzen gemäß AASHTO LRFD Bridge Construction Specifications betragen typischerweise:
Kanalverbindungen müssen wasserdicht sein und eine glatte innere Ausrichtung ohne Lippen, Stufen oder Knicke bieten, die die Spanngliedinstallation behindern oder die Litzenoberfläche während des Spannvorgangs beschädigen könnten.
Metallkanalverbindungen. Abschnitte von Metallkanälen werden mit externen Kupplern verbunden – zylindrischen Hülsen, die über die Kanalenden passen. Der Kuppler wird auf den Kanal gecrimpt oder selbstsichernd aufgebracht, und die Verbindung wird mit wasserdichtem Klebeband abgedichtet. Für kritische Anwendungen bieten Schrumpfschläuche zusätzliche Wasserdichtigkeit.
Kunststoffkanalverbindungen. Abschnitte von Kunststoffkanälen können mit mehreren Methoden verbunden werden: Heißschweißen erzeugt eine monolithische Verbindung mit vollständiger Wasserdichtigkeit; mechanische Kuppler mit O-Ring-Dichtungen bieten wasserdichte Verbindungen, die bei Bedarf demontiert werden können; und Gewindeverbindungen sind für einige proprietäre Systeme erhältlich. Die Verbindungsmethode muss dieselbe Wasserdichtigkeit und Festigkeit wie der Kanal selbst aufweisen.
Einpressmörteleinlässe werden an den tiefsten Punkten des Spanngliedprofils installiert, und Einpressmörtelauslässe (Entlüftungen) werden an den höchsten Punkten installiert. Gemäß FHWA-NHI-13-026:
Kanäle sind während der Betonage anfällig für Beschädigungen. Die folgenden Schutzmaßnahmen sind festgelegt:
Nach der Betonage und vor der Spanngliedinstallation muss jeder Kanal durchgeschoben werden – als frei und ungehindert verifiziert – mit einem zylindrischen Stahldorn. Der Dorn hat einen Durchmesser von 3 mm weniger als der Nenninnendurchmesser des Kanals und eine Länge, die der minimalen praktischen Länge für die Anwendung entspricht (typischerweise 150–300 mm). Der Dorn muss auf der gesamten Länge des Kanals von Verankerung zu Verankerung ohne Behinderung hindurchgehen. Wenn der Dorn nicht hindurchgeht, muss die Behinderung lokalisiert und vor der Spanngliedinstallation behoben werden. Das Durchschieben wird in den Bauaufzeichnungen dokumentiert.
Einpressen ist der Prozess des Injizierens von zementösem Einpressmörtel in den Kanal nach dem Spannen, um alle Hohlräume um das Spannglied zu füllen und eine dauerhafte Verbindung herzustellen. Der Einpressvorgang ist die einzelne kritischste Qualitätskontrollaktivität im Verbundvorspannungsbau.
Gemäß PTI M55.1-19 (Specification for Grouting of Post-Tensioned Structures) muss der Einpressmörtel die folgenden Anforderungen erfüllen:
| Eigenschaft | Anforderung |
|---|---|
| Wasser/Zement-Verhältnis (w/z) | ≤ 0,44 für abgepackte Einpressmörtel |
| 28-Tage-Druckfestigkeit (ASTM C109) | ≥ 35 MPa (5.000 psi) |
| Blutwasser (ASTM C940) | Null Blutwasser nach Erstmischung |
| Plastische Expansion (ASTM C1741) | 0–10 % nach 3 Stunden |
| Auslaufzeit (ASTM C939 Fließtrichter) | 11–30 Sekunden |
| Maximaler Chloridionengehalt | ≤ 0,08 % Masse des zementösen Materials |
| Fließfähigkeitserhalt | ≥ 30 Minuten nach dem Mischen |
Abgepackte Einpressmörtel werden stark bevorzugt, da sie werkseitig gemischt sind mit präzise kontrollierten Anteilen von Zement, zusätzlichen zementösen Materialien (Silikastaub, Flugasche), Expansionsmitteln, Weichmachern und Korrosionsinhibitoren. Baustellengemischte Einpressmörtel erfordern eine strenge Qualitätskontrollprüfung jeder Charge und werden von den meisten Verkehrsbehörden für den Brückenbau nicht mehr zugelassen.
Thixotrope Einpressmörtel sind so formuliert, dass sie in Ruhe steif bleiben, aber unter Pumpdruck leicht fließen. Diese reversible Eigenschaft macht sie ideal für vertikale Spannglieder und geneigte Stegspannglieder, bei denen herkömmlicher Einpressmörtel durchhängen oder abfließen würde. Thixotrope Einpressmörtel werden von vielen Spezifikationen für Spannglieder mit Neigungen von mehr als 45 Grad zur Horizontalen gefordert.
Der Einpressvorgang muss innerhalb einer begrenzten Zeit nach dem Spannen durchgeführt werden – typischerweise ≤ 20 Tage, mit kürzeren Intervallen für aggressive Umgebungen. Die Abfolge der Vorgänge gemäß FHWA-NHI-13-026 ist:
Für lange Spannglieder (> 50 m), vertikale Profile und aggressive Umgebungen wird Vakuumeinpressen vorgeschrieben. Der Vakuumeinpressprozess:
Einpressmörtelhohlräume sind der häufigste und schwerwiegendste Dauerhaftigkeitsschaden in Verbundvorspannung. Ein Hohlraum ist ein Volumen innerhalb des Kanals, das nicht mit Einpressmörtel gefüllt ist, wodurch ein luft- oder wassergefüllter Raum entsteht, in dem der Spannstahl der inneren Kanalumgebung ausgesetzt ist, anstatt in alkalischem Einpressmörtel eingebettet zu sein.
Hohlräume entstehen durch mehrere Mechanismen, oft in Kombination:
Blutwasserverdunstung. Herkömmlicher Zement-Wasser-Einpressmörtel produziert auf natürliche Weise Blutwasser – typischerweise 3–5 % des gesamten Einpressmörtelvolumens bei Standard-Zement/Wasser-Mischungen und bis zu 10–15 % bei schlecht kontrollierten Mischungen. Das Blutwasser steigt zu den Hochpunkten des Spanngliedprofils auf und sammelt sich hinter Verankerungen und an Zwischenhochpunkten. Wenn das Blutwasser mit der Zeit verdunstet, bleibt ein Hohlraum zurück. Dies war der primäre Hohlraummechanismus in Brücken, die vor 2001 gebaut wurden, bevor blutwasserresistente Einpressmörtel entwickelt wurden.
Unvollständiges Einpressen. Schlechte Einpresspraxis – unzureichender Pumpdruck, falsche Reihenfolge des Entlüftungsschließens, vorzeitiges Abschalten des Pumpens – hinterlässt Teile des Kanals ungefüllt. Verstopfungen im Kanal durch Schmutz, eingedrückte Abschnitte oder entmischten Einpressmörtel können verhindern, dass Einpressmörtel entfernte Teile des Spannglieds erreicht.
Unzureichende Entlüftung. Wenn Entlüftungsrohre an Hochpunkten eingedrückt, verstopft oder weggelassen werden, kann die am Hochpunkt eingeschlossene Luft während des Einpressens nicht entweichen, und es bildet sich ein Hohlraum unter der eingeschlossenen Lufttasche. In dicht bewehrten Zonen sind Entlüftungsrohre während der Betonage beschädigungsanfällig.
Einpressmörtelleckage. Wenn der Kanal nicht wasserdicht ist – an Verbindungen, Kupplern oder Stellen mit Kanalschäden – kann Einpressmörtel während der Injektion austreten und ungefüllte Teile hinterlassen. Ausgetretener Einpressmörtel beeinträchtigt auch den Korrosionsschutz des Spannglieds an der Leckstelle.
Einpressmörtelentmischung. Abgepackte Einpressmörtel mit überschüssigem Wasser, das auf der Baustelle hinzugefügt wurde, können sich entmischen – die schwereren Zementpartikel setzen sich ab, während das leichtere Wasser aufsteigt, wodurch eine Zone porösen Einpressmörtels mit hohem Wasser-Zement-Verhältnis an der Oberseite des Kanals entsteht. Entmischung wird durch petrographische Analyse von Einpressmörtelproben nachgewiesen, die eine Schichtung zeigen.
Hohlräume werden am häufigsten gefunden an:
Einpressmörtelhohlräume schaffen Bedingungen für beschleunigte lokalisierte Korrosion des Spannstahls. Innerhalb eines Hohlraums:
Die Korrosionsrate in einem Hohlraum kann um Größenordnungen höher sein als in ordnungsgemäß verpressten Bereichen. FDOT-Untersuchungen haben Spanngliedkorrosion von 10 % oder mehr des Litzenquerschnitts innerhalb von Hohlräumen in Brücken dokumentiert, die weniger als 20 Jahre alt waren – Konstruktionen ausgelegt für eine 75–100-jährige Nutzungsdauer.
Wassereintritt in Vorspannkanäle ist die zweitbedeutendste Dauerhaftigkeitsbedrohung nach Einpressmörtelhohlräumen. Wasser, das in das Kanalsystem eindringt, trägt Chloride, Sulfate und andere korrosive Stoffe, die den Spannstahl angreifen.
Verankerungen. Die Verankerung ist der am stärksten gefährdete Eintrittspunkt. Unsachgemäß abgedichtete Spannsäcke, fehlerhafte Einkapselungskappen, unverpresste Kappenhohlräume und Spalten zwischen der Lagerplatte und der Trompete bieten direkte Wege für Wasser, um die Keile und Litzenenden zu erreichen. Wasser, das an der Verankerung eintritt, kann entlang des Spannglieds über beträchtliche Entfernungen durch die Zwischenräume zwischen einzelnen Litzen Drähten wandern – ein Phänomen, das als dochtinduzierte Wasserwanderung bekannt ist.
Beschädigte Kanäle. Kanäle, die während des Baus eingedrückt oder eingerissen wurden – durch übermäßige Verdichtung, Schalungsbewegung oder Bewehrungsdichte – schaffen Öffnungen für Wassereintritt. Im Betrieb kann Korrosion von Metallkanälen die Hülle durchlöchern und zusätzliche Eintrittspunkte schaffen.
Fehlerhafte Verbindungen und Kuppler. Verbindungen, die während des Baus nicht ordnungsgemäß abgedichtet wurden oder sich mit der Zeit verschlechtern, ermöglichen Wassereintritt an der Verbindungsstelle.
Entlüftungen und Einlässe. Einpressmörtelentlüftungen und -einlässe, die nach dem Einpressen nicht ordnungsgemäß verschlossen wurden, oder bei denen Dichtstoffe mit der Zeit versagen, bieten Wassereintrittspunkte an den höchsten Punkten des Spannglieds – genau dort, wo Hohlräume am wahrscheinlichsten sind.
Chloridionen aus Auftausalzen, Meeresgischt oder Industrieumgebungen dringen durch Diffusion und kapillare Absorption in die Betondeckung ein. Sobald Chloride den Kanal erreichen, können sie durch jede Öffnung eindringen und sich an der Stahloberfläche ansammeln. Die kritische Chloridschwelle für Spannstahl beträgt etwa 0,2 % Masse des Zements – deutlich niedriger als die Schwelle von 0,4–1,0 % für herkömmlichen Betonstahl – da das höhere Spannungsniveau Spannstahl anfälliger für chloridinduzierte Lochkorrosion macht.
Wassereintritt wird erkannt durch:
Kanal Korrosion betrifft Metallkanäle und kann in extremen Fällen die Schutzfunktion des Kanals beeinträchtigen. Kunststoffkanäle sind von Natur aus korrosionsbeständig und eliminieren diese Versagensart.
Verzinkte Stahlkanäle korrodieren durch mehrere Mechanismen:
Zinkverbrauch. Die verzinkte Zinkbeschichtung bietet Opferschutz – das Zink korrodiert bevorzugt gegenüber dem darunterliegenden Stahl. In aggressiven Umgebungen (hoher Chloridgehalt, niedriger pH-Wert, hohe Luftfeuchtigkeit) kann die Zinkbeschichtung innerhalb von 10–20 Jahren verbraucht sein.
Stahldurchlöcherung. Nach dem Zinkabbau korrodiert der Basisstahl. Die Durchlöcherung der Kanalwand schafft einen direkten Weg für Wasser und Chloride zum Spannglied. Lochkorrosion kann in 5–15 Jahren in aggressiven Umgebungen Perforationslöcher erzeugen.
Galvanische Kopplung. In Gegenwart eines Elektrolyten (Wasser mit Chloriden) bildet sich eine galvanische Zelle zwischen der Zinkbeschichtung und den hochfesten Stahllitzen. Das Zink, das anodischer ist, korrodiert bevorzugt – aber das galvanische Potenzial kann auch die Korrosion der Litze antreiben, wenn das Zink lokal verbraucht ist.
Kanal Korrosion wird erkannt durch:
Die Inspektion von Vorspannkanälen stützt sich auf eine Kombination von zerstörungsfreien Prüfmethoden (NDT) und gezielter zerstörender Untersuchung. Das fortschreitende Inspektionsprotokoll, das von der Branchenpraxis empfohlen wird (gemäß FPrimeC, FDOT und PTI DC80.3-12), folgt vier Schritten.

Bodenradar (GPR) mit Hochfrequenzantennen (typischerweise 900–1600 MHz für Brückeninspektionen) wird verwendet, um die Position, Tiefe und das Profil von Spanngliedkanälen zu lokalisieren. GPR erzeugt ein Profil der Kanalabdeckung und -ausrichtung und kann Anomalien wie Wassereintritt (erhöhte Dielektrizitätskonstante), Betondeckungsablösung und diskontinuierliche Füllung innerhalb des Kanals identifizieren. GPR kann jedoch nicht zuverlässig zwischen festem Einpressmörtel und Hohlräumen innerhalb eines PT-Kanals unterscheiden, da der Kontrast der Dielektrizitätskonstanten zwischen ausgehärtetem Einpressmörtel (ε ≈ 6–8) und Luft (ε = 1) für eine zuverlässige Unterscheidung in den meisten Feldbedingungen nicht ausreicht. Daher ist GPR ein nützliches Werkzeug für die erste Bestandsaufnahme, aber nicht ausreichend für die Hohlraumdetektion allein.
Die Impakt-Echo (IE)-Prüfung ist die primäre NDT-Methode zur Erkennung von Einpressmörtelhohlräumen in PT-Kanälen. Sie funktioniert durch Erzeugen einer kurzzeitigen mechanischen Schlagwelle auf der Betonoberfläche und Analyse der reflektierten Frequenzantwort:
Das IE-Verfahren erfordert Erfahrung in der Dateninterpretation, da auch andere Anomalien (Risse, Hohlräume, delaminierte Betondeckung) ähnliche Frequenzverschiebungen verursachen können. Fortgeschrittene IE-Techniken verwenden Frequenz-Sweep-, Zeit-Frequenz-Analyse und 2D/3D-Tomographie zur verbesserten Hohlraumabgrenzung.
UPE-Tomographie ist die umfassendste NDT-Methode. Arrays von 25–100 kHz Punktkontakt-Wandlern senden und empfangen Ultraschallwellen. Die gemessenen Laufzeiten und Amplituden werden verarbeitet, um 3D-Volumenbilder der Kanalregion zu erstellen. UPE erkennt:
Die Tomographie-Auflösung hängt von der Array-Konfiguration und der Datenverarbeitung ab. Systeme mit niederfrequenten Wandlern (25 kHz) dringen tiefer ein, haben aber geringere Auflösung, während Hochfrequenzsysteme (100 kHz) eine bessere Auflösung mit geringerer Eindringtiefe bieten.
Wenn NDT-Ergebnisse auf Hohlräume oder andere Schäden hinweisen, wird eine invasive Bestätigung durchgeführt. Die Standardmethode ist die Endoskopinspektion:
Gemäß FDOT-Standards werden während der Abnahmeprüfung invasive Bestätigungsbohrungen an 100 % der Spannglieder in einer festgelegten Anzahl von kritischen Abschnitten durchgeführt. Für Bewertungen bestehender Konstruktionen empfiehlt die Branchenpraxis eine Validierung von mindestens 5 % der NDT-Indikationen.
Wenn Inspektionen Probleme in Vorspannkanälen identifizieren, können je nach Art und Schweregrad mehrere Reparaturansätze verfolgt werden.
Einpressmörtelhohlräume werden durch Nachverpressen repariert:
Wenn Wasser im Kanal vorhanden ist, wird es entfernt durch:
Wenn Spannglieder stark korrodiert sind oder wenn Drahtbrüche aufgetreten sind, kann ein Spanngliedaustausch erforderlich sein. Dies ist ein spezialisierter Vorgang, bei dem:
In Fällen, in denen vorhandene Kanäle stark beschädigt oder korrodiert sind und nicht repariert werden können, kann eine Nachrüstung mit externen Spanngliedern eine praktikable Alternative sein. Externe Spannglieder werden außerhalb des Betonquerschnitts installiert, typischerweise innerhalb der Brückenträgerhohlräume, und an diskreten Umlenk- und Verankerungspunkten mit der Struktur verbunden.
Die Bemessung, Materialien, Installation und Prüfung von Vorspannkanälen unterliegen mehreren Normen und Vorschriften, die je nach Behörde und Gerichtsbarkeit variieren.
| Standard | Abdeckung | Schlüsselanforderungen |
|---|---|---|
| PTI M55.1-19 | Einpressmörtel für Spannglieder | Einpressmörtelzusammensetzung, Mischverfahren, Prüfkriterien und Kompatibilität mit Kanälen |
| PTI/ASBI M50.3-12 | PT-Systemkomponenten | Kanalanforderungen, Verbindungsspezifikationen, Abnahmeprüfung |
| AASHTO LRFD (Bemessung) Art. 5.9 | Kanalbemessung | Mindestkanalfläche ≥ 2,0× Spanngliednettofläche, Reibungskoeffizienten |
| AASHTO LRFD (Ausführung) Art. 26 | Kanalinstallation | Toleranzen, Verbindungen, Stützen, Durchschieben |
| fib Bulletin 7 | Kunststoffkanalprüfung | 7 Leistungsprüfungen (Biegung, Flexibilität, Last, Dichtheit, Verschleiß, Verbund) |
| ASTM A416 | Spannlitze | Litzenabmessungen, Festigkeit, Entspannungsanforderungen |
| ASTM A653 | Verzinkter Stahl | Zinkbeschichtungsmasse und -qualität für Stahlkanäle |
| ASTM D3350 | HDPE-Material | HDPE-Eigenschaften für Kunststoffkanalerzeugnisse |
| FDOT Standardspezifikationen | Lückenhafte Anforderungen | Strengere Verschleißkriterien (1,5 mm/2,0 mm verbleibende WD), 100 % Spanngliedprüfung |
Der Vorspannkanal ist eine oft übersehene, aber kritische Komponente von vorgespannten Betonkonstruktionen. Erfüllt ein PT-Kanal seine Funktionen nicht – Hohlraumschaffung, Spanngliedaufnahme, Einpressmörteleinschluss, Verbundübertragung und Korrosionsschutz – ist das gesamte Vorspannsystem gefährdet. Die Materialauswahl (Metall vs. Kunststoff), die Installationsqualität, die Einpresspraxis und die langfristige Überwachung bestimmen gemeinsam, ob eine vorgespannte Konstruktion ihre beabsichtigte 75–100-jährige Nutzungsdauer erreicht oder vorzeitig korrosionsbedingte Spanngliedausfälle erleidet.
Die Entwicklung von bleifreien, thixotropen Einpressmörteln, Vakuumeinpresstechnologien, nichtmetallischen Kanalmaterialien und verbesserten NDT-Methoden für die Hohlraumdetektion hat die Haltbarkeit von vorgespannten Brücken im letzten Jahrzehnt erheblich verbessert. Die Herausforderung bleibt die Alterung der Infrastruktur – Tausende von Brücken, die vor 2001 gebaut wurden, enthalten konventionell verpresste Metallkanäle, die jetzt in ihrer erwarteten Nutzungsdauer Korrosionsprobleme entwickeln. Für diese Bauwerke sind systematische Inspektionsprotokolle, die GPR, Impakt-Echo, UPE und gezielte Endoskopie kombinieren, für die Sicherheitsbewertung und die Planung von Sanierungsmaßnahmen unerlässlich.
TarmacView bietet fachkundige zerstörungsfreie Bewertungsdienste für vorgespannte Brücken und Betoninfrastruktur, einschließlich Impakt-Echo, GPR und Ultraschallprüfung zur Zustandsbewertung von PT-Kanälen. Kontaktieren Sie uns, um eine Einpressmörtelhohlraum-Untersuchung oder Spanngliedinspektion zu vereinbaren.
Ein Spannglied ist ein hochfestes Stahlelement — in der Regel Siebendrähtlitze, Draht oder Stab — das in Spannbeton- oder nachträglich vorgespannten Konstruktio...
Eine Spannbeton-Fahrbahndecke (PCP) ist ein starres Fahrbahnsystem, bei dem innere Druckspannungen in die Betonplatte eingebracht werden, bevor Nutzlasten aufge...
Fugenabdichtungen sind Materialien, die in Fahrbahndeckenfugen eingebracht werden, um das Eindringen von Wasser und inkompressiblen Materialien zu verhindern, d...