Protección Catódica
La protección catódica (PC) es una técnica electroquímica de mitigación de la corrosión que controla la corrosión del acero de refuerzo en estructuras de hormig...
35 min de lectura
Reinforcement
Corrosion protection
+3
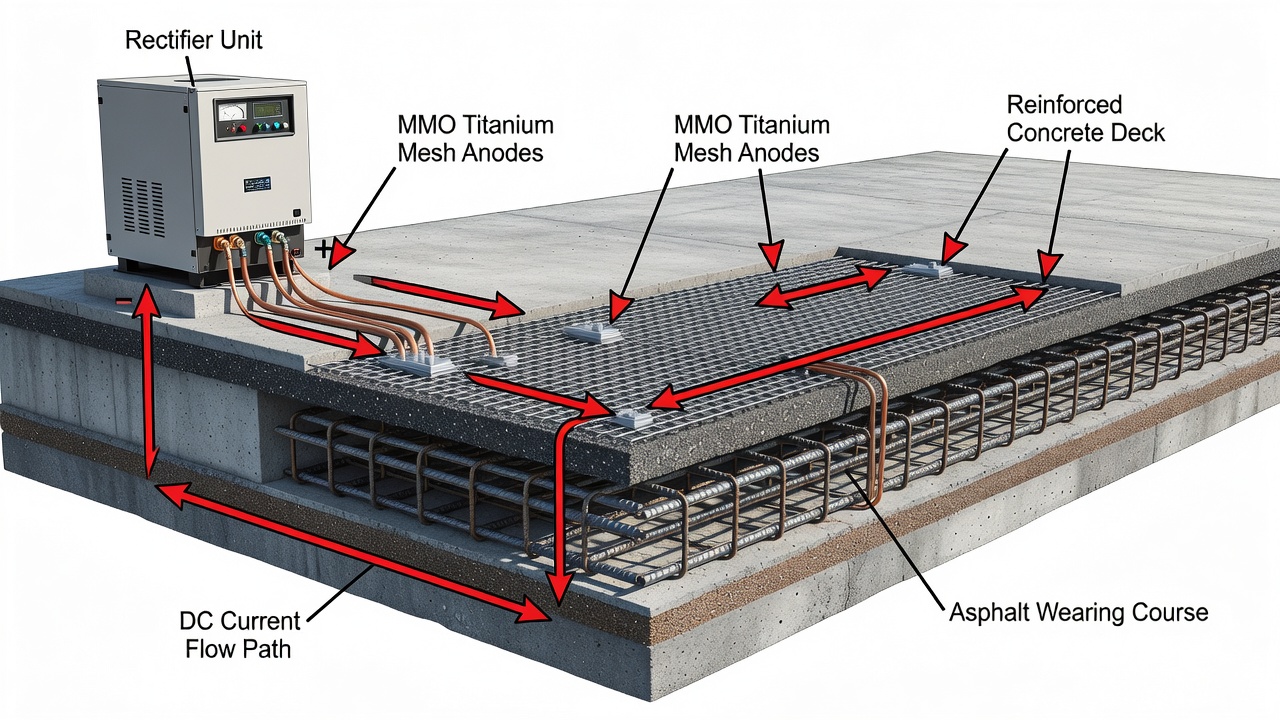
La Protección Catódica por Corriente Impresa (ICCP) aplica una pequeña corriente continua de una fuente de alimentación externa a través de ánodos inertes al acero de refuerzo, forzando al acero a ser catódico y deteniendo la corrosión. ICCP se utiliza en tableros de puentes grandes, subestructuras, estacionamientos e infraestructura aeroportuaria con contaminación generalizada de cloruros. Abarca componentes del sistema ICCP, tipos de ánodos (MMO titanio, revestimiento conductor, zinc rociado por arco, cerámico), control del rectificador, monitoreo, criterios NACE SP0290 e inspección.
La Protección Catódica por Corriente Impresa (ICCP) es un método activo de control electroquímico de la corrosión que fuerza al acero de refuerzo en el hormigón a convertirse en el cátodo de una celda electroquímica, suprimiendo así la reacción de disolución anódica (corrosión). El sistema aplica una pequeña corriente continua regulada desde una fuente de alimentación externa a través de ánodos inertes distribuidos sobre la superficie del hormigón, a través del electrolito de hormigón, y hasta el acero de refuerzo. Esta corriente impulsada externamente polariza el acero a un potencial donde la corrosión es termodinámicamente imposible o cinéticamente insignificante.
La celda de corrosión en el hormigón armado es idéntica a una batería: consiste en un sitio anódico (donde se disuelve el acero), un sitio catódico (donde ocurre la reducción de oxígeno), el agua de poro del hormigón como electrolito (proporcionando conductividad iónica) y el propio acero como camino metálico. Sin protección catódica, la corriente que fluye del ánodo es igual a la corriente que fluye al cátodo (Ia = Ic). Cuando se aplica ICCP, la corriente externa del rectificador suplementa la corriente catódica, reduciendo la corriente que debe ser suministrada por la reacción de corrosión anódica. Si se aplica suficiente corriente externa, la corriente de corrosión anódica se aproxima a cero y la corrosión efectivamente se detiene.
El comportamiento electroquímico del acero en el hormigón se describe mediante el diagrama de Pourbaix (diagrama potencial-pH) para el hierro. Para estructuras embebidas en suelo, la PC busca desplazar el potencial del acero a la región de inmunidad donde el hierro metálico es estable. Sin embargo, para el acero en hormigón, alcanzar la región de inmunidad requiere potenciales más negativos que aproximadamente -900 mV frente a Cu/CuSO₄ (CSE) — potenciales que pueden causar evolución de hidrógeno en la superficie del acero, llevando a la pérdida de adherencia entre el acero y el hormigón y, en estructuras pretensadas, fragilización por hidrógeno del acero de alta resistencia. Por lo tanto, ICCP para hormigón opera en la región de pasivación del diagrama de Pourbaix en lugar de la región de inmunidad. La corriente de PC causa cambios electroquímicos en la superficie del acero: se generan iones hidroxilo (OH⁻) mediante la reducción catódica del agua y el oxígeno, aumentando el pH en la interfaz acero-hormigón y repasivando el acero. Este mecanismo de repasivación — el llamado “efecto secundario” de la PC — es entendido ahora por muchos investigadores como el mecanismo dominante por el cual ICCP detiene la corrosión en el hormigón, en lugar del efecto de supresión termodinámica “primario”.
ICCP vs PC Galvánica (de Sacrificio) — Diferencias Clave:
| Parámetro | ICCP | PC Galvánica |
|---|---|---|
| Fuente de alimentación | Rectificador CC externo (red CA) | Diferencia de potencial galvánico natural |
| Voltaje de excitación | 6–24V (hasta 50V máx.), ajustable | 0.5–1.2V máx., fijo |
| Corriente de salida | Ajustable, hasta 50A por sistema | Limitada, 0.5–50 mA/m² de acero |
| Material del ánodo | Inerte (MMO titanio, revestimiento conductor) | De sacrificio (zinc, magnesio, aluminio) |
| Consumo del ánodo | Mínimo — <1 g/año por ánodo | Alto — masa del ánodo consumida, reemplazada periódicamente |
| Vida útil de diseño | 25–75+ años (titanio MMO) | 5–30 años (zinc) |
| Más adecuado para | Estructuras grandes, alta demanda de corriente, control ajustable | Estructuras pequeñas, reparaciones localizadas, sin alimentación disponible |
| Costo inicial por m² | $150–$500 (varía según tipo de ánodo) | $50–$200 |
| Requisito de monitoreo | Registros mensuales del rectificador, pruebas anuales de despolarización | Verificaciones periódicas de potencial |
| Normas | NACE SP0290 / AMPP SP0216, ISO 12696 | NACE SP0408 (para enterrado/sumergido) |
La corriente ICCP produce dos efectos distintos. El efecto electrocinético primario desplaza las velocidades de las reacciones anódicas y catódicas. Con suficiente corriente, el potencial del acero se desplaza a un valor donde la velocidad de disolución anódica se reduce en un factor de 10,000 o más. El efecto electroquímico secundario genera iones hidroxilo en la superficie del acero mediante reacciones catódicas: O₂ + 2H₂O + 4e⁻ → 4OH⁻ (reducción de oxígeno) y 2H₂O + 2e⁻ → H₂ + 2OH⁻ (reducción de agua a potenciales más negativos). Estos iones hidroxilo aumentan el pH local, restaurando la película pasiva que protege al acero en el hormigón alcalino. Además, la corriente continua aplicada causa electromigración de iones cloruro alejándose del acero hacia los ánodos externos, reduciendo gradualmente la concentración de cloruros en la superficie del acero con el tiempo. Esta acción multimecanismo explica por qué ICCP es efectivo incluso en hormigón con contenido muy alto de cloruros donde otros métodos de reparación fallan.
PC Híbrida (HCP) combina tanto ICCP como protección galvánica en un enfoque de dos fases. En la primera fase, se aplica una corriente impresa a niveles elevados (típicamente 20–60 mA/m² durante 2–8 semanas, entregando densidades de carga de 50–500 kC/m²) para restaurar la capa pasiva del acero. Luego se desconecta la fuente de alimentación y los ánodos galvánicos (típicamente de zinc o aleaciones de aluminio) mantienen la pasividad a densidades de corriente mucho más bajas (0.2–2 mA/m² según lo especificado en ISO 12696 para prevención catódica). HCP es un desarrollo relativamente reciente que aprovecha la alta capacidad de corriente de ICCP para la pasivación inicial combinada con la naturaleza de bajo mantenimiento de los sistemas galvánicos para la protección a largo plazo. La fase ICCP de HCP utiliza típicamente ánodos de titanio MMO, que permanecen en su lugar como ánodos galvánicos durante la segunda fase, conectados al acero a través de una resistencia para limitar la corriente de salida.
Un sistema ICCP para hormigón armado comprende seis componentes principales que trabajan juntos para entregar corriente controlada al acero de refuerzo. Cada componente debe ser adecuadamente diseñado, instalado y mantenido para alcanzar la vida útil requerida de 25–75+ años.
Fuente de Alimentación de CC (Transformador-Rectificador / Unidad de Fuente de Alimentación): El rectificador convierte la corriente alterna (CA) de la red en corriente continua (CC) regulada. Las especificaciones del rectificador para ICCP en hormigón típicamente incluyen: rango de voltaje de salida de 0–24V CC (con un margen mínimo del 15–25% por encima del voltaje de diseño calculado para acomodar futuros aumentos en la resistividad del hormigón o envejecimiento del ánodo), capacidad de corriente de salida de 5–50A por sistema (dependiendo de la superficie de acero protegida y la densidad de corriente requerida), y modo de control de corriente constante con protección de sobrecorriente de voltaje constante. El rectificador debe incluir capacidad de corte instantáneo (interrupción de la corriente dentro de 0.1–0.5 segundos para mediciones de despolarización), protección contra sobretensiones clasificada para 500 julios mínimo, clasificación de temperatura de operación de 45°C ambiente y clasificación de gabinete NEMA 3R o 4X para instalación exterior. Los tipos de rectificador incluyen: de toma fija (ajuste manual de la salida mediante tomas del transformador), controlado por tiristor (rectificador controlado de silicio para regulación automática), variac (autotransformador variable) y de modo conmutado (conmutación de alta frecuencia con control digital). Los rectificadores modernos incorporan el Módulo de Integración de Rectificador Transformador (TRIM) de Vector Corrosion o equivalente — una interfaz universal de control y monitoreo que proporciona acceso remoto vía GSM, Ethernet o integración SCADA, registro de datos de lecturas de corriente, voltaje y potencial, notificación de alarmas por fallas del sistema e interrupción automática de corte instantáneo para pruebas de despolarización.
Sistema de Ánodos: El conjunto de ánodos distribuye la corriente desde el terminal positivo del rectificador a través de la superficie del hormigón. Los tipos de ánodos se detallan en la siguiente sección. El sistema de ánodos debe proporcionar una distribución uniforme de la corriente para asegurar que todas las áreas del acero de refuerzo alcancen una polarización adecuada, evitando al mismo tiempo una densidad de corriente excesiva que podría causar acidificación de la interfaz ánodo-hormigón (límite de densidad de corriente del ánodo de aproximadamente 110 mA/m² de superficie de hormigón — por encima de este umbral, la oxidación del agua en el ánodo genera iones H⁺ que reducen el pH, dañando potencialmente la matriz de hormigón adyacente al ánodo). El diseño del sistema de ánodos incluye el cálculo de la longitud o área total del ánodo basado en la demanda de corriente y la capacidad nominal del material específico del ánodo. Para ánodos de cinta de titanio MMO en hormigón, las capacidades de corriente estándar son: cinta de 10 mm de ancho — 2.8 mA/m, cinta de 12.7 mm — 3.5 mA/m, cinta de 19.05 mm — 5.28 mA/m y cinta de 25.4 mm — 7.0 mA/m. Para ánodos de malla de titanio MMO: capacidad estándar 16 mA/m² (1.5 mA/ft²), capacidad media 22 mA/m² (2.1 mA/ft²) y capacidad pesada 32 mA/m² (3.0 mA/ft²) de superficie de ánodo.
Acero de Refuerzo (Cátodo): El acero de refuerzo está conectado al terminal negativo del rectificador y funciona como el cátodo del circuito ICCP. El acero debe ser eléctricamente continuo — todas las barras, estribos, amarres y mallas deben estar interconectados con una resistencia menor de 1 ohmio entre dos puntos cualesquiera. Las pruebas de continuidad según especificaciones ASTM se realizan durante la instalación midiendo la resistencia entre múltiples puntos en la jaula o malla de refuerzo. Si no se puede verificar la continuidad (común en estructuras con barras traslapadas sin conexiones mecánicas o en construcciones antiguas con refuerzo discontinuo), se deben instalar puentes de continuidad suplementarios exponiendo el refuerzo en ubicaciones seleccionadas y soldando o conectando mecánicamente cables de cobre. En hormigón pretensado, se requiere cuidado especial porque el acero de pretensado está a un nivel de tensión elevado y puede ser susceptible a fragilización por hidrógeno si se polariza más allá de -900 mV frente a Ag/AgCl/0.5M KCl (el límite de sobreprotección especificado en ISO 12696). Para estructuras pretensadas, el diseño ICCP típicamente incluye electrodos de referencia adicionales en ubicaciones críticas y monitoreo redundante para asegurar que el potencial nunca exceda este límite.

Electrodos de Referencia: Los electrodos de referencia instalados permanentemente son los elementos de monitoreo esenciales que miden el potencial de polarización del acero de refuerzo. El electrodo de referencia estándar para ICCP en hormigón es el electrodo de plata/cloruro de plata (Ag/AgCl/0.5M KCl) , que proporciona un potencial estable y reproducible durante la vida del sistema. Otros tipos incluyen cobre/sulfato de cobre (Cu/CuSO₄ o CSE) para uso donde el hormigón está en contacto con el suelo, y electrodos de referencia de zinc para estabilidad a largo plazo en aplicaciones enterradas. NACE SP0290 recomienda un mínimo de 2–4 electrodos de referencia por zona de protección, colocados en ubicaciones representativas de las condiciones de exposición de la estructura — típicamente en el centro del vano en tableros de puentes, en las bases de las columnas en subestructuras y en ubicaciones con la mayor concentración prevista de cloruros. Los electrodos de referencia deben instalarse en tubos de acceso o embeberse directamente en el hormigón durante la construcción o la rehabilitación. Deben verificarse periódicamente contra un electrodo de referencia portátil (verificación de precisión) para confirmar que no se hayan desviado más de ±10 mV de su calibración original. La desviación más allá de esta tolerancia requiere reemplazo o recalibración. La precisión de las lecturas de los electrodos de referencia impacta directamente la validez de los resultados de las pruebas de despolarización utilizadas para verificar la protección según el criterio de 100 mV.
Cableado y Cajas de Conexiones: El sistema de cableado conecta el rectificador a la red de distribución de ánodos (circuito positivo) y al acero de refuerzo (circuito negativo), con cajas de conexiones que proporcionan puntos de prueba accesibles para mediciones de voltaje, corriente y potencial. Cada zona de protección debe tener cableado positivo y negativo dedicado. El cableado está codificado por colores — típicamente rojo para positivo (circuito de ánodos) y negro o blanco para negativo (circuito de acero) — e instalado en conductos etiquetados para evitar conexiones cruzadas accidentales durante el mantenimiento. Las cajas de conexiones contienen resistencias shunt para medición de corriente (calibradas para proporcionar 1 mV por amperio o lectura equivalente), terminales de prueba para lecturas de potencial de electrodos de referencia e interruptores de desconexión para aislar zonas individuales. La resistencia de la conexión cable-ánodo no debe exceder 0.004 ohmios (4 miliohmios) para evitar sobrecalentamiento localizado y caída de voltaje que reduzca la eficiencia del sistema. Todas las uniones en el cableado del circuito positivo deben evitarse entre la caja de conexiones y el ánodo — se requieren tramos de cable continuos desde la caja de conexiones hasta el primer punto de conexión del ánodo.
Sobrecapa Cementicia o Rejuntado: Para ánodos de malla de titanio MMO embebidos en sobrecapas de tableros de puentes, el material de sobrecapa es típicamente hormigón modificado con látex, hormigón con microsílice o mortero cementicio modificado con polímeros aplicado con un espesor mínimo de 40–75 mm sobre la malla de ánodos. La sobrecapa sirve como el entorno físico para el camino de la corriente iónica desde el ánodo hasta el sustrato de hormigón y el acero de refuerzo subyacente. La sobrecapa debe tener resistividad controlada (típicamente 10–50 kΩ·cm) y suficiente resistencia de adherencia al sustrato de hormigón existente (mínimo 1.0 MPa según la prueba de arrancamiento ASTM C1583). Para ánodos de cinta rejuntados en ranuras cortadas, el rejuntado es un material cementicio conductor o modificado con polímeros que proporciona un contacto eléctrico íntimo entre la cinta de titanio y el hormigón circundante.
Se utilizan cuatro tipos principales de ánodos en sistemas ICCP para estructuras de hormigón. La selección del tipo de ánodo depende del elemento estructural a proteger (tablero, columna, trasdós, estribo), la densidad de corriente requerida, el acceso para instalación, los requisitos de preparación de la superficie del hormigón y los objetivos de vida útil de diseño.
Malla de Titanio MMO: La malla de titanio recubierta con Óxido Metálico Mixto (MMO) es el ánodo más ampliamente especificado para ICCP en tableros de puentes y grandes superficies horizontales. El sustrato es lámina de titanio expandido fabricado con titanio ASTM B265 Grado 1 o Grado 2 — seleccionado por su excelente resistencia a la corrosión en el entorno anódico y su capacidad para formar una capa de óxido estable. El recubrimiento MMO consiste en una mezcla sinterizada de óxidos de metales nobles — óxido de iridio (IrO₂) y óxido de tantalio (Ta₂O₅) para entornos de evolución de oxígeno (el estándar para hormigón, donde la reacción anódica primaria es la oxidación del agua: 2H₂O → O₂ + 4H⁺ + 4e⁻) u óxido de rutenio (RuO₂) y óxido de iridio (IrO₂) para entornos de evolución de cloro (exposición al agua de mar donde predomina la oxidación de cloruros: 2Cl⁻ → Cl₂ + 2e⁻). El recubrimiento se aplica mediante descomposición térmica (pintando el sustrato de titanio con una solución de sales de cloruro metálico en solventes orgánicos, luego calentando a 350–500°C para descomponer las sales en capas de óxido) en múltiples capas para lograr la carga de recubrimiento especificada.
| Tipo de Ánodo | Capacidad de Corriente | Espaciamiento Típico | Vida Útil de Diseño | Mejor Aplicación |
|---|---|---|---|---|
| Malla Ti MMO (estándar) | 16 mA/m² (1.5 mA/ft²) | 260–500 mm de espaciamiento | 50–75+ años | Tableros de puentes, tableros de plazas |
| Malla Ti MMO (pesado) | 32 mA/m² (3.0 mA/ft²) | 200–350 mm de espaciamiento | 50–75+ años | Zonas de alta demanda de corriente |
| Cinta Ti MMO 10 mm | 2.8 mA/m | Centros cada 200–400 mm | 50+ años | Columnas, muros, trasdós |
| Cinta Ti MMO 25 mm | 7.0 mA/m | Centros cada 200–400 mm | 50+ años | Áreas de subestructura más grandes |
| Pintura conductora de carbono | Varía según sistema | Espaciamiento de ánodo 150–300 mm | 15–25 años | Superficies verticales, geometría compleja |
| Zinc rociado por arco | Varía según sistema | Revestimiento continuo | 10–20 años | Subestructura, zonas de marea |
| Cerámico conductor | Hasta 35 mA/m² | Personalizado | 25–50 años | Entornos severos |
La malla de titanio MMO se instala desenrollando la malla sobre la superficie de hormigón preparada, asegurándola con sujetadores plásticos tipo “árbol de Navidad” o pasadores de acero inoxidable con espaciamiento de 300–600 mm, luego superponiendo las láminas de malla adyacentes en 50–100 mm con las superposiciones atadas o soldadas por puntos para asegurar la continuidad eléctrica. Barras conductoras (tiras de titanio perforadas o barras de acero inoxidable) se colocan perpendiculares a la orientación de la malla a intervalos de 3–6 metros para recolectar la corriente de los alimentadores del rectificador y distribuirla a la malla. La malla se cubre luego con la sobrecapa cementicia (40–75 mm de espesor mínimo). El tamaño de apertura de la malla es típicamente de patrón diamante de 40–100 mm, proporcionando aproximadamente 40–60% de área abierta para la penetración de la sobrecapa y la adherencia con el sustrato.
Cinta de Titanio MMO: Los ánodos de cinta son tiras de 10–25 mm de ancho cortadas de lámina de titanio recubierta de MMO, instaladas en ranuras cortadas estrechas (típicamente 12 mm de ancho × 20 mm de profundidad) en la superficie del hormigón y rellenadas con un rejuntado cementicio conductor o polímero relleno de carbono. La cinta se conecta longitudinalmente a una barra conductora continua o se conecta a intervalos a barras alimentadoras transversales que corren en ranuras más profundas. Los ánodos de cinta se utilizan cuando una sobrecapa no es práctica — para columnas, capiteles de pilares, muros y superficies de trasdós donde agregar 40–75 mm de sobrecapa invadiría los gálibos de espacio libre, agregaría carga muerta excesiva o interferiría con elementos arquitectónicos. El método de instalación con ranuras cortadas produce menos escombros de construcción que la colocación de sobrecapa y puede completarse en fases en estructuras parcialmente ocupadas. El espaciamiento entre ranuras de cinta adyacentes se calcula basándose en la demanda de corriente por metro cuadrado de superficie de hormigón — el espaciamiento típico es de 200–400 mm centro a centro para requisitos de corriente estándar. El rejuntado debe alcanzar una resistencia de adherencia mínima de 1.0 MPa y una resistividad compatible con la del hormigón existente (±20% de la resistividad del sustrato). Los ánodos de cinta también pueden instalarse en sobrecapa de hormigón para construcciones nuevas — la cinta se coloca sobre el sustrato antes de colocar la sobrecapa, proporcionando un perfil más delgado que la malla.
Pintura Conductora de Carbono (Sistema de Ánodo Conductor — CAS): Los revestimientos de polímero conductor son pinturas a base de solvente o agua cargadas con negro de carbono y aplicadas directamente a la superficie del hormigón en múltiples capas hasta un espesor total de película seca de 10–15 mils (250–380 μm) . El sistema de revestimiento incluye un conductor de ánodo primario — típicamente cable de núcleo de platino-niobio-cobre, 0.031 pulgadas (0.79 mm) de diámetro — instalado en ranuras cortadas poco profundas (3/8 a 1/2 pulgada de ancho × 3/4 pulgada de profundidad) rellenas con rejuntado de polímero conductor. El sistema CAS distribuye la corriente desde el cable del ánodo primario a través de la pintura cargada de carbono hasta el hormigón circundante. Las ventajas incluyen aplicabilidad a geometrías complejas (superficies curvas, arcos, columnas con perfiles estriados), mínima carga muerta añadida y facilidad de reparación — el revestimiento puede repararse localmente limpiando la superficie y reaplicando pintura. La desventaja principal es la vida útil limitada de 15–25 años — el polímero cargado de carbono puede degradarse bajo exposición UV, y la interfaz ánodo-hormigón puede volverse ácida con el tiempo debido a la oxidación del agua en el ánodo, causando la delaminación del revestimiento. CAS está clasificado para densidades de corriente de hasta aproximadamente 35 mA/m² de superficie de hormigón. Es adecuado para estructuras en tierra expuestas a sales de deshielo pero no se recomienda para entornos marinos agresivos donde la pulverización de agua salada acelera la degradación.
Zinc Rociado por Arco (Zinc Proyectado Térmicamente — TSZ): Este tipo de ánodo consiste en una capa de 20 mils (500 μm) de espesor de zinc 99% puro aplicado a una superficie de hormigón arenada mediante rociado por arco eléctrico — dos alambres de zinc se alimentan a un arco eléctrico que funde el metal, y aire comprimido atomiza el metal fundido sobre la superficie preparada. El revestimiento se aplica en múltiples pasadas superpuestas para lograr un espesor uniforme. La corriente se distribuye al revestimiento de zinc a través de barras distribuidoras de titanio (típicamente de 12.7 mm de ancho × 1 mm de espesor, recubiertas con óxido metálico mixto) que se embeben en la capa de zinc o se adhieren a la superficie del hormigón antes del rociado. La capa de zinc en sí misma tiene resistividad eléctrica relativamente alta, y las barras distribuidoras de titanio deben espaciarse a intervalos de 3–6 metros para asegurar una distribución adecuada de la corriente en áreas grandes. El zinc rociado por arco se ha utilizado extensamente en subestructuras de puentes en Florida, Virginia y Oregón, con costos que oscilan entre $12/ft² y $41/ft² en múltiples contratos del Puente Howard Frankland (1992–2009). La vida útil es típicamente de 10–20 años antes de que se necesite reaplicación, ya que el revestimiento de zinc se corroe de forma de sacrificio y la capa de óxido que se forma puede aumentar la resistencia de contacto. Se pueden aplicar humectantes (químicos que atraen la humedad como el bromuro de litio) a la superficie de zinc para mantener la humedad en la interfaz ánodo-hormigón, mejorando la corriente de salida hasta 7× en comparación con los revestimientos de zinc secos.
Ánodos Cerámicos Conductores: Los ánodos cerámicos conductores consisten en baldosas cerámicas cocidas con recubrimientos de óxido conductor (típicamente óxido de estaño dopado con antimonio u óxido de indio) adheridas a la superficie del hormigón. Ofrecen alta capacidad de corriente (hasta 35 mA/m²) y larga vida útil (25–50 años) en entornos severos. Sin embargo, son más costosos que las alternativas de titanio MMO y basadas en carbono, y rara vez se especifican en América del Norte — la mayoría de las aplicaciones están en proyectos europeos de puentes y túneles.
Resumen de Criterios de Selección de Ánodos:
| Factor | Malla Ti MMO | Cinta Ti MMO | Pintura CAS | Zn Rociado por Arco | Cerámico |
|---|---|---|---|---|---|
| Superficies horizontales | Excelente | Bueno | Pobre | Regular | Pobre |
| Superficies verticales | Pobre | Bueno | Excelente | Excelente | Regular |
| Geometría compleja | Pobre | Pobre | Excelente | Bueno | Pobre |
| Vida útil de diseño >50 años | Sí | Sí | No | No | Limitada |
| Costo por m² | Medio-Alto | Medio | Bajo-Medio | Medio | Alto |
| Requisito de mantenimiento | Bajo | Bajo | Medio | Alto | Bajo |
| Accesibilidad en servicio | Requiere sobrecapa | Superficie accesible | Superficie accesible | Superficie accesible | Superficie accesible |
El rectificador es el corazón del sistema ICCP, convirtiendo la corriente alterna de la red en corriente continua regulada y proporcionando el voltaje de excitación que polariza el acero de refuerzo. Los rectificadores ICCP modernos incorporan capacidades sofisticadas de control, monitoreo y comunicación que permiten la gestión remota del sistema y pruebas de despolarización automatizadas.
Tipos de Rectificador:
| Tipo | Método de Control | Eficiencia Típica | Costo | Mejor Aplicación |
|---|---|---|---|---|
| Toma fija | Ajuste manual de toma de transformador | 80–85% | Bajo | Sistemas pequeños, bajo mantenimiento |
| Tiristor (SCR) | Disparo por ángulo de fase de rectificadores controlados de silicio | 85–92% | Medio | Sistemas medianos a grandes, corriente constante |
| Variac | Autotransformador variable | 85–90% | Medio | Investigación, necesidades ajustables |
| Modo conmutado | Conmutación PWM de alta frecuencia (10–100 kHz) | 90–96% | Medio-Alto | Sistemas grandes, monitoreo remoto |
Los rectificadores de toma fija son el tipo más simple y robusto. El voltaje de salida se ajusta seleccionando diferentes tomas en el devanado secundario del transformador, proporcionando típicamente 4–8 escalones de voltaje discretos. La corriente de salida no está regulada — varía con la resistencia de carga (resistividad del hormigón, condición del ánodo). Los rectificadores de toma fija son adecuados para sistemas pequeños con condiciones de hormigón estables donde se requiere un ajuste poco frecuente. Los rectificadores controlados por tiristor (SCR) utilizan el disparo por ángulo de fase de rectificadores controlados de silicio en la entrada de CA al transformador, proporcionando ajuste continuo de 0–100% de salida. Un bucle de retroalimentación mantiene una salida de corriente constante independientemente de los cambios en la resistencia de carga — este es el modo de control preferido para ICCP porque la densidad de corriente requerida (mA/m² de acero) es el parámetro de diseño principal. Si la resistividad del hormigón aumenta (por ejemplo, durante condiciones secas de verano), el rectificador aumenta automáticamente el voltaje para mantener la corriente configurada. Si la resistividad disminuye (por ejemplo, durante invierno húmedo con sales de deshielo), el voltaje disminuye automáticamente.
Los rectificadores de modo conmutado utilizan modulación por ancho de pulso (PWM) de alta frecuencia a 10–100 kHz para regular la salida, eliminando el pesado transformador de 50/60 Hz. Alcanzan una eficiencia del 90–96% en comparación con el 80–85% de los rectificadores de tiristor tradicionales. La reducción de peso (60–80% más ligeros) y la mejora de eficiencia son significativas para sistemas ICCP de puentes grandes donde múltiples rectificadores (uno por zona) se alojan en gabinetes o bunkers. Los rectificadores de modo conmutado incorporan control digital con tiempos de rampa programables (para evitar picos de corriente repentinos que podrían dañar la interfaz ánodo-hormigón), capacidades de arranque suave y secuencias automatizadas de interrupción de corte instantáneo.
Modos de Control: Los sistemas ICCP operan en modo de corriente constante como estrategia de control principal. La corriente de salida se ajusta al valor de diseño (típicamente 10–20 mA/m² de superficie de acero para tableros de puentes) y el rectificador ajusta el voltaje según sea necesario para mantener esa corriente. El modo de voltaje constante se utiliza como respaldo o para el arranque inicial del sistema — el voltaje se ajusta al valor de diseño calculado y se permite que la corriente varíe con los cambios de carga. El modo de potencial constante (también llamado control potenciostático) mantiene el potencial del acero en un valor fijo en relación con un electrodo de referencia — este es el modo de control más sofisticado y se utiliza para estructuras de hormigón pretensado donde la sobreprotección debe evitarse estrictamente. El potencial del electrodo de referencia se retroalimenta al controlador del rectificador, que ajusta la corriente de salida para mantener el acero en el potencial objetivo (típicamente -700 a -800 mV frente a Ag/AgCl).
Monitoreo y Control Remoto (Integración SCADA): Los rectificadores ICCP modernos están equipados con módulos de comunicación que permiten la gestión remota completa del sistema. El Módulo de Integración de Rectificador Transformador (TRIM) de Vector Corrosion es un complemento universal que proporciona: monitoreo en tiempo real de voltaje, corriente y potenciales de electrodos de referencia; interrupción automatizada de corte instantáneo en intervalos programables (típicamente cada 24 horas durante 1–4 segundos para capturar potenciales de corte instantáneo, más una prueba de despolarización completa de 24 horas anualmente); registro de datos con historial con marca de tiempo de todos los parámetros del sistema; notificación de alarmas para eventos de corriente alta/baja, fallas del rectificador, fallas a tierra y desviación del electrodo de referencia; ajuste remoto del punto de consigna de corriente de salida; e interfaz web a través de GSM, Ethernet o red SCADA. La integración del monitoreo remoto con pruebas de despolarización automatizadas es un avance significativo — elimina la necesidad de que el personal de campo viaje a cada ubicación del rectificador para pruebas periódicas y proporciona un registro continuo del rendimiento del sistema que puede revisarse para verificar el cumplimiento de los criterios NACE SP0290.
Dimensionamiento del Rectificador: El rectificador debe dimensionarse con capacidad adecuada para satisfacer la demanda de corriente en el peor caso de la zona protegida. El proceso de diseño implica: calcular la superficie total de acero en la zona (esto requiere revisión de los planos de armadura, dimensionamiento de barras y espaciamiento), multiplicar por la densidad de corriente de diseño (típicamente 2–20 mA/m²), agregar un factor de seguridad de 1.25–1.50 para futuros aumentos en la demanda, calcular el voltaje requerido para impulsar esta corriente a través de la resistencia del circuito (resistividad del hormigón × espaciamiento del ánodo + resistencia del cableado + resistencias de conexión) y agregar un margen de voltaje del 15–25% por encima del valor calculado. Para una zona típica de tablero de puente de 1,000 m² de superficie de acero a 15 mA/m², la demanda de corriente es de 15A. Con un requisito de voltaje calculado de 12V basado en resistividad del hormigón de 20 kΩ·cm y espaciamiento de ánodo de 300 mm, la especificación del rectificador sería: 20A mínimo a 15V, modo de corriente constante, con monitoreo remoto.
El monitoreo es esencial para verificar que el sistema ICCP está proporcionando protección efectiva y para detectar problemas — fallas del rectificador, deterioro del ánodo, desviación del electrodo de referencia o problemas de cableado — antes de que comprometan la protección del acero de refuerzo. NACE SP0290 define los requisitos de monitoreo para ICCP en hormigón expuesto atmosféricamente.
Mediciones de Potencial: La medición de monitoreo fundamental es el potencial estructura-electrolito — la diferencia de voltaje entre el acero de refuerzo y un electrodo de referencia colocado sobre o embebido en el hormigón. Esta medición se expresa en milivoltios (mV) en relación con el tipo de electrodo de referencia (Ag/AgCl/0.5M KCl o Cu/CuSO₄). La medición se toma bajo tres condiciones: potencial nativo (de libre corrosión) — el potencial antes de aplicar la PC, que indica si la corrosión está activa; potencial de corte instantáneo — el potencial medido dentro de 0.1–0.5 segundos después de interrumpir la corriente de PC, que representa el potencial polarizado del acero sin el error de caída IR causado por el flujo de corriente a través de la resistencia del hormigón; y potencial despolarizado (decaído) — el potencial medido después de que la corriente de PC ha estado apagada durante 24 horas (o más para estructuras masivas), que representa el potencial de corrosión natural del acero a medida que la polarización se disipa.
El Criterio de Disminución de Polarización de 100 mV (NACE SP0290 / AMPP SP0216): El criterio estándar para una PC efectiva es que el acero de refuerzo debe exhibir una disminución de polarización mínima de 100 mV dentro de 24 horas (o un período más largo con la justificación adecuada) desde el potencial de corte instantáneo. El criterio de 100 mV se prefiere sobre los criterios de potencial absoluto porque es independiente del tipo de electrodo de referencia (funciona con electrodos Ag/AgCl, CSE o de zinc), es independiente del potencial de corrosión nativo del acero (que puede variar desde -100 mV para acero pasivo hasta -600 mV para acero con corrosión activa) y considera el efecto de repasivación de la PC en lugar de solo la supresión termodinámica. La disminución de polarización representa el desplazamiento en el potencial del acero causado por la corriente de PC — si cuando se apaga la corriente el potencial disminuye al menos 100 mV, demuestra que la PC estaba logrando al menos 100 mV de polarización. El criterio de 100 mV se ha correlacionado con una reducción de la velocidad de corrosión de al menos un orden de magnitud (reducción del 90%) mediante estudios de laboratorio y validación de campo.

Procedimiento de Prueba de Despolarización: La prueba se realiza interrumpiendo la corriente de PC (ya sea manualmente o usando la función de corte instantáneo remoto del rectificador), registrando el potencial de corte instantáneo dentro de 0.5 segundos, luego registrando el potencial a intervalos durante las siguientes 24 horas — típicamente a 1, 2, 4, 8, 12 y 24 horas. La disminución de potencial en cada intervalo se calcula como la diferencia entre el potencial en ese momento y el potencial de corte instantáneo. Una disminución total de 100 mV o más en cualquier momento dentro del período de 24 horas (o más largo) satisface el criterio. La forma de la curva de disminución de potencial proporciona información de diagnóstico adicional: una disminución inicial rápida (pendiente pronunciada en las primeras 1–4 horas) indica que una gran parte de la polarización se debió a efectos de concentración en la superficie del acero, lo cual es normal en sistemas bien polarizados. Una disminución superficial y lenta (pendiente gradual durante 12–24 horas) indica que la PC ha logrado cambios químicos significativos en la interfaz acero-hormigón (el efecto secundario de repasivación), que es la forma más beneficiosa de polarización.
Monitoreo de Densidad de Corriente: La densidad de corriente operativa en la superficie del acero debe medirse y registrarse para verificar que permanezca dentro del rango de diseño. ISO 12696 establece que la PC para la mayoría de las estructuras de hormigón opera a 2–20 mA/m² de superficie de acero. Para la prevención catódica (protección de acero que aún no ha iniciado la corrosión), la densidad de corriente requerida es de 0.2–2 mA/m². La densidad de corriente se calcula dividiendo la corriente total de la zona (medida en el rectificador o a través de resistencias shunt en cajas de conexiones) por la superficie estimada de acero en la zona. Los valores de densidad de corriente por debajo del rango de diseño sugieren que el sistema está subprotegiendo el acero; los valores significativamente por encima del rango de diseño pueden indicar un cortocircuito eléctrico o una demanda de corriente excesiva que podría llevar a un consumo prematuro del ánodo o daño al hormigón en la interfaz ánodo-hormigón. El límite superior en la interfaz ánodo-hormigón es de aproximadamente 110 mA/m² — por encima de esto, la acidificación por oxidación del agua puede causar desprendimiento de la sobrecapa o del rejuntado.
Límites de Sobreprotección: Para acero de refuerzo ordinario, el potencial de corte instantáneo debe mantenerse más positivo que -900 mV frente a Ag/AgCl/0.5M KCl (aproximadamente -1,100 mV frente a CSE) para prevenir la evolución de hidrógeno en la superficie del acero. Para acero de pretensado, el límite es más estricto: los potenciales de corte instantáneo no deben exceder -900 mV frente a Ag/AgCl/0.5M KCl (ISO 12696). Los potenciales más negativos que este valor pueden causar la formación de hidrógeno atómico en la superficie del acero y su difusión en el acero de alta resistencia, llevando a fragilización por hidrógeno — un mecanismo de falla catastrófica y frágil sin advertencia previa. Los sistemas ICCP de hormigón pretensado deben incluir electrodos de referencia redundantes, alarmas automáticas de sobrepotencial en el rectificador y límites de salida del rectificador que eviten que la corriente exceda el nivel requerido para mantener los potenciales por encima del umbral de sobreprotección.
Monitoreo de Resistividad del Hormigón: La resistividad del hormigón es un parámetro importante que afecta tanto el rendimiento del sistema de PC (la resistividad determina el voltaje requerido para impulsar la corriente de diseño) como la velocidad de corrosión del acero no protegido (la baja resistividad favorece altas velocidades de corrosión). La resistividad puede medirse utilizando sensores de resistividad de 2 o 4 sondas embebidos según la metodología ASTM G57. Valores típicos de resistividad del hormigón: saturado con cloruros (zona de inmersión marina) — 0.9–1.5 kΩ·cm; saturado con sales de deshielo (condiciones invernales de tablero de puente) — 2–10 kΩ·cm; hormigón húmedo — 10–50 kΩ·cm; hormigón seco (estacionamiento interior, clima seco) — 50–200+ kΩ·cm. Cuando la resistividad del hormigón aumenta significativamente (por ejemplo, condiciones secas de verano), el voltaje del sistema de PC debe aumentar para mantener la corriente establecida. Si el rectificador ya está al voltaje máximo, la corriente de salida disminuirá y el acero puede no alcanzar una polarización adecuada. Esta variación estacional es normal y se considera en el margen de diseño del 15–25% de capacidad de voltaje.
NACE SP0290 (ahora mantenido por AMPP como SP0216) — “Práctica Estándar — Protección Catódica por Corriente Impresa del Acero de Refuerzo en Estructuras de Hormigón Expuestas Atmosféricamente” — es la norma rectora para el diseño, instalación, operación y monitoreo de sistemas ICCP. La norma fue publicada por primera vez por NACE International en 1990, actualizada en 2007 y más recientemente en 2019 (N.º de artículo 21043, ISBN 1-57590-103-X).
Aplicabilidad: SP0290 cubre ICCP para estructuras de hormigón armado expuestas a condiciones atmosféricas — tableros de puentes, estacionamientos, fachadas de edificios, pilares por encima de la zona de salpicadura. Para estructuras de hormigón enterradas o sumergidas, se aplica NACE SP0408 (Protección Catódica del Acero de Refuerzo en Estructuras de Hormigón Enterradas o Sumergidas). Para proyectos internacionales, ISO 12696:2016 (Protección Catódica del Acero en Hormigón) proporciona criterios equivalentes con algunas diferencias en las convenciones de electrodos de referencia y valores límite específicos.
Requisitos de Experto en la Materia (SME): La norma requiere que la persona responsable del diseño, monitoreo e interpretación de los sistemas ICCP esté certificada en NACE CP Nivel 4 (Especialista en Protección Catódica) o tenga calificación y experiencia nacional o internacional equivalente. El requisito mínimo de experiencia para el SME es de tres años de trabajo documentado en protección catódica con estructuras de hormigón.
Criterios de Protección (Sección 5 de SP0290): El criterio principal es la disminución de polarización de 100 mV dentro de un período que no exceda las 24 horas (o más largo si está justificado por las características de la estructura y documentado en los registros del proyecto). La polarización se define como el cambio neto en el potencial medido entre la estructura y un electrodo de referencia al interrumpir la corriente de PC, excluyendo cualquier contribución de caída IR. La norma permite criterios alternativos — el desplazamiento de polarización de 100 mV (diferencia de potencial entre el potencial nativo y el potencial polarizado con la PC encendida, corregida por caída IR) o el criterio de potencial absoluto (-850 mV frente a CSE para acero en entornos que simulan suelo) — pero la disminución de 100 mV es el método más comúnmente especificado y aceptado para estructuras de hormigón porque excluye automáticamente la caída IR.
Límites de Sobreprotección (Sección 6): SP0290 advierte contra la aplicación de corriente de PC excesiva que podría causar: fragilización por hidrógeno del acero de pretensado (limita los potenciales de corte instantáneo a -900 mV frente a Ag/AgCl/0.5M KCl), pérdida de adherencia entre el acero y el hormigón, o daño a la matriz del hormigón. La norma requiere que si alguna de estas condiciones pudiera ocurrir, el sistema de PC debe diseñarse con monitoreo redundante, limitación automática de corriente y características de seguridad ante fallos.
Requisitos de Monitoreo (Sección 7): La norma especifica: inspección mensual de las fuentes de alimentación — verificar que el voltaje y la corriente de salida estén dentro de ±10% de los valores de diseño, comprobar las luces indicadoras y los medidores, registrar todas las lecturas; estudios anuales — medir los potenciales estructura-electrolito en todos los electrodos de referencia, realizar pruebas de despolarización para verificar el criterio de 100 mV, inspeccionar cajas de conexiones y cableado; e inspecciones exhaustivas a intervalos que no excedan 3–5 años — verificar la precisión del electrodo de referencia contra electrodos de referencia portátiles, inspeccionar la condición del ánodo (estudio de delaminación de la sobrecapa, pruebas de adherencia del revestimiento, integridad del rejuntado), verificar cortocircuitos eléctricos, conexiones a tierra, precisión de medidores, eficiencia del rectificador y resistencia del circuito.
Requisitos de Documentación (Sección 8): SP0290 requiere documentación completa que incluya: planos conforme a obra que muestren las ubicaciones de todos los componentes del sistema (rectificador, ánodos, electrodos de referencia, cajas de conexiones, conductos de cableado); cálculos de diseño que muestren la superficie de acero por zona, densidad de corriente requerida, requisitos de voltaje, dimensionamiento de ánodos; resultados de pruebas iniciales que incluyan potenciales nativos, potenciales de corte instantáneo después de la primera activación y distribución de densidad de corriente; informes de estudios periódicos con todas las mediciones de potencial, curvas de despolarización y datos de registro del rectificador; y registros de mantenimiento para todas las reparaciones, ajustes y reemplazos de componentes.
Otras Normas Aplicables:
| Norma | Título | Cobertura Clave |
|---|---|---|
| NACE SP0290-2019 (AMPP SP0216) | ICCP del Acero de Refuerzo en Estructuras de Hormigón Expuestas Atmosféricamente | Diseño, instalación, monitoreo de ICCP |
| NACE SP0408-2019 | PC del Acero de Refuerzo en Estructuras de Hormigón Enterradas o Sumergidas | PC de hormigón sumergido/enterrado |
| ISO 12696:2016 | Protección Catódica del Acero en Hormigón | Criterios internacionales de PC para hormigón |
| ASTM C876-15 | Método de Ensayo Estándar para Potenciales de Corrosión del Acero de Refuerzo no Recubierto en Hormigón | Mapeo de potencial de semicelda |
| ASTM G57-06(2012) | Medición de Campo de la Resistividad del Suelo Usando el Método de los Cuatro Electrodos Wenner | Medición de resistividad para diseño de PC |
| NACE TM0294-2018 | Ensayo de Electrodos de Referencia Embebibles para Hormigón | Ensayos de calificación para electrodos de referencia permanentes |
La inspección regular es crítica para asegurar que los sistemas ICCP continúen proporcionando protección efectiva contra la corrosión durante toda su vida útil de diseño. El estudio de Virginia DOT (VTRC 07-R35) documentó que muchos de los 12 sistemas ICCP instalados en puentes de Virginia en las décadas de 1980 y 1990 habían fallado o estaban operando de manera subóptima porque la inspección y el mantenimiento habían sido descuidados después de que concluyeron los proyectos de investigación.
Inspección Mensual (Verificación del Rectificador): El rectificador debe visitarse mensualmente para verificar: voltaje de salida dentro de ±10% del punto de consigna; corriente de salida dentro de ±10% del punto de consigna; luces indicadoras y pantalla digital funcionando correctamente; sin códigos de error ni condiciones de alarma mostradas; sin signos de daño físico, entrada de agua o infestación de plagas en el gabinete del rectificador; y todos los interruptores automáticos y fusibles en posición cerrada. Las lecturas se registran en una hoja de registro del sistema (papel o digital). Si alguna lectura se desvía más del 10% del valor de diseño, se debe investigar la causa — las causas comunes incluyen: secado del hormigón (mayor resistividad, menor corriente), humedecimiento del hormigón con sales de deshielo (menor resistividad, mayor corriente), deterioro del ánodo (mayor resistencia, menor corriente), daño en el cableado o falla de componentes del rectificador.
Inspección Anual (Verificación de Rendimiento): El estudio anual debe incluir: medición de potenciales de corte instantáneo en todos los electrodos de referencia permanentes — la corriente se interrumpe (manual o mediante la función remota del rectificador) y se registra el potencial dentro de 0.5 segundos; una prueba de despolarización de 24 horas — la corriente permanece apagada durante 24 horas (o más) con mediciones de potencial registradas a 1, 2, 4, 8, 12 y 24 horas para construir una curva de despolarización; verificación de que se cumple el criterio de disminución de polarización de 100 mV; si no se cumple el criterio, investigación de la causa (corriente insuficiente, desconexión del ánodo, desviación del electrodo de referencia o mayor actividad de corrosión que requiere mayor corriente); y medición de la precisión del electrodo de referencia comparando las lecturas del electrodo permanente con un electrodo de referencia portátil colocado adyacente a cada electrodo permanente (la diferencia debe ser inferior a ±10 mV).

Cada 3–5 Años (Inspección Integral del Sistema): La inspección completa del sistema incluye: evaluación del estado del ánodo — para malla MMO en sobrecapas, se realiza un sondeo de la sobrecapa para detectar delaminación (arrastre de cadena o sondeo con martillo), y se toman muestras de núcleo de ubicaciones representativas (mínimo 2 por zona) para inspección visual de la interfaz ánodo-hormigón; para revestimientos conductores, se realiza una prueba de adherencia según ASTM D3359, y se cuantifican las áreas de ampollamiento, desprendimiento o decoloración; para zinc rociado por arco, se mide el espesor usando calibradores magnéticos (mínimo 15 mils restantes) y se inspecciona la superficie de zinc para detectar acumulación de óxido. Verificación del sistema de cableado — las mediciones de resistencia en todas las cajas de conexiones verifican la continuidad del circuito positivo y negativo; todas las conexiones se inspeccionan para detectar corrosión o terminales sueltos; las pruebas de falla a tierra verifican que el circuito negativo no esté conectado a tierra (resistencia a tierra >1 MΩ). Prueba de eficiencia del rectificador — se miden la potencia de entrada CA y la potencia de salida CC para calcular la eficiencia; si la eficiencia ha caído por debajo del 80% para unidades de toma fija o tiristor, o por debajo del 88% para unidades de modo conmutado, el rectificador puede requerir servicio o reemplazo. Reemplazo o recalibración de electrodos de referencia — cualquier electrodo de referencia permanente que se haya desviado más de ±20 mV de su calibración original debe ser reemplazado. Inventario de piezas de repuesto — se debe verificar la disponibilidad de fusibles, protectores contra sobretensiones y placas de control del rectificador.
Fallos Comunes del Sistema ICCP (según Estudio de Campo de Virginia DOT): El estudio VTRC 07-R35 documentó los siguientes modos de fallo en 12 sistemas ICCP en puentes de Virginia: alimentación desconectada pero nunca restaurada (Ruta 99 sobre Peak Creek — sistema desconectado del poste de alimentación y nunca reconectado; Ruta 15 sobre Willis River — alimentación desconectada por razones desconocidas, estructura reemplazada completamente en 2006); fusibles faltantes (Zona 3 en Smart Road Bridge funcionó durante años con corriente cero debido a un fusible faltante que nunca fue detectado porque no se realizaba monitoreo mensual); fallas de tarjeta controladora (sistema I-64 WBL Hampton Roads Bridge-Tunnel nunca se energizó con éxito después de la instalación — problemas de tarjeta controladora, cortocircuitos, problemas de rectificador y problemas de conexión a tierra fueron teorizados pero nunca resueltos en la cubierta de más de 400,000 ft²); fallas del medidor LCD (I-64 EBL sobre 13th View Street — medidor LCD no funcional, sistema operando a ciegas sin verificación de salida); daños por rayos y vandalismo causando fallas en el rectificador.
Registro y Seguimiento: Cada sistema ICCP debe registrarse en el sistema de gestión de activos de la agencia con: identificador único, fecha de instalación, vida útil de diseño, configuración de zona, modelo y número de serie del rectificador, parámetros clave de rendimiento (densidad de corriente de diseño, tipo de ánodo, ubicaciones de electrodos de referencia) y estado de inspección actual. Este registro asegura que los sistemas no queden “huérfanos” cuando los contratos de instalación originales expiren o cuando el personal responsable sea rotado a nuevas asignaciones.
Los tableros de puentes son la aplicación más común de ICCP para estructuras de hormigón — están directamente expuestos a sales de deshielo, desgaste del tráfico y ciclos de hielo-deshielo, lo que los convierte en el elemento más vulnerable a la corrosión de la mayoría de las estructuras de puentes.
Desarrollo Histórico: El primer sistema ICCP en tablero de puente fue instalado por el Departamento de Transporte de California (Caltrans) en el Puente Sly Park Road en junio de 1973. El sistema utilizaba una sobrecapa asfáltica conductora con breeze de coque (árido de carbono) como ánodo. Después de varios años de operación, la sección protegida del tablero no mostró nuevas delaminaciones (excepto en áreas que habían sido inyectadas con epoxi para reparación de grietas antes de la instalación de PC), mientras que la sección no protegida del mismo tablero continuó deteriorándose con nuevos desconchados y delaminaciones que aparecían cada año. Esta demostración probó concluyentemente que ICCP podía detener la corrosión activa en tableros de puentes contaminados con cloruros.
Estudio Battelle (1988–1989): Para 1988, más de 275 estructuras de puentes en EE. UU. y Canadá habían sido equipadas con sistemas de protección catódica, cubriendo una superficie total de hormigón de aproximadamente 9,000,000 ft² (840,000 m²) . La mayoría de los puentes tenían 20–35 años de edad cuando se aplicó la PC. El 90% de los sistemas estaban en regiones de sales de deshielo y el 10% en entornos marinos. El estudio encontró que el 80% de los sistemas de PC funcionaban satisfactoriamente, con la mayoría utilizando tecnología ICCP. La tasa de no funcionalidad del 20% se atribuyó principalmente a la falta de monitoreo y mantenimiento, más que a fallos tecnológicos fundamentales.
Principales Instalaciones ICCP en Tableros de Puentes:
Clyde Tunnel, Glasgow, Escocia: 2,460 ft (750 m) de largo, túnel de dos tubos gemelos de 30 ft (9 m) de diámetro bajo el Río Clyde. La especificación ICCP requería una vida útil operativa de 25 años. El sistema utilizó malla de titanio MMO en una sobrecapa de hormigón para las paredes del túnel y ánodos de cinta de titanio MMO rejuntados en ranuras para el techo del túnel (trasdós). El túnel se dividió en 187 zonas de protección independientes, cada una de aproximadamente 4 ft (1.2 m) de ancho, correspondientes a las juntas de revestimiento segmentario de hierro fundido del túnel. Cada zona era alimentada por su propio rectificador con control y monitoreo independientes. Según un informe de estado de 2015 (20 años después de la instalación), el sistema ICCP funcionaba según lo diseñado y no fueron necesarias reparaciones de hormigón — la PC había mitigado efectivamente todo daño adicional por corrosión desde la instalación.
Viaductos Midland Links Motorway, Reino Unido: Aproximadamente 13 millas (21 km) de calzadas elevadas de doble calzada que comprenden más de 1,300 vanos, vigas transversales y juntas de expansión soportadas por más de 3,600 columnas. ICCP se instaló en más de 740 estructuras de puentes individuales dentro de este complejo, convirtiéndolo en uno de los despliegues ICCP más grandes del mundo. El sistema utilizó ánodos de cinta de titanio MMO en ranuras cortadas para columnas y malla de titanio MMO en sobrecapas para superficies de tablero. El proyecto Midland Links fue fundamental en el desarrollo de técnicas de instalación para ICCP a gran escala — incluyendo estrategias de zonificación para estructuras de múltiples elementos, técnicas para asegurar la continuidad eléctrica en disposiciones complejas de armadura y enfoques de monitoreo simplificados para cientos de zonas individuales.
Puente Howard Frankland, Tampa, Florida: Un puente de 3+ millas y 8 carriles que transporta 180,000 vehículos por día a través de la Bahía de Tampa, construido en 1960. Florida DOT ha ejecutado un total de 21 contratos de PC en esta estructura por un valor acumulado de aproximadamente $15 millones. El primer contrato (1987) instaló ICCP en zapatas de pilotes y columnas seleccionadas a $25/ft² — este sistema incluía capacidades de monitoreo remoto, lo que fue pionero para su época. Los contratos subsiguientes han utilizado tanto ICCP (malla de titanio encapsulada en Gunite para columnas y puntales, contratada a $161.50/ft² en 2009) como sistemas galvánicos (metalización de zinc rociado por arco a $12–41/ft², camisas de pilotes a $42/ft² inicialmente, aumentando a $12,187 por pilote para 2009). El puente permanece en servicio de carga completa 60+ años después de su construcción, con los sistemas de PC protegiendo continuamente los elementos de la subestructura contra la corrosión en el agresivo entorno marino.
Hampton Roads Bridge-Tunnel, Virginia: La estructura original de 1958 cruza la desembocadura del Río James con una superficie de tablero estimada en más de 400,000 ft². La rehabilitación en 1998 incluyó una sobrecapa de hormigón modificado con látex que contenía malla de ánodo de titanio embebida con catalizador MMO para ICCP. Desafortunadamente, la puesta en marcha del sistema fue problemática — el sistema nunca se energizó con éxito debido a problemas de tarjeta controladora, cortocircuitos y problemas del rectificador que nunca se resolvieron completamente. Este caso ilustra la importancia de las pruebas exhaustivas en la puesta en servicio del sistema y las consecuencias de los problemas de puesta en marcha no resueltos.
Puente Virginia Smart Road, Blacksburg, Virginia: Esta estructura es notable porque el sistema ICCP se instaló durante la construcción nueva — una aplicación rara de PC en un puente nuevo en lugar de como medida de rehabilitación. El tablero de 14,000 ft² fue protegido en 5 zonas independientes utilizando malla de cinta de titanio MMO embebida directamente en el hormigón original colocado in situ (no una sobrecapa). El sistema se activó en enero de 2000 con densidades de corriente iniciales de 5.76–11.03 mA/m² (0.576–1.103 mA/ft²). Los requisitos de voltaje medidos variaron de 1.38–2.38V inicialmente, aumentando a 2.10–3.34V después de 16 meses, luego estabilizándose en 1.9–3.3V para 2002. Para 2007, se descubrió que la Zona 3 tenía un fusible faltante (corriente cero) y la Zona 4 había caído de 3.34A a 2.12A. El sistema demostró que ICCP puede prevenir efectivamente la iniciación de corrosión en construcciones nuevas, pero también destacó el requisito continuo de monitoreo.
Parámetros de Diseño para ICCP en Tableros de Puentes:
| Parámetro | Rango Típico | Notas |
|---|---|---|
| Densidad de corriente en superficie de acero | 10–20 mA/m² (1–2 mA/ft²) | Basado en área de acero por m² de tablero |
| Densidad de corriente en superficie de hormigón | 0.5–3 mA/m² | Basado en área en planta del tablero |
| Requisito de voltaje del rectificador | 6–24V CC | Depende de la resistividad del hormigón y espaciamiento del ánodo |
| Espaciamiento del ánodo (cinta MMO) | 200–400 mm | Espaciamiento más ajustado para mayor resistividad |
| Espaciamiento del ánodo (malla MMO) | 260–500 mm | El tamaño de apertura de la malla afecta la adherencia de la sobrecapa |
| Electrodos de referencia por zona | 2–4 mínimo | Requisito NACE SP0290 |
| Tamaño de zona | 250–2,500 m² de área de tablero | Limitado por caída de voltaje y distribución de corriente |
| Espesor de sobrecapa (ánodos de malla) | 40–75 mm | Excluyendo la preparación del sustrato |
| Vida útil de diseño del sistema de ánodos | 50–75 años | Titanio MMO — limitado por consumo del recubrimiento |
La vida útil de un sistema ICCP depende de la durabilidad de sus componentes — particularmente los ánodos, electrodos de referencia, cableado y rectificador. Los componentes electrónicos (rectificadores, controladores, registradores de datos) son típicamente los primeros en fallar, no los ánodos. Un plan integral de vida útil debe abordar tanto los componentes electroquímicos como los componentes eléctricos/electrónicos.
Vida Útil del Ánodo:
| Tipo de Ánodo | Vida Útil de Diseño | Experiencia de Campo | Modo de Falla |
|---|---|---|---|
| Malla de titanio MMO | 50–75+ años | >30 años demostrados (Howard Frankland 1987) | Agotamiento del recubrimiento a densidad de corriente excesiva |
| Cinta de titanio MMO | 50+ años | >25 años demostrados (Clyde Tunnel, Midland Links) | Agotamiento del recubrimiento, deterioro del rejuntado de ranura |
| Pintura conductora de carbono (CAS) | 15–25 años | 15–20 años típico (estudio Virginia DOT) | Acidificación en el ánodo, delaminación del revestimiento |
| Zinc rociado por arco | 10–20 años | 5–15 años antes de reaplicación (Florida DOT) | Consumo de zinc, formación de capa de óxido |
| Cerámico conductor | 25–50 años | Datos de campo limitados | Fractura de baldosa, pérdida de adherencia |
Factores Clave que Afectan la Vida Útil ICCP:
Velocidad de agotamiento del recubrimiento — Los recubrimientos MMO en ánodos de titanio se consumen a una velocidad proporcional a la densidad de corriente operativa. A la densidad de corriente de diseño (16 mA/m² para malla estándar), la velocidad de consumo del recubrimiento es inferior a 1 gramo por año por metro cuadrado de ánodo. A densidades de corriente más altas o si el sistema opera a una salida elevada (debido al aumento de la resistividad del hormigón o al margen de voltaje del rectificador), el consumo del recubrimiento se acelera. La carga de metal precioso del recubrimiento (típicamente 5–15 g/m² de IrO₂ + Ta₂O₅) determina la carga total que puede pasar antes de que el recubrimiento se agote. Las pruebas de vida acelerada en electrolito Na₂SO₄ o NaCl a temperatura elevada (60–80°C) y alta densidad de corriente (100–1,000× el valor de diseño) son utilizadas por los fabricantes para predecir la vida útil.
Ataque de fluoruro al sustrato de titanio — El titanio es susceptible a la corrosión en presencia de iones fluoruro (F⁻), que pueden estar presentes en el hormigón provenientes de áridos contaminados, ciertos aditivos químicos o entornos expuestos a químicos que contienen fluoruro. Los iones fluoruro atacan la capa de óxido protectora del titanio, llevando a una corrosión localizada rápida del sustrato. Si los ánodos de titanio estarán expuestos a entornos con fluoruro, el recubrimiento MMO debe proporcionar una cobertura completa sin discontinuidades, y se deben considerar materiales alternativos para el ánodo (por ejemplo, sustrato de niobio).
Integridad del sellado del cable — La unión entre el ánodo de titanio y el cable conductor de cobre es el punto más vulnerable en el circuito del ánodo. La entrada de agua en esta unión crea una celda galvánica entre el titanio y el cobre, llevando a una corrosión rápida del conductor de cobre. Todas las conexiones ánodo-cable deben sellarse herméticamente con múltiples capas de tubo termocontraíble, encapsulado epoxi y compuestos bloqueadores de humedad. Se utilizan pruebas de tracción (100 N mínimo), pruebas de IR (resistencia de aislamiento >100 MΩ) y pruebas de presión hidrostática (para instalaciones sumergidas) para verificar la integridad del sellado del cable.
Desviación del electrodo de referencia — Los electrodos de referencia permanentes tienen vidas útiles finitas. Los electrodos Ag/AgCl/0.5M KCl típicamente duran 10–20 años antes de que el electrolito interno se seque o se contamine. Los electrodos de referencia de zinc pueden durar 25+ años en aplicaciones enterradas pero pueden desarrollar una capa de óxido pasiva que aumenta la resistencia. Los electrodos de referencia deben verificarse contra un estándar portátil en cada inspección anual, y los electrodos que se hayan desviado más de ±20 mV deben ser reemplazados.
Vida útil del rectificador y electrónica — La fuente de alimentación del rectificador tiene una vida útil típica de 15–25 años para unidades basadas en condensadores electrolíticos (los condensadores se secan con el tiempo, aumentando el rizado y reduciendo la eficiencia) y 20–30 años para unidades basadas en transformadores (limitadas por el envejecimiento del aislamiento y la saturación del núcleo). Los rectificadores de modo conmutado con transformadores de alta frecuencia tienen la mayor densidad de componentes y son más susceptibles a fallos por sobretensiones atmosféricas, picos de voltaje y estrés térmico. Los dispositivos de protección contra sobretensiones (clasificados para 500 julios mínimo según lo especificado por NACE) deben verificarse en cada inspección anual y reemplazarse cada 5–10 años. El reemplazo del rectificador debe incluirse en el plan de costo de ciclo de vida del sistema a intervalos de 20 años.
Vida útil de la sobrecapa de hormigón: Para sistemas de malla MMO embebidos en sobrecapas cementicias, la propia sobrecapa tiene una vida útil de 15–35 años dependiendo de la carga de tráfico, la exposición a hielo-deshielo, el material de la sobrecapa (el hormigón modificado con látex tiene la vida de campo probada más larga para tableros de puentes) y la calidad de la instalación. La delaminación o el desgaste de la sobrecapa expone la malla al tráfico directo y al daño mecánico, requiriendo el reemplazo de la sobrecapa. El costo de reemplazo de la sobrecapa es significativo y puede superar el 60% del costo total del sistema ICCP. Sin embargo, la malla de ánodo MMO puede reutilizarse después del reemplazo de la sobrecapa si no ha sufrido daños mecánicos durante la remoción de la sobrecapa. Esta es una consideración importante en el análisis de costo de ciclo de vida.
Consideraciones de Costo de Ciclo de Vida:
| Componente de Costo | % del Costo Total de Ciclo de Vida | Frecuencia |
|---|---|---|
| Diseño e instalación inicial | 40–60% | Una vez (año 0) |
| Inspección mensual del rectificador | 5–10% | Mensual (12 visitas/año) |
| Pruebas anuales de despolarización | 3–8% | Anualmente |
| Inspecciones exhaustivas cada 3–5 años | 5–10% | Cada 3–5 años |
| Reemplazo de sobrecapa | 15–25% | Cada 20–35 años |
| Reemplazo del rectificador | 5–10% | Cada 20–25 años |
| Reemplazo de electrodos de referencia | 2–5% | Cada 10–20 años |
| Reparación/reemplazo localizado de ánodo | 2–5% | Según sea necesario |
Estadísticas de Rendimiento en Campo (de CONREPNET y el Cuerpo de Ingenieros del Ejército de EE. UU.): Los siguientes datos comparan la reparación convencional de hormigón (reparación de parches sin PC) con la reparación con protección catódica: después de 5 años — 80% de reparaciones convencionales satisfactorias frente a 85% de reparaciones con PC satisfactorias; después de 10 años — 30% de reparaciones convencionales satisfactorias frente a 80% de reparaciones con PC satisfactorias; después de 25 años — 10% de reparaciones convencionales satisfactorias frente a 60% de reparaciones con PC satisfactorias. La conclusión es clara: la PC (incluyendo ICCP) proporciona un rendimiento a largo plazo dramáticamente mejor que la reparación convencional para estructuras contaminadas con cloruros, con la ventaja aumentando con el tiempo.
ICCP para infraestructura aeroportuaria se aplica principalmente a elementos de hormigón armado en estacionamientos, terminales e instalaciones auxiliares que están expuestos a químicos de deshielo y entornos marinos. Los pavimentos rígidos de aeropuertos (pistas, calles de rodaje, plataformas) son típicamente pavimentos de hormigón simple con juntas (JPCC) sin armadura continua — el único acero embebido son las barras de unión en las juntas — por lo que ICCP se especifica con menos frecuencia para pavimentos de aeródromos per se.
Aeropuerto Internacional Hartsfield-Jackson Atlanta — el aeropuerto más ocupado del mundo por tráfico de pasajeros — hace referencia a la protección catódica en sus Estándares de Proyectos de Capital, requiriendo anclaje, ventilación y protección catódica para ciertos elementos metálicos enterrados en infraestructura de sistemas de combustible y servicios públicos. Los estacionamientos de aeropuertos en Atlanta y otros centros importantes a menudo incorporan ICCP o PC galvánica para tableros y rampas de hormigón expuestos a químicos de deshielo que son transportados por los vehículos desde las plataformas de deshielo de aeronaves.
Estacionamientos de Aeropuertos: Los estacionamientos de varios niveles en aeropuertos se encuentran entre las estructuras más propensas a la corrosión en el entorno construido. Reciben químicos de deshielo transportados por vehículos de pasajeros que han estado estacionados en lotes de corta estadía cerca de las terminales o por vehículos de servicio de aerolíneas que operan en las plataformas de aeródromos. Los cloruros de los fluidos de deshielo (principalmente acetato de potasio, formiato de sodio y etileno/propilenglicol con aditivos) penetran las superficies de los tableros de hormigón a través de juntas, grietas y desgaste superficial. El riesgo de corrosión se ve exacerbado por el microclima húmedo y cerrado típico de los estacionamientos cerrados — alta humedad relativa (70–95%) y circulación de aire limitada mantienen el hormigón en una condición húmeda que favorece el transporte de iones y las reacciones de corrosión. ICCP para estacionamientos utiliza típicamente sistemas de ánodos de cinta MMO o pintura conductora de carbono, con zonificación para coincidir con niveles individuales de tablero o vanos de juntas de expansión. El monitoreo es esencial porque los estacionamientos están ocupados por el público y tienen acceso limitado para inspección sin interrupción del tráfico.
Infraestructura de Plataformas Aeroportuarias y Plataformas de Deshielo: Si bien las pistas y calles de rodaje no están armadas, las plataformas y plataformas de deshielo a veces contienen armadura de acero cuando han sido diseñadas para cargas pesadas de aeronaves, y están expuestas a las concentraciones más altas de químicos de deshielo. Los sistemas de recolección de fluidos de deshielo, estructuras de contención y canales de drenaje en estas áreas contienen hormigón armado que puede beneficiarse de ICCP. Los informes de desarrollo aeroportuario de JICA (Agencia de Cooperación Internacional de Japón) hacen referencia a períodos de diseño de pavimentos de 20 años y destacan la importancia de la protección contra la corrosión para el acero de refuerzo en estructuras aeroportuarias, particularmente en expansiones de aeropuertos costeros. La Evaluación de Impacto Ambiental de Hong Kong para la expansión del Aeropuerto Internacional de Hong Kong hace referencia a la protección catódica para la infraestructura de pistas en cumplimiento con los requisitos de la OACI para la durabilidad de la infraestructura.
Aeropuertos Marinos e Infraestructura Costera: La investigación de la Universidad Marítima y Oceánica de Corea (2025) identifica explícitamente los “aeropuertos marinos” como una aplicación crítica para ICCP — las estructuras de hormigón armado en entornos marinos, incluyendo terminales aeroportuarias construidas en terrenos ganados al mar o soportadas sobre pilotes sobre el agua, experimentan deterioro prematuro por corrosión inducida por cloruros. Las estructuras de puentes que conectan los aeropuertos con las redes de transporte terrestre, los malecones y las estructuras de rompeolas asociadas con aeropuertos costeros requieren PC. El ejemplo del Puente Howard Frankland (aunque no es una estructura aeroportuaria per se) demuestra la efectividad de ICCP para el tipo de subestructura de hormigón grande expuesta al medio marino común en aeropuertos costeros.
Almacenamiento y Distribución de Combustible: Las granjas de combustible de aeropuertos y los sistemas de abastecimiento de combustible hidrante incluyen tuberías de acero enterradas, fondos de tanques y estructuras de contención que requieren PC según API 651 y otras normas aplicables. Si bien estos sistemas se protegen típicamente con ICCP convencional para acero enterrado (utilizando ánodos de hierro fundido de alto silicio o ánodos tipo canasta MMO en una zanja de relleno de carbono), los muros de contención de hormigón y las estructuras de prevención de derrames adyacentes a las áreas de manipulación de combustible pueden requerir ICCP para su acero embebido.
Consideraciones Ambientales: Los sistemas ICCP aeroportuarios deben diseñarse para evitar interferencias con equipos electrónicos sensibles (ayudas a la navegación aérea, radar, sistemas de comunicación). La corriente continua de ICCP puede producir corrientes parásitas que causan interferencia electromagnética (EMI) con sistemas de aviónica y navegación sensibles. Se deben realizar estudios de interferencia de corrientes parásitas durante el diseño para verificar que la corriente de PC no genere gradientes de voltaje problemáticos en el terreno adyacente a los circuitos de iluminación de pistas, sistemas de aterrizaje por instrumentos (ILS) o iluminación de aproximación. En la práctica, las bajas densidades de corriente utilizadas para ICCP en hormigón (0.5–3 mA/m² de superficie de hormigón) producen campos electromagnéticos despreciables en comparación con los sistemas de distribución de CA e iluminación ya presentes en los aeródromos. No obstante, la documentación de diseño debe incluir una declaración de compatibilidad electromagnética, y cualquier requisito de EMI específico del aeropuerto debe abordarse en las especificaciones del sistema de PC.
Relevancia de la OACI: El Manual de Diseño de Aeródromos de la OACI (Doc 9157) y el Anexo 14 — Aeródromos no exigen específicamente ICCP para estructuras de hormigón aeroportuario — abordan la resistencia portante del pavimento (el método ACR-PCR), las características de fricción superficial y los estándares geométricos. Sin embargo, el requisito subyacente de operación segura y continua de la infraestructura del aeródromo durante toda su vida útil de diseño (típicamente 20–40 años para estructuras de pavimento) implica que las medidas de protección contra la corrosión deben ser adecuadas para prevenir fallos estructurales o interrupciones no planificadas del servicio. Los operadores de aeropuertos son responsables según el Anexo 14 de la OACI de mantener el aeródromo en una condición segura para las operaciones de aeronaves, lo que requiere prevenir el deterioro de los elementos de hormigón armado que podría llevar a colapso, desconchado o generación de escombros en áreas operativas. ICCP es una de las herramientas disponibles para los operadores de aeropuertos en entornos corrosivos — aeropuertos costeros, aeropuertos en climas fríos que utilizan químicos de deshielo y aeropuertos con infraestructura de hormigón envejecida — para cumplir con esta responsabilidad.
Referencias de Especificaciones Aeroportuarias (Estados Unidos): El Circular de Asesoramiento FAA AC 150/5370-10H (Partida P-501 — Pavimento de Hormigón de Cemento Portland) no aborda específicamente la PC para pavimentos de aeródromos porque el tipo de pavimento estándar es no armado. Sin embargo, AC 150/5320-6G (Diseño y Evaluación de Pavimentos Aeroportuarios) y AC 150/5380-6C (Mantenimiento de Pavimentos) enfatizan la importancia de la integridad del sellado de juntas (Partidas P-604, P-605) para la prevención de la corrosión — la causa más frecuente de corrosión de las barras de unión en pavimentos de aeródromos es el fallo del sellador de juntas. Para estructuras aeroportuarias especializadas (puentes dentro del límite del aeródromo, edificios terminales, estacionamientos), las normas de protección contra la corrosión aplicables incluyen las de ACI, ASTM y NACE según lo adoptado por la especificación del proyecto.
| Actividad de Inspección | Intervalo | Mediciones Clave | Criterios de Aceptación |
|---|---|---|---|
| Verificación de salida del rectificador | Mensual | Voltaje, corriente frente a valores de diseño | Dentro de ±10% del punto de consigna |
| Potencial de electrodo de referencia | Mensual | Potencial estructura-electrolito | Registrado para análisis de tendencias |
| Prueba de despolarización | Anual | Curva de disminución de potencial de 24 horas | Disminución ≥ 100 mV en 24 horas |
| Verificación de electrodo de referencia | Anual | Comparación con referencia portátil | Desviación < ±10 mV |
| Verificación de sobreprotección | Anual | Potencial de corte instantáneo frente al límite | Más positivo que -900 mV frente a Ag/AgCl |
| Condición del ánodo (sobrecapa) | Cada 3 años | Estudio de delaminación, muestras de núcleo | Sin delaminación >2% del área de la zona |
| Condición del ánodo (revestimiento) | Cada 3 años | Adherencia (ASTM D3359), espesor | Espesor >10 mils, sin ampollamiento |
| Resistencia de cableado/conexión | Cada 3 años | Continuidad del circuito, falla a tierra | < 0.004 ohmios por conexión |
| Eficiencia del rectificador | Cada 5 años | Entrada CA frente a salida CC | > 80% (toma fija/SCR), > 88% (modo conmutado) |
| Protección contra sobretensiones | Cada 5 años | Indicador de estado del dispositivo | Funcional, no disparado |
| Documentación completa del sistema | Cada 3–5 años | Actualizar planos conforme a obra, hojas de registro, informes de estudio | Completa, precisa, firmada por SME |
Asegure que sus estructuras de hormigón armado alcancen la máxima vida útil con sistemas ICCP correctamente diseñados, instalados y mantenidos. Nuestros expertos pueden ayudarle a seleccionar el sistema de ánodos adecuado, especificar equipos de monitoreo y establecer protocolos de inspección para sus tableros de puentes, pavimentos aeroportuarios y activos de infraestructura crítica.
La protección catódica (PC) es una técnica electroquímica de mitigación de la corrosión que controla la corrosión del acero de refuerzo en estructuras de hormig...
La protección catódica con ánodo galvánico para hormigón armado utiliza metales de sacrificio (cinc, aleaciones de aluminio, magnesio) conectados eléctricamente...
El recubrimiento de concreto es la profundidad mínima de concreto entre la superficie exterior y el acero de refuerzo más cercano, proporcionando protección con...