Fugenabdichtung
Fugenabdichtungen sind Materialien, die in Fahrbahndeckenfugen eingebracht werden, um das Eindringen von Wasser und inkompressiblen Materialien zu verhindern, d...
34 Min. Lesezeit
Pavement Maintenance
Concrete Pavement
+3
Silikon-Dichtstoffe sind niedrigmodulige, elastomere Fugenabdichtungsmaterialien für Betonfahrbahnen, die erhebliche Fugenbewegungen aufnehmen und gleichzeitig eine wasserdichte Abdichtung gewährleisten. Aufgrund ihrer Beständigkeit gegen Kraftstoff und ihrer Langlebigkeit werden sie bevorzugt für Flughafen-PCC-Fahrbahnen eingesetzt. Umfasst Silikonchemie, Anwendung, Leistungsmerkmale und Vergleich mit alternativen Dichtstoffarten.
Silikonfugenmasse für Fahrbahndecken ist ein kalt verarbeitbarer, einkomponentiger, chemisch härtender Elastomerwerkstoff, der speziell zum Abdichten von Fugen in Portlandzementbeton-Fahrbahndecken (PCC) entwickelt wurde. Chemisch basieren Silikondichtstoffe auf Polydimethylsiloxan (PDMS) -Polymeren — langkettigen Silicium-Sauerstoff-Rückgratmolekülen mit Methyl-Seitengruppen an jedem Siliciumatom. Das Silicium-Sauerstoff-Grundgerüst (Si-O-Si) verleiht dem Material seine entscheidenden Eigenschaften: außergewöhnliche Flexibilität, thermische Stabilität über extreme Temperaturbereiche, Beständigkeit gegen ultraviolette (UV) Strahlung und inhärente chemische Trägheit. Die Bindungsenergie der Siloxanbindung (Si-O) beträgt etwa 444 kJ/mol und ist damit wesentlich höher als die Kohlenstoff-Kohlenstoff-Bindung (348 kJ/mol) in organischen Polymerrückgraten. Dieser grundlegende Unterschied auf molekularer Ebene erklärt, warum Silikondichtstoffe oxidativem Abbau, Ozonangriff und Witterungseinflüssen weitaus besser widerstehen als organische Dichtstoffe wie Polyurethane und Polysulfide.
Der Aushärtungsmechanismus von fahrbahntauglichen Silikondichtstoffen folgt dem Raumtemperatur-Vulkanisationsprozess (RTV) — einer Kondensationshärtungsreaktion, die durch Luftfeuchtigkeit ausgelöst wird. Wenn das einkomponentige Material aus seinem versiegelten Behälter extrudiert und der Umgebungsfeuchte ausgesetzt wird, diffundieren Wassermoleküle in die Silikonmatrix und reagieren mit hydrolysierbaren Endgruppen (typischerweise Acetoxy-, Alkoxy- oder Oxim-Funktionsgruppen) an den PDMS-Polymerketten. Diese Reaktion setzt ein niedermolekulares Nebenprodukt frei (Essigsäure bei Acetoxysystemen, Alkohole bei Alkoxysystemen oder Oxime bei neutralhärtenden Systemen) und bildet Vernetzungen zwischen benachbarten Polymerketten, wodurch ein dreidimensionales elastomeres Netzwerk entsteht. Die meisten fahrbahntauglichen Silikone verwenden eine neutrale (Alkoxy-) Härtungschemie, um Korrosionsprobleme bei eingebettetem Stahl zu vermeiden und den Geruch bei der Anwendung auf großflächigen Pflasterprojekten zu minimieren.
Die Bezeichnung Niedrigmodul, die Fahrbahn-Silikondichtstoffe charakterisiert, ist eine kritische Leistungseigenschaft. Der Modul bezeichnet die Spannung, die erforderlich ist, um eine bestimmte Dehnung des Materials zu erreichen. Niedrigmodul-Silikone — die typischerweise einen 100%-Zugmodul unter 0,35 MPa (50 psi) gemäß ASTM D5893 aufweisen — dehnen sich unter geringer Spannung leicht aus, was bedeutet, dass die Dichtstoffraupe bei Fugenöffnung durch Kältekontraktion nur minimale Kräfte auf die Verbundfläche mit dem Betonsubstrat ausübt. Diese Eigenschaft reduziert direkt das Risiko von Adhäsionsversagen (Ablösen von der Fugenwand) und Kohäsionsversagen (Einreißen innerhalb des Dichtstoffkörpers), den beiden dominierenden Versagensarten bei Fahrbahnfugenmassen. Die Niedrigmoduleigenschaft wird durch optimierte Polymerkettenlänge, kontrollierte Vernetzungsdichte und die Einarbeitung nicht-reaktiver Silikonöle erreicht, die das ausgehärtete Netzwerk weichmachen.
Die rheologischen Eigenschaften von Fahrbahn-Silikondichtstoffen wurden ausgiebig mittels dynamischer Scherrheometrie (DSR) untersucht. Forschung am U.S. Army Engineer Waterways Experiment Station zeigte, dass Silikondichtstoffe ein ausgeprägtes viskoelastisches Verhalten aufweisen — das heißt, sie zeigen sowohl viskose (flüssigkeitsähnliche, zeitabhängige) als auch elastische (festkörperähnliche, reversible) Reaktionen auf ausgeübte Verformung. Dieses duale Verhalten bestimmt, wie der Dichtstoff unter den zyklischen thermischen Bewegungen von Betonfahrbahnfugen arbeitet — wo tägliche und saisonale Temperaturschwankungen von 40 °C oder mehr die Fugenbreiten durch erhebliche Dimensionsänderungen zyklisch belasten. Die viskoelastische Natur ermöglicht es dem Dichtstoff, Spannungen durch viskoses Fließen bei langsamen, anhaltenden Bewegungen (wie saisonaler thermischer Kontraktion) abzubauen, während er bei schnellen, transienten Verschiebungen (wie Radlasten von Flugzeugen) elastisch zurückfedert. Der Speichermodul (G’) — der die elastische, reversible Komponente darstellt — und der Verlustmodul (G") — der die viskose, dissipative Komponente darstellt — variieren erheblich mit Temperatur, Belastungsfrequenz und Aushärtungsgrad.
Die Adhäsionschemie zwischen Silikondichtstoff und Beton wird sowohl durch mechanische Verklammerung als auch durch chemische Bindung angetrieben. Frisch präparierte PCC-Fugenflanken bieten ein mikroskopisch raues, oberflächenenergiereiches Substrat, in das das niedrigviskose (bei selbstverlaufenden Formulierungen) oder geglättete (bei nicht-sackenden Formulierungen) Silikon einfließen und mechanisch verankern kann. Gleichzeitig hydrolysieren und kondensieren im Dichtstoff formulierte organofunktionelle Silan-Haftvermittler mit auf der Betonoberfläche und im Zementstein vorhandenen Silanolgruppen (Si-OH) und bilden kovalente Siloxanbindungen, die den Dichtstoff chemisch am Substrat verankern. Dieser duale Haftmechanismus — mechanische Verklammerung plus chemische Bindung — ist der Grund, warum die Oberflächenvorbereitung, insbesondere die Entfernung von Zementschlämme, Nachbehandlungsmitteln und Verunreinigungen, die den Zugang zu reaktiven Betonoberflächen blockieren, der mit Abstand wichtigste bestimmende Faktor für die Nutzungsdauer des Dichtstoffs ist.
ASTM D5893 — Standard Specification for Cold Applied, Single Component, Chemically Curing Silicone Joint Sealant for Portland Cement Concrete Pavements — definiert zwei verschiedene Arten von Silikondichtstoffen basierend auf der Verarbeitungsrheologie und dem Verwendungszweck: Typ SL (self-leveling) und Typ NS (non-sag). Beide Typen teilen dieselbe basische Polysiloxanchemie, sind jedoch mit unterschiedlichen rheologischen Modifikatoren, Füllstoffpaketen und Viskositätsprofilen formuliert, um verschiedenen Fugen-Geometrien und Einbaubedingungen gerecht zu werden.
Typ SL (Self-Leveling)-Silikondichtstoffe sind als niedrigviskose, gravitationsfließende Materialien formuliert, die ausreichend Fließfähigkeit besitzen, um in horizontale Fugen gegossen zu werden und ohne Glättung zu einer glatten, bündigen oder leicht zurückgesetzten Oberfläche selbst zu verlaufen. Die Viskosität wird typischerweise bei Verarbeitungstemperatur auf unter etwa 100.000 Centipoise eingestellt, sodass das Material in Fugenunregelmäßigkeiten, Abplatzungen und Oberflächentexturen fließen und dabei eingeschlossene Luftblasen freisetzen kann. Selbstverlaufende Silikone sind die bevorzugte Wahl für großflächige Fahrbahnarbeiten — Quer- und Längsfugen im Autobahnbau, Dehnfugen in Start- und Landebahnen sowie Rollwegen von Flughäfen und Sägefugen in Vorfeldbereichen — wo Verarbeitungsgeschwindigkeit, Gleichmäßigkeit des Dichtprofils und minimaler Personaleinsatz Priorität haben. Typ SL-Dichtstoffe werden direkt aus 5-Gallonen- (19-Liter-) Eimern oder 55-Gallonen- (208-Liter-) Fässern mit druckluftbetriebenen Bulkpumpen mit Nachlaufplatten gefördert, was einen kontinuierlichen Einbau über tausende laufender Fuß pro Schicht ermöglicht. Typische Verarbeitungsraten von 800 bis 2.000 laufenden Fuß pro Schicht sind üblich, abhängig von Fugenbreite und -tiefe, Teamgröße und Zugangsbedingungen.
Typ NS (Non-Sag)-Silikondichtstoffe, auch als kartuschengeeignete oder geglättete Dichtstoffe bezeichnet, sind mit thixotropen Additiven formuliert, die eine ausreichende Fließgrenze verleihen, um ein Fließen oder Absacken nach dem Einbau zu verhindern — selbst an vertikalen oder stark geneigten Fugenflanken. Nicht-sackende Formulierungen werden in Standard-Kartuschen für Kartuschenpressen (10,3 oder 20 Flüssigunzen) oder in Großgebinden für Druckluftpistolen abgepackt. Nach der Extrusion in die Fuge müssen Typ NS-Dichtstoffe geglättet werden — mit einem Spachtel, einer Kelle oder einem Profilierungswerkzeug angedrückt und verstrichen — um einen innigen Kontakt mit den Fugenwänden, einen korrekten Rücksprung unter der Fahrbahnoberfläche und ein konkaves Profil zu erreichen, das die Spannungskonzentration an der Verbundlinie minimiert. Das Glätten arbeitet den Dichtstoff zudem in Oberflächenporen ein und entfernt Lufteinschlüsse. Typ NS wird für vertikale Fugen in Bauwerken wie Widerlagern, Stützwänden, Brückenbrüstungen und für geneigte Fahrbahnübergänge vorgeschrieben, wo die Schwerkraft eine selbstverlaufende Formulierung aus der Fuge ziehen würde. In Flughafenanwendungen finden Typ NS-Dichtstoffe Einsatz in vertikalen Baufugen an Terminalübergängen, Entwässerungsbauwerksanschlüssen und geneigten Rampenübergängen, wo selbstverlaufende Materialien nicht an Ort und Stelle bleiben würden.
Beide Typen härten nach demselben feuchtigkeitsaktivierten Mechanismus aus und müssen unter ASTM D5893 identische Anforderungen an die ausgehärteten Eigenschaften erfüllen — einschließlich Zugmodul (maximal 0,35 MPa bei 100 % Dehnung), Bruchdehnung (mindestens 600 %), Härte (Shore A 15 bis 40 nach Aushärtung) und Haltbarkeit der Verbundfestigkeit nach Wasserlagerung und Ofenalterung. Die Unterscheidung liegt ausschließlich in der ungehärteten Rheologie und den für jeden Typ geeigneten Vorbereitungs- und Einbauverfahren.
Einige Hersteller produzieren Produkte mit dualer Konsistenz, die bei niedrigeren Umgebungstemperaturen (wo die Viskosität höher ist) als selbstverlaufende Formulierungen verarbeitet werden können, sich bei warmen Bedingungen jedoch eher wie nicht-sackende Materialien verhalten. Der Ausschreibende muss überprüfen, ob das eingereichte Produkt den spezifischen, in der Projektvorgabe geforderten ASTM D5893-Typ erfüllt, da die beiden Typen ohne sorgfältige Berücksichtigung der Fugengeometrie und -ausrichtung nicht austauschbar sind.
| Eigenschaft | Typ SL (selbstnivellierend) | Typ NS (nicht sackend/geglättet) |
|---|---|---|
| Konsistenz (ungehärtet) | Niedrigviskos, gießbar | Thixotrop, pistolengängig |
| Auftragsmethode | Mengenpumpen aus Eimer oder Fass | Kartuschenpresse oder Druckluftpistole |
| Fugenorientierung | Nur horizontal (0–5° Neigung) | Horizontal, vertikal, geneigt |
| Glätten erforderlich | Nein — selbstnivellierend | Ja — muss geglättet werden |
| Typische Gebinde | 5-Gallonen-Eimer, 55-Gallonen-Fässer | 10,3-oz-Kartuschen, 20-oz-Wurstpackungen |
| Produktionsrate (lf/Schicht) | 800–2.000 | 500–1.200 |
Elastizität und Bewegungsaufnahme. Silikon-Dichtstoffe nach ASTM D5893 weisen eine Mindestbruchdehnung von 600 % auf, doch die praktisch bedeutsamere Kennzahl ist der Bewegungsaufnahmefaktor (MAF). Die meisten Silikone für Verkehrsflächen sind für eine Fugenbewegung von ±50 % ausgelegt – das bedeutet, dass eine bei 10 mm Breite eingebaute Dichtstoffraupe eine Fuge aufnehmen kann, die zwischen 5 mm und 15 mm zyklisch schwankt, ohne dass es zu Adhäsions- oder Kohäsionsverlusten kommt. Dies übertrifft die Bewegungsfähigkeit von heißvergossenen gummierten Asphalt-Dichtstoffen (typischerweise ±10 % bis ±25 %) und nähert sich der von vorgeformten Kompressionsdichtungen an. Die extrem niedrige Modulkennzahl gewährleistet, dass die während der Fugenöffnung auf die Verbundfuge übertragene Kraft minimal ist – typischerweise unter 0,35 MPa bei 100 % Dehnung – sodass die Spannungskonzentration an der Grenzfläche zwischen Dichtstoff und Beton unter der Verbundfestigkeit einer ordnungsgemäß vorbereiteten Fuge bleibt. Die Kombination aus hoher Dehnfähigkeit und niedrigem Modul ermöglicht es Silikon, die täglichen thermischen Wechsel und saisonalen Schrumpfbewegungen großer Betonfahrbahnplatten ohne fortschreitende Enthaftung zu bewältigen. Forschungen des FAA Technical Center bestätigten durch Feldauswertungen an fünf Flughäfen in unterschiedlichen Klimaregionen, dass Silikon-Dichtstoffe über mehrjährige Beobachtungszeiträume hinweg durchgängig bessere Ergebnisse erzielten als heißvergossene und polysulfidbasierte Dichtstoffe hinsichtlich Haftungsbeständigkeit und Widerstand gegen Kohäsionsrisse.
Kraftstoff- und Chemikalienbeständigkeit. Die inhärente chemische Struktur von PDMS – mit seinen unpolaren Methylgruppen und der vollständig oxidierten Siliziumhauptkette – verleiht ausgehärtetem Silikon-Dichtstoff eine hohe Beständigkeit gegen ein breites Spektrum an Chemikalien, die auf Flugplatzbefestigungen vorkommen. Düsentreibstoff (Jet A, Jet A-1, JP-8), Flugbenzin (AvGas), Hydraulikflüssigkeiten (Skydrol, MIL-PRF-83282), Schmieröle und Enteisungsflüssigkeiten (auf Glykol- und Kalium-/Natriumacetatbasis) lösen ordnungsgemäß ausgehärteten Silikon-Dichtstoff weder auf, quellen noch zersetzen sie ihn in nennenswertem Maße. Dies unterscheidet sich grundlegend von organischen Dichtstoffen – Polyurethane können bei längerer Glykoleinwirkung hydrolysieren und erweichen, Polysulfide können in aromatischen Kraftstoffen quellen, und heißvergossene gummierte Asphalte können sich bei Kraftstoffverschüttungen vollständig auflösen. Für Betankungsvorfelder, Hydrantenschächte und Flugzeugabstellpositionen, wo Kraftstoffverschüttungen an der Tagesordnung sind, enthält ASTM D7116 – Standard Specification for Joint Sealants for Use at Facilities Where Jet Fuel Spills on Concrete Pavements – zusätzliche Leistungsanforderungen über ASTM D5893 hinaus, darunter Tauchversuche in Düsentreibstoff sowie die Bewertung von Veränderungen der Härte, Masse und des Volumens. ASTM D7116 wurde speziell entwickelt, weil die herkömmliche D5893-Prüfung keine Kraftstofftauchanforderungen umfasst und die Erfahrung gezeigt hat, dass einige Dichtstoffe, die die D5893-Eigenschaften erfüllten, in kraftstoffbelasteten Umgebungen dennoch vorzeitig versagen konnten. Silikon-Dichtstoffe nach D7116 sind die erste Wahl für diese kritischen Bereiche, und viele Flughafenbetreiber schreiben sie ausschließlich für alle Fugenarbeiten auf Vorfeldern und Betankungsflächen vor.
Witterungsbeständigkeit und Temperaturstabilität. Die Siloxan-Polymerhauptkette ist von Natur aus transparent für UV-Strahlung im solaren Spektrum, sodass Silikon-Dichtstoffe kein Carbon Black oder andere UV-absorbierende Füllstoffe benötigen, um Photodegradation zu widerstehen. Während organische Dichtstoffe auf Füllstoffe und Stabilisatoren angewiesen sind, die durch UV-Einwirkung allmählich verbraucht werden, bleibt die Silikonchemie selbst durch jahrzehntelange direkte Sonneneinstrahlung unverändert. Der Gebrauchstemperaturbereich von ausgehärtetem Silikon-Dichtstoff reicht von etwa −60 °C bis +200 °C (−76 °F bis +400 °F) bei intermittierender Einwirkung, mit Dauereinsatztemperaturen typischerweise von −40 °C bis +150 °C (−40 °F bis +300 °F). Innerhalb dieses Bereichs behält das Material seine elastomeren Eigenschaften ohne Versprödung bei niedrigen Temperaturen oder übermäßige Erweichung bei hohen Temperaturen – eine entscheidende Fähigkeit für Verkehrsflächen in nördlichen Klimazonen, wo die Oberflächentemperaturen von −40 °C im Winter bis +65 °C an Sommernachmittagen schwanken können. Die Glasübergangstemperatur (Tg) von PDMS liegt bei etwa −125 °C, weit unter jeder auf Verkehrsflächen auftretenden Umgebungstemperatur, sodass das Material im Einsatz nie in einen spröden glasartigen Zustand übergeht. Dies steht im Gegensatz zu heißvergossenen Dichtstoffen, die bei extremer Kälte spröde und rissanfällig werden können, und zu vorgeformten Neoprendichtungen, die mit sinkenden Temperaturen zunehmend versteifen.
Lange Lebensdauer. Vergleichende Feldstudien und Leistungsdatenbanken staatlicher DOT-Behörden weisen übereinstimmend auf 8 bis 15 Jahre als typische Lebensdauer von mit Silikon abgedichteten PCC-Fahrbahndeckenfugen hin, gegenüber 3 bis 8 Jahren für heißvergossenen gummierten Asphalt bei gleicher Anwendung. Dieser 2- bis 3-fache Lebensdauerfaktor gleicht die höheren materialbezogenen Stückkosten (typischerweise das 2- bis 4-fache der Materialkosten pro Fuß gegenüber Heißverguss) aus, wenn die Lebenszykluskostenanalyse Verkehrsführung, Kolonnenmobilisierung, erneute Fugenvorbereitung und die betrieblichen Beeinträchtigungen durch häufigere Erneuerungszyklen berücksichtigt. Der dominierende Versagensmechanismus von Silikon in gut vorbereiteten Fugen ist ein allmählicher Adhäsionsverlust an der Verbundfuge, nicht die Degradation des Bulkmaterials – das bedeutet, dass das Silikonmaterial selbst in der Regel noch elastomer und intakt ist, wenn eine Fuge schließlich erneuert werden muss; es handelt sich um ein Grenzflächenversagen, nicht um ein bulkmaterialbedingtes Versagen.

Die Anwendung von Silikon-Fugendichtstoff auf PCC-Fahrbahndecken erfolgt in einem präzisen, sequenziellen Verfahren, bei dem jeder Schritt direkt die Nutzungsdauer der eingebauten Dichtung beeinflusst. Die Fugenvorbereitung ist der mit Abstand wichtigste Faktor für die Dichtungsleistung. Studien der FAA, des USACE und staatlicher DOTs stellen übereinstimmend fest, dass unzureichende Oberflächenvorbereitung — nicht Produktmängel — die Ursache für vorzeitiges Dichtungsversagen ist.
Schritt 1: Vorbereitung des Fugenreservoirs. Bei Neubauten wird die Fuge durch Sägen des grünen Betons (in der Regel innerhalb von 4 bis 12 Stunden nach dem Einbau, bevor unkontrollierte Schwindrisse entstehen) auf eine Tiefe von einem Viertel bis einem Drittel der Plattendicke (D/4 bis D/3) hergestellt. Die Sägeschnittbreite wird durch die Fahrbahnkonstruktion vorgegeben, beträgt jedoch bei Scheinfugen typischerweise 6 bis 10 mm (1/4 bis 3/8 Zoll). Bei Nachdichtungsarbeiten muss die bestehende Fuge mit einer Diamantsäge neu geschnitten (verbreitert und gereinigt) werden, um alle alten Dichtstoffrückstände, kontaminierten Beton von den Fugenflanken sowie ausgebrochenen oder gerissenen Beton an den Fugenkanten zu entfernen. Das entstehende Reservoir muss saubere, tragfähige, parallele Flanken mit gleichmäßiger Breite aufweisen. Die Nachschneidtiefe sollte etwas unterhalb des ursprünglichen Dichtstoffreservoirs liegen, um frische Betonoberfläche freizulegen.
Schritt 2: Fugenreinigung. Dies ist der Schritt, der auf der Baustelle am häufigsten vernachlässigt wird und am direktesten mit Dichtungsversagen korreliert. Unmittelbar nach dem Sägen muss die Fuge abgestrahlt oder mit Hochdruckwasser gereinigt werden, um Sägeschlamm, Zementhaut, Reste von Nachbehandlungsmitteln und verbleibende alte Dichtstofffilme von den Fugenwänden zu entfernen. Das Abstrahlen mit sauberem, trockenem, ölfreiem Quarzsand oder einem gleichwertigen Strahlmittel bei 90–120 psi ist die Referenzmethode für die meisten Spezifikationen. Die Strahldüse muss auf beide Fugenflanken gerichtet werden, um eine gleichmäßige, leicht angeraute Oberfläche ohne sichtbare Verunreinigungen zu erzielen. Nach dem Abstrahlen wird die Fuge mit ölfreier Druckluft bei ausreichendem Druck und Volumen gereinigt, um sämtlichen Staub, Sand und Schmutz aus dem Fugenraum zu entfernen. Die Druckluft muss einen Öl-Wasser-Abscheider durchlaufen, um eine Verunreinigung der gereinigten Fugenflanke mit Kompressoröl zu verhindern. Eine abschließende Sichtprüfung sollte bestätigen, dass die Fugenflanken trocken, staubfrei und von gleichmäßig hellgrauem Aussehen ohne dunkle Verfärbungen oder Rückstände sind.
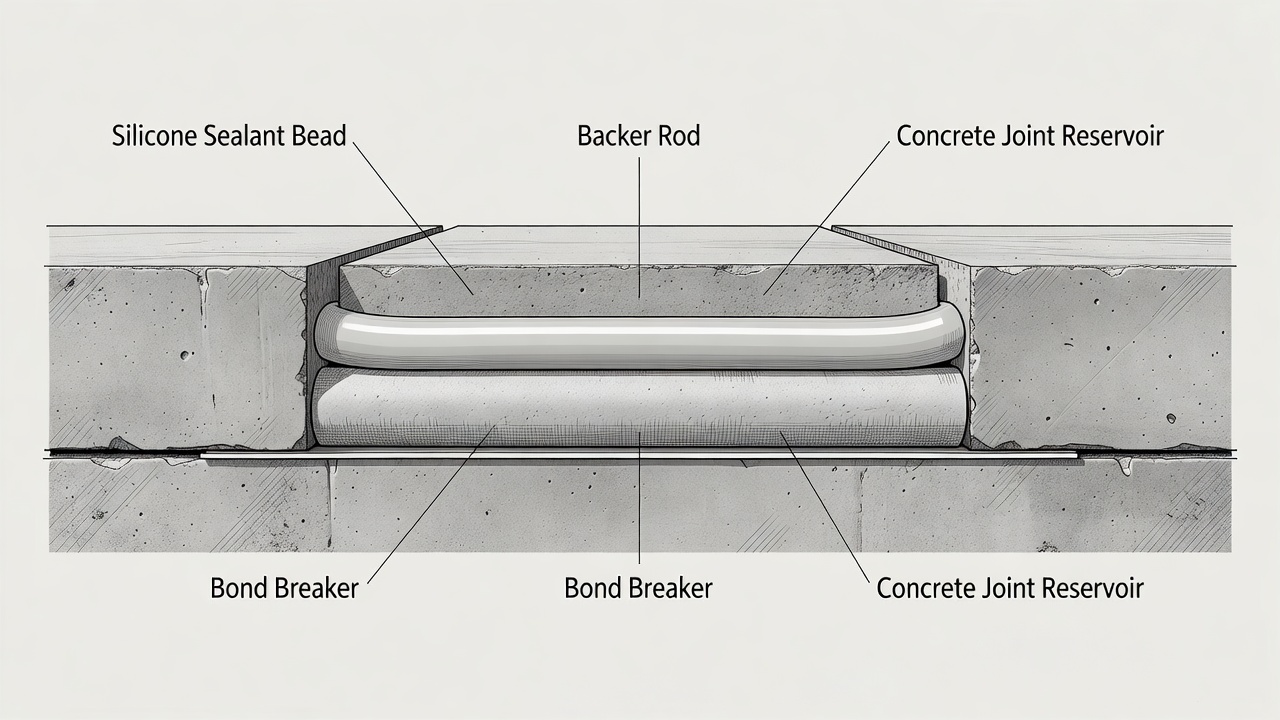
Schritt 3: Einlegen des Hinterfüllschnurs und Trennstreifens. Ein Hinterfüllschnur aus geschlossenzelligem Polyethylenschaum wird in die Fuge eingelegt und erfüllt drei Funktionen: (a) sie kontrolliert die Tiefe der Dichtstoffraupe, indem sie eine feste Auflagefläche bietet, gegen die der Dichtstoff platziert wird, (b) sie verhindert, dass der Dichtstoff in den Fugenboden fließt (Materialverschwendung und Schaffung einer dreiseitigen Haftungssituation), und (c) sie wirkt als Trennstreifen, um sicherzustellen, dass der Dichtstoff nur an den beiden vertikalen Fugenflanken haftet, nicht am Boden des Reservoirs. Der Durchmesser des Hinterfüllschnurs muss etwa 25 % bis 50 % größer sein als die Fugenbreite, um eine Presspassung zu gewährleisten, die den Schnur ohne Verrutschen in der richtigen Tiefe hält. Er wird in einer Tiefe eingebaut, die die vorgegebene Dichtstoffrückstellung ergibt — die Tiefe der Dichtstoffraupe von der Fahrbahnoberfläche aus — typischerweise 6 bis 10 mm (1/4 bis 3/8 Zoll). Das angestrebte Breiten-Tiefen-Verhältnis für die Dichtstoffraupe beträgt 2:1 — beispielsweise sollte eine 10 mm breite Fuge eine 5 mm tiefe Dichtstoffraupe erhalten. Dieses als Formfaktor bekannte Verhältnis minimiert die Spannungskonzentration an der Haftlinie beim Öffnen der Fuge. Ist die Fuge zu schmal oder der Hinterfüllschnur zu tief eingesetzt, wird die Dichtstoffraupe im Verhältnis zu ihrer Breite übermäßig tief, und die Dehnung an der Haftlinie während der Fugenbewegung konzentriert sich auf eine kleinere Fläche, was die Wahrscheinlichkeit eines Haftungsversagens erhöht. Der Hinterfüllschnur muss ohne Einstiche, Dehnung oder Verdrehung eingebaut werden, da all dies Wege für den Dichtstoff schaffen kann, am Schnur vorbei zu fließen und am Fugenboden zu haften.
Schritt 4: Grundierung (falls erforderlich). Einige Silikon-Dichtstoffformulierungen erfordern einen Primer, der auf die gereinigten Betonfugenflanken aufgetragen wird, um die Haftung zu maximieren, insbesondere bei möglicher Feuchtigkeitseinwirkung, Chemikalienkontakt oder extremen Temperaturwechseln. Der Primer — typischerweise eine niedrigviskose Lösung aus Silan-Haftvermittlern und reaktiven Silikonharzen in einem flüchtigen Lösungsmittelträger — wird dünn und durchgehend mit einem Pinsel, einer Rolle oder einem Sprühgerät aufgetragen und vor dem Aufbringen des Dichtstoffs trocknen gelassen (Lösungsmittelverdunstung). Die vom Hersteller angegebene Topfzeit und das Überarbeitungsfenster sind einzuhalten. Nicht alle D5893-Silikone benötigen eine Grundierung; viele sind mit integrierten Haftvermittlern formuliert, die direkt auf sauberem, trockenem Beton binden. Das veröffentlichte Datenblatt des Herstellers ist das maßgebliche Dokument dafür, ob für einen bestimmten Untergrund und eine bestimmte Expositionsbedingung eine Grundierung erforderlich ist.
Schritt 5: Auftragen des Dichtstoffs. Bei Dichtstoffen vom Typ SL (selbstnivellierend) wird das Material mit einer druckluftbetriebenen Pumpenanlage mit einer Folgerplatte, die am Innenrand des Eimers oder Fasses abdichtet, aus dem Behälter gepumpt. Die Pumpe fördert den Dichtstoff durch einen Schlauch zu einer Auftragsdüse, deren Größe auf die Fugenbreite abgestimmt ist. Der Bediener führt die Düse entlang der Fuge und füllt diese vom Hinterfüllschnur bis zur vorgegebenen Rückstellung. Das Material fließt und nivelliert sich selbst zu einer glatten Oberfläche, wobei eingeschlossene Luft entweicht. Ein Überfüllen sollte vermieden werden — überschüssiger Dichtstoff auf der Fahrbahnoberfläche ist nur schwer sauber zu entfernen und kann eine klebrige Zone bilden, die Schmutz anzieht. Bei Dichtstoffen vom Typ NS (nicht abfließend) wird das Material aus Kartuschen oder Wurstpackungen mit einer manuellen oder pneumatischen Kartuschenpresse ausgetragen. Die Raupe wird leicht überfüllt aufgetragen und anschließend sofort mit einem konkaven Formwerkzeug oder Spachtel abgeglättet, um den Dichtstoff fest an beide Fugenwände zu drücken, Lufteinschlüsse zu beseitigen und eine glatte, konkave, 3 bis 6 mm unter der Fahrbahnoberfläche liegende Oberfläche zu schaffen. Das Glätten muss innerhalb der Hautbildungszeit des Dichtstoffs abgeschlossen sein (typischerweise 10 bis 30 Minuten, abhängig von Temperatur und Luftfeuchtigkeit). Ein Glättmittel (milde Seifenlösung) kann verwendet werden, um ein Festkleben des Dichtstoffs am Werkzeug zu verhindern, wobei darauf zu achten ist, eine Verunreinigung der Fugenwände mit dem Gleitmittel zu vermeiden.
Schritt 6: Aushärten und Verkehrsfreigabe. Silikon-Dichtstoff härtet durch Reaktion mit Luftfeuchtigkeit aus, beginnend an der Oberfläche und fortschreitend in die Tiefe. Die Aushärtegeschwindigkeit hängt von Temperatur, relativer Luftfeuchtigkeit und Raupentiefe ab. Unter Standardbedingungen (23 °C, 50 % relative Luftfeuchte) ist der Dichtstoff innerhalb von 30 bis 90 Minuten klebfrei und nach 2 bis 4 Stunden ausreichend für leichten Verkehr ausgehärtet. Die vollständige Aushärtung über die gesamte Raupentiefe kann bei tiefen Fugen 24 bis 72 Stunden dauern. Der Dichtstoff muss während der anfänglichen Aushärtezeit vor Regen, Staub und Verkehr geschützt werden. Bei Flugplatzanwendungen muss der Dichtstoff vollständig ausgehärtet sein, bevor Luftfahrzeugverkehr zugelassen wird — eine zu frühe Belastung kann das unausgehärtete Material verformen, die Haftlinie stören und Schmutz in die Dichtstoffoberfläche einbetten. Kaltes Wetter (unter 5 °C) verzögert die Aushärtegeschwindigkeit erheblich, und die meisten Hersteller geben eine Mindestanwendungstemperatur an, unterhalb derer die Aushärtung nicht akzeptabel langsam ist.

ASTM D5893/D5893M ist die primäre Werkstoffspezifikation für Silikon-Fugenabdichtungen von PCC-Fahrbahndecken in Nordamerika. Sie legt Anforderungen für Dichtstoffe vom Typ SL und Typ NS fest, die sowohl ungehärtete (applikationsbezogene) als auch gehärtete (leistungsbezogene) Eigenschaften umfassen. Zu den wichtigsten Leistungsanforderungen gehören:
| Eigenschaft | Anforderung nach ASTM D5893 | Prüfverfahren |
|---|---|---|
| Klebfreie Zeit | 30 bis 180 Minuten (Typ SL); 30 bis 240 Minuten (Typ NS) | ASTM C679 |
| Extrusionsrate (nur Typ NS) | Mindestens 50 g/min bei 345 kPa | ASTM C1183 |
| Fließfähigkeit/Standfestigkeit (Typ SL) | Glatte, ebene Oberfläche; keine Blasen | Sichtprüfung nach dem Gießen |
| Fließfähigkeit/Standfestigkeit (Typ NS) | Maximal 4,8 mm vertikaler Ablauf | ASTM C639 |
| Härte, Shore A | 15 bis 40 nach vollständiger Aushärtung | ASTM C661 |
| Zugmodul bei 100 % Dehnung | Maximal 0,35 MPa (50 psi) | ASTM D412 (Die C) |
| Bruchdehnung | Mindestens 600 % | ASTM D412 (Die C) |
| Haftbeständigkeit nach Wasserlagerung | Kein Adhäsions- oder Kohäsionsversagen über 3 mm hinaus | ASTM C1135 (7 Tage Wasserlagerung) |
| Haftbeständigkeit nach Ofenalterung | Kein Adhäsions- oder Kohäsionsversagen über 3 mm hinaus | ASTM C1135 (7 Tage bei 70 °C) |
| Dehnungsrückstand nach Alterung | Mindestens 400 % nach Wärmealterung | ASTM D412 nach ASTM C793-Alterung |
FAA Item P-605 — Fugenabdichtungen für Fahrbahndecken ist die maßgebliche Spezifikation für Fugenabdichtungsarbeiten an Flugplatzfahrbahndecken, die über das FAA Airport Improvement Program (AIP) gemäß Advisory Circular 150/5370-10 finanziert werden. P-605 akzeptiert drei Materialkategorien für Betonfahrbahnfugen: heiß eingebaute Dichtstoffe gemäß ASTM D6690 (mit Auswahl des Typs basierend auf dem Klima, außer in Bereichen mit Kraftstoffverschmutzung), kalt eingebaute Silikondichtstoffe gemäß ASTM D5893 (Typ SL oder Typ NS, je nach Fugenausrichtung) und Dichtstoffe nach ASTM D7116 für Bereiche mit Kerosinverschmutzung. P-605 schreibt spezifische Verfahren für die Fugenvorbereitung, den Einbau des Fugenfüllprofils (geschlossenzelliges Polyethylenschaumprofil, 25 % breiter als die Fugenbreite), den Dichtstoffeinbau und die Prüfung vor. Die Spezifikation verlangt, dass der Auftragnehmer nachweislich über einschlägige Erfahrung verfügt, dass der Dichtstoff – sofern vorhanden – aus einer zugelassenen Produktliste stammt, und dass die Arbeiten nur bei Umgebungs- und Untergrundtemperaturen über 4,4 °C (40 °F) und vollständig trockenen Fugenoberflächen durchgeführt werden dürfen.
ASTM D7116 – die Norm für Fugenabdichtungen in Bereichen mit Kerosinverschmutzung – wurde entwickelt, weil die standardmäßige D5893-Prüfung keine Anforderungen an die Kraftstofflagerung umfasst und Felderfahrungen gezeigt haben, dass einige Materialien, die die D5893-Eigenschaften erfüllen, in kraftstoffbelasteten Umgebungen dennoch degradieren oder ihren Haftverbund verlieren können. D7116 übernimmt alle mechanischen Eigenschaftsanforderungen von D5893 und ergänzt sie um eine Kraftstofflagerungsprüfung: Der ausgehärtete Dichtstoff wird 72 Stunden lang bei 23 °C in ASTM Reference Fuel B (ein 70:30-Isooctan-Toluol-Gemisch zur Simulation aromatischer Kraftstoffbelastung) gelagert. Danach darf die Härte um nicht mehr als 15 Punkte, die Masse um nicht mehr als 10 % und das Volumen um nicht mehr als 15 % abweichen. Silikondichtstoffe schneiden in diesem Test außergewöhnlich gut ab, da das vernetzte PDMS-Netzwerk grundsätzlich nicht mit Kohlenwasserstoff-Kraftstoffen kompatibel ist – die Kraftstoffmoleküle können nicht in die Polymermatrix eindringen und diese quellen, im Gegensatz zu organischen Dichtstoffen, die chemische Ähnlichkeiten mit Kraftstoffbestandteilen aufweisen.
Weitere relevante Normen umfassen ASTM C920 (elastomerische Fugenabdichtungen für den Hochbau, eine breitere, nicht fahrbahnspezifische Norm), ASTM C1193 (Standardleitfaden für die Anwendung von Fugenabdichtungen), AASHTO M 220 (vorgefertigte Polychloropren-Druckdichtungen, eine alternative Technologie) sowie verschiedene werkstofftechnische Spezifikationen der Bundesstaaten (z. B. Caltrans Section 41, TxDOT DMS-6310/DMS-6320 und FDOT Section 932), die zusätzliche Anforderungen – qualifizierte Produktlisten, klimaspezifische Polymermodifikationen, zugelassene Installationsprogramme – auf die nationalen Basisnormen aufsetzen können.
Die Auswahl von Fugenabdichtungen für Fahrbahnen erfordert eine Abwägung von Materialkosten, Einbaukomplexität, Nutzungsdauer, Leistungsanforderungen und standortspezifischen Gegebenheiten. Die drei Hauptkategorien – kalt aufgetragenes Silikon (ASTM D5893), heiß aufgetragener gummierter Asphalt (ASTM D6690) und vorgeformte Kompressionsdichtungen (AASHTO M 220) – nehmen jeweils unterschiedliche Positionen in diesem Entscheidungsraum ein.
Heiß aufgetragener gummierter Asphalt (ASTM D6690) verwendet eine Mischung aus Asphaltzement, Gummi (recycelter Reifengummi oder Virgin-Polymer), Weichmachern und Füllstoffen, die in ölbeheizten Kesseln bei 175–200 °C (350–390 °F) geschmolzen und in die Fugen gegossen wird. Die niedrigeren Materialkosten pro Meter (typischerweise 25 % bis 50 % von Silikon) und die hohen Verarbeitungsgeschwindigkeiten (1.000 bis 3.000 laufende Meter pro Schicht) machen Heißverguss zur wirtschaftlichen Wahl für großflächige Rissabdichtungen auf Asphaltfahrbahnen und für PCC-Autobahnfugen, bei denen Nachversiegelungszyklen von 3 bis 8 Jahren akzeptabel sind. Allerdings leiden Heißverguss-Dichtstoffe im Vergleich zu Silikon unter mehreren inhärenten Einschränkungen: Anfälligkeit für UV-Abbau und oxidative Versprödung im Laufe der Zeit, Erweichung und Spurrillenbildung bei warmem Verkehrsaufkommen, Empfindlichkeit gegenüber Überhitzung während des Auftragens (die das Polymer dauerhaft schädigt) sowie völlige Ungeeignetheit für Bereiche mit Kraftstoffverschmutzung. Heißverguss-Dichtstoffe sind gemäß FAA P-605 in Betankungsbereichen nicht zulässig und werden generell nicht für Vorfelder oder Parkpositionen auf Flughäfen empfohlen, wo Kraftstoffkontakt möglich ist.
Vorgeformte Polychloropren (Neopren)-Kompressionsdichtungen (AASHTO M 220) sind extrudierte Elastomerprofile mit inneren Stegstrukturen, die seitlich zusammengedrückt und in die Fuge eingesetzt werden, wo sie durch die Rückstellkraft des komprimierten Elastomers gegen die Fugenwände gehalten werden. Sie bieten die längste Nutzungsdauer der drei Kategorien – 15 bis über 25 Jahre bei richtiger Dimensionierung – da keine Aushärtung vor Ort, keine Abhängigkeit von chemischer Haftung und keine bond-basierte Verbindung erforderlich ist und das Neoprenmaterial von Natur aus witterungs- und vielen Chemikalien gegenüber beständig ist. Ihre Haupteinschränkung ist die Notwendigkeit einer engen Kontrolle der Fugendicke: Jedes Dichtprofil funktioniert nur innerhalb eines definierten Kompressionsbereichs (typischerweise 80 % bis 50 % seiner unkomprimierten Breite), sodass die Sägeschnittbreite der Fuge sorgfältig kontrolliert und eingehalten werden muss. Wenn sich die Fuge bei Kälte über das Dehnungslimit der Dichtung hinaus öffnet, verliert die Dichtung den Wandkontakt und kann herausfallen oder herausgezogen werden. Wenn sich die Fuge über das Kompressionslimit hinaus schließt, kann die Dichtung überbeansprucht werden und sich dauerhaft verformen (Kompressionsset). Kompressionsdichtungen haben zudem höhere Anschaffungsmaterialkosten als sowohl Heißverguss als auch Silikon bei schmalen Fugen, und die Reparatur eines beschädigten Abschnitts erfordert das Herausziehen und Ersetzen des betroffenen Segments.
| Eigenschaft | Silikon (ASTM D5893) | Heißverguss (ASTM D6690) | Vorgeformte Kompression (AASHTO M 220) |
|---|---|---|---|
| Typische Nutzungsdauer | 8 bis 15 Jahre | 3 bis 8 Jahre | 15 bis über 25 Jahre |
| Materialkosten (relativ) | Mittel-Hoch | Niedrig | Hoch |
| Bewegungsaufnahme | ±50 % | ±10 % bis ±25 % | ±25 % bis ±50 % (profilabhängig) |
| Kraftstoffbeständigkeit | Hervorragend | Keine – löst sich in Kraftstoff | Gut (Neopren) |
| UV-Beständigkeit | Hervorragend – inhärent | Schlecht – angewiesen auf Füllstoffe | Gut |
| Verarbeitungstemperatur | 4 °C–50 °C (Umgebung) | 175 °C–200 °C (Kessel) | Beliebig (keine Aushärtung) |
| Verkehrsbereitschaft | 2–4 Stunden (Oberflächenaushärtung) | 30 Min.–2 Stunden (Abkühlung) | Sofort |
| Fugendicken-Toleranz | Mäßig | Groß – füllt variable Breiten | Eng – typischerweise ±3 mm |
| Substratfeuchtetoleranz | Keine – muss trocken sein | Mäßig – Hitze treibt Feuchtigkeit aus | Keine – muss trocken sein |
| Für Flughafen-Betankungsbereiche zugelassen | Ja (D5893/D7116 gemäß P-605) | Nein | Eingeschränkt (Herstellerangaben prüfen) |
| Dominante Versagensart | Adhäsionsversagen (Haftungsverlust) | Kohäsionsspaltung, Oxidation | Kompressionsset, Herausziehen |
Silikondichtstoffe werden für das gesamte Spektrum an PCC-Flugfeldfugenanwendungen spezifiziert, wobei der spezifische Produkttyp und die maßgebliche Norm je nach Lage, Umgebungsbedingungen und betrieblichen Anforderungen ausgewählt werden.
Quer- und Längsschwindfugen von Start- und Landebahnen stellen die Anwendung mit dem größten Volumen dar. PCC-Startbahnbefestigungen werden in Platten mit typischerweise 3,75 bis 7,6 Metern Breite und 4,5 bis 7,6 Metern Länge gebaut, mit Querschwindfugen in regelmäßigen Abständen zur Kontrolle von Schrumpfrissen. Diese Fugen werden mit Silikondichtstoff vom Typ SL abgedichtet, um zu verhindern, dass Wasser in den Untergrund eindringt, wo es bei wiederholter starker Flugzeugbelastung Pumpen, Erosion und Hohlraumbildung verursachen kann. Ein Versagen der Startbahn-Fugendichtung lässt Wasser in die Befestigungsstruktur eindringen, und auf Startbahnen, die von Flugzeugen mit Reifendrücken über 1,4 MPa (200 psi) genutzt werden, kann in den Fugenkammern eingeschlossenes Wasser bei Radüberfahrten mit hoher Geschwindigkeit in Mikrorisse und Poren gepresst werden, was den Plattenrandverschleiß beschleunigt. Die Langlebigkeit von Silikon unter UV-Einwirkung ist auf Startbahnen wertvoll, wo kontinuierliche Sonneneinstrahlung organische Dichtstoffe zersetzt. Die zurückgesetzte Dichtstoffraupe (6–10 mm unter der Oberfläche) verhindert direkten Reifenkontakt und Abrieb des Dichtstoffs während des Flugzeugbetriebs.
Rollbahnfugen sind langsameren Flugzeuggeschwindigkeiten, aber einer höheren Kanalisierung ausgesetzt — Flugzeugräder folgen vorhersagbaren Bahnen und konzentrieren die Lasten nahe der Befestigungsmittellinie und entlang von Kehlenbereichen an Kreuzungen. Der Silikondichtstoff in Rollbahnfugen muss den höheren Scherkräften widerstehen, die durch langsam drehende Flugzeuge mit großen Fahrwerkskonfigurationen (wie der Boeing 777 mit ihrem sechsrädrigen Hauptfahrwerk und dem A380 mit seinen Flügel- und Rumpffahrwerksanordnungen) verursacht werden. Die niedrigmodulige Eigenschaft von Silikon ist hier vorteilhaft, da sie Plattenbewegungen aufnimmt, die durch Brems- und Lenkkräfte von Flugzeugen verursacht werden, ohne übermäßige Spannungen auf die Fugenkanten zu übertragen.
Vorfeld- und Flugzeugabstellpositionsfugen stellen die anspruchsvollste Umgebung für Fugendichtstoffe dar. Vorfeldplatten sind typischerweise dicker als Startbahnplatten (350–450 mm gegenüber 300–375 mm), um statische Flugzeuglasten zu bewältigen, und sind häufig Treibstofftropfen und -verschüttungen während Betankungsvorgängen, Hydraulikflüssigkeitslecks von Fahrwerken und Bodenunterstützungsgeräten, glycolhaltigen Enteisungsflüssigkeiten sowie heißem Triebwerksabgas während des Betriebs der Hilfsturbine (Auxiliary Power Unit, APU) am Gate ausgesetzt. Silikondichtstoff, der sowohl ASTM D5893 als auch ASTM D7116 erfüllt, ist gemäß FAA P-605 der vorgeschriebene Werkstoff für diese Bereiche. Die Treibstoffbeständigkeit von Silikon beseitigt das Risiko, dass der Dichtstoff aufweicht und eine offene Fuge hinterlässt, die Treibstoff direkt in den Untergrund leitet — ein Szenario, das an Flughäfen, wo zersetzte Dichtstoffe das Eindringen von Treibstoff in das Grundwasser unter Vorfeldern ermöglichten, erhebliche Sanierungskosten für die Umwelt verursacht hat. Viele große Flughafenbetreiber, darunter solche, die große Drehkreuze betreiben, führen eigene qualifizierte Produktlisten für Vorfeldfugendichtstoffe und verlangen unabhängige Laborprüfungen der Treibstoffbeständigkeitseigenschaften, die über die ASTM-Prüfungen hinausgehen.
Fugen an Betankungshydrantenschächten und Betankungsinseln stellen spezialisierte Anwendungen dar, bei denen der Dichtstoff in direktem, kontinuierlichem Kontakt mit Flugzeugtreibstoff funktionieren muss. Die Fugen um eingegossene Hydrantenschachtrahmen, Betankungsinselborde und Auffanggräben werden mit D7116-konformem Silikon abgedichtet, um zu verhindern, dass Treibstoff das Auffangsystem umgeht. Diese Fugen sind typischerweise schmaler (3–6 mm) und tiefer als Befestigungsquerfugen und können einen Dichtstoff vom Typ NS (nicht-sackend, non-sag) erfordern, wenn die Fugenausrichtung senkrechte oder nahezu senkrechte Flächen umfasst. Die Fähigkeit von Silikon, sowohl an Beton als auch an die Stahl- oder Gusseisenrahmen von Hydrantenschächten zu haften — insbesondere wenn ein Primer auf dem Metallsubstrat verwendet wird — bietet eine durchgehende fluiddichte Abdichtung, die eine unterirdische Treibstoffmigration verhindert.
Qualitätskontrolle während der Installation ist die wirksamste Methode, um eine lange Lebensdauer der Abdichtung zu gewährleisten. Die Inspektion sollte jeden Schritt des Installationsablaufs überprüfen: Abmessungen des Fugenreservoirs (Breite, Tiefe, Sauberkeit), Größe und Einbautiefe des Füllprofils (Bestätigung des 2:1-Breite-zu-Tiefe-Verhältnisses für die Dichtstoffraupe), Umgebungs- und Substratbedingungen (Temperatur, Luftfeuchtigkeit, Vorhandensein von Feuchtigkeit oder Kondenswasser auf den Fugenflanken), Mischen oder Konditionieren des Dichtstoffs (falls vom Hersteller gefordert), Applikationstechnik (durchgehend, hohlraumfrei), Glätten (bei Typ NS) und Rücksprunghöhe. Der ausgehärtete Dichtstoff sollte nach der vom Hersteller angegebenen Aushärtezeit überprüft werden, indem an zufälligen Stellen Prüfraupen herausgezogen werden, um die Haftung an den Fugenwänden zu überprüfen. Ein zerstörender Haftungstest — ein quer durch die Dichtstoffraupe geführter Schnitt, Herausziehen des freien Endes und Beurteilung, ob der Bruch kohäsiv (innerhalb des Dichtstoffkörpers, was akzeptabel ist) oder adhäsiv (an der Grenzfläche zwischen Dichtstoff und Beton, was auf unzureichende Vorbereitung, Verunreinigung oder fehlenden Primer hinweist) ist — liefert direkte Hinweise auf die Verbindungsqualität. Adhäsives Versagen auf mehr als 10 % der untersuchten Länge oder kohäsives Versagen bei weniger als 80 % der Nennbruchdehnung des Dichtstoffs zeigen an, dass die Installation nicht wie vorgesehen funktioniert.
Inspektion im Betrieb abgedichteter Fugen sollte in das Fahrbahnmanagementsystem integriert und in Abständen von höchstens zwei Jahren durchgeführt werden, wobei im ersten Jahr nach der Installation häufigere Inspektionen erfolgen sollten, um frühzeitige Ausfälle zu erfassen, die durch den ersten saisonalen Temperaturzyklus ausgelöst werden. Prüfer sollten auf folgende Schadensindikatoren achten: (a) adhäsives Ablösen — die Dichtstoffraupe hat sich von einer oder beiden Fugenflanken gelöst, sichtbar als Spalt oder als Raupe, die von der Fuge abgehoben werden kann; (b) kohäsiver Riss — der Dichtstoff ist entlang seiner Mittellinie aufgerissen, was darauf hindeutet, dass die Fugenbewegung die Dehnungsfähigkeit des Materials überschritten hat oder der Dichtstoff zu tief eingebaut wurde (was einen ungünstigen Formfaktor erzeugt); (c) Ausbrüche an den Fugenkanten — der Beton neben der Fuge ist gebrochen, in der Regel weil Wasser durch eine defekte Abdichtung eingedrungen und gefroren ist, oder weil unverformbare Fremdkörper in der Fuge ein Schließen bei warmer Witterung verhindert haben; (d) Pumpen oder Versatz — unterschiedliche vertikale Verschiebung der Platten auf beiden Seiten der Fuge, ein Hinweis darauf, dass Feinkorn des Untergrunds bei Radbelastung durch eine defekte Abdichtung ausgetragen wird; (e) Oberflächenveränderung — Anätzung, Rissbildung oder Kreidung der Dichtstoffoberfläche (bei Silikon selten, kann aber auftreten, wenn das Material unvollständig ausgehärtet, verunreinigt oder mit unverträglichen Chemikalien in Kontakt gekommen ist).
Austauschkriterien für mit Silikon abgedichtete Fugen sind erfüllt, wenn auf mehr als etwa 10 % der gesamten Fugenlänge in einem definierten Fahrbahnabschnitt das Füllprofil durchscheint, wenn nach Regen stehendes Wasser in den Fugen beobachtet wird oder wenn Ausbrüche neben den Fugen mehr als 25 mm Breite aufweisen. Der Austausch erfolgt nach der vollständigen Fugenvorbereitung: sämtlicher alter Dichtstoff und das alte Füllprofil werden entfernt (ausgekratzt, ausgeblasen und erforderlichenfalls mit einem Heißluftbrenner ausgebrannt — dem jedoch ein abrasives Strahlen folgen muss, um Verbrennungsrückstände zu entfernen), das Reservoir wird neu geschnitten, um saubere Betonflanken zu erhalten, die Fuge wird sandgestrahlt und ausgeblasen, ein neues Füllprofil wird in der richtigen Tiefe eingelegt, und neuer Dichtstoff wird eingebracht. Der Versuch, defekten Dichtstoff mit frischem Material zu überbändern oder zu überdecken — eine neue Dichtstoffschicht auf die alte Raupe aufzubringen — ist eine verbreitete, aber unwirksame Praxis. Der neue Dichtstoff haftet nur an der alten Dichtstoffoberfläche, nicht an den Fugenflanken, und jede Fugenbewegung öffnet das darunterliegende Versagen erneut. Für eine dauerhafte Leistungsfähigkeit ist eine vollständige Entfernung und Erneuerung erforderlich.
Dokumentation von Abdichtungsinstallationen und -inspektionen liefert die Daten, die für Lebenszyklusanalyse und Budgetplanung benötigt werden. Die Aufzeichnungen sollten Folgendes dokumentieren: Dichtstoffprodukt (Hersteller, Produktname, Chargennummer, ASTM-Typ), Fugenvorbereitungsmethode (Sägedatum und -details, Reinigungsmethode, verwendeter Primer), Applikationsbedingungen (Datum, Umgebungstemperatur, relative Luftfeuchtigkeit, Substrattemperatur), Installationsdetails (Größe und Einbautiefe des Füllprofils, Rücksprung des Dichtstoffs, eingebaute laufende Meter) sowie Inspektionsergebnisse im Zeitverlauf. Diese Daten ermöglichen es Flughafen-Fahrbahnmanagern, die Erwartungen an die Lebensdauer von Dichtstoffen auf ihre spezifischen Klima-, Verkehrs- und Betriebsbedingungen abzustimmen und die Neuabdichtungsintervalle auf der Grundlage tatsächlicher Leistungsdaten anstatt allgemeiner Annahmen zu optimieren.
Sorgen Sie für eine langlebige Fahrbahnleistung mit fachgerecht spezifizierten und eingebauten Silikon-Fugenabdichtungen. Unsere Experten unterstützen Sie bei der Materialauswahl, Einbauanleitung und Prüfprotokollen für Flughafen- und Straßenbauprojekte.
Fugenabdichtungen sind Materialien, die in Fahrbahndeckenfugen eingebracht werden, um das Eindringen von Wasser und inkompressiblen Materialien zu verhindern, d...
Silane und Siloxan-Versiegelungen sind eindringende, hydrophobe Behandlungen, die Betonoberflächen imprägnieren, um Wasser und Chloridionen abzuweisen, während ...
Heißverguss-Dichtstoffe sind thermoplastische Materialien, die aufgeschmolzen und flüssig in Risse und Fugen von Fahrbahnbelägen gegossen oder gepumpt werden, w...