Sellador de Juntas
Los selladores de juntas son materiales colocados en las juntas de pavimentos para evitar la infiltración de agua y materiales incompresibles, protegiendo la su...
48 min de lectura
Pavement Maintenance
Concrete Pavement
+3
Los selladores de silicona son materiales elastoméricos de bajo módulo para sellar juntas en pavimentos de concreto que acomodan movimientos significativos de las juntas mientras mantienen un sello impermeable. Son preferidos para pavimentos de PCC en aeropuertos debido a su resistencia a combustibles y durabilidad. Abarca la química de la silicona, aplicación, características de rendimiento y comparación con otros tipos de selladores.
El sellador de silicona para juntas de pavimentos es un material elastomérico de curado químico, monocomponente, aplicado en frío, formulado específicamente para sellar juntas en pavimentos de Concreto de Cemento Portland (PCC). Químicamente, los selladores de silicona se basan en polímeros de polidimetilsiloxano (PDMS) — moléculas de cadena larga con un esqueleto de silicio-oxígeno y grupos metilo laterales unidos a cada átomo de silicio. El esqueleto de silicio-oxígeno (Si-O-Si) proporciona las características definitorias del material: flexibilidad excepcional, estabilidad térmica en rangos extremos de temperatura, resistencia a la radiación ultravioleta (UV) e inercia química inherente. La energía de enlace del enlace siloxano (Si-O) es de aproximadamente 444 kJ/mol, sustancialmente mayor que el enlace carbono-carbono (348 kJ/mol) presente en los esqueletos de polímeros orgánicos. Esta diferencia fundamental a nivel molecular explica por qué los selladores de silicona resisten la degradación oxidativa, el ataque del ozono y la intemperie mucho mejor que los selladores de base orgánica como los poliuretanos y los polisulfuros.
El mecanismo de curado de los selladores de silicona para pavimentos sigue el proceso de vulcanización a temperatura ambiente (RTV) — una reacción de curado por condensación desencadenada por la humedad atmosférica. Cuando el material monocomponente se extruye de su envase sellado y se expone a la humedad ambiente, las moléculas de agua se difunden en la matriz de silicona y reaccionan con grupos terminales hidrolizables (típicamente grupos funcionales acetoxi, alcoxi u oxima) en las cadenas poliméricas de PDMS. Esta reacción libera un subproducto de molécula pequeña (ácido acético en sistemas acetoxi, alcoholes en sistemas alcoxi, u oximas en sistemas de curado neutro) y forma entrecruzamientos entre cadenas poliméricas adyacentes, construyendo una red elastomérica tridimensional. La mayoría de las siliconas para pavimentos utilizan una química de curado neutro (alcoxi) para evitar problemas de corrosión con el acero embebido y minimizar el olor durante la aplicación en proyectos de pavimentación a gran escala.
La designación de bajo módulo que caracteriza a los selladores de silicona para pavimentos es un atributo de rendimiento crítico. El módulo se refiere a la tensión requerida para producir un alargamiento dado en el material. Las siliconas de bajo módulo — que típicamente exhiben un módulo de tensión al 100% por debajo de 0.35 MPa (50 psi) según los requisitos de ASTM D5893 — se estiran fácilmente bajo baja tensión, lo que significa que el cordón de sellador impone una fuerza mínima sobre la línea de adherencia con el sustrato de concreto cuando la junta se abre durante la contracción por clima frío. Esta propiedad reduce directamente el riesgo de falla adhesiva (despegue de la pared de la junta) y falla cohesiva (rotura dentro del cuerpo del sellador), que son los dos modos de falla dominantes en los selladores de juntas de pavimentos. La característica de bajo módulo se logra mediante una longitud de cadena polimérica optimizada, una densidad de entrecruzamiento controlada y la incorporación de fluidos de silicona no reactivos que plastifican la red curada.
Las propiedades reológicas de los selladores de silicona para pavimentos han sido extensamente estudiadas mediante reometría de cizallamiento dinámico (DSR). La investigación realizada en el U.S. Army Engineer Waterways Experiment Station demostró que los selladores de silicona exhiben un pronunciado comportamiento viscoelástico, lo que significa que muestran respuestas tanto viscosas (líquidas, dependientes del tiempo) como elásticas (sólidas, recuperables) a la deformación aplicada. Este comportamiento dual rige cómo se desempeña el sellador bajo los movimientos térmicos cíclicos que experimentan las juntas de pavimentos de concreto — donde las oscilaciones diarias y estacionales de temperatura de 40°C o más pueden ciclar los anchos de las juntas a través de cambios dimensionales sustanciales. La naturaleza viscoelástica permite que el sellador disipe la tensión mediante flujo viscoso durante movimientos lentos y sostenidos (como la contracción térmica estacional) mientras rebota elásticamente ante desplazamientos rápidos y transitorios (como la carga de ruedas de aeronaves). El módulo de almacenamiento (G’) — que representa el componente elástico recuperable — y el módulo de pérdida (G") — que representa el componente viscoso disipativo — varían significativamente con la temperatura, la frecuencia de carga y el grado de curado.
La química de la adhesión entre el sellador de silicona y el concreto está impulsada tanto por el anclaje mecánico como por el enlace químico. Las caras de las juntas de PCC recién preparadas proporcionan un sustrato microscópicamente rugoso y de alta energía superficial en el cual la silicona de baja viscosidad (para formulaciones autonivelantes) o perfilada (para formulaciones no escurribles) puede fluir y anclarse mecánicamente. Simultáneamente, los promotores de adhesión de silano organofuncional formulados en el sellador sufren reacciones de hidrólisis y condensación con grupos silanol (Si-OH) presentes en la superficie del concreto y dentro de la pasta de cemento hidratada, formando enlaces covalentes de siloxano que anclan químicamente el sellador al sustrato. Este mecanismo de adhesión dual — anclaje mecánico más enlace químico — es la razón por la cual la preparación de la superficie, específicamente la eliminación de la lechada, los compuestos de curado y los contaminantes que bloquean el acceso a las superficies reactivas del concreto, es el determinante más importante de la vida útil del sellador.
La norma ASTM D5893 — Especificación Estándar para Sellador de Silicona de Curado Químico, Monocomponente, Aplicado en Frío para Juntas de Pavimentos de Concreto de Cemento Portland — define dos tipos distintos de sellador de silicona según la reología de aplicación y el uso previsto: Tipo SL (autonivelante) y Tipo NS (no escurrible). Estos dos tipos comparten la misma química base de polisiloxano pero están formulados con diferentes modificadores reológicos, paquetes de cargas y perfiles de viscosidad para servir a diferentes geometrías de juntas y condiciones de colocación.
Tipo SL (Autonivelante) — Los selladores de silicona Tipo SL se formulan como materiales de baja viscosidad y flujo por gravedad con suficiente fluidez para verterse en juntas horizontales y autonivelarse hasta una superficie lisa, enrasada o ligeramente rehundida, sin necesidad de perfilado. La viscosidad típicamente se ajusta por debajo de aproximadamente 100,000 centipoises a la temperatura de aplicación, permitiendo que el material fluya hacia irregularidades de la junta, cavidades de descascaramientos y textura superficial mientras libera burbujas de aire atrapadas. Las siliconas autonivelantes son la opción dominante para trabajos de producción de pavimentos a gran escala — juntas transversales y longitudinales de carreteras, juntas de contracción de pistas y calles de rodaje de aeropuertos, y juntas aserradas de plataformas — donde la velocidad de aplicación, la consistencia del perfil del sello y la mínima intervención del personal son prioridades. Los selladores Tipo SL se bombean directamente desde cubos de 5 galones (19 litros) o tambores de 55 galones (208 litros) utilizando bombas neumáticas de operación con plato seguidor, lo que permite la aplicación continua a lo largo de miles de pies lineales por turno. Las tasas de producción de 800 a 2,000 pies lineales por turno son típicas dependiendo del ancho y profundidad de la junta, el tamaño del equipo y las condiciones de acceso.
Tipo NS (No Escurrible) — Los selladores de silicona Tipo NS, también denominados selladores grado pistola o perfilados, se formulan con aditivos tixotrópicos que imparten una tensión de fluencia suficiente para evitar el flujo o escurrimiento después de la colocación, incluso en caras de juntas verticales o fuertemente inclinadas. Las formulaciones no escurribles se envasan en cartuchos estándar para pistola de calafateo (10.3 o 20 onzas líquidas) o en paquetes tipo salchicha para pistolas neumáticas. Después de la extrusión en la junta, los selladores Tipo NS deben ser perfilados — presionados y alisados con una espátula, llana o herramienta de perfilado — para lograr un contacto íntimo con las paredes de la junta, un rehundido adecuado por debajo de la superficie del pavimento y un perfil cóncavo que minimice la concentración de tensiones en la línea de adherencia. El perfilado también introduce el sellador en los poros superficiales y elimina bolsas de aire. El Tipo NS se especifica para juntas verticales en estructuras como muros de estribo, muros de contención, parapetos de puentes y para transiciones de pavimento inclinadas donde la gravedad sacaría una formulación autonivelante de la junta. En aplicaciones aeroportuarias, los selladores Tipo NS se utilizan en juntas de construcción vertical en interfaces de terminales, conexiones de estructuras de drenaje y transiciones de rampas inclinadas donde los materiales autonivelantes no permanecerían en su lugar.
Ambos tipos curan mediante el mismo mecanismo activado por humedad y deben cumplir requisitos idénticos de propiedades curadas según ASTM D5893 — incluyendo módulo de tensión (máximo 0.35 MPa al 100% de elongación), elongación a la rotura (mínimo 600%), dureza (Shore A de 15 a 40 después del curado) y durabilidad de la adherencia después de inmersión en agua y envejecimiento en horno. La diferenciación es únicamente en la reología sin curar y en los procedimientos de preparación y colocación apropiados para cada tipo.
Algunos fabricantes producen productos de consistencia dual que pueden aplicarse como formulaciones autonivelantes a temperaturas ambiente más bajas (donde la viscosidad es mayor) pero se comportan más como materiales no escurribles en condiciones cálidas. Los especificadores deben verificar que el producto presentado cumpla con el tipo específico de ASTM D5893 requerido por la especificación del proyecto, ya que los dos tipos no son intercambiables sin una cuidadosa consideración de la geometría y orientación de la junta.
| Propiedad | Tipo SL (Autonivelante) | Tipo NS (No Escurrible/Perfilado) |
|---|---|---|
| Consistencia sin curar | Baja viscosidad, vertible | Tixotrópica, grado pistola |
| Método de aplicación | Bomba de granel desde cubo o tambor | Pistola de calafateo o pistola neumática |
| Orientación de la junta | Solo horizontal (pendiente 0–5°) | Horizontal, vertical, inclinada |
| Perfilado requerido | No — autonivelante | Sí — debe ser perfilado |
| Envase típico | Cubos de 5 galones, tambores de 55 galones | Cartuchos de 10.3 oz, paquetes salchicha de 20 oz |
| Tasa de producción (pl/turno) | 800–2,000 | 500–1,200 |
Elasticidad y Capacidad de Movimiento. Los selladores de silicona especificados bajo ASTM D5893 proporcionan una elongación mínima a la rotura del 600%, pero la métrica más significativa en la práctica es el factor de acomodación de movimiento (MAF). La mayoría de las siliconas para pavimentos están clasificadas para un movimiento de junta de ±50% — lo que significa que un cordón de sellador instalado con un ancho de 10 mm puede acomodar una junta que cicla entre 5 mm y 15 mm sin pérdida de adhesión o cohesión. Esto supera la capacidad de movimiento de los selladores de asfalto cauchutado de aplicación en caliente (típicamente ±10% a ±25%) y se acerca a la de los sellos de compresión preformados. La característica de módulo ultrabajo asegura que la fuerza transmitida a la línea de adherencia durante la apertura de la junta sea mínima — típicamente por debajo de 0.35 MPa al 100% de elongación — por lo que la concentración de tensión en la interfaz sellador-concreto permanece por debajo de la resistencia de adherencia de una junta correctamente preparada. La combinación de alta capacidad de elongación y bajo módulo significa que la silicona puede manejar el ciclo térmico diario y los movimientos de contracción estacional característicos de losas grandes de pavimento de concreto sin despegue progresivo. Investigaciones del Centro Técnico de la FAA confirmaron mediante evaluaciones de campo en cinco aeropuertos de diferentes regiones climáticas que los selladores de silicona superaron consistentemente a los selladores de aplicación en caliente y a base de polisulfuro en términos de retención de adherencia y resistencia a la división cohesiva durante períodos de monitoreo de varios años.
Resistencia a Combustibles y Químicos. La estructura química inherente del PDMS — con sus grupos metilo no polares y su esqueleto de silicio completamente oxidado — hace que el sellador de silicona curado sea altamente resistente a un amplio espectro de químicos que se encuentran en los pavimentos aeroportuarios. El combustible de aviación (Jet A, Jet A-1, JP-8), la gasolina de aviación (AvGas), los fluidos hidráulicos (Skydrol, MIL-PRF-83282), los aceites lubricantes y los fluidos de deshielo (a base de glicol y acetato de potasio/sodio) no disuelven, hinchan ni degradan el sellador de silicona correctamente curado en ningún grado significativo. Esto es fundamentalmente diferente de los selladores de base orgánica — los poliuretanos pueden hidrolizarse y ablandarse con la exposición prolongada al glicol, los polisulfuros pueden hincharse en combustibles aromáticos, y los asfaltos cauchutados de aplicación en caliente pueden disolverse completamente cuando se exponen a derrames de combustible. Para plataformas de abastecimiento de combustible, pozos de hidrantes y posiciones de estacionamiento de aeronaves donde los derrames de combustible son habituales, la norma ASTM D7116 — Especificación Estándar para Selladores de Juntas para Uso en Instalaciones Donde se Derrama Combustible de Aviación sobre Pavimentos de Concreto — proporciona requisitos de rendimiento adicionales más allá de ASTM D5893, incluyendo pruebas de inmersión en combustible de aviación y evaluación de cambios en dureza, peso y volumen. ASTM D7116 fue desarrollada específicamente porque las pruebas convencionales de D5893 no incluyen requisitos de inmersión en combustible, y la experiencia demostró que algunos selladores que cumplían con las propiedades de D5893 podían fallar prematuramente en entornos con derrames de combustible. Los selladores de silicona que cumplen con los requisitos de D7116 son la opción principal para estas áreas críticas, y muchas autoridades aeroportuarias los especifican exclusivamente para todos los trabajos de juntas en plataformas y áreas de abastecimiento de combustible.
Resistencia a la Intemperie y Estabilidad Térmica. El esqueleto polimérico de siloxano es inherentemente transparente a la radiación UV en el espectro solar, lo que significa que los selladores de silicona no requieren negro de humo ni otras cargas absorbentes de UV para resistir la fotodegradación. Mientras que los selladores orgánicos dependen de cargas y estabilizadores que se consumen gradualmente por la exposición a los UV, la química de la silicona en sí misma no se ve afectada por décadas de luz solar directa. El rango de temperatura de servicio del sellador de silicona curado abarca desde aproximadamente −60°C hasta +200°C (−76°F a +400°F) para exposición intermitente, con clasificaciones de servicio continuo típicamente de −40°C a +150°C (−40°F a +300°F). Dentro de este rango, el material mantiene sus propiedades elastoméricas sin fragilización a bajas temperaturas ni ablandamiento excesivo a altas temperaturas — una capacidad crítica para pavimentos en climas septentrionales donde las temperaturas superficiales pueden oscilar desde −40°C en invierno hasta +65°C en tardes de verano. La temperatura de transición vítrea (Tg) del PDMS es de aproximadamente −125°C, muy por debajo de cualquier temperatura ambiente que se encuentre en pavimentos, por lo que el material nunca entra en un estado vítreo frágil en servicio. Esto contrasta con los selladores de aplicación en caliente, que pueden volverse frágiles y propensos al agrietamiento en frío extremo, y con los sellos de neopreno preformados, que se endurecen progresivamente a medida que las temperaturas disminuyen.
Larga Vida Útil. Estudios comparativos de campo y bases de datos de rendimiento de departamentos de transporte estatales convergen en 8 a 15 años como la vida útil típica de las juntas de pavimento de PCC selladas con silicona, en comparación con 3 a 8 años para el asfalto cauchutado de aplicación en caliente en la misma aplicación. Este multiplicador de vida de 2× a 3× compensa el mayor costo unitario del material (típicamente 2 a 4 veces el costo por pie del material de aplicación en caliente) cuando el análisis de costo del ciclo de vida considera el control de tráfico, la movilización de personal, la re-preparación de las juntas y la interrupción operativa de ciclos de resellado más frecuentes. El mecanismo de falla dominante de la silicona en juntas bien preparadas es la pérdida gradual de adherencia en la línea de unión, no la degradación del material en masa, lo que significa que cuando una junta eventualmente requiere resellado, el material de silicona en sí mismo sigue siendo típicamente elastomérico e intacto — la falla es interfacial, no relacionada con el material en masa.

La aplicación del sellador de silicona para juntas en pavimentos de PCC sigue un proceso secuencial preciso donde cada paso influye directamente en la vida útil del sellador instalado. La preparación de la junta es el determinante más importante del rendimiento del sellador. Estudios de la FAA, USACE y departamentos de transporte estatales identifican consistentemente la preparación inadecuada de la superficie — no los defectos del producto — como la causa de la falla prematura del sellador.
Paso 1: Preparación del Reservorio de la Junta. Para construcción nueva, la junta se forma mediante aserrado del concreto fresco (típicamente dentro de las 4 a 12 horas posteriores a la colocación, antes de que ocurra el agrietamiento por contracción no controlado) hasta una profundidad de un cuarto a un tercio del espesor de la losa (D/4 a D/3). El ancho del aserrado se especifica en el diseño del pavimento, pero es típicamente de 6 a 10 mm (1/4 a 3/8 de pulgada) para juntas de contracción. Para operaciones de resellado, la junta existente debe reaserrarse (ensancharse y limpiarse) usando una sierra con hoja de diamante para eliminar todos los residuos de sellador viejo, concreto contaminado de las caras de la junta y cualquier concreto descascarado o fracturado en los bordes de la junta. El reservorio resultante debe presentar caras limpias, sanas y paralelas de ancho uniforme. La profundidad del reaserrado debe extenderse ligeramente por debajo del reservorio de sellador original para exponer superficie de concreto fresca.
Paso 2: Limpieza de la Junta. Este es el paso que más comúnmente se realiza deficientemente en el campo y el que está más directamente correlacionado con la falla del sellador. Inmediatamente después del aserrado, la junta debe ser limpiada con chorro de arena o chorro de agua para eliminar la lechada del aserrado, la lechada superficial, los residuos de compuestos de curado y cualquier película de sellador viejo restante de las paredes de la junta. El chorro de arena con arena de sílice limpia, seca y libre de aceite, o abrasivo equivalente, a 90–120 psi es el método de referencia para la mayoría de las especificaciones. La boquilla de chorro debe dirigirse a ambas caras de la junta para lograr una superficie uniforme, ligeramente grabada, sin contaminantes visibles. Después del chorreado abrasivo, la junta se limpia utilizando aire comprimido libre de aceite a suficiente presión y volumen para expulsar todo el polvo, arena y residuos de la cavidad de la junta. El suministro de aire debe pasar a través de un separador de aceite-agua para evitar la contaminación de la cara de la junta limpiada con aceite del compresor. Una inspección visual final debe confirmar que las caras de la junta estén secas, libres de polvo y presenten una apariencia uniforme de color gris claro sin manchas oscuras ni residuos.
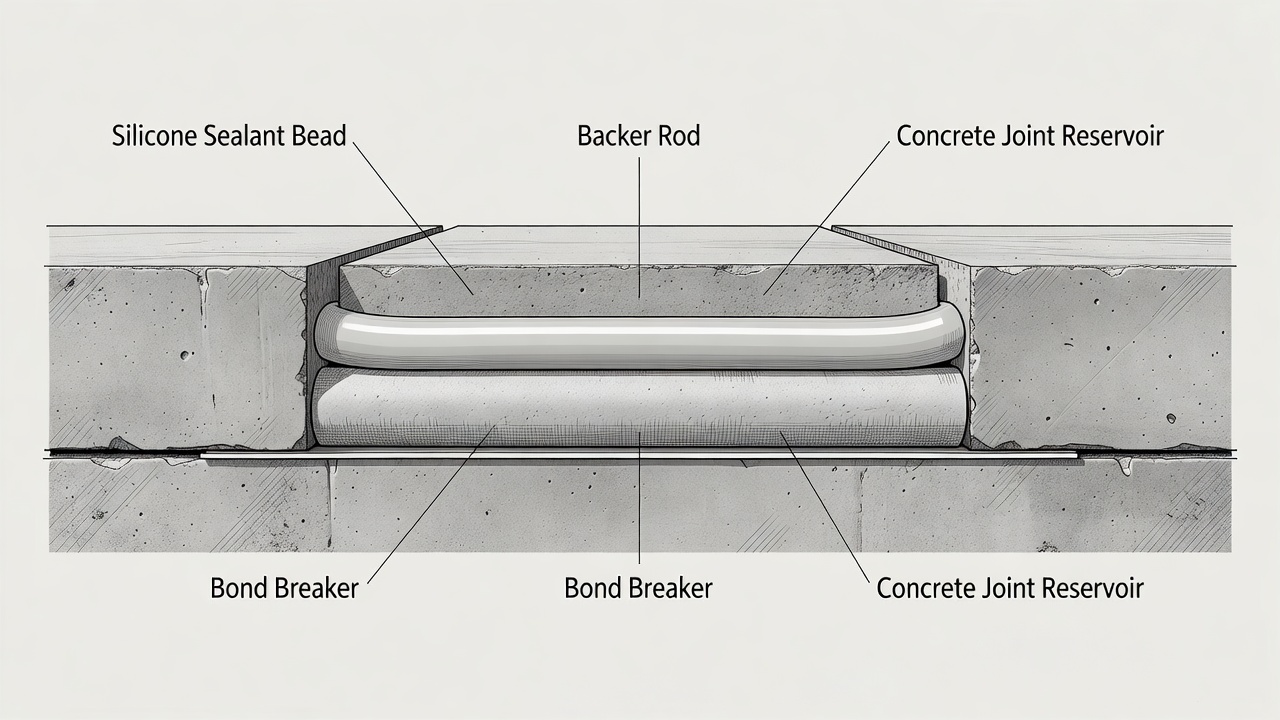
Paso 3: Instalación de la Varilla de Respaldo y el Separador de Adherencia. Se instala una varilla de respaldo de espuma de polietileno de celda cerrada en la junta para cumplir tres funciones: (a) controla la profundidad del cordón de sellador proporcionando una plataforma firme contra la cual se coloca el sellador, (b) evita que el sellador fluya hacia el fondo de la junta (desperdiciando material y creando una condición de adhesión en tres lados), y (c) actúa como separador de adherencia para asegurar que el sellador se adhiera solo a las dos caras verticales de la junta, no al fondo del reservorio. El diámetro de la varilla de respaldo debe ser aproximadamente 25% a 50% mayor que el ancho de la junta para garantizar un ajuste por compresión que mantenga la varilla a la profundidad correcta sin deslizarse. Se instala a una profundidad que produzca el rehundido de sellador especificado — la profundidad del cordón de sellador desde la superficie del pavimento — típicamente de 6 a 10 mm (1/4 a 3/8 de pulgada). La relación ancho-profundidad objetivo para el cordón de sellador es 2:1 — por ejemplo, una junta de 10 mm de ancho debe recibir un cordón de sellador de 5 mm de profundidad. Esta proporción, conocida como factor de forma, minimiza la concentración de tensiones en la línea de adherencia cuando la junta se abre. Si la junta es demasiado estrecha o la varilla de respaldo se coloca demasiado profunda, el cordón de sellador se vuelve excesivamente profundo en relación con su ancho, y la deformación en la línea de adherencia durante el movimiento de la junta se concentra en un área más pequeña, aumentando la probabilidad de falla adhesiva. La varilla de respaldo debe instalarse sin perforar, estirar ni torcer, ya que todo esto puede crear vías para que el sellador fluya más allá de la varilla y se adhiera al fondo de la junta.
Paso 4: Imprimación (si es requerida). Algunas formulaciones de selladores de silicona requieren una imprimación aplicada a las caras de concreto limpias de la junta para maximizar la adherencia, particularmente en condiciones de posible exposición a la humedad, contacto químico o ciclos de temperatura extrema. La imprimación — típicamente una solución de baja viscosidad de agentes de acoplamiento de silano y resinas de silicona reactivas en un solvente volátil portador — se aplica en una película fina y continua usando un pincel, rodillo o aplicador de pulverización y se deja secar (evaporación del solvente) antes de colocar el sellador. Se debe respetar el tiempo de vida útil y la ventana de repintado especificados por el fabricante. No todas las siliconas D5893 requieren imprimación; muchas están formuladas con promotores de adhesión integrales que se adhieren directamente al concreto limpio y seco. La ficha técnica publicada por el fabricante es el documento de control para determinar si se requiere imprimación para un sustrato y condición de exposición determinados.
Paso 5: Colocación del Sellador. Para selladores Tipo SL (autonivelantes), el material se bombea desde el contenedor usando una bomba neumática de granel con un plato seguidor que sella contra el interior del cubo o tambor. La bomba suministra el sellador a través de una manguera hasta una boquilla de aplicación dimensionada para ajustarse dentro del ancho de la junta. El operador camina con la boquilla a lo largo de la junta, llenándola desde la varilla de respaldo hasta el rehundido especificado. El material fluye y se autonivela hasta formar una superficie lisa, liberando el aire atrapado. Se debe evitar el llenado excesivo — el exceso de sellador en la superficie del pavimento es difícil de eliminar limpiamente y puede crear un área pegajosa que recoja residuos. Para selladores Tipo NS (no escurribles), el material se extruye de cartuchos o paquetes salchicha usando una pistola de calafateo manual o neumática. El cordón se coloca ligeramente sobredimensionado, y luego se perfila inmediatamente con una herramienta de perfilado cóncavo o espátula para presionar firmemente el sellador contra ambas paredes de la junta, eliminar los vacíos de aire y crear una superficie cóncava lisa rehundida de 3 a 6 mm por debajo de la superficie del pavimento. El perfilado debe completarse dentro del tiempo de formación de piel del sellador (típicamente de 10 a 30 minutos dependiendo de la temperatura y la humedad). Se puede usar un lubricante de perfilado (solución jabonosa suave) para evitar que el sellador se adhiera a la herramienta, pero se debe tener cuidado de no contaminar las paredes de la junta con el lubricante.
Paso 6: Curado y Apertura al Tráfico. El sellador de silicona cura mediante reacción con la humedad atmosférica, progresando desde la superficie expuesta hacia el interior. La velocidad de curado depende de la temperatura, la humedad relativa y la profundidad del cordón. En condiciones estándar (23°C, 50% HR), el sellador estará libre de pegajosidad superficial en 30 a 90 minutos y suficientemente curado para tráfico ligero en 2 a 4 horas. El curado completo en toda la profundidad del cordón puede requerir de 24 a 72 horas para juntas profundas. El sellador debe protegerse de la lluvia, el polvo y el tráfico durante el período de curado inicial. Para aplicaciones aeroportuarias, el sellador debe estar completamente curado antes de permitir el tráfico de aeronaves — la carga prematura puede deformar el material no curado, interrumpir la línea de adherencia e incrustar residuos en la superficie del sellador. El clima frío (por debajo de 5°C) retarda significativamente la velocidad de curado, y la mayoría de los fabricantes especifican una temperatura mínima de aplicación por debajo de la cual el curado es inaceptablemente lento.

ASTM D5893/D5893M es la especificación principal de materiales que rige los selladores de silicona para juntas en pavimentos de PCC en América del Norte. Establece requisitos tanto para selladores Tipo SL como Tipo NS, organizados en torno a propiedades sin curar (de aplicación) y propiedades curadas (de rendimiento). Los requisitos clave de rendimiento incluyen:
| Propiedad | Requisito ASTM D5893 | Método de Ensayo |
|---|---|---|
| Tiempo libre de pegajosidad | 30 a 180 minutos (Tipo SL); 30 a 240 minutos (Tipo NS) | ASTM C679 |
| Tasa de extrusión (solo Tipo NS) | Mínimo 50 g/min a 345 kPa | ASTM C1183 |
| Flujo/Escurrimiento (Tipo SL) | Superficie lisa y nivelada; sin burbujas | Visual después del vertido |
| Flujo/Escurrimiento (Tipo NS) | Máximo 4.8 mm de escurrimiento vertical | ASTM C639 |
| Dureza, Shore A | 15 a 40 después del curado completo | ASTM C661 |
| Módulo de tensión al 100% de elongación | Máximo 0.35 MPa (50 psi) | ASTM D412 (Die C) |
| Elongación a la rotura | Mínimo 600% | ASTM D412 (Die C) |
| Durabilidad de adherencia después de inmersión en agua | Sin falla adhesiva o cohesiva más allá de 3 mm | ASTM C1135 (7 días de inmersión en agua) |
| Durabilidad de adherencia después de envejecimiento en horno | Sin falla adhesiva o cohesiva más allá de 3 mm | ASTM C1135 (7 días a 70°C) |
| Retención de elongación después de envejecimiento | Mínimo 400% después de envejecimiento térmico | ASTM D412 después de envejecimiento ASTM C793 |
Item P-605 de la FAA — Selladores de Juntas para Pavimentos es la especificación que rige los trabajos de sellado de juntas en pavimentos aeroportuarios financiados a través del Programa de Mejora Aeroportuaria (AIP) de la FAA bajo la Circular de Asesoramiento 150/5370-10. P-605 acepta tres categorías de materiales para juntas de pavimentos de concreto: selladores de aplicación en caliente que cumplen con ASTM D6690 (con selección de tipo basada en el clima, excluyendo áreas con derrames de combustible), selladores de silicona de aplicación en frío que cumplen con ASTM D5893 (Tipo SL o Tipo NS según corresponda para la orientación de la junta), y selladores ASTM D7116 para ubicaciones donde ocurren derrames de combustible de aviación. P-605 exige procedimientos específicos para la preparación de juntas, instalación de varilla de respaldo (espuma de polietileno de celda cerrada dimensionada 25% más grande que el ancho de la junta), colocación del sellador e inspección. La especificación requiere que el contratista de sellado de juntas demuestre experiencia previa exitosa, que el sellador provenga de una lista de productos calificados aprobada donde exista, y que el trabajo se realice solo cuando las temperaturas ambiente y del sustrato superen los 4.4°C (40°F) y las superficies de la junta estén completamente secas.
ASTM D7116 — la norma para selladores de juntas en áreas con derrames de combustible de aviación — fue desarrollada porque las pruebas estándar de D5893 no incluyen requisitos de inmersión en combustible, y la experiencia de campo demostró que algunos materiales que cumplían con las propiedades de D5893 podían degradarse o perder adherencia en entornos con derrames de combustible. D7116 incorpora todos los requisitos de propiedades mecánicas de D5893 y añade pruebas de inmersión en combustible: el sellador curado se sumerge en Combustible de Referencia B de ASTM (una mezcla 70:30 de isooctano:tolueno que simula la exposición a combustibles aromáticos) durante 72 horas a 23°C, después de lo cual la dureza no debe cambiar en más de 15 puntos, el cambio de peso no debe exceder el 10% y el cambio de volumen no debe exceder el 15%. Los selladores de silicona se desempeñan excepcionalmente bien en esta prueba porque la red de PDMS entrecruzada es fundamentalmente incompatible con los combustibles hidrocarburos — las moléculas de combustible no pueden penetrar e hinchar la matriz polimérica, a diferencia de los selladores de base orgánica que comparten similitud química con los componentes del combustible.
Otras normas relevantes incluyen ASTM C920 (selladores de juntas elastoméricos para construcción de edificios, una norma más amplia no específica para pavimentos), ASTM C1193 (guía estándar para el uso de selladores de juntas), AASHTO M 220 (sellos de compresión preformados de policloropreno, una tecnología alternativa) y varias especificaciones de materiales de departamentos de transporte estatales (como Caltrans Sección 41, TxDOT DMS-6310/DMS-6320 y FDOT Sección 932) que pueden agregar requisitos adicionales — listas de productos calificados, modificaciones poliméricas específicas para el clima, programas de instaladores aprobados — sobre los estándares base nacionales.
La selección del sellador para juntas de pavimentos implica equilibrar el costo del material, la complejidad de la instalación, la vida útil, los requisitos de rendimiento y las condiciones específicas del sitio. Las tres familias principales — silicona de aplicación en frío (ASTM D5893), asfalto cauchutado de aplicación en caliente (ASTM D6690) y sellos de compresión preformados (AASHTO M 220) — ocupan posiciones distintas en este espacio de decisión.
Asfalto cauchutado de aplicación en caliente (ASTM D6690) utiliza una mezcla de cemento asfáltico, caucho (polvo de neumático reciclado o polímero virgen), plastificantes y cargas, fundido en calderas con camisa de aceite a 175–200°C (350–390°F) y vertido en las juntas. El menor costo de material por pie (típicamente 25% a 50% del de la silicona) y las rápidas tasas de producción (1,000 a 3,000 pies lineales por turno) hacen que la aplicación en caliente sea la opción económica para el sellado de grietas de gran volumen en pavimentos asfálticos y para juntas de carreteras de PCC donde los ciclos de resellado de 3 a 8 años son aceptables. Sin embargo, los selladores de aplicación en caliente sufren varias limitaciones inherentes en relación con la silicona: susceptibilidad a la degradación por UV y fragilización oxidativa con el tiempo, ablandamiento y huella bajo tráfico en clima cálido, sensibilidad al sobrecalentamiento durante la aplicación (que degrada permanentemente el polímero) y completa inadecuación para áreas con derrames de combustible. Los selladores de aplicación en caliente no están permitidos bajo FAA P-605 en áreas de abastecimiento de combustible y generalmente no se recomiendan para plataformas de aeropuertos o posiciones de estacionamiento donde sea posible la exposición a combustibles.
Sellos de compresión preformados de policloropreno (neopreno) (AASHTO M 220) son perfiles elastoméricos extruidos con estructuras internas de red que se comprimen lateralmente y se insertan en la junta, mantenidos en su lugar por la fuerza de rebote del elastómero comprimido contra las paredes de la junta. Ofrecen la vida útil más larga de las tres familias — 15 a 25+ años cuando se dimensionan correctamente — porque no hay curado en obra, no hay dependencia de la adherencia química para la unión, y el material de neopreno es inherentemente resistente a la intemperie y a muchos químicos. Su limitación principal es el requisito de un control estricto del ancho de la junta: cada perfil de sello funciona solo dentro de un rango de compresión definido (típicamente del 80% al 50% de su ancho sin comprimir), por lo que el ancho del corte de sierra de la junta debe controlarse y mantenerse cuidadosamente. Si la junta se abre más allá del límite de expansión del sello en clima frío, el sello pierde contacto con la pared y puede caerse o extraerse. Si la junta se cierra más allá del límite de compresión, el sello puede sobrecargarse y deformarse permanentemente (deformación por compresión). Los sellos de compresión también tienen un costo de material inicial más alto que tanto la aplicación en caliente como la silicona para juntas estrechas, y reparar una sección dañada implica extraer y reemplazar el segmento afectado.
| Atributo | Silicona (ASTM D5893) | Aplicación en Caliente (ASTM D6690) | Compresión Preformado (AASHTO M 220) |
|---|---|---|---|
| Vida útil típica | 8 a 15 años | 3 a 8 años | 15 a 25+ años |
| Costo del material (relativo) | Medio-Alto | Bajo | Alto |
| Capacidad de movimiento | ±50% | ±10% a ±25% | ±25% a ±50% (dependiente del perfil) |
| Resistencia a combustibles | Excelente | Nula — se disuelve en combustible | Buena (neopreno) |
| Resistencia a UV | Excelente — inherente | Pobre — depende de cargas | Buena |
| Temperatura de aplicación | 4°C–50°C (ambiente) | 175°C–200°C (caldera) | Cualquiera (sin curado) |
| Tiempo hasta apto para tráfico | 2–4 horas (curado superficial) | 30 min–2 horas (enfriamiento) | Inmediato |
| Tolerancia de ancho de junta | Moderada | Amplia — llena anchos variables | Estricta — ±3 mm típico |
| Tolerancia a humedad del sustrato | Nula — debe estar seco | Moderada — el calor elimina la humedad | Nula — debe estar seco |
| Aprobado para áreas de combustible en aeropuertos | Sí (D5893/D7116 según P-605) | No | Limitado (consultar fabricante) |
| Modo de falla dominante | Falla adhesiva (pérdida de adherencia) | División cohesiva, oxidación | Deformación por compresión, extracción |
Los selladores de silicona para juntas se especifican en todo el espectro de aplicaciones de pavimentos de PCC aeroportuarios, seleccionándose el tipo de producto específico y la norma aplicable según la ubicación, las condiciones de exposición y los requisitos operativos.
Juntas de contracción transversales y longitudinales de pistas representan la aplicación de mayor volumen. Los pavimentos de PCC de pistas se construyen en losas típicamente de 3.75 a 7.6 metros (12.5 a 25 pies) de ancho y 4.5 a 7.6 metros (15 a 25 pies) de largo, con juntas de contracción transversales a intervalos regulares para controlar el agrietamiento por contracción. Estas juntas se sellan con silicona Tipo SL para evitar que el agua penetre hasta la subrasante, donde puede causar bombeo, erosión y formación de vacíos bajo cargas repetidas de aeronaves pesadas. La falla del sellador de juntas de pistas permite la entrada de agua a la estructura del pavimento, y en pistas que sirven aeronaves con presiones de neumáticos que exceden 1.4 MPa (200 psi), el agua atrapada en los reservorios de las juntas puede ser forzada a entrar en microgrietas y poros a alta velocidad durante el paso de las ruedas, acelerando el deterioro de los bordes de las losas. La longevidad de la silicona bajo exposición a UV es valiosa en pistas, donde la exposición solar continua degrada los selladores orgánicos. El cordón de sellador rehundido (6–10 mm por debajo de la superficie) evita el contacto directo con los neumáticos y la abrasión del sellador durante las operaciones de aeronaves.
Juntas de calles de rodaje experimentan velocidades de aeronaves más lentas pero mayor canalización — las ruedas de las aeronaves siguen trayectorias predecibles, concentrando las cargas cerca del eje central del pavimento y a lo largo de las áreas de empalme en las intersecciones. El sellador de silicona en juntas de calles de rodaje debe resistir las fuerzas de cizallamiento más altas inducidas por aeronaves que giran lentamente con configuraciones de tren de aterrizaje grandes (como el Boeing 777 con su bogie principal de seis ruedas y el A380 con sus conjuntos de tren de ala y cuerpo). La propiedad de bajo módulo de la silicona es ventajosa aquí, ya que acomoda los movimientos de las losas inducidos por las fuerzas de frenado y giro de las aeronaves sin transmitir tensiones excesivas a los bordes de las juntas.
Juntas de plataformas y posiciones de estacionamiento de aeronaves presentan el entorno más exigente para los selladores de juntas. Las losas de plataforma son típicamente más gruesas que las losas de pista (350–450 mm versus 300–375 mm) para manejar cargas estáticas de aeronaves y están frecuentemente expuestas a goteos y derrames de combustible de aviación durante las operaciones de reabastecimiento, fugas de fluido hidráulico del tren de aterrizaje y equipos de apoyo en tierra, fluidos de deshielo a base de glicol e impacto de escape caliente de motores durante la operación de la Unidad de Potencia Auxiliar (APU) en la puerta de embarque. El sellador de silicona que cumple tanto con ASTM D5893 como con ASTM D7116 es el material especificado para estas áreas según FAA P-605. La resistencia al combustible de la silicona elimina el riesgo de que el sellador se disuelva y deje una junta abierta que canalice el combustible directamente hacia la subrasante — un escenario que ha causado costos significativos de remediación ambiental en aeropuertos donde selladores degradados permitieron que el combustible migrara hacia las aguas subterráneas debajo de las plataformas. Muchas autoridades aeroportuarias importantes, incluidas las que operan grandes centros de conexión, mantienen sus propias listas de productos calificados para selladores de juntas de plataformas, exigiendo verificación independiente en laboratorio de las propiedades de resistencia al combustible más allá de lo que cubren las pruebas ASTM.
Juntas de pozos de hidrantes de combustible e islas de abastecimiento representan aplicaciones especializadas donde el sellador debe funcionar en contacto directo y continuo con el combustible de aviación. Las juntas alrededor de los marcos de pozos de hidrantes colocados in situ, bordillos de islas de abastecimiento y zanjas de contención se sellan con silicona compatible con D7116 para evitar que el combustible evite el sistema de contención. Estas juntas son típicamente más estrechas (3–6 mm) y más profundas que las juntas de contracción de pavimentos y pueden requerir sellador Tipo NS (no escurrible) si la orientación de la junta incluye caras verticales o casi verticales. La capacidad de la silicona para adherirse tanto al concreto como a los marcos de acero o hierro fundido de los pozos de hidrantes — especialmente cuando se usa una imprimación sobre el sustrato metálico — proporciona un sello continuo e impermeable a los fluidos que evita la migración de combustible subsuperficial.
El control de calidad durante la instalación es el medio más efectivo para garantizar una larga vida útil del sellador. La inspección debe verificar cada paso de la secuencia de instalación: dimensiones del reservorio de la junta (ancho, profundidad, limpieza), tamaño y profundidad de la varilla de respaldo (confirmando la relación ancho-profundidad 2:1 para el cordón de sellador), condiciones ambientales y del sustrato (temperatura, humedad, presencia de humedad o condensación en las caras de la junta), mezcla o acondicionamiento del sellador (si lo requiere el fabricante), técnica de aplicación (colocación continua, sin vacíos), perfilado (para Tipo NS) y profundidad de rehundido. El sellador curado debe inspeccionarse después del período de curado especificado por el fabricante, extrayendo cordones de prueba en ubicaciones aleatorias para verificar la adherencia a las paredes de la junta. Una prueba de adhesión destructiva — realizando un corte transversal a través del cordón de sellador, tirando del extremo libre y observando si la falla es cohesiva (dentro del cuerpo del sellador, lo cual es aceptable) o adhesiva (en la interfaz sellador-concreto, lo que indica preparación inadecuada, contaminación o falta de imprimación) — proporciona evidencia directa de la calidad de la unión. Una falla adhesiva de más del 10% de la longitud examinada o una falla cohesiva a menos del 80% de la elongación nominal del sellador indica que la instalación no está funcionando según lo diseñado.
Inspección en servicio de las juntas selladas debe integrarse en el sistema de gestión de pavimentos y realizarse a intervalos que no excedan los dos años, con inspección más frecuente en el primer año después de la instalación para detectar fallas tempranas desencadenadas por el primer ciclo de temperatura estacional. Los inspectores deben buscar los siguientes indicadores de falla: (a) separación adhesiva — el cordón de sellador se ha separado de una o ambas paredes de la junta, visible como un espacio o un cordón que puede levantarse de la junta; (b) desgarro cohesivo — el sellador se ha partido a lo largo de su línea central, indicando que el movimiento de la junta ha excedido la capacidad de elongación del material o que el sellador estaba demasiado rehundido (creando un factor de forma desfavorable); (c) descascaramiento de los bordes de la junta — el concreto adyacente a la junta se ha fracturado, generalmente porque el agua entró a través de un sello fallado y se congeló, o porque residuos incompresibles se alojaron en la junta impidiendo el cierre durante la expansión en clima cálido; (d) bombeo o escalonamiento — desplazamiento vertical diferencial de las losas a ambos lados de la junta, evidencia de que los finos de la subrasante están siendo expulsados a través de un sello fallado durante la carga de las ruedas; (e) degradación superficial — picaduras, agrietamiento o envejecimiento superficial del sellador (raro en silicona pero puede ocurrir si el material se curó incompletamente, se contaminó o se expuso a químicos incompatibles).
Criterios de reemplazo para juntas selladas con silicona se activan cuando más de aproximadamente el 10% de la longitud total de la junta en una sección de pavimento definida muestra luz visible hasta la varilla de respaldo, cuando se observa agua estancada en las juntas después de la lluvia, o cuando el descascaramiento adyacente a las juntas excede los 25 mm (1 pulgada) de ancho. El reemplazo sigue la secuencia completa de preparación de la junta: se retira todo el sellador viejo y la varilla de respaldo (raspando, soplando y, cuando sea necesario, quemando con una lanza de aire caliente — aunque esto debe ir seguido de chorro de arena para eliminar los residuos de combustión), se reasierra el reservorio hasta las caras de concreto limpias, se limpia la junta con chorro de arena y soplido, se instala una nueva varilla de respaldo a la profundidad correcta y se coloca el nuevo sellador. Intentar sobresellar o tapar el sellador fallado con material fresco — aplicando una nueva capa de sellador sobre el cordón viejo — es una práctica común pero ineficaz. El nuevo sellador se adhiere solo a la superficie del sellador viejo, no a las paredes de la junta, y cualquier movimiento de la junta reabre rápidamente la falla subyacente. La remoción y reemplazo completos son necesarios para un rendimiento duradero.
Registro documental de las instalaciones e inspecciones de selladores de juntas proporciona los datos necesarios para el análisis del ciclo de vida y la planificación presupuestaria. Los registros deben documentar: producto del sellador (fabricante, nombre del producto, número de lote/partida, tipo ASTM), método de preparación de la junta (fecha y detalles del aserrado, método de limpieza, imprimación utilizada si la hubo), condiciones de aplicación (fecha, temperatura ambiente, humedad relativa, temperatura del sustrato), detalles de instalación (tamaño y profundidad de la varilla de respaldo, rehundido del sellador, pies lineales instalados) y resultados de inspección a lo largo del tiempo. Estos datos permiten a los gestores de pavimentos aeroportuarios calibrar las expectativas de vida útil del sellador para su clima, tráfico y condiciones operativas específicas, y optimizar los programas de resellado basándose en el rendimiento real en lugar de suposiciones genéricas.
Garantice un rendimiento duradero del pavimento con selladores de silicona para juntas correctamente especificados e instalados. Nuestros expertos pueden ayudar con la selección de materiales, orientación sobre aplicación y protocolos de inspección para proyectos aeroportuarios y de carreteras.
Los selladores de juntas son materiales colocados en las juntas de pavimentos para evitar la infiltración de agua y materiales incompresibles, protegiendo la su...
Los selladores de silano y siloxano son tratamientos hidrofóbicos penetrantes que impregnan las superficies de hormigón para repeler el agua y los iones de clor...
Los selladores de vertido en caliente son materiales termoplásticos que se calientan hasta un estado líquido y se vierten o bombean en grietas y juntas de pavim...