Nachhaltige Fahrbeläge minimieren Umweltauswirkungen durch recycelte Materialien (RAP, RAS, rezyklierte Gesteinskörnung aus Beton, Flugasche, Schlacke), Warmmischtechnologien, durchlässige Fahrbeläge, langlebige Konstruktionen und Recycling vor Ort. Behandelt Nachhaltigkeitsstrategien, Lebenszyklusanalyse (LCA), Umweltproduktdeklarationen (EPDs) und wie nachhaltige Entscheidungen die Fahrbelagsprüfung und -leistung beeinflussen.
Nachhaltige Fahrbelagstechnologien und -praktiken
Nachhaltigkeitsdimensionen
Nachhaltige Fahrbeläge sind technische Systeme, die die erforderliche strukturelle und funktionale Leistung erbringen und gleichzeitig die Umweltauswirkungen in fünf miteinander verbundenen Dimensionen minimieren: Materialien, Energie, Emissionen, Wasser und Nutzungsdauer. Diese Dimensionen bilden den Rahmen, in dem die Nachhaltigkeit von Fahrbelägen bewertet, konzipiert und verifiziert wird.
Materialdimension
Die Materialdimension befasst sich mit dem Verbrauch natürlicher Ressourcen und der Entstehung von Abfällen. Konventioneller Fahrbelagsbau verbraucht enorme Mengen an Primärgesteinskörnungen – allein in den USA etwa 1,5 bis 2 Milliarden Tonnen jährlich – sowie erhebliche Mengen an Asphaltbindemittel und Portlandzement, deren Herstellung beide energieintensiv ist. Nachhaltige Fahrbeläge reduzieren den Verbrauch an Primärmaterialien, indem sie recycelte und Abfallmaterialien ersetzen, wo immer dies technisch machbar ist. Die Ersatzquote – der Prozentsatz des durch Recyclingmaterial ersetzten Primärmaterials – ist die wichtigste Kennzahl zur Quantifizierung der Materialnachhaltigkeit.
Laut der National Asphalt Pavement Association (NAPA) verwendete die US-amerikanische Asphaltbelagsindustrie im Jahr 2019 über 97 Millionen Tonnen wiederaufbereiteten Asphaltbelag (RAP) und 921.000 Tonnen recycelte Asphaltschindeln (RAS) in neuen Mischungen und sparte damit fast 60 Millionen Kubikmeter Deponieraum. Die Recyclingquote für Asphaltbelagsmaterialien liegt bei etwa 94 %, womit Asphalt das am meisten recycelte Material in den Vereinigten Staaten ist – und die Recyclingquoten von Papier (68 %), Aluminiumdosen (50 %) und Glas (33 %) übertrifft.
Bei Zementbetonfahrbelägen konzentriert sich die Materialdimension auf den Zementersatz durch zementhaltige Zusatzstoffe (SCMs). Die Herstellung von Portlandzement ist für etwa 8 % der globalen CO₂-Emissionen verantwortlich. Der Ersatz von 30–50 % des Zements durch Flugasche, Schlackenzement oder Silikastaub reduziert den CO₂-Fußabdruck von Betonfahrbelägen direkt um einen vergleichbaren Prozentsatz. Die Zementsubstitutionsrate ist die Standardkennzahl. Darüber hinaus verringert die Verwendung von rezyklierter Gesteinskörnung aus Beton (RCA) aus abgebrochenen Fahrbelägen als Gesteinskörnung in neuem Beton oder Tragschichten die Nachfrage nach Primärgesteinskörnung weiter.
Die Materialnachhaltigkeit umfasst auch die Transportentfernung der Materialien. Der Transport von Gesteinskörnungen über große Entfernungen verbraucht Brennstoff und erzeugt Emissionen. Der Anteil lokaler Materialien – oft definiert als Materialien, die innerhalb von 50 Meilen (80 km) vom Projekt gewonnen werden – ist eine gängige Nachhaltigkeitskennzahl in Bewertungssystemen wie LEED und Envision. Die Maximierung der Nutzung lokaler Materialien reduziert transportbedingte Umweltauswirkungen.
Energiedimension
Die Energiedimension befasst sich mit der Energie, die für die Herstellung, den Transport, den Bau und die Instandhaltung von Fahrbelägen verbraucht wird. Die gesamte graue Energie eines Fahrbelags umfasst die Energie, die für die Gewinnung und Verarbeitung von Rohmaterialien, die Herstellung von Fahrbelagskomponenten (Asphaltbindemittel, Zement, Gesteinskörnungen), den Transport der Materialien zur Baustelle, den Bau des Fahrbelags (einschließlich Brennstoff für Einbau- und Verdichtungsgeräte) sowie für Instandhaltungs- und Instandsetzungsmaßnahmen während der Nutzungsdauer des Fahrbelags erforderlich ist.
Die Herstellung von Heißmischasphalt (HMA) erfordert das Erhitzen von Gesteinskörnungen und Bindemittel auf 300–350 °F (150–175 °C) und verbraucht etwa 280.000 bis 370.000 British Thermal Units (BTU) pro Tonne Mischung – das entspricht 2,5 bis 3,5 Gallonen Heizöl pro Tonne. Warmmischasphalt (WMA) senkt die Produktionstemperaturen um 50–120 °F (30–50 °C) und reduziert den Brennstoffverbrauch um 20–35 % – das sind etwa 55.000 bis 130.000 eingesparte BTU pro Tonne. Wenn die US-Asphaltindustrie vollständig auf WMA umstellt, werden die jährlichen Brennstoffeinsparungen auf 150 Millionen Gallonen Heizöl Nr. 2 geschätzt.
Die Herstellung von Portlandzementbeton hat eine sehr hohe graue Energiebelastung: etwa 4.000 bis 5.500 BTU pro Tonne allein für die Zementproduktion, hauptsächlich durch die Energie, die zum Erhitzen von Zementöfen auf 2.640 °F (1.450 °C) erforderlich ist. Der Ersatz von Zement durch SCMs reduziert diese Energiebelastung direkt. Walzbeton (RCC) und durchlässiger Beton verwenden typischerweise geringere Zementgehalte, was die graue Energie weiter reduziert.
Die Nutzungsenergie ist ebenfalls bedeutend. Oberflächeneigenschaften des Fahrbelags – insbesondere Rauheit und Makrotextur – beeinflussen den Fahrzeugkraftstoffverbrauch. Die WesTrack-Tests der Federal Highway Administration (FHWA) quantifizierten, dass glattere Fahrbeläge den Fahrzeugkraftstoffverbrauch um bis zu 4,5 % senken. Ein Fahrbelag, der während seiner gesamten Lebensdauer eine glatte Oberfläche beibehält, spart indirekt Milliarden von Gallonen Kraftstoff für die Fahrzeugflotte, die ihn nutzt. Der International Roughness Index (IRI) ist die Standardkennzahl, die den Fahrbelagszustand mit der Fahrzeugkraftstoffeffizienz verbindet.
Emissionsdimension
Die Emissionsdimension erfasst alle luftgetragenen Schadstoffe, die während des gesamten Fahrbelags-Lebenszyklus entstehen. Die primären Emissionen von Interesse sind Treibhausgase (GHGs) – Kohlendioxid (CO₂), Methan (CH₄) und Distickstoffmonoxid (N₂O) – zusammengefasst als Treibhauspotenzial (GWP) in Kilogramm CO₂-Äquivalent (kg CO₂e). Zu den fahrbelagsbezogenen Emissionsquellen gehören:
Materialproduktionsemissionen: Die Zementklinkerproduktion emittiert etwa 0,9 kg CO₂ pro kg Klinker. Die Asphaltbindemittelproduktion emittiert etwa 0,1 bis 0,3 kg CO₂ pro kg Bindemittel, abhängig von der Rohölquelle und der Raffinerieeffizienz. Die Gesteinskörnungsproduktion emittiert etwa 0,005 bis 0,015 kg CO₂ pro kg Gesteinskörnung (hauptsächlich durch Brech- und Siebanlagen).
Baubedingte Emissionen: Einbaugeräte (Asphaltfertiger, Walzen, Betonfertiger), Materialtransportfahrzeuge und Hilfsgeräte verbrennen Dieselkraftstoff und emittieren CO₂, Stickoxide (NOx), Feinstaub (PM) und flüchtige organische Verbindungen (VOCs). Diesel-Feinstaub (DPM) ist ein besonderes Problem für die Luftqualität in der Nähe von Baustellen und in Gebieten mit Nichteinhaltung von Luftqualitätsstandards.
WMA-Emissionsreduktionen sind gut dokumentiert: Eine Temperaturabsenkung um 50 °F bei der Asphaltproduktion reduziert die CO₂-Emissionen um 15–25 %, SO₂ um 18–35 %, NOx um 18–30 % und VOCs um 30–50 % im Vergleich zu äquivalentem HMA. Kaltmischasphalt (CMA), der bei Umgebungstemperatur hergestellt wird, eliminiert heizungsbedingte Emissionen vollständig und reduziert die gesamten Produktionsemissionen um 35–50 %.
Kohlenstoffbindung im Asphaltbindemittel ist eine einzigartige Nachhaltigkeitseigenschaft. Laut der US-amerikanischen Umweltschutzbehörde bleiben 99,6 % des Kohlenstoffs im Asphaltbindemittel dauerhaft gespeichert – er wird nie in die Atmosphäre freigesetzt –, da das Bindemittel ein Nebenprodukt fossiler Brennstoffe ist, die nie als Energie verbrannt wurden. Asphaltfahrbeläge fungieren daher als langfristige Kohlenstoffsenke und speichern den gebundenen Kohlenstoff über die gesamte Nutzungsdauer des Fahrbelags (und darüber hinaus, wenn sie in neue Fahrbeläge recycelt werden).
Wasserdimension
Die Wasserdimension befasst sich sowohl mit dem Wasserverbrauch bei der Fahrbelagsproduktion und dem Bau als auch mit den Wasserqualitätsauswirkungen des Fahrbelagsabflusses.
Der Wasserverbrauch für den Fahrbelagsbau ist bei Asphaltfahrbelägen relativ gering (minimaler Wasserverbrauch bei der Produktion), aber bei Betonfahrbelägen erheblich, die große Mengen an Anmach- und Nachbehandlungswasser benötigen. Auch die Zementproduktion verbraucht erhebliche Mengen Wasser in Kühl- und Verarbeitungsprozessen. Der gesamte fahrbelagsbezogene Wasserverbrauch wird typischerweise in Gallonen pro Quadratyard gebautem Fahrbelag gemessen.
Regenwasserabflussqualität und -quantität ist ein großes Umweltproblem bei Fahrbelägen. Undurchlässige Fahrbeläge erzeugen Abflüsse, die Schadstoffe – Öl, Fett, Schwermetalle, Enteisungschemikalien, Reifenabriebpartikel – direkt in die Vorfluter transportieren. In den Vereinigten Staaten regulieren der Clean Water Act und das Genehmigungsprogramm National Pollutant Discharge Elimination System (NPDES) die Regenwassereinleitungen von Fahrbelagsoberflächen und erfordern eine Behandlung oder Versickerung des ersten Regens.
Durchlässige Fahrbeläge adressieren die Wasserdimension direkt, indem sie Regen durch die Fahrbelagsoberfläche in darunterliegende Steinreservoire und den gewachsenen Boden versickern lassen. Forschung des University of New Hampshire Stormwater Center und anderer zeigt, dass durchlässige Fahrbeläge die gesamten Schwebstoffe (TSS) um 80–90 %, den Gesamtphosphor um 60–70 %, den Gesamtstickstoff um 50–60 %, Schwermetalle (Zink, Kupfer, Blei) um 90 %+ und das Abflussvolumen um 50–90 % im Vergleich zu konventionellen undurchlässigen Fahrbelägen reduzieren.
Nutzungsdauer-Dimension
Die Nutzungsdauer-Dimension erkennt an, dass der langlebigste Fahrbelag von Natur aus der nachhaltigste ist, da er die Umweltauswirkungen eines Neubaus hinauszögert oder vermeidet. Die Verlängerung der Nutzungsdauer eines Fahrbelags von 20 auf 50 Jahre durch Dauerfahrbelagskonstruktion reduziert den gesamten Lebenszyklus-Energieverbrauch um 30–50 % und die gesamten Treibhausgasemissionen um 25–45 % pro Nutzungsjahr im Vergleich zu konventionellen Fahrbelägen, die nach 20 Jahren einen Neubau erfordern.
Die Nachhaltigkeit der Nutzungsdauer wird gemessen an der Lebenserwartung (Jahre bis zum Endzustand) und den Lebenszykluskosten (LCC) in Dollar pro Quadratyard pro Nutzungsjahr. Für 50+ Jahre ausgelegte Dauerfahrbeläge erzielen typischerweise 20–40 % niedrigere Lebenszykluskosten als konventionelle 20-Jahres-Fahrbeläge, wenn Instandhaltungs-, Instandsetzungs- und Nutzerverzögerungskosten berücksichtigt werden.
Recycelte Materialien
Die Verwendung von recycelten und Abfallmaterialien in Fahrbelägen ist die direkteste und messbarste Strategie für nachhaltige Fahrbeläge. Recycelte Materialien schonen natürliche Ressourcen, reduzieren Deponieabfälle, verringern den Energieverbrauch und senken Emissionen. Die folgenden Materialien werden am häufigsten im nachhaltigen Fahrbelagsbau verwendet.
Wiederaufbereiteter Asphaltbelag (RAP)
Wiederaufbereiteter Asphaltbelag (RAP) ist das wertvollste recycelte Material in der Belagsindustrie. RAP entsteht, wenn bestehende Asphaltfahrbeläge bei der Instandsetzung oder dem Neubau gefräst oder aufgebrochen werden. Das Material besteht aus gealtertem Asphaltbindemittel, das hochwertige Gesteinskörnungen umhüllt, und stellt eine erhebliche Investition sowohl an Bindemittel als auch an Gesteinskörnung dar, die vollständig zurückgewonnen und wiederverwendet werden kann.
Die RAP-Aufbereitung umfasst typischerweise Brechen und Sieben, um eine gleichmäßige Abstufung zu erzeugen, die für die Verwendung in neuem Heißmisch- oder Warmmischasphalt geeignet ist. Moderne RAP-Aufbereitungsanlagen verwenden Primär- und Sekundärbrecher, Siebe und manchmal Fraktionierungssysteme, die RAP in grobe und feine Fraktionen trennen. Der aufbereitete RAP wird in überdachten oder befestigten Bereichen gelagert, um Feuchtigkeitsschwankungen zu minimieren.
Die RAP-Verwendungsmengen variieren je nach Schicht und Anwendung: Deckschichten können typischerweise 15–30 % RAP mit geringfügigen Bindemittelanpassungen enthalten; Zwischen- und Tragschichten können 30–50 % RAP enthalten; und Trag- oder Frostschutzschichten können bis zu 100 % RAP verwenden. Hoch-RAP-Mischungen (über 25 % RAP) erfordern oft Verjüngungsmittel, um die Eigenschaften des gealterten Bindemittels wiederherzustellen und die Rissbeständigkeit zu erhalten, wie im NCHRP Report 752 und NCHRP Project 09-58 dokumentiert.
Die FHWA berichtet, dass die RAP-Nutzung im Jahr 2019 Folgendes einsparte: fast 60 Millionen Kubikmeter Deponieraum; über 20 Millionen Barrel Asphaltbindemittel (eine nicht erneuerbare Ressource); und über 2,6 Milliarden Pfund CO₂-Emissionen im Vergleich zur Verwendung von Primärmaterialien für gleichwertige Fahrbelagskonstruktionen. Die Asphalt Pavement Alliance stellt fest, dass RAP in richtig konzipierten und gebauten Fahrbelägen genauso gut oder besser abschneidet als Primärmischungen.
Recycelte Asphaltschindeln (RAS) umfassen sowohl Herstellerabfälle (Verschnittreste aus der Schindelproduktion – „vorverbraucher") als auch abgetragene Schindeln von Dachsanierungsprojekten („nachverbraucher"). RAS enthält 20–30 Gew.-% Asphaltbindemittel (verglichen mit 5–6 % in RAP), was sie zu einer konzentrierten Quelle recycelten Bindemittels macht. RAS enthält auch mineralische Füllstoffe, feine Gesteinskörnungen sowie organische oder Glasfaserverstärkung.
Die Verwendung von RAS in Asphaltmischungen wird durch ASTM D7309 (Standardspezifikation für Asphalt-Dachschindeln) und staatliche DOT-Spezifikationen geregelt. Der typische RAS-Anteil ist auf 3–5 Gew.-% der Gesamtmischung (etwa 10–20 % des Bindemittelgewichts) begrenzt, aufgrund des extrem steifen, stark gealterten Bindemittels in Schindeln und Bedenken hinsichtlich Mischungssprödigkeit und Verarbeitbarkeit.
Die NAPA-Branchenumfrage 2019 ergab, dass in den Vereinigten Staaten etwa 921.000 Tonnen RAS in Asphaltmischungen verwendet wurden, was über 50.000 Tonnen Asphaltbindemittel und über 920.000 Tonnen Gesteinskörnung einsparte. Die RAS-Nutzung hält Schindeln auch von Deponien fern, wo sie einen erheblichen Abfallstrom darstellen (in den USA fallen jährlich etwa 10 Millionen Tonnen Asphaltschindelabfälle an).
Herausforderungen bei RAS umfassen: Variabilität der Bindemitteleigenschaften (insbesondere bei abgetragenen Schindeln, die jahrzehntelanger Sonneneinstrahlung ausgesetzt waren); Vorhandensein von Störstoffen (Nägel, Filz, Holz, Kunststoff); sowie das Risiko übermäßiger Mischungssteifigkeit, die zu vorzeitiger Rissbildung führt. RAS-Mischungen erfordern sorgfältige Bindemittelmischdiagramme und oft Verjüngungsmittel in höheren Dosierungen als vergleichbare RAP-Mischungen.
Rezyklierte Gesteinskörnung aus Beton (RCA)
Rezyklierte Gesteinskörnung aus Beton (RCA) wird durch das Brechen von abgebrochenen Betonfahrbelägen, Bauwerken oder Abfällen hergestellt. Das Material besteht aus ursprünglichen Gesteinskornpartikeln mit anhaftendem Zementmörtel, Feinanteilen und Bewehrungsstahl (der durch Magnetabscheidung entfernt wird). RCA wird im Fahrbelagsbau hauptsächlich verwendet als:
Schottertragschicht- und Frostschutzschichtmaterial: RCA hat typischerweise einen höheren California Bearing Ratio (CBR) und bessere Drainageeigenschaften als primäre Schottermaterialien, was es zu einem hervorragenden Tragschichtmaterial macht. Die US-amerikanische Federal Highway Administration berichtet, dass jährlich über 100 Millionen Tonnen RCA in Trag- und Frostschutzschichten verwendet werden.
Gesteinskörnung in neuem Beton: RCA kann 20–50 % der groben Gesteinskörnung in neuen Betonfahrbelägen ersetzen, obwohl der anhaftende Mörtel den Wasserbedarf erhöht und die Verarbeitbarkeit verringert. Mischungsentwürfe müssen die höhere Wasseraufnahme von RCA (4–8 % gegenüber 1–2 % bei Primärgesteinskörnungen) und das geringere spezifische Gewicht berücksichtigen.
Gesteinskörnung in Heißmischasphalt: RCA kann 15–25 % der groben Gesteinskörnungen in Asphalttragschichten ersetzen, obwohl die hohe Kantigkeit von RCA die Verarbeitbarkeit verringern kann.
Der zementgebundene Wert des restlichen Mörtels in RCA bietet einen zusätzlichen Nutzen bei Tragschichtanwendungen – der nicht hydratisierte Zement im Mörtel kann weiter hydratisieren und die Festigkeit im Laufe der Zeit erhöhen. Forschung des AASHTO R-15 Committee hat dokumentiert, dass RCA-Tragschichten in den ersten 12 Monaten der Nutzung im Vergleich zu Tragschichten aus Primärgesteinskörnung eine um 25–40 % höhere Festigkeit erreichen.
Flugasche
Flugasche ist ein feines, pulverförmiges Nebenprodukt der Kohleverstromung, das aus Rauchgasen durch Elektrofilter oder Gewebefilter abgeschieden wird. Flugasche wird gemäß ASTM C618 in Klasse F und Klasse C eingeteilt, basierend auf der Summe des Siliziumdioxid-, Aluminiumoxid- und Eisenoxidgehalts sowie des Calciumoxidgehalts. Flugasche der Klasse F (niedriger Calciumgehalt, typischerweise aus Steinkohle) hat puzzolanische Eigenschaften und benötigt einen zementgebundenen Aktivator (normalerweise Portlandzement oder Kalk). Flugasche der Klasse C (hoher Calciumgehalt, typischerweise aus subbituminöser oder Braunkohle) hat sowohl puzzolanische als auch selbstzementierende Eigenschaften.
Anwendungen in Fahrbelägen:
Betonfahrbeläge: Flugasche ersetzt 15–40 % des Portlandzements nach Gewicht. Zu den Vorteilen gehören: reduzierte Hydratationswärme (wichtig für Massenbeton und dicke Fahrbelagplatten); verbesserte Verarbeitbarkeit und Pumpfähigkeit; reduzierte Durchlässigkeit und verbesserte Haltbarkeit; erhöhte Langzeitfestigkeit; verringertes Potenzial für Alkali-Kieselsäure-Reaktion (ASR); und geringere Kosten. Die Nachhaltigkeitskennzahl für Beton – CO₂-Reduktion pro Kubikyard – ist direkt proportional zum Zementersatzprozentsatz.
Stabilisierte Tragschichten: Flugasche der Klasse C kann als eigenständiges Bindemittel für Boden- und Gesteinskörnungsstabilisierung verwendet werden, mit Anwendungen in der Volltiefenreklamation (FDR) und der zementbehandelten Tragschicht (CTB) .
Asphaltfahrbeläge: Flugasche wird als mineralischer Füllstoff (durch das No. 200-Sieb) in Asphaltmischungen mit 2–6 Gew.-% der gesamten Gesteinskörnung verwendet. Zu den Vorteilen gehören verbesserte Steifigkeit, Widerstandsfähigkeit gegen Feuchtigkeitsschäden und Alterungsbeständigkeit.
Umweltaspekte: Veränderungen in der US-amerikanischen Elektrizitätswirtschaft – insbesondere die Stilllegung von Kohlekraftwerken und die zunehmende Nutzung von Erdgas und erneuerbaren Energien – haben die Verfügbarkeit von Flugasche in einigen Regionen verringert. Die American Coal Ash Association (ACAA) berichtete, dass im Jahr 2022 etwa 38 Millionen Tonnen Flugasche einer sinnvollen Nutzung zugeführt wurden (Nutzungsrate von 57 %). Die langfristige Angebotsunsicherheit ist ein Aspekt bei Spezifikationen, die die Verwendung von Flugasche vorschreiben.
Gemahlene granulierte Hochofenschlacke (GGBFS)
Gemahlene granulierte Hochofenschlacke (GGBFS) ist ein Nebenprodukt der Eisenherstellung. Flüssige Schlacke aus Hochöfen wird schnell in Wasser abgeschreckt, um ein glasiges, granulares Material zu bilden, das dann getrocknet und auf eine ähnliche Feinheit wie Portlandzement gemahlen wird. GGBFS wird gemäß ASTM C989 nach ihrem Schlackeaktivitätsindex klassifiziert, der den Festigkeitsbeitrag im Verhältnis zu Portlandzement misst.
GGBFS in Betonfahrbelägen: GGBFS ersetzt 25–70 % des Zements nach Gewicht. Höhere Ersatzraten sind bei Massenbetonanwendungen (wie dicken Fahrbelagplatten und großen Vorfeldern) üblicher. Zu den Vorteilen gehören: erheblich reduzierte Hydratationswärme; verbesserte Verarbeitbarkeit; hellere Farbe (reduziert den Wärmeinseleffekt); verbesserte Beständigkeit gegen Sulfatangriff und ASR; höhere Endfestigkeit; und verringerte Durchlässigkeit. Die hellere Farbe von Schlackenzementbeton erhöht die Albedo (Sonnenreflexion) von Fahrbelagsoberflächen, reduziert den städtischen Wärmeinseleffekt und senkt potenziell die Umgebungstemperatur in befestigten Bereichen um 2–5 °F.
Einschränkungen: Schlackenzementbeton hat eine langsamere Frühfestigkeitsentwicklung (Festigkeiten nach 7 bis 14 Tagen sind niedriger als bei Portlandzementbeton), was ein Problem für Fahrbeläge sein kann, die schnell für den Verkehr freigegeben werden müssen. Der Einbau bei kaltem Wetter erfordert besondere Aufmerksamkeit bei der Nachbehandlung und dem Schutz.
Reifengummi (Gummigranulat)
Gummigranulat aus Altreifen wird auf zwei Hauptwegen in Asphaltfahrbelägen verwendet:
Nassverfahren (Asphaltgummi): Gummigranulat (typischerweise 10–20 Gew.-% des Bindemittels) wird 45–90 Minuten lang bei 350–400 °F (175–200 °C) mit heißem Asphaltbindemittel vermischt, um ein reagiertes Bindemittel mit erhöhter Viskosität, Elastizität und Temperaturempfindlichkeit zu erzeugen. Asphaltgummibindemittel werden in ausfallenden Deckschichten (oft als Asphalt Rubber Gap-Graded oder AR-GG bezeichnet) verwendet, um außergewöhnliche Rissbeständigkeit, Verformungsbeständigkeit und Haltbarkeit zu erzielen.
Trockenverfahren (gummimodifizierter Asphalt): Gummigranulat wird als Teil der Gesteinskörnung (typischerweise 1–3 Gew.-% der Gesamtmischung) zugegeben und mit konventionellem Bindemittel gemischt. Das Trockenverfahren ist einfacher, bietet aber weniger Leistungsverbesserung als das Nassverfahren.
Die EPA und die Rubber Manufacturers Association schätzen, dass in den Vereinigten Staaten jährlich etwa 290 Millionen Altreifen anfallen. Die Verwendung von Gummigranulat in Asphaltfahrbelägen hält diese Reifen von Deponien und Reifenhalden fern und verbraucht 500–2.000 Reifen pro Fahrspurmeile gummimodifizierten Asphaltfahrbelags. Reifengummimodifizierte Fahrbeläge bieten zudem eine geringere Verkehrslärmbelastung (typischerweise 2–5 dB Reduktion im Vergleich zu konventionellen Asphaltoberflächen) und tragen zu leisen Fahrbelag-Initiativen bei.
Recyceltes Material
Typischer Primärersatz
Primäre Anwendung
Wichtigster Umweltvorteil
RAP
15–50 %
Asphaltmischungen
Spart Bindemittel, Gesteinskörnung, Deponieraum
RAS
3–5 % der Mischung
Asphaltmischungen
Konzentrierte Bindemittelquelle, Abfallvermeidung
RCA
20–100 %
Tragschicht, Frostschutzschicht, Beton
Spart Gesteinskörnung, reduziert Abbruchabfälle
Flugasche
15–40 %
Beton, stabilisierte Tragschicht
Reduziert Zementbedarf, Wertschöpfung
GGBFS
25–70 %
Betonfahrbeläge
Reduziert Zement, verbessert Haltbarkeit
Gummigranulat
1–3 % der Mischung, 10–20 % des Bindemittels
Asphaltdeckschicht
Reifenabfallvermeidung, Lärmreduktion
Warmmisch- und Kaltmischtechnologien
Warmmischasphalt (WMA) und Kaltmischasphalt (CMA) sind Produktionstechnologien, die die Temperatur senken, bei der Asphaltmischungen hergestellt und eingebaut werden, und erhebliche Umwelt- und Betriebsvorteile gegenüber konventionellem Heißmischasphalt (HMA) bieten.
Warmmischasphalt (WMA)
WMA wird bei Temperaturen produziert, die 30–120 °F (20–50 °C) niedriger liegen als HMA – typischerweise im Bereich von 200–275 °F (95–135 °C) im Vergleich zu 300–350 °F (150–175 °C) für HMA. Die FHWA hat WMA seit 2003 als prioritäre Technologie anerkannt und Forschung, Demonstrationsprojekte und die Einführung durch die Warm Mix Asphalt Technical Working Group (TWG) unterstützt.
WMA-Technologien fallen in drei Kategorien:
Aufschäumtechnologien: Wasserbasiertes Aufschäumen ist die am weitesten verbreitete WMA-Technologie. Fein zerstäubtes Wasser (typischerweise 1,5–2,5 Gew.-% des Bindemittels) wird während des Mischens in das heiße Bindemittel injiziert, was eine sofortige Verdampfung und Volumenausdehnung des Bindemittels verursacht, seine Viskosität vorübergehend senkt und die Umhüllung der Gesteinskörnung bei niedrigeren Temperaturen verbessert. Wasserinjektionssysteme (z. B. AquaBlack, Accu-Shear, Tri-Mix) sind am gebräuchlichsten, gefolgt von synthetischen Zeolith-Additiven (z. B. Advera, Aspha-Min), die 18–21 Massen-% Wasser enthalten, das bei 185–360 °F (85–180 °C) freigesetzt wird, um einen kontrollierten Aufschäumeffekt zu erzeugen.
Organische Additive:Fischer-Tropsch (FT)-Wachse (z. B. Sasobit) und Fettsäureamide (z. B. Asphaltan B) werden mit 0,5–3 Gew.-% des Bindemittels zugegeben. Diese Materialien schmelzen bei Temperaturen über etwa 200 °F (95 °C), senken die Bindemittelviskosität und kristallisieren beim Abkühlen, was die Steifigkeit und Verformungsbeständigkeit erhöht. FT-Wachse werden aus Erdgas oder Kohlevergasung hergestellt.
Chemische Additive: Additive auf Tensidbasis (z. B. Evotherm, Cecabase, Iterlow) reduzieren die Oberflächenspannung des Bindemittel-Gesteinskörnungs-Systems und verbessern die Umhüllung und Verarbeitbarkeit bei reduzierten Temperaturen. Chemische Additive werden typischerweise mit 0,3–0,8 Gew.-% des Bindemittels dosiert und bieten den Vorteil, dass keine Geräteanpassungen erforderlich sind.
WMA-Vorteile: Die NAPA WMA-Umfrage (2019) berichtete, dass in den USA 147,4 Millionen Tonnen WMA produziert wurden, was einem Wachstum von 26 % gegenüber 2016 entspricht. Dokumentierte Vorteile umfassen: 20–35 % Reduktion des Brennstoffverbrauchs; 15–40 % Reduktion der CO₂-Emissionen; 18–35 % Reduktion von SO₂; 18–30 % Reduktion von NOx; 30–50 % Reduktion von VOC- und Dampfemissionen; verbesserte Arbeitsbedingungen im Werk und auf der Baustelle; verlängerte Einbausaison (Möglichkeit des Einbaus bei niedrigeren Umgebungstemperaturen); größere Transportentfernungen (reduzierte Abkühlung der Mischung); verbesserte Verdichtung (niedrigere Luftporengehalte bei gleichem Verdichtungsaufwand); und die Fähigkeit, den RAP-Anteil um 5–15 % zu erhöhen.
Kaltmischasphalt (CMA)
Kaltmischasphalt wird bei Umgebungstemperatur produziert und eingebaut – typischerweise 50–100 °F (10–38 °C) – unter Verwendung von Asphaltemulsion oder geschäumtem Asphalt als Bindemittel. CMA eliminiert den gesamten heizungsbedingten Energieverbrauch und die Emissionen aus dem Produktionsprozess und erzielt die maximal möglichen Energie- und Emissionsreduktionen für Asphaltmischungen.
Kaltmischungen mit Asphaltemulsion verwenden eine Asphaltemulsion (60–70 % Asphaltbindemittel, 30–40 % Wasser mit Emulgator), die die Gesteinskörnung bei Umgebungstemperatur umhüllt. Die Mischung wird eingebaut und verdichtet, und die Emulsion „bricht" (trennt sich durch Verdunstung in Bindemittel und Wasser), wobei das restliche Bindemittel die Gesteinskörnungen bindet. Kationische langsamabbindende (CSS) Emulsionen werden am häufigsten für dichtgestufte Kaltmischungen verwendet; kationische mittelabbindende (CMS) und schnellabbindende (CRS) werden für offengestufte und Flickmischungen verwendet.
Kaltmischungen mit geschäumtem Asphalt verwenden heißes Bindemittel (300–350 °F / 150–175 °C), das durch Injektion von Wasser (1,5–3 Gew.-% des Bindemittels) in den Bindemittelstrom vor dem Mischen mit kalten, feuchten Gesteinskörnungen aufgeschäumt wird. Der Schaum fällt schnell zusammen und umhüllt die Gesteinskörnungen in dünnen Bindemittelfilmen. Kaltmischungen mit geschäumtem Asphalt sind besonders effektiv für Kaltrecycling vor Ort (CIR) und Volltiefenreklamation (FDR) .
CMA-Leistung: Umfassende Übersichtsarbeiten, veröffentlicht in Sustainability (MDPI) , dokumentieren, dass CMA den Energieverbrauch um 35–50 % und die Emissionen um 40–60 % im Vergleich zu HMA reduziert. CMA hat jedoch typischerweise längere Aushärtezeiten (7–28 Tage bis zum Erreichen der vollen Festigkeit), eine geringere Anfangsfestigkeit und höhere Luftporengehalte als HMA oder WMA, was seine Verwendung auf Tragschichten, Straßen mit geringem Verkehrsaufkommen, Seitenstreifen und temporäre Fahrbeläge beschränkt.
Recycling vor Ort
Recyclingmethoden vor Ort verarbeiten das vorhandene Fahrbelagsmaterial auf der Baustelle und verwenden es als Teil der neuen Fahrbelagskonstruktion wieder, wodurch Transport, Deponierung und die Herstellung von Primärmaterialien entfallen. Diese Methoden erzielen die höchsten Wiederverwendungsraten (70–100 %) und die größte Reduzierung transportbedingter Umweltauswirkungen.
Kaltrecycling vor Ort (CIR)
Kaltrecycling vor Ort (CIR) ist eine Fahrbelagsinstandsetzungstechnik, bei der der vorhandene Asphaltfahrbelag auf eine Tiefe von 3–6 Zoll (75–150 mm) gefräst, das Material aufbereitet (Brechen und Sieben), mit einem Stabilisierungsmittel (Asphaltemulsion, geschäumter Asphalt oder chemisches Additiv) und oft einem Verjüngungsmittel gemischt und die recycelte Mischung wieder eingebaut und verdichtet wird – alles in einem kontinuierlichen Arbeitsgang bei Umgebungstemperatur. CIR verwendet 70–100 % des vorhandenen Fahrbelagsmaterials wieder.
Der CIR-Prozess erzielt typischerweise Material- und Kosteneinsparungen von 20–40 % im Vergleich zu konventioneller Fräs- und Überzieh-Instandsetzung. Lebenszyklusanalyse-Studien (Cross et al., 2011) dokumentieren, dass CIR den Energieverbrauch um 40–65 % und die Treibhausgasemissionen um 45–60 % im Vergleich zu traditionellen Instandsetzungsmethoden reduziert, die den Abtransport von Fräsgut und die Einfuhr von Primärgesteinskörnungen und Bindemittel beinhalten.
Die ARRA (Asphalt Recycling and Reclaiming Association) erkennt CIR als etablierte Technologie mit dokumentierten Leistungsnachweisen von über 30 Jahren an. CIR-behandelte Fahrbeläge bieten typischerweise eine zusätzliche Nutzungsdauer von 8–15 Jahren, wenn sie mit einer Heißmisch- oder Warmmischverschleißschicht überzogen werden.
Heißrecycling vor Ort (HIR)
Heißrecycling vor Ort (HIR) ist ein Instandsetzungsverfahren, bei dem die vorhandene Asphaltfahrbelagsoberfläche auf 250–300 °F (120–150 °C) erhitzt, das erhitzte Material auf eine Tiefe von ¾–2 Zoll (20–50 mm) aufgefräst, das aufgefräste Material mit einem Verjüngungsmittel und optional Primärgesteinskörnungen und Bindemittel gemischt und die recycelte Mischung in einem einzigen, kontinuierlichen Arbeitsgang wieder eingebaut und verdichtet wird. Drei HIR-Verfahren werden von der ARRA anerkannt:
Heizfräsen umfasst mehrere Heizdurchgänge, mechanisches Auffräsen, Verjüngungsmittelauftrag und erneute Verdichtung – geeignet für Tiefen bis zu 1 Zoll (25 mm). Neueindeckung kombiniert die HIR-Recyclingschicht mit einer gleichzeitigen dünnen Überziehung aus neuem HMA, die direkt hinter dem Recyclingzug eingebaut wird und eine thermische Verbindung zwischen der recyclierten und der neuen Schicht schafft. Remixing sammelt das aufgefräste Material, mischt es mit Verjüngungsmittel und optionalem Primär-HMA in einem Pugmill und bringt das gemischte Material als eine einzige homogene Schicht auf.
HIR ohne Überziehung bietet typischerweise eine zusätzliche Fahrbelagslebensdauer von 3–8 Jahren; HIR mit Überziehung bietet 10–12 Jahre oder mehr. HIR eliminiert Materialtransporte, reduziert den Verbrauch an Primärmaterialien um 70–90 % und senkt den gesamten Projektenergieverbrauch um 30–50 % im Vergleich zu konventionellem Fräsen und Überziehen. Die FHWA berichtet, dass HIR-Projekte in Kalifornien, Wisconsin und Texas eine gleichwertige oder überlegene Leistung im Vergleich zu konventioneller Instandsetzung zu 30–50 % geringeren Kosten gezeigt haben.
Volltiefenreklamation (FDR)
Volltiefenreklamation (FDR) ist eine Fahrbelagsinstandsetzungstechnik, bei der die gesamte Dicke der vorhandenen Fahrbelagskonstruktion (sowohl Asphalt- als auch Tragschichten) auf eine Tiefe von 6–18 Zoll (150–450 mm) pulverisiert, das pulverisierte Material mit einem Stabilisierungsmittel (Zement, Flugasche, Kalk, geschäumter Asphalt oder Emulsion) gemischt und das stabilisierte Material als neue, homogene Tragschicht verdichtet wird. FDR erhält typischerweise eine Verschleißschichtüberziehung.
FDR verwendet 100 % der vorhandenen Fahrbelagsmaterialien wieder – Asphalt, Tragschicht und manchmal Untergrund. Die Asphalt Recycling and Reclaiming Association berichtet, dass FDR die Materialkosten um 50–70 %, den Energieverbrauch um 50–65 % und die Treibhausgasemissionen um 45–60 % im Vergleich zu einem Neubau (vollständige Entfernung und Ersatz) reduziert. FDR beseitigt auch die strukturellen Probleme bestehender Fahrbelagsschichten (reflektierende Risse, Ablösen, Tragschichtkontamination) durch die Schaffung einer neuen, homogenen Tragschicht.
Road Science – eine gemeinsame Veröffentlichung der Portland Cement Association und des Asphalt Institute – dokumentiert, dass richtig konzipierte FDR-Projekte strukturelle Kennzahlen erreichen, die 4–8 Zoll (100–200 mm) konventioneller Schottertragschicht entsprechen, mit Resilienzmodulwerten von 100.000–400.000 psi, abhängig von der Art und Dosierung des Stabilisators.
Durchlässige Fahrbeläge
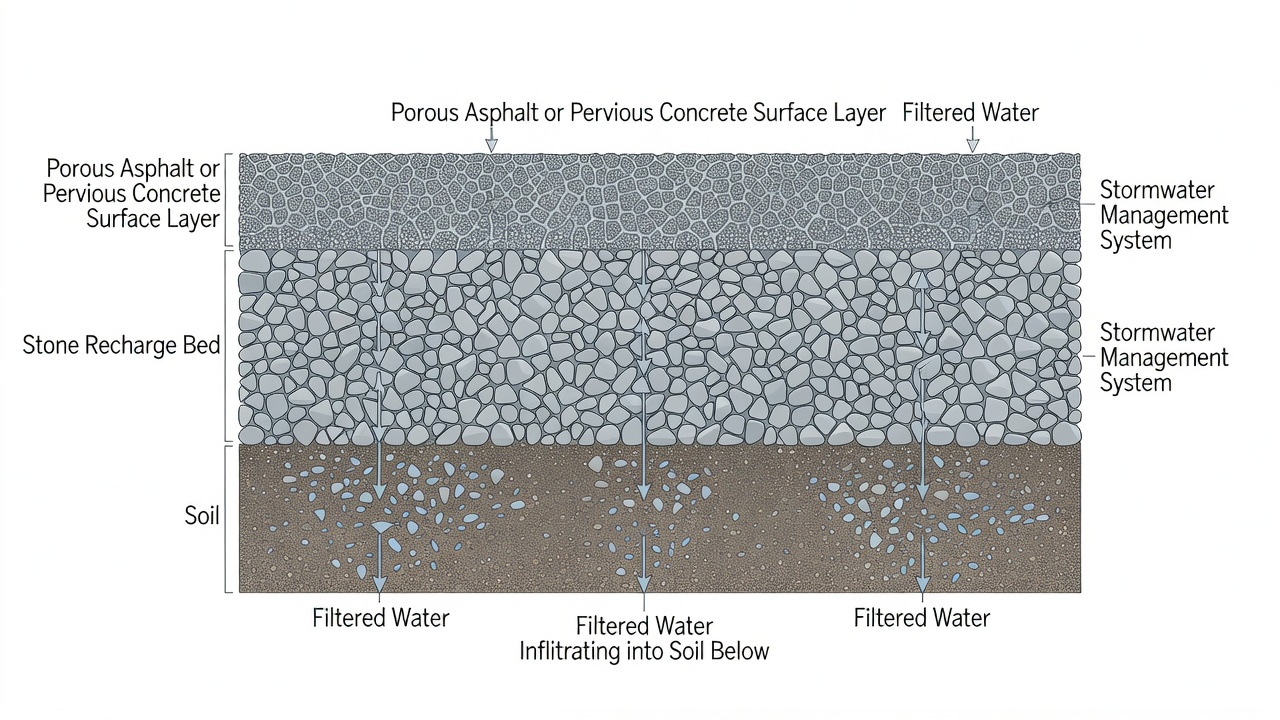
Durchlässige Fahrbeläge sind technische Fahrbelagssysteme, die es Regenwasser ermöglichen, durch die Oberfläche in darunterliegende Steinspeicherschichten und den gewachsenen Boden zu versickern. Sie sind eine wichtige Praxis der Low Impact Development (LID) und grünen Infrastruktur (GI) zur Bewirtschaftung von städtischem Regenwasser. Zwei Haupttypen werden bei Fahrbelagsanwendungen verwendet: poröser Asphalt und durchlässiger Beton.
Poröser Asphalt
Poröser Asphalt ist eine offengestufte Asphaltmischung mit reduziertem Feinanteil (typischerweise 12–18 % Luftporengehalt im Vergleich zu 3–5 % bei dichtgestuftem HMA), die Wasser durch die Fahrbelagsoberfläche hindurchtreten lässt. Die poröse Asphaltoberfläche wird über einer Steinversickerungsschicht eingebaut – einer dicken Schicht (typischerweise 12–36 Zoll / 300–900 mm) aus sauberem, gleichmäßig gestuftem Schotter – die das versickerte Wasser speichert und ihm ermöglicht, in den Untergrund zu versickern. Die Steinschicht bietet auch strukturelle Unterstützung für den Fahrbelag.
Das poröse Asphaltsystem besteht aus:
Poröser Asphaltoberfläche: 2–4 Zoll (50–100 mm) dick, mit einem Bitumengehalt typischerweise 5,5–6,5 % und polymer-modifiziertem Bindemittel für Haltbarkeit
Sperrschicht: eine dünne (1–2 Zoll / 25–50 mm) Schicht aus kleinerem Stein (0,5 Zoll / 12,5 mm), die verhindert, dass Oberflächenmaterial in die Versickerungsschicht wandert
Steinversickerungsschicht: 12–36 Zoll (300–900 mm) aus 1,5–2,5 Zoll (38–63 mm) sauberem Schotter, die ein Speichervolumen bietet, das dem Niederschlag eines Bemessungsregens (typischerweise das 90. Perzentil oder ein 1-jähriges, 24-stündiges Ereignis) entspricht
Filtervlies: ein nicht gewebtes Geotextil, das die Steinschicht vom Untergrund trennt, um das Eindringen von Feinanteilen zu verhindern
Dränage (optional): ein perforiertes Rohr am oder nahe dem Boden der Versickerungsschicht, um überschüssiges Wasser abzuleiten, wenn die Schicht voll ist oder die Versickerungsraten des Untergrunds unzureichend sind
Leistungsdaten: Das University of New Hampshire Stormwater Center (UNHSC) , die EPA und andere haben dokumentiert, dass richtig konzipierte poröse Asphaltsysteme: das gesamte Abflussvolumen um 80–98 % reduzieren; die Spitzenabflussraten um 60–90 % reduzieren; 80–95 % der gesamten Schwebstoffe (TSS) entfernen; den Gesamtphosphor um 60–70 % reduzieren; den Gesamtstickstoff um 50–60 % reduzieren; Schwermetalle (Zink, Kupfer, Blei, Cadmium) um 90–99 % reduzieren; und 90 %+ der Mineralölkohlenwasserstoffe entfernen.
Durchlässiger Beton
Durchlässiger Beton (auch poröser Beton oder fugenloser Beton genannt) ist eine Mischung aus Portlandzement, grober Gesteinskörnung, Wasser und wenig oder keiner feinen Gesteinskörnung. Das Fehlen von sandgroßer Gesteinskörnung schafft miteinander verbundene Hohlräume (15–35 Vol.-%), die Wasser bei typischen Versickerungsraten von 2–10 Gallonen pro Minute pro Quadratfuß (80–400 L/min/m²) durch das Material hindurchtreten lassen.
Durchlässiger Beton wird über einem ähnlichen Steinversickerungssystem wie poröser Asphalt eingebaut. Der Mischungsentwurf verwendet typischerweise gleichmäßig gestufte grobe Gesteinskörnung (3/8–3/4 Zoll / 9,5–19 mm), ein Wasser-Zement-Verhältnis von 0,35–0,45 (entscheidend für die Aufrechterhaltung der Hohlraumverbindung), einen Zementgehalt von 500–700 lb/yd³ (300–420 kg/m³) und enthält oft chemische Zusatzmittel (Wassermittel, Verzögerer, Hydratationsstabilisatoren) und zementhaltige Zusatzstoffe (Flugasche, Silikastaub), um die Verarbeitbarkeit und Haltbarkeit zu verbessern.
Strukturelle Konstruktion: Durchlässige Betonfahrbeläge sind typischerweise für Anwendungen mit geringem Verkehrsaufkommen wie Parkplätze, Gehwege, Radwege und Seitenstreifen ausgelegt. Die Druckfestigkeit liegt im Bereich von 2.000–4.000 psi (14–28 MPa), und die Biegezugfestigkeit im Bereich von 350–600 psi (2,4–4,1 MPa).
Langlebiger Fahrbelag (Dauerfahrbelag)
Dauerfahrbelag (auch langlebiger Fahrbelag genannt) ist ein Asphaltfahrbelag, der für eine Nutzungsdauer von 50 Jahren oder länger ausgelegt und gebaut ist, ohne dass größere strukturelle Instandsetzungen oder ein Neubau erforderlich sind. Das Konzept wurde erstmals von der Asphalt Pavement Alliance (APA) im Jahr 2000 formuliert und hat weltweit schnell als nachhaltige Alternative zur konventionellen 20-Jahres-Konstruktion für stark frequentierte Anlagen Akzeptanz gefunden.
Konstruktionsphilosophie
Das Dauerfahrbelagskonzept erkennt an, dass Ermüdungsversagen von Fahrbelägen als von unten aufsteigende Risse entsteht – Zugdehnungen an der Unterseite der Asphaltschicht unter Verkehrslast führen dazu, dass Risse entstehen und sich nach oben ausbreiten. Wenn die Zugdehnung an der Unterseite der Asphaltschicht unter der Dauerfestigkeit des Materials gehalten werden kann – dem Dehnungsniveau, unter dem sich unabhängig von der Anzahl der Lastwiederholungen keine Ermüdungsschäden ansammeln –, dann kann der Fahrbelag theoretisch unbegrenzt ohne strukturelles Ermüdungsversagen halten.
Die Dauerfestigkeit für Asphaltmischungen wird basierend auf Laborprüfungen und Feldkalibrierung typischerweise mit 70–100 Mikrodehnungen (με) angenommen. Die Dauerfahrbelagskonstruktion verwendet mechanistisch-empirische (M-E) Analyse (oft mit der an der Auburn University’s National Center for Asphalt Technology entwickelten Software PerRoad), um die kritische Zugdehnung an der Unterseite der Asphaltschicht zu berechnen und Schichtdicken so zu wählen, dass die Zugdehnung für das Bemessungsverkehrsspektrum unter der Dauerfestigkeit bleibt.
Strukturelle Schichten
Dauerfahrbeläge sind als mehrschichtige Systeme mit unterschiedlichen Funktionen aufgebaut:
Unterschicht (ermüdungsbeständige Schicht): 4–6 Zoll (100–150 mm) dick, konzipiert mit hohem Bindemittelgehalt (typischerweise 5,5–6,5 Gew.-% der Mischung), optimiertem Hohlraumgehalt im Mineralgerüst (VMA) (14–17 %) und weicher Bindemittelsorte (PG 58-28 oder weicher). Diese Schicht bietet maximalen Widerstand gegen von unten aufsteigende Ermüdungsrisse. Reiche Unterschichten können das Rich Bottom Base (RBB) -Design mit einem um 0,5–1,0 % höheren Bindemittelgehalt als konventionelle Mischungen verwenden.
Zwischenschicht (lastverteilende Schicht): 4–6 Zoll (100–150 mm) hochmodulige Asphaltmischung zur Verteilung der Verkehrslasten über eine große Fläche, wodurch die Belastung der Unterschicht und des Untergrunds verringert wird. Diese Schicht verwendet steifes Bindemittel (PG 76-22 oder höher) und hochwertige Gesteinskörnungen, um Modulwerte von 1.500.000–2.500.000 psi (10.000–17.500 MPa) unter Standardbedingungen zu erreichen.
Verschleißschicht: 1,5–2,5 Zoll (38–63 mm) verformungsbeständige, haltbare Oberflächenmischung, typischerweise mit polymer-modifiziertem Bindemittel und ausfallender oder Splittmastixasphalt (SMA) -Abstufung. Die Verschleißschicht wird alle 15–20 Jahre erneuert, indem die oberen 1,5–2,5 Zoll abgefräst und durch neue Oberflächenmischung ersetzt werden – die einzige Instandhaltungsmaßnahme, die während der strukturellen Lebensdauer des Fahrbelags erforderlich ist.
Vorteile und Leistung
Das APA Perpetual Pavement Awards Program hat über 200 Dauerfahrbelagsprojekte in den Vereinigten Staaten ausgezeichnet. Dokumentierte Vorteile umfassen: 50+ Jahre strukturelle Nutzungsdauer; Lebenszykluskosteneinsparungen von 20–40 % im Vergleich zu konventioneller 20-Jahres-Fahrbelagskonstruktion; reduzierter Materialverbrauch (kein Neubauzyklus); reduzierte Nutzerverzögerungen (nur kurze Unterbrechungen durch Oberflächenerneuerung); reduziertes Abfallaufkommen (keine Abbrucharbeiten); und geringerer Lebenszyklus-Energieverbrauch und Emissionen um 25–45 %.
Bemerkenswerte Beispiele für Dauerfahrbeläge sind die I-35 in Texas (ursprünglicher Abschnitt aus den 1960er Jahren, noch immer in Betrieb mit nur regelmäßiger Oberflächenerneuerung), die I-295 nahe Baltimore, Maryland (ausgelegt für 50+ Jahre, Oberfläche nach 20 Jahren mit minimalem Eingriff erneuert) sowie Interstate-Autobahnen in Missouri und Wisconsin, die mit alleiniger Oberflächenerneuerung mehr als 30 Jahre Betriebsdauer erreicht haben.
Lebenszyklusanalyse (LCA)
Lebenszyklusanalyse (LCA) ist die systematische Methodik zur Quantifizierung der Umweltauswirkungen eines Fahrbelags über alle Phasen seines Lebenszyklus. Die LCA wird durch ISO 14040 (Prinzipien und Rahmenwerk) und ISO 14044 (Anforderungen und Richtlinien) geregelt, mit branchenspezifischen Leitlinien für Fahrbeläge, die vom FHWA Pavement LCA Framework, dem International EPD System und ISO 21930 (Nachhaltigkeit im Bauwesen — Umweltproduktdeklarationen für Bauprodukte) bereitgestellt werden.
LCA-Phasen für Fahrbeläge
Der Fahrbelagslebenszyklus wird in Lebenszyklusphasen unterteilt, wie in EN 15804 und ISO 21930 definiert:
Produktphase (A1–A3): Umfasst die Gewinnung und Verarbeitung von Rohmaterialien (A1), den Transport der Rohmaterialien zur Produktion (A2) und die Herstellung der Fahrbelagskomponenten (A3). Bei Asphalt umfasst dies die Gewinnung und das Brechen von Gesteinskörnungen, die Raffination und den Transport von Asphaltbindemittel sowie die Heißmisch-/Warmmischproduktion. Bei Beton umfasst dies die Zementproduktion, Gesteinskörnungsgewinnung und Betonherstellung. Die Produktphase macht typischerweise 50–80 % der gesamten Lebenszyklusauswirkungen von Fahrbelägen aus.
Bauphase (A4–A5): Umfasst den Transport der Materialien vom Produktionswerk zur Baustelle (A4) und den Betrieb der Baumaschinen (A5) — Einbau, Verdichtung, Oberflächenbearbeitung, Nachbehandlung. Die Bauphase macht typischerweise 5–20 % der Gesamtauswirkungen aus.
Nutzungsphase (B1–B8): Umfasst die gesamte Nutzungsdauer des Fahrbelags, einschließlich: Instandhaltung (B1–B2) — Rissverfüllung, Ausbesserung, Oberflächenbehandlungen; Instandsetzung (B3–B5) — Überziehungen, Recycling, Plattenersatz; betrieblicher Energieverbrauch (B6) — Beleuchtung, Pumpen; sowie Nutzerauswirkungen — Fahrzeugkraftstoffverbrauch, Rollwiderstand (B8). Die Nutzungsphase kann 50–80 % der gesamten Lebenszyklusauswirkungen ausmachen, wenn die Auswirkungen des Nutzerkraftstoffverbrauchs einbezogen werden (der vom MIT Concrete Sustainability Hub dokumentierte Effekt der „Nutzungsphasendominanz").
Lebensendephase (C1–C4): Umfasst Rückbau (C1), Transport zur Abfallverarbeitung (C2), Abfallverarbeitung (C3) und Deponierung (C4). Gutschriften für Recycling und Wiederverwendung am Lebensende werden in Modul D (Nutzen und Lasten jenseits der Systemgrenze) verbucht.
Wirkungskategorien
Die Fahrbelag-LCA bewertet mehrere Umweltwirkungskategorien, definiert durch TRACI (Tool for Reduction and Assessment of Chemicals and Other Environmental Impacts) in den USA oder die CML- und ReCiPe-Methoden in Europa:
Das MIT Concrete Sustainability Hub (CSHub) hat umfangreiche Publikationen zur Fahrbelag-LCA-Methodik und deren Ergebnissen veröffentlicht. Wichtige Erkenntnisse der CSHub-Forschung: Die Verlängerung der Fahrbelagsnutzungsdauer von 20 auf 50 Jahre reduziert die gesamten Lebenszyklusauswirkungen um 30–50 %; die Nutzungsphase (Fahrzeugkraftstoffverbrauch im Zusammenhang mit Fahrbelagsrauheit und -steifigkeit) kann bei stark befahrenen Straßen die gesamten Lebenszyklusauswirkungen dominieren; und die Verwendung recycelter Materialien reduziert die Auswirkungen der Produktphase um 15–30 %.
Das FHWA Pavement LCA Framework (veröffentlicht als FHWA-HIF-15-015) bietet standardisierte Leitlinien für die Durchführung von LCA-Studien für Fahrbelagsprojekte. Das Rahmenwerk empfiehlt, dass alle Fahrbelag-LCA-Studien: die funktionelle Einheit, die Systemgrenze und den Analysezeitraum klar definieren; alle Lebenszyklusphasen (mindestens A1–A5, B3–B5 und C1–C4) einbeziehen; konsistente Wirkungsabschätzungsmethoden verwenden; und alle wichtigen Datenquellen und Annahmen transparent berichten.
Umweltproduktdeklarationen (EPDs)
Umweltproduktdeklarationen (EPDs) sind standardisierte, von Dritten geprüfte Dokumente, die die Umweltauswirkungen eines Produkts während seines gesamten Lebenszyklus transparent kommunizieren. EPDs basieren auf einer Lebenszyklusanalyse (LCA), die gemäß ISO 14025 (Typ-III-Umweltdeklarationen) und ISO 21930 (die Kernregel für Bauprodukt-EPDs) durchgeführt wird. EPDs ermöglichen den direkten Vergleich der Umweltleistung verschiedener Produkte, die dieselbe Funktion erfüllen, und unterstützen fundierte Beschaffungsentscheidungen.
EPD-Struktur und -Inhalt
Eine EPD für Fahrbelagsmaterialien folgt einer Produktkategorieregel (PCR) — einem Satz spezifischer Regeln, Anforderungen und Leitlinien für die Entwicklung von EPDs für eine bestimmte Produktkategorie. Die National Asphalt Pavement Association (NAPA) und die Portland Cement Association (PCA) haben branchenweite (generische) PCRs und EPDs für Asphaltmischungen bzw. Beton entwickelt. Einzelne Hersteller können auch produktspezifische EPDs auf der Grundlage ihrer tatsächlichen Produktionsdaten entwickeln.
Eine EPD berichtet Umweltauswirkungen pro deklarierter Einheit — typischerweise 1 metrische Tonne Asphaltmischung oder 1 Kubikyard (oder Kubikmeter) Beton. Die Auswirkungen werden nach Lebenszyklusmodul (A1–A3, A4, A5 usw.) angegeben für:
Treibhauspotenzial (GWP) in kg CO₂-Äq.
Ozonabbaupotenzial (ODP) in kg CFC-11-Äq.
Versauerungspotenzial (AP) in kg SO₂-Äq.
Eutrophierungspotenzial (EP) in kg N-Äq.
Smogbildungspotenzial (SFP) in kg O₃-Äq.
Primärenergiebedarf (PED), sowohl erneuerbar als auch nicht erneuerbar, in MJ
Materialressourcenverbrauch in kg
EPD-Prüfung und -Registrierung
EPDs müssen von einer akkreditierten Prüfstelle durch Dritte geprüft werden. Die Prüfung bestätigt, dass die LCA und die EPD den Normen ISO 14025, ISO 21930 und der anwendbaren PCR entsprechen. Geprüfte EPDs werden veröffentlicht und bei einem EPD-Programmbetreiber registriert — Beispiele sind UL Environment, ASTM International, das International EPD System und die NSF International.
Stand 2025 sind über 2.500 EPDs für Baumaterialien in Nordamerika registriert, darunter hunderte von Asphaltmischungs- und Beton-EPDs. Das Programm NAPA’s Emerald Eco-Label hat über 200 EPDs für Asphaltmischungen von über 60 Herstellern veröffentlicht, die alle 50 US-Bundesstaaten abdecken.
EPD-Nutzung in der Beschaffung
EPDs werden zunehmend in der Fahrbelagsbeschaffung gefordert, angetrieben durch Buy Clean-Richtlinien und Bewertungssysteme für grüne Gebäude:
Buy Clean California (2022) verlangt EPDs für Baustahl, Bewehrungsstahl, Beton und Asphalt in staatlich finanzierten Infrastrukturprojekten oberhalb bestimmter Schwellenwerte.
Buy Clean Washington (2023) verlangt EPDs für Beton und Asphalt in staatlich finanzierten Projekten, mit angekündigten maximalen GWP-Grenzen.
Buy Clean Colorado (2024) verlangt EPDs für Beton, Stahl und Asphalt bei staatlichen Infrastrukturprojekten.
LEED v5 (2024) enthält Gutschriften für EPD-Optimierung, die die Verwendung von EPD-abgedeckten Produkten erfordert und die Auswahl von Produkten mit niedrigerem ausgewiesenem GWP belohnt.
Envision (Bewertung nachhaltiger Infrastruktur) vergibt Gutschriften für die Anforderung und Verwendung von EPDs für Projektmaterialien.
Greenroads enthält Anforderungen für EPD-Dokumentation und -Nutzung.
Der Trend zur EPD-basierten Beschaffung schafft Marktanreize für Hersteller, den ökologischen Fußabdruck ihrer Produkte zu reduzieren, und für Spezifizierer, Materialien mit geringeren Auswirkungen zu priorisieren.
Nachhaltigkeitsspezifikationen
Spezifikationsstandards und Bewertungssysteme bilden den Rahmen, in dem nachhaltige Fahrbeläge entworfen, gebaut und verifiziert werden. Zu den wichtigsten Spezifikationen gehören:
Internationale Standards
ISO 14040/14044: Die grundlegenden Standards für die LCA-Methodik, die die vier Phasen der LCA definieren: Ziel- und Umfangsdefinition, Sachbilanz, Wirkungsabschätzung und Auswertung.
ISO 14025: Legt die Prinzipien und Verfahren für Typ-III-Umweltdeklarationen (EPDs) fest, einschließlich der Anforderung von Produktkategorieregeln (PCRs) und Prüfung durch Dritte.
ISO 21930: Enthält die Kernregeln für Umweltproduktdeklarationen von Bauprodukten und -dienstleistungen, einschließlich Fahrbelägen. Diese Norm definiert die Lebenszyklusmodule, das Berichtsformat und die Wirkungskategorien.
EN 15804: Die europäische Norm für Bauprodukt-EPDs, harmonisiert mit ISO 21930. EN 15804+A2 (2021) enthält zusätzliche Wirkungskategorien und aktualisierte Charakterisierungsfaktoren.
Fahrbelagskonstruktionsspezifikationen
FHWA Sustainable Pavement Program: Ein umfassendes Programm mit Leitlinien, Werkzeugen und Ressourcen zur Integration von Nachhaltigkeit in die Fahrbelagskonstruktion und -verwaltung. Das Programm umfasst das Pavement LCA Framework, das Sustainable Pavements Tool sowie technische Leitlinien zu RAP, WMA und durchlässigen Fahrbelägen.
FAA AC 150/5320-6G: Flughafenfahrbelagskonstruktion und -bewertung — erlaubt die Verwendung von recycelten Materialien (RAP, RCA, Flugasche) und Warmmischtechnologien in Flugplatzfahrbelägen, sofern die recycelten Mischungen alle geltenden Leistungsspezifikationen (P-401, P-501, P-209 usw.) erfüllen.
ICAO Doc 9157 Teil 3: Flugplatzhandbuch, Teil 3: Fahrbeläge — bietet internationale Leitlinien zu nachhaltigen Fahrbelagspraktiken, einschließlich der Verwendung recycelter Materialien, LCA-Prinzipien und Fahrbelagserhaltungsstrategien.
AASHTO PP 105: Standardpraxis für ausgewogenen Mischungsentwurf — bietet den Rahmen für leistungsbasierten Asphaltmischungsentwurf, der erhöhte RAP-Anteile ermöglicht und gleichzeitig Riss- und Verformungsbeständigkeit durch Leistungsprüfungen sicherstellt.
Nachhaltigkeitsbewertungssysteme
LEED (Leadership in Energy and Environmental Design): Das LEED v5-Bewertungssystem enthält Gutschriften für: nachhaltige Standorte (Regenwasserbewirtschaftung durch durchlässige Fahrbeläge), Materialien und Ressourcen (Recyclinganteil, regionale Materialien, EPDs) und Innovation (fortschrittliche Nachhaltigkeitspraktiken). Fahrbeläge können zur LEED-Zertifizierung von Gebäude- und Campusprojekten beitragen.
Envision: Ein umfassendes Bewertungssystem für nachhaltige Infrastruktur, entwickelt vom Institute for Sustainable Infrastructure (ISI) . Envision umfasst 64 Nachhaltigkeitsgutschriften in fünf Kategorien: Lebensqualität, Führung, Ressourcenzuteilung, Natürliche Welt sowie Klima und Resilienz. Fahrbelagsprojekte können Gutschriften für die Verwendung recycelter Materialien, LCA, EPDs, Regenwasserbewirtschaftung und verlängerte Nutzungsdauer erhalten.
Greenroads: Ein speziell für Straßenprojekte entwickeltes Nachhaltigkeitsbewertungssystem der Greenroads Foundation. Greenroads vergibt Gutschriften für: Fahrbelagstechnologie (WMA, durchlässiger Fahrbelag, Dauerfahrbelag), Materialien (Recyclinganteil, lokale Materialien, EPDs), Zugang und Gerechtigkeit sowie Baupraktiken (Emissionsreduktion, Abfallmanagement).
Buy-Clean-Richtlinien
Buy Clean-Richtlinien verlangen, dass Baumaterialien, die in öffentlichen Infrastrukturprojekten verwendet werden, maximale Grenzwerte für graue Kohlenstoffemissionen einhalten und durch EPDs abgedeckt sind. Stand 2025 wurden Buy-Clean-Richtlinien verabschiedet von: Kalifornien, Colorado, Washington, Minnesota, Oregon, New Jersey, New York und der U.S. General Services Administration (für Bundesprojekte). Diese Richtlinien beeinflussen direkt die Fahrbelagsmaterialspezifikationen, indem sie die EPD-Einreichung mit Angeboten vorschreiben und maximale GWP-Grenzwerte festlegen, ausgedrückt als kg CO₂-Äq. pro Tonne Asphaltmischung oder pro Kubikyard Beton.
Prüfung nachhaltiger Fahrbeläge
Nachhaltige Fahrbelagsentscheidungen — Recyclinganteil, Warmmischproduktion, durchlässige Oberflächen, langlebiges Design — beeinflussen jeden Aspekt der Fahrbelagsprüfung, von der Materialverifizierung vor dem Bau über die Abnahmeprüfung nach dem Bau bis zur laufenden Zustandsüberwachung. Prüffachleute müssen mit den spezifischen Prüfanforderungen für jede nachhaltige Technologie vertraut sein.
Materialverifizierungsprüfung
Bei Fahrbelägen mit Recyclinganteil muss die Prüfung Folgendes verifizieren:
RAP-Qualität und -Gleichmäßigkeit: Prüfer müssen verifizieren, dass RAP-Halden nach Quelle getrennt, gemäß Spezifikation gebrochen und gesiebt und frei von schädlichen Materialien sind. Die RAP-Probenahme und -Prüfung gemäß AASHTO T 2 und AASHTO T 168 müssen den Bindemittelgehalt (AASHTO T 164), die Abstufung (AASHTO T 30) und die Bindemitteleigenschaften (Extraktion und Rückgewinnung nach ASTM D2172/D1856) bestätigen. Der Feuchtigkeitsgehalt von RAP muss überwacht werden, da hohe Feuchtigkeit die WMA-Produktion und die Mischungstemperaturkontrolle beeinträchtigen kann.
RAS-Qualität: Prüfer müssen verifizieren, dass RAS verarbeitet wurde, um schädliche Materialien (Nägel, Holz, Filz, Kunststoff) zu entfernen und auf die richtige Größe gebracht wurde. Die Prüfung des RAS-Bindemittelgehalts ist aufgrund des hohen Bindemittelgehalts (20–30 %) und seiner Auswirkung auf die Berechnungen des Gesamtbindemittelgehalts von entscheidender Bedeutung.
SCM-Prüfung: Für Flugasche und GGBFS in Betonfahrbelägen müssen Prüfer Folgendes verifizieren: Quellzertifizierung gemäß ASTM C618 (Flugasche) oder ASTM C989 (GGBFS); Feinheit, spezifisches Gewicht und chemische Zusammensetzung; sowie Lagerbedingungen (Flugasche muss in trockenen Silos gelagert werden, um Hydratation zu verhindern). Der Zementersatzprozentsatz muss im genehmigten Mischungsentwurf verifiziert und durch Chargenaufzeichnungen bestätigt werden.
Gummigranulat-Prüfung: Für Asphaltgummibindemittel müssen Prüfer Folgendes verifizieren: Gummigranulat-Abstufung, Quelle (Reifentyp) und Gewichtsprozent des Bindemittels; Reaktionstemperatur und -zeit (45–90 Minuten bei 350–400 °F); sowie Bindemitteleigenschaften (Viskosität, Elastizität) gemäß ASTM D6114 (Standardspezifikation für Asphalt-Gummi-Bindemittel).
Warmmischprüfung
WMA erfordert spezielle Prüfverfahren über die konventionelle HMA-Prüfung hinaus:
Temperaturüberwachung: Das wichtigste Annahmekriterium für WMA ist die Produktionstemperatur. Infrarot-Thermometer und Temperatursonden müssen verifizieren, dass WMA innerhalb des spezifizierten Temperaturbereichs (typischerweise 200–275 °F / 95–135 °C, abhängig von der Technologie) produziert und eingebaut wird. Sowohl die Produktionstemperatur (im Werk) als auch die Einbautemperatur (am Fertiger) müssen dokumentiert werden.
Aufschäumsystem-Prüfung: Bei Wasserinjektions-WMA müssen Prüfer verifizieren, dass das Injektionssystem korrekt arbeitet: Wasserdurchflussrate (0,8–2,5 Gew.-% des Bindemittels), Bindemitteldurchflussrate und Zustand der Aufschäumdüse. Die Aufschäumeigenschaften — einschließlich Expansionsverhältnis (typischerweise 3–8-faches des ursprünglichen Bindemittelvolumens) und Halbwertszeit (Zeit, bis der Schaum auf die Hälfte seines maximalen Volumens kollabiert, typischerweise 10–30 Sekunden) — sollten gemäß AASHTO-Spezifikationen verifiziert werden.
Additivdosierungsprüfung: Bei chemischen und organischen Additiv-WMA-Technologien müssen Prüfer verifizieren, dass das Additiv mit der spezifizierten Rate dosiert wird. Dies umfasst: Überprüfung der Additivtankstände, Durchflussmesserablesungen und Kalibrierung des Injektionssystems; Überprüfung der Additiv-Analysezertifikate; und Bestätigung, dass das Additiv seine Haltbarkeit nicht überschritten hat.
Verdichtungsprüfung: WMA verdichtet sich aufgrund der reduzierten Temperatur und der modifizierten Bindemittelrheologie anders als HMA. Prüfungen mit nuklearem Dichtemessgerät oder Bohrkern-Dichteprüfungen müssen mit derselben Häufigkeit wie bei HMA-Projekten durchgeführt werden, aber die Annahmekriterien können je nach spezifischer WMA-Technologie angepasst werden müssen. Temperatur-Dichte-Kurven sollten während des Kontrollstreifens (Testabschnitt) entwickelt werden, um das Verdichtungstemperaturfenster festzulegen.
Prüfung durchlässiger Fahrbeläge
Durchlässige Fahrbeläge erfordern Prüfprotokolle, die für ihre doppelte Funktion (Regenwasserbewirtschaftung und Struktur) einzigartig sind:
Oberflächeninfiltrationsrate: Der ASTM C1701/C1701M-Test (Standardprüfverfahren für die Infiltrationsrate von durchlässigem Beton vor Ort) wird sowohl für durchlässigen Beton als auch für porösen Asphalt verwendet. Ein Doppelring-Infiltrometer wird mit Klempnerkitt auf der Fahrbelagsoberfläche abgedichtet, Wasser wird durch den inneren Ring vorgefeuchtet, und die Infiltrationsrate wird als die Zeit gemessen, die ein gemessenes Wasservolumen zur Infiltration benötigt. Die minimal akzeptablen Infiltrationsraten liegen typischerweise bei 0,8–1,0 Zoll pro Stunde (20–25 mm/h). Abnahmeprüfungen sollten mit einer Häufigkeit von einem Test pro 5.000–10.000 Quadratfuß (450–950 m²) Fahrbelag durchgeführt werden.
Luftporengehalt: Die Abnahme von porösem Asphalt erfordert typischerweise die Überprüfung des Luftporengehalts (Ziel 15–20 %) durch Bohrkernprüfung gemäß ASTM D3203 oder AASHTO T 269. Bei durchlässigem Beton wird der Porengehalt gemäß ASTM C1754 (Standardprüfverfahren für Dichte und Porengehalt von durchlässigem Beton) gemessen.
Prüfung der Steinversickerungsschicht: Die Steinversickerungsschicht muss geprüft werden auf: Gesteinskörnungsabstufung (gleichmäßig gestufter Stein von 1,5–2,5 Zoll gemäß Spezifikation); Schichtdicke (gemessen durch Vermessung oder Sonde); Zustand des Filtervlieses (keine Risse, ordnungsgemäße Überlappung von 12–18 Zoll); sowie Dränagerohrverlegung, Gefälle und Auslaufzustand.
Sedimentansammlungsüberwachung: Die Leistung durchlässiger Fahrbeläge verschlechtert sich im Laufe der Zeit, da sich Sediment in den Oberflächenporen ansammelt. Regelmäßige Prüfungen (vierteljährlich bis jährlich) sollten umfassen: Sichtprüfung auf Oberflächenwasseransammlungen; Oberflächensedimentmessung (Tiefe des angesammelten Sediments, falls vorhanden); Verstopfungsbewertung durch Oberflächeninfiltrationstests; und Saugreinigungsplanung, wenn die Infiltrationsraten unter die Mindestschwellenwerte fallen.
Dauerfahrbelagsprüfung
Die Dauerfahrbelagsprüfung konzentriert sich auf die Verifizierung der strukturellen Schichteigenschaften und die Überwachung von Schadensmechanismen, die das langlebige Design beeinträchtigen könnten:
Prüfung der reichen Unterschicht: Die ermüdungsbeständige Unterschicht erfordert die Verifizierung von: Bindemittelgehalt (0,5–1,0 % höher als bei konventionellen Tragschichtmischungen); Luftporengehalt (Ziel 3–5 %); und VMA (mindestens 14–17 %). Bindemittelgehalt und Abstufung müssen alle 500–1.000 Tonnen Produktion verifiziert werden.
Zwischenschichtmodul: Die hochmodulige Zwischenschicht muss den konstruktiven Modulwert erreichen. Die Dynamische Modulprüfung (AASHTO TP 132) an laborgestempelten oder Feldbohrkernen sollte verifizieren, dass der Modul bei 68 °F (20 °C), 10 Hz dem konstruktiven Wert entspricht oder diesen übertrifft.
Überwachung der Verschleißschichterneuerung: Die einzige routinemäßige Instandhaltungsmaßnahme, die bei Dauerfahrbelägen erwartet wird, ist die Oberflächenerneuerung alle 15–20 Jahre. Die Prüfung muss überwachen: Spurrinnentiefe (typischerweise < 0,25 Zoll / 6 mm löst Erneuerungsplanung aus); Oberflächenrisse (Blockrisse, thermische Risse, Absandung); und Reibung (Mu-Werte nach FAA-Standards). Falling Weight Deflectometer (FWD) -Prüfungen alle 5–7 Jahre sollten verifizieren, dass die strukturellen Schichten intakt sind (keine von unten aufsteigenden Ermüdungsschäden) und dass nur die Oberflächenschicht erneuert werden muss.
Prüfung des Recyclings vor Ort
CIR-, HIR- und FDR-Projekte erfordern spezielle Prüfungen:
Dicke und Gleichmäßigkeit der recyclierten Schicht: Prüfer müssen die bearbeitete Tiefe in regelmäßigen Abständen (typischerweise alle 500–1.000 ft / 150–300 m) messen. AASHTO T 310 (Tiefenmessung mit nuklearem Messgerät) oder Bohrkernentnahme können verifizieren, dass die Fräs-/Aufreißtiefe der konstruktiven Tiefe entspricht.
Verjüngungsmitteldosierung und -mischung: Bei CIR und HIR muss die Verjüngungsmitteldosierung gegen den genehmigten Mischungsentwurf verifiziert werden. Durchflussmesser am Verjüngungsmittelinjektionssystem müssen kalibriert und die Messwerte aufgezeichnet werden. Die Mischgleichmäßigkeit sollte visuell beurteilt werden — das recyclierte Material sollte in Farbe und Textur homogen ohne Streifen oder Klumpen sein.
CIR-Feuchtigkeitsgehalt: Bei emulsionsbasiertem CIR ist der Feuchtigkeitsgehalt der recyclierten Mischung beim Einbau kritisch. ASTM D4643 (Mikrowellen-Feuchtigkeitstest) oder ASTM D6307 (Verbrennungsmethode) sollten verwendet werden, um den Feuchtigkeitsgehalt innerhalb des spezifizierten Bereichs (typischerweise 3,5–6,0 % für die Mischung beim Einbau) zu verifizieren.
FDR-Stabilisatormenge: Bei FDR mit Zement- oder Flugasche-Stabilisierung müssen Prüfer Folgendes verifizieren: Stabilisator-Aufbringungsrate (typischerweise gemessen anhand von Kalibrierbelegen des Streuwagens); Mischtiefe und -gleichmäßigkeit; Feuchtigkeitsgehalt für die Verdichtung; sowie Felddichte (nukleares Messgerät oder Sandersatz gemäß AASHTO T 191 oder T 310).
EPD- und Dokumentationsprüfung
Da EPDs und Buy-Clean-Richtlinien immer häufiger werden, umfasst die Prüfung auch die Überprüfung der Umweltdokumentation:
EPD-Prüfung: Prüfer müssen bestätigen, dass: EPDs aktuell sind (innerhalb der 5-jährigen Gültigkeitsdauer); EPDs mit dem gelieferten spezifischen Produkt übereinstimmen (gleiches Werk, gleicher Mischungsentwurf, gleiches ausgewiesenes GWP); EPDs von Dritten geprüft und bei einem zugelassenen Programmbetreiber registriert sind; und die von der EPD geforderte Dokumentation (Materialmengen, Quellentfernungen, Produktionsdaten) geführt wird.
Dokumentation des Recyclinganteils: Alle Lieferungen von Recyclingmaterial müssen dokumentiert werden mit: Materialquelle, Menge, Datum und Lieferantenzertifizierung des Recyclinganteils in Prozent.
Dokumentation lokaler Materialien: Falls Anforderungen an lokale Materialien bestehen (z. B. 50-Meilen-Radius), müssen Transportdokumente (Lieferscheine, Quellortskarten) aufbewahrt werden.
Dokumentation der Bauemissionen: Bei Projekten mit Anforderungen an die Reduzierung von Bauemissionen (z. B. Projekte in Gebieten mit Nichteinhaltung von Luftqualitätsstandards) müssen Kraftstoffverbrauchsaufzeichnungen, Emissionszertifikate für Geräte (Motoren der Stufe 4) und Dokumentation zur Leerlaufreduzierung aufbewahrt werden.
Zusammenfassung der Grundsätze nachhaltiger Fahrbeläge
Nachhaltige Fahrbelagstechnik integriert Materialeffizienz, Energieeinsparung, Emissionsreduzierung, Wassermanagement und verlängerte Nutzungsdauer in einen einheitlichen Konstruktions- und Ausführungsrahmen. Die wichtigsten Grundsätze, die sich aus dieser umfassenden Betrachtung ergeben, sind:
Materialien an erster Stelle: Die wirkungsvollste Strategie für nachhaltige Fahrbeläge ist die Maximierung der Verwendung von recycelten und Abfallmaterialien — RAP, RAS, RCA, Flugasche, GGBFS und Gummigranulat. Diese Materialien schonen natürliche Ressourcen, reduzieren den Energieverbrauch, senken Emissionen und vermeiden Deponieabfälle, während sie bei richtiger Konzeption die Fahrbelagsleistung erhalten oder verbessern.
Temperatur ist entscheidend: Die Reduzierung der Produktions- und Einbautemperaturen durch WMA-Technologie führt zu sofortigen, überprüfbaren Reduzierungen des Energieverbrauchs (20–35 %) und der Emissionen (15–40 %). CMA erzielt noch größere Reduzierungen, allerdings mit gewissen Leistungseinbußen.
Wasser ist eine Ressource: Durchlässige Fahrbeläge verwandeln Fahrbelagsoberflächen von Regenwasserproblemen in Regenwasserlösungen, reduzieren Abflussmengen um 50–90 % und bieten eine Wasserqualitätsbehandlung, die die gesetzlichen Anforderungen erfüllt oder übertrifft.
Lebenszyklusdenken: Die LCA bietet die wissenschaftliche Grundlage für die Bewertung von Zielkonflikten zwischen verschiedenen Fahrbelagsmaterialien, Konstruktionen und Instandhaltungsstrategien. Sie stellt sicher, dass Entscheidungen zur Reduzierung von Auswirkungen in einer Lebenszyklusphase nicht versehentlich die Auswirkungen in einer anderen Phase erhöhen.
Langes Leben ist grün: Die Verlängerung der Fahrbelagsnutzungsdauer durch Dauerfahrbelagskonstruktion reduziert alle Umweltauswirkungen pro Nutzungsjahr um 25–50 % im Vergleich zu konventionellen Fahrbelägen mit kürzerer Nutzungsdauer, die einen Neubau erfordern.
Messung ermöglicht Management: EPDs und Buy-Clean-Richtlinien schaffen Marktmechanismen, die eine kontinuierliche Verbesserung der Umweltleistung von Fahrbelagsmaterialien vorantreiben. Ohne transparente, verifizierte Umweltdaten können Nachhaltigkeitsbehauptungen nicht belegt werden.
Prüfung passt sich an: Nachhaltige Fahrbelagstechnologien erfordern angepasste Prüfprotokolle — für die Qualität von Recyclingmaterialien, WMA-Produktionsbedingungen, Leistung durchlässiger Fahrbeläge, strukturelle Überwachung von Dauerfahrbelägen und EPD-Dokumentation. Prüfer müssen geschult werden, um zu verifizieren, dass nachhaltige Fahrbeläge alle technischen und umweltspezifischen Anforderungen erfüllen.
Häufig gestellte Fragen
Ein nachhaltiger Fahrbelag minimiert Umweltauswirkungen durch fünf Schlüsseldimensionen: Verwendung von recycelten und Abfallmaterialien (RAP, RAS, Flugasche, Schlacke, Reifengummi), reduzierter Energieverbrauch und Treibhausgasemissionen während der Produktion und des Baus (Warmmisch- und Kaltmischtechnologien), Regenwasserbewirtschaftung (durchlässige Fahrbeläge), verlängerte Nutzungsdauer (Dauerfahrbelagskonstruktion über 50 Jahre) sowie Verwendung von Lebenszyklusanalyse (LCA) und Umweltproduktdeklarationen (EPDs) zur Quantifizierung und Kommunikation der Umweltleistung. Nachhaltige Fahrbeläge erhalten oder verbessern zudem die Leistung, Haltbarkeit, Sicherheit und Kosteneffizienz im Vergleich zu konventionellen Fahrbelägen.
Nachhaltige Fahrbeläge integrieren: Wiederaufbereiteten Asphaltbelag (RAP) – bis zu 50 % in Deckschichten und höher in Tragschichten; Recycelte Asphaltschindeln (RAS) – bis zu 5 Gew.-%; Rezyklierte Gesteinskörnung aus Beton (RCA) – als Ersatz für Primärgesteinskörnung in Trag- und Frostschutzschichten sowie in neuen Betonmischungen; Flugasche (Klasse C und Klasse F) – als Ersatz von 15–50 % des Portlandzements in Betonfahrbelägen; gemahlene granulierte Hochofenschlacke (GGBFS) – als Ersatz von 25–70 % des Zements; Silikastaub; sowie Gummigranulat aus Altreifen – verwendet in Asphaltgummibindemitteln. Diese Materialien vermeiden Deponieabfälle, schonen natürliche Ressourcen und verbessern oft spezifische Fahrbelagseigenschaften.
Warmmischasphalt (WMA) wird bei Temperaturen produziert und eingebaut, die 30–120 °F (20–50 °C) niedriger liegen als bei konventionellem Heißmischasphalt (HMA). Diese Temperaturabsenkung wird durch Aufschäumtechnologien (Wasserinjektion oder Zeolithzugabe), organische Additive (Wachse) oder chemische Additive (Tenside und Emulgatoren) erreicht. WMA reduziert den Brennstoffverbrauch um 20–35 %, senkt die CO₂-Emissionen um 15–40 %, reduziert Dämpfe und Gerüche im Werk und auf der Baustelle, ermöglicht längere Transportwege und verlängerte Einbausaisons, verbessert die Verdichtung und erlaubt höhere RAP-Anteile. Kaltmischasphalt (CMA) wird bei Umgebungstemperatur hergestellt und erzielt noch größere Energie- und Emissionsreduktionen von 35–50 %.
Durchlässige Fahrbeläge – einschließlich porösem Asphalt und durchlässigem Beton – ermöglichen es Regenwasser, durch die Fahrbelagsoberfläche in darunterliegende Steinversickerungsschichten und den gewachsenen Boden zu versickern. Dies reduziert das Regenwasserabflussvolumen um 50–90 %, speist Grundwasserleiter, filtert Schadstoffe (Reduzierung der gesamten Schwebstoffe um 80–90 %), verringert den städtischen Wärmeinseleffekt durch Verdunstungskühlung, macht in manchen Anwendungen konventionelle Regenwasserkanalisation überflüssig und kann Regenwasser-Impact-Gebühren reduzieren oder eliminieren. Durchlässige Fahrbeläge eignen sich für Parkplätze, Straßen mit geringem Verkehrsaufkommen, Seitenstreifen und bestimmte Flughafenanwendungen wie Enteisungsflächen.
Ein Dauerfahrbelag (auch langlebiger Fahrbelag genannt) ist ein Asphaltfahrbelag, der für eine Nutzungsdauer von 50 Jahren oder mehr ausgelegt und gebaut ist, ohne dass größere strukturelle Instandsetzungen oder ein Neubau erforderlich sind. Die Konstruktion verwendet mehrere strukturelle Schichten mit unterschiedlichen Funktionen: eine ermüdungsbeständige Unterschicht (bindemittelreich, ausgelegt gegen von unten aufsteigende Risse), eine hochmodulige Zwischenschicht zur Lastverteilung und eine verformungsbeständige, langlebige Verschleißschicht. Die Instandhaltung beschränkt sich auf eine Oberflächenerneuerung alle 15–20 Jahre durch Fräsen und Überziehen nur der oberen Schicht. Der Dauerfahrbelag reduziert die Lebenszykluskosten um 20–40 %, vermeidet neubau-bedingte Unterbrechungen und minimiert langfristig Materialverbrauch und Abfallaufkommen.
Die Lebenszyklusanalyse (LCA) ist eine systematische Methodik zur Quantifizierung der Umweltauswirkungen eines Fahrbelags über alle Lebensphasen hinweg: Materialgewinnung und -produktion (A1-A3), Bau (A4-A5), Nutzungsphase einschließlich Instandhaltung und Instandsetzung (B1-B8) sowie Lebensende (C1-C4). Die LCA misst mehrere Wirkungskategorien, darunter Treibhauspotenzial (GWP, gemessen in kg CO₂-Äquivalent), Energieverbrauch (MJ), Wasserverbrauch, Ozonabbau, Versauerung, Eutrophierung und Smogbildung. Die Normen ISO 14040/14044 regeln die LCA-Methodik. Die Fahrbelag-LCA ermöglicht den Vergleich alternativer Konstruktionen und Materialien zur Auswahl der umweltfreundlichsten Option, die Identifizierung von Umwelt-Hotspots im Fahrbelags-Lebenszyklus und die Erstellung von Umweltproduktdeklarationen (EPDs).
Nachhaltige Fahrbelagsentscheidungen beeinflussen die Prüfung in mehrfacher Hinsicht: Materialien mit Recyclinganteil können andere visuelle Merkmale (Farbe, Textur) aufweisen, was angepasste Prüfkriterien erfordert; Warmmisch- und Kaltmischfahrbeläge zeigen ein anderes Verdichtungsverhalten und andere Dichteakzeptanzkriterien; durchlässige Fahrbeläge erfordern spezielle Prüfungen der Versickerungsrate, Oberflächenporosität und Sedimentansammlung; Dauerfahrbeläge erfordern strukturelle Überwachung (FWD) zur Überprüfung des Schichtzustands vor der Oberflächenerneuerung; vor Ort recycelte Fahrbeläge erfordern Tests der Wirksamkeit von Verjüngungsmitteln und der RAP-Bindemitteleigenschaften; EPDs erfordern eine Verifizierung der Materialproduktionsdaten; und die auf LCA basierende Beschaffung erfordert die Dokumentation tatsächlicher Materialmengen und -quellen. Prüfer müssen in diesen spezifischen Anforderungen geschult werden.
Umweltproduktdeklarationen (EPDs) sind standardisierte, von Dritten geprüfte Dokumente, die die Umweltauswirkungen eines Produkts auf der Grundlage einer Lebenszyklusanalyse (LCA) gemäß ISO 14025 und ISO 21930 kommunizieren. EPDs für Fahrbelagsmaterialien (für Asphaltmischungen, Beton, Gesteinskörnungen, Zement, Bewehrungsstahl) berichten Umweltauswirkungen pro funktioneller Einheit (typischerweise 1 Tonne Material) über die Module von der Wiege bis zum Werkstor (A1-A3) oder von der Wiege bis zur Bahre. EPDs ermöglichen fundierte Beschaffungsentscheidungen, unterstützen Gebäudezertifizierungssysteme (LEED, Envision, Greenroads), erfüllen aufkommende Buy-Clean-Richtlinien und schaffen Marktanreize für Hersteller zur Reduzierung von Umweltauswirkungen. Stand 2025 sind über 2.500 EPDs für Baumaterialien in Nordamerika registriert.
Zu den wichtigsten Nachhaltigkeitsspezifikationen gehören: ISO 14040/14044 (LCA-Rahmenwerk), ISO 14025 und ISO 21930 (EPD-Standards für Bauprodukte), ASTM D4552 (Klassifizierung von Recyclingmitteln), AASHTO PP 105 (ausgewogener Mischungsentwurf), FAA AC 150/5320-6G (Flughafenfahrbelagskonstruktion mit recycelten Materialien), ICAO Doc 9157 Teil 3 (Konstruktion von Flugplatzfahrbelägen), Richtlinien des FHWA-Nachhaltigkeitsprogramms für Fahrbeläge, LEED v5 für Verkehrswesen, Envision (Bewertung nachhaltiger Infrastruktur), Greenroads (Nachhaltigkeitsbewertung für Straßen) sowie Buy-Clean-Beschaffungsrichtlinien. Diese Spezifikationen legen Anforderungen an Recyclinganteil, Produktionsenergiegrenzen, EPD-Einreichung und Umweltleistungsschwellenwerte fest.
Nachhaltige Fahrbelagspraktiken voranbringen
Erfahren Sie, wie recycelte Materialien, Warmmischtechnologien und Lebenszyklusanalyse die Umweltleistung Ihrer Flughafen- oder Straßenfahrbeläge verbessern und gleichzeitig Kosten senken können. Unsere Experten bieten Beratung zu nachhaltiger Fahrbelagskonstruktion, Materialauswahl und Prüfprotokollen.
Recyceltes Asphaltgranulat (RAP) in nachhaltigen Fahrbahndecken
Recyceltes Asphaltgranulat (RAP) ist ausgebautes und aufbereitetes Asphaltmaterial, das in neuen Asphaltmischungen wiederverwendet wird, um den Verbrauch von Ne...
Kaltrecycling in situ (CIR) ist eine Fahrbahnsanierungsmethode, bei der vorhandene Asphaltschichten kalt gefräst, mit Recyclingmitteln (Emulsion oder Schaumbitu...
Die Startbahnoberfläche bezeichnet die konstruierten Materialien und mehrschichtigen Belagssysteme, die die tragende Oberschicht von Flughafen-Start- und Landeb...
5 Min. Lesezeit
Airport Infrastructure
Pavement Materials
+1
Cookie-Zustimmung Wir verwenden Cookies, um Ihr Surferlebnis zu verbessern und unseren Datenverkehr zu analysieren. See our privacy policy.