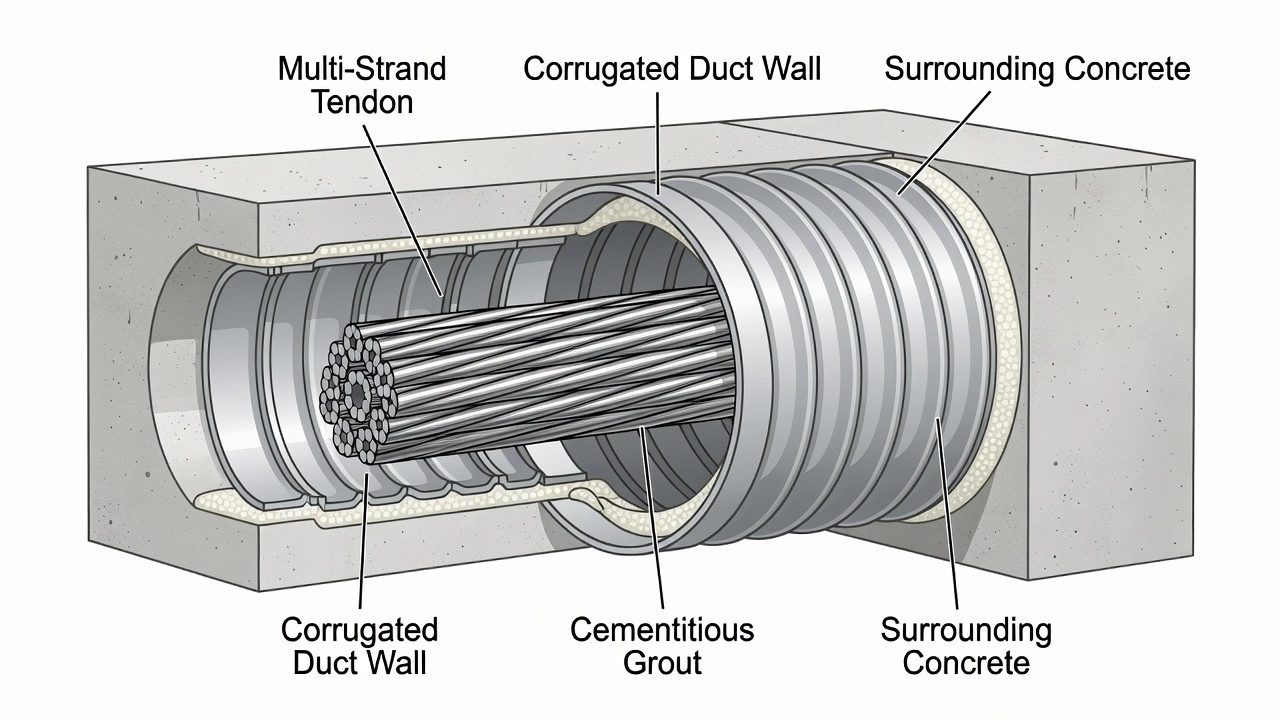
Ducto de Postensado (Ducto PT)
Un ducto PT es una vaina o conducto que envuelve los tendones de postensado en el hormigón, creando un vacío para el movimiento del tendón durante el tensado y ...
33 min de lectura
Reinforcement
Concrete
+3
La inyección de lechada es el proceso de inyectar lechada cementicia en los conductos de tendones de postensado después del tesado, proporcionando adherencia entre el tendón y el hormigón, y protegiendo el acero contra la corrosión mediante la creación de un ambiente alcalino y una barrera física. La inyección incompleta es la causa principal de la corrosión de tendones. Abarca materiales de lechada, procedimientos de inyección, control de calidad e inspección de vacíos en la lechada.
La inyección de lechada en conductos de postensado es el proceso de inyectar lechada cementicia en los conductos, vainas o tuberías que contienen los tendones de postensado (PT) una vez finalizada la operación de tesado. En los sistemas de postensado adherido, esta operación transforma el conjunto del tendón no adherido — donde el torón puede moverse libremente dentro del conducto — en un sistema adherido donde el tendón queda mecánica y químicamente fijado al hormigón circundante. El proceso de inyección de lechada es el paso final y posiblemente el más crítico para la calidad en la construcción de hormigón postesado.

La lechada es una mezcla cuidadosamente proporcionada de cemento portland, agua y — en la práctica moderna — aditivos químicos y minerales que producen una suspensión fluida, trabajable y estable con una baja relación agua-cemento. Se bombea hacia el conducto a través de una entrada de lechada en el punto más bajo del perfil del tendón, desplazando el aire y el agua acumulada hacia arriba, hacia las ventilaciones en puntos altos y anclajes. Al endurecerse, la lechada llena todos los espacios vacíos dentro del conducto, incluyendo los intrincados espacios intersticiales entre los alambres o torones individuales del conjunto de tendones multifilamento.
El término está definido en múltiples normas internacionales. PTI M55.1-12 (Specification for Grouting of Post-Tensioned Structures) establece: “La lechada será una mezcla de materiales cementicios, suplementos minerales, aditivos químicos y agua, proporcionada para producir una suspensión fluida, estable, sin exudación y no segregable que se endurecerá para proporcionar protección contra la corrosión al acero de presfuerzo y adherir el acero a la estructura.” EN 447:2007 define la lechada como “una mezcla a base de cemento diseñada para llenar conductos en hormigón postesado, para proteger la armadura contra la corrosión y, cuando sea necesario, para proporcionar adherencia entre el acero de presfuerzo y el hormigón circundante.”
Las lechadas cementicias se han utilizado durante más de 50 años para la protección de tendones. Antes de 2001, la mayoría de las lechadas de PT eran mezclas simples de campo de cemento portland y agua, con relaciones agua-cemento (a/c) típicamente especificadas entre 0.47 y 0.53, y conteniendo a veces aditivos expansivos. Estas mezclas simples funcionaban adecuadamente en muchas condiciones. Sin embargo, una serie de fallos de tendones de alto perfil a finales de los años 1990 y principios de los 2000 — incluyendo el Niles Channel Bridge, Florida Keys (1999, fallo después de 16 años), Sunshine Skyway Bridge, Tampa (2000, fallo después de 13 años), y Mid Bay Bridge, Destin, Florida (2000, fallo después de solo 6 años) — revelaron que estas lechadas simples eran propensas a la exudación, segregación y formación de vacíos cuando se utilizaban en las exigentes condiciones de la construcción de puentes. Estos fallos provocaron un cambio fundamental en la industria, liderado por investigaciones del Virginia Department of Transportation (VDOT) y la Federal Highway Administration (FHWA), que culminó en la adopción generalizada de lechadas tixotrópicas preenvasadas, de alto rendimiento y resistentes a la exudación, junto con procedimientos de control de calidad más rigurosos.
La inyección de lechada cumple tres funciones primarias e interrelacionadas en las estructuras de hormigón postesado adherido.
Protección contra la Corrosión es la función más crítica. El acero de presfuerzo — típicamente torón de siete alambres conforme a ASTM A416 — está fabricado con acero de alto carbono con una resistencia a la tracción de 1860 MPa (270 ksi). Este acero es inherentemente susceptible a la corrosión, y debido a que opera al 70–80% de su resistencia máxima a tracción, incluso una pérdida menor de sección transversal por picaduras puede causar una fractura frágil catastrófica. La lechada protege el acero mediante dos mecanismos complementarios: pasivación química y formación de barrera física. La lechada cementicia proporciona un ambiente altamente alcalino con un pH de 12.5 a 13.5. A este pH, una capa de óxido de hierro pasiva fuertemente adherida — la película de pasivación — se forma espontáneamente en la superficie del acero, volviéndolo inmune a la corrosión general. Esta capa de pasivación es termodinámicamente estable siempre que se mantenga el pH alto y los cloruros no alcancen la superficie del acero en concentración suficiente. Simultáneamente, la lechada endurecida forma una barrera física densa y de baja permeabilidad que impide que la humedad, el oxígeno, los cloruros disueltos y otros agentes agresivos lleguen a la superficie del acero. La lechada llena no solo la sección transversal bruta del conducto, sino también los espacios capilares entre los alambres individuales del torón.
Adherencia y Transferencia de Fuerza garantiza la acción compuesta esencial para el comportamiento del hormigón pretensado. En el postensado adherido, la fuerza de presfuerzo se transfiere del tendón al hormigón no solo a través de los dispositivos de anclaje en los extremos, sino también progresivamente a lo largo de toda la longitud del tendón mediante la adherencia entre el torón, la lechada y la pared del conducto — y, por lo tanto, al hormigón circundante. Esta adherencia comprende tres componentes: adhesión entre la lechada y el acero, enclavamiento mecánico de la geometría trenzada del torón que se apoya contra la lechada endurecida, y el efecto Hoyer (la acción de acuñamiento del torón debido a los efectos del coeficiente de Poisson cuando se libera la tensión). La adherencia permite que el tendón y el hormigón actúen como un elemento estructural unificado. En caso de rotura de un torón en un sistema completamente inyectado, la adherencia permite el reanclaje del torón roto dentro de la lechada — el extremo roto puede restablecer la transferencia de fuerza a cada lado de la fractura, proporcionando una importante redundancia estructural. En regiones no inyectadas, este reanclaje no puede ocurrir, y una sola rotura de torón puede provocar el fallo progresivo de todo el tendón.
Barrera Física y Rigidización Estructural completa la función de la lechada. La lechada endurecida restringe mecánicamente los torones, evitando el movimiento relativo y el desgaste por fricción entre alambres adyacentes dentro del conjunto de torones. También contribuye a la rigidez general del conjunto del tendón terminado. La lechada sella el conducto contra la entrada de agentes agresivos y proporciona una trayectoria de carga uniforme y continua. Sin lechada, el tendón sigue siendo un conjunto de alambres individuales dentro de un conducto hueco, vulnerable a la acumulación de humedad, vibración de los torones y fatiga por desgaste.
Las lechadas de PT modernas son materiales sofisticados e ingenieriles diseñados para cumplir exigentes requisitos de rendimiento. La selección del tipo de lechada depende del entorno de exposición, la geometría del tendón, las limitaciones de construcción y las normas aplicables.
Lechada de Cemento Puro es la formulación más simple — una mezcla de cemento portland y agua, típicamente con relaciones a/c de 0.47–0.53. Fue la lechada predominante utilizada en todo el mundo antes de 2001. Aunque económica y fácil de producir, la lechada de cemento puro es propensa a varias deficiencias fundamentales. Con las altas relaciones a/c necesarias para la bombeabilidad, la separación del agua de exudación es inevitable — las lechadas anteriores a 2001 presentaban aproximadamente un 4% de exudación en los ensayos de exudación con mecha inducida. La lechada también tiende a segregarse, con partículas de cemento más pesadas que se asientan y fracciones más ligeras que ascienden. La segregación produce gradientes de resistencia, permeabilidad y composición química en la sección transversal del tendón. Las lechadas de cemento puro solo están permitidas para entornos no corrosivos y secos según la Clase A del sistema de clasificación PTI, y rara vez se especifican para estructuras críticas como puentes, estacionamientos o estructuras marinas.
Lechadas Preenvasadas (Premezcladas) son mezclas producidas en fábrica de cemento portland, aditivos minerales y aditivos químicos en formulaciones patentadas. Los ingredientes secos se proporcionan con precisión, se controlan en calidad y se envasan en sacos sellados. Solo se añade en obra un volumen especificado de agua potable, seguido de mezcla mecánica de alta cizalla. Las lechadas preenvasadas proporcionan una calidad constante, eliminan los errores de dosificación en obra e incorporan sistemas avanzados de aditivos que logran una exudación casi nula, expansión controlada y reología estable con relaciones a/c bajas. La PTI M55.1-12 exige que las lechadas preenvasadas se utilicen dentro de los seis meses posteriores a la fecha de fabricación, con almacenamiento en obra limitado a un máximo de un mes en condiciones de temperatura controlada. La Clase D es la designación PTI para lechadas preenvasadas que cumplen todos los requisitos de rendimiento mediante formulaciones patentadas.
Lechadas Tixotrópicas representan el estado del arte en la tecnología de inyección de lechada de PT. Estas lechadas presentan una propiedad reológica llamada tixotropía: son fluidas y bombeables cuando se someten a cizalla durante la mezcla e inyección, pero vuelven a una consistencia tipo gel cuando están en reposo. Esta propiedad es crítica para el rendimiento de la inyección porque la consistencia tipo gel en reposo evita la sedimentación de las partículas de cemento — la causa raíz de la formación de agua de exudación. Las lechadas tixotrópicas logran esencialmente cero exudación en condiciones de ensayo estándar. También presentan una resistencia superior a la segregación, mantienen una reología estable durante el tiempo de trabajo requerido y proporcionan propiedades uniformes en toda la longitud del tendón. Desde 2001, las lechadas preenvasadas tixotrópicas y resistentes a la exudación han sido el estándar para la construcción de PT adherido en los Estados Unidos para todos los entornos excepto los menos corrosivos.
Clasificaciones de Lechadas PTI (M55.1-12) definen cuatro niveles progresivos de rendimiento:
| Clase | Composición | Aplicación |
|---|---|---|
| Clase A | Cemento + agua | Solo entornos no corrosivos |
| Clase B | Cemento + agua + aditivos químicos (plastificantes, agentes anti-exudación) | Exposición moderada |
| Clase C | Cemento + agua + suplementos minerales (cenizas volantes, escoria Grado 120, humo de sílice no densificado) + aditivos químicos | Entornos agresivos |
| Clase D | Formulaciones patentadas preenvasadas y mezcladas en fábrica que cumplen TODOS los requisitos de rendimiento | Estructuras críticas, todos los entornos |
Requisitos de Relación Agua-Cemento se encuentran entre los parámetros más rigurosamente controlados en la inyección de lechada de PT debido a su influencia dominante en las propiedades de la lechada. Las especificaciones modernas limitan estrictamente la relación a/c:
| Norma | Relación a/c máxima |
|---|---|
| PTI M55.1-12 | 0.45 (en peso) |
| EN 447:2007 | 0.44 (lechada de cemento puro); 0.42 con adiciones minerales de alto contenido alcalino |
| Especificaciones FAA/VDOT | 0.45 máximo |
| Lechadas preenvasadas típicas | 0.28–0.38 |
La relación entre la relación a/c y la calidad de la lechada es no lineal y crítica. Los ensayos del VDOT demostraron que con a/c = 0.55, una lechada preenvasada que funcionaba perfectamente a 0.38 comenzaba a exudar y segregarse, produciendo lechada blanda y de baja calidad. Con a/c = 0.65, la misma lechada producía una masa espumosa de menor resistencia. La resistencia a compresión en cubo disminuye drásticamente al aumentar la relación a/c: una lechada que alcanza 8000 psi con a/c = 0.33 puede caer por debajo del mínimo de 5000 psi con a/c = 0.50.
Aditivos son componentes esenciales de las lechadas de PT modernas. Plastificantes (reductores de agua de alto rango o superplastificantes) se utilizan para lograr una fluidez y bombeabilidad adecuadas con relaciones a/c bajas. Dosificación típica: 1.0–1.6% en peso del cemento. Agentes anti-exudación (también llamados aditivos modificadores de viscosidad) reducen o eliminan la separación del agua. Estos son críticos para las lechadas modernas de alto rendimiento y se utilizan junto con propiedades tixotrópicas. Agentes expansivos compensan la retracción química y autógena durante la hidratación temprana. La PTI M55.1-12 exige un cambio de volumen del 0.0% al +0.2% a los 28 días según ASTM C1090. Aditivos de control de fraguado (aceleradores o retardadores) gestionan el tiempo de trabajo según las condiciones de temperatura ambiente. Inhibidores de corrosión proporcionan protección química adicional y a veces se especifican para entornos marinos o de sales de deshielo.
Propiedades de la Lechada Fresca y Endurecida se especifican en detalle en PTI M55.1-12 y EN 447:
| Propiedad | PTI M55.1-12 | EN 447:2007 |
|---|---|---|
| Tiempo de flujo inicial (cono de fluidez) | 11–30 s (ASTM C939); 6–20 s (cono modificado) | 12–25 s |
| Flujo a los 30 minutos | Máx. 30 segundos | Máx. 25 segundos |
| Exudación (estándar) | 0% a las 3 horas (ASTM C940) | ≤0.3% (tubo inclinado, EN 445) |
| Exudación con mecha inducida | 0% | — |
| Cambio de volumen a los 28 días | 0.0% a +0.2% | 0–3% después de 24 horas (método del prisma) |
| Resistencia a compresión a 28 días | Mín. 34.5 MPa (5000 psi) | Mín. 30 MPa (4350 psi) |
| Contenido de cloruros | Máx. 0.08% en peso del material cementicio | Máx. 0.1% en peso del cemento |
| Permeabilidad rápida a cloruros | Máx. 2500 culombios (AASHTO T 277) | — |
Los procedimientos de inyección de lechada se rigen por protocolos estrictos para garantizar el llenado completo, la consolidación adecuada y el rendimiento a largo plazo. La operación se realiza después de que el tesado esté completo y todos los anclajes estén sellados, típicamente dentro de los 7 a 14 días posteriores al tesado.
Principios Generales requieren que las entradas de lechada estén ubicadas en o cerca del punto más bajo del perfil del tendón. Deben proporcionarse salidas en todos los anclajes, en los puntos altos donde la elevación vertical supere los 500 mm (20 pulgadas) y en cambios importantes de sección transversal. Todas las entradas y salidas deben estar equipadas con válvulas de cierre positivo capaces de soportar la presión de inyección de lechada. La inyección es una operación continua e ininterrumpida: una vez iniciada, la lechada debe bombearse continuamente hasta que emerja lechada de calidad constante por todas las salidas, sin paradas que superen el tiempo de trabajo de la lechada.
Verificaciones Previas a la Inyección son obligatorias antes de mezclar cualquier lechada. El sistema de conductos debe verificarse limpio, sin obstrucciones y estanco mediante una prueba de presión de aire. El manual FHWA-NHI-13-026 exige que el conducto se presurice a aproximadamente 0.1 MPa (15 psi) durante cinco minutos, con una caída de presión que no exceda el 10%. Para tendones externos, el conducto se inspecciona visualmente en toda su longitud para verificar que todas las conexiones, transiciones y sellos de anclaje estén intactos. Todos los ventiladores, tubos de salida y tapas de lechada deben estar sellados y equipados con válvulas. La planta de lechada — típicamente un mezclador coloidal de alta velocidad con tanque de retención y bomba de desplazamiento positivo — debe probarse y calibrarse.
Inyección a Presión es el método convencional. La lechada se bombea a presión controlada desde el punto de inyección más bajo. La PTI M55.1-12 limita la presión máxima de inyección a 1.0 MPa (145 psi) en la entrada. La lechada asciende en el conducto, desplazando el aire y el agua acumulada hacia las ventilaciones en puntos altos y anclajes. A medida que emerge lechada de calidad constante de cada ventilación, esta se cierra secuencialmente. Se mantiene una presión de retención de aproximadamente 0.5 MPa (72 psi) después de que todas las salidas hayan descargado lechada constante, típicamente durante dos a cinco minutos, antes de sellar la entrada. La retención de presión garantiza que cualquier cavidad pequeña o canal de exudación restante se llene y que la lechada se consolide bajo presión.
Inyección Asistida por Vacío es un procedimiento mejorado desarrollado específicamente para abordar el problema del aire atrapado, particularmente en perfiles de tendones largos, complejos o con múltiples picos. Antes de mezclar cualquier lechada, el conducto del tendón se somete a un vacío del 85–90% — correspondiente a una presión absoluta de aproximadamente 0.01–0.02 MPa (1.5–3 psi). La PTI M55.1-12 exige un vacío mínimo de −0.07 MPa (525 mmHg) antes de la inyección de lechada. Con el vacío establecido, la lechada es aspirada hacia el conducto por el diferencial de presión entre la presión atmosférica en la entrada de lechada y el casi vacío dentro del conducto. La ayuda de bombeo a presión positiva se utiliza típicamente en combinación con el vacío. Las ventajas de la inyección al vacío son significativas: elimina virtualmente las bolsas de aire y los vacíos de aire atrapado, proporciona un llenado superior de los espacios intersticiales entre torones individuales y es particularmente eficaz para tendones con múltiples puntos altos, tramos horizontales largos o geometría compleja. Desde 2001, la inyección al vacío se ha utilizado ampliamente en la construcción de puentes segmentados en EE. UU., particularmente por VDOT y el Florida Department of Transportation (FDOT). El programa de reparación de tendones del Varina Enon Bridge (2003–2004) utilizó inyección al vacío para llenar vacíos conocidos.
Protocolo de Ventilación requiere que todas las ventilaciones se abran secuencialmente desde el punto de inyección hacia afuera. Cada ventilación se cierra solo cuando emerge continuamente lechada de calidad constante — que coincida con la lechada inyectada en color, consistencia y tiempo de flujo. La lechada de consistencia acuosa, decolorada o que contenga burbujas de aire indica que la ventilación debe continuar. La descarga final es típicamente desde la ventilación de anclaje más distante, donde se aplica y mantiene la presión de retención.
La exudación de la lechada es el fenómeno físico más trascendental que afecta la calidad y durabilidad de la inyección de lechada de PT. La exudación es la separación del agua de los constituyentes cementicios sólidos de la lechada fresca debido a la sedimentación por gravedad de las partículas más pesadas.
Mecanismo de Exudación comienza tan pronto como la lechada se coloca en el conducto. Las partículas de cemento, siendo más densas que el agua, comienzan a sedimentarse. A medida que las partículas se consolidan, el exceso de agua se desplaza hacia arriba. En un ensayo estándar de cilindro vertical (ASTM C940), esta agua se recoge en la superficie como una capa clara y distinta. En un conducto de PT, que es un sistema cerrado, el agua de exudación no puede escapar. Migra hacia arriba a lo largo del perfil del tendón, acumulándose en los puntos geométricos más altos — típicamente los extremos anclados de tendones curvados, en desviadores de tendones externos y a lo largo de la parte superior de secciones horizontales o ligeramente inclinadas. El agua acumulada forma lentes o bolsas en estos puntos altos.
El Efecto Mecha es un fenómeno crítico que amplifica el daño incluso de pequeñas cantidades de agua de exudación. Los espacios intersticiales entre alambres individuales en un torón de siete alambres, y entre torones adyacentes en un conjunto multifilamento, actúan como mechas capilares. Estas mechas canalizan el agua de exudación a lo largo del tendón, a menudo a distancias significativas, hacia caminos de baja restricción y puntos de recolección. El efecto mecha significa que incluso lechadas con exudación modesta — que en un cilindro vertical estándar podrían mostrar una separación mínima de agua — pueden producir vacíos sustanciales en condiciones reales de tendón porque las mechas transportan eficientemente el agua de exudación a los puntos altos desde toda la longitud del tendón.
Ensayos de Exudación según Normas han evolucionado para representar mejor las condiciones reales del tendón:
| Método de Ensayo | Norma | Criterio de Aceptación |
|---|---|---|
| Ensayo de exudación estándar | ASTM C940 | 0% de exudación a las 3 horas (especificación moderna) |
| Ensayo de exudación con mecha inducida | ASTM C940 modificado | 0% de exudación (incluye mechas de torón) |
| Ensayo de tubo inclinado | EN 445 | ≤0.3% de exudación |
| Ensayo de exudación a presión | ASTM C1741 / Schupack | 0–4% de exudación bajo 0.5 MPa |
El ensayo de exudación con mecha inducida se desarrolló específicamente porque el ensayo estándar ASTM C940 no capturaba el efecto mecha. En este ensayo, se colocan torones en el cilindro graduado junto con la lechada, proporcionando una trayectoria de mecha que simula la acción capilar de los tendones reales. Este ensayo revela un comportamiento de exudación mucho más representativo de las condiciones de campo. La PTI M55.1-12 exige el ensayo de exudación con mecha inducida para toda la precalificación de lechadas.
Consecuencias de la Exudación van más allá de la formación de vacíos llenos de aire. A medida que el agua de exudación asciende, arrastra iones de sulfato, potasio y compuestos de sodio hacia la superficie. Cuando esta agua se evapora o es absorbida durante el curado, deja un residuo blanco y calcáreo — una capa de lechada segregada con contenido elevado de sulfato y alcalinidad extrema (pH 13–14). Esta lechada blanda o exudado es un material fundamentalmente corrosivo que nunca adquiere la resistencia adecuada y ataca activamente el acero de presfuerzo. La investigación del Varina Enon Bridge (2002–2007) estableció que los vacíos de exudación de aproximadamente el 4% de la longitud del tendón estaban presentes en los anclajes. Críticamente, la investigación encontró que los torones dentro de los vacíos llenos de aire no necesariamente se estaban corroyendo — algunos permanecían pasivados incluso después de 11 años — pero los torones en la lechada blanda segregada y enriquecida con sulfato inmediatamente debajo de los vacíos se estaban corroyendo agresivamente. Este hallazgo revolucionó la comprensión de los mecanismos de defectos de lechada: el vacío en sí mismo no es la amenaza inmediata de corrosión; más bien, el producto segregado que se formó como resultado de la exudación es el agente corrosivo.
Los defectos de inyección de lechada se clasifican en varias categorías distintas, cada una con mecanismos, riesgos y firmas de detección específicos.
Vacíos son el defecto de inyección más común. Un vacío es un espacio abierto dentro del conducto donde debería haber lechada. Los vacíos se forman mediante cuatro mecanismos principales: acumulación de agua de exudación en puntos altos con posterior evaporación o absorción (la causa más común en tendones curvados); aire atrapado debido a ventilación inadecuada (particularmente en transiciones de perfil complejas); fuga de lechada a través de conductos, conexiones o vainas dañadas no selladas antes de que la lechada se haya endurecido; y llenado incompleto debido a volumen insuficiente de lechada, terminación prematura del bombeo o conductos bloqueados. Los vacíos se clasifican por ubicación: vacíos de cabeza de anclaje en el anclaje — el punto más alto en tendones curvados; vacíos en la parte superior del conducto a lo largo de la superficie superior de secciones horizontales o ligeramente inclinadas; vacíos intersticiales entre torones individuales dentro del conjunto; y vacíos de sección completa donde toda la sección transversal del conducto no está llena en una longitud determinada.
Lentes de Agua de Exudación son capas finas de agua atrapada entre la lechada y la pared superior del conducto. Son características transitorias que luego dejan vacíos planos y delgados. En tendones verticales o fuertemente inclinados, se pueden formar bolsas de agua intermitentes donde el agua ascendente queda atrapada por la congestión de torones en los desviadores.
Lechada Blanda / Exudado Segregado se caracteriza por una pasta blanca, blanda y no endurecida que es el producto de exudación de la segregación de la lechada. Este material ha sido descrito en informes de investigación del FDOT como “un material segregado con alto contenido de humedad y contenido mejorado de sulfato”. La lechada blanda estuvo directamente implicada en el fallo del Ringling Causeway Bridge (2011), donde rodeaba torones corroídos que fallaron catastróficamente después de solo ocho años de servicio. El material típicamente presenta un pH de 13–14, concentraciones elevadas de sulfato y potasio, y nunca alcanza resistencia estructural. La lechada blanda puede permanecer en estado no endurecido indefinidamente, creando celdas de corrosión localizadas. En un caso europeo documentado (Carsana & Bertolini, 2015), un tendón falló en menos de dos años debido a condiciones de lechada blanda.
Segregación más amplia que la lechada blanda implica la separación y estratificación de todos los constituyentes de la lechada. Las partículas de cemento más pesadas se asientan en el fondo del conducto, mientras que los componentes más ligeros — agua, sulfatos solubles, partículas finas — migran hacia arriba. Esto crea gradientes sistemáticos de resistencia, permeabilidad y composición química en la sección transversal del conducto. La porción inferior puede ser densa y resistente mientras que la porción superior es débil, porosa y químicamente agresiva.
Llenado Incompleto describe condiciones donde el conducto solo está parcialmente lleno. Esto puede resultar de un volumen insuficiente de lechada, fugas no detectadas, conductos bloqueados o terminación prematura de la operación de inyección. El llenado incompleto es detectable mediante el seguimiento del volumen durante la inyección — la relación entre el volumen real bombeado y el volumen teórico del conducto debe ser de 1.05–1.15. Una relación inferior a 1.05 sugiere fuertemente un llenado incompleto.
El control de calidad durante la inyección de lechada es un proceso integral que implica el monitoreo continuo de múltiples parámetros para verificar que la lechada cumple los requisitos de la especificación y que el conducto está completamente lleno.
Monitoreo de la Presión de Inyección se realiza continuamente durante el bombeo. La presión máxima en la entrada está limitada a 1.0 MPa (145 psi) según PTI M55.1-12, con un límite superior absoluto de 1.5 MPa (218 psi) bajo ninguna circunstancia. La presión mínima debe ser suficiente para superar la carga gravitacional desde el punto de inyección hasta la ventilación más alta más las pérdidas por fricción — típicamente 0.3–0.7 MPa dependiendo de la longitud y el perfil del tendón. Los manómetros deben tener una precisión de ±2%. Los sistemas comerciales modernos de inyección utilizan transductores de presión electrónicos con registro digital continuo a intervalos con marca de tiempo, proporcionando un registro permanente del historial de presión para cada tendón.
Seguimiento del Volumen compara el volumen teórico de lechada — calculado a partir del área de la sección transversal interna del conducto menos el área de la sección transversal de los torones, multiplicado por la longitud del tendón — con el volumen real bombeado medido por el contador de desplazamiento de la bomba de lechada o un caudalímetro. La relación esperada entre el volumen real y el teórico es de 1.05–1.15, teniendo en cuenta los espacios intersticiales de los torones (el volumen de vacío real en un conducto sin inyectar es significativamente menor que la sección transversal bruta del conducto porque los torones ocupan un volumen sustancial), las irregularidades superficiales en la pared del conducto y las fugas menores. Una relación excesivamente alta indica fugas no controladas que requieren investigación inmediata. Una relación excesivamente baja indica llenado incompleto o bloqueo.
Monitoreo de la Temperatura es crítico porque la hidratación de la lechada depende de la temperatura. La temperatura aceptable de la lechada en el momento de la inyección es de 10–32 °C (50–90 °F). El rango de temperatura preferido en la mezcla es de 15–30 °C (60–85 °F). Por encima de 32 °C (90 °F), la hidratación acelerada reduce el tiempo de trabajo y corre el riesgo de fraguado relámpago, bloqueo y llenado incompleto. Por debajo de 10 °C (50 °F), la hidratación se ralentiza hasta el punto de que puede ocurrir una exudación prolongada antes de que la lechada adquiera suficiente estructura para resistir la sedimentación. Las precauciones para clima frío incluyen calentar el agua de mezcla (sin exceder 65 °C / 150 °F) y precalentar los materiales secos. Las precauciones para clima cálido incluyen usar agua de mezcla enfriada, proteger los materiales y equipos del sol, y realizar la inyección durante los períodos más frescos del día.
Ensayo de Cono de Fluidez (ASTM C939) es el principal ensayo de control de campo para la fluidez de la lechada. Se llena un embudo cónico con una abertura de 12.7 mm (0.5 pulgadas) con 1725 mL de lechada. Se mide el tiempo que tarda la lechada en fluir a través de la abertura — el tiempo de flujo. Según PTI M55.1-12, el tiempo de flujo inicial debe ser de 11–30 segundos, y el tiempo de flujo después de 30 minutos de agitación en el tanque de retención no debe exceder los 30 segundos. El ensayo se realiza al menos una vez por tendón y cada vez que la consistencia de la lechada parece cambiar. Durante operaciones continuas de inyección, se requieren ensayos al inicio y cada 30 minutos. PTI también especifica un cono de fluidez modificado con un procedimiento de llenado diferente, dando un rango de aceptación de 6–20 segundos de flujo inicial.
Ensayo de Resistencia en Cubos se realiza en cubos de lechada de 50 mm (2 pulgadas) según ASTM C109. La resistencia a la compresión mínima a 28 días es de 34.5 MPa (5000 psi) según PTI M55.1-12. Las lechadas típicas de alto rendimiento alcanzan 48–62 MPa (7000–9000 psi). Los cubos se preparan con la misma frecuencia que los ensayos de cono de fluidez — al menos un juego de tres cubos por tendón. En el proyecto VDOT US-460, tres muestras tomadas del extremo de salida de los tendones mostraron resistencias a 14 días de 4665–6135 psi y resistencias a 28 días de 7885–8705 psi, confirmando una lechada uniforme y correctamente mezclada en toda la longitud del tendón.
Certificados de Lechada y Documentación son exigidos por PTI M55.1-12. El contratista debe proporcionar certificados de materiales del fabricante para cada lote de lechada, certificación del diseño de mezcla, verificación de ensayos previos a la construcción de todos los requisitos de rendimiento, informes diarios de inyección para cada tendón (incluyendo identificación del tendón, volumen inyectado, datos de presión vs. tiempo, temperatura, tiempos de cono de fluidez y resistencias en cubos), y prueba de certificación del personal — todos los operadores e inspectores de inyección deben poseer la certificación vigente de Instalador de PT Adherido de PTI o la certificación de técnico de inyección de ASBI.
Los ensayos no destructivos (END) para la detección de vacíos de lechada se han convertido en una práctica estándar para la evaluación del estado de estructuras postesadas existentes, particularmente donde la calidad de la inyección es sospechosa o donde se han producido fallos de tendones. Existen múltiples métodos complementarios, cada uno con capacidades y limitaciones específicas.
Impacto-Eco (IE) utiliza un impacto mecánico — típicamente una esfera de acero impulsada por un solenoide con resorte — para generar ondas de esfuerzo que se propagan a través del hormigón y se reflejan en interfaces internas como conductos, vacíos y la superficie lejana. Un transductor de contacto detecta las ondas reflejadas, y el contenido de frecuencia de la señal revela la profundidad y naturaleza de las interfaces reflectantes. Un conducto sólidamente inyectado produce una firma de reflexión similar a la del hormigón sólido. Un conducto que contiene un vacío produce una señal distintiva de baja frecuencia que indica una reflexión de alta amplitud en el límite del vacío. El impacto-eco es eficaz para detectar vacíos dentro de 150–600 mm (6–24 pulgadas) de la superficie, puede diferenciar entre lechada sólida y vacío, y detecta vacíos de tan solo el 10% de la sección transversal del conducto. La velocidad de escaneo es de 10–20 ft² por hora por canal. El método se utilizó con éxito en el Varina Enon Bridge para identificar ubicaciones de vacíos, que posteriormente se verificaron mediante aperturas con boroscopio. Las limitaciones incluyen dificultad con conductos muy espaciados (interferencia de señal), conductos metálicos que enmascaran las condiciones internas y precisión limitada para la caracterización de la forma y el tamaño del vacío.
Ensayos Ultrasónicos (Tomografía) es el método individual más potente para la detección de vacíos de lechada. Matrices de transductores ultrasónicos — típicamente de 24 a 48 elementos que utilizan tecnología de contacto por punta seca — emiten ondas de corte a 25–100 kHz que penetran el hormigón y se reflejan en las características internas. Múltiples mediciones se combinan mediante algoritmos de reconstrucción tomográfica para crear secciones transversales 2D o imágenes volumétricas 3D de las condiciones internas. La tomografía ultrasónica proporciona una profundidad de penetración de hasta 1000 mm (40 pulgadas), puede detectar vacíos de aire de tan solo 50 mm (2 pulgadas) de diámetro, genera imágenes de la forma y extensión del vacío en tres dimensiones, y es eficaz a través del recubrimiento de hormigón y el refuerzo. El Proyecto SINTEF EXCON (2025) demostró que los métodos ultrasónicos mostraban una sensibilidad clara a secciones de conductos completamente sin inyectar, con suficiente resolución para distinguir conductos completamente inyectados, parcialmente inyectados y vacíos. La detectabilidad disminuyó a profundidades superiores a 300 mm y en configuraciones multicapa.
Radar de Penetración Terrestre (GPR) utiliza pulsos electromagnéticos de alta frecuencia (típicamente de 500 MHz a 2 GHz) transmitidos al hormigón. Las reflexiones ocurren en interfaces con diferentes propiedades dieléctricas. El GPR es excelente para localizar conductos y refuerzos — proporcionando información de posición, profundidad y alineación — con velocidades de reconocimiento de hasta 10 000 ft² por hora. Sin embargo, el GPR tiene limitaciones fundamentales para la detección de vacíos. Para conductos metálicos, las señales de GPR se reflejan casi por completo desde la superficie exterior del conducto, con una penetración insignificante hacia el interior del conducto — lo que hace imposible la detección directa de vacíos. Para conductos plásticos, el GPR puede penetrar al interior, pero la detección de vacíos no es fiable. El GPR se utiliza mejor en un enfoque multitecnología: primero para localizar conductos y mapear su geometría, luego métodos ultrasónicos o de impacto-eco para evaluar el estado de la lechada dentro de esos conductos. Este enfoque se utilizó en el Viaducto A14 Huntingdon en el Reino Unido.

Emisión Acústica (AE) es un método de monitoreo pasivo que escucha las ondas sonoras características generadas por procesos de deterioro activo — actividad de corrosión, rotura de torones y fisuración. Los sensores AE colocados en la estructura proporcionan detección en tiempo real del deterioro activo pero no pueden detectar vacíos o defectos preexistentes. La AE se utiliza mejor para la monitorización de salud estructural a largo plazo en lugar de inspecciones de una sola pasada.
Radiografía (Rayos X / Rayos Gamma) proporciona las imágenes de mayor resolución de las condiciones internas del conducto. Las diferencias en la atenuación de la radiación — los materiales densos como el acero y la lechada sólida atenúan más que los vacíos — producen evidencia visual directa del estado de la lechada. La radiografía puede mostrar la forma, el tamaño y la posición del vacío en detalle, independientemente del material del conducto (metálico o plástico). Las limitaciones son significativas: se requieren zonas de exclusión por seguridad radiológica durante los ensayos, el acceso bilateral es obligatorio (fuente a un lado, detector al otro), la cobertura es lenta (cada exposición cubre típicamente 350×430 mm / 14×17 pulgadas) y la profundidad máxima práctica de penetración es de aproximadamente 600 mm (24 pulgadas).
Comparación de Métodos END:
| Método | Penetración | Detección de Vacíos | Velocidad | Un Solo Lado | Mejor Uso |
|---|---|---|---|---|---|
| Impacto-Eco | Hasta 600 mm (24 in) | Buena | Moderada | Sí | Presencia/ausencia de vacíos |
| Tomografía Ultrasónica | Hasta 1000 mm (40 in) | Excelente | Moderada | Sí | Mapeo de vacíos, imágenes 3D |
| GPR | Hasta 450 mm (18 in) | Pobre (conducto metálico) | Rápida | Sí | Ubicación de conductos, geometría |
| Radiografía | Hasta 600 mm (24 in) | Excelente | Lenta | No | Verificación detallada |
| Emisión Acústica | N/D (monitoreo) | Solo corrosión activa | Pasiva | Sí | Monitoreo a largo plazo |
Las consecuencias de una inyección incompleta van desde la corrosión localizada hasta el colapso estructural completo. Los mecanismos están bien documentados a través de múltiples casos de estudio a lo largo de dos décadas.
Mecanismos de Corrosión en tendones sin inyectar o mal inyectados operan a través de varias vías paralelas. Ataque por cloruros ocurre cuando las sales de deshielo, el rocío marino o los aerosoles marinos transportados por el aire alcanzan la superficie del acero a través de los vacíos. Los cloruros descomponen la capa de óxido pasiva en el acero de presfuerzo por encima de una concentración umbral. La ACI 222R establece el umbral de cloruros en 0.2% en peso del cemento (soluble en agua) para hormigón armado general, pero limita los cloruros totales al 0.08% para construcción pretensada. Una vez que la corrosión inducida por cloruros se inicia en un límite de vacío, el proceso es autocatalítico — las picaduras crecen, el entorno local se acidifica y la corrosión se acelera. Carbonatación progresa desde la superficie del vacío hacia el interior cuando los vacíos están llenos de aire. El CO₂ atmosférico reacciona con el hidróxido de calcio en la lechada, reduciendo el pH de aproximadamente 13 a menos de 9. Con un pH inferior a 9, la capa pasiva ya no es estable. Fisuración por corrosión bajo tensión inducida por hidrógeno (H-SCC) es el modo de fallo más peligroso para el acero de presfuerzo de alta resistencia. La corrosión localizada en los límites de los vacíos crea condiciones para la entrada de hidrógeno en la red del acero. Incluso picaduras pequeñas de 0.2–0.6 mm de profundidad pueden reducir drásticamente el rendimiento mecánico, haciendo mucho más probable la rotura bajo cargas de servicio.
Mecanismo de Fallo del Torón en detalle: el acero de presfuerzo de alta resistencia con límite elástico de 1860 MPa (270 ksi) opera al 70–80% de su resistencia máxima a tracción. Cualquier picadura que reduzca el área de la sección transversal en tan solo un 5–10% puede causar sobrecarga y rotura. Debido a que el acero de presfuerzo carece de la ductilidad del acero de refuerzo ordinario, el fallo es súbito y frágil — no hay advertencia visible de estricción o fluencia antes de la fractura. En regiones sin inyectar, cuando un torón falla, la carga se redistribuye a los torones vecinos. Sin la distribución de carga proporcionada por el encapsulado de lechada, esta redistribución puede sobrecargar los torones adyacentes, desencadenando un fallo progresivo.
Riesgos de Colapso van más allá del fallo individual de un torón. La pérdida de adherencia significa que el tendón no puede transferir la fuerza de presfuerzo al elemento de hormigón, reduciendo la capacidad estructural. La redundancia estructural proporcionada por los tendones adheridos — donde un torón roto puede reanclarse en la lechada — se pierde en las regiones sin inyectar. Los estudios muestran que una inyección insuficiente conduce a una menor rigidez de la sección, menor ductilidad y disminución de la resistencia última a flexión. El fallo del anclaje por corrosión en la zona de mayor tensión puede provocar la expulsión completa del tendón.
Casos de Estudio Clave:
El Ringling Causeway Bridge, Sarasota, Florida (2011) es quizás el caso moderno más instructivo. Este puente de vigas cajón de hormigón segmentado con tendones PT externos se completó aproximadamente en 2003. En 2011, dos tendones longitudinales externos fallaron catastróficamente después de solo ocho años de servicio. La investigación del FDOT encontró una severa corrosión de los torones de acero incrustados en lechada segregada y deficiente, caracterizada por un alto contenido de humedad, niveles elevados de sulfato y consistencia de pasta blanda. La lechada utilizada era una lechada tixotrópica preenvasada de alto rendimiento (Grout 2 / SikaGrout 300 PT) que había pasado las pruebas iniciales de laboratorio pero que produjo lechada segregada y corrosiva en condiciones de campo. Se encontró que un total de 15 tendones adicionales tenían corrosión severa y fueron reemplazados en 2011–2012.
El Varina Enon Bridge, Virginia (2007) involucró dos puentes segmentados prefabricados de 28 vanos con 480 tendones PT, completados en 1990. El tendón SP12T15 se descubrió en estado de fallo el 22 de mayo de 2007 después de 17 años de servicio. La causa fue la exudación y segregación de la lechada de agua-cemento, creando vacíos de aproximadamente el 4% de la longitud del tendón en puntos altos, con lechada de baja calidad enriquecida con sulfato rodeando los torones en la sección fallada. Todos los tendones curvados presentaban vacíos en los anclajes. Aproximadamente el 45% de los tendones nunca habían sido inyectados al vacío. Críticamente, el tendón fallado había sido inyectado al vacío en 2003–2004 para llenar vacíos conocidos — pero el fallo ocurrió en la lechada original de baja calidad y segregada por debajo de la reparación al vacío, demostrando que el llenado al vacío por sí solo no soluciona el material corrosivo subyacente.
El Niles Channel Bridge (Florida Keys, 1999) experimentó el fallo del tendón después de 16 años. El Sunshine Skyway Bridge (Tampa, 2000) falló después de 13 años. El Mid Bay Bridge (Destin, Florida, 2000) falló después de solo 6 años. En Europa, los estudios de inventarios de puentes postesados encontraron que solo el 47% de los conductos de tendones estaban completamente inyectados, el 23% tenía pequeños vacíos, el 18% tenía grandes vacíos y el 12% estaba completamente vacío. Se documentó el fallo de un tendón en un puente europeo a solo dos años de servicio en un entorno marino, demostrando la rapidez con la que la corrosión puede progresar en tendones insuficientemente inyectados.
Cuando se descubren vacíos de lechada en estructuras existentes, se requiere un enfoque sistemático de evaluación y reparación. La estrategia de reparación depende de la extensión del vacío, la evidencia de corrosión, la criticidad estructural y las limitaciones de acceso.
Identificación de Vacíos utiliza un enfoque escalonado de invasividad creciente. El primer paso es el escaneo END — típicamente impacto-eco o tomografía ultrasónica — para identificar las ubicaciones de los vacíos y estimar su extensión. La inspección con boroscopio a través de pequeños orificios perforados o tubos de ventilación existentes proporciona confirmación visual. Las pruebas de flujo de aire pueden detectar la conectividad de los vacíos inyectando aire a baja presión. Para tendones con sospecha de corrosión, el ensayo de fuga de flujo magnético (MFL) puede detectar la pérdida de sección transversal en el acero. El método más definitivo es la apertura exploratoria limitada — extracción de una pequeña sección del conducto (típicamente 460 mm / 18 pulgadas de largo) en ubicaciones seleccionadas para observar directamente el estado de la lechada y los torones.
Reparación por Inyección al Vacío es el método más común y generalmente más eficaz para la reparación de vacíos. El procedimiento consiste en medir el volumen del vacío aplicando vacío y midiendo el volumen de aire extraído. La sección del conducto se evacúa al 85–90% de vacío. A continuación, se introduce en el vacío una lechada de reparación de alto rendimiento, baja exudación y alta fluidez, típicamente con ayuda de bomba positiva. El volumen de lechada inyectada se compara con el volumen de vacío previamente medido para verificar el llenado completo. Se observa el flujo a través de los puertos adyacentes para confirmar la continuidad. El escaneo END posterior a la reparación verifica el resultado.
Precaución Importante de la Experiencia del VDOT (Varina Enon Bridge): La inyección al vacío llena el vacío pero no soluciona la lechada segregada de baja calidad subyacente que causó el problema. El torón que falló en 2007 (SP12T15) falló en la lechada original de baja calidad por debajo de la reparación al vacío. Algunos ingenieros argumentan que las diferencias de propiedades entre la lechada original y la lechada de reparación de alto rendimiento pueden crear celdas de corrosión galvánica en la interfaz. Otros argumentan que los torones habrían fallado independientemente de la reparación porque ya estaban inmersos en un entorno de lechada segregada corrosiva. Este sigue siendo un debate técnico no resuelto en la industria.
Inyección de Epoxi se utiliza para vacíos más pequeños y grietas en la lechada existente. Se inyecta epoxi de baja viscosidad a presión, penetrando fisuras finas y pequeños vacíos. El epoxi proporciona unión estructural y sellado, pero es menos común para la reparación de conductos de PT a gran escala que la reinyección cementicia.
Reemplazo del Tendón es necesario cuando la corrosión es extensa, la capacidad estructural está comprometida o la reparación es técnicamente inviable. Los tendones externos en vigas cajón segmentadas pueden destensarse y reemplazarse — aunque esto es difícil, costoso y operativamente disruptivo. Los tendones internos en hormigón colado in situ son prácticamente imposibles de reemplazar; las únicas opciones son tendones externos suplementarios instalados en nuevos conductos adyacentes a la estructura existente, o el refuerzo estructural mediante medios alternativos como postensado externo o envoltura con polímero reforzado con fibra (FRP). En el Varina Enon Bridge, 2 de 480 tendones fueron reemplazados después del fallo de 2007, mientras que seis tendones adicionales con diversas condiciones de corrosión fueron identificados para monitoreo a largo plazo en lugar de reemplazo.
Examen Petrográfico de muestras de lechada extraídas proporciona información forense definitiva sobre la calidad de la lechada. Las directrices del ICRI especifican la clasificación petrográfica de la calidad de la lechada basada en la determinación de la relación agua-cemento, el contenido de aire, la evaluación de la hidratación y el análisis químico. La lechada de buena calidad muestra a/c 0.35–0.45, pasta de cemento bien hidratada, abundante hidróxido de calcio y 2–3% de contenido de aire. Los ensayos de cloruros distinguen las fracciones de cloruros solubles en ácido (totales, según ASTM C1152) y solubles en agua (libres, según ASTM C1218). La carbonatación se evalúa utilizando indicador de fenolftaleína al 1% aplicado a superficies recién fracturadas.

La inyección de lechada de PT se rige por un marco integral de normas internacionales, especificaciones nacionales y directrices de la industria. Estas normas definen los materiales de lechada, los protocolos de ensayo, los procedimientos de inyección, el control de calidad y las cualificaciones del personal.
PTI M55.1-12 — Specification for Grouting of Post-Tensioned Structures (Post-Tensioning Institute, última edición 2012 con Addendum 1 publicado en junio de 2013) es la norma principal de EE. UU. Las disposiciones clave incluyen cuatro clases de lechada (A, B, C, D), relación a/c máxima de 0.45, cemento que cumpla ASTM C150 Tipo I o II con valor Blaine 300–380 m²/kg, exudación cero según ASTM C940 con ensayo de mecha inducida, flujo inicial de 11–30 segundos (cono estándar) o 6–20 segundos (cono modificado), resistencia mínima a 28 días de 34.5 MPa (5000 psi), permeabilidad máxima de 2500 culombios, contenido máximo de cloruros del 0.08% en peso del material cementicio, cambio de volumen del 0.0% al +0.2% a los 28 días, y certificación obligatoria del personal para todos los operadores e inspectores de inyección.
fib Bulletin 33: “Protection of Post-Tensioning Tendons” (2005) y Bulletin 89: “Management of Post-Tensioned Concrete Structures” (2019) proporcionan directrices europeas para la protección, inspección, mantenimiento y reparación de tendones de PT. El Bulletin 89 incluye protocolos de evaluación del estado, marcos de evaluación de riesgos y matrices de decisión para reparación versus reemplazo. La anterior “FIP Guide to Good Practice for Grouting of Prestressing Ducts” sirvió como base para las Normas Europeas EN 445, EN 446 y EN 447.
EN 445:2019 — Grout for Prestressing Tendons — Test Methods cubre todos los procedimientos de ensayo estandarizados, incluyendo el ensayo de exudación en tubo inclinado (máximo 0.3% de exudación), ensayo de cono de fluidez, determinación del tiempo de fraguado, medición de expansión y retracción, ensayo de resistencia a compresión en prismas de 40×40×160 mm o cubos de 50 mm, y análisis del contenido de cloruros.
EN 446:2019 — Grout for Prestressing Tendons — Grouting Procedures define los procedimientos de inyección, requisitos de equipo, verificaciones de estanqueidad al aire previas a la inyección, secuencia de inyección y control de calidad durante las operaciones.
EN 447:2007 — Grout for Prestressing Tendons — Basic Requirements especifica una relación a/c máxima de 0.44 (0.42 para lechadas con adiciones minerales de alto contenido alcalino), exudación de ≤0.3%, expansión del 2–6% (método de ascenso capilar), resistencia a compresión a 28 días de ≥30 MPa (≥4350 psi), contenido máximo de cloruros del 0.1% en peso del cemento, y exige mezcla coloidal de alta velocidad.
ACI 423 — Prestressed Concrete (American Concrete Institute Committee 423) publica múltiples documentos relevantes. ACI 423.4R-14 cubre la corrosión y reparación de tendones no adheridos de un solo torón. ACI 423.8-21 — publicada en 2021 — proporciona directrices integrales para la evaluación de sistemas PT inyectados, incluyendo protocolos de inspección, evaluación del estado de la lechada y la corrosión, metodologías de reparación y diagramas de flujo de evaluación del estado. La norma define umbrales de cloruros al 0.08% en peso del cemento (soluble en ácido) para construcción pretensada.
Directrices del ICRI (International Concrete Repair Institute) proporcionan orientación sobre el examen petrográfico de la lechada, protocolos de ensayo de cloruros (soluble en ácido según ASTM C1152 y soluble en agua según ASTM C1218), ensayo de carbonatación usando indicador de fenolftaleína al 1%, y enfoques sistemáticos para la reparación de PT, incluyendo evaluación del estado, selección de materiales y procedimientos de ejecución.
Normas Complementarias incluyen ASTM C150/C150M (cemento portland), ASTM C494/C494M (aditivos químicos), ASTM C939 (ensayo de cono de fluidez), ASTM C940 (ensayo de expansión y exudación), ASTM C109/C109M (resistencia a compresión), ASTM C1090 (cambio de volumen), ASTM C1741 (estabilidad de exudación bajo presión), ASTM A416/A416M (torón de acero de presfuerzo), AASHTO T 277 (permeabilidad rápida a cloruros) y FHWA-NHI-13-026 (Post-Tensioning Tendon Installation and Grouting Manual).
Resumen de Requisitos Técnicos Clave:
| Parámetro | PTI M55.1-12 | EN 447:2007 |
|---|---|---|
| Relación a/c máxima | 0.45 | 0.44 |
| Resistencia mínima a 28 días | 34.5 MPa (5000 psi) | 30 MPa (4350 psi) |
| Flujo inicial en cono de fluidez | 11–30 s (estándar); 6–20 s (modificado) | 12–25 s |
| Exudación máxima | 0% (con mecha inducida) | ≤0.3% (tubo inclinado) |
| Contenido máximo de cloruros | 0.08% en peso del material cementicio | 0.1% en peso del cemento |
| Presión máxima de inyección | 1.0 MPa (145 psi) | 1.0 MPa |
| Nivel mínimo de vacío | −0.07 MPa (525 mmHg) | — |
| Rango de temperatura de la lechada | 10–32 °C (50–90 °F) | 5–30 °C |
| Permeabilidad máxima | 2500 culombios | — |
| Cambio de volumen a los 28 días | 0.0% a +0.2% | 0–3% a las 24 horas |
La inyección de lechada en conductos de postensado es una de las operaciones más críticas para la calidad en la construcción de hormigón pretensado. Las consecuencias de una inyección defectuosa — desde la corrosión acelerada hasta el fallo estructural catastrófico — son graves y están bien documentadas a lo largo de décadas de casos de estudio internacionales. Las normas modernas, los materiales y los procedimientos de control de calidad han reducido drásticamente estos riesgos, pero el requisito fundamental permanece: la lechada debe llenar completamente el conducto, permanecer estable sin exudación ni segregación, y proporcionar una protección duradera contra la corrosión durante la vida útil de diseño de la estructura. La inspección periódica utilizando métodos END apropiados, combinada con una reparación oportuna cuando se identifiquen defectos, es esencial para mantener la seguridad y longevidad de la infraestructura de puentes y edificios postesados en todo el mundo.
Detecte vacíos de lechada y corrosión de tendones a tiempo con la plataforma de inspección impulsada por IA de TarmacView, antes de que se desarrollen costosos fallos estructurales en sus puentes postesados, estacionamientos e infraestructura aeroportuaria.
Un ducto PT es una vaina o conducto que envuelve los tendones de postensado en el hormigón, creando un vacío para el movimiento del tendón durante el tensado y ...
El postensado (PT) es un método de pretensado de hormigón en el que tendones de acero de alta resistencia se tesan después del endurecimiento del hormigón, apli...
Un sello de lechada asfáltica es una mezcla de asfalto emulsionado, agregado fino, agua y aditivos aplicada como una capa delgada (3-10 mm) sobre superficies de...