Cable de Atirantado
Los cables de atirantado son elementos de tensión de acero de alta resistencia que conectan el pilono del puente con el tablero en puentes atirantados, formando...
28 min de lectura
Bridges
Inspection
+3
Los cables principales de un puente colgante son los cables catenarios portantes principales de los cuales se suspende el tablero mediante tirantes verticales. La condición del cable principal — corrosión, roturas de alambres, ingreso de agua, deterioro del anclaje — es el elemento de inspección más crítico para los puentes colgantes. Abarca construcción de cables, deshumidificación, métodos de inspección y monitoreo acústico.
El cable principal de un puente colgante es el elemento portante principal de un puente colgante — un conjunto masivo con forma catenaria de miles de alambres individuales de acero galvanizado de alta resistencia que se extiende desde un anclaje, sobre las torres, hasta el anclaje opuesto. De estos cables principales, el tablero del puente se suspende a intervalos regulares mediante tirantes verticales (también llamados suspensores). El cable principal es el componente estructural más crítico de cualquier puente colgante; su condición — grado de corrosión, número de roturas de alambres, extensión del ingreso de agua y estado de los componentes de anclaje — determina directamente la seguridad, capacidad de carga y vida útil restante de toda la estructura.

La forma geométrica de un cable suspendido libremente bajo su propio peso es una curva catenaria, descrita matemáticamente como y = a cosh(x/a). Sin embargo, cuando se aplica una carga casi uniforme a lo largo del vano (desde los tirantes y el tablero), el cable se aproxima a una parábola. La relación entre la tensión del cable, la luz, la flecha y la carga distribuida se rige por la teoría clásica de cables: la componente horizontal de la tensión del cable H es igual a wL² / 8f, donde w es la carga uniformemente distribuida por unidad de longitud, L es la longitud del vano y f es la flecha del cable en el punto medio. Las relaciones típicas flecha-luz para puentes colgantes modernos oscilan entre 1:9 y 1:12, equilibrando la economía de materiales con las limitaciones de altura de las torres. Por ejemplo, el Puente Golden Gate tiene una flecha de 143,3 m en un vano principal de 1280 m, lo que arroja una relación de aproximadamente 1:9.
Los cables principales son miembros críticos ante fractura según los Estándares Nacionales de Inspección de Puentes (NBIS) de EE. UU. — lo que significa que su falla provocaría el colapso catastrófico de todo el puente. A diferencia de los sistemas estructurales redundantes con múltiples rutas de carga, el cable principal no tiene respaldo. Esta clasificación impone requisitos de inspección estrictos: inspección práctica bienal e inspección interna exhaustiva a partir de los 30 años de servicio, según lo codificado por la Administración Federal de Carreteras (FHWA) en 23 CFR Parte 650 Subparte C.
El método de Hilado Neumático (AS) es la técnica tradicional para construir cables principales de puentes colgantes, utilizada en casi todos los puentes colgantes históricos y de principios del siglo XX. El proceso comienza con la instalación de pasarelas — pasillos suspendidos temporales que siguen la trayectoria del cable entre los anclajes y sobre las torres. Estas pasarelas sirven como plataformas de trabajo para toda la operación de hilado del cable y generalmente se construyen con malla de alambre soportada por cables de cordón.
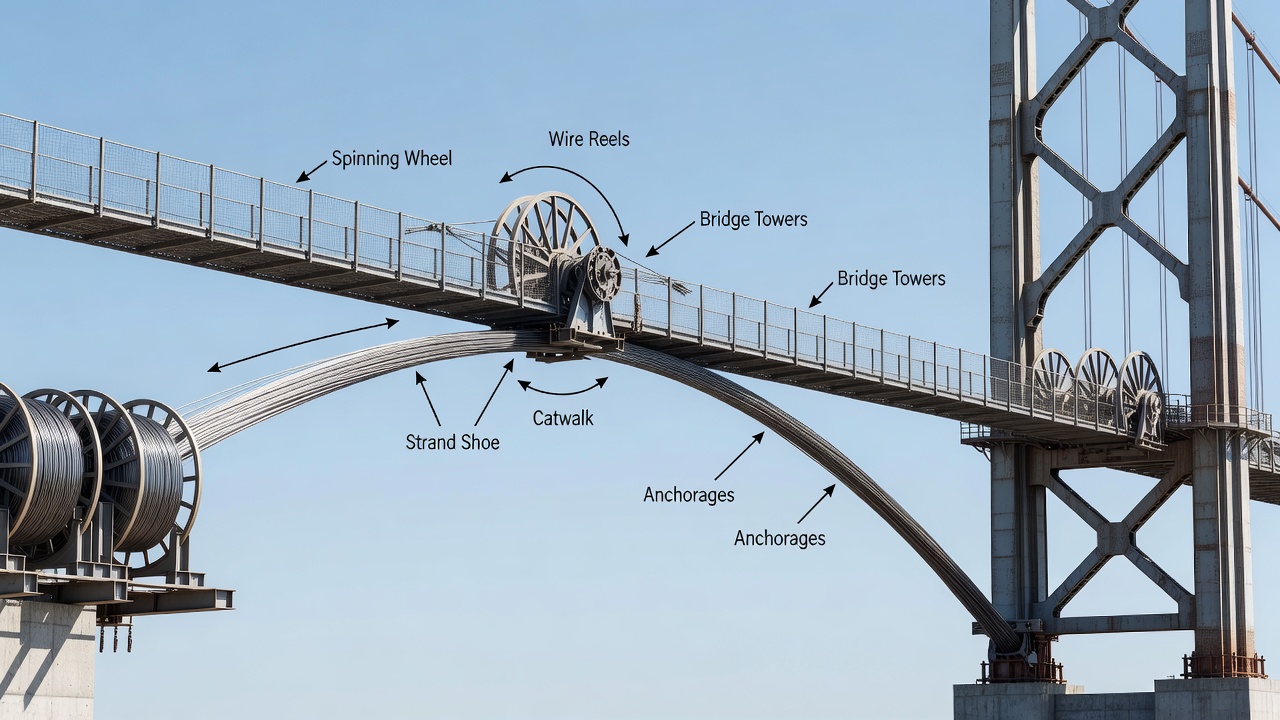
En el método AS, un solo alambre a la vez se arrastra a través del vano mediante una rueda hiladora que viaja sobre un cable de arrastre continuo que corre entre los anclajes. El alambre se extrae de un carrete estacionario en un anclaje, se enrolla alrededor de una zapata de cordón en el anclaje opuesto y regresa, acumulando múltiples alambres en paralelo para formar un cordón. Cada bucle de la rueda hiladora coloca dos alambres — uno de ida y otro de vuelta. El proceso se repite hasta que el cordón alcanza su número especificado de alambres (típicamente entre 200 y 500 alambres por cordón para puentes históricos). El cordón completado se ancla temporalmente en la zapata de cordón mientras el hilado continúa en los cordones adyacentes.
Los diámetros de alambre están estandarizados en 5 mm (0,196 pulgadas) para la gran mayoría de los cables de puentes colgantes. Los grados de acero típicos utilizados son 1570 MPa (225 ksi) para puentes antiguos y hasta 1960 MPa (284 ksi) para aplicaciones modernas de alta resistencia. Cada alambre está recubierto con una capa de galvanizado de zinc — mínimo 300 g/m² según ISO 19427 — para proporcionar protección sacrificial contra la corrosión. El recubrimiento de zinc es la primera línea de defensa contra la corrosión y debe estar intacto para que el alambre tenga su vida útil completa de diseño.
El cable del Puente Golden Gate, construido en 1935–1936 mediante el método AS, contiene 61 cordones por cable, cada cordón compuesto por 452 alambres, para un total de 27 572 alambres por cable. Cada cable tiene un diámetro terminado de 92,4 cm (36,4 pulgadas). La longitud total de alambre en ambos cables principales es de aproximadamente 129 000 km (80 000 millas). El Puente Williamsburg (1903) fue el primer gran puente colgante en utilizar el método AS en Estados Unidos.
Después de que todos los cordones están hilados, el cable se somete a compactación — un proceso de compresión hidráulica que comprime los cordones sueltos en una sección transversal casi circular. La compactación elimina los espacios de aire intersticiales y prepara el cable para la envoltura. Las relaciones de compactación (área terminada dividida por área circunscrita) alcanzan típicamente 0,80–0,85, lo que significa que aproximadamente el 15–20 % de la sección transversal del cable permanece como espacio vacío — lo que se vuelve crítico para las vías de ingreso de agua. Un espaciado típico de alambre de 5 mm resulta en aproximadamente 20–25 % de relación de vacíos antes de la compactación, reducida a aproximadamente 18–20 % después de la compactación.
El método de Cordón de Alambres Paralelos Prefabricados (PPWS), también conocido como Cordón Fabricado en Fábrica, fue desarrollado para acelerar la construcción y mejorar el control de calidad. En el PPWS, los cordones se fabrican en una fábrica bajo condiciones controladas, con los alambres colocados en paralelo y atados en una sección transversal hexagonal. Cada cordón contiene 61 a 127 alambres individuales (más comúnmente 91 o 127 alambres para puentes modernos). Los cordones se enrollan en carretes de acero de gran tamaño para su envío — un solo carrete de cordón de 127 alambres para el Puente Akashi Kaikyo pesaba aproximadamente 40 toneladas.
Según la ISO 19427:2019 (Alambre de Acero para Cordón de Alambres Paralelos para Puente Colgante), cada cordón prefabricado debe cumplir tolerancias estrictas: resistencia a la tracción del alambre dentro del ±5 % del valor especificado, masa de galvanizado por unidad de área no inferior a 300 g/m² y tolerancia de diámetro del alambre de ±0,06 mm. Se incluye un alambre de referencia rojo en cada cordón para la detección de torsión — si el cordón se tuerce durante la manipulación, la desviación de posición del alambre rojo revela el ángulo de torsión.
En el sitio del puente, los cordones PPWS se elevan desde los carretes en el anclaje, se tiran a través de la pasarela mediante un cable de cabrestante y se colocan en su posición designada en el cable. Los cordones adyacentes se agrupan y compactan de manera idéntica a los cables AS. El método PPWS fue pionero en puentes japoneses de gran luz por la Autoridad de Puentes Honshu-Shikoku (HSBA) y se utilizó en el Puente Akashi Kaikyo (el vano colgante más largo del mundo con 1991 m), que tiene 290 cordones prefabricados de 127 alambres cada uno por cable — totalizando 36 830 alambres por cable con un diámetro terminado de 112 cm (44,1 pulgadas). El Puente del Gran Belt (Storebaelt, Dinamarca) también utilizó PPWS con 69 cordones de 504 alambres cada uno por cable.
El PPWS ofrece varias ventajas: el control de calidad en fábrica garantiza tensión y propiedades uniformes del alambre, la construcción es más rápida (los cordones se colocan en días en lugar de meses) y el empaquetado hexagonal permite una mejor compactación con relaciones de vacío más bajas (16–18 %). Sin embargo, el PPWS requiere equipos de elevación pesados en el sitio del puente y transporte especializado para los grandes carretes.
Después de que la construcción AS o PPWS está completa y el cable está compactado, se instalan abrazaderas de cable a intervalos precisos correspondientes a los puntos de fijación de los tirantes. Las abrazaderas de cable son collares partidos de acero fundido o hierro dúctil que se sujetan alrededor del cable principal mediante pernos de alta resistencia apretados a valores específicos (típicamente 600–900 N·m por perno, según el tamaño de la abrazadera). Las abrazaderas cumplen tres funciones: mantienen la forma circular del cable, proporcionan un punto de conexión para los tirantes y crean un sello de compresión contra el ingreso de agua en la ubicación de la abrazadera.
Los tirantes, también llamados suspensores o cables suspensores, son los elementos secundarios de cable vertical que transfieren la carga gravitacional del tablero del puente al cable principal. Cada tirante conecta una abrazadera de cable en el cable principal con un punto de conexión en el tablero — típicamente en una viga de piso o larguero en el borde del tablero. Los tirantes son críticos para la distribución de carga pero, a diferencia del cable principal, son reemplazables individualmente.
Se utilizan dos tipos principales de construcción de tirantes:
| Tipo de Tirante | Construcción | Ventajas | Diámetro Típico |
|---|---|---|---|
| Espiral | Múltiples capas de alambres enrollados helicoidalmente alrededor de un alambre central; cada capa enrollada en dirección opuesta | Alta rigidez axial; buena resistencia a la fatiga | 40–90 mm |
| Bobina Bloqueada | Capa(s) exterior(es) compuesta(s) por alambres en forma de Z (entrelazados) que forman una superficie lisa y cerrada | Resistencia superior a la corrosión; suavidad aerodinámica; mayor densidad de resistencia | 45–100 mm |
| Cable de Acero (6x36 o similar) | Múltiples cordones de alambres trenzados alrededor de un núcleo de fibra o acero | Flexibilidad; menor costo; menos rigidez axial | 30–70 mm |
El tirante de bobina bloqueada es el tipo preferido para tirantes de puentes colgantes modernos debido a su resistencia superior a la corrosión — los alambres exteriores en forma de Z se entrelazan formando una barrera resistente al agua. El perfil de cada alambre en Z se asemeja a la letra “Z” en sección transversal, con alambres adyacentes que encajan como piezas de un rompecabezas, impidiendo el ingreso de agua entre capas. Los tirantes de espiral, aunque carecen de alambres exteriores entrelazados, ofrecen excelente rigidez axial y son ampliamente utilizados en puentes más antiguos.
Los tirantes terminan en cada extremo con sockets. Los tipos comunes de sockets incluyen:
La conexión socket-pasador es una ubicación crítica de fatiga y corrosión. El agua puede penetrar la interfaz del socket y quedar atrapada, creando una celda de corrosión concentrada donde el tirante ingresa al socket. La inspección del cuello del socket y el área del pasador es un requisito estándar en todos los programas de inspección de puentes colgantes. Un estudio de FHWA de 2012 identificó la corrosión del socket como una de las áreas de riesgo más frecuentemente pasadas por alto.
Los tirantes se instalan con una tensión de carga muerta precisa determinada mediante análisis estructural — la tensión debe ser uniforme en todos los tirantes en la misma posición longitudinal para evitar distorsionar el perfil del tablero. Los ajustes de tensión se realizan mediante gatos hidráulicos en la conexión del tablero, midiendo el alargamiento del tirante y comparándolo con los valores de diseño.
La fuerza de sujeción de la abrazadera de cable es crítica para el rendimiento del tirante. La fricción entre la abrazadera y el cable principal debe resistir la componente vertical de la fuerza del tirante sin deslizamiento. El deslizamiento de las abrazaderas de cable ha ocurrido en varios puentes cuando la tensión de los pernos era insuficiente, provocando que la abrazadera se deslice hacia abajo por el cable principal bajo carga. Esto suele manifestarse como un espacio visible en el borde superior de la abrazadera y requiere reapriete de emergencia.
Hasta la década de 1990, los cables principales de los puentes colgantes estaban protegidos por un sistema pasivo de múltiples capas aplicado inmediatamente después de la compactación:
A pesar de estas precauciones, ningún sistema de envoltura es completamente hermético. Durante décadas de ciclos térmicos (expansión y contracción), el alambre de envoltura desarrolla espacios. La pasta de minio o zinc se seca y agrieta. Los sistemas de pintura se deterioran y desarrollan poros. El resultado es que todos los cables de puentes colgantes construidos antes de mediados de la década de 1990 experimentaron algún grado de ingreso de agua y corrosión interna.
El avance en la protección contra la corrosión de los cables principales provino de Japón en la década de 1990. La Autoridad de Puentes Honshu-Shikoku descubrió que la corrosión estaba ocurriendo en cables solo 7 años después de la construcción — mucho antes de lo anticipado. A pesar de los sistemas de envoltura mejorados, se determinó que el sellado hermético completo era inalcanzable para cables expuestos al ambiente marino. La solución fue la deshumidificación activa — mantener continuamente el interior del cable a una humedad relativa inferior al 40 %, nivel en el cual la corrosión del acero galvanizado prácticamente cesa.
El sistema de deshumidificación de cables consta de los siguientes componentes:
La condición objetivo para un sistema de deshumidificación activo es inferior al 40 % HR en todos los puntos dentro del interior del cable. A este nivel, la velocidad de corrosión del acero galvanizado es efectivamente cero. La base química de este umbral es que la reacción electroquímica de corrosión requiere un electrolito — agua líquida — para soportar el transporte de iones. Por debajo del 40 % HR, solo existe una capa molecular adsorbida de agua en la superficie del acero, que no puede funcionar como electrolito.
La deshumidificación ha demostrado ser notablemente efectiva. El Forth Road Bridge (Escocia), que descubrió una pérdida de resistencia del 8–10 % debido a la corrosión en 2004, instaló deshumidificación en 2006–2007. Inspecciones posteriores en 2009, 2012 y 2015 confirmaron que no se había producido nueva corrosión después de la instalación. La tasa de nuevas roturas de alambres, detectada mediante monitoreo acústico, se redujo de docenas por año a casi cero. La deshumidificación detuvo la corrosión que había estado ocurriendo durante 42 años.
El Puente Akashi Kaikyo (Japón, inaugurado en 1998) fue el primer puente importante diseñado con deshumidificación integral desde la construcción. El Puente Storebaelt East (Dinamarca, 1998) también incorporó deshumidificación. Se han completado instalaciones de modernización en el Puente Severn (Reino Unido, primer sistema operativo del Reino Unido), Puente Humber (Reino Unido, el sistema modernizado más grande del mundo en ese momento), Puente Verrazzano-Narrows (NYC, contrato de $249M adjudicado en 2025), Puente de la Bahía de Chesapeake (primera deshumidificación de longitud completa en América del Norte), Puente Bear Mountain (NY), Puente Mid-Hudson (NY) y Puente Delaware Memorial.
La inspección del cable principal en Estados Unidos se rige por los Estándares Nacionales de Inspección de Puentes (NBIS) bajo 23 CFR Parte 650 Subparte C, el Manual AASHTO para Evaluación de Puentes (MBE) y el Manual FHWA para Inspección y Evaluación de Resistencia de Cables de Puentes Colgantes (FHWA-IF-11-045, 2012). A nivel internacional, la norma ISO 13822:2010 proporciona un marco para la evaluación de estructuras existentes, incluyendo modelos de deterioro por corrosión y fatiga, mientras que PIARC (Asociación Mundial de la Carretera) publica informes técnicos sobre gestión de grandes puentes.

La FHWA define tres niveles de inspección de cables:
| Nivel | Tipo | Intervalo | Descripción |
|---|---|---|---|
| 1 | Visual Rutinaria Periódica | Cada 24 meses | Examen externo de la envoltura, abrazaderas de cable, estado de la pintura |
| 2 | Inspección Práctica | Cada 24 meses | Inspección por contacto físico de miembros críticos ante fractura — incluye abrazaderas de cable, sockets, sillas |
| 3 | Inspección Interna Exhaustiva | A los 30 años, luego según evaluación | Retiro de envoltura, aperturas con cuñas, inspección y muestreo de alambres |
El Informe NCHRP 534 (2004) — “Directrices para la Inspección y Evaluación de Resistencia de Cables de Alambres Paralelos de Puentes Colgantes” por Mayrbaurl y Camo — es la referencia técnica definitiva para la inspección interna de cables. Establece la composición recomendada del equipo de inspección (investigador jefe: ingeniero profesional con experiencia en puentes colgantes; inspector jefe: ingeniero profesional; inspectores de cables: ingenieros graduados con 2–3 años de experiencia; más laboratorio de ensayos, consultores metalúrgicos/de corrosión y estadístico según sea necesario).
La inspección interna exhaustiva de un cable principal sigue un protocolo rigurosamente definido:
Paso 1 — Selección de Panel de Prueba y Desenrollado. Basándose en la evaluación de ingeniería, se seleccionan ubicaciones específicas a lo largo del cable (paneles de prueba) para el examen interno. Los paneles de prueba típicos se ubican en: (a) punto medio del vano, (b) cuarto del vano, (c) cerca de las torres (donde los esfuerzos de flexión son mayores), (d) en las abrazaderas de cable y (e) en cualquier área visualmente sospechosa. Cada panel de prueba suele tener de 1,5 a 3 m de longitud. El alambre de envoltura se retira cuidadosamente y se guarda para volver a enrollar.
Paso 2 — Apertura con Cuñas. Se introducen cuñas de madera o plástico (las cuñas de madera dura son tradicionales, las cuñas de HDPE son alternativas modernas) en el cable aproximadamente cada 0,5 m a lo largo del panel de prueba. Se establecen ocho líneas de cuña alrededor de la circunferencia del cable — posicionadas en: parte superior, inferior, izquierda, derecha, superior-izquierda, superior-derecha, inferior-izquierda, inferior-derecha. Las cuñas se introducen progresivamente, abriendo el cable para exponer los alambres interiores sin dañarlos. La fuerza de apertura debe controlarse cuidadosamente para evitar crear roturas de alambre falsas.
Paso 3 — Examen Visual. Todos los alambres accesibles en el panel de prueba abierto se inspeccionan visualmente. La condición de cada alambre expuesto se clasifica según el sistema de etapas de corrosión:
| Etapa | Condición | Descripción |
|---|---|---|
| 1 | Sano | Galvanizado brillante intacto; sin óxido |
| 2 | Corrosión Leve | Oxidación superficial del zinc (óxido blanco); sin ataque al metal base |
| 3 | Corrosión Moderada | Óxido rojo visible en la superficie del alambre; picaduras localizadas de menos de 0,5 mm de profundidad |
| 4 | Corrosión Severa | Picaduras profundas de más de 0,5 mm; pérdida de sección significativa; alambres agrietados |
Paso 4 — Muestreo de Alambres. Se extrae un número estadísticamente significativo de alambres de cada panel de prueba para ensayos de tracción en laboratorio. La estrategia de muestreo debe capturar la variabilidad en toda la sección transversal del cable — típicamente 3–5 alambres de cada línea de cuña, más cualquier alambre con defectos visibles. Las muestras se etiquetan con posición, orientación y clase de condición.
Paso 5 — Ensayos de Laboratorio. Los especímenes de alambre se ensayan para determinar: resistencia última a la tracción (UTS), límite elástico, elongación en fractura, reducción de área y examen de la superficie de fractura (SEM para microgrietas). Se mide el espesor del galvanizado. Se generan curvas tensión-deformación para comparación con las propiedades originales del alambre.
Paso 6 — Evaluación de Resistencia. Los datos de condición de los alambres se utilizan para estimar la resistencia restante del cable. Se utilizan dos métodos principales:
El ensayo de Fuga de Flujo Magnético (MFL) es el método END principal para detectar pérdida de área transversal en cables principales. Un escáner MFL se pasa a lo largo del cable, induciendo un campo magnético y midiendo la fuga de flujo en áreas de pérdida de sección (picaduras de corrosión, roturas de alambres). El MFL puede detectar pérdidas de área tan pequeñas como el 2–5 % de la sección transversal total, pero no puede distinguir de manera confiable entre roturas de alambres individuales y corrosión general. El MFL se utiliza como herramienta de detección para identificar áreas que requieren apertura con cuña dirigida.
El Ensayo Ultrasónico de Onda Guiada (GWUT) utiliza ondas ultrasónicas propagadas a lo largo de alambres individuales para detectar defectos hasta 60 m desde la ubicación del sensor. El GWUT es efectivo para detectar grietas transversales y roturas de alambres en segmentos de cable accesibles. La técnica está limitada por la atenuación de la señal en las abrazaderas y sillas de cables, y por la complejidad de la interpretación de la señal en cables multi-alambre.
El Monitoreo de Emisión Acústica (AE) es un método continuo en tiempo real para detectar roturas de alambres a medida que ocurren. Sensores piezoeléctricos (típicamente resonantes a 40–100 kHz) montados en el cable detectan las ondas de tensión elástica generadas por una fractura de alambre. El espaciado de los sensores es típicamente de 5–15 m a lo largo del cable. El análisis de tiempo de vuelo de la llegada de la onda a múltiples sensores localiza la rotura dentro de ±0,5–2 m. Los sistemas AE modernos utilizan filtrado multiparamétrico (amplitud, energía, conteos, contenido de frecuencia) para distinguir las roturas de alambres del ruido ambiental (viento, lluvia, tráfico, expansión térmica). El Puente Humber y el Puente Storebaelt tienen los sistemas de monitoreo AE instalados más grandes. El sistema AE del Forth Road Bridge detectó 93 roturas de alambres para 2015, luego 24 roturas adicionales en un grupo en la pata de la torre sureste — proporcionando alerta temprana para inspección dirigida.
Las roturas de alambres en los cables principales de puentes colgantes ocurren mediante varios mecanismos. Comprender el modo de falla es esencial para predecir la vida útil restante.
La fatiga por corrosión es el mecanismo más común de rotura de alambres. El esfuerzo de tracción cíclico de la carga de tráfico (carga viva), combinado con un ambiente corrosivo (agua + cloruros en la superficie del alambre), inicia microgrietas en las picaduras de corrosión. Estas grietas se propagan bajo carga cíclica continua hasta que la sección transversal restante no puede sostener la carga muerta estática, causando una fractura súbita. El tamaño crítico de grieta para un alambre de 5 mm sometido a la tensión típica del cable es de aproximadamente 1–2 mm de profundidad.
El Agrietamiento por Corrosión Bajo Tensión (SCC) ocurre cuando tres condiciones están presentes simultáneamente: alto esfuerzo de tracción (de la carga muerta del cable), un material susceptible (acero de alta resistencia) y un ambiente corrosivo. El SCC produce grietas ramificadas, intergranulares o transgranulares que se propagan lentamente bajo carga sostenida. El SCC es particularmente peligroso porque las grietas pueden alcanzar un tamaño crítico sin advertencia visible.
La fragilización por hidrógeno es un modo de falla catastrófico en el que el hidrógeno atómico se difunde en la red del acero, reduciendo la ductilidad y causando fractura frágil con esfuerzos muy por debajo de la resistencia normal a la tracción del alambre. El hidrógeno se genera mediante reacciones catódicas en el proceso de corrosión. Los alambres de acero de alta resistencia (UTS > 1500 MPa) son especialmente susceptibles.
La fatiga por fretting ocurre en las ubicaciones de las abrazaderas de cable donde el movimiento relativo microscópico entre alambres individuales bajo carga cíclica produce desgaste superficial (fretting), lo que conduce a concentraciones de esfuerzo localizadas e iniciación de grietas por fatiga. Los grupos de fatiga por fretting se encuentran más comúnmente en alambres adyacentes a los bordes de las abrazaderas de cable.
La velocidad de corrosión del acero galvanizado en un ambiente húmedo es dramática: con HR superior al 60 % y temperaturas superiores a 0 °C, la velocidad de corrosión se acelera exponencialmente. Por debajo del 40 % HR, la corrosión se detiene efectivamente. Esta es la justificación fundamental para la deshumidificación de cables — cambia el ambiente interior del cable de corrosivo a inerte.
La evaluación de la resistencia restante del cable sigue un enfoque estadístico riguroso. Para el método NCHRP 534, el factor de resistencia del cable S se calcula como:
S = (N_s × σ_avg × A_w × K_r) / T_d
donde N_s es el número de alambres sanos, σ_avg es la resistencia media a la tracción de los ensayos de alambres, A_w es el área transversal media del alambre, K_r es un factor de redistribución (que considera la transferencia por fricción en las abrazaderas de cable para alambres rotos) y T_d es la tensión de diseño del cable en la sección bajo evaluación.
El anclaje es el punto de terminación del cable principal, típicamente una estructura masiva de gravedad de hormigón o un túnel en roca que resiste la fuerza de tensión del cable. Dentro del anclaje, el cable principal se separa en sus cordones individuales en la cámara de abanico.

Los elementos clave de inspección en el anclaje y la cámara de abanico incluyen:
La cámara de abanico debe inspeccionarse en el mismo intervalo que la inspección interna del cable principal. La deshumidificación de la cámara de abanico es ahora práctica estándar, con aire seco inyectado en el sello de entrada del cable y expulsado en la pared trasera del anclaje.
Un sistema moderno de deshumidificación de cables es una instalación sofisticada de control activo de corrosión. El diseño del sistema debe considerar la geometría específica, la relación de vacíos y la exposición ambiental de los cables principales de cada puente.
La unidad de tratamiento de aire alberga el secador de desecante, los ventiladores, los filtros y la electrónica de control. Los secadores de desecante utilizan un rotor (una matriz con forma de rueda impregnada de gel de sílice o tamiz molecular) que gira lentamente a través de dos sectores: el sector de proceso (donde se adsorbe la humedad del aire entrante) y el sector de regeneración (donde el aire caliente a 120–150 °C elimina la humedad adsorbida). El rotor cicla continuamente entre los dos sectores, proporcionando un flujo constante de aire seco. El punto de rocío típico del aire de salida es de −30 °C a −40 °C, correspondiente a menos del 1 % HR a temperaturas ambiente.
Las tuberías de distribución van desde la AHU hasta los puntos de inyección a lo largo del cable. Las tuberías de HDPE con uniones por electrofusión son estándar — proporcionan conexiones herméticas que no filtran humedad al sistema. Las tuberías se enrutan a lo largo de las pasarelas o se fijan a los tirantes mediante abrazaderas de acero inoxidable. Para puentes con grandes luces, las pérdidas de presión en el sistema de distribución deben calcularse para garantizar un flujo de aire adecuado en el punto de inyección más lejano.
Los manguitos de inyección son conjuntos de acero inoxidable fabricados a medida que envuelven la circunferencia del cable, formando un plenum hermético. El manguito tiene una junta de goma que sella contra la envoltura elastomérica del cable. El aire seco entra a través de un puerto de conexión y se fuerza hacia el interior del cable a través de numerosos orificios pequeños o ranuras en el manguito, dirigido axialmente a lo largo del cable. La inserción de cuñas de zinc o alambres separadores en la ubicación de inyección crea canales de flujo de aire dentro de la sección transversal del cable.
El diseño de zonas divide la longitud del cable en sectores controlados independientemente. La longitud óptima de la zona depende de la relación de vacíos del cable (permeabilidad al aire), la presión de inyección de aire (típicamente 5–15 kPa por encima de la atmosférica) y la tasa de intercambio de aire objetivo. Las zonas de 100–300 m son típicas. Cada zona tiene al menos un punto de inyección y un punto de escape. El aislamiento de zonas se logra instalando diques internos (materiales de bloqueo temporales como espuma expansiva envuelta en malla) entre zonas durante la instalación.
El monitoreo incluye: sensores de temperatura y HR en cada punto de inyección y escape, sensores de presión de aire en los manguitos de inyección, sensores de velocidad de aire en los puertos de escape y datos de estación meteorológica ambiental. Los sistemas modernos transmiten datos a plataformas de monitoreo en la nube con alarmas automatizadas cuando la HR supera el umbral del 40 % en cualquier zona. La tendencia de datos históricos permite a los operadores detectar problemas en desarrollo antes de que se vuelvan críticos.
La instalación de modernización requiere un trabajo de acceso significativo. En el Puente Severn, la instalación requirió (a) retirar la envoltura y pintura existentes, (b) aplicar la nueva envoltura de sellado elastomérico, (c) instalar manguitos de inyección en las abrazaderas de cable, (d) enrutar 72 secciones separadas de tubería de HDPE a través de la estructura del puente, (e) construir la sala de equipos dentro del puente — requiriendo 5 días de trabajo de un equipo de 3 personas solo para la sala de equipos, y (f) cumplir con los requisitos de protección del patrimonio (el Puente Severn es una estructura catalogada, que requiere aprobaciones especiales para perforar agujeros para conductos).
Los puentes colgantes modernos incorporan sistemas integrales de Monitoreo de Salud Estructural (SHM) que integran el monitoreo del cable principal con el monitoreo estructural global.
| Tipo de Sensor | Parámetro Monitoreado | Especificación Típica |
|---|---|---|
| Células de Carga | Tensión del cable en anclajes | Capacidad de 5000–20 000 kN, precisión ±0,5 % |
| Inclinómetros | Inclinación de la torre | Resolución de ±0,01° |
| Acelerómetros | Vibración estructural, respuesta al viento | Rango de 0,01–20 Hz |
| GPS (RTK) | Desplazamiento del tablero, flecha del cable | ±5 mm horizontal, ±10 mm vertical |
| Sensores de Temperatura | Temperatura del cable y ambiente | −30 °C a +70 °C, ±0,5 °C |
| Sensores AE | Roturas de alambres en tiempo real | Sensores resonantes de 40–100 kHz |
| Fibra Óptica (FBG) | Deformación en alambres críticos | Resolución de ±1 µε |
| Detección Distribuida de Temperatura (DTS) | Perfil de temperatura del cable | Resolución espacial de 1 m, ±0,1 °C |
| Detección Acústica Distribuida (DAS) | Eventos acústicos a lo largo del cable | Resolución espacial de 1 m |
Las células de carga en las placas de apoyo del anclaje proporcionan medición continua de la tensión total del cable. Los cambios en la tensión indican: asentamiento o movimiento de los anclajes, redistribución de la carga entre cables (si un cable está perdiendo rigidez debido a roturas de alambres) o efectos térmicos.
El monitoreo de emisión acústica se ha convertido en estándar en los grandes puentes colgantes. El sistema utiliza sensores resonantes de 40–100 kHz montados en el cable con placas de acoplamiento curvas personalizadas que coinciden con el diámetro del cable. El espaciado de sensores de 5–15 m proporciona una precisión de localización de ±0,5–2 m para eventos de rotura de alambres. El sistema debe distinguir las roturas de alambres del ruido ambiental mediante filtrado multiparamétrico (correlación de tiempo de vuelo, análisis de forma de onda, contenido de frecuencia, umbral de amplitud). Normas como JT/T 1037-2022 (Monitoreo de Estructuras de Puentes de Carretera de China) especifican umbrales de alarma: Nivel 2 (ocurre una rotura de alambre), Nivel 3 (tasa de rotura de alambres superior al 2 % anual).
El monitoreo GPS cinemático en tiempo real (RTK) de la elevación del tablero proporciona datos indirectos sobre la condición del cable. Si el tablero se hunde por debajo de su perfil de diseño, indica ya sea alargamiento del cable (por fluencia del alambre o pérdida de sección por corrosión) o relajación del tirante. El GPS RTK logra una precisión de ±5 mm horizontal y ±10 mm vertical con una tasa de actualización de 20 Hz.
Puente Williamsburg (Nueva York, 1903) — La inspección interna de 1987 reveló varios cientos de alambres rotos o severamente corroídos, con corrosión concentrada en la mitad inferior de ambos cables. Esta inspección fue un momento decisivo para la comunidad de ingeniería de puentes — demostró que la corrosión interna severa puede progresar sin ser detectada debajo de un sistema de envoltura intacto. El puente fue posteriormente retirado del servicio de metro y se implementó un programa integral de rehabilitación.
Forth Road Bridge (Escocia, 1964) — La primera inspección interna en 2004 reveló una pérdida de resistencia del cable del 8–10 %, pronosticando la necesidad de restricciones de carga viva para 2017 y el cierre total para vehículos ligeros para 2021. Se instaló un sistema de monitoreo acústico en 2006. La deshumidificación se instaló en 2006–2007 y demostró ser efectiva — las inspecciones en 2009, 2012 y 2015 no encontraron nueva progresión de corrosión. Un grupo de 24 roturas de alambres en la pata de la torre sureste a principios de 2015 desencadenó una inspección dirigida. El puente continúa en servicio como corredor de transporte público tras la apertura del Queensferry Crossing en 2017.
Puente Golden Gate (San Francisco, 1937) — Las inspecciones internas regulares desde la década de 1990 han encontrado una condición de cable sorprendentemente buena considerando más de 80 años de exposición marina. El puente se beneficia del clima estival relativamente seco de San Francisco y los niveles bajos de cloruro en comparación con los puentes de la Costa Este. Se está evaluando la deshumidificación para una futura instalación.
Puente Verrazzano-Narrows (Nueva York, 1964) — La Autoridad Metropolitana de Transporte (MTA) adjudicó un contrato de $249 millones en 2025 para la instalación de un sistema integral de deshumidificación de cables — el contrato más grande de este tipo en América del Norte hasta la fecha. El proyecto cubre ambos cables principales a lo largo del vano principal de 1298 m.
Puente Akashi Kaikyo (Japón, 1998) — El vano colgante más largo del mundo con 1991 m. Diseñado con deshumidificación integral desde la construcción. Primer puente importante en incorporar control activo de corrosión como una característica de diseño en lugar de una modernización. El programa de inspección de cables estableció los protocolos de inspección del método PPWS ahora utilizados en todo el mundo.
Puente Storebaelt East (Dinamarca, 1998) — Vano principal de 1624 m. Construcción PPWS con deshumidificación integral y monitoreo AE exhaustivo. El sistema de monitoreo ha proporcionado algunos de los conjuntos de datos continuos más largos sobre tasas de rotura de alambres en cables deshumidificados.
Puente Humber (Reino Unido, 1981) — El vano colgante más largo del mundo en su momento (1410 m). El sistema de deshumidificación y monitoreo AE modernizado más grande a partir de su instalación en 2011. La combinación de monitoreo AE y deshumidificación en el Puente Humber ha demostrado la clara correlación entre el control de HR y la reducción de la tasa de rotura de alambres.
Puente Tsing Ma (Hong Kong, 1997) — Puente colgante de doble propósito para carretera y ferrocarril con vano principal de 1377 m. Sistema SHM integral que incorpora anemómetros, galgas extensométricas, acelerómetros, GPS y sensores de temperatura. Los datos de monitoreo se han utilizado ampliamente para la investigación de respuesta estructural y eólica.
La experiencia acumulada de estos grandes programas de inspección ha establecido que: (1) la corrosión interna del cable es inevitable en cables sin deshumidificación; (2) la deshumidificación es el único método probado para detener la corrosión activa; (3) el monitoreo acústico proporciona alerta temprana de puntos problemáticos; y (4) las ubicaciones críticas para las roturas de alambres están consistentemente en las sillas de las torres, las abrazaderas de cable y las cámaras de abanico — los puntos donde el ingreso de agua es más probable y donde los esfuerzos de fatiga por fretting son más altos.
La inspección profesional de cables de puentes requiere conocimiento especializado de mecanismos de corrosión, métodos de ensayos no destructivos y protocolos de evaluación de resistencia. Contacte a nuestro equipo para obtener asesoría experta en evaluación de cables de puentes colgantes, sistemas de monitoreo y planificación de mantenimiento.
Los cables de atirantado son elementos de tensión de acero de alta resistencia que conectan el pilono del puente con el tablero en puentes atirantados, formando...
Las vigas de puente son los elementos horizontales principales que soportan la plataforma del puente, extendiéndose entre pilas y estribos. Los tipos comunes in...
Un tendón de pretensado es un elemento de acero de alta resistencia — típicamente un cordón de siete alambres, alambre o barra — utilizado en hormigón pretensad...