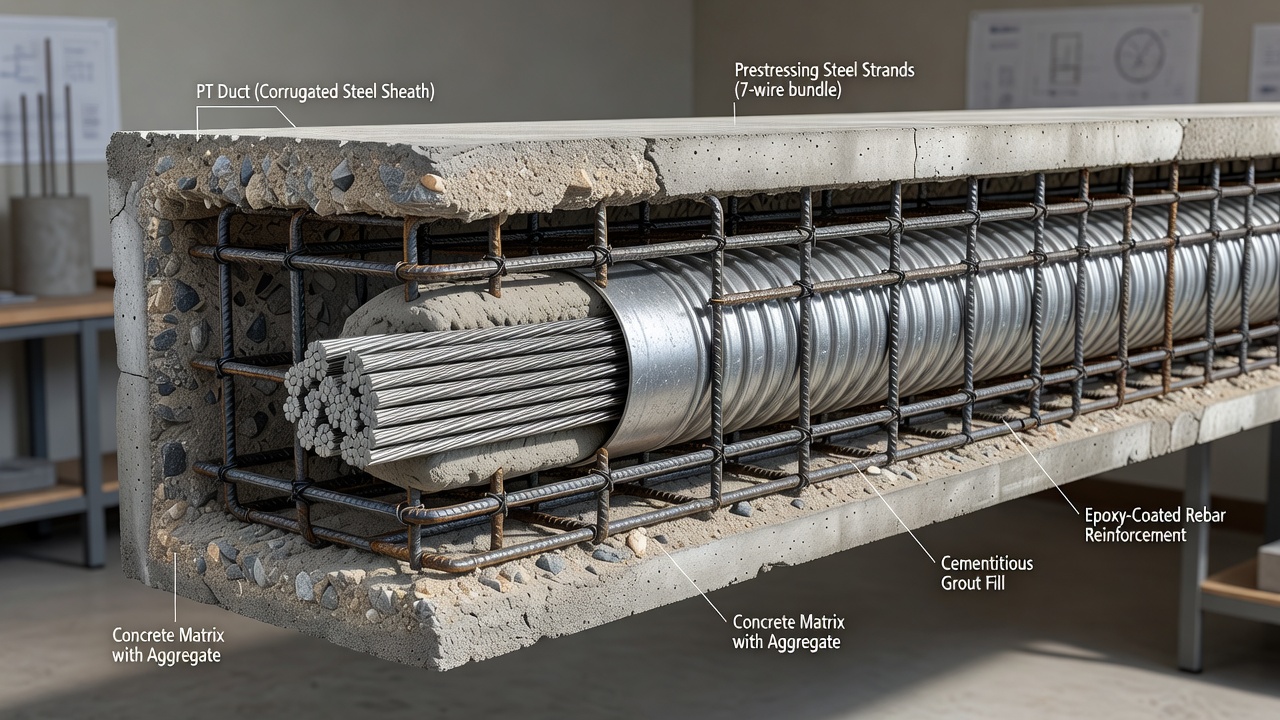
Un ducto PT es una vaina o conducto que envuelve los tendones de postensado en el hormigón, creando un vacío para el movimiento del tendón durante el tensado y proporcionando una vía para la inyección de lechada protectora. Los tipos de ducto incluyen metálico corrugado, plástico liso y ovalado plano. La calidad de la lechada, la entrada de agua y la detección de corrosión son críticas para la durabilidad del tendón.
Ducto de Postensado (Ducto PT) en Estructuras de Hormigón
Definición y Función
Un ducto de postensado (ducto PT) es una vaina o conducto que envuelve los tendones de postensado dentro de estructuras de hormigón. Crea un vacío ingenieril que permite que el tendón de acero de alta resistencia se instale después de que el hormigón haya fraguado y se mueva libremente durante la operación de tensado. Después de que el tendón se tensa a la fuerza especificada, el ducto proporciona una vía sellada para la inyección de lechada cementicia, que llena el espacio anular entre el tendón y la pared del ducto, estableciendo una adherencia permanente entre el acero y el hormigón circundante.
El ducto PT cumple cinco funciones críticas en un sistema de postensado adherido:
Creación de vacío y alojamiento del tendón. El ducto debe mantener un paso claro y continuo a través del hormigón desde un anclaje hasta el otro, siguiendo el perfil de tendón diseñado con tolerancias precisas de alineación vertical y horizontal. El área de la sección transversal interna del ducto debe ser suficiente para alojar el conjunto completo del tendón —múltiples cordones o barras— más el espacio libre para el flujo de lechada durante la inyección. Según las AASHTO LRFD Bridge Design Specifications, el área mínima de la sección transversal interna del ducto debe ser al menos 2,0 veces el área neta del acero de pretensado, y PTI recomienda un factor de 2,0 a 2,5 para garantizar un flujo de lechada adecuado y la encapsulación completa de todos los espacios intersticiales de los cordones.
Vía de tensado. El ducto permite que el tendón se mueva libremente durante la operación de gato hidráulico. La fricción entre el tendón y la pared del ducto es un parámetro de diseño crítico que influye en la magnitud de las pérdidas de pretensado y la fuerza de gato requerida. Se consideran dos componentes de fricción: el efecto de fricción por curvatura (μ), causado por la curvatura intencional del perfil del tendón, y el efecto de fricción por ondulación (k), causado por desviaciones menores no intencionadas en la alineación del ducto. Según AASHTO LRFD, los valores típicos para ductos de acero son μ = 0,15–0,25 y k = 0,0002/pie, mientras que los ductos plásticos generalmente tienen valores más bajos de μ = 0,05–0,12 y k = 0,0001–0,001/pie dependiendo del perfil del ducto y la separación entre soportes.
Contención de lechada. Después del tensado, el ducto debe ser hermético para contener la lechada cementicia bajo presión de bombeo sin fugas. La lechada se inyecta en el punto más bajo del perfil del tendón y fluye hacia arriba, desplazando el aire a través de ventilaciones en los puntos altos. El ducto debe soportar la presión de bombeo de la lechada —típicamente un mínimo de 0,5–1,0 MPa en la salida más alta— sin reventar ni separarse en los empalmes. La contención de la lechada es crítica: un ducto con fugas resultará en una encapsulación incompleta del tendón, creando vacíos que se convierten en sitios de iniciación de corrosión.
Mecanismo de transferencia de adherencia. En sistemas de postensado adherido, las corrugaciones o nervaduras en la superficie exterior del ducto proporcionan enclavamiento mecánico con el hormigón circundante, mientras que la superficie interior del ducto se enclava con la lechada endurecida. Este mecanismo de doble enclavamiento permite la transferencia de la fuerza de pretensado desde el tendón a través de la lechada y el ducto hacia la sección de hormigón —un requisito para el desarrollo de la resistencia última a flexión bajo condiciones de sobrecarga. Según ACI 318 y AASHTO LRFD, la longitud de desarrollo para cordones de pretensado adheridos depende de la calidad de la adherencia entre el cordón y la lechada y entre la lechada y el ducto.
Barrera de protección contra la corrosión. El ducto proporciona una barrera física contra la humedad, los cloruros y otros agentes corrosivos que podrían alcanzar el acero de pretensado. En combinación con la lechada alcalina (pH 12,5–13,0) y el recubrimiento de hormigón externo, el ducto forma parte de un sistema de protección contra la corrosión de múltiples capas. Para entornos agresivos —exposición marina, aplicación de sales de deshielo, zonas industriales— se especifican ductos plásticos porque proporcionan una resistencia a la corrosión superior en comparación con los ductos de acero galvanizado, que pueden corroerse y perforarse con el tiempo.
Tipos de Ducto
Los ductos de postensado se fabrican en tres configuraciones principales, cada una adecuada para aplicaciones específicas y requisitos de rendimiento. La selección del tipo de ducto depende del tamaño del tendón, la curvatura del perfil del tendón, las limitaciones de espesor estructural, la exposición ambiental y el nivel de protección contra la corrosión requerido.
Ductos Metálicos Corrugados
Los ductos metálicos corrugados son el tipo de ducto tradicional y más utilizado para postensado adherido. Se fabrican enrollando en espiral banda de acero galvanizado —típicamente de 0,3–0,6 mm (0,012–0,024 pulgadas) de espesor— en un tubo flexible pero resistente al aplastamiento con corrugaciones helicoidales externas. Las corrugaciones proporcionan adherencia mecánica entre el ducto y el hormigón circundante, asegurando la acción compuesta después de la inyección.
Especificaciones de material. La banda de acero cumple con ASTM A653/A653M con un recubrimiento de zinc G60 o G90 (60 o 90 g/m² total en ambos lados). El recubrimiento de zinc proporciona protección contra la corrosión durante el almacenamiento, la manipulación y la construcción, aunque no es suficiente para la protección a largo plazo en entornos agresivos. El espesor mínimo de pared se especifica según los requisitos del proyecto, utilizándose paredes más gruesas para ductos de mayor diámetro y radios de curvatura más severos.
Características de rendimiento. Los ductos metálicos ofrecen alta rigidez radial que resiste el colapso durante la colocación del hormigón, buena estabilidad dimensional y un costo de material relativamente bajo. Se pueden curvar en obra para seguir perfiles de tendón curvos, aunque una curvatura excesiva puede causar acodaduras o aplanamientos que obstruyen la instalación del tendón. El radio de curvatura mínimo para ductos metálicos es típicamente 100 veces el diámetro interior (R ≥ 100 Øi), lo que significa que un ducto de 85 mm de diámetro interior tiene un radio de curvatura mínimo de 8,5 m.
Limitaciones. Los ductos metálicos son susceptibles a la corrosión en entornos con alto contenido de cloruros. El recubrimiento de zinc puede consumirse con el tiempo y el acero galvanizado puede perforarse, creando vías para el agua y los cloruros. También existe la posibilidad de acoplamiento galvánico entre el recubrimiento de zinc y los cordones de acero de alta resistencia en presencia de un electrolito, lo que puede acelerar la corrosión del acero de pretensado. Por estas razones, muchas agencias de transporte —incluyendo Caltrans y FDOT— ahora exigen ductos plásticos para todos los tendones internos en la construcción de puentes.
Ductos Plásticos Corrugados
Los ductos plásticos corrugados se fabrican de polietileno de alta densidad (HDPE) o polipropileno (PP) mediante procesos de extrusión que producen un perfil corrugado con nervaduras externas. Se especifican cada vez más para postensado adherido, particularmente en entornos agresivos y para estructuras que requieren una vida útil de diseño extendida.
Ensayo de rendimiento según fib Bulletin 7. La Fédération International du Béton (fib) Bulletin 7, publicada en 2000, estableció los primeros estándares integrales de rendimiento para ductos plásticos corrugados. Se requieren siete ensayos:
Ensayo
Propósito
Criterios de Aceptación
Comportamiento a flexión
Verifica que el ducto sea suficientemente rígido para limitar las deflexiones entre soportes debido a la temperatura y las cargas del hormigonado
Deflexión dentro de límites especificados a 100°C
Flexibilidad
Confirma que el ducto y el acoplador permitan una curvatura fácil hasta el radio mínimo sin deformación excesiva de la sección transversal
Sin acodadura ni aplanamiento > 10% en el radio especificado
Resistencia a cargas laterales
Confirma que el ducto soporta cargas laterales concentradas de soportes y construcción
Deformación dentro del límite especificado con carga de 500 N
Resistencia a cargas longitudinales
Confirma que el ducto soporta cargas de restricción térmica
Sin fallo con la carga de tracción especificada
Estanqueidad
Confirma la hermeticidad del ducto y acopladores en el radio de curvatura mínimo
Sin fugas bajo presión de aire de 0,1 bares
Resistencia al desgaste
Confirma que el ducto resiste la abrasión del acero de pretensado durante el tensado en el radio mínimo
Espesor de pared residual ≥ 1,0 mm (fib) o ≥ 1,5 mm (FDOT)
Comportamiento de adherencia
Confirma que el ducto puede transferir fuerzas de pretensado a través de las corrugaciones
Fuerza de arrancamiento ≥ valor especificado
Ventajas sobre los ductos metálicos. Los ductos plásticos ofrecen varias ventajas críticas. Son inherentemente resistentes a la corrosión sin potencial de acoplamiento galvánico con el acero de pretensado. Proporcionan un recinto hermético cuando las uniones se fusionan térmicamente o se conectan adecuadamente con acopladores mecánicos. Tienen coeficientes de fricción más bajos que los ductos de acero, reduciendo las pérdidas de pretensado y permitiendo perfiles de tendón más eficientes. Son más ligeros —aproximadamente una quinta parte del peso de ductos de acero equivalentes— reduciendo la mano de obra de manipulación. Pueden acomodar radios de curvatura más cerrados mediante el uso de materiales compuestos especialmente formulados, permitiendo perfiles de tendón más severos en bulbos de anclaje y desviadores.
Formulaciones de materiales. El material estándar para ductos plásticos es HDPE, pero se han desarrollado materiales compuestos especialmente formulados para aplicaciones de radio cerrado. Estas mezclas patentadas incorporan aditivos que mejoran la resistencia al desgaste sin comprometer la flexibilidad. General Technologies Inc. (GTI) produce ductos de radio cerrado que alcanzan radios de curvatura mínimos 30–50% más cerrados que el ducto plástico estándar mediante mezclas de polímeros optimizadas. El factor de cable k en la ecuación de resistencia al desgaste de fib Bulletin 7 tiene en cuenta el número de cordones que actúan sobre el ducto, con valores que van desde aproximadamente 1,8 para 5 cordones hasta 6,3 para 37 cordones.
Ductos Ovalados Planos
Los ductos ovalados planos son un perfil especializado que se utiliza donde el espacio vertical es limitado pero el ancho horizontal está disponible. Tienen una sección transversal aplanada con dos lados planos paralelos conectados por extremos semicirculares —esencialmente una forma rectangular con esquinas redondeadas. El perfil maximiza la disposición horizontal de cordones mientras minimiza el espesor estructural consumido por el ducto.
Aplicaciones. Los ductos ovalados planos se utilizan en losas delgadas de hormigón, tableros de estacionamientos, losas de transferencia en edificios y tableros de puentes segmentales donde el espesor estructural disponible está limitado por la altura libre o restricciones arquitectónicas. En tableros de puentes, los ductos planos permiten colocar el postensado transversal dentro del espesor típico de losa de 200–275 mm sin requisitos excesivos de recubrimiento de hormigón.
Consideraciones de diseño. La dimensión vertical reducida limita el número de capas de cordones que se pueden alojar. Los ductos planos también tienen características de fricción diferentes a las de los ductos redondos, típicamente con coeficientes de ondulación más altos debido a la sección transversal no circular. La rigidez a flexión transversal de un ducto plano es menor que la de un ducto redondo de área equivalente, requiriendo una separación de soportes más estrecha durante la colocación del hormigón. El flujo de lechada en ductos planos puede ser menos uniforme en la dirección transversal, requiriendo un diseño cuidadoso de las ubicaciones de entrada y salida.
Protección contra la corrosión. Los ductos planos plásticos son ahora preferidos sobre los ductos planos metálicos por las mismas razones de resistencia a la corrosión que los ductos redondos. Hay disponibles ductos planos preensamblados con acopladores y piezas de transición fijados en fábrica, reduciendo la mano de obra en obra y mejorando el control de calidad.
Instalación y Alineación del Ducto
La instalación del ducto es una operación de precisión que afecta directamente el rendimiento estructural y la durabilidad del sistema de postensado. El FHWA Post-Tensioning Tendon Installation and Grouting Manual (FHWA-NHI-13-026, Versión 2.0) proporciona una guía detallada sobre los procedimientos de instalación de ductos.
Soportes del Ducto
Los ductos deben estar firmemente apoyados dentro del encofrado para mantener el perfil de tendón diseñado durante la colocación del hormigón. La separación entre soportes se especifica según los estándares del proyecto:
Tipo de Ducto
Separación Máxima entre Soportes
Tubos de acero (rígidos)
48 pulgadas (1,22 m)
Ducto plástico redondo
24 pulgadas (0,61 m)
Ducto plástico plano
12 pulgadas (0,30 m)
En ubicaciones de empalme
Ambos lados del empalme
Los soportes se fabrican típicamente con silletas de barra de armadura deformada (rebar) o soportes de acero prefabricados que se atan a la jaula de armadura principal. Los soportes deben ser suficientemente rígidos para evitar el desplazamiento del ducto durante la colocación y vibración del hormigón. Cualquier desviación del perfil diseñado cambia la excentricidad del tendón y puede reducir la capacidad estructural o causar concentraciones de tensión no intencionadas en los anclajes.
Tolerancias de Alineación
Las tolerancias de alineación del ducto según las AASHTO LRFD Bridge Construction Specifications son típicamente:
Colocación vertical: ± 6 mm (¼ pulgada) del perfil especificado en el centro del vano y en los apoyos
Colocación horizontal: ± 12 mm (½ pulgada) de la alineación especificada
Desviación angular en anclajes: El ducto debe alinearse con la placa de apoyo del anclaje dentro de 1 grado
Perfil suave: Sin curvaturas bruscas ni acodaduras —el ducto debe ajustarse a una curva suave con un radio mínimo no inferior al radio de curvatura mínimo especificado por el fabricante
Empalmes y Conexiones
Los empalmes del ducto deben ser herméticos y proporcionar una alineación interior suave sin labios, escalones ni acodaduras que puedan obstruir la instalación del tendón o dañar la superficie del cordón durante el tensado.
Empalmes de ductos metálicos. Las secciones de ductos metálicos se unen utilizando acopladores externos —manguitos cilíndricos que se ajustan sobre los extremos del ducto. El acoplador se engarza o auto-bloquea sobre el ducto, y la unión se sella con cinta impermeable. Para aplicaciones críticas, los manguitos termorretráctiles proporcionan una estanqueidad adicional.
Empalmes de ductos plásticos. Las secciones de ductos plásticos se pueden unir mediante varios métodos: la soldadura por fusión térmica crea una unión monolítica con estanqueidad total; los acopladores mecánicos con juntas tóricas proporcionan conexiones herméticas que se pueden desmontar si es necesario; y las conexiones roscadas están disponibles para algunos sistemas patentados. El método de acoplamiento debe mantener la misma estanqueidad y resistencia que el propio ducto.
Entradas y Salidas de Lechada
Las entradas de lechada se instalan en los puntos más bajos del perfil del tendón, y las salidas de lechada (ventilaciones) se instalan en los puntos más altos. Según FHWA-NHI-13-026:
Tubos de entrada: Mínimo 1 pulgada (25 mm) de diámetro, tubo rígido metálico o plástico, conectado de forma segura al ducto con una conexión hermética
Tubos de salida: Mínimo ½ pulgada (13 mm) de diámetro, extendiéndose verticalmente por encima de la superficie del hormigón al menos 6 pulgadas (150 mm)
Válvulas de cierre positivo: Requeridas en todas las entradas y salidas para mantener la presión de la lechada durante el fraguado
Entradas múltiples: Para tendones de más de 100 pies (30 m) o perfiles complejos, se proporcionan entradas adicionales en puntos bajos intermedios
Protección de los Ductos Durante la Colocación del Hormigón
Los ductos son vulnerables a daños durante la colocación del hormigón. Se especifican las siguientes medidas de protección:
Mandril interno se inserta en los ductos metálicos antes de la colocación del hormigón y se gira o retira después de la colocación para asegurar que el ducto permanezca abierto. Para ductos plásticos, se pueden usar mandriles internos para ductos de gran diámetro, aunque muchos ductos plásticos son suficientemente rígidos para mantener su forma sin mandriles.
La vibración debe controlarse cuidadosamente cerca de los ductos para evitar desplazamientos o daños. Los vibradores internos no deben entrar en contacto directo con el ducto.
La secuencia de colocación del hormigón debe equilibrar el vertido en ambos lados de almas profundas para evitar el desplazamiento lateral de los ductos.
Inspección post-colocación mediante verificación de los ductos con un mandril de acero sólido (de diámetro 3 mm menor que el diámetro interior del ducto) es requerida por las AASHTO LRFD Construction Specifications.
Verificación de Ductos
Después de la colocación del hormigón y antes de la instalación del tendón, cada ducto debe ser verificado —comprobado que esté libre y sin obstrucciones— utilizando un mandril de acero cilíndrico. El mandril tiene un diámetro 3 mm menor que el diámetro interior nominal del ducto y una longitud igual a la longitud práctica mínima para la aplicación (típicamente 150–300 mm). El mandril debe pasar a través de la longitud completa del ducto desde un anclaje hasta el otro sin obstrucción. Si el mandril no puede pasar, la obstrucción debe ser localizada y corregida antes de la instalación del tendón. La verificación se documenta en los registros de construcción.
Proceso de Inyección y Calidad de la Lechada
La inyección es el proceso de inyectar lechada cementicia en el ducto después del tensado para llenar todos los vacíos alrededor del tendón y crear una adherencia permanente. La operación de inyección es la actividad de control de calidad más crítica en la construcción de postensado adherido.
Materiales de Lechada
Según PTI M55.1-19 (Specification for Grouting of Post-Tensioned Structures), la lechada debe cumplir los siguientes requisitos:
Propiedad
Requisito
Relación agua/cemento (a/c)
≤ 0,44 para lechadas premezcladas
Resistencia a compresión a 28 días (ASTM C109)
≥ 35 MPa (5000 psi)
Agua de exudación (ASTM C940)
Cero exudación después del mezclado inicial
Expansión plástica (ASTM C1741)
0–10% después de 3 horas
Tiempo de fluidez (cono de flujo ASTM C939)
11–30 segundos
Contenido máximo de iones de cloruro
≤ 0,08% en masa del material cementicio
Retención de fluidez
≥ 30 minutos después del mezclado
Las lechadas premezcladas son fuertemente preferidas porque están mezcladas en fábrica con proporciones precisamente controladas de cemento, materiales cementicios suplementarios (humo de sílice, cenizas volantes), agentes de expansión, plastificantes e inhibidores de corrosión. Las lechadas mezcladas en obra requieren ensayos de control de calidad rigurosos para cada lote y ya no están permitidas por la mayoría de las agencias de transporte para la construcción de puentes.
Las lechadas tixotrópicas están formuladas para permanecer rígidas en reposo pero fluir fácilmente cuando se someten a presión de bombeo. Esta propiedad reversible las hace ideales para tendones verticales y tendones de alma inclinados donde la lechada convencional se asentaría o drenaría. Las lechadas tixotrópicas son requeridas por muchas especificaciones para tendones con pendientes superiores a 45 grados desde la horizontal.
Operaciones de Inyección
La operación de inyección debe realizarse dentro de un tiempo limitado después del tensado —típicamente ≤ 20 días, con intervalos más cortos especificados para entornos agresivos. La secuencia de operaciones según FHWA-NHI-13-026 es:
Inspección previa a la inyección. Todos los ductos se inspeccionan para verificar la estanqueidad, se comprueba que todas las ventilaciones tengan paso libre y se calibra el equipo de inyección. Se puede realizar una prueba de aire —presurizando el ducto a 0,1 bares y verificando la retención de presión.
Mezclado de la lechada. La lechada se mezcla en un mezclador coloidal de alta cizalla durante la duración especificada (típicamente 3–5 minutos). El agua se mide con precisión. La temperatura de la lechada mezclada debe estar entre 5°C y 30°C.
Ensayo de fluidez. Se ensaya una muestra utilizando el cono de flujo ASTM C939 —el tiempo de fluidez debe estar dentro del rango especificado. Se toman muestras adicionales para ensayos de resistencia en cubos.
Inyección de la lechada. La lechada se bombea continuamente desde el punto de entrada más bajo, fluyendo hacia arriba a través del ducto. Todas las salidas se abren secuencialmente hasta que se descarga lechada de la misma consistencia que la de entrada, luego se cierran.
Mantenimiento de presión. La presión de la lechada en la salida más alta debe mantenerse a mínimo 0,5 MPa durante el bombeo. Después de cerrar todas las salidas, la presión de entrada se mantiene durante 2–5 minutos para asegurar el llenado completo.
Inspección posterior a la inyección. Todas las entradas y salidas se sellan. Los tapones de lechada permanecen presurizados durante el fraguado inicial (típicamente 4–6 horas). Los cubos de lechada se ensayan a los 7 y 28 días.
Inyección al Vacío
Para tendones largos (mayores de 50 m), perfiles verticales y entornos agresivos, se especifica la inyección al vacío. El proceso de inyección al vacío:
Una bomba de vacío extrae una presión negativa de aproximadamente −0,08 MPa (−0,8 bares) en la salida más alta antes de la inyección de lechada.
El vacío elimina el aire del ducto, eliminando las bolsas de aire atrapadas que permanecerían como vacíos bajo bombeo solo con presión positiva.
La lechada es aspirada hacia el ducto tanto por la presión de bombeo positiva en la entrada como por la presión negativa en la salida —un diferencial de presión que asegura el llenado completo de los espacios anulares delgados entre los alambres individuales de los cordones.
La inyección al vacío reduce significativamente el riesgo de vacíos en la lechada, el defecto de durabilidad más común en sistemas PT adheridos.
Vacíos en la Lechada y su Detección
Los vacíos en la lechada son el defecto de durabilidad más común y más grave en el postensado adherido. Un vacío es un volumen dentro del ducto que no está lleno de lechada, creando un espacio lleno de aire o agua donde el acero de pretensado está expuesto al ambiente interno del ducto en lugar de estar embebido en lechada alcalina.
Causas de los Vacíos en la Lechada
Los vacíos se forman a través de varios mecanismos, a menudo en combinación:
Evaporación del agua de exudación. La lechada convencional de cemento y agua produce naturalmente agua de exudación —típicamente 3–5% del volumen total de lechada para mezclas estándar de cemento/agua y hasta 10–15% en mezclas mal controladas. El agua de exudación asciende a los puntos altos del perfil del tendón, acumulándose detrás de los anclajes y en puntos altos intermedios. Cuando el agua de exudación se evapora con el tiempo, queda un vacío. Este fue el mecanismo principal de vacíos en puentes construidos antes de 2001, antes de que se desarrollaran las lechadas resistentes a la exudación.
Inyección incompleta. Las malas prácticas de inyección —presión de bombeo insuficiente, secuenciación incorrecta del cierre de ventilaciones, parada prematura del bombeo— dejan porciones del ducto sin llenar. Las obstrucciones en el ducto debidas a escombros, secciones aplastadas o lechada segregada pueden impedir que la lechada llegue a porciones remotas del tendón.
Ventilación inadecuada. Si los tubos de ventilación en los puntos altos están aplastados, obstruidos u omitidos, el aire atrapado en el punto alto no puede escapar durante la inyección y se forma un vacío debajo de la bolsa de aire atrapada. En zonas de armadura congestionada, los tubos de ventilación son vulnerables a daños durante la colocación del hormigón.
Fugas de lechada. Si el ducto no es hermético —en empalmes, acopladores o puntos de daño del ducto— la lechada puede filtrarse durante la inyección, dejando porciones sin llenar. La lechada filtrada también compromete la protección contra la corrosión del tendón en la ubicación de la fuga.
Segregación de la lechada. Las lechadas premezcladas con exceso de agua añadida en obra pueden segregarse —las partículas de cemento más pesadas se asientan, mientras que el agua más ligera asciende, creando una zona de lechada porosa con alta relación agua-cemento en la parte superior del ducto. La segregación se detecta mediante análisis petrográfico de muestras de lechada que muestran estratificación.
Ubicaciones de los Vacíos
Los vacíos se encuentran más comúnmente en:
Puntos altos de tendones curvados —la elevación más alta a lo largo del perfil del tendón, donde se acumulan el agua de exudación y el aire atrapado
Detrás de anclajes activos —dentro de los primeros 1–3 metros detrás del anclaje de tensado, donde el tendón hace la transición de horizontal al anclaje
Transiciones de trompeta a ducto —la conexión entre la trompeta del anclaje y el ducto, donde los cambios abruptos de sección transversal pueden atrapar aire
Puntos altos intermedios —en apoyos de pilares en vanos continuos de puentes, donde los tendones de continuidad tienen puntos altos en los apoyos interiores
Silletas de desviación —en tendones externos, en las silletas donde el tendón cambia de dirección
Consecuencias de los Vacíos
Los vacíos en la lechada crean condiciones para la corrosión localizada acelerada del acero de pretensado. Dentro de un vacío:
El ambiente alcalino protector (pH 12,5–13,0) proporcionado por la lechada está ausente
El oxígeno del aire en el vacío se repone continuamente, sosteniendo la reacción catódica
El agua que se condensa o acumula en el vacío proporciona el electrolito necesario para la corrosión
La alta tensión de tracción en el acero de pretensado (70–80% de la resistencia última) lo hace susceptible a la corrosión bajo tensión y a la fragilización por hidrógeno
La velocidad de corrosión en un vacío puede ser órdenes de magnitud mayor que en regiones correctamente inyectadas. Las investigaciones del FDOT han documentado corrosión de tendones del 10% o más de la sección transversal del cordón dentro de vacíos en puentes de menos de 20 años de antigüedad —estructuras diseñadas para una vida útil de 75–100 años.
Entrada de Agua a Través de los Ductos
La entrada de agua en los ductos de postensado es la segunda amenaza de durabilidad más significativa después de los vacíos en la lechada. El agua que ingresa al sistema de ductos transporta cloruros, sulfatos y otros agentes corrosivos que atacan el acero de pretensado.
Vías de Entrada de Agua
Anclajes. El anclaje es el punto de entrada más vulnerable. Los bolsillos de tensado mal sellados, las tapas de encapsulación falladas, las cavidades de tapas sin inyectar y los huecos entre la placa de apoyo y la trompeta proporcionan vías directas para que el agua llegue a las cuñas y las colas de los cordones. El agua que entra por el anclaje puede migrar a lo largo del tendón distancias considerables a través de los espacios intersticiales entre los alambres individuales de los cordones —un fenómeno conocido como migración de agua por efecto mecha.
Ductos dañados. Los ductos aplastados o rasgados durante la construcción —por sobrevibración, movimiento del encofrado o congestión de armaduras— crean aberturas para la entrada de agua. En servicio, la corrosión de los ductos metálicos puede perforar la vaina, creando puntos de entrada adicionales.
Empalmes y acopladores fallados. Los empalmes que no se sellaron adecuadamente durante la construcción o que se degradan con el tiempo permiten la entrada de agua en la unión.
Ventilaciones y entradas. Las ventilaciones y entradas de lechada que no se sellan adecuadamente después de la inyección, o donde los sellantes fallan con el tiempo, proporcionan puntos de entrada de agua en los puntos más altos del tendón —exactamente donde es más probable que existan vacíos.
Penetración de Cloruros
Los iones de cloruro de las sales de deshielo, el rocío marino o los entornos industriales penetran el recubrimiento de hormigón mediante difusión y absorción capilar. Una vez que los cloruros alcanzan el ducto, pueden entrar a través de cualquier abertura y acumularse en la superficie del acero. El umbral crítico de cloruros para el acero de pretensado es aproximadamente 0,2% en masa de cemento —significativamente más bajo que el umbral de 0,4–1,0% para el acero de armadura convencional— porque el mayor nivel de tensión hace que el acero de pretensado sea más susceptible a la corrosión por picaduras inducida por cloruros.
Detección de la Entrada de Agua
La entrada de agua se detecta mediante:
Observación visual de manchas de óxido en la superficie del hormigón a lo largo de los perfiles de los tendones
Ensayo de humedad haciendo pasar gas inerte a través del ducto y midiendo los niveles de humedad —un contenido de humedad > 0,7% indica alta probabilidad de corrosión (según NRC A806-1.C)
Detección con GPR de contenido elevado de humedad alrededor de los ductos (el agua tiene una constante dieléctrica alta, ~80, en comparación con el hormigón seco de ~6–12)
Inspección con boroscopio que muestra agua estancada o lechada húmeda dentro del ducto
Análisis químico de muestras de lechada que muestran contenido elevado de cloruros
Corrosión del Ducto
La corrosión del ducto afecta a los ductos metálicos y, en casos extremos, puede comprometer la función protectora del ducto. Los ductos plásticos son inherentemente resistentes a la corrosión, eliminando este modo de fallo.
Mecanismo de Corrosión en Ductos Metálicos
Los ductos de acero galvanizado se corroen a través de varios mecanismos:
Consumo de zinc. El recubrimiento de zinc galvanizado proporciona protección de sacrificio —el zinc se corroe preferentemente respecto al acero subyacente. En entornos agresivos (alto cloruro, bajo pH, alta humedad), el recubrimiento de zinc puede consumirse en 10–20 años.
Perforación del acero. Después del agotamiento del zinc, el acero base se corroe. La perforación de la pared del ducto crea una vía directa para que el agua y los cloruros lleguen al tendón. La corrosión por picaduras puede producir agujeros de perforación en 5–15 años en entornos agresivos.
Acoplamiento galvánico. En presencia de un electrolito (agua con cloruros), se forma una celda galvánica entre el recubrimiento de zinc y los cordones de acero de alta resistencia. El zinc, siendo más anódico, se corroe preferentemente —pero el potencial galvánico también puede impulsar la corrosión del cordón si el zinc se consume localmente.
Detección de la Corrosión del Ducto
La corrosión del ducto se detecta mediante:
Análisis de señal GPR —los ductos metálicos corroídos producen características de reflexión diferentes a las de los ductos intactos
Mapeo de potencial de semicelda —los potenciales negativos en el rango de −350 a −500 mV CSE indican corrosión activa
Delaminación o descascarillado del recubrimiento de hormigón a lo largo del perfil del tendón —la expansión de los productos de corrosión en la superficie del ducto ejerce presión hacia afuera sobre el hormigón
Inspección con boroscopio a través de puertos perforados que muestra óxido, agujeros de perforación o interior del ducto corroído
Métodos de Inspección
La inspección de ductos de postensado se basa en una combinación de métodos de ensayos no destructivos (NDT) e investigación destructiva dirigida. El protocolo de inspección progresiva recomendado por la práctica de la industria (según FPrimeC, FDOT y PTI DC80.3-12) sigue cuatro pasos.
Paso 1: Radar de Penetración Terrestre (GPR)
El GPR utiliza ondas electromagnéticas de alta frecuencia (antenas de 900–1600 MHz para inspección PT) transmitidas al hormigón. Se producen reflexiones en las interfaces donde cambia la permitividad dieléctrica. El GPR mapea rápidamente la disposición completa de los tendones a lo largo del elemento, identifica ductos metálicos versus plásticos basándose en la polaridad de la reflexión de la señal y detecta la acumulación de humedad alrededor de los ductos. Un levantamiento GPR de un vano de puente típico puede completarse en 2–4 horas con una preparación mínima de la superficie. La limitación clave: el GPR no puede distinguir de manera fiable la lechada sólida de la lechada blanda o los vacíos pequeños porque el contraste dieléctrico entre la lechada fraguada y el aire seco puede ser insuficiente.
Paso 2: Ensayo de Eco de Impacto (IE)
El Eco de Impacto es un método NDT unilateral que utiliza un impacto mecánico para generar ondas de tensión (2–50 kHz) en el hormigón. Las ondas se propagan hacia el interior del elemento y se reflejan en los límites internos —vacíos, delaminaciones, ductos o la superficie posterior. Un transductor registra el desplazamiento superficial causado por las ondas reflejadas, y la señal en el dominio del tiempo se transforma al dominio de la frecuencia utilizando la Transformada Rápida de Fourier (FFT).
La frecuencia dominante f se relaciona con la profundidad d de la interfaz reflectante mediante:
d = β × Vp / (2f)
donde Vp es la velocidad de la onda P en el hormigón (típicamente 3600–4200 m/s para hormigón de buena calidad) y β es un factor de forma (típicamente 0,96 para una placa). Un vacío de lechada en un ducto produce un cambio de frecuencia distinto —típicamente una frecuencia más baja— en comparación con un ducto sólidamente inyectado. El ensayo IE es rápido, rentable y solo requiere acceso unilateral.
Avances recientes combinan IE con aprendizaje profundo —un método de dos etapas que utiliza eco de impacto y redes neuronales convolucionales para la detección automatizada de la compacidad de la inyección, logrando >90% de precisión en la identificación de vacíos en ensayos controlados.
Paso 3: Tomografía por Pulso Eco Ultrasónico (UPE)
La tomografía UPE utiliza matrices de transductores ultrasónicos de baja frecuencia (25–100 kHz) para producir imágenes tomográficas 3D de las características internas. Múltiples transductores se disparan en secuencia, y las señales reflejadas se procesan utilizando Técnicas de Enfoque por Apertura Sintética (SAFT) o algoritmos de Captura de Matriz Completa con Método de Enfoque Total (FMC/TFM).
La UPE proporciona información detallada de sección transversal sobre la condición del ducto —distinguiendo lechada sólida, lechada blanda, vacíos y vacíos llenos de agua basándose en los contrastes de impedancia acústica. Los sistemas modernos (por ejemplo, Proceq Pundit PD8050) se integran con visualización de realidad aumentada, proporcionando a los inspectores representaciones 3D intuitivas de las ubicaciones de los vacíos.
La limitación es una velocidad de levantamiento más lenta en comparación con el cribado con GPR y la necesidad de interpretación capacitada. Sin embargo, cuando la UPE se utiliza en combinación con GPR para la localización precisa del ducto, la precisión de detección de vacíos en lechada supera el 85%.
Paso 4: Inspección con Boroscopio (Endoscopia)
La inspección con boroscopio proporciona confirmación visual directa de las condiciones internas. Un boroscopio de fibra óptica o video de pequeño diámetro (típicamente 6–10 mm de diámetro) se inserta a través de las entradas de lechada, salidas o puertos de inspección perforados. Los boroscopios con puntas articuladas pueden inspeccionar en múltiples direcciones desde un solo punto de acceso, y aquellos con cabezales de cámara proporcionan video de alta resolución e imágenes fijas.
El inspector observa directamente:
Nivel e integridad del llenado de lechada
Condición de la superficie del cordón (acero brillante = pasivo/protegido; negro/oscuro = pasivado; naranja/rojo = corrosión activa)
Presencia de agua estancada o humedad
Dimensiones del vacío y conectividad
Calidad de la lechada (dura, blanda, calcárea, segregada)
Condición interior del ducto (corrosión de ductos metálicos, integridad de ductos plásticos)
En el estudio de caso del puente de la Columbia Británica (Haixue, PTI Journal 2017), se perforaron agujeros de 3/4 de pulgada en las ubicaciones de vacíos sospechosos confirmados por eco de impacto. La inspección con boroscopio reveló productos de corrosión a lo largo de los cordones dentro de los vacíos, confirmando que existían vacíos de 25–33 pies de longitud y habían iniciado la corrosión.
Protocolo de Validación
Según la práctica de la industria, un mínimo del 5% de las ubicaciones de ensayo debe ser validado con métodos invasivos —extracción de testigos a través del hormigón de recubrimiento para exponer el ducto, o inspección con boroscopio a través de puertos perforados. Esta validación calibra los resultados de NDT y proporciona evidencia definitiva de la condición del ducto. El FDOT y la FHWA recomiendan protocolos progresivos de múltiples métodos donde los resultados de GPR informan las ubicaciones de ensayo IE/UPE, y los resultados de NDT informan las ubicaciones de boroscopio y testigos.
Consecuencias de los Problemas en los Ductos
Las consecuencias de los defectos en los ductos —vacíos, entrada de agua, corrosión— van desde el deterioro localizado del cordón hasta el fallo estructural completo.
Mecanismos de Corrosión de Tendones
Dentro de un ducto con vacíos o lleno de agua, tres mecanismos de corrosión afectan al acero de pretensado:
Corrosión uniforme. La pérdida general de sección transversal ocurre en la superficie expuesta. La velocidad de corrosión en un vacío con mojado y secado cíclico puede alcanzar 0,1–0,5 mm/año —suficiente para reducir un alambre de 5 mm de diámetro a 4 mm en 2–5 años. Dado que el cordón está tensado al 70–80% de su resistencia máxima a tracción, una reducción del 20% en la sección transversal reduce el factor de seguridad de 1,25 a 1,0, y cualquier carga adicional puede causar fractura.
Corrosión por picaduras. El ataque localizado produce picaduras profundas y estrechas que actúan como concentradores de tensión. Una picadura de solo 1 mm de profundidad en un alambre de 5 mm puede reducir la sección transversal neta y crear un factor de concentración de tensión de 3–5, iniciando una fractura frágil con tensiones nominales muy por debajo del límite elástico.
Corrosión bajo tensión (SCC). La acción combinada de la tensión de tracción sostenida y un entorno corrosivo produce grietas frágiles que se propagan perpendicularmente a la dirección de la tensión. La SCC en acero de pretensado ocurre con concentraciones de cloruro superiores al 0,07% en peso de lechada y puede causar fallos en cuestión de meses desde su iniciación.
Fragilización por hidrógeno. El hidrógeno atómico producido por las reacciones de corrosión se difunde en la red del acero, reduciendo la ductilidad y causando fractura frágil repentina. Los aceros de alta resistencia (>1200 MPa de resistencia a tracción) son los más susceptibles —todos los cordones de pretensado Grado 270 (1860 MPa) se encuentran en esta categoría.
Casos Históricos de Fallos
Puente Mid-Bay, Florida (inspección de los años 1990). La inspección reveló una cabeza de anclaje postensada en la superficie del hormigón con todos los cordones conectantes severamente corroídos. El tendón fallado representaba una pérdida del 16% de la capacidad estructural. Una investigación adicional encontró ducto plástico partido, mala calidad de la lechada y extensa corrosión relacionada con vacíos.
Puente Sunshine Skyway, Florida. Los tendones de bucle vertical en columnas de puente exhibieron corrosión que superaba el 10% de la longitud total del cordón en menos de 20 años de servicio —una estructura diseñada para una vida útil de 100 años. La entrada de agua en los anclajes y el llenado inadecuado de lechada fueron las causas raíz.
Viaducto ferroviario de Huntingdon, Reino Unido (proyecto Structures Moonshot). La investigación NDT mediante GPR, pulso eco ultrasónico y eco de impacto reveló múltiples vacíos en la lechada, armadura transversal colocada incorrectamente, falta de armadura horizontal sobre los ductos y vacíos localizados alrededor de barras de armadura dobles. La investigación demostró que los enfoques NDT con múltiples tecnologías proporcionan la mayor confianza en la identificación de defectos en los ductos.
Consecuencias Económicas
El impacto económico de los problemas en los ductos es sustancial. Los costos de detección de vacíos y reparación de lechada típicamente oscilan entre $5,000–$20,000 por tendón dependiendo del acceso y la extensión del vacío. El reemplazo de tendones (para sistemas no adheridos) cuesta $50,000–$200,000 por tendón. La rehabilitación estructural completa de puentes PT dañados por corrosión puede superar los $10 millones. El costo preventivo de una inyección adecuada y control de calidad durante la construcción es una fracción del costo de reparación.
Reparación y Reinyección de Ductos
Cuando se detectan y confirman vacíos, la reparación es esencial para restaurar la protección contra la corrosión y la adherencia estructural.
Reparación con Inyección al Vacío
La inyección al vacío es el método de reparación más eficaz para vacíos existentes. El procedimiento según PCI y la práctica de la industria:
Ubicación y acceso al vacío. La ubicación del vacío se confirma mediante NDT y boroscopio. Se perforan uno o dos agujeros de acceso pequeños (típicamente de ½ a ¾ de pulgada de diámetro) para intersectar el vacío, evitando el contacto con los cordones de pretensado.
Aplicación de vacío. Se conecta una bomba de vacío a uno de los agujeros de acceso, extrayendo una presión negativa de −0,08 MPa (−0,8 bares). El vacío elimina el aire y la humedad del vacío.
Inyección de lechada. Se inyecta lechada cementicia de baja viscosidad o resina epoxi a través del segundo agujero de acceso mientras se mantiene el vacío. El diferencial de presión negativa aspira la lechada hacia el vacío, asegurando un llenado completo.
Verificación. La inspección con boroscopio posterior a la inyección confirma el llenado completo del vacío. Si quedan vacíos residuales, el proceso se repite a través de puntos de acceso adicionales.
Sellado. Los agujeros de acceso se sellan con lechada no retráctil o resina epoxi. La reparación se documenta en los registros de mantenimiento.
Ventajas Clave de la Inyección al Vacío
Solo se requiere un agujero de acceso para la aplicación de vacío
La lechada llena el vacío completamente sin necesidad de ventilaciones adicionales
La presión negativa elimina la humedad del vacío antes de la inyección
El proceso funciona tanto para vacíos localizados pequeños como para vacíos extensos grandes
Limitaciones
El vacío debe ser accesible —los espacios de vacío confinados o geométricamente complejos pueden requerir múltiples puntos de acceso
El ducto debe estar suficientemente intacto para mantener el vacío —las brechas grandes en el ducto impedirán la retención del vacío
La reparación del vacío no soluciona el daño por corrosión existente —los cordones significativamente corroídos pueden requerir mitigación adicional de corrosión o refuerzo estructural
Reinyección de Vacíos Grandes
Para vacíos largos (que excedan 5–10 metros), el proceso de inyección al vacío se realiza secuencialmente —el vacío se divide en segmentos perforando agujeros de acceso a intervalos, y cada segmento se inyecta al vacío de forma independiente. Esto asegura el llenado completo de toda la longitud del vacío sin riesgo de atrapar bolsas de aire.
Preguntas Frecuentes
El ducto de postensado cumple múltiples funciones críticas. Primero, crea un vacío en el hormigón que permite instalar el tendón después de que el hormigón haya fraguado y moverse libremente durante la operación de tensado. Segundo, después del tensado, el ducto proporciona una vía sellada para la inyección de lechada cementicia, que llena el espacio anular alrededor de los cordones. Tercero, el ducto —particularmente los tipos corrugados— proporciona un enclavamiento mecánico entre la lechada y el hormigón circundante, permitiendo la transferencia de tensiones de adherencia en sistemas de postensado adherido. Cuarto, el ducto actúa como una barrera física contra la humedad y los cloruros, contribuyendo al sistema de protección contra la corrosión. Quinto, el ducto mantiene el perfil del tendón durante la colocación del hormigón, evitando el desplazamiento del tendón de su excentricidad de diseño. Sin el ducto, el tendón no podría tensarse después del fraguado del hormigón, y el mecanismo de transferencia de adherencia en sistemas PT adheridos sería imposible.
Los ductos de postensado se fabrican en tres tipos principales. Los ductos metálicos corrugados están enrollados en espiral a partir de banda de acero galvanizado, típicamente de 0,3–0,6 mm de espesor de pared, con corrugaciones helicoidales externas que proporcionan adherencia mecánica con el hormigón. Son la opción tradicional y ofrecen alta resistencia a bajo costo. Los ductos plásticos corrugados (HDPE o PP) son cada vez más preferidos para entornos agresivos porque son inherentemente resistentes a la corrosión, no tienen acoplamiento galvánico con el acero, proporcionan un recinto hermético cuando se conectan adecuadamente y tienen coeficientes de fricción más bajos que los ductos de acero. Los ductos ovalados planos son un perfil especializado que se utiliza donde el espacio vertical es limitado —típicamente en losas delgadas y aplicaciones de edificación— con una sección transversal aplanada que maximiza el ancho horizontal mientras minimiza el espesor estructural. Cada tipo debe cumplir requisitos de rendimiento específicos según PTI M55.1, fib Bulletin 7 y AASHTO LRFD, incluyendo radio de curvatura mínimo, resistencia al desgaste, resistencia a cargas laterales, estanqueidad y ensayos de comportamiento de adherencia.
Los vacíos de lechada en ductos PT se detectan utilizando varios métodos de ensayos no destructivos (NDT), típicamente aplicados en un protocolo progresivo. El Radar de Penetración Terrestre (GPR) con antenas de 900–1600 MHz localiza los ductos de tendones y mapea su perfil, pero no puede distinguir de manera fiable la lechada sólida de los vacíos. El ensayo de Eco de Impacto (IE) genera ondas de tensión a partir de un impacto mecánico y analiza los cambios de frecuencia reflejados —los vacíos producen una resonancia de baja frecuencia distintiva en comparación con la lechada sólida, desplazando típicamente la frecuencia dominante hacia abajo entre un 20–50%. La tomografía por Pulso Eco Ultrasónico (UPE) utiliza matrices de transductores de 25–100 kHz para producir imágenes tomográficas 3D basadas en contrastes de impedancia acústica, detectando vacíos, lechada blanda y corrosión. El método más definitivo es la inspección con boroscopio: una sonda de fibra óptica o video de pequeño diámetro insertada a través de las entradas de lechada, salidas o puertos de inspección perforados de 3/4 de pulgada proporciona confirmación visual directa del tamaño del vacío, ubicación, condición del cordón y presencia de humedad. Según la práctica de la industria (FPrimeC, FDOT), un mínimo del 5% de las ubicaciones de ensayo deben ser validadas con confirmación invasiva.
Los problemas en los ductos —incluyendo llenado incompleto de lechada, entrada de agua, corrosión del ducto y daño del ducto— conducen directamente a la corrosión del tendón, la amenaza de durabilidad más significativa en estructuras postensadas. Los vacíos de lechada en los puntos altos de los tendones curvados acumulan agua y oxígeno, creando celdas de corrosión electroquímica localizadas. La corrosión reduce el área de la sección transversal del tendón, y debido a que el acero de pretensado opera al 70–80% de su resistencia máxima a tracción, incluso una pérdida de sección modesta (10–15%) puede causar una fractura frágil repentina sin advertencia visible previa. La entrada de agua a través de ductos con fugas introduce cloruros (de sales de deshielo o entornos marinos) que descomponen la capa de óxido pasivo en el acero. La corrosión del ducto en ductos metálicos puede perforar la vaina, creando vías para una mayor entrada de agua y cloruros. Las consecuencias van desde la corrosión localizada del cordón que requiere reparación hasta la falla completa del tendón. En casos extremos, múltiples fallos de tendones pueden comprometer la capacidad estructural, como se documentó en las investigaciones del FDOT del Puente Mid-Bay y el Puente Sunshine Skyway, donde fallos de tendones relacionados con la corrosión requirieron reparaciones estructurales mayores.
Los ductos de postensado se rigen por múltiples normas. PTI M55.1-19 (Specification for Grouting of Post-Tensioned Structures) cubre los materiales de lechada y la compatibilidad con los ductos. PTI/ASBI M50.3-12 cubre los componentes del sistema, incluidos los materiales de ducto y las pruebas de aceptación. Las AASHTO LRFD Bridge Design Specifications (Artículo 5.9) exigen un área interior mínima del ducto ≥ 2,0 veces el área neta del tendón y especifican coeficientes de fricción para el diseño. Las AASHTO LRFD Bridge Construction Specifications (Sección 26) cubren los materiales de ducto, tolerancias de instalación, empalmes, soportes y verificación de ductos. fib Bulletin 7 (2000) proporciona estándares de ensayo para ductos plásticos corrugados, incluyendo comportamiento a flexión, flexibilidad, resistencia a cargas laterales, resistencia a cargas longitudinales, estanqueidad, resistencia al desgaste y comportamiento de adherencia. ASTM A416 cubre el cordón de pretensado, mientras que las especificaciones de materiales específicos para ductos hacen referencia al acero galvanizado según ASTM A653 o HDPE según ASTM D3350. Las FDOT Standard Specifications imponen criterios de aceptación más estrictos para las pruebas de resistencia al desgaste (1,5 mm de espesor de pared residual para ductos de hasta 85 mm, 2,0 mm para ductos más grandes) en comparación con el mínimo de fib Bulletin 7 (1,0 mm).
¿Necesita Inspección de Ductos PT y Detección de Vacíos en Lechada?
TarmacView ofrece servicios expertos de evaluación no destructiva para puentes postensados e infraestructura de hormigón, incluyendo ensayos de eco de impacto, GPR y ultrasonidos para la evaluación de la condición de ductos PT. Contáctenos para programar un estudio de vacíos en lechada o una inspección de tendones.
El postensado (PT) es un método de pretensado de hormigón en el que tendones de acero de alta resistencia se tesan después del endurecimiento del hormigón, apli...
La inyección de lechada es el proceso de inyectar lechada cementicia en los conductos de tendones de postensado después del tesado, proporcionando adherencia en...
Un tendón de pretensado es un elemento de acero de alta resistencia — típicamente un cordón de siete alambres, alambre o barra — utilizado en hormigón pretensad...
31 min de lectura
Reinforcement
Bridges
+4
Consentimiento de Cookies Usamos cookies para mejorar tu experiencia de navegación y analizar nuestro tráfico. See our privacy policy.