Inspección Visual
La Inspección Visual (IV) es un método fundamental de ensayo no destructivo para detectar defectos superficiales en materiales, componentes o conjuntos. La IV d...
8 min de lectura
Quality Assurance
Non-Destructive Testing
+3
El Ensayo por Líquidos Penetrantes (PT) es un método de END superficial donde un líquido penetrante coloreado o fluorescente se aplica a una superficie limpia, es introducido en discontinuidades abiertas a la superficie por acción capilar, y luego es revelado por un revelador después de eliminar el exceso de penetrante. Detecta grietas, porosidad y pliegues en materiales no porosos (metales, cerámicos, algunos plásticos). Cubre el procedimiento, niveles de sensibilidad y aplicaciones en la inspección de acero y hormigón.

El Ensayo por Líquidos Penetrantes (PT), también denominado Inspección por Líquidos Penetrantes (LPI) o Ensayo por Penetrantes (PT), es un método de ensayo no destructivo superficial que detecta discontinuidades abiertas a la superficie en materiales no porosos. El método se encuentra entre las técnicas de END más antiguas, originándose a finales del siglo XIX cuando los talleres de mantenimiento ferroviario utilizaban el método de aceite y blanco de España — sumergiendo piezas en aceite de máquina usado, limpiando el exceso y luego recubriendo con tiza en polvo. El aceite atrapado en las grietas superficiales se filtraba y teñía el recubrimiento blanco, revelando defectos mediante un principio que aún se utiliza en los ensayos por penetrantes modernos.
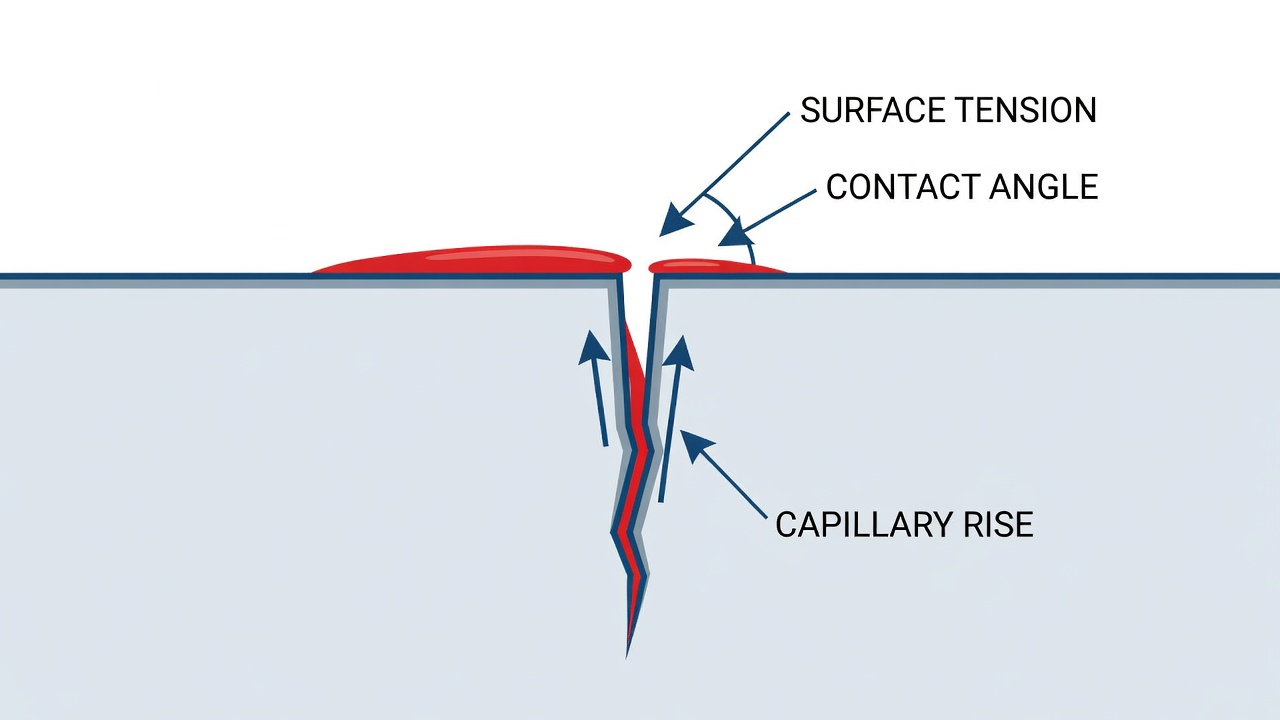
La base física del PT es la acción capilar, la tendencia de un líquido a penetrar o migrar hacia aberturas pequeñas sin fuerzas externas. La acción capilar ocurre cuando las fuerzas adhesivas entre las moléculas del líquido y la superficie sólida son más fuertes que las fuerzas cohesivas dentro del propio líquido. Para un líquido en una abertura estrecha como una grieta, la altura de ascenso sigue la ecuación de ascenso capilar: h = (2γ cos θ) / (ρgr), donde h es la altura de ascenso capilar, γ es la tensión superficial, θ es el ángulo de contacto entre el líquido y la superficie sólida, ρ es la densidad del líquido, g es la gravedad y r es el radio de la grieta o poro. De manera crítica, esta ecuación revela que la fuerza capilar aumenta a medida que disminuye el tamaño del defecto — las discontinuidades más pequeñas ejercen una fuerza capilar más fuerte, una propiedad contraintuitiva pero esencial que hace que el PT sea capaz de detectar aberturas superficiales a escala nanométrica.
El ángulo de contacto (θ) determina si un líquido mojará una superficie y entrará en una grieta. Un ángulo de contacto de 0° produce una mojabilidad completa y una extensión espontánea sobre la superficie. Los ángulos cercanos a 90° o mayores hacen que el líquido forme gotas y resista la entrada en aberturas estrechas. Los penetrantes comerciales se formulan para lograr ángulos de contacto muy bajos en superficies metálicas mediante la adición de tensioactivos y agentes humectantes que reducen la tensión superficial desde los 72 dinas/cm del agua hasta el rango de 25-35 dinas/cm típico de los penetrantes. Esto garantiza una cobertura superficial completa y una entrada capilar eficiente en los defectos más finos.
La tensión superficial es la fuerza requerida para expandir o separar la superficie de un líquido, causada por las fuerzas cohesivas que mantienen unidas las moléculas superficiales. Estas fuerzas hacen que las gotas de líquido adopten formas esféricas — la superficie más pequeña para un volumen dado. El rendimiento del penetrante depende críticamente de la tensión superficial. Si la tensión superficial es demasiado alta, el penetrante no entrará en grietas cerradas. Si es demasiado baja, el penetrante puede escurrirse de las superficies verticales o ser difícil de eliminar de la superficie sin eliminar también el penetrante de los defectos. Los fabricantes de penetrantes equilibran cuidadosamente la tensión superficial mediante formulaciones patentadas de fluidos portadores, tensioactivos y colorantes.
Una consideración importante en la acción capilar es el comportamiento del gas atrapado en defectos de extremo cerrado. Cuando una grieta o cavidad no se extiende completamente a través del material, el penetrante que avanza comprime el aire o gas atrapado en la punta del defecto. Este gas comprimido crea una contrapresión que se opone a la penetración capilar adicional, alcanzando eventualmente un equilibrio cuando la presión capilar iguala la presión del gas. Esta es la razón por la que el paso del revelador es esencial — el revelador extrae físicamente el penetrante atrapado hacia afuera mediante acción capilar inversa, creando la indicación visible en la superficie.
El ensayo por penetrantes moderno surgió durante la Segunda Guerra Mundial, cuando la industria aeronáutica necesitaba inspeccionar aleaciones no ferrosas de aluminio y magnesio que no podían inspeccionarse con ensayos por partículas magnéticas. La adición de colorantes fluorescentes a los aceites penetrantes en 1941 marcó un avance importante, mejorando drásticamente la sensibilidad. Los tintes rojos visibles siguieron poco después. Los desarrollos de posguerra incluyeron emulsionantes estandarizados, formulaciones lavables con agua, múltiples niveles de sensibilidad y el sistema de calificación definido por SAE AMS 2644 que rige los materiales penetrantes en la actualidad.
La clasificación universal para materiales de inspección por penetrantes está definida por SAE AMS 2644 — Material de Inspección, Penetrante. Esta especificación rige los requisitos de rendimiento, clasificación, calificación y aprobación en la Lista de Productos Calificados (QPL) de los materiales penetrantes. Los materiales deben pasar pruebas de calificación en el Laboratorio de Investigación de la Fuerza Aérea, Wright-Patterson AFB, Dayton, Ohio y estar listados en QPL-AMS-2644 antes de poder utilizarse en aplicaciones aeroespaciales y de defensa. El sistema de clasificación tiene cuatro categorías principales: Tipo, Método, Nivel y Forma, con una designación adicional de Clase para removedores con solvente.
Tipo I — Penetrante Fluorescente: Estos penetrantes contienen compuestos químicos que emiten luz visible cuando se exponen a radiación UV-A (320-400 nm, pico a 365 nm). El mecanismo de fluorescencia implica que los electrones absorben energía fotónica de la luz UV, saltan a una capa orbital superior y luego regresan al equilibrio liberando energía como luz visible de mayor longitud de onda, típicamente amarillo-verdosa a 510-560 nm. Este rango de longitud de onda corresponde a la sensibilidad máxima del ojo humano adaptado a la oscuridad en condiciones de visión escotópica. Los penetrantes Tipo I proporcionan la mayor sensibilidad de detección porque incluso cantidades mínimas de penetrante producen indicaciones altamente visibles contra un fondo oscuro. La sensibilidad de los penetrantes fluorescentes se ve mejorada aún más por la capacidad del ojo humano para detectar fuentes de luz débiles en condiciones oscuras — el umbral absoluto de la visión humana es de aproximadamente 10⁻⁶ candelas por metro cuadrado, lo que hace que las indicaciones fluorescentes sean visibles en concentraciones extremadamente bajas.
Tipo II — Penetrante Visible (Contraste de Color): Estos penetrantes contienen un tinte rojo (típicamente colorantes azoicos como Solvent Red 164 o C.I. Solvent Red 24) disuelto en un vehículo de aceite penetrante. Se observan bajo luz natural o blanca contra un fondo de revelador blanco que proporciona el contraste necesario. Los penetrantes Tipo II son más simples de usar porque no requieren fuente de luz UV, lo que los hace ideales para inspecciones de campo, verificaciones puntuales y aplicaciones donde no hay electricidad disponible. Sin embargo, el Departamento de Defensa de los Estados Unidos prohíbe el uso de penetrantes visibles en aeronaves, motores y misiles excepto en piezas con aprobación de ingeniería escrita específica, debido a su menor sensibilidad en comparación con los métodos fluorescentes.
Tipo III — Penetrante de Modo Dual: Estos penetrantes son visibles tanto bajo luz blanca como bajo luz UV, aunque con visibilidad reducida en ambos modos en comparación con los penetrantes Tipo I o Tipo II dedicados. Se utilizan en aplicaciones especializadas donde ambos modos de inspección pueden ser necesarios.
La clasificación por Método define cómo se elimina el exceso de penetrante de la superficie después del período de penetración.
Método A — Lavable con Agua (Autoemulsionante): El penetrante contiene un emulsionante como componente integral del vehículo del penetrante, permitiendo la eliminación directa con agua después de la penetración. Este método es rápido, conveniente y funciona bien en superficies rugosas, piezas roscadas o estriadas, agujeros y orificios. El rociado de agua no debe exceder 40 psi (276 kPa) de presión, la temperatura del agua debe estar entre 50-100 °F (10-38 °C), y el rociado debe ser grueso desde una distancia mínima de 12 pulgadas (30 cm). A pesar de su conveniencia, la Fuerza Aérea y la Armada de los EE. UU. prohíben el Método A en todos los componentes críticos de aeronaves y todos los componentes de motor sin aprobación de ingeniería escrita específica, debido al riesgo de sobre-lavado y eliminación del penetrante de discontinuidades poco profundas.
Método B — Post-Emulsionable Lipofílico: El penetrante se formula para características óptimas de penetración y visibilidad pero no contiene emulsionante. Después de la penetración, se aplica un emulsionante de base oleosa (lipofílico, que significa “amante de los aceites”) a la superficie de la pieza. El emulsionante se difunde químicamente en el exceso de penetrante superficial durante un tiempo de emulsionado controlado con precisión, convirtiéndolo en una mezcla removible con agua. El tiempo de emulsionado es crítico — muy poco tiempo deja penetrante no removible en la superficie, mientras que demasiado tiempo permite que el emulsionante se difunda en el penetrante atrapado en las discontinuidades, eliminando las indicaciones de defectos. El Método B también está prohibido en componentes rotatorios críticos de motores según las especificaciones militares.
Método C — Removible con Solvente: El exceso de penetrante se elimina usando solvente aplicado con paños limpios sin pelusa o toallas de papel. Los penetrantes removibles con solvente se utilizan con mayor frecuencia para inspecciones puntuales, aplicaciones de campo y ensayos portátiles donde no hay agua disponible o el acceso es limitado. El procedimiento es engañosamente simple — el técnico debe limpiar la superficie con un paño ligeramente humedecido con solvente, usando un área fresca del paño para cada limpieza, y evitar aplicar solvente directamente a la superficie, lo que podría eliminar el penetrante de los defectos. Los removedores con solvente se clasifican como Clase 1 (halogenados), Clase 2 (no halogenados) o Clase 3 (aplicación especial) según su composición química.
Método D — Post-Emulsionable Hidrofílico: Este método utiliza una solución removedora de base acuosa (hidrofílico, que significa “amante del agua”) que se suministra como concentrado y se diluye con agua para su uso. La eliminación funciona mediante acción detergente y tensioactiva en lugar de difusión química — los tensioactivos en el removedor hidrofílico rompen el exceso de penetrante superficial en pequeñas gotas y evitan que se readhiera a la superficie. El proceso implica un pre-enjuague con agua, inmersión o aplicación por rociado del removedor hidrofílico con agitación, seguido de un enjuague final con agua. El Método D es el método estándar utilizado por la industria aeroespacial porque proporciona un excelente control de eliminación sin el riesgo de difusión del emulsionante en el penetrante atrapado en defectos.
Los niveles de sensibilidad se aplican solo a penetrantes Tipo I (fluorescentes) — los penetrantes Tipo II y Tipo III se clasifican únicamente como Nivel 1 (sensibilidad baja). Los cinco niveles de sensibilidad son:
| Nivel | Designación | Aplicación Típica |
|---|---|---|
| Nivel ½ | Sensibilidad ultra-baja | Superficies rugosas, superficies forjadas, alta tolerancia de fondo |
| Nivel 1 | Sensibilidad baja | Inspecciones generales, componentes automotrices, piezas menos críticas |
| Nivel 2 | Sensibilidad media | Aplicaciones aeroespaciales de uso general |
| Nivel 3 | Sensibilidad alta | Componentes aeroespaciales críticos para la seguridad, piezas críticas de vuelo |
| Nivel 4 | Sensibilidad ultra-alta | Álabes de turbina, componentes rotatorios, aplicaciones más exigentes |
Las pruebas de calificación de sensibilidad utilizan paneles de aleación de titanio o níquel que contienen grietas por fatiga generadas en laboratorio de tamaños conocidos para penetrantes fluorescentes, y bloques de aluminio agrietados térmicamente para penetrantes visibles. Los fabricantes envían muestras a Wright-Patterson AFB, que asigna niveles de sensibilidad basados en pruebas de comparación estandarizadas. La sensibilidad correcta es la que maximiza el contraste de la indicación — no necesariamente el nivel más alto. Los penetrantes de mayor sensibilidad detectan grietas más pequeñas pero producen una fluorescencia de fondo más fuerte que puede enmascarar las indicaciones. Un penetrante demasiado sensible para la condición de la superficie puede producir un fondo inaceptablemente alto que oculta las indicaciones.
El revelador es el material aplicado después de la eliminación del exceso de penetrante que extrae el penetrante atrapado de las discontinuidades y lo extiende lateralmente para crear una indicación visible.
Forma a — Polvo Seco: Polvos inertes finamente divididos (talco, sílice, carbonato de calcio, carbonato de magnesio, caolín o minerales absorbentes similares) aplicados por espolvoreo, inmersión o cámara de nube automatizada. La pieza debe estar completamente seca antes de la aplicación. Los reveladores en polvo seco producen un recubrimiento delgado y no uniforme, y son más adecuados para superficies rugosas.
Forma b — Soluble en Agua: Polvos blancos que se disuelven completamente en agua, formando una película uniforme al secarse. No recomendado para uso con penetrantes lavables con agua porque el revelador soluble puede actuar como un emulsionante adicional y eliminar el penetrante de los defectos.
Forma c — Suspendible en Agua: Polvos blancos insolubles suspendidos en agua. Requiere agitación constante para mantener la suspensión. Produce una capa de recubrimiento uniforme.
Forma d — Base de Solvente No Acuoso (Tipo I): Polvo blanco suspendido en un vehículo de solvente orgánico volátil que se evapora rápidamente. El formato de aerosol en spray lo convierte en el revelador más común para la inspección con penetrantes fluorescentes, proporcionando un recubrimiento blanco opaco, delgado y uniforme.
Forma e — Base de Solvente No Acuoso (Tipo II): Similar a la Forma d pero formulado específicamente para penetrantes visibles (tinte rojo). El fondo blanco proporciona el máximo contraste para las indicaciones rojas.
Forma f — Aplicación Especial: Para requisitos personalizados como entornos de alta temperatura o restricciones específicas de compatibilidad de materiales.
Los removedores con solvente utilizados en el Método C se clasifican en tres grupos según su composición química:
Clase 1 — Halogenados: Contienen compuestos de cloro o flúor (históricamente 1,1,1-tricloroetano, ahora en gran medida restringidos por regulaciones ambientales). Alto poder de disolución pero las preocupaciones ambientales y de salud limitan su uso.
Clase 2 — No Halogenados: Mezclas de hidrocarburos alifáticos o aromáticos. Menor poder de disolución que los solventes halogenados pero más seguros para la salud y el medio ambiente. Los más utilizados en inspecciones de campo.
Clase 3 — Aplicación Especial: Para requisitos específicos de compatibilidad de materiales, como bajo contenido de azufre y cloro para aplicaciones de titanio o acero inoxidable austenítico.
El procedimiento de ensayo por penetrantes sigue una secuencia estrictamente definida de seis pasos. La desviación u omisión de cualquier paso puede resultar en la no detección de defectos.
La preparación de la superficie es el paso más crítico en todo el proceso de PT. La superficie debe estar libre de todos los contaminantes que podrían bloquear la entrada del penetrante en las discontinuidades: suciedad, aceite, grasa, pintura, recubrimientos, productos de corrosión, cascarilla, fundente de soldadura, escoria, humedad y residuos químicos. Si el penetrante no puede entrar en el defecto, la inspección producirá un resultado falso negativo independientemente de la precisión del procedimiento posterior.
Métodos de eliminación de contaminantes:
Restricciones críticas de preparación de superficie: Los métodos de limpieza mecánica que extienden o martillan el metal deben preceder al PT solo si se realiza un grabado químico efectivo después para reabrir las discontinuidades superficiales. El manual técnico militar USAF TO 33B-1-1 prohíbe explícitamente realizar PT sobre recubrimientos orgánicos y requiere la eliminación completa de los recubrimientos antes de la inspección.
El penetrante se aplica a la superficie preparada mediante inmersión, rociado, brocha o inundación. Toda la superficie de inspección debe estar completa y uniformemente cubierta. Para piezas con geometrías complejas, la inmersión asegura una cobertura completa. Para estructuras grandes o aplicaciones de campo, la aplicación por rociado usando aerosoles o equipos de pulverización es estándar. La aplicación del penetrante marca el inicio del tiempo de penetración.
El tiempo de penetración es el período durante el cual el penetrante permanece en la superficie, permitiendo que la acción capilar lo introduzca en las discontinuidades abiertas. El tiempo de penetración no es un valor fijo — depende del tipo de material, la forma del producto, el tipo de defecto esperado, la sensibilidad del penetrante y la temperatura. Las siguientes pautas de tiempo de penetración provienen de ASME Sección V, Artículo 6:
| Material | Forma del Producto | Discontinuidades Esperadas | Tiempo de Penetración (minutos) |
|---|---|---|---|
| Acero al carbono, acero de baja aleación | Soldaduras | Grietas, falta de fusión, porosidad | 5 |
| Aluminio, magnesio, acero inoxidable | Formas forjadas | Grietas, pliegues | 10 |
| Aluminio fundido, magnesio fundido | Piezas fundidas | Grietas, contracción, porosidad | 10 |
| Acero, titanio, aleaciones de alta temp. | Piezas fundidas | Grietas, contracción, porosidad | 20 |
| La mayoría de los materiales | Todas las formas | Grietas cerradas, defectos muy finos | 30-60 |
Efectos de la temperatura en el tiempo de penetración: El rango de temperatura normal para PT es de 50-125 °F (10-52 °C). Para temperaturas del objeto de ensayo entre 40-50 °F (4-10 °C), el tiempo de penetración debe duplicarse. Por debajo de 40 °F (4 °C), no se recomienda el PT porque la viscosidad del penetrante aumenta significativamente, reduciendo la acción capilar. Por encima de 125 °F (52 °C), el penetrante puede evaporarse y los colorantes fluorescentes pueden sufrir decoloración por calor — pérdida permanente del brillo de fluorescencia.
Consideraciones importantes sobre el tiempo de penetración: Generalmente no hay problema en usar tiempos de penetración más largos siempre que el penetrante no se seque en la superficie. Si el penetrante se seca durante la penetración, no puede eliminarse adecuadamente y producirá un fondo alto que enmascara las indicaciones de defectos. El tiempo de penetración debe aumentarse para grietas cerradas, grietas por fatiga y grietas por corrosión bajo tensión que se espera que sean muy finas.
La eliminación del exceso de penetrante es el paso más sensible al operador y la fuente más común de falsos negativos. El método de eliminación debe eliminar todo el penetrante superficial mientras deja intacto el penetrante atrapado en las discontinuidades.
Método A — Eliminación Lavable con Agua: Rociado de agua a presión que no exceda 40 psi (276 kPa), temperatura del agua de 50-100 °F (10-38 °C), usando un patrón de rociado grueso desde una distancia mínima de 12 pulgadas (30 cm). El rociado debe dirigirse para barrer el penetrante de la superficie en lugar de pulverizarlo. El sobre-lavado es la causa más común de falsos negativos en el Método A.
Método B — Eliminación Post-Emulsionable Lipofílica: Aplicar emulsionante lipofílico por inmersión o inundación durante el tiempo de emulsionado especificado por el fabricante (típicamente 1-5 minutos). Luego enjuagar con rociado de agua. El tiempo de emulsionado es crítico — el tiempo insuficiente deja penetrante superficial no removible, mientras que el tiempo excesivo permite que el emulsionante se difunda en los defectos y elimine las indicaciones.
Método C — Eliminación Removible con Solvente: Limpiar la superficie con un paño limpio sin pelusa ligeramente humedecido con solvente. Use un área fresca del paño para cada limpieza. No aplicar solvente directamente a la superficie — esto eliminará el penetrante de las discontinuidades. Repita la limpieza con áreas limpias del paño hasta que el paño no muestre residuos de penetrante.
Método D — Eliminación Post-Emulsionable Hidrofílica: Pre-enjuague con agua para eliminar el exceso de penetrante superficial. Sumerja o rocíe con solución removedora hidrofílica (típicamente 1-5% de concentración en agua) con agitación suave durante el tiempo especificado por el fabricante (típicamente 2-5 minutos). Enjuague final con agua limpia.
Después de la eliminación del exceso de penetrante, la pieza debe secarse antes de la aplicación del revelador. El secado se realiza típicamente mediante:
El revelador se aplica entonces según las instrucciones del fabricante. El revelador cumple tres funciones:
Tiempo de Revelado: Después de la aplicación del revelador, se requiere un mínimo de 10 minutos para que la acción capilar inversa extraiga completamente el penetrante atrapado de las discontinuidades. La inspección debe realizarse dentro de los 10-60 minutos posteriores a la aplicación del revelador. Después de 60 minutos, las indicaciones pueden extenderse demasiado y difundirse, haciendo que la interpretación sea inválida.
El paso final es el examen visual de la superficie revelada en busca de indicaciones.
Para Penetrante Tipo I (Fluorescente): La inspección se realiza en un área oscurecida con luz blanca ambiental limitada a 8-20 lux (según la especificación). La superficie se ilumina con luz UV-A (luz negra) a una longitud de onda de 320-400 nm con pico a 365 nm. La intensidad mínima de UV-A en la superficie de inspección es típicamente de 1.000 µW/cm² (10 W/m²). El inspector debe permitir un tiempo de adaptación a la oscuridad (5-10 minutos como mínimo) para máxima sensibilidad visual. Las indicaciones aparecen como áreas brillantes de color amarillo-verdoso contra un fondo oscuro.
Para Penetrante Tipo II (Visible): La inspección se realiza bajo luz blanca adecuada de mínimo 500 lux (50 candelas-pie) en la superficie de inspección. Las indicaciones aparecen como marcas rojas brillantes contra un fondo de revelador blanco.
Los criterios de evaluación incluyen:
Los criterios de aceptación son definidos por la norma o especificación aplicable (AWS D1.5 para soldaduras de puentes, ASME Sección VIII para recipientes a presión, especificaciones del cliente para componentes aeroespaciales). Todas las indicaciones que excedan los límites de aceptación deben ser marcadas para evaluación o reparación.
Limpieza posterior a la inspección: Todos los materiales penetrantes deben eliminarse completamente de la pieza después de la inspección para evitar ataques químicos, manchas estéticas o interferencia con procesos posteriores como pintura, soldadura o tratamiento térmico.
El vehículo penetrante (la base líquida) es típicamente aceite de petróleo — fracciones de queroseno de alto punto de ebullición, aceites minerales o mezclas de hidrocarburos patentadas. Las propiedades físicas clave especificadas por AMS 2644 incluyen: viscosidad (afecta la velocidad de entrada en grietas — la alta viscosidad entra lentamente pero se adhiere mejor a superficies verticales), gravedad específica (típicamente menor a 1,0 ya que la mayoría de los penetrantes son orgánicos y más ligeros que el agua; la contaminación con agua se deposita en el fondo del tanque), punto de inflamación (mínimo 200 °F o 93 °C para uso en tanque abierto según AMS 2644), y volatilidad (se prefiere baja volatilidad para minimizar la evaporación, el secado en las piezas, el peligro de incendio y la toxicidad).
Los colorantes fluorescentes utilizados en penetrantes Tipo I se basan en derivados de cumarina, naftalimida o benzoxazol. Estos compuestos se seleccionan por su alta eficiencia cuántica (conversión de luz UV absorbida en luz visible), fotoestabilidad (resistencia a la decoloración bajo exposición UV) y solubilidad en el vehículo penetrante. Los colorantes están formulados para emitir a 510-560 nm (amarillo-verde), que corresponde a la sensibilidad máxima del ojo humano adaptado a la oscuridad.
Los colorantes visibles en penetrantes Tipo II son colorantes azoicos rojos como Solvent Red 164 o C.I. Solvent Red 24. Estos colorantes proporcionan el máximo contraste contra el fondo de revelador blanco y son solubles en el sistema de vehículo de hidrocarburo.
Emulsionantes:
Reveladores:
Se aplican restricciones químicas para materiales específicos. Se requieren límites de azufre y halógenos cuando se ensayan aceros inoxidables austeníticos (para evitar fragilización durante el tratamiento térmico posterior) y aleaciones de titanio (para evitar corrosión a temperaturas elevadas). Existen penetrantes de bajo azufre/bajo cloro (típicamente menos de 200 ppm cada uno) para estas aplicaciones. La compatibilidad con oxígeno requiere penetrantes sin base de aceite para componentes de sistemas de oxígeno porque los residuos de aceite pueden explotar o arder violentamente en oxígeno.
El nivel de sensibilidad de un sistema de penetrantes es el factor más importante para determinar su capacidad de detectar defectos finos. El compromiso sensibilidad-fondo es la consideración de ingeniería fundamental: los penetrantes de mayor sensibilidad detectan grietas más pequeñas pero producen una fluorescencia de fondo más fuerte que puede enmascarar las indicaciones. Los penetrantes de menor sensibilidad tienen menos fondo pero no pueden detectar las indicaciones más finas. La sensibilidad correcta es la que maximiza el contraste de la indicación — la relación entre el brillo de la indicación y el brillo del fondo.
Nivel ½ (Sensibilidad Ultra-Baja): Se utiliza principalmente para superficies con rugosidad significativa, como superficies en bruto de forja o fundición. El alto fondo que produciría un penetrante de mayor sensibilidad en estas superficies rugosas enmascararía cualquier indicación de defecto. Los penetrantes de Nivel ½ se formulan para minimizar el fondo mientras aún proporcionan sensibilidad adecuada para los tamaños de defecto de interés en superficies rugosas.
Nivel 1 (Sensibilidad Baja): Adecuado para inspecciones industriales generales donde el tamaño de defecto de interés es relativamente grande. Común en fabricación automotriz, equipos pesados y fabricación de acero estructural donde las especificaciones no requieren la detección de grietas muy finas.
Nivel 2 (Sensibilidad Media): El nivel de sensibilidad más común para la fabricación y el mantenimiento aeroespacial de uso general. Equilibra la capacidad de detección con niveles de fondo aceptables en la mayoría de las superficies.
Nivel 3 (Sensibilidad Alta): Requerido para componentes aeroespaciales críticos para la seguridad, incluidos sistemas de control de vuelo, elementos estructurales primarios y recipientes a presión. Los penetrantes de Nivel 3 pueden detectar grietas por fatiga en el rango de 1-3 µm de ancho.
Nivel 4 (Sensibilidad Ultra-Alta): La sensibilidad más alta disponible, utilizada para las aplicaciones más exigentes, incluidos componentes rotatorios de motores de turbina (discos, álabes, ejes), donde una sola grieta no detectada podría resultar en una falla catastrófica. Los penetrantes de Nivel 4 pueden detectar grietas tan finas como 150 nm en condiciones óptimas, pero requieren superficies extremadamente limpias y procesamiento cuidadoso para controlar los niveles de fondo.
La selección del nivel de sensibilidad debe basarse en la especificación aplicable para el componente que se inspecciona. Cuando ninguna especificación dicta el nivel de sensibilidad, se recomienda la evaluación en piezas de producción reales con tipos de defecto conocidos para determinar la sensibilidad óptima para la aplicación específica.
La Administración Federal de Carreteras (FHWA) reconoce el ensayo por líquidos penetrantes como un método de END válido para la inspección de puentes de acero, particularmente para detectar grietas abiertas a la superficie en conexiones soldadas, miembros críticos por fractura y detalles propensos a fatiga. El PT se aplica en componentes de puentes donde el ensayo por partículas magnéticas (MT) no puede utilizarse debido a materiales no ferromagnéticos o restricciones de acceso.

Aplicaciones en la inspección de puentes:
Procedimiento para inspección de campo en puentes: El PT en puentes se realiza típicamente mediante el método removible con solvente (Método C) con penetrante de tinte visible (Tipo II) en kits portátiles de aerosol. El procedimiento implica: limpiar el área de inspección con solvente para eliminar suciedad, grasa y óxido suelto; esmerilar o cepillar con alambre para exponer metal desnudo si es necesario; aplicar penetrante con aerosol con tiempo de penetración adecuado (10-20 minutos para detección de grietas por fatiga); eliminar el exceso de penetrante con paños humedecidos con solvente; aplicar revelador no acuoso (Forma e) con aerosol; e inspeccionar después de 10-60 minutos de tiempo de revelado bajo luz blanca adecuada.
Limitaciones para la inspección de puentes: El PT solo puede detectar defectos abiertos a la superficie — los defectos internos, la escoria incluida o las grietas por fatiga subsuperficiales que no han propagado a la superficie no pueden detectarse. Las superficies de soldadura rugosas pueden producir falsas indicaciones por penetrante atrapado en irregularidades superficiales. El PT requiere que la superficie del miembro del puente esté a la temperatura adecuada (50-125 °F, 10-52 °C) y libre de recubrimientos. La pintura debe eliminarse del área de inspección antes de realizar el PT. Después de la inspección, todos los residuos de penetrante deben limpiarse del miembro del puente.
El ensayo por líquidos penetrantes se utiliza ampliamente para la inspección de soldaduras en talleres de fabricación y construcción en campo. Está especificado como método de aceptación en varios códigos de soldadura, incluidos AWS D1.1 (Código de Soldadura Estructural — Acero) y AWS D1.5 (Código de Soldadura de Puentes). El PT se aplica típicamente a soldaduras donde la radiografía o el ensayo ultrasónico no pueden proporcionar una cobertura adecuada debido a la geometría de la unión, limitaciones de acceso o consideraciones de espesor del material.
Tipos de discontinuidades de soldadura detectables por PT:
| Discontinuidad | Descripción | Indicación Típica en PT |
|---|---|---|
| Grietas en caliente | Grietas de solidificación que se forman a temperaturas elevadas durante el enfriamiento de la soldadura | Indicaciones lineales irregulares y ramificadas a lo largo de la línea central de la soldadura |
| Grietas en frío | Grietas inducidas por hidrógeno o retardadas en la zona afectada por el calor | Indicaciones lineales rectas y afiladas típicamente paralelas al eje de la soldadura |
| Grietas de cráter | Grietas en el punto de terminación del cordón de soldadura | Indicaciones en forma de estrella o múltiples indicaciones lineales cortas en el cráter |
| Porosidad | Bolsas de gas atrapadas en el metal de soldadura en solidificación | Indicaciones redondas y circulares distribuidas por toda la soldadura |
| Falta de fusión | Fusión incompleta entre el metal de soldadura y el metal base o entre cordones de soldadura sucesivos | Indicaciones lineales suaves y alargadas en la línea de fusión |
| Socavación | Ranura fundida en el metal base en el borde de la soldadura que no fue rellenada | Indicación lineal en el borde de la soldadura |
| Inclusiones de escoria superficial | Escoria no metálica atrapada en la superficie de la soldadura | Indicaciones irregulares y globulares |
| Poros | Poros de gas individuales muy pequeños | Indicaciones de puntos finos, a menudo en grupos |
Procedimiento de PT para inspección de soldaduras: Las superficies de soldadura deben limpiarse hasta el metal desnudo, eliminando toda escoria, salpicaduras, polvo de esmerilado y óxidos. Para soldaduras con geometría estrecha (soldaduras de ranura estrecha, soldaduras de filete en esquinas), el tiempo de penetración debe aumentarse a 15-20 minutos para asegurar una penetración adecuada. El revelador debe aplicarse en una capa fina y uniforme — el exceso de revelador puede enmascarar indicaciones finas. La inspección debe centrarse en la cara de la soldadura, los bordes de la soldadura (donde las grietas por fatiga suelen iniciarse) y la zona afectada por el calor adyacente a la soldadura.
Ventajas del PT para inspección de soldaduras:
Limitaciones para la inspección de soldaduras:
Criterios de aceptación para indicaciones en soldaduras: AWS D1.5 (Código de Soldadura de Puentes) especifica que cualquier indicación lineal (longitud mayor a tres veces el ancho) es inaceptable. Las indicaciones redondeadas (longitud igual o menor a tres veces el ancho) deben cumplir límites de tamaño específicos según el espesor de la soldadura. Las indicaciones que ocurren a una tasa de más de cuatro en cualquier longitud de 6 pulgadas (150 mm) de soldadura también son inaceptables independientemente del tamaño individual.
El ensayo por líquidos penetrantes es fundamentalmente inadecuado para el hormigón y otros materiales porosos. Esta limitación está claramente indicada en todas las referencias autorizadas de END, incluidas ASTM E1417, SAE AMS 2644 y USAF TO 33B-1-1. Comprender por qué el PT falla en el hormigón es esencial para los inspectores e ingenieros que planifican programas de END.
Por qué el PT falla en el hormigón:
Absorción en el material en masa — El hormigón es un material altamente poroso con una estructura de poros compleja, vacíos capilares y microgrietas en todo su volumen. Cuando se aplica el penetrante, este se filtra en esta porosidad intrínseca en lugar de permanecer localizado en ubicaciones específicas de defectos. El penetrante es absorbido en toda el área de superficie, no solo en las aberturas de las grietas.
Retención del penetrante — Una vez que el penetrante entra en la estructura porosa del hormigón, no puede eliminarse por ningún método práctico. La limpieza, la limpieza con solvente o el lavado con agua no pueden extraer el penetrante de la red de poros interconectados. Esto deja manchas permanentes en la superficie del hormigón.
Sin indicaciones específicas de defectos — El revelador aplicado a una superficie porosa saturada de penetrante muestra una coloración uniforme en lugar de indicaciones localizadas en las ubicaciones de los defectos. Toda la superficie fluoresce o muestra coloración roja, lo que hace imposible distinguir entre la porosidad intrínseca y las grietas reales.
Falsos positivos — La absorción uniforme del penetrante en la superficie del hormigón produce indicaciones en toda el área inspeccionada, lo que podría malinterpretarse como defectos generalizados.
Métodos alternativos para la detección de grietas en hormigón:
Otros materiales incompatibles con PT:
El ensayo por líquidos penetrantes y el ensayo por partículas magnéticas son métodos de END superficial complementarios que comparten algunas aplicaciones pero tienen principios físicos y capacidades fundamentalmente diferentes. Comprender cuándo usar PT versus MT — y cuándo usar ambos — es crítico para una planificación efectiva de la inspección.
| Capacidad | Ensayo por Penetrantes (PT) | Ensayo por Partículas Magnéticas (MT) |
|---|---|---|
| Restricción de material | Solo materiales no porosos | Solo materiales ferromagnéticos (hierro, níquel, cobalto y sus aleaciones — principalmente acero) |
| Discontinuidades detectables | Solo abiertas a la superficie | Superficiales y cercanas a la superficie (subsuperficiales hasta 1-2 mm) |
| Materiales no magnéticos | Funciona en todos los no porosos (Al, Ti, Cu, Mg, plásticos, cerámicos) | No puede usarse en materiales no ferromagnéticos |
| Geometrías complejas | Sobresale en geometrías complejas (todas las superficies se cubren a la vez) | Requiere configuración del campo magnético; geometrías complejas pueden necesitar múltiples magnetizaciones |
| Sensibilidad al acabado superficial | Requiere superficie limpia y no porosa; superficies rugosas crean problemas de fondo | Menos afectado por rugosidad superficial moderada |
| Tolerancia a recubrimientos | Deben eliminarse todos los recubrimientos | Puede detectar a través de recubrimientos no ferromagnéticos delgados (hasta ~50 µm) |
| Portabilidad | Altamente portátil — los kits de aerosol no requieren energía externa (Tipo II) | Requiere fuente de alimentación para electroimanes; imanes permanentes disponibles pero menos efectivos |
| Velocidad | Proceso de múltiples pasos de 15-70 minutos total por lote | Proceso más rápido de un solo paso para piezas individuales |
| Sensibilidad a defectos pequeños | Muy alta — especialmente fluorescente Nivel 3-4 | Muy alta — puede detectar grietas muy cerradas |
| Detección subsuperficial | Ninguna — solo superficial | Puede detectar defectos cercanos a la superficie no abiertos a la superficie |
| Costo | Menor costo de equipo; costo de consumibles recurrentes | Costo de equipo moderado; menor costo de consumibles |
| Limpieza posterior a la inspección | Requerida — eliminar todos los residuos de penetrante y revelador | Mínima — las partículas magnéticas se eliminan fácilmente |
| Salud y seguridad | Manipulación de productos químicos (solventes, colorantes, reveladores) | Seguridad eléctrica (equipo de magnetización); sin riesgos químicos |
Cuándo elegir PT sobre MT:
Cuándo elegir MT sobre PT:
Uso complementario en inspección aeroespacial y de puentes: En muchas instalaciones, ambos métodos se utilizan en el mismo componente — MT en piezas de acero y PT en piezas de aleación de aluminio del mismo conjunto. Por ejemplo, los conjuntos de tren de aterrizaje de aeronaves utilizan típicamente MT en componentes de acero (ejes, pistones) y PT en componentes de aluminio (forjas, fundiciones) utilizando la misma estación de inspección con diferentes procedimientos de procesamiento.
El ensayo por líquidos penetrantes está regido por un marco integral de normas internacionales, nacionales y específicas de la industria que definen los requisitos de materiales, procedimientos, calibración, calificación del personal y criterios de aceptación.
ASTM E1417/E1417M — Práctica Estándar para Ensayo por Líquidos Penetrantes: La norma de proceso principal para PT en los Estados Unidos. Establece los requisitos mínimos para realizar el examen por líquidos penetrantes de componentes metálicos y no metálicos no porosos. Reemplaza a MIL-STD-6866. La norma cubre todas las combinaciones Tipo/Método/Nivel/Forma/Clase de SAE AMS 2644 y define procedimientos generales, requisitos de calibración e informes. Aplicable a exámenes en proceso, finales y de mantenimiento (en servicio).
ASTM E165/E165M — Práctica Estándar para Ensayo por Líquidos Penetrantes para Componentes Industriales Generales: Contiene información detallada sobre cómo desarrollar los procedimientos detallados requeridos por E1417. Cubre requisitos de equipo, preparación de superficie, aplicación del penetrante, tiempo de penetración, técnicas de eliminación, aplicación del revelador, inspección, evaluación e informes. Esta es la norma más frecuentemente referenciada en especificaciones de PT industrial y de infraestructura.
SAE AMS 2644 — Material de Inspección, Penetrante: La norma de clasificación para materiales penetrantes. Define Tipo (I fluorescente, II visible, III dual), Método (A lavable con agua, B lipofílico PE, C removible con solvente, D hidrofílico PE), Nivel (½, 1, 2, 3, 4), Forma (a polvo seco, b soluble en agua, c suspendible en agua, d/e no acuoso, f especial) y Clase (1 halogenado, 2 no halogenado, 3 especial). Rige las pruebas de calificación y la inclusión en la QPL a través de Wright-Patterson AFB.
ASME Sección V, Artículo 6 — Examen por Líquidos Penetrantes: Rige el PT en aplicaciones de recipientes a presión y calderas. Especifica tiempos de penetración, factores de corrección de temperatura, tiempos de revelado y criterios de aceptación para componentes nucleares y de recipientes a presión. Las tablas de tiempo de penetración del Artículo 6 son las más referenciadas en la industria.
AWS D1.5 — Código de Soldadura de Puentes: Referencia el PT como un método de END aceptable para la inspección de soldaduras en la fabricación de puentes de acero y soldadura en campo. Define criterios de aceptación para indicaciones de PT en soldaduras de puentes.
AWS D1.1 — Código de Soldadura Estructural — Acero: Referencia el PT para la inspección de soldaduras en aplicaciones generales de acero estructural. Define procedimientos y límites de aceptación.
ISO 3452 — Ensayos No Destructivos — Ensayo por Penetrantes: La serie de normas internacionales que cubre el PT. ISO 3452-1 cubre principios generales, ISO 3452-2 cubre ensayos de materiales penetrantes, ISO 3452-3 cubre bloques de prueba de referencia e ISO 3452-4 cubre equipos.
NAS-410 — Certificación y Calificación del Personal de Ensayos No Destructivos: Rige la certificación del personal de END en la industria aeroespacial. Define horas de formación, requisitos de experiencia y requisitos de examen para el personal de PT en los Niveles I, II y III. También es referenciada por ASNT SNT-TC-1A para aplicaciones industriales.
USAF TO 33B-1-1 / NAVAIR 01-1A-16-1 / TM 1-1500-335-23 — Manual Técnico Conjunto Tri-Servicio: El documento de procedimiento más completo para la inspección por penetrantes de aeronaves militares. Contiene requisitos detallados para todos los aspectos del PT, incluida la calificación de materiales, el control de procesos, los tiempos de penetración, la verificación de sensibilidad y los requisitos de equipo.
Alta sensibilidad a defectos superficiales finos. El ensayo por líquidos penetrantes fluorescentes con sensibilidad Nivel 3-4 puede detectar grietas abiertas a la superficie de hasta 150 nanómetros de ancho. Esta sensibilidad hace del PT uno de los métodos más efectivos para detectar grietas por fatiga, grietas por corrosión bajo tensión y otras discontinuidades superficiales finas en componentes críticos.
Aplicable a una amplia gama de materiales. El PT funciona en prácticamente cualquier material no poroso: todos los metales (ferrosos y no ferrosos), cerámicos, vidrios, ciertos plásticos y compuestos. Esta versatilidad hace que el PT sea aplicable en los sectores aeroespacial, automotriz, generación de energía, procesamiento químico, inspección de puentes y fabricación en general.
Capacidad para geometrías complejas. Debido a que el penetrante se aplica como un líquido que se adapta a cualquier superficie, el PT puede inspeccionar geometrías complejas que son difíciles o imposibles de ensayar con otros métodos de END. Piezas roscadas, engranajes, ejes estriados y pasajes internos pueden inspeccionarse simultáneamente.
Inspección de grandes áreas. El PT puede inspeccionar grandes áreas superficiales en un solo proceso. El procesamiento por lotes de múltiples piezas pequeñas es eficiente. Para componentes estructurales grandes, toda el área crítica puede inspeccionarse en una sola aplicación.
Portátil y desplegable en campo. Los kits de penetrantes en aerosol permiten realizar el PT en cualquier lugar sin necesidad de energía externa ni equipos especializados. Esto hace que el PT sea ideal para la inspección en campo de puentes, tuberías, tanques de almacenamiento y equipos en servicio.
Resultados visuales inmediatos. Las indicaciones del PT son directamente visibles en la superficie, proporcionando confirmación inmediata de la ubicación, el tamaño y la orientación del defecto. No se requiere interpretación de señales ni análisis de datos complejos.
Bajo costo inicial de equipo. En comparación con el ensayo ultrasónico, radiográfico o por corrientes inducidas, el PT requiere una inversión de capital mínima. Los costos principales son los materiales penetrantes consumibles.
Solo defectos abiertos a la superficie. El PT no puede detectar defectos subsuperficiales, vacíos internos ni discontinuidades embebidas. Un defecto debe estar abierto a la superficie para que el penetrante pueda entrar.
Solo materiales no porosos. El PT no puede utilizarse en materiales porosos como hormigón, madera, cerámicos sin esmaltar, piezas de metal pulvimetalúrgico o aluminio anodizado. El penetrante es absorbido por el material en masa, produciendo resultados no interpretables.
Múltiples pasos de proceso. El procedimiento de PT de seis pasos toma de 15 a 70 minutos dependiendo de los requisitos de tiempo de penetración. Esto es más lento que el MT para piezas ferromagnéticas y significativamente más lento que la inspección visual.
Resultados dependientes del operador. El PT depende en gran medida de la habilidad y atención al detalle del operador. Una limpieza inadecuada, un tiempo de penetración insuficiente, un sobre-lavado durante la eliminación o una aplicación incorrecta del revelador pueden causar falsos negativos.
Requisitos de preparación de superficie. Las superficies deben estar limpias, secas y libres de todos los contaminantes. Los recubrimientos, pintura, galvanoplastia, grasa, aceite, humedad y residuos químicos deben eliminarse completamente. Este tiempo de preparación puede ser significativo para componentes en servicio.
Manipulación y eliminación de productos químicos. El PT utiliza solventes, productos químicos penetrantes y reveladores que requieren manipulación, almacenamiento y eliminación adecuados. Las consideraciones de salud y seguridad incluyen inflamabilidad, riesgos de inhalación, contacto con la piel y regulaciones ambientales que rigen la eliminación de residuos.
Sensibilidad a la temperatura. El rendimiento del PT se degrada fuera del rango de 50-125 °F (10-52 °C). Las bajas temperaturas aumentan la viscosidad del penetrante y reducen la acción capilar. Las altas temperaturas causan evaporación del penetrante, degradación del colorante fluorescente y mayor riesgo de incendio.
Se requiere limpieza posterior a la inspección. Todos los residuos de penetrante y revelador deben eliminarse completamente después de la inspección. Esto añade tiempo y costo, particularmente para componentes que luego se pintarán, soldarán o se someterán a servicio a alta temperatura.
Sin registro permanente. Las indicaciones del PT son transitorias — existen solo durante la ventana de inspección (10-60 minutos después de la aplicación del revelador). La documentación fotográfica es esencial para crear registros permanentes. La indicación puede cambiar o desaparecer a medida que el revelador se seca o el penetrante continúa extendiéndose.
Falsas indicaciones por rugosidad superficial. Las superficies rugosas, rayones, marcas de mecanizado y porosidad superficial pueden atrapar el penetrante y producir falsas indicaciones difíciles de distinguir de los defectos genuinos.
La inspección por líquidos penetrantes es uno de los métodos de END más antiguos. Sus orígenes se remontan a finales del siglo XIX, cuando los talleres de mantenimiento ferroviario desarrollaron el método de aceite y blanco de España. Las piezas se sumergían en aceite de máquina usado, se limpiaban del exceso de aceite y luego se recubrían con una suspensión de tiza en polvo (blanco de España) en alcohol. El aceite atrapado en las grietas superficiales se filtraba por acción capilar y teñía el recubrimiento de tiza blanca, revelando los defectos como líneas oscuras.
Hitos clave en el desarrollo del PT:
Hoy en día, el PT sigue siendo uno de los métodos de END más utilizados en todo el mundo, valorado por su simplicidad, sensibilidad, versatilidad y bajo costo. A pesar de los avances en los métodos de corrientes inducidas, ultrasónicos y radiográficos, el PT continúa siendo especificado para inspecciones críticas en los sectores aeroespacial, de generación de energía, inspección de puentes y fabricación en general. La dependencia del método en un inspector humano entrenado — en lugar de la interpretación automatizada de señales — asegura que seguirá siendo una herramienta valiosa en el arsenal de END en el futuro previsible.
TarmacView proporciona servicios expertos de evaluación no destructiva para puentes, pavimentos de aeródromos e infraestructura de hormigón. Contacte a nuestro equipo para conocer cómo nuestros métodos END, incluido el ensayo por líquidos penetrantes, pueden apoyar su programa de inspección.
La Inspección Visual (IV) es un método fundamental de ensayo no destructivo para detectar defectos superficiales en materiales, componentes o conjuntos. La IV d...
La acción capilar es el movimiento de un líquido en espacios estrechos debido a la interacción de fuerzas cohesivas y adhesivas, crucial en la naturaleza y la t...
Una inspección de deterioro del pavimento identifica, clasifica y mide sistemáticamente cada tipo de deterioro, su severidad y extensión en una sección de pavim...