Spannglied
Ein Spannglied ist ein hochfestes Stahlelement — in der Regel Siebendrähtlitze, Draht oder Stab — das in Spannbeton- oder nachträglich vorgespannten Konstruktio...
23 Min. Lesezeit
Reinforcement
Bridges
+4
Die Hauptkabel von Hängebrücken sind die primär lastabtragenden Kettenlinienkabel, von denen der Überbau über vertikale Hängerseile abgehängt wird. Der Zustand des Hauptkabels – Korrosion, Drahtbrüche, Wassereintritt, Verankerungsschäden – ist das mit Abstand kritischste Inspektionsmerkmal für Hängebrücken. Behandelt werden Kabelkonstruktion, Entfeuchtung, Inspektionsmethoden und akustische Überwachung.
Das Hauptkabel (Tragkabel) einer Hängebrücke ist das primär lastabtragende Element einer Hängebrücke – eine massive, kettenlinienförmige Anordnung aus Tausenden einzelnen hochfesten feuerverzinkten Stahldrähten, die von einer Verankerung über die Türme zur gegenüberliegenden Verankerung gespannt ist. An diesen Hauptkabeln wird die Brückenfahrbahn in regelmäßigen Abständen von vertikalen Hängerseilen (auch Abhängungen genannt) abgehängt. Das Hauptkabel ist das mit Abstand kritischste Strukturelement jeder Hängebrücke; sein Zustand – Grad der Korrosion, Anzahl der Drahtbrüche, Ausmaß des Wassereintritts und Zustand der Verankerungskomponenten – bestimmt direkt die Sicherheit, Tragfähigkeit und verbleibende Nutzungsdauer des gesamten Bauwerks.

Die geometrische Form eines frei hängenden Kabels unter Eigengewicht ist eine Kettenlinie (Katenoide), mathematisch beschrieben als y = a cosh(x/a). Wird jedoch eine annähernd gleichmäßige Last über die Spannweite aufgebracht (durch die Hängerseile und die Fahrbahn), nähert sich das Kabel einer Parabel an. Die Beziehung zwischen Seilkraft, Spannweite, Durchhang und Streckenlast wird durch die klassische Seiltheorie beschrieben: Die horizontale Komponente der Seilkraft H beträgt wL² / 8f, wobei w die gleichmäßig verteilte Last pro Längeneinheit, L die Spannweite und f der Kabeldurchhang in Feldmitte ist. Typische Durchhang-zu-Spannweite-Verhältnisse moderner Hängebrücken liegen zwischen 1:9 und 1:12 und balancieren Materialwirtschaftlichkeit mit Turmhöhenbeschränkungen aus. Die Golden Gate Bridge beispielsweise hat einen Durchhang von 143,3 m bei einer Hauptspannweite von 1.280 m, was einem Verhältnis von etwa 1:9 entspricht.
Hauptkabel gelten nach den US-amerikanischen National Bridge Inspection Standards (NBIS) als bruchkritische Bauteile (fracture-critical members) – ihr Versagen würde zum katastrophalen Einsturz der gesamten Brücke führen. Anders als redundante Tragsysteme mit mehreren Lastpfaden hat das Hauptkabel keine Sicherungsebene. Diese Einstufung hat strenge Inspektionsanforderungen zur Folge: zweijährliche handnahe Inspektion und gründliche Inneninspektion ab dem 30. Nutzungsjahr, wie von der Federal Highway Administration (FHWA) in 23 CFR Part 650 Subpart C festgelegt.
Das Luftspinngarn-Verfahren (Air Spinning, AS) ist die traditionelle Technik zur Herstellung von Hängebrücken-Hauptkabeln, die bei nahezu allen historischen Hängebrücken und denen des frühen 20. Jahrhunderts zum Einsatz kam. Das Verfahren beginnt mit der Installation von Laufstegen (Catwalks) – temporäre Hängearbeitsbühnen, die dem Kabelverlauf zwischen den Verankerungen und über die Türme folgen. Diese Laufstege dienen als Arbeitsplattformen für den gesamten Seilspinnvorgang und bestehen typischerweise aus Drahtgewebe, das von Seilen getragen wird.
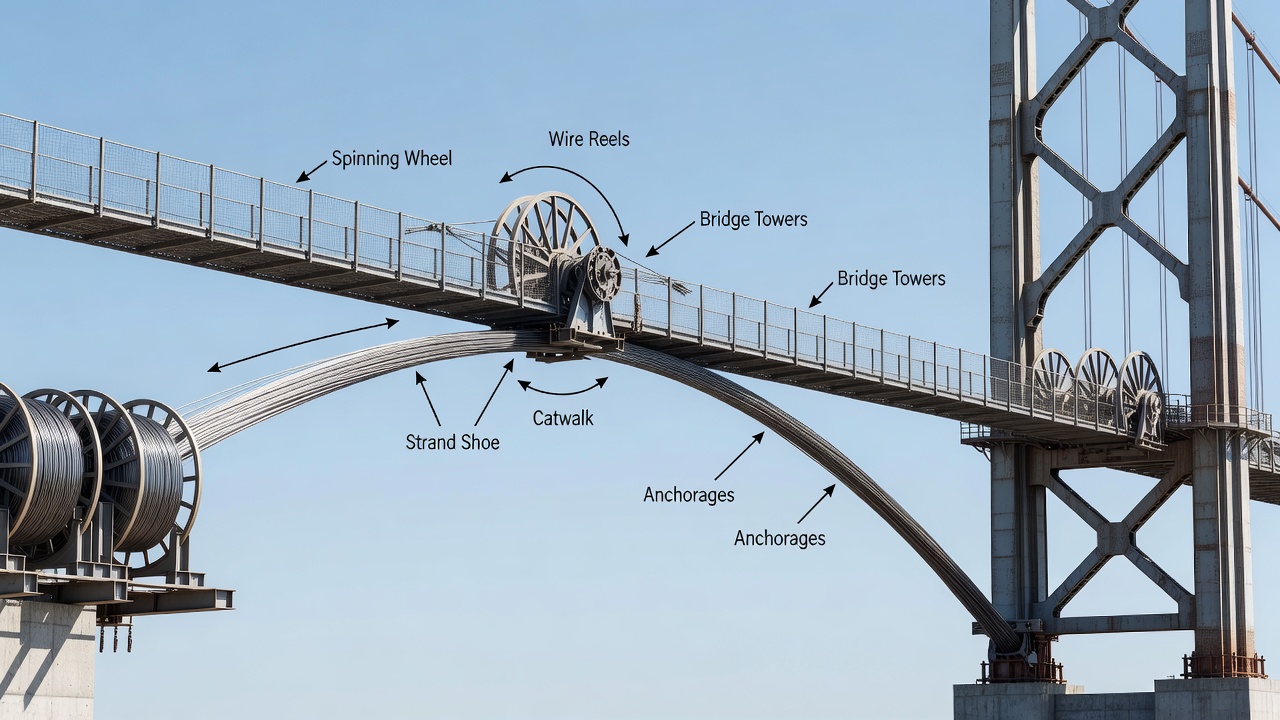
Beim AS-Verfahren wird ein einzelner Draht nach dem anderen von einem Spinnrad über die Spannweite gezogen, das auf einem durchlaufenden Förderseil zwischen den Verankerungen verfährt. Der Draht wird von einer ortsfesten Haspel an einer Verankerung abgezogen, läuft um einen Strangschuh an der entfernten Verankerung und kehrt zurück, wobei mehrere Drähte parallel aufgebaut werden, um eine Litze zu bilden. Jede Umdrehung des Spinnrades verlegt zwei Drähte – einen hin- und einen rücklaufenden. Der Vorgang wiederholt sich, bis die Litze die festgelegte Anzahl von Drähten erreicht hat (bei historischen Brücken typischerweise zwischen 200 und 500 Drähten pro Litze). Die fertige Litze wird vorübergehend am Strangschuh verankert, während das Spinnen der benachbarten Litzen fortgesetzt wird.
Die Drahtdurchmesser sind bei der überwiegenden Mehrheit der Hängebrückenkabel auf 5 mm (0,196 Zoll) standardisiert. Typische verwendete Stahlgüten sind 1.570 MPa (225 ksi) bei älteren Brücken und bis zu 1.960 MPa (284 ksi) bei modernen Hochfestigkeitsanwendungen. Jeder Draht ist mit einer Zinkfeuerverzinkung – mindestens 300 g/m² nach ISO 19427 – beschichtet, die einen opferanodischen Korrosionsschutz bietet. Die Zinkbeschichtung ist die erste Verteidigungslinie gegen Korrosion und muss intakt sein, damit der Draht seine volle Auslegungslebensdauer erreicht.
Das Kabel der Golden Gate Bridge, erbaut 1935–1936 mit dem AS-Verfahren, enthält 61 Litzen pro Kabel, jede Litze besteht aus 452 Drähten, insgesamt 27.572 Drähte pro Kabel. Jedes Kabel hat einen fertigen Durchmesser von 92,4 cm (36,4 Zoll). Die Gesamtlänge der Drähte in beiden Hauptkabeln beträgt etwa 129.000 km (80.000 Meilen). Die Williamsburg Bridge (1903) war die erste große Hängebrücke in den Vereinigten Staaten, die das AS-Verfahren einsetzte.
Nachdem alle Litzen gesponnen sind, erfolgt die Verdichtung – ein hydraulisches Pressverfahren, das die lose gebündelten Litzen zu einem annähernd kreisförmigen Querschnitt zusammendrückt. Die Verdichtung entfernt zwischenräumliche Luftspalte und bereitet das Kabel auf die Umwicklung vor. Verdichtungsverhältnisse (fertige Fläche geteilt durch umschriebene Fläche) erreichen typischerweise 0,80–0,85, was bedeutet, dass etwa 15–20 % des Kabelquerschnitts als Hohlraum verbleiben – was für Wassereintrittswege kritisch wird. Ein typischer 5-mm-Drahtabstand ergibt vor der Verdichtung etwa 20–25 % Hohlraumanteil, reduziert auf etwa 18–20 % nach der Verdichtung.
Das Verfahren mit vorgefertigten parallelen Drahtlitzen (Prefabricated Parallel Wire Strand, PPWS), auch als werksgefertigte Litze bekannt, wurde entwickelt, um den Bau zu beschleunigen und die Qualitätskontrolle zu verbessern. Bei PPWS werden die Litzen unter kontrollierten Bedingungen im Werk gefertigt, wobei die Drähte parallel angeordnet und zu einem sechseckigen Querschnitt zusammengefasst werden. Jede Litze enthält 61 bis 127 Einzeldrähte (bei modernen Brücken meist 91 oder 127 Drähte). Die Litzen werden auf massive Stahl-Transporthaspeln gewickelt – eine einzelne 127-Draht-Litzenhaspel für die Akashi-Kaikyo-Brücke wog etwa 40 Tonnen.
Gemäß ISO 19427:2019 (Stahldraht für Paralleldrahtlitzen für Hängebrücken) muss jede vorgefertigte Litze strenge Toleranzen einhalten: Drahtzugfestigkeit innerhalb ±5 % des angegebenen Werts, Zinkauflagemasse pro Flächeneinheit nicht weniger als 300 g/m² und Drahtdurchmessertoleranz von ±0,06 mm. In jeder Litze ist ein roter Referenzdraht zur Verdrehungserkennung enthalten – wenn sich die Litze während der Handhabung verdreht, zeigt die Positionsabweichung des roten Drahtes den Verdrehwinkel an.
Auf der Baustelle werden die PPWS-Litzen von den Haspeln an der Verankerung abgehoben, mit einer Winde über den Laufsteg gezogen und in ihre vorgesehene Position im Kabel eingelegt. Benachbarte Litzen werden gebündelt und identisch wie bei AS-Kabeln verdichtet. Das PPWS-Verfahren wurde von der Honshu-Shikoku Bridge Authority (HSBA) bei japanischen Großbrückenbrücken entwickelt und kam an der Akashi-Kaikyo-Brücke (weltweit größte Hängebrückenspannweite mit 1.991 m) zum Einsatz, die 290 vorgefertigte Litzen mit je 127 Drähten pro Kabel aufweist – insgesamt 36.830 Drähte pro Kabel mit einem fertigen Durchmesser von 112 cm (44,1 Zoll). Auch die Great-Belt-Brücke (Storebaelt, Dänemark) verwendete PPWS mit 69 Litzen zu je 504 Drähten pro Kabel.
PPWS bietet mehrere Vorteile: werksseitige Qualitätskontrolle gewährleistet gleichmäßige Spannung und Drahteigenschaften, der Bau ist schneller (Litzen werden in Tagen statt Monaten verlegt), und die sechseckige Packung ermöglicht eine bessere Verdichtung mit geringeren Hohlraumanteilen (16–18 %). Allerdings erfordert PPWS schwere Hebeausrüstung auf der Baustelle und spezialisierten Transport für die großen Haspeln.
Nach Abschluss der Konstruktion nach AS oder PPWS und erfolgter Kabelverdichtung werden Kabelbänder in präzisen Abständen an den Befestigungspunkten der Hängerseile installiert. Kabelbänder sind geteilte Manschetten aus Stahlguss oder duktilem Gusseisen, die mit hochfesten Schrauben (Anzugsmoment typischerweise 600–900 N·m pro Schraube, je nach Bandgröße) um das Hauptkabel gespannt werden. Die Bänder erfüllen drei Funktionen: Sie erhalten die kreisförmige Form des Kabels, bieten einen Anschlusspunkt für die Hängerseile und erzeugen eine druckbedingte Abdichtung gegen Wassereintritt an der Bandposition.
Hängerseile, auch Abhängungen oder Suspenderseile genannt, sind die sekundären vertikale Seilelemente, die die Gravitationslast der Brückenfahrbahn auf das Hauptkabel übertragen. Jedes Hängerseil verbindet ein Kabelband am Hauptkabel mit einem Fahrbahnanschlusspunkt – typischerweise an einem Querträger oder Längsträger am Fahrbahnrand. Hängerseile sind für die Lastverteilung kritisch, aber im Gegensatz zum Hauptkabel einzeln austauschbar.
Es werden zwei Haupttypen der Hängerseilkonstruktion verwendet:
| Seiltyp | Konstruktion | Vorteile | Typischer Durchmesser |
|---|---|---|---|
| Spiralseil | Mehrere Lagen schraubenförmig gewickelter Drähte um einen Kerndraht; jede Lage gegenläufig gewickelt | Hohe Axialsteifigkeit; gute Ermüdungsfestigkeit | 40–90 mm |
| Verschlossenes Seil | Die äußere(n) Lage(n) bestehen aus Z-förmigen (verzahnten) Drähten, die eine glatte, geschlossene Oberfläche bilden | Überragende Korrosionsbeständigkeit; aerodynamische Glätte; höchste Festigkeitsdichte | 45–100 mm |
| Drahtseil (6x36 oder ähnlich) | Mehrere Litzen aus Drähten, die um einen Faser- oder Stahlkern verdrillt sind | Flexibilität; geringere Kosten; geringere Axialsteifigkeit | 30–70 mm |
Das verschlossene Seil (Locked-Coil-Seil) ist der bevorzugte Typ für moderne Hängebrückenabhängungen aufgrund seiner überlegenen Korrosionsbeständigkeit – die Z-förmigen Außendrähte greifen ineinander und bilden eine wasserabweisende Barriere. Das Profil jedes Z-Drahtes ähnelt im Querschnitt dem Buchstaben „Z", wobei benachbarte Drähte wie Puzzleteile ineinandergreifen und so das Eindringen von Wasser zwischen die Lagen verhindern. Spiralseile bieten zwar keine ineinandergreifenden Außendrähte, aber eine hervorragende Axialsteifigkeit und werden bei älteren Brücken häufig eingesetzt.
Hängerseile sind an jedem Ende mit Anschlüssen (Sockets) versehen. Übliche Anschlusstypen sind:
Die Sockel-Bolzen-Verbindung ist ein kritischer Ermüdungs- und Korrosionspunkt. Wasser kann in die Sockelschnittstelle eindringen und sich dort festsetzen, wodurch ein konzentriertes Korrosionselement an der Stelle entsteht, an der das Seil in den Sockel eintritt. Die Inspektion des Sockelhalses und des Bolzenbereichs ist eine Standardanforderung in allen Hängebrücken-Inspektionsprogrammen. Eine FHWA-Studie aus dem Jahr 2012 identifizierte Sockelkorrosion als einen der am häufigsten übersehenen Risikobereiche.
Hängerseile werden mit einer präzisen Eigenlastspannung eingebaut, die aus der Tragwerksanalyse ermittelt wird – die Spannung muss über alle Hängerseile an derselben Längsposition gleichmäßig sein, um eine Verformung des Fahrbahnprofils zu vermeiden. Spannungsanpassungen werden mit Hydraulikpressen am Fahrbahnanschluss vorgenommen, wobei die Hängerseilverlängerung gemessen und mit den Bemessungswerten verglichen wird.
Die Klemmkraft der Kabelbänder ist für die Leistung der Hängerseile von entscheidender Bedeutung. Die Reibung zwischen dem Kabelband und dem Hauptkabel muss der vertikalen Komponente der Hängerseilkraft ohne Rutschen widerstehen. Ein Rutschen von Kabelbändern ist bei mehreren Brücken aufgetreten, wenn die Schraubenvorspannung unzureichend war, wodurch das Band unter Last am Hauptkabel abrutschte. Dies äußert sich typischerweise als sichtbarer Spalt an der Oberkante des Bandes und erfordert ein notfallmäßiges Nachspannen.
Bis in die 1990er Jahre wurden Hängebrücken-Hauptkabel durch ein mehrschichtiges passives System geschützt, das unmittelbar nach der Verdichtung aufgebracht wurde:
Trotz dieser Vorsichtsmaßnahmen ist kein Umwicklungssystem vollständig wasserdicht. Im Laufe von Jahrzehnten der thermischen Wechselbeanspruchung (Ausdehnung und Zusammenziehung) entwickeln sich im Umwicklungsdraht Spalte. Die Mennige- oder Zinkpaste trocknet aus und reißt. Farbsysteme verwittern und entwickeln Pinholer. Die Folge ist, dass alle vor Mitte der 1990er Jahre gebauten Hängebrückenkabel in gewissem Maße Wassereintritt und innere Korrosion aufweisen.
Der Durchbruch im Korrosionsschutz von Hauptkabeln kam in den 1990er Jahren aus Japan. Die Honshu-Shikoku Bridge Authority stellte fest, dass bereits nur 7 Jahre nach dem Bau Korrosion an den Kabeln auftrat – weit früher als erwartet. Trotz verbesserter Umwicklungssysteme wurde festgestellt, dass eine vollständig wasserdichte Abdichtung für Kabel, die der Meeresumgebung ausgesetzt sind, nicht erreichbar war. Die Lösung war die aktive Entfeuchtung – die kontinuierliche Aufrechterhaltung einer relativen Luftfeuchtigkeit im Kabelinneren unter 40 %, bei der die Korrosion von feuerverzinktem Stahl praktisch zum Stillstand kommt.
Das Kabelentfeuchtungssystem besteht aus folgenden Komponenten:
Der Zielzustand eines aktiven Entfeuchtungssystems ist unter 40 % relative Luftfeuchtigkeit (RH) an allen Punkten im Kabelinneren. Bei diesem Wert ist die Korrosionsrate von feuerverzinktem Stahl praktisch gleich null. Die chemische Grundlage für diesen Schwellenwert ist, dass die elektrochemische Korrosionsreaktion einen Elektrolyten – flüssiges Wasser – benötigt, um den Ionentransport zu ermöglichen. Unter 40 % RH existiert auf der Stahloberfläche nur eine adsorbierte molekulare Wasserschicht, die nicht als Elektrolyt fungieren kann.
Die Entfeuchtung hat sich als bemerkenswert wirksam erwiesen. Die Forth Road Bridge (Schottland), bei der 2004 ein Festigkeitsverlust von 8–10 % durch Korrosion festgestellt wurde, erhielt 2006–2007 eine Entfeuchtungsanlage. Nachfolgende Inspektionen in den Jahren 2009, 2012 und 2015 bestätigten, dass nach der Installation keine neue Korrosion aufgetreten war. Die Rate neuer Drahtbrüche, gemessen durch akustische Überwachung, sank von Dutzenden pro Jahr auf nahezu null. Die Entfeuchtung stoppte die 42 Jahre lang anhaltende Korrosion.
Die Akashi-Kaikyo-Brücke (Japan, eröffnet 1998) war die erste große Brücke, die von Anfang an mit integrierter Entfeuchtung konzipiert wurde. Die Storebaelt-Ostbrücke (Dänemark, 1998) enthielt ebenfalls eine Entfeuchtungsanlage. Nachrüstungen wurden abgeschlossen an der Severn Bridge (Großbritannien, erstes britisches Betriebssystem), der Humber Bridge (Großbritannien, damals weltweit größte nachgerüstete Anlage), der Verrazzano-Narrows Bridge (New York City, 249-Millionen-US-Dollar-Auftrag vergeben 2025), der Chesapeake Bay Bridge (erste durchgehende Entfeuchtung in Nordamerika), der Bear Mountain Bridge (New York), der Mid-Hudson Bridge (New York) und der Delaware Memorial Bridge.
Die Hauptkabelinspektion in den Vereinigten Staaten wird geregelt durch die National Bridge Inspection Standards (NBIS) gemäß 23 CFR Part 650 Subpart C, das AASHTO Manual for Bridge Evaluation (MBE) und das FHWA Primer for Inspection and Strength Evaluation of Suspension Bridge Cables (FHWA-IF-11-045, 2012). International bietet die Norm ISO 13822:2010 einen Rahmen für die Bewertung bestehender Bauwerke, einschließlich Schädigungsmodellen für Korrosion und Ermüdung, während PIARC (Weltstraßenverband) technische Berichte zum Management großer Brücken veröffentlicht.

Die FHWA definiert drei Stufen der Kabelinspektion:
| Stufe | Typ | Intervall | Beschreibung |
|---|---|---|---|
| 1 | Regelmäßige Sichtprüfung | Alle 24 Monate | Äußere Untersuchung von Umwicklung, Kabelbändern, Farbzustand |
| 2 | Handnahe Inspektion | Alle 24 Monate | Körperkontakt-Inspektion bruchkritischer Bauteile – umfasst Kabelbänder, Sockel, Sättel |
| 3 | Gründliche Inneninspektion | Nach 30 Jahren, dann nach Bewertung | Entfernen der Umwicklung, Keilöffnungen, Drahtprüfung und -probenahme |
Der NCHRP-Bericht 534 (2004) – „Guidelines for Inspection and Strength Evaluation of Suspension Bridge Parallel Wire Cables" von Mayrbaurl und Camo – ist das maßgebliche technische Referenzdokument für die innere Kabelinspektion. Er legt die empfohlene Zusammensetzung des Inspektionsteams fest (Chefprüfer: beratender Ingenieur mit Hängebrückenerfahrung; Hauptinspektor: beratender Ingenieur; Kabelinspektoren: diplomierte Ingenieure mit 2–3 Jahren Erfahrung; sowie Prüflabor, Metallurgie-/Korrosionsberater und ggf. Statistiker).
Die gründliche Inneninspektion eines Hauptkabels folgt einem streng definierten Protokoll:
Schritt 1 – Auswahl der Prüffelder und Abwicklung. Basierend auf einer technischen Bewertung werden bestimmte Stellen entlang des Kabels (Prüffelder) für die Innenuntersuchung ausgewählt. Typische Prüffelder befinden sich an: (a) Feldmitte, (b) Viertelspunkt, (c) in Turmnähe (wo die Biegespannungen am höchsten sind), (d) an Kabelbändern und (e) an optisch auffälligen Stellen. Jedes Prüffeld ist typischerweise 1,5–3 m lang. Der Umwicklungsdraht wird vorsichtig entfernt und für die Wiederverwendung aufbewahrt.
Schritt 2 – Keilöffnung. Holz- oder Kunststoffkeile (traditionell Hartholzkeile, modern HDPE-Keile) werden in Abständen von etwa 0,5 m entlang des Prüffeldes in das Kabel getrieben. Acht Keillinien werden um den Kabelumfang angelegt – positioniert bei: oben, unten, links, rechts, oben-links, oben-rechts, unten-links, unten-rechts. Die Keile werden schrittweise eingetrieben, um das Kabel zu öffnen und die inneren Drähte freizulegen, ohne sie zu beschädigen. Die Öffnungskraft muss sorgfältig kontrolliert werden, um künstliche Drahtbrüche zu vermeiden.
Schritt 3 – Sichtprüfung. Alle zugänglichen Drähte im geöffneten Prüffeld werden visuell inspiziert. Der Zustand jedes freigelegten Drahtes wird nach dem Korrosionsstadien-System klassifiziert:
| Stadium | Zustand | Beschreibung |
|---|---|---|
| 1 | Intakt | Helle Verzinkung intakt; kein Rost |
| 2 | Leichte Korrosion | Oberflächliche Zinkoxidation (Weißrost); kein Grundmetallangriff |
| 3 | Mäßige Korrosion | Rotrost auf der Drahtoberfläche sichtbar; lokale Lochfraßtiefe < 0,5 mm |
| 4 | Schwere Korrosion | Tiefer Lochfraß > 0,5 mm; erheblicher Querschnittsverlust; gerissene Drähte |
Schritt 4 – Drahtprobenahme. Eine statistisch signifikante Anzahl von Drähten wird aus jedem Prüffeld für laborative Zugversuche entnommen. Die Probenahmestrategie muss die Variabilität über den Kabelquerschnitt erfassen – typischerweise 3–5 Drähte von jeder Keillinie sowie alle Drähte mit sichtbaren Mängeln. Die Proben werden mit Position, Orientierung und Zustandsklasse gekennzeichnet.
Schritt 5 – Laborprüfung. Die Drahtproben werden geprüft auf: Zugfestigkeit (UTS), Streckgrenze, Bruchdehnung, Querschnittsverminderung und Bruchflächenuntersuchung (REM auf Mikrorisse). Die Verzinkungsdicke wird gemessen. Spannungs-Dehnungs-Kurven werden erstellt und mit den ursprünglichen Drahteigenschaften verglichen.
Schritt 6 – Tragfähigkeitsbewertung. Die Drahtzustandsdaten werden zur Abschätzung der verbleibenden Kabeltragfähigkeit verwendet. Zwei Hauptmethoden werden angewendet:
Die Magnetfluss-Leckageprüfung (Magnetic Flux Leakage, MFL) ist die primäre zerstörungsfreie Prüfmethode zur Erkennung von Querschnittsverlusten in Hauptkabeln. Ein MFL-Scanner wird entlang des Kabels geführt, induziert ein Magnetfeld und misst den magnetischen Streufluss an Bereichen mit Querschnittsverlust (Korrosionsgrübchen, Drahtbrüche). MFL kann Flächenverluste ab 2–5 % des Gesamtquerschnitts erkennen, kann jedoch nicht zuverlässig zwischen einzelnen gebrochenen Drähten und allgemeiner Korrosion unterscheiden. MFL wird als Screening-Werkzeug eingesetzt, um Bereiche zu identifizieren, die eine gezielte Keilöffnung erfordern.
Geführte Ultraschallwellenprüfung (Guided Wave Ultrasonic Testing, GWUT) nutzt Ultraschallwellen, die entlang einzelner Drähte propagiert werden, um Defekte bis zu 60 m vom Sensorstandort zu erkennen. GWUT ist wirksam für die Erkennung von Querrissen und Drahtbrüchen in zugänglichen Kabelabschnitten. Das Verfahren wird durch Signaldämpfung an Kabelbändern und Sätteln sowie durch die Komplexität der Signalinterpretation in Mehrdrahtkabeln eingeschränkt.
Schallemissionsüberwachung (Acoustic Emission, AE) ist eine kontinuierliche Echtzeitmethode zur Erkennung von Drahtbrüchen, sobald sie auftreten. Auf dem Kabel montierte piezoelektrische Sensoren (typischerweise resonant bei 40–100 kHz) detektieren die elastischen Spannungswellen, die durch einen Drahtbruch erzeugt werden. Der Sensorabstand beträgt typischerweise 5–15 m entlang des Kabels. Die Laufzeitanalyse des Welleneintreffens an mehreren Sensoren lokalisiert den Bruch auf ±0,5–2 m genau. Moderne AE-Systeme verwenden Mehrparameterfilterung (Amplitude, Energie, Zählrate, Frequenzinhalt), um Drahtbrüche von Umgebungsgeräuschen (Wind, Regen, Verkehr, Wärmeausdehnung) zu unterscheiden. Die Humber Bridge und die Storebaelt Bridge verfügen über die größten installierten AE-Überwachungssysteme. Das AE-System der Forth Road Bridge detektierte bis 2015 insgesamt 93 Drahtbrüche, danach 24 weitere Brüche in einer Häufung am südöstlichen Turmschenkel – was eine Frühwarnung für gezielte Inspektionen lieferte.
Drahtbrüche in Hängebrücken-Hauptkabeln treten durch verschiedene Mechanismen auf. Das Verständnis der Versagensart ist für die Vorhersage der Restlebensdauer unerlässlich.
Die Ermüdungskorrosion (Corrosion Fatigue) ist der häufigste Drahtbruchmechanismus. Zyklische Zugspannung aus Verkehrslast (Nutzlast) in Verbindung mit einer korrosiven Umgebung (Wasser + Chloride an der Drahtoberfläche) initiiert Mikrorisse an Korrosionsgrübchen. Diese Risse breiten sich unter fortgesetzter zyklischer Belastung aus, bis der verbleibende Querschnitt die statische Eigenlast nicht mehr tragen kann, was zum plötzlichen Bruch führt. Die kritische Rissgröße für einen 5-mm-Draht unter typischer Kabelspannung beträgt etwa 1–2 mm Tiefe.
Spannungsrisskorrosion (Stress Corrosion Cracking, SCC) tritt auf, wenn drei Bedingungen gleichzeitig vorliegen: hohe Zugspannung (aus Kabeleigenlast), ein anfälliges Material (hochfester Stahl) und eine korrosive Umgebung. SCC erzeugt verzweigte, interkristalline oder transkristalline Risse, die sich unter Dauerspannung langsam ausbreiten. SCC ist besonders gefährlich, da Risse eine kritische Größe erreichen können, ohne sichtbare Vorwarnung.
Wasserstoffversprödung (Hydrogen Embrittlement) ist eine katastrophale Versagensart, bei der atomarer Wasserstoff in das Stahlgitter diffundiert, die Duktilität verringert und Sprödbruch bei Spannungen deutlich unterhalb der normalen Drahtzugfestigkeit verursacht. Wasserstoff entsteht durch kathodische Reaktionen im Korrosionsprozess. Hochfeste Stahldrähte (UTS > 1.500 MPa) sind besonders anfällig.
Reibermüdung (Fretting Fatigue) tritt an Kabelbandpositionen auf, wo mikroskopische Relativbewegungen zwischen einzelnen Drähten unter zyklischer Belastung Oberflächenverschleiß (Fretting) verursachen, was zu lokalen Spannungskonzentrationen und Ermüdungsrissinitiierung führt. Reibermüdungshäufungen treten am häufigsten an Drähten auf, die an Kabelbandkanten angrenzen.
Die Korrosionsrate von feuerverzinktem Stahl in feuchter Umgebung ist drastisch: Bei einer relativen Luftfeuchte über 60 % und Temperaturen über 0 °C beschleunigt sich die Korrosionsrate exponentiell. Unter 40 % RH kommt die Korrosion praktisch zum Stillstand. Dies ist die grundlegende Rechtfertigung für die Kabelentfeuchtung – sie verändert das Innenraumklima des Kabels von korrosiv zu inert.
Die Bewertung der verbleibenden Kabeltragfähigkeit folgt einem strengen statistischen Ansatz. Für die NCHRP-534-Methode wird der Kabeltragfähigkeitsfaktor S wie folgt berechnet:
S = (N_s × σ_avg × A_w × K_r) / T_d
wobei N_s die Anzahl der intakten Drähte, σ_avg die mittlere Zugfestigkeit aus Drahtprüfungen, A_w die mittlere Drahtquerschnittsfläche, K_r ein Umlagerungsfaktor (unter Berücksichtigung der Reibungsübertragung an Kabelbändern für gebrochene Drähte) und T_d die rechnerische Kabelspannung am betrachteten Querschnitt ist.
Die Verankerung ist der Endpunkt des Hauptkabels, typischerweise ein massives Betongewichtsbauwerk oder ein Felsstollen, der der Seilkraft des Kabels widersteht. Innerhalb der Verankerung wird das Hauptkabel in der Aufspreizkammer (Splay Chamber) in seine einzelnen Litzen aufgefächert.

Wichtige Inspektionspunkte in der Verankerung und Aufspreizkammer sind:
Die Aufspreizkammer muss im gleichen Intervall inspiziert werden wie das Hauptkabel selbst. Die Entfeuchtung der Aufspreizkammer ist heute Standard, wobei trockene Luft an der Kabeleintrittsdichtung eingeblasen und an der hinteren Wand der Verankerung abgeführt wird.
Ein modernes Kabelentfeuchtungssystem ist eine anspruchsvolle aktive Korrosionsschutzanlage. Die Systemauslegung muss die spezifische Geometrie, den Hohlraumanteil und die Umgebungseinflüsse der Hauptkabel jeder Brücke berücksichtigen.
Das Luftbehandlungsgerät beherbergt den Trockenmittelrotor, Ventilatoren, Filter und die Steuerelektronik. Trockenmittelrotoren verwenden einen Rotor (eine radförmige Matrix, die mit Silicagel oder Molekularsieb imprägniert ist), der langsam durch zwei Sektoren rotiert: den Prozesssektor (in dem die Feuchtigkeit aus der einströmenden Luft adsorbiert wird) und den Regenerationssektor (in dem erhitzte Luft bei 120–150 °C die adsorbierte Feuchtigkeit austreibt). Der Rotor durchläuft kontinuierlich die beiden Sektoren und erzeugt einen gleichmäßigen Strom trockener Luft. Typischer Taupunkt der Ausgangsluft: −30 °C bis −40 °C, entsprechend weniger als 1 % relativer Luftfeuchte bei Umgebungstemperatur.
Verteilungsrohrleitungen verlaufen vom AHU zu den Injektionspunkten entlang des Kabels. HDPE-Rohre mit Elektroschweißverbindungen sind Standard – sie bieten luftdichte Verbindungen, die keine Feuchtigkeit in das System eindringen lassen. Die Rohrleitungen werden entlang der Laufstege oder mit Edelstahlschellen an den Hängerseilen befestigt. Bei Brücken mit großen Spannweiten müssen die Druckverluste im Verteilungssystem berechnet werden, um einen ausreichenden Luftstrom am entferntesten Injektionspunkt sicherzustellen.
Injektionsmanschetten sind kundenspezifisch gefertigte Edelstahlbaugruppen, die den Kabelumfang umschließen und einen luftdichten Plenarraum bilden. Die Manschette verfügt über eine Gummidichtung, die gegen die elastomere Kabelumhüllung abdichtet. Trockene Luft tritt durch einen Anschlussstutzen ein und wird durch zahlreiche kleine Löcher oder Schlitze in der Manschette axial entlang des Kabels in das Kabelinnere gedrückt. Das Einbringen von Zinkkeilen oder Abstandsdrähten an der Injektionsstelle schafft Luftströmungskanäle innerhalb des Kabelquerschnitts.
Zonenauslegung unterteilt die Kabellänge in unabhängig gesteuerte Sektoren. Die optimale Zonenlänge hängt vom Kabelhohlraumanteil (Luftdurchlässigkeit), dem Injektionsluftdruck (typischerweise 5–15 kPa über Atmosphärendruck) und der angestrebten Luftwechselrate ab. Zonen von 100–300 m sind üblich. Jede Zone hat mindestens einen Injektions- und einen Austrittspunkt. Die Zonentrennung wird durch den Einbau innerer Dämme (temporäre Sperrmaterialien wie in Gittergewebe gewickelter Montageschaum) zwischen den Zonen während der Installation erreicht.
Überwachung umfasst: Temperatur- und RH-Sensoren an jedem Injektions- und Austrittspunkt, Luftdrucksensoren an den Injektionsmanschetten, Luftgeschwindigkeitssensoren an den Austrittsöffnungen sowie Daten von der Wetterstation. Moderne Systeme übertragen Daten an cloudbasierte Überwachungsplattformen mit automatischen Alarmen, wenn die relative Luftfeuchte in einer Zone den 40-%-Schwellenwert überschreitet. Die historische Datentrendanalyse ermöglicht es den Betreibern, sich entwickelnde Probleme zu erkennen, bevor sie kritisch werden.
Nachrüstinstallation erfordert erhebliche Zugangsarbeiten. An der Severn Bridge umfasste die Installation (a) das Entfernen der vorhandenen Umwicklung und Farbe, (b) das Aufbringen der neuen elastomeren Abdichtungshülle, (c) das Installieren von Injektionsmanschetten an den Kabelbändern, (d) das Verlegen von 72 separaten HDPE-Rohrabschnitten durch die Brückenkonstruktion, (e) die Errichtung des Anlagenraums im Brückeninneren – allein für den Anlagenraum waren 5 Arbeitstage eines 3-Personen-Teams erforderlich – und (f) die Einhaltung denkmalrechtlicher Auflagen (die Severn Bridge ist ein gelistetes Bauwerk, was Sondergenehmigungen für das Bohren von Löchern für Kabelkanäle erforderte).
Moderne Hängebrücken verfügen über umfassende Bauwerksmonitoring-Systeme (Structural Health Monitoring, SHM), die die Hauptkabelüberwachung mit der globalen Bauwerksüberwachung integrieren.
| Sensortyp | Überwachter Parameter | Typische Spezifikation |
|---|---|---|
| Kraftmessdosen (Load Cells) | Seilkraft an den Verankerungen | 5.000–20.000 kN Kapazität, ±0,5 % Genauigkeit |
| Neigungsmesser (Tilt Meters) | Turmneigung | ±0,01° Auflösung |
| Beschleunigungsaufnehmer (Accelerometers) | Bauwerksschwingung, Windreaktion | 0,01–20 Hz Bereich |
| GPS (RTK) | Fahrbahnverschiebung, Kabeldurchhang | ±5 mm horizontal, ±10 mm vertikal |
| Temperatursensoren | Kabel- und Umgebungstemperatur | −30 °C bis +70 °C, ±0,5 °C |
| AE-Sensoren | Drahtbrüche in Echtzeit | 40–100 kHz Resonanzsensoren |
| Faseroptik (FBG) | Dehnung in kritischen Drähten | ±1 µε Auflösung |
| Verteilte Temperaturmessung (DTS) | Kabeltemperaturprofil | 1 m räumliche Auflösung, ±0,1 °C |
| Verteilte akustische Messung (DAS) | Akustische Ereignisse entlang des Kabels | 1 m räumliche Auflösung |
Kraftmessdosen an den Lagerplatten der Verankerungen liefern eine kontinuierliche Messung der Gesamtseilkraft. Veränderungen der Seilkraft deuten hin auf: Setzung oder Bewegung der Verankerungen, Lastumlagerung zwischen den Kabeln (wenn ein Kabel aufgrund von Drahtbrüchen an Steifigkeit verliert) oder thermische Effekte.
Schallemissionsüberwachung (Akustische Emission) ist bei großen Hängebrücken zum Standard geworden. Das System verwendet 40–100 kHz Resonanzsensoren, die mit kundenspezifischen, an den Kabeldurchmesser angepassten gekrümmten Koppelplatten auf dem Kabel montiert werden. Ein Sensorabstand von 5–15 m ergibt eine Lokalisierungsgenauigkeit von ±0,5–2 m für Drahtbruchereignisse. Das System muss Drahtbrüche von Umgebungsgeräuschen mittels Mehrparameterfilterung unterscheiden (Laufzeitkorrelation, Wellenformanalyse, Frequenzinhalt, Amplitudenschwellwert). Normen wie JT/T 1037-2022 (Chinesische Autobahnbrücken-Bauwerksüberwachung) legen Alarmschwellen fest: Stufe 2 (Drahtbruch aufgetreten), Stufe 3 (Drahtbruchrate > 2 % pro Jahr).
Die Echtzeit-Kinematik (RTK)-GPS-Überwachung der Fahrbahnhöhe liefert indirekte Daten zum Kabelzustand. Wenn die Fahrbahn unter ihr Sollprofil absackt, deutet dies entweder auf eine Kabelverlängerung (durch Drahtkriechen oder Korrosionsquerschnittsverlust) oder auf eine Hängerseilrelaxation hin. RTK-GPS erreicht eine Genauigkeit von ±5 mm horizontal und ±10 mm vertikal bei einer Aktualisierungsrate von 20 Hz.
Williamsburg Bridge (New York, 1903) – Die Inneninspektion von 1987 ergab mehrere hundert gebrochene oder stark korrodierte Drähte mit konzentrierter Korrosion in der unteren Hälfte beider Kabel. Diese Inspektion war ein Wendepunkt für die Brückeningenieur-Community – sie zeigte, dass schwere innere Korrosion unbemerkt unter einem intakten Umwicklungssystem fortschreiten kann. Die Brücke wurde daraufhin aus dem U-Bahn-Verkehr genommen und ein umfassendes Sanierungsprogramm durchgeführt.
Forth Road Bridge (Schottland, 1964) – Die erste Inneninspektion im Jahr 2004 ergab einen Kabeltragfähigkeitsverlust von 8–10 %, der bis 2017 Nutzlastbeschränkungen und bis 2021 eine vollständige Schließung für leichte Fahrzeuge vorhersagte. 2006 wurde ein akustisches Überwachungssystem installiert. Die Entfeuchtung wurde 2006–2007 eingebaut und erwies sich als wirksam – Inspektionen in den Jahren 2009, 2012 und 2015 zeigten kein Fortschreiten der Korrosion. Eine Häufung von 24 Drahtbrüchen am südöstlichen Turmschenkel Anfang 2015 löste eine gezielte Inspektion aus. Die Brücke bleibt nach der Eröffnung der Queensferry Crossing im Jahr 2017 als öffentlicher Verkehrsweg in Betrieb.
Golden Gate Bridge (San Francisco, 1937) – Regelmäßige Inneninspektionen seit den 1990er Jahren haben einen überraschend guten Kabelzustand bei über 80 Jahren Meeresumwelteinwirkung ergeben. Die Brücke profitiert von San Franciscos relativ trockenem Sommerklima und niedrigen Chloridwerten im Vergleich zu Ostküstenbrücken. Die Entfeuchtung wird für eine zukünftige Installation evaluiert.
Verrazzano-Narrows Bridge (New York, 1964) – Die Metropolitan Transportation Authority (MTA) hat 2025 einen Auftrag über 249 Millionen US-Dollar für die umfassende Installation eines Kabelentfeuchtungssystems vergeben – der bislang größte derartige Auftrag in Nordamerika. Das Projekt umfasst beide Hauptkabel über die 1.298 m lange Hauptspannweite.
Akashi-Kaikyo-Brücke (Japan, 1998) – Weltweit größte Hängebrückenspannweite mit 1.991 m. Von Anfang an mit integrierter Entfeuchtung konzipiert. Erste große Brücke, die aktiven Korrosionsschutz als Entwurfsmerkmal und nicht als Nachrüstung integriert. Das Kabelinspektionsprogramm etablierte die heute weltweit verwendeten PPWS-Inspektionsprotokolle.
Storebaelt-Ostbrücke (Dänemark, 1998) – Hauptspannweite 1.624 m. PPWS-Konstruktion mit integrierter Entfeuchtung und umfassender AE-Überwachung. Das Überwachungssystem hat einige der längsten kontinuierlichen Datensätze zu Drahtbruchraten in entfeuchteten Kabeln geliefert.
Humber Bridge (Großbritannien, 1981) – Zum Zeitpunkt des Baus die größte Hängebrückenspannweite der Welt (1.410 m). Größtes nachgerüstetes Entfeuchtungs- und AE-Überwachungssystem zum Zeitpunkt der Installation 2011. Die Kombination von AE-Überwachung und Entfeuchtung an der Humber Bridge hat die klare Korrelation zwischen RH-Kontrolle und Reduzierung der Drahtbruchrate demonstriert.
Tsing-Ma-Brücke (Hongkong, 1997) – Zweckbestimmte Straßen- und Eisenbahn-Hängebrücke mit einer Hauptspannweite von 1.377 m. Umfassendes SHM-System mit Anemometern, Dehnungsmessstreifen, Beschleunigungsaufnehmern, GPS und Temperatursensoren. Die Überwachungsdaten wurden umfassend für Wind- und Tragwerksreaktionsforschung genutzt.
Die gesammelten Erfahrungen aus diesen bedeutenden Inspektionsprogrammen haben gezeigt, dass: (1) innere Kabelkorrosion bei Kabeln ohne Entfeuchtung unvermeidbar ist; (2) die Entfeuchtung die einzige nachgewiesene Methode zur Stoppung fortschreitender Korrosion ist; (3) die akustische Überwachung eine Frühwarnung vor Problemstellen liefert; und (4) die kritischen Stellen für Drahtbrüche durchgängig an Turmsätteln, Kabelbändern und Aufspreizkammern liegen – den Punkten, an denen Wassereintritt am wahrscheinlichsten ist und an denen die Reibermüdungsbeanspruchung am höchsten ist.
Die professionelle Inspektion von Brückenkabeln erfordert spezialisierte Kenntnisse über Korrosionsmechanismen, zerstörungsfreie Prüfverfahren und Bewertungsprotokolle zur Tragfähigkeit. Kontaktieren Sie unser Team für fachkundige Beratung zur Bewertung von Hängebrückenkabeln, Überwachungssystemen und Instandhaltungsplanung.
Ein Spannglied ist ein hochfestes Stahlelement — in der Regel Siebendrähtlitze, Draht oder Stab — das in Spannbeton- oder nachträglich vorgespannten Konstruktio...
Die Brückenfahrbahn ist das oberste tragende Element einer Brücke, das direkt die Verkehrslasten aufnimmt und die Fahrbahnoberfläche bildet. Der Fahrbahnzustand...
Ein Widerlager ist die endseitige Stützkonstruktion einer Brücke, die den Damm des Zufahrtsdamms zurückhält, die Überbaulasten auf das Fundament überträgt und t...