El fresado en frío, también llamado fresado de asfalto, es la remoción mecánica de capas de pavimento hasta una profundidad y perfil especificados mediante un tambor rotatorio con dientes de carburo de tungsteno. Restaura el nivel y la pendiente transversal, elimina materiales deteriorados y produce RAP para reciclaje.
Fresado en Frío (Milling) de Pavimentos Asfálticos
Definición y Equipos
Fresado en Frío (CP, por sus siglas en inglés), también denominado fresado de asfalto, fresado de pavimento o milling en frío, es la remoción mecánica controlada de la superficie de un pavimento existente hasta una profundidad, nivel y pendiente transversal especificados, utilizando una fresadora en frío autopropulsada. La Asociación de Reciclaje y Recuperación de Asfalto (ARRA) define formalmente el fresado en frío como «la remoción controlada de la superficie del pavimento existente hasta la profundidad deseada, con equipos especialmente diseñados para restaurar la superficie del pavimento a un nivel y pendiente transversal especificados». El proceso se originó a finales de la década de 1970 y desde entonces se ha convertido en el método preferido a nivel mundial para remover y recuperar materiales de pavimentos asfálticos.
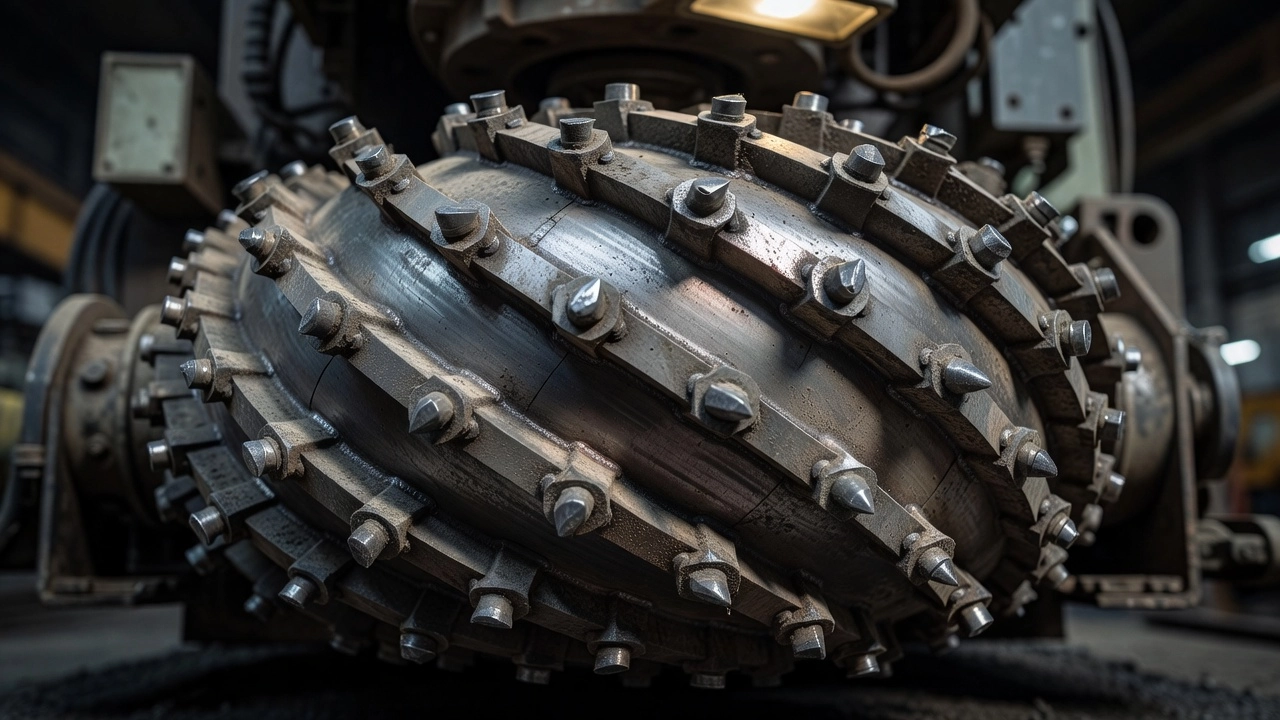
Componentes Principales del Equipo. La fresadora en frío es una unidad autopropulsada con suficiente potencia, tracción y estabilidad para mantener una profundidad de corte precisa. El componente central es el tambor de corte — un cilindro rotatorio envuelto con 2, 3 o 4 hélices (configuraciones en espiral) que desplazan el material fresado hacia el centro para su carga mediante un transportador. Los tambores de corte estándar están equipados con portaherramientas y herramientas de corte de carburo de tungsteno reemplazables (dientes) que contactan y fracturan la superficie del pavimento. En un tambor de triple hélice con 3 espirales, las herramientas de corte suelen estar espaciadas 15 mm (5/8 de pulgada) horizontalmente. El tambor generalmente opera en dirección de «corte ascendente», lo que significa que la rotación del tambor se mueve hacia arriba en relación con la dirección de avance de la máquina, controlando el tamaño de las partículas fresadas y la textura de la superficie.
Herramientas de Corte y Portaherramientas. Las herramientas de corte son vástagos de acero con punta de carburo que se desgastan durante la operación y deben reemplazarse regularmente para mantener una calidad de corte consistente. No existe un solo estilo de herramienta de corte que funcione universalmente: la dureza, el tamaño y la abrasividad del agregado son factores determinantes en la selección de la herramienta y su vida útil. Una herramienta de corte puede durar desde una hora (en concreto abrasivo o material contaminado) hasta varios días (en asfalto estándar). Los portaherramientas son de dos tipos principales: sistemas de portaherramientas de cambio rápido y sistemas de portaherramientas y bloques soldables. Los portaherramientas se desgastan con el tiempo y deben reemplazarse para mantener un buen patrón de corte. Los portaherramientas pueden romperse si el tambor golpea obstáculos enterrados como marcos de pozos de visita o válvulas de agua.
Anchos de Tambor Estándar. Las fresadoras en frío están disponibles con anchos de tambor de corte que van desde 100 mm (4 pulgadas) para aplicaciones de zanjeo hasta 4.2 m (14 pies) para fresado de carril completo. Las clasificaciones estándar de ancho son:
Categoría de Tambor
Anchos Típicos
Zanjeo
100, 200, 300 mm (4, 8, 12 pulgadas)
Mini Fresadoras
300, 400, 500, 600 mm (12, 16, 20, 24 pulgadas)
Fresadoras Pequeñas
1.0, 1.2 m (3, 4 pies)
Medio Carril
1.8, 2.1 m (6, 7 pies)
Carril Completo
3.0, 3.4, 3.8, 4.2 m (10, 11.25, 12.5, 14 pies)
Sistemas de Manejo de Materiales. El alojamiento del tambor contiene todo el material fresado durante el corte. Una cuchilla raspadora de carburo se arrastra sobre la superficie texturizada fresada detrás del tambor, removiendo todo el material suelto excepto el polvo fino. Un sistema de transportador de autocarga, ya sea de carga frontal o lateral, transfiere el material fresado desde la calzada hasta los camiones de acarreo que operan en tándem con la fresadora. Las máquinas modernas utilizan transportadores de carga frontal que mejoran la visibilidad y maniobrabilidad.
Sistemas de Rociado de Agua. El corte de asfalto genera una enorme cantidad de calor debido a la fricción entre las herramientas de corte y el pavimento. Se deben rociar constantemente hasta 2,000 galones (7,570 litros) de agua por hora sobre las herramientas de corte y el tambor dentro del alojamiento para su enfriamiento. El sistema de rociado de agua también sirve para suprimir partículas de polvo en el aire, controlando las emisiones fugitivas y mejorando la visibilidad para el operador y el tráfico circundante. Un camión cisterna con una capacidad típica de 2,500 galones (9,460 litros) acompaña a la fresadora en la mayoría de los proyectos.
Sistemas de Orugas. Las fresadoras en frío están equipadas con tres o cuatro orugas, cada una impulsada por motores hidráulicos independientes con dispositivos de bloqueo de tracción. Los sistemas de orugas tienen bandas de poliuretano o caucho que proporcionan tracción uniforme mientras minimizan el daño a la superficie del pavimento subyacente. Los diseños modernos de orugas incorporan bloqueo de tracción que desvía la potencia de las orugas que patinan hacia aquellas que tienen agarre, manteniendo un movimiento hacia adelante constante y una calidad de corte uniforme.
Profundidades de Fresado
El fresado en frío puede realizarse en tres rangos de profundidad distintos, dependiendo de los objetivos del proyecto, la condición del pavimento existente y los requisitos estructurales de la estrategia de rehabilitación.
Fresado Superficial (6–50 mm / 0.25–2 pulgadas). El fresado superficial remueve solo la capa superior del pavimento asfáltico para corregir deterioros superficiales menores como desprendimientos, exudaciones y agregado pulido. Esta profundidad se usa típicamente cuando la estructura del pavimento subyacente permanece sólida y el objetivo es restaurar la resistencia al deslizamiento o preparar la superficie para una sobrecapa delgada o tratamiento superficial. El fresado superficial también sirve para eliminar tratamientos superficiales deteriorados como sellos de lechada, sellos de sello o microaglomerados en frío que han llegado al final de su vida útil. La profundidad de fresado debe ser suficiente para eliminar todo el ligante oxidado y envejecido de la capa superficial.
Fresado de Profundidad Parcial (50–150 mm / 2–6 pulgadas). El fresado de profundidad parcial remueve una o más capas de asfalto dejando intactas las capas inferiores del pavimento. Esta es la aplicación más común del fresado en frío antes de la colocación de una sobrecapa. Las profundidades de fresado típicas para la rehabilitación de carreteras y aeropuertos oscilan entre 50 y 100 mm (2 a 4 pulgadas). El fresado de profundidad parcial elimina roderas, ondulaciones, desplazamientos y grietas estructurales que se extienden a través de las capas superiores. La profundidad se selecciona para exponer material sano por debajo de la zona deteriorada, proporcionando un sustrato limpio y uniforme para la nueva sobrecapa.
Fresado de Profundidad Total (150–300 mm / 6–12 pulgadas). El fresado de profundidad total remueve toda la estructura del pavimento asfáltico hasta la capa base o subrasante. Esta aplicación se utiliza cuando el asfalto existente presenta deterioro estructural extenso, stripping o endurecimiento por edad en todo su espesor. El fresado de profundidad total también se especifica cuando las correcciones de nivel o pendiente transversal requieren la remoción de toda la sección del pavimento, cuando el perfil del pavimento existente ha acumulado múltiples capas de sobrecapa que han elevado la superficie por encima de las alturas de bordillos o estructuras de drenaje, o cuando el pavimento existente debe reemplazarse por completo utilizando materiales reciclados. Las profundidades máximas de fresado típicas oscilan entre 300 mm (12 pulgadas) para máquinas estándar y 350 mm (14 pulgadas) en equipos especializados.
La profundidad de fresado especificada en los planos y especificaciones del proyecto debe contemplar la profundidad mínima necesaria para producir una superficie limpia y uniforme por debajo del nivel del deterioro existente. Las Guías de Construcción Recomendadas de ARRA (CP101) señalan que las profundidades de fresado típicas se sitúan entre 25 mm y 300 mm (1 a 12 pulgadas).
Textura Superficial Después del Fresado
La textura superficial producida por el fresado en frío es un parámetro de calidad crítico que afecta directamente la adherencia entre la superficie fresada y la nueva sobrecapa, la calidad de rodadura de la superficie temporal y la resistencia al deslizamiento del pavimento fresado. La textura consiste en una serie de estrías longitudinales paralelas creadas por las herramientas de corte a medida que el tambor rotatorio pasa sobre la superficie del pavimento.
Calidad de Textura vs. Velocidad de Avance. La relación entre la velocidad de avance de la fresadora y la velocidad de rotación del tambor de corte es el factor más importante que determina la calidad de la textura superficial. ARRA recomienda que la velocidad de avance en pies por minuto no exceda los dos tercios (2/3) de las RPM del tambor de corte. Por ejemplo, un tambor de corte que opera a 100 RPM no debe superar una velocidad de avance de 20 m/min (66 pies/min). Esta relación asegura un solapamiento de un tercio en el corte entre dientes adyacentes, produciendo un patrón estriado uniforme.
Cuando la velocidad de avance de la máquina en pies por minuto excede las RPM del tambor de corte, se dice que la máquina está «adelantando al cortador». Las herramientas de corte individuales no logran solaparse con los cortes adyacentes, produciendo una superficie de muy mala calidad y textura rugosa caracterizada por patrones de forma irregular y surcos individuales. Con una relación inaceptable de 100 pies/min a 100 RPM, las estrías de cada herramienta se vuelven de aproximadamente 50 mm (2 pulgadas) de largo con 19 mm (0.75 pulgadas) de espaciado entre marcas. Con una relación aceptable de 33 pies/min a 100 RPM, el espaciado de las estrías se reduce a aproximadamente 2.4 mm (0.1 pulgadas).
Tolerancia de Textura Aceptable. El requisito de resultado final más comúnmente especificado para la textura del fresado en frío estándar es que la diferencia entre los puntos altos y bajos de la superficie fresada no exceda los 6 mm (1/4 de pulgada) cuando se mide longitudinalmente con una regla de 5 m (16 pies) o un perfilógrafo equivalente. Esta misma tolerancia de 6 mm también asegura que el tambor de corte esté adecuadamente mantenido con las herramientas alineadas y ajustadas para una profundidad de corte uniforme. La mayoría de las superficies fresadas irregulares y rugosas son el resultado de un mantenimiento inadecuado del tambor, particularmente dientes de corte faltantes o desgastados, y no deben ser aceptadas por la agencia propietaria.
Ensayo de Macrotextura. Cuando la profundidad de fresado es igual o inferior a 100 mm (4 pulgadas), se recomienda el ensayo de macrotextura utilizando el Método de Ensayo ITM No. 812-13T del DOT de Indiana o un método volumétrico equivalente del parche de arena. Este ensayo utiliza microesferas de vidrio Tipo 1 (según AASHTO M 247) esparcidas sobre la superficie fresada utilizando un disco de Plexiglás plano y rígido de 8 ± 2 pulgadas de diámetro. Se mide el volumen de microesferas necesario para llenar los vacíos superficiales y se calcula una relación de macrotextura. Una relación de macrotextura aceptable típica es de 1.8 o superior. El ensayo de macrotextura debe realizarse en dos ubicaciones aleatorias por tira de control, con una separación no menor a 150 m (500 pies).
Criterios de Inspección Visual. La operación de fresado debe producir una superficie de pavimento que sea fiel a la línea, nivel y sección transversal, con textura uniforme. La superficie fresada debe estar libre de:
Descascaramientos (desprendimiento de material causado por la condición de la capa subyacente o velocidad operativa excesiva)
Escombros sueltos y polvo
Surcos o áreas irregulares por herramientas de corte desgastadas o faltantes
Ranuras longitudinales por desgaste del portaherramientas
Áreas que retengan o acumulen agua
Desviaciones inaceptables en juntas longitudinales o transversales
Control de Nivel y Pendiente Transversal
Las fresadoras en frío utilizan sistemas de nivelación automática para mantener el nivel (perfil longitudinal) y la pendiente transversal (perfil transversal) especificados de la superficie fresada. Estos sistemas son críticos para lograr la geometría del pavimento requerida por los planos del proyecto, particularmente cuando la operación de fresado en frío debe corregir deficiencias de perfil existentes como depresiones, abultamientos o problemas de drenaje.
Sistemas de Sensores. Uno o más sistemas de nivelación automática operan independientemente en la fresadora, utilizando diferentes tipos de sensores:
Sensores de cable exploran mecánicamente la placa lateral de la máquina para referenciar la elevación del pavimento existente
Sensores ultrasónicos sin contacto exploran la placa lateral o cualquier referencia fija junto a la máquina sin contacto físico
Sensores transductores exploran una referencia móvil como un patín (una regla larga montada en la máquina) o un cordel (un cable o cuerda tensa ajustada al nivel de diseño)
Sensores de pendiente (dispositivos electrónicos de medición angular de precisión) se montan en la viga transversal que cruza la máquina para medir y mantener la pendiente transversal
Capacidades de Control. La fresadora en frío debe ser capaz de mantener la profundidad de corte dentro de 6 mm (1/4 de pulgada) de la profundidad deseada, con un medio eficaz para controlar la pendiente transversal. Las fresadoras en frío modernas Wirtgen, Caterpillar, BOMAG y Roadtec están equipadas con sistemas de control electrónico avanzados que integran control de nivel 3D basado en GPS para aplicaciones complejas de fresado de perfil. Estos sistemas permiten que la máquina siga un modelo digital del terreno (DTM) y produzca el nivel final exacto especificado, incluso al fresar alrededor de estructuras existentes como pozos de visita, válvulas y entradas de drenaje.
Tolerancia de Pendiente Transversal. La pendiente transversal de la superficie fresada debe ser uniforme, sin depresiones ni desalineaciones de pendiente mayores de 6 mm (1/4 de pulgada) en 3.6 m (12 pies). Para carreteras con velocidades publicadas de 40 MPH (65 km/h) o superiores, se utiliza una regla de 5 m (16 pies) para verificar la tolerancia del perfil. Para carreteras con velocidades inferiores a 40 MPH, se puede sustituir por una regla de 3 m (10 pies).
Tira de Control. Durante el primer día de producción, el contratista construye una tira de control de al menos 300 m (1,000 pies) de longitud para demostrar que los equipos, procesos y personal pueden cumplir con los requisitos de la especificación. La tira de control debe demostrar una superficie y sección transversal texturizada uniforme, cumplir con los requisitos de macrotextura y alcanzar las tolerancias de lisura especificadas. Si la tira de control falla, el contratista debe presentar un plan de acción correctiva por escrito y construir una nueva sección de prueba. Las operaciones de fresado en frío no pueden continuar más allá del primer día sin una tira de control aprobada.
Producción y Reciclaje de RAP
Uno de los principales beneficios económicos y ambientales del fresado en frío es la generación de Pavimento Asfáltico Recuperado (RAP) — un material 100% reciclable que puede incorporarse en nuevos materiales de construcción.
Características del RAP. El RAP consiste en partículas de agregado recubiertas de asfalto fresadas de la superficie del pavimento existente. El material está limpio y libre de contaminación por tierra, materiales de base, concreto u otras sustancias deletéreas como limo y arcilla. El RAP es dimensionado por la propia operación de fresado; la distribución del tamaño de partículas está controlada por la velocidad del tambor de corte, la velocidad de avance, el espaciado de las herramientas y las características de la mezcla del pavimento existente.
Aplicaciones del RAP. Todo el RAP generado por el fresado en frío es reutilizable en las siguientes aplicaciones:
Nueva mezcla asfáltica en caliente (HMA) — el RAP puede reemplazar hasta el 30-50% del agregado virgen y ligante en nuevas mezclas de pavimento para capas intermedias y base
Mezcla asfáltica en frío — utilizado en reciclado en frío in situ (CIR) y reciclado en frío en planta central (CCPR)
Base estabilizada con agregados — RAP mezclado con cemento, asfalto espumado o asfalto emulsionado para la construcción de capas base
Base y subbase de agregado no ligada — RAP utilizado como material de relleno granular
Material para hombros y caminos de acceso temporales
Beneficios Ambientales. La reutilización del asfalto mediante el fresado en frío y la producción de RAP conserva los recursos naturales de agregados, reduce el consumo de energía y la demanda de petróleo, y extiende la vida útil de los vertederos al desviar el material de pavimento de los sitios de disposición. El Programa de Reciclaje de Pavimentos Asfálticos de la FHWA promueve el uso de RAP en la máxima medida económica y práctica en la construcción de carreteras.
Requisitos de Manejo del RAP. Cuando el material fresado pasa a ser propiedad del contratista, debe ser retirado del proyecto. Cuando se especifica, el RAP se almacena en acopios en ubicaciones designadas con los siguientes requisitos:
Acopiar uniformemente a una altura máxima de 3 m (10 pies)
Mantener los patrones de drenaje existentes del área de acopio
Acondicionar el área de almacenamiento para drenar el agua de lluvia lejos del material
Gestionar los acopios para evitar la degradación, segregación y reconsolidación del material
Utilizar camiones cubiertos o con lonas para evitar derrames durante el transporte
Fresado Antes de Sobrecapa
El fresado en frío antes de la colocación de una sobrecapa es una de las estrategias de rehabilitación de pavimentos más comunes en todo el mundo. El proceso remueve la capa superficial deteriorada, restaura el perfil del pavimento y proporciona un sustrato limpio y texturizado para la adherencia con la nueva sobrecapa.
Preparación de la Superficie para Sobrecapa. La superficie fresada proporciona un enclavamiento mecánico entre el pavimento existente y la nueva sobrecapa de mezcla asfáltica en caliente. El patrón de textura superficial aumenta el área superficial disponible para la adherencia y proporciona un sustrato uniforme para la aplicación de la capa de adherencia. Las Especificaciones Estándar de la FAA para la Construcción de Aeropuertos (AC 150/5370-10H) requieren que las superficies de pavimento existentes se preparen de acuerdo con los planos y especificaciones del proyecto antes de la colocación de nuevo pavimento asfáltico.
Zonas de Transición. En la terminación de cada sección de fresado y en las áreas de rampas, los bordes transversales deben ser achaflanados con una pendiente mínima de 10:1 (horizontal:vertical). Esto significa que por cada 25 mm (1 pulgada) de profundidad de fresado, la pendiente se extiende un mínimo de 250 mm (10 pulgadas) longitudinalmente. Se recomienda una distancia mínima de pendiente de 5 m (15 pies) para carreteras de mayor volumen de tráfico. La pendiente asegura una transición suave entre la sección fresada y el pavimento adyacente sin fresar, evitando cargas de choque en los sistemas de suspensión de los vehículos.
Juntas Longitudinales. Al fresar pasadas de medio carril, los bordes verticales longitudinales de más de 25 mm (1 pulgada) de altura que estén expuestos al tráfico deben achaflanarse con una relación mínima de 3:1 (75 mm horizontal por cada 25 mm vertical). Por seguridad, la mayoría de las especificaciones estatales requieren que un carril no pueda abrirse al tráfico si la junta vertical entre carriles adyacentes abiertos excede los 50 mm (2 pulgadas).
Superficies de Tráfico Temporal. Las superficies fresadas pueden servir como superficies de conducción temporales siempre que la superficie no se desprenda. Para carreteras de menor volumen, las sobrecapas normalmente se colocan dentro de 3 a 10 días. Para carreteras de alto volumen de tráfico, las agencias exigen cada vez más el fresado y la recapado dentro del mismo turno antes de reabrir al tráfico. La superficie fresada debe mantenerse en condiciones adecuadas para el movimiento seguro del tráfico, con todas las marcas viales restauradas antes de la apertura. La mayoría de las agencias limitan la duración del tráfico temporal sobre superficies fresadas a un máximo de 14 días calendario.
Pendientes Transversales Temporales. Las juntas transversales al final de la operación de fresado de cada día requieren rampas temporales de mezcla asfáltica o pendientes de fresado en frío. La pendiente de la junta achaflanada no debe ser inferior a 10:1 cuando esté abierta al tráfico. Si se utiliza una rampa temporal de mezcla asfáltica, la superficie fresada en la junta debe construirse como una junta a tope para todo el espesor de la capa a colocar. El contratista es responsable de mantener estas rampas de asfalto hasta que se hayan colocado todas las capas requeridas.
Inspección de la Superficie Fresada
La inspección de la superficie fresada es un proceso de aseguramiento de la calidad que verifica el cumplimiento de las especificaciones del proyecto. La inspección cubre la textura superficial, la tolerancia del perfil, la uniformidad de la pendiente transversal, la precisión de la profundidad y la limpieza.
Inspección Previa a la Construcción. Antes de comenzar las operaciones de fresado en frío, el contratista debe presentar un Plan de Fresado en Frío y un Plan de Control de Calidad (QCP) para su revisión. Estos planes deben incluir:
Número, tipos y tamaños de fresadoras en frío
Ancho y ubicación de cada pasada de fresado
Método propuesto para fresar alrededor de estructuras existentes
Secciones típicas longitudinales y transversales para empalmes
Programa de reemplazo de dientes de corte
Frecuencia de ensayos de lisura y macrotextura
Procedimientos correctivos para superficies no conformes
Inspección Durante el Proceso. Durante la operación de fresado, el inspector verifica:
Profundidad de corte — medida desde la superficie fresada hasta la superficie del pavimento original a intervalos regulares
Textura superficial — evaluación visual del patrón de estrías uniforme, ausencia de surcos o áreas irregulares
Tolerancia del perfil — utilizando una regla de 5 m (16 pies) o 3 m (10 pies), todas las irregularidades no deben exceder 6 mm (1/4 de pulgada)
Uniformidad de la pendiente transversal — sin depresiones ni desalineaciones mayores de 6 mm (1/4 de pulgada) en 3.6 m (12 pies)
Calidad de las juntas — desviaciones de juntas longitudinales y transversales dentro de las tolerancias especificadas
Limpieza — superficie fresada libre de polvo, escombros y material suelto antes de la colocación de la sobrecapa
Descascaramiento — desprendimiento o material suelto que debe eliminarse con fresado adicional
Trabajo Defectuoso. Las áreas deterioradas o irregulares que no cumplan con los requisitos de la especificación deben repararse de acuerdo con los documentos del contrato. Si ocurre descascaramiento, se notifica a la agencia propietaria. El descascaramiento causado por la velocidad operativa de la fresadora (responsabilidad del contratista) debe ser eliminado por cuenta del contratista. El descascaramiento causado por la condición de las capas subyacentes se paga por administración delegada.
Medición de la Calidad de Rodadura. Para superficies fresadas en carreteras de mayor velocidad, la lisura se mide utilizando un perfilógrafo vial o un Maysmeter. Una especificación comúnmente utilizada limita la rugosidad a 900 mm/km en rutas interestatales y 1,000 mm/km en todas las demás rutas del sistema. Estas especificaciones de resultado final permiten a los contratistas seleccionar equipos y métodos que cumplan con el acabado requerido, fomentando la innovación en la tecnología de herramientas de corte y sistemas de control de máquinas.
Criterios de Aceptación. La aceptación final de la superficie fresada se basa en lo siguiente:
Visual — textura uniforme, fiel a la línea, nivel y sección transversal
Regla — irregularidades que no excedan 6 mm (1/4 de pulgada)
Pendiente transversal — sin depresiones ni desalineaciones que excedan 6 mm (1/4 de pulgada) en 3.6 m (12 pies)
Macrotextura — relación de 1.8 o superior (cuando se especifique)
Lisura — dentro de los límites especificados de perfilógrafo o Maysmeter
Limpieza — libre de polvo, escombros y partículas sueltas
Fresado en Frío en la Rehabilitación de Pavimentos Aeroportuarios
El fresado en frío se utiliza extensamente en proyectos de rehabilitación de pavimentos aeroportuarios bajo el marco del Anexo 14 de la OACI, el Documento 9157 de la OACI, Manual de Diseño de Aeródromos, Parte 3 — Pavimentos, y la Circular Consultiva 150/5370-10H de la FAA (Especificaciones Estándar para la Construcción de Aeropuertos). Las especificaciones de la FAA para la construcción aeroportuaria hacen referencia al fresado en frío a través de la Partida P-101 (Preparación de Superficies de Pavimento Existente para Sobrecapa) y la Partida P-102 (Remoción de Pavimento Existente).
Aplicaciones Específicas para Aeropuertos. El fresado en frío en pavimentos aeroportuarios cumple varias funciones críticas:
Preparación de sobrecapa de pista — fresado de superficies de pista existentes para eliminar roderas, ondulaciones y grietas térmicas antes de colocar una nueva sobrecapa de asfalto P-401
Corrección de pendiente transversal — restauración de la pendiente transversal en calles de rodaje y plataformas para cumplir con los requisitos de drenaje de la OACI y la FAA, evitando la acumulación de agua que podría causar hidroplaneo
Corrección de nivel — corrección de desviaciones del perfil longitudinal en pistas para cumplir con los requisitos de nivel de operación de las aeronaves
Transiciones de empalme — creación de pendientes suaves de 10:1 o menores en las uniones pista-calle de rodaje y transiciones de bordes de pavimento
Remoción de RAP para reutilización en el lado aire — generación de RAP que cumple con las especificaciones aeroportuarias para su uso en capas base o aplicaciones fuera de las vías de circulación
Requisitos de las Especificaciones de la FAA. La FAA AC 150/5370-10H requiere que las superficies del pavimento se preparen según las líneas, niveles y secciones transversales indicados en los planos. La superficie fresada debe proporcionar una textura uniforme adecuada para el espesor de sobrecapa especificado. La FAA también exige la preparación de la superficie para asegurar un drenaje positivo y evitar la acumulación de agua en el pavimento fresado.
Guía de la OACI. El Documento 9157 de la OACI, Parte 3, proporciona orientación sobre la evaluación y rehabilitación de pavimentos, señalando que el fresado en frío es un método apropiado para corregir irregularidades superficiales, restaurar el perfil y preparar superficies de pavimento para sobrecapas estructurales. El Manual de Diseño de Aeródromos enfatiza que la uniformidad de la superficie después del fresado en frío debe cumplir con los requisitos de seguridad operacional para las operaciones de aeronaves, particularmente en lo que respecta a:
Características de fricción superficial
Drenaje de agua y prevención de hidroplaneo
Prevención de Objetos Extraños (FOD) por bordes desprendidos
Suavidad de las transiciones en juntas e interfaces del pavimento
Inspección de Pavimentos Aeroportuarios. Los inspectores de pavimentos aeroportuarios deben verificar que las operaciones de fresado en frío en pavimentos del lado aire cumplan con:
Las profundidades de sección indicadas en los planos, con especial atención a las restricciones de espesor de diseño de la sobrecapa
Macrotextura superficial que proporcione características de fricción adecuadas para las operaciones de aeronaves
Preparación de juntas y bordes que evite la generación de FOD
Mejoras de drenaje que eviten el encharcamiento en pistas y calles de rodaje
Condición superficial temporal que sea segura para el rodaje de aeronaves si el área permanece operativa
Microfresado para Restauración de Superficie
El microfresado, también denominado rectificado con carburo o fresado fino, es un proceso especializado de fresado en frío que produce una textura superficial extremadamente fina y uniforme, adecuada para su uso como superficie de rodadura final o como preparación para tratamientos superficiales delgados. El microfresado se desarrolló como una alternativa menos costosa al rectificado con diamante de pavimentos de concreto y como método de preparación superficial para sellos de lechada y microaglomerados en frío sobre pavimentos asfálticos.
Configuración del Equipo. El microfresado utiliza una fresadora en frío estándar equipada con un tambor de corte modificado donde las herramientas de corte están espaciadas mucho más cerca entre sí que en el fresado estándar. Los tambores de fresado estándar tienen aproximadamente 165-175 herramientas de corte. Los tambores de microfresado tienen de 450 a 500 herramientas de corte con un espaciado de 5 a 6 mm (0.2 a 0.25 pulgadas) entre herramientas en una configuración típica de triple hélice. El espaciado cercano de las herramientas permite que el tambor rectifique prácticamente cada pulgada cuadrada de la superficie fresada, produciendo una textura excepcionalmente suave y uniforme.
Limitaciones de Profundidad y Velocidad de Corte. El microfresado es solo un tratamiento superficial y no debe utilizarse para la remoción profunda de asfalto. La profundidad máxima práctica de corte es de aproximadamente 50 mm (2 pulgadas). La velocidad de avance de la fresadora debe limitarse estrictamente para lograr el acabado superficial deseado. Para un tambor de triple hélice que opera a 100 RPM de velocidad del cabezal de corte, la velocidad de avance recomendada es de aproximadamente 9 m/min (30 pies/min). A esta velocidad y espaciado de herramientas, la tolerancia de textura superficial requiere que la diferencia entre áreas altas y bajas no exceda los 2 mm (1/16 de pulgada).
Beneficios del Microfresado.
Corrige problemas menores de nivel y perfil de forma económica
Elimina roderas de hasta 50 mm de profundidad
Elimina superficies resbaladizas causadas por exudación de ligante
Aumenta la resistencia al deslizamiento al recortar superficies de agregado pulido
Corrige problemas de drenaje en áreas localizadas
Produce una superficie de rodadura que puede permanecer en servicio por períodos prolongados
Reduce el ruido de los neumáticos en comparación con la textura del fresado estándar
Proporciona una superficie de adherencia ideal para sellos de lechada y microaglomerados en frío
Mejora la calidad de rodadura de forma económica, retrasando la necesidad de recapado estructural
Aplicaciones. El microfresado se realiza antes de tratamientos superficiales delgados, incluyendo sellos de lechada, microaglomerados en frío y sobrecapas ultra delgadas de mezcla asfáltica en caliente. El proceso elimina el pavimento viejo y oxidado y los tratamientos superficiales anteriores, proporcionando una superficie limpia y receptiva para la adherencia. El microfresado también produce bordes limpios y nítidos cerca de canaletas y bordillos de concreto. Además de las aplicaciones en asfalto, el microfresado se ha utilizado con éxito en pavimentos de concreto de cemento Portland para mejorar la calidad de rodadura, como se demostró en Indian Nation Turnpike en Oklahoma, donde varios kilómetros de pavimento de concreto fueron microfresados un mínimo de 6 mm (0.25 pulgadas) en toda su extensión y hasta 50 mm (2 pulgadas) en las juntas para mejorar la superficie de rodadura.
Especificaciones para Microfresado.
Espaciado de herramientas del tambor: 5-6 mm (0.2-0.25 pulgadas) para configuración de triple hélice
Profundidad máxima de corte: 50 mm (2 pulgadas)
Velocidad de avance: aproximadamente 9 m/min (30 pies/min) a 100 RPM de velocidad del cabezal de corte
Tolerancia de textura superficial: desviación máxima de 2 mm (1/16 de pulgada)
Tolerancia de regla: regla de 3 m (10 pies) con lisura de perfilógrafo
Macrotextura: verificada mediante método volumétrico del parche de arena
Distinción del Fresado en Frío Estándar. La diferencia fundamental entre el fresado en frío y el microfresado es la textura producida en la superficie del pavimento. El fresado en frío produce una textura gruesa y estriada, adecuada como sustrato para sobrecapa de mezcla asfáltica en caliente, pero no como superficie de rodadura final en carreteras de alta velocidad. El microfresado produce una textura fina con costillas estrechamente espaciadas que proporciona una excelente calidad de rodadura, bajo ruido de neumáticos y adecuada resistencia al deslizamiento para su uso como superficie de rodadura temporal o permanente sin sobrecapa. Según lo señalado por el Departamento de Obras Públicas del Condado de Los Ángeles, «El microfresado proporciona una superficie más lisa que el fresado en frío y se utiliza típicamente antes de un sello de lechada o un tratamiento de microaglomerado en frío».
Resumen de Especificaciones Clave
Parámetro
Fresado en Frío Estándar
Microfresado
Espaciado de herramientas
15 mm (5/8 pulg)
5-6 mm (0.2-0.25 pulg)
Número de herramientas
165-175 por tambor
450-500 por tambor
Profundidad máxima de corte
300 mm (12 pulg)
50 mm (2 pulg)
Tolerancia superficial
6 mm (1/4 pulg)
2 mm (1/16 pulg)
Velocidad de avance a 100 RPM
20 m/min (66 pies/min)
9 m/min (30 pies/min)
Aplicación típica
Preparación de sobrecapa
Superficie final o tratamiento delgado
Regla
5 m (16 pies)
3 m (10 pies)
Relación de macrotextura
≥ 1.8
≥ 1.8
Preguntas Frecuentes
El fresado en frío (milling estándar) utiliza un tambor de corte con un espaciado de herramientas de aproximadamente 15 mm (5/8 de pulgada) entre dientes, produciendo una superficie de textura gruesa con estrías longitudinales. El microfresado utiliza un tambor con herramientas espaciadas de 3 a 6 mm (1/8 a 1/4 de pulgada), típicamente de 450 a 500 herramientas por tambor frente a 165-175 para el fresado estándar. El microfresado produce una textura muy fina y uniforme, adecuada para su uso como superficie de rodadura final o como preparación para tratamientos superficiales delgados como los sellos de lechada. La profundidad máxima de corte para el microfresado es de aproximadamente 50 mm (2 pulgadas), mientras que el fresado en frío estándar puede remover hasta 300 mm (12 pulgadas) en una sola pasada.
Sí, las fresadoras en frío son capaces de fresar tanto pavimentos asfálticos como de concreto de cemento Portland (PCC). Sin embargo, el fresado de concreto genera un desgaste significativamente mayor en las herramientas de corte debido a la dureza y abrasividad del agregado y la matriz de cemento. La vida útil de las herramientas en el fresado de concreto puede reducirse a una hora o menos, en comparación con varios días en asfalto. Para aplicaciones de fresado de concreto se utilizan a menudo herramientas especiales con punta de carburo o diamante. El proceso se usa comúnmente para eliminar irregularidades superficiales en juntas de pavimentos de concreto, restaurar la pendiente transversal en pistas de concreto y preparar superficies de concreto para sobrecapas asfálticas (whitetopping o sobrecapas adheridas).
La macrotextura de una superficie de pavimento fresada se mide mediante el ensayo del parche de arena (técnica volumétrica) o un perfilómetro láser. La especificación más común exige que la diferencia entre los puntos altos y bajos de la superficie fresada no exceda los 6 mm (1/4 de pulgada) cuando se mide con una regla de 3 m (10 pies) o 5 m (16 pies). Para el microfresado, la tolerancia se reduce a 2 mm (1/16 de pulgada). El Método de Ensayo ITM No. 812-13T del DOT de Indiana especifica las pruebas de macrotextura utilizando microesferas de vidrio, requiriendo una relación de macrotextura de 1.8 o superior. La velocidad de avance de la fresadora no debe exceder dos tercios de las RPM del tambor de corte para mantener una calidad de textura adecuada.
El fresado en frío trata eficazmente los siguientes deterioros del pavimento asfáltico: roderas (depresiones en las huellas de las ruedas), desprendimiento (pérdida de agregados), exudación (exceso de ligante en la superficie), ondulaciones y desplazamientos, asfalto deteriorado o envejecido, stripping (pérdida de adherencia entre ligante y agregado), y problemas de calidad de rodadura como abultamientos, protuberancias, hundimientos y depresiones. El fresado en frío remueve la capa deteriorada hasta una profundidad que expone material sano, proporcionando una superficie limpia y uniforme para la colocación de la sobrecapa. El proceso también corrige irregularidades del perfil, incluyendo áreas de encharcamiento, problemas de altura de bordillos y problemas de descuelgue de hombros.
Cuando una superficie fresada se abre al tráfico temporal, aplican varios requisitos de seguridad. Los bordes de juntas verticales longitudinales de más de 25 mm (1 pulgada) de altura deben achaflanarse con una relación 3:1 (horizontal:vertical). Los bordes transversales verticales con desnivel superior a 12.5 mm (1/2 pulgada) requieren empalmes temporales de asfalto con una pendiente mínima de 10:1. La superficie fresada no debe retener ni acumular agua. Las marcas viales removidas por el fresado deben restablecerse antes de abrir al tráfico. Las especificaciones estatales típicamente requieren que la junta vertical entre carriles adyacentes abiertos no exceda los 50 mm (2 pulgadas) por seguridad. La mayoría de las agencias limitan la duración del tráfico temporal sobre superficies fresadas a un máximo de 14 días calendario.
¿Necesita Servicios de Inspección de Pavimentos Aeroportuarios?
TarmacView ofrece servicios expertos de inspección de condiciones de pavimentos aeroportuarios, incluyendo evaluación de calidad de superficies fresadas, evaluación de zonas de transición y valoraciones de preparación para sobrecapas. Contacte a nuestro equipo para programar una inspección.
Reciclado en Frío In Situ (CIR) de Pavimentos Asfálticos
El Reciclado en Frío In Situ (CIR) es un método de rehabilitación de pavimentos donde las capas asfálticas existentes se fresan, mezclan con agentes recuperador...
El microsurfacing es un sistema de revestimiento de mezcla en frío, modificado con polímeros y de fraguado rápido, diseñado para carreteras de alto tráfico, pis...
Pavimento Asfáltico Recuperado (RAP) en Pavimentos Sostenibles
El Pavimento Asfáltico Recuperado (RAP) es material de pavimento asfáltico retirado y procesado que se reutiliza en nuevas mezclas asfálticas, reduciendo el con...
40 min de lectura
Pavement Materials
Asphalt
+3
Consentimiento de Cookies Usamos cookies para mejorar tu experiencia de navegación y analizar nuestro tráfico. See our privacy policy.