Los pavimentos sostenibles minimizan el impacto ambiental mediante materiales reciclados (RAP, RAS, agregado de concreto reciclado, ceniza volante, escoria), tecnologías de mezcla tibia, pavimentos permeables, diseños de larga duración y reciclaje en sitio. Abarca estrategias de sostenibilidad, evaluación del ciclo de vida (LCA), declaraciones ambientales de producto (EPD) y cómo las elecciones sostenibles afectan la inspección y el rendimiento del pavimento.
Tecnologías y Prácticas de Pavimentos Sostenibles
Dimensiones de la Sostenibilidad
Los pavimentos sostenibles son sistemas diseñados que brindan el rendimiento estructural y funcional requerido mientras minimizan los impactos ambientales en cinco dimensiones interconectadas: materiales, energía, emisiones, agua y vida útil. Estas dimensiones forman el marco dentro del cual se evalúa, diseña y verifica la sostenibilidad del pavimento.
Dimensión de Materiales
La dimensión de materiales aborda el consumo de recursos naturales y la generación de residuos. La construcción convencional de pavimentos consume grandes cantidades de agregados vírgenes — aproximadamente 1.5 a 2 mil millones de toneladas anualmente solo en los Estados Unidos — y cantidades significativas de ligante asfáltico y cemento Portland, ambos intensivos en energía para producir. Los pavimentos sostenibles reducen el consumo de materiales vírgenes sustituyendo materiales reciclados y de desecho siempre que sea técnicamente factible. La relación de reemplazo — el porcentaje de material virgen reemplazado por contenido reciclado — es la métrica principal utilizada para cuantificar la sostenibilidad de los materiales.
Según la Asociación Nacional de Pavimentos Asfálticos (NAPA) , la industria del pavimento asfáltico de EE. UU. utilizó más de 97 millones de toneladas de Pavimento Asfáltico Recuperado (RAP) y 921,000 toneladas de Tejas Asfálticas Recicladas (RAS) en mezclas nuevas en 2019, ahorrando casi 60 millones de yardas cúbicas de espacio en vertederos. La tasa de reciclaje de materiales de pavimento asfáltico es de aproximadamente el 94%, lo que convierte al asfalto en el material más reciclado en los Estados Unidos — superando las tasas de reciclaje del papel (68%), las latas de aluminio (50%) y el vidrio (33%).
Para los pavimentos de concreto de cemento, la dimensión de materiales se centra en el reemplazo de cemento utilizando materiales cementantes suplementarios (SCM). La producción de cemento Portland es responsable de aproximadamente el 8% de las emisiones globales de CO₂. Reemplazar el 30–50% del cemento con ceniza volante, cemento de escoria o humo de sílice reduce directamente la huella de carbono de los pavimentos de concreto en un porcentaje comparable. La relación de sustitución de cemento es la métrica estándar. Además, el uso de agregado de concreto reciclado (RCA) de pavimentos demolidos como agregado en concreto nuevo o capas base reduce aún más la demanda de agregados vírgenes.
La sostenibilidad de los materiales también abarca la distancia de origen de los materiales. Transportar agregados a largas distancias consume combustible y genera emisiones. El contenido de materiales locales — a menudo definido como materiales obtenidos dentro de 50 millas (80 km) del proyecto — es una métrica de sostenibilidad común utilizada en sistemas de clasificación como LEED y Envision. Maximizar el uso de materiales locales reduce los impactos ambientales relacionados con el transporte.
Dimensión de Energía
La dimensión de energía aborda la energía consumida en la producción, transporte, construcción y mantenimiento de los pavimentos. La energía total incorporada de un pavimento incluye la energía requerida para extraer y procesar materias primas, fabricar componentes del pavimento (ligante asfáltico, cemento, agregados), transportar materiales al sitio del proyecto, construir el pavimento (incluyendo el combustible de los equipos de pavimentación y compactación) y realizar actividades de mantenimiento y rehabilitación durante la vida útil del pavimento.
La producción de Mezcla Asfáltica en Caliente (HMA) requiere calentar agregados y ligante a 300–350°F (150–175°C), consumiendo aproximadamente 280,000 a 370,000 Unidades Térmicas Británicas (BTU) por tonelada de mezcla — equivalente a 2.5 a 3.5 galones de fueloil por tonelada. El Asfalto de Mezcla Tibia (WMA) reduce las temperaturas de producción en 50–120°F (30–50°C), reduciendo el consumo de combustible en 20–35% — aproximadamente 55,000 a 130,000 BTU ahorrados por tonelada. Cuando la industria del asfalto estadounidense haga la transición completa al WMA, los ahorros totales anuales de combustible se estiman en 150 millones de galones de fueloil No. 2.
La producción de concreto de cemento Portland conlleva una carga energética incorporada muy alta: aproximadamente 4,000 a 5,500 BTU por tonelada solo para la producción de cemento, principalmente de la energía requerida para calentar los hornos de cemento a 2,640°F (1,450°C). Reemplazar el cemento con SCM reduce directamente esta carga energética. Las mezclas de Concreto Compactado con Rodillo (RCC) y Concreto Permeable típicamente utilizan menores contenidos de cemento, reduciendo aún más la energía incorporada.
La energía en la fase de uso también es significativa. Las características de la superficie del pavimento — particularmente la rugosidad y la macrotextura — afectan el consumo de combustible de los vehículos. Las pruebas WesTrack de la Administración Federal de Carreteras (FHWA) cuantificaron que los pavimentos más lisos reducen el consumo de combustible de los vehículos hasta en un 4.5%. Un pavimento que mantiene la lisura a lo largo de su vida ahorra indirectamente miles de millones de galones de combustible en la flota de vehículos que lo utiliza. El Índice de Rugosidad Internacional (IRI) es la métrica estándar que vincula la condición del pavimento con la eficiencia del combustible de los vehículos.
Dimensión de Emisiones
La dimensión de emisiones rastrea todos los contaminantes transportados por el aire generados durante el ciclo de vida del pavimento. Las principales emisiones de interés son los gases de efecto invernadero (GEI) — dióxido de carbono (CO₂), metano (CH₄) y óxido nitroso (N₂O) — expresados colectivamente como Potencial de Calentamiento Global (GWP) en kilogramos de CO₂ equivalente (kg CO₂e). Las fuentes de emisiones relacionadas con el pavimento incluyen:
Emisiones de producción de materiales: La producción de clínker de cemento emite aproximadamente 0.9 kg de CO₂ por kg de clínker. La producción de ligante asfáltico emite aproximadamente 0.1 a 0.3 kg de CO₂ por kg de ligante, dependiendo de la fuente de crudo y la eficiencia de la refinería. La producción de agregados emite aproximadamente 0.005 a 0.015 kg de CO₂ por kg de agregado (principalmente de equipos de trituración y cribado).
Emisiones de construcción: Los equipos de pavimentación (pavimentadoras de asfalto, rodillos, colocadores de concreto), vehículos de transferencia de materiales y equipos de apoyo queman diésel, emitiendo CO₂, óxidos de nitrógeno (NOx), material particulado (PM) y compuestos orgánicos volátiles (COV). El material particulado de diésel (DPM) es una preocupación particular para la calidad del aire cerca de los sitios de construcción y en áreas de no cumplimiento.
Las reducciones de emisiones del WMA están bien documentadas: una reducción de temperatura de 50°F en la producción de asfalto reduce las emisiones de CO₂ en 15–25%, SO₂ en 18–35%, NOx en 18–30% y COV en 30–50% en comparación con el HMA equivalente. El asfalto de mezcla fría (CMA) producido a temperaturas ambiente elimina por completo las emisiones relacionadas con el calentamiento, reduciendo las emisiones totales en un 35–50%.
El secuestro de carbono en el ligante asfáltico es un atributo de sostenibilidad único. Según la Agencia de Protección Ambiental de EE. UU., el 99.6% del carbono en el ligante asfáltico permanece almacenado permanentemente — nunca liberado a la atmósfera — porque el ligante es un subproducto de combustibles fósiles que nunca se quemaron como energía. Los pavimentos asfálticos funcionan por lo tanto como un sumidero de carbono a largo plazo, almacenando el carbono incorporado durante toda la vida útil del pavimento (y más allá si se recicla en nuevos pavimentos).
Dimensión del Agua
La dimensión del agua aborda tanto el agua consumida en la producción y construcción del pavimento como los impactos en la calidad del agua de la escorrentía del pavimento.
El consumo de agua para la construcción de pavimentos es relativamente bajo para los pavimentos asfálticos (uso mínimo de agua en la producción) pero significativo para los pavimentos de concreto, que requieren grandes volúmenes de agua de mezclado y curado. La producción de cemento también consume agua sustancial en operaciones de enfriamiento y procesamiento. El consumo total de agua relacionada con pavimentos se mide típicamente en galones por yarda cuadrada de pavimento construido.
La calidad y cantidad de la escorrentía de aguas pluviales es una preocupación ambiental importante para los pavimentos. Los pavimentos impermeables generan escorrentía que transporta contaminantes — aceite, grasa, metales pesados, productos químicos de deshielo, partículas de desgaste de neumáticos — directamente a los cuerpos de agua receptores. En los Estados Unidos, la Ley de Agua Limpia (Clean Water Act) y el programa de permisos del Sistema Nacional de Eliminación de Descargas Contaminantes (NPDES) regulan las descargas de aguas pluviales de las superficies de pavimento, requiriendo tratamiento o infiltración de la primera lluvia significativa.
Los pavimentos permeables abordan la dimensión del agua directamente al permitir que el agua de lluvia se infiltre a través de la superficie del pavimento hacia los depósitos de piedra subyacentes y los suelos nativos. Investigaciones del Centro de Aguas Pluviales de la Universidad de New Hampshire y otros demuestran que los pavimentos permeables reducen los sólidos suspendidos totales (TSS) en 80–90%, el fósforo total en 60–70%, el nitrógeno total en 50–60%, los metales pesados (zinc, cobre, plomo) en 90%+, y el volumen de escorrentía en 50–90% en comparación con los pavimentos impermeables convencionales.
Dimensión de la Vida Útil
La dimensión de la vida útil reconoce que el pavimento más duradero es inherentemente el más sostenible, porque difiere o elimina los impactos ambientales de la reconstrucción. Extender la vida útil del pavimento de 20 a 50 años mediante el diseño de pavimento perpetuo reduce el consumo total de energía del ciclo de vida en 30–50% y las emisiones totales de gases de efecto invernadero en 25–45% por año de servicio, en comparación con los pavimentos convencionales que requieren reconstrucción en el año 20.
La sostenibilidad de la vida útil se mide por la esperanza de vida (años hasta la condición terminal) y el costo del ciclo de vida (LCC) en dólares por yarda cuadrada por año de servicio. Los pavimentos perpetuos diseñados para una vida de 50+ años típicamente logran costos de ciclo de vida 20–40% más bajos que los pavimentos convencionales de 20 años cuando se incluyen los costos de mantenimiento, rehabilitación y demoras del usuario.
Materiales Reciclados
El uso de materiales reciclados y de desecho en pavimentos es la estrategia de pavimentos sostenibles más directa y medible. Los materiales reciclados conservan los recursos naturales, reducen la disposición en vertederos, disminuyen el consumo de energía y reducen las emisiones. Los siguientes materiales son los más utilizados en la construcción de pavimentos sostenibles.
Pavimento Asfáltico Recuperado (RAP)
El Pavimento Asfáltico Recuperado (RAP) es el material reciclado más valioso en la industria de la pavimentación. El RAP se genera cuando los pavimentos asfálticos existentes se fresan o rompen durante la rehabilitación o reconstrucción. El material consiste en ligante asfáltico envejecido que recubre agregados de alta calidad, representando una inversión significativa tanto de ligante como de agregado que puede recuperarse y reutilizarse completamente.
El procesamiento de RAP típicamente implica trituración y cribado para producir una granulometría consistente adecuada para su uso en mezcla asfáltica nueva en caliente o tibia. Las plantas modernas de procesamiento de RAP utilizan trituradoras primarias y secundarias, cribas y, a veces, sistemas de fraccionamiento que separan el RAP en fracciones gruesas y finas. El RAP procesado se almacena en áreas cubiertas o pavimentadas para minimizar la variación del contenido de humedad.
Los niveles de uso de RAP varían según la capa y la aplicación: las capas superficiales pueden incorporar típicamente 15–30% de RAP con ajustes menores de grado del ligante; las capas intermedias y base pueden incorporar 30–50% de RAP; y las aplicaciones en base o subbase pueden usar hasta 100% de RAP. Las mezclas con alto contenido de RAP (más del 25%) a menudo requieren agentes rejuvenecedores para restaurar las propiedades del ligante envejecido y mantener la resistencia al agrietamiento, según se documenta en el Informe NCHRP 752 y el Proyecto NCHRP 09-58.
La FHWA informa que el uso de RAP en 2019 ahorró: casi 60 millones de yardas cúbicas de espacio en vertederos; más de 20 millones de barriles de ligante asfáltico (un recurso no renovable); y más de 2.6 mil millones de libras de emisiones de CO₂ en comparación con el uso de materiales vírgenes para estructuras de pavimento equivalentes. La Alianza del Pavimento Asfáltico (Asphalt Pavement Alliance) señala que el RAP se desempeña igual o mejor que las mezclas vírgenes en pavimentos correctamente diseñados y construidos.
Contenido de RAP (%)
Aplicación Típica
Ajuste de Ligante Requerido
¿Se Necesita Rejuvenecedor?
0–15%
Capas superficiales
Ninguno o aumento menor de grado
No
15–30%
Superficial, intermedia
Ligante blando (1 grado)
Opcional
30–50%
Intermedia, base
Ligante blando (1–2 grados)
Recomendado
50–100%
Base, subbase, bajo volumen
Ajuste significativo
Requerido
Tejas Asfálticas Recicladas (RAS)
Las Tejas Asfálticas Recicladas (RAS) incluyen tanto desechos de fabricación (recortes de la producción de tejas — “pre-consumo”) como tejas retiradas de proyectos de reemplazo de techos (“post-consumo”). Las RAS contienen 20–30% de ligante asfáltico en peso (en comparación con 5–6% en el RAP), lo que las convierte en una fuente concentrada de ligante reciclado. Las RAS también contienen relleno mineral, agregado fino y refuerzo orgánico o de fibra de vidrio.
El uso de RAS en mezclas asfálticas se rige por la ASTM D7309 (Especificación Estándar para Tejas Asfálticas para Techos) y las especificaciones de los departamentos de transporte estatales. El contenido típico de RAS se limita al 3–5% en peso de la mezcla total (aproximadamente 10–20% en peso del ligante) debido al ligante extremadamente rígido y altamente envejecido en las tejas y a las preocupaciones sobre la fragilidad y trabajabilidad de la mezcla.
La Encuesta Industrial NAPA 2019 informó que aproximadamente 921,000 toneladas de RAS se utilizaron en mezclas asfálticas en los Estados Unidos, ahorrando más de 50,000 toneladas de ligante asfáltico y más de 920,000 toneladas de agregado. El uso de RAS también desvía tejas de los vertederos, donde representan un flujo de residuos significativo (aproximadamente 10 millones de toneladas de residuos de tejas asfálticas se generan anualmente en EE. UU.).
Los desafíos con RAS incluyen: variabilidad en las propiedades del ligante (particularmente en tejas retiradas que han experimentado décadas de oxidación solar); presencia de materiales nocivos (clavos, fieltro, madera, plástico); y el riesgo de rigidez excesiva de la mezcla que conduce a agrietamiento prematuro. Las mezclas con RAS requieren tablas de mezcla de ligantes cuidadosas y a menudo requieren rejuvenecedores en tasas más altas que las mezclas equivalentes de RAP.
Agregado de Concreto Reciclado (RCA)
El Agregado de Concreto Reciclado (RCA) se produce triturando pavimentos, estructuras o residuos de concreto demolidos. El material consiste en partículas de agregado original con mortero de cemento adherido, finos y acero de refuerzo (que se elimina mediante separación magnética). El RCA se utiliza en la construcción de pavimentos principalmente como:
Material de base y subbase granular: El RCA típicamente tiene una Relación de Soporte de California (CBR) más alta y mejores características de drenaje que los materiales de base de agregado virgen, lo que lo convierte en una excelente capa base. La Administración Federal de Carreteras de EE. UU. informa que más de 100 millones de toneladas de RCA se utilizan anualmente en aplicaciones de base y subbase.
Agregado en concreto nuevo: El RCA puede reemplazar el 20–50% del agregado grueso en pavimentos de concreto nuevos, aunque el mortero adherido aumenta la demanda de agua y reduce la trabajabilidad. Los diseños de mezcla deben tener en cuenta la mayor absorción del RCA (4–8% vs. 1–2% para agregados vírgenes) y su menor gravedad específica.
Agregado en asfalto de mezcla caliente: El RCA puede reemplazar el 15–25% de los agregados gruesos en capas base asfálticas, aunque la alta angulosidad del RCA puede reducir la trabajabilidad.
El valor cementante del mortero residual en el RCA proporciona un beneficio adicional en aplicaciones de capa base: el cemento no hidratado en el mortero puede continuar hidratándose, aumentando la resistencia con el tiempo. Investigaciones del Comité AASHTO R-15 han documentado que las capas base de RCA ganan un 25–40% de resistencia adicional durante los primeros 12 meses de servicio en comparación con las bases de agregado virgen.
Ceniza Volante
La ceniza volante es un subproducto fino y pulverulento de la generación de energía a carbón, recolectado de los gases de combustión mediante precipitadores electrostáticos o filtros de mangas. La ceniza volante se clasifica en Clase F y Clase C según la ASTM C618, basada en la suma del contenido de sílice, alúmina y óxido de hierro y el contenido de óxido de calcio. La ceniza volante Clase F (bajo calcio, típicamente de carbón bituminoso) tiene propiedades puzolánicas y requiere un activador cementante (generalmente cemento Portland o cal). La ceniza volante Clase C (alto calcio, típicamente de carbón sub-bituminoso o lignito) tiene propiedades tanto puzolánicas como autocementantes.
Aplicaciones en pavimentos:
Pavimentos de concreto: La ceniza volante reemplaza el 15–40% del cemento Portland en peso. Los beneficios incluyen: calor de hidratación reducido (importante para colocaciones de concreto masivo y losas de pavimento gruesas); trabajabilidad y bombeabilidad mejoradas; permeabilidad reducida y durabilidad mejorada; resistencia a largo plazo aumentada; potencial reducido de reacción álcali-sílice (ASR); y costo reducido. La métrica de sostenibilidad del concreto — reducción de CO₂ por yarda cúbica — es directamente proporcional al porcentaje de reemplazo de cemento.
Capas base estabilizadas: La ceniza volante Clase C puede utilizarse como ligante independiente para la estabilización de suelos y agregados, con aplicaciones en Recuperación en Pleno Espesor (FDR) y Base Tratada con Cemento (CTB) .
Pavimentos asfálticos: La ceniza volante se utiliza como relleno mineral (que pasa el tamiz No. 200) en mezclas asfálticas al 2–6% en peso del agregado total. Los beneficios incluyen rigidez mejorada, resistencia al daño por humedad y resistencia al envejecimiento.
Consideraciones ambientales: Los cambios en la industria eléctrica estadounidense — particularmente el retiro de plantas a carbón y el aumento de la generación de gas natural y renovable — han reducido la disponibilidad de ceniza volante en algunas regiones. La Asociación Estadounidense de Ceniza de Carbón (ACAA) informó que aproximadamente 38 millones de toneladas de ceniza volante se utilizaron de manera beneficiosa en 2022 (tasa de utilización del 57%). La incertidumbre en el suministro a largo plazo es una consideración para las especificaciones que exigen el uso de ceniza volante.
Escoria Granulada de Alto Horno Molida (GGBFS)
La Escoria Granulada de Alto Horno Molida (GGBFS) es un subproducto de la fabricación de hierro. La escoria fundida de los altos hornos se enfría rápidamente en agua para formar un material granular vítreo, luego se seca y muele hasta una finura similar a la del cemento Portland. La GGBFS se clasifica en la ASTM C989 por su índice de actividad de escoria, que mide la contribución de resistencia relativa al cemento Portland.
GGBFS en pavimentos de concreto: La GGBFS reemplaza el 25–70% del cemento en peso. Niveles de reemplazo más altos son más comunes en aplicaciones de concreto masivo (como losas de pavimento gruesas y plataformas grandes). Los beneficios incluyen: calor de hidratación significativamente reducido; trabajabilidad mejorada; color más claro (reduce el efecto de isla de calor); resistencia mejorada al ataque de sulfatos y a la ASR; mayor resistencia última; y permeabilidad reducida. El color más claro del concreto de cemento de escoria aumenta el albedo (reflectancia solar) de las superficies del pavimento, reduciendo el efecto de isla de calor urbana y potencialmente bajando las temperaturas ambiente en áreas pavimentadas en 2–5°F.
Limitaciones: El concreto de cemento de escoria tiene un desarrollo de resistencia temprana más lento (las resistencias a 7–14 días son más bajas que las del concreto de cemento Portland), lo que puede ser una preocupación para pavimentos que deben abrirse al tráfico rápidamente. La colocación en clima frío requiere atención especial al curado y la protección.
Caucho de Neumáticos (Caucho Granulado)
El caucho granulado de neumáticos desechados se utiliza en pavimentos asfálticos mediante dos procesos principales:
Proceso húmedo (Asfalto-Caucho): El caucho granulado (típicamente 10–20% en peso del ligante) se mezcla con ligante asfáltico caliente a 350–400°F (175–200°C) durante 45–90 minutos para producir un ligante reaccionado con mayor viscosidad, elasticidad y susceptibilidad a la temperatura. Los ligantes de asfalto-caucho se utilizan en capas superficiales de granulometría discontinua (a menudo llamadas Asfalto-Caucho de Granulometría Discontinua o AR-GG) para proporcionar una resistencia excepcional al agrietamiento, a la deformación y durabilidad.
Proceso seco (Asfalto Modificado con Caucho): El caucho granulado se añade como una porción del agregado (típicamente 1–3% en peso de la mezcla total) y se mezcla con ligante convencional. El proceso seco es más simple pero proporciona menos mejora en el rendimiento que el proceso húmedo.
La EPA y la Asociación de Fabricantes de Caucho estiman que aproximadamente 290 millones de neumáticos desechados se generan anualmente en los Estados Unidos. El uso de caucho granulado en pavimentos asfálticos desvía estos neumáticos de vertederos y depósitos, consumiendo 500–2,000 neumáticos por milla-carril de pavimento asfáltico modificado con caucho. Los pavimentos modificados con caucho de neumáticos también proporcionan una reducción del ruido del tráfico (típicamente 2–5 dB de reducción en comparación con las superficies asfálticas convencionales), contribuyendo a las iniciativas de pavimento silencioso.
Material Reciclado
Reemplazo de Virgen Típico
Aplicación Principal
Beneficio Ambiental Clave
RAP
15–50%
Mezclas asfálticas
Ahorra ligante, agregado, espacio en vertedero
RAS
3–5% de la mezcla
Mezclas asfálticas
Fuente concentrada de ligante, desvío de residuos
RCA
20–100%
Base, subbase, concreto
Ahorra agregado, reduce residuos de demolición
Ceniza Volante
15–40%
Concreto, base estabilizada
Reduce demanda de cemento, uso de valor añadido
GGBFS
25–70%
Pavimentos de concreto
Reduce cemento, mejora durabilidad
Caucho Granulado
1–3% de mezcla, 10–20% de ligante
Superficie asfáltica
Desvío de residuos de neumáticos, reducción de ruido
Tecnologías de Mezcla Tibia y Mezcla Fría
El Asfalto de Mezcla Tibia (WMA) y el Asfalto de Mezcla Fría (CMA) son tecnologías de producción que reducen la temperatura a la cual se producen y colocan las mezclas asfálticas, ofreciendo beneficios ambientales y operativos significativos en comparación con el Asfalto de Mezcla Caliente (HMA) convencional.
Asfalto de Mezcla Tibia (WMA)
El WMA se produce a temperaturas 30–120°F (20–50°C) más bajas que el HMA — típicamente en el rango de 200–275°F (95–135°C) en comparación con 300–350°F (150–175°C) para el HMA. La FHWA ha reconocido al WMA como una tecnología prioritaria desde 2003 y ha apoyado la investigación, proyectos de demostración e implementación a través del Grupo de Trabajo Técnico de Asfalto de Mezcla Tibia (TWG) .
Las tecnologías WMA se dividen en tres categorías:
Tecnologías de espumado: El espumado a base de agua es la tecnología WMA más utilizada. Agua finamente atomizada (típicamente 1.5–2.5% en peso del ligante) se inyecta en el ligante caliente durante la mezcla, causando vaporización instantánea y expansión de volumen del ligante, reduciendo temporalmente su viscosidad y mejorando el recubrimiento del agregado a temperaturas más bajas. Los sistemas de inyección de agua (por ejemplo, AquaBlack, Accu-Shear, Tri-Mix) son los más comunes, seguidos de los aditivos de zeolita sintética (por ejemplo, Advera, Aspha-Min) que contienen 18–21% de agua en masa, liberada a 185–360°F (85–180°C) para crear un efecto de espumado controlado.
Aditivos orgánicos: Las ceras Fischer-Tropsch (FT) (por ejemplo, Sasobit) y las amidas de ácidos grasos (por ejemplo, Asphaltan B) se añaden al 0.5–3% en peso del ligante. Estos materiales se funden a temperaturas superiores a aproximadamente 200°F (95°C), reduciendo la viscosidad del ligante, y cristalizan al enfriarse, aumentando la rigidez y la resistencia a la deformación. Las ceras FT se producen a partir de gas natural o gasificación de carbón.
Aditivos químicos: Los aditivos a base de surfactantes (por ejemplo, Evotherm, Cecabase, Iterlow) reducen la tensión superficial del sistema ligante-agregado, mejorando el recubrimiento y la trabajabilidad a temperaturas reducidas. Los aditivos químicos se dosifican típicamente al 0.3–0.8% en peso del ligante y ofrecen la ventaja de no requerir modificaciones en el equipo.
Beneficios del WMA: La Encuesta WMA de NAPA (2019) informó que se produjeron 147.4 millones de toneladas de WMA en EE. UU., representando un crecimiento del 26% desde 2016. Los beneficios documentados incluyen: reducción del 20–35% en consumo de combustible; reducción del 15–40% en emisiones de CO₂; reducción del 18–35% en SO₂; reducción del 18–30% en NOx; reducción del 30–50% en emisiones de COV y humos; mejora de las condiciones de trabajo en la planta y el lugar de pavimentación; temporada de pavimentación extendida (capacidad de pavimentar a temperaturas ambiente más bajas); distancias de transporte más largas (menor enfriamiento de la mezcla); compactación mejorada (menores vacíos de aire con el mismo esfuerzo de compactación); y capacidad de aumentar el contenido de RAP en 5–15%.
Asfalto de Mezcla Fría (CMA)
El asfalto de mezcla fría se produce y coloca a temperaturas ambiente — típicamente 50–100°F (10–38°C) — utilizando asfalto emulsionado o asfalto espumado como ligante. El CMA elimina todo el consumo de energía y las emisiones relacionadas con el calentamiento del proceso de producción, logrando las máximas reducciones posibles de energía y emisiones para las mezclas asfálticas.
Las mezclas frías con asfalto emulsionado utilizan una emulsión asfáltica (60–70% de ligante asfáltico, 30–40% de agua con emulsionante) que recubre el agregado a temperatura ambiente. La mezcla se coloca y compacta, y la emulsión “rompe” (se separa en ligante y agua) mediante evaporación, dejando el ligante residual para unir los agregados. Las emulsiones catiónicas de fraguado lento (CSS) son las más utilizadas para mezclas frías de granulometría densa; las catiónicas de fraguado medio (CMS) y fraguado rápido (CRS) se utilizan para mezclas de granulometría abierta y de bacheo.
Las mezclas frías con asfalto espumado utilizan ligante caliente (300–350°F / 150–175°C) que se espuma mediante la inyección de agua (1.5–3% en peso del ligante) en la corriente de ligante antes de mezclar con agregados fríos y húmedos. La espuma colapsa rápidamente, recubriendo los agregados en películas delgadas de ligante. Las mezclas frías con asfalto espumado son particularmente efectivas para aplicaciones de Reciclado en Frío en Sitio (CIR) y Recuperación en Pleno Espesor (FDR) .
Rendimiento del CMA: Revisiones integrales publicadas en Sustainability (MDPI) documentan que el CMA reduce el consumo de energía en 35–50% y las emisiones en 40–60% en comparación con el HMA. Sin embargo, el CMA típicamente tiene tiempos de curado más largos (7–28 días para alcanzar resistencia completa), menor resistencia inicial y mayores vacíos de aire que el HMA o WMA, limitando su uso a capas base, carreteras de bajo volumen, arcenes y pavimentos temporales.
Reciclaje en Sitio
Los métodos de reciclaje en sitio procesan el material del pavimento existente en el lugar y lo reutilizan como parte de la nueva estructura del pavimento, eliminando el transporte, la disposición y la producción de materiales vírgenes. Estos métodos logran las tasas más altas de reutilización de materiales (70–100%) y la mayor reducción en los impactos ambientales relacionados con el transporte.
Reciclado en Frío en Sitio (CIR)
El Reciclado en Frío en Sitio (CIR) es una técnica de rehabilitación de pavimentos que fresa el pavimento asfáltico existente a una profundidad de 3–6 pulgadas (75–150 mm), procesa el material (trituración y cribado), lo mezcla con un agente estabilizante (emulsión asfáltica, asfalto espumado o aditivo químico) y a menudo un rejuvenecedor, y extiende y compacta la mezcla reciclada — todo en una operación continua en tren a temperatura ambiente. El CIR reutiliza el 70–100% del material del pavimento existente.
El proceso CIR típicamente logra ahorros de material y costos del 20–40% en comparación con la rehabilitación convencional de fresado y sobrecapa. Estudios de evaluación del ciclo de vida (Cross et al., 2011) documentan que el CIR reduce el consumo de energía en 40–65% y las emisiones de gases de efecto invernadero en 45–60% en comparación con los métodos tradicionales de rehabilitación que implican transportar material fresado e importar agregados vírgenes y ligante.
La ARRA (Asociación de Reciclaje y Recuperación de Asfalto) reconoce al CIR como una tecnología establecida con registros de rendimiento documentados que superan los 30 años. Los pavimentos tratados con CIR típicamente proporcionan 8–15 años adicionales de vida útil cuando se cubren con una capa de rodadura de mezcla caliente o tibia.
Reciclado en Caliente en Sitio (HIR)
El Reciclado en Caliente en Sitio (HIR) es un proceso de rehabilitación que calienta la superficie del pavimento asfáltico existente a 250–300°F (120–150°C), escarifica el material calentado a una profundidad de ¾–2 pulgadas (20–50 mm), mezcla el material escarificado con un agente rejuvenecedor y opcionalmente agregados vírgenes y ligante, y extiende y compacta la mezcla reciclada en una sola operación continua. La ARRA reconoce tres procesos HIR:
Escarificación con calentador implica múltiples pasadas de calentamiento, escarificación mecánica, aplicación de rejuvenecedor y recompaacción — adecuado para profundidades de hasta 1 pulgada (25 mm). Repavimentación combina la capa reciclada de HIR con una sobrecapa delgada simultánea de HMA nuevo colocada directamente detrás del tren de reciclaje, creando un enlace térmico entre las capas reciclada y nueva. Remezclado recolecta el material escarificado, lo mezcla con rejuvenecedor y HMA virgen opcional en un mezclador, y aplica el material mezclado como una sola capa homogénea.
El HIR sin sobrecapa típicamente proporciona 3–8 años adicionales de vida del pavimento; el HIR con sobrecapa proporciona 10–12 años o más. El HIR elimina el transporte de materiales, reduce el consumo de materiales vírgenes en 70–90% y reduce el consumo total de energía del proyecto en 30–50% en comparación con el fresado y sobrecapa convencional. La FHWA informa que los proyectos HIR en California, Wisconsin y Texas han demostrado un rendimiento equivalente o superior a la rehabilitación convencional a un costo 30–50% menor.
Recuperación en Pleno Espesor (FDR)
La Recuperación en Pleno Espesor (FDR) es una técnica de rehabilitación de pavimentos que pulveriza todo el espesor de la estructura del pavimento existente (tanto las capas asfálticas como las base) hasta una profundidad de 6–18 pulgadas (150–450 mm), mezcla el material pulverizado con un agente estabilizante (cemento, ceniza volante, cal, asfalto espumado o emulsión) y compacta el material estabilizado como una nueva capa base homogénea. La FDR típicamente recibe una sobrecapa de rodadura.
La FDR reutiliza el 100% de los materiales del pavimento existente — asfalto, base y, a veces, subrasante. La Asociación de Reciclaje y Recuperación de Asfalto informa que la FDR reduce los costos de materiales en 50–70%, el consumo de energía en 50–65% y las emisiones de gases de efecto invernadero en 45–60% en comparación con la reconstrucción (eliminación y reemplazo completo). La FDR también elimina el problema estructural de las capas de pavimento existentes (agrietamiento reflejado, desprendimiento, contaminación de la base) al crear una nueva capa base homogénea.
Road Science — una publicación conjunta de la Asociación de Cemento Portland y el Instituto del Asfalto — documenta que los proyectos FDR correctamente diseñados logran números estructurales equivalentes a 4–8 pulgadas (100–200 mm) de base granular convencional, con valores de módulo resiliente de 100,000–400,000 psi dependiendo del tipo y dosis de estabilizante.
Pavimentos Permeables
Los pavimentos permeables son sistemas de pavimento diseñados que permiten que el agua de lluvia se infiltre a través de la superficie hacia capas de almacenamiento de piedra subyacentes y suelos nativos. Son una práctica clave de Desarrollo de Bajo Impacto (LID) e Infraestructura Verde (GI) para la gestión de aguas pluviales urbanas. Se utilizan dos tipos principales en aplicaciones de pavimento: asfalto poroso y concreto permeable.
Asfalto Poroso
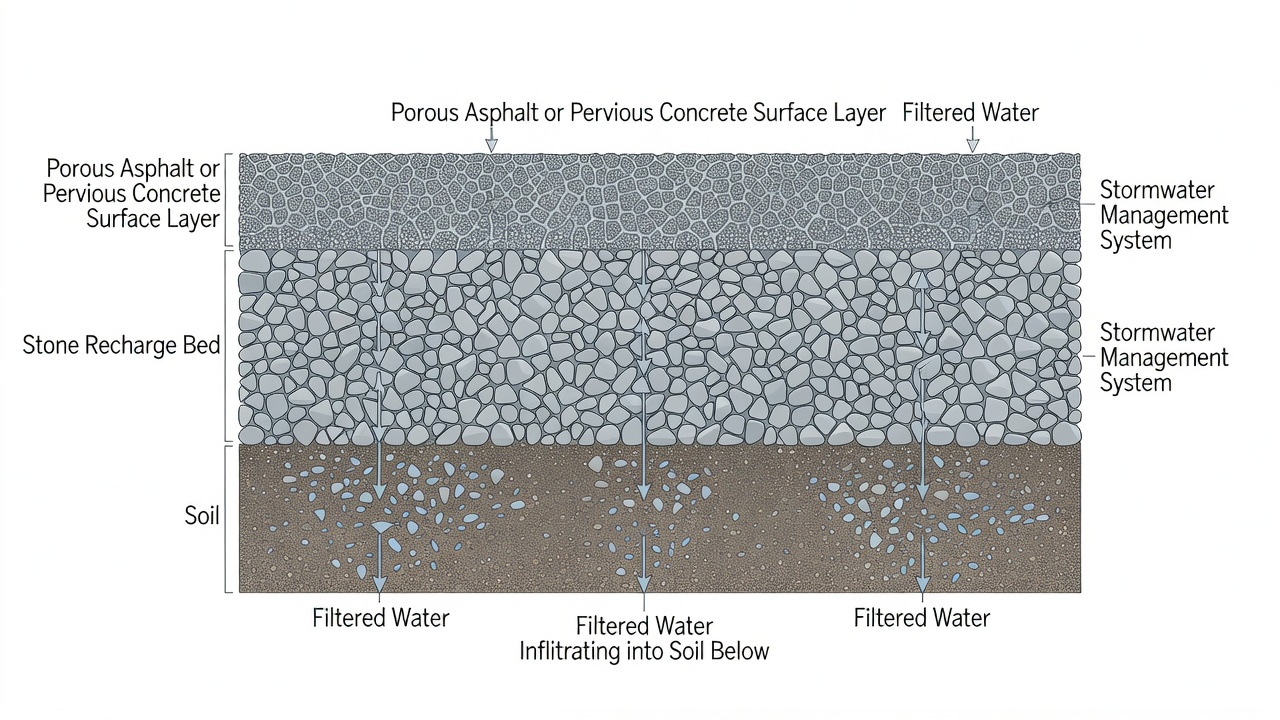
El asfalto poroso es una mezcla asfáltica de granulometría abierta con contenido reducido de finos (típicamente 12–18% de vacíos de aire en comparación con 3–5% para el HMA de granulometría densa) que permite que el agua pase a través de la superficie del pavimento. La superficie de asfalto poroso se coloca sobre un lecho de recarga de piedra — una capa gruesa (típicamente 12–36 pulgadas / 300–900 mm) de piedra triturada limpia y uniformemente graduada — que almacena el agua infiltrada y permite que se filtre hacia la subrasante. El lecho de piedra también proporciona soporte estructural para el pavimento.
El sistema de asfalto poroso consiste en:
Superficie de asfalto poroso: 2–4 pulgadas (50–100 mm) de espesor, con un contenido de betún típicamente de 5.5–6.5% y ligante modificado con polímero para durabilidad
Capa de estrangulamiento: una capa delgada (1–2 pulgadas / 25–50 mm) de piedra más pequeña (0.5 pulgadas / 12.5 mm) que evita que el material superficial migre hacia el lecho de recarga
Lecho de recarga de piedra: 12–36 pulgadas (300–900 mm) de piedra triturada limpia de 1.5–2.5 pulgadas (38–63 mm), proporcionando volumen de almacenamiento equivalente a la lluvia de una tormenta de diseño (típicamente el percentil 90 o el evento de 1 año y 24 horas)
Geotextil filtrante: un geotextil no tejido que separa el lecho de piedra de la subrasante para evitar la migración de finos
Drenaje subterráneo (opcional): una tubería perforada en o cerca del fondo del lecho de recarga para conducir el exceso de agua cuando el lecho está lleno o cuando las tasas de infiltración de la subrasante son insuficientes
Datos de rendimiento: El Centro de Aguas Pluviales de la Universidad de New Hampshire (UNHSC) , la EPA y otros han documentado que los sistemas de asfalto poroso correctamente diseñados: reducen el volumen total de escorrentía en 80–98%; reducen las tasas máximas de escorrentía en 60–90%; eliminan el 80–95% de los sólidos suspendidos totales (TSS); reducen el fósforo total en 60–70%; reducen el nitrógeno total en 50–60%; reducen los metales pesados (zinc, cobre, plomo, cadmio) en 90–99%; y eliminan el 90%+ de los hidrocarburos de petróleo.
Concreto Permeable
El concreto permeable (también llamado concreto poroso o concreto sin finos) es una mezcla de cemento Portland, agregado grueso, agua y poco o ningún agregado fino. La ausencia de agregado del tamaño de la arena crea vacíos interconectados (15–35% en volumen) que permiten que el agua pase a través del material a tasas de infiltración típicas de 2–10 galones por minuto por pie cuadrado (80–400 L/min/m²).
El concreto permeable se coloca sobre un sistema de lecho de recarga de piedra similar al del asfalto poroso. El diseño de la mezcla típicamente utiliza agregado grueso uniformemente graduado (3/8–3/4 pulgadas / 9.5–19 mm), una relación agua-cemento de 0.35–0.45 (crítica para mantener la conectividad de los vacíos), contenido de cemento de 500–700 lb/yd³ (300–420 kg/m³), y a menudo incluye aditivos químicos (reductores de agua, retardantes, estabilizadores de hidratación) y materiales cementantes suplementarios (ceniza volante, humo de sílice) para mejorar la trabajabilidad y durabilidad.
Diseño estructural: Los pavimentos de concreto permeable se diseñan típicamente para aplicaciones de bajo volumen como estacionamientos, aceras, ciclovías y arcenes. La resistencia a la compresión varía de 2,000–4,000 psi (14–28 MPa), y la resistencia a la flexión varía de 350–600 psi (2.4–4.1 MPa).
Pavimento de Larga Duración (Pavimento Perpetuo)
El pavimento perpetuo (también llamado pavimento de larga duración) es un pavimento asfáltico diseñado y construido para durar 50 años o más sin requerir rehabilitación estructural mayor o reconstrucción. El concepto fue articulado por primera vez por la Alianza del Pavimento Asfáltico (APA) en 2000 y ha ganado rápidamente aceptación mundial como una alternativa sostenible al diseño convencional de 20 años para instalaciones de alto tráfico.
Filosofía de Diseño
El concepto de pavimento perpetuo reconoce que la falla por fatiga del pavimento se origina como agrietamiento ascendente — las deformaciones de tracción en la parte inferior de la capa asfáltica bajo la carga del tráfico causan que las grietas se inicien y propaguen hacia arriba. Si la deformación de tracción en la parte inferior de la capa asfáltica puede mantenerse por debajo del límite de resistencia del material — el nivel de deformación por debajo del cual no se acumula daño por fatiga independientemente del número de repeticiones de carga — entonces el pavimento puede durar teóricamente indefinidamente sin falla estructural por fatiga.
El límite de resistencia para mezclas asfálticas se toma típicamente como 70–100 microdeformaciones (με) basado en pruebas de laboratorio y calibración de campo. El diseño de pavimento perpetuo utiliza análisis mecanicista-empírico (M-E) (a menudo con el software PerRoad desarrollado en el Centro Nacional de Tecnología de Asfalto de la Universidad de Auburn) para calcular la deformación crítica de tracción en la parte inferior de la capa asfáltica y seleccionar espesores de capa tales que la deformación de tracción permanezca por debajo del límite de resistencia para el espectro de tráfico de diseño.
Capas Estructurales
Los pavimentos perpetuos se estructuran como sistemas multicapa con funciones distintas:
Capa inferior (capa resistente a la fatiga): 4–6 pulgadas (100–150 mm) de espesor, diseñada con alto contenido de ligante (típicamente 5.5–6.5% en peso de la mezcla), VMA optimizado (vacíos en el agregado mineral de 14–17%) y grado de ligante blando (PG 58-28 o más blando). Esta capa proporciona máxima resistencia al agrietamiento por fatiga ascendente. Las capas inferiores ricas pueden usar el diseño de Base Inferior Rica (RBB) con contenido de ligante 0.5–1.0% más alto que las mezclas convencionales.
Capa intermedia (capa de distribución de carga): 4–6 pulgadas (100–150 mm) de mezcla asfáltica de alto módulo diseñada para distribuir las cargas del tráfico sobre un área amplia, reduciendo el esfuerzo en la capa inferior y la subrasante. Esta capa utiliza ligante rígido (PG 76-22 o superior) y agregados de alta calidad para lograr valores de módulo de 1,500,000–2,500,000 psi (10,000–17,500 MPa) en condiciones estándar.
Superficie de rodadura: 1.5–2.5 pulgadas (38–63 mm) de mezcla superficial resistente a la deformación y duradera, que utiliza típicamente ligante modificado con polímero y granulometría discontinua o de asfalto mástico de piedra (SMA) . La superficie de rodadura se renueva cada 15–20 años fresando las 1.5–2.5 pulgadas superiores y reemplazándolas con mezcla superficial nueva — el único mantenimiento requerido durante la vida estructural del pavimento.
Beneficios y Rendimiento
El programa de Premios APA de Pavimento Perpetuo ha reconocido más de 200 proyectos de pavimento perpetuo en los Estados Unidos. Los beneficios documentados incluyen: vida útil de diseño estructural de 50+ años; ahorros en costos del ciclo de vida del 20–40% en comparación con el diseño convencional de pavimento de 20 años; consumo reducido de materiales (sin ciclo de reconstrucción); demoras reducidas para el usuario (solo interrupciones por renovación superficial delgada); generación reducida de residuos (sin escombros de demolición); y menor consumo de energía y emisiones del ciclo de vida en 25–45%.
Ejemplos notables de pavimento perpetuo incluyen la I-35 en Texas (sección original de la década de 1960, aún en servicio con renovación superficial periódica únicamente), la I-295 cerca de Baltimore, Maryland (diseñada para 50+ años, superficie renovada en el año 20 con intervención mínima), y autopistas interestatales en Missouri y Wisconsin que han superado los 30 años de servicio con renovación superficial únicamente.
Evaluación del Ciclo de Vida (LCA)
La Evaluación del Ciclo de Vida (LCA) es la metodología sistemática utilizada para cuantificar los impactos ambientales de un pavimento en todas las etapas de su ciclo de vida. La LCA se rige por ISO 14040 (principios y marco) e ISO 14044 (requisitos y directrices), con orientación sectorial para pavimentos proporcionada por el Marco de LCA de Pavimentos de la FHWA, el Sistema Internacional de EPD y ISO 21930 (sostenibilidad en la construcción de edificios — declaraciones ambientales de producto para productos de construcción).
Etapas de la LCA para Pavimentos
El ciclo de vida del pavimento se divide en etapas del ciclo de vida según lo definido en EN 15804 e ISO 21930:
Etapa de producto (A1–A3): Cubre la extracción y procesamiento de materias primas (A1), el transporte de materias primas a la fabricación (A2) y la fabricación de componentes del pavimento (A3). Para el asfalto, esto incluye extracción y trituración de agregados, refinación y transporte del ligante asfáltico, y producción de mezcla caliente/tibia. Para el concreto, esto incluye producción de cemento, extracción de agregados y dosificación del concreto. La etapa de producto típicamente representa el 50–80% de los impactos totales del ciclo de vida de los pavimentos.
Etapa de construcción (A4–A5): Cubre el transporte de materiales de la planta de producción al sitio del proyecto (A4) y las operaciones del equipo de construcción (A5) — pavimentación, compactación, acabado, curado. La construcción típicamente representa el 5–20% de los impactos totales.
Etapa de uso (B1–B8): Cubre toda la vida útil del pavimento, incluyendo: mantenimiento (B1–B2) — sellado de grietas, bacheo, tratamientos superficiales; rehabilitación (B3–B5) — sobrecapas, reciclaje, reemplazo de losas; uso de energía operativa (B6) — iluminación, bombeo; e impactos del usuario — consumo de combustible de vehículos, resistencia a la rodadura (B8). La etapa de uso puede representar el 50–80% de los impactos totales del ciclo de vida cuando se incluyen los efectos del consumo de combustible del usuario (el efecto de “predominio de la fase de uso” documentado por el Centro de Sostenibilidad del Concreto del MIT).
Etapa de fin de vida útil (C1–C4): Cubre la demolición (C1), el transporte al procesamiento de residuos (C2), el procesamiento de residuos (C3) y la disposición (C4). Los créditos de fin de vida útil por reciclaje y reutilización se contabilizan en el módulo D (beneficios y cargas más allá del límite del sistema).
Categorías de Impacto
La LCA de pavimentos evalúa múltiples categorías de impacto ambiental, definidas por TRACI (Herramienta para la Reducción y Evaluación de Productos Químicos y Otros Impactos Ambientales) en EE. UU. o los métodos CML y ReCiPe en Europa:
Categoría de Impacto
Unidad
Principales Contribuyentes del Pavimento
Potencial de Calentamiento Global (GWP)
kg CO₂ eq
Producción de cemento, calentamiento de asfalto, combustión de diésel
Potencial de Acidificación (AP)
kg SO₂ eq
Equipo diésel, hornos de cemento
Potencial de Eutrofización (EP)
kg N eq
Escorrentía de construcción, producción de materiales
Potencial de Formación de Smog (SFP)
kg O₃ eq
Emisiones de COV del asfalto, NOx del diésel
Potencial de Agotamiento de la Capa de Ozono (ODP)
kg CFC-11 eq
Refrigerantes, agentes espumantes
Demanda de Energía Primaria (PED)
MJ
Toda la energía de producción y construcción
Consumo de Agua
m³
Producción de concreto, control de polvo
LCA en la Toma de Decisiones
El Centro de Sostenibilidad del Concreto del MIT (CSHub) ha publicado extensamente sobre la metodología y los hallazgos de la LCA de pavimentos. Ideas clave de la investigación del CSHub: extender la vida útil del pavimento de 20 a 50 años reduce los impactos totales del ciclo de vida en 30–50%; la fase de uso (consumo de combustible del vehículo relacionado con la rugosidad y rigidez del pavimento) puede dominar los impactos totales del ciclo de vida para carreteras de alto tráfico; y el uso de materiales reciclados reduce los impactos de la etapa de producto en 15–30%.
El Marco de LCA de Pavimentos de la FHWA (publicado como FHWA-HIF-15-015) proporciona orientación estandarizada para realizar LCA de proyectos de pavimento. El marco recomienda que todos los estudios de LCA de pavimentos: definan claramente la unidad funcional, el límite del sistema y el período de análisis; incluyan todas las etapas del ciclo de vida (como mínimo A1–A5, B3–B5 y C1–C4); utilicen métodos de evaluación de impacto consistentes; y reporten todas las fuentes de datos clave y suposiciones para la transparencia.
Declaraciones Ambientales de Producto (EPD)
Las Declaraciones Ambientales de Producto (EPD) son documentos estandarizados y verificados por terceros que comunican de manera transparente los impactos ambientales de un producto a lo largo de su ciclo de vida. Las EPD se basan en la Evaluación del Ciclo de Vida (LCA) realizada según ISO 14025 (declaraciones ambientales tipo III) e ISO 21930 (la regla central para EPD de productos de construcción). Las EPD permiten la comparación directa del desempeño ambiental de diferentes productos que cumplen la misma función y respaldan decisiones de compra informadas.
Estructura y Contenido de las EPD
Una EPD de material para pavimento sigue una Regla de Categoría de Producto (PCR) — un conjunto de reglas, requisitos y directrices específicas para desarrollar EPD para una categoría de producto en particular. La Asociación Nacional de Pavimentos Asfálticos (NAPA) y la Asociación de Cemento Portland (PCA) han desarrollado PCR y EPD genéricas (de toda la industria) para mezclas asfálticas y concreto, respectivamente. Los productores individuales también pueden desarrollar EPD específicas del producto basadas en sus datos reales de producción.
Una EPD reporta impactos ambientales por unidad declarada — típicamente 1 tonelada métrica de mezcla asfáltica o 1 yarda cúbica (o metro cúbico) de concreto. Los impactos se reportan por módulo del ciclo de vida (A1–A3, A4, A5, etc.) para:
Potencial de Calentamiento Global (GWP) en kg CO₂ eq
Potencial de Agotamiento de la Capa de Ozono (ODP) en kg CFC-11 eq
Potencial de Acidificación (AP) en kg SO₂ eq
Potencial de Eutrofización (EP) en kg N eq
Potencial de Formación de Smog (SFP) en kg O₃ eq
Demanda de Energía Primaria (PED), tanto renovable como no renovable, en MJ
Consumo de recursos materiales en kg
Verificación y Registro de EPD
Las EPD deben ser verificadas por terceros por un organismo de verificación acreditado. La verificación confirma que la LCA y la EPD cumplen con ISO 14025, ISO 21930 y la PCR aplicable. Las EPD verificadas se publican y registran con un operador de programa de EPD — ejemplos incluyen UL Environment, ASTM International, el Sistema Internacional de EPD y NSF International.
A partir de 2025, más de 2,500 EPD de materiales de construcción están registradas en América del Norte, incluyendo cientos de EPD de mezclas asfálticas y concreto. El programa Emerald Eco-Label de NAPA ha publicado más de 200 EPD para mezclas asfálticas de más de 60 productores, cubriendo los 50 estados de EE. UU.
Uso de EPD en Adquisiciones
Las EPD son cada vez más requeridas en la adquisición de pavimentos, impulsadas por las políticas de Compra Limpia (Buy Clean) y los sistemas de clasificación de construcción sostenible:
Compra Limpia California (Buy Clean California) (2022) requiere EPD para acero estructural, acero de refuerzo, concreto y asfalto en proyectos de infraestructura financiados por el estado por encima de ciertos umbrales.
Compra Limpia Washington (Buy Clean Washington) (2023) requiere EPD para concreto y asfalto en proyectos financiados por el estado, con límites máximos de GWP anunciados.
Compra Limpia Colorado (Buy Clean Colorado) (2024) requiere EPD para concreto, acero y asfalto en proyectos de infraestructura estatales.
LEED v5 (2024) incluye créditos para la optimización de EPD, requiriendo el uso de productos cubiertos por EPD y recompensando la selección de productos con GWP reportado más bajo.
Envision (clasificación de infraestructura sostenible) otorga créditos por exigir y utilizar EPD para los materiales del proyecto.
Greenroads incluye requisitos para la documentación y uso de EPD.
La tendencia hacia la adquisición basada en EPD crea incentivos de mercado para que los productores reduzcan la huella ambiental de sus productos y para que los especificadores prioricen materiales de menor impacto.
Especificaciones de Sostenibilidad
Las normas de especificación y los sistemas de clasificación proporcionan el marco dentro del cual los pavimentos sostenibles se diseñan, construyen y verifican. Las especificaciones clave incluyen:
Normas Internacionales
ISO 14040/14044: Las normas fundamentales para la metodología de LCA, que definen las cuatro fases de la LCA: definición de objetivo y alcance, análisis de inventario, evaluación de impacto e interpretación.
ISO 14025: Establece los principios y procedimientos para las declaraciones ambientales Tipo III (EPD), incluyendo el requisito de reglas de categoría de producto (PCR) y verificación por terceros.
ISO 21930: Proporciona las reglas centrales para las declaraciones ambientales de producto de productos y servicios de construcción, incluyendo pavimentos. Esta norma define los módulos del ciclo de vida, el formato de reporte y las categorías de impacto.
EN 15804: La norma europea para EPD de productos de construcción, armonizada con ISO 21930. EN 15804+A2 (2021) incluye categorías de impacto adicionales y factores de caracterización actualizados.
Especificaciones de Diseño de Pavimentos
Programa de Pavimentos Sostenibles de la FHWA: Un programa integral que proporciona orientación, herramientas y recursos para integrar la sostenibilidad en el diseño y gestión de pavimentos. El programa incluye el Marco de LCA de Pavimentos, la Herramienta de Pavimentos Sostenibles y orientación técnica sobre RAP, WMA y pavimentos permeables.
FAA AC 150/5320-6G: Diseño y Evaluación de Pavimentos Aeroportuarios — permite el uso de materiales reciclados (RAP, RCA, ceniza volante) y tecnologías de mezcla tibia en pavimentos de aeródromos, siempre que las mezclas recicladas cumplan con todas las especificaciones de rendimiento aplicables (P-401, P-501, P-209, etc.).
ICAO Doc 9157 Parte 3: Manual de Diseño de Aeródromos, Parte 3: Pavimentos — proporciona orientación internacional sobre prácticas de pavimentos sostenibles, incluyendo el uso de materiales reciclados, principios de LCA y estrategias de preservación de pavimentos.
AASHTO PP 105: Práctica Estándar para el Diseño de Mezcla Balanceada — proporciona el marco para el diseño de mezclas asfálticas basado en rendimiento que permite un mayor contenido de RAP mientras asegura la resistencia al agrietamiento y la deformación mediante pruebas de rendimiento.
Sistemas de Clasificación de Sostenibilidad
LEED (Liderazgo en Energía y Diseño Ambiental): El sistema de clasificación LEED v5 incluye créditos para: Sitios Sostenibles (gestión de aguas pluviales mediante pavimentos permeables), Materiales y Recursos (contenido reciclado, materiales regionales, EPD) e Innovación (prácticas avanzadas de sostenibilidad). Los pavimentos pueden contribuir a la certificación LEED para proyectos de edificios y campus.
Envision: Un sistema integral de clasificación de infraestructura sostenible desarrollado por el Instituto para la Infraestructura Sostenible (ISI) . Envision cubre 64 créditos de sostenibilidad en cinco categorías: Calidad de Vida, Liderazgo, Asignación de Recursos, Mundo Natural, y Clima y Resiliencia. Los proyectos de pavimento pueden obtener créditos por el uso de materiales reciclados, LCA, EPD, gestión de aguas pluviales y vida útil extendida.
Greenroads: Un sistema de clasificación de sostenibilidad específicamente para proyectos de carreteras, desarrollado por la Fundación Greenroads. Greenroads otorga créditos por: tecnología de pavimento (WMA, pavimento permeable, pavimento perpetuo), materiales (contenido reciclado, materiales locales, EPD), acceso y equidad, y prácticas de construcción (reducción de emisiones, gestión de residuos).
Políticas de Compra Limpia (Buy Clean)
Las políticas de Compra Limpia (Buy Clean) exigen que los materiales de construcción utilizados en proyectos de infraestructura pública cumplan con límites máximos de carbono incorporado y estén cubiertos por EPD. A partir de 2025, las políticas Buy Clean han sido adoptadas por: California, Colorado, Washington, Minnesota, Oregón, Nueva Jersey, Nueva York y la Administración de Servicios Generales de EE. UU. (para proyectos federales). Estas políticas influyen directamente en las especificaciones de materiales de pavimento al exigir la presentación de EPD con las ofertas y establecer límites máximos de GWP expresados como kg CO₂ eq por tonelada de mezcla asfáltica o por yarda cúbica de concreto.
Inspección de Pavimentos Sostenibles
Las elecciones de pavimentos sostenibles — contenido reciclado, producción de mezcla tibia, superficies permeables, diseño de larga duración — afectan todos los aspectos de la inspección de pavimentos, desde la verificación de materiales previa a la construcción hasta las pruebas de aceptación posteriores a la construcción y el monitoreo continuo de la condición. Los profesionales de inspección deben estar familiarizados con los requisitos específicos de inspección para cada tecnología sostenible.
Inspección de Verificación de Materiales
Para pavimentos con contenido reciclado, la inspección debe verificar:
Calidad y consistencia del RAP: Los inspectores deben verificar que los acopios de RAP estén correctamente separados por fuente, triturados y cribados según especificaciones, y libres de materiales nocivos. El muestreo y prueba de RAP según AASHTO T 2 y AASHTO T 168 debe confirmar el contenido de ligante (AASHTO T 164), la granulometría (AASHTO T 30) y las propiedades del ligante (extracción y recuperación según ASTM D2172/D1856). El contenido de humedad del RAP debe monitorearse, ya que la alta humedad puede afectar la producción de WMA y el control de la temperatura de la mezcla.
Calidad de RAS: Los inspectores deben verificar que las RAS se procesen para eliminar materiales nocivos (clavos, madera, fieltro, plástico) y se dimensionen según especificaciones. Las pruebas de contenido de ligante de RAS son críticas debido al alto contenido de ligante (20–30%) y su impacto en los cálculos del contenido total de ligante.
Verificación de SCM: Para ceniza volante y GGBFS en pavimentos de concreto, los inspectores deben verificar: certificación de fuente según ASTM C618 (ceniza volante) o ASTM C989 (GGBFS); fineza, gravedad específica y composición química; y condición de almacenamiento (la ceniza volante debe almacenarse en silos secos para evitar la hidratación). El porcentaje de reemplazo de cemento debe verificarse en el diseño de mezcla aprobado y confirmarse mediante registros de dosificación.
Verificación de caucho granulado: Para ligantes de asfalto-caucho, los inspectores deben verificar: granulometría del caucho granulado, fuente (tipo de neumático) y porcentaje en peso del ligante; temperatura y tiempo de reacción (45–90 minutos a 350–400°F); y propiedades del ligante (viscosidad, elasticidad) según ASTM D6114 (Especificación Estándar para Ligante Asfalto-Caucho).
Inspección de Mezcla Tibia
El WMA requiere procedimientos de inspección especializados más allá de la inspección convencional de HMA:
Monitoreo de temperatura: El criterio de aceptación clave para WMA es la temperatura de producción. Termómetros infrarrojos y sondas de temperatura deben verificar que el WMA se produzca y coloque dentro del rango de temperatura especificado (típicamente 200–275°F / 95–135°C según la tecnología). Tanto la temperatura de producción (en la planta) como la temperatura de colocación (en la pavimentadora) deben documentarse.
Verificación del sistema de espumado: Para WMA por inyección de agua, los inspectores deben verificar que el sistema de inyección funcione correctamente: caudal de agua (0.8–2.5% en peso del ligante), caudal de ligante y condición de la boquilla de espumado. Las características de espumado — incluyendo la relación de expansión (típicamente 3–8 veces el volumen original del ligante) y la vida media (tiempo para que la espuma colapse a la mitad de su volumen máximo, típicamente 10–30 segundos) — deben verificarse según especificaciones AASHTO.
Verificación de dosificación de aditivos: Para tecnologías WMA con aditivos químicos y orgánicos, los inspectores deben verificar que el aditivo se esté dosificando a la tasa especificada. Esto incluye: verificar los niveles del tanque de aditivo, las lecturas del medidor de flujo y la calibración del sistema de inyección; revisar los certificados de análisis del aditivo; y confirmar que el aditivo no ha excedido su vida útil.
Pruebas de compactación: El WMA se compacta de manera diferente al HMA debido a la temperatura reducida y la reología modificada del ligante. Las pruebas con medidor de densidad nuclear o densidad de núcleos deben realizarse con la misma frecuencia que en proyectos de HMA, pero los criterios de aceptación pueden necesitar ajustes según la tecnología WMA específica. Las curvas temperatura-densidad deben desarrollarse durante la franja de control (sección de prueba) para establecer la ventana de temperatura de compactación.
Inspección de Pavimentos Permeables
Los pavimentos permeables requieren protocolos de inspección únicos para su función dual estructural y de gestión de aguas pluviales:
Tasa de infiltración superficial: El ensayo ASTM C1701/C1701M (Método de Ensayo Estándar para la Tasa de Infiltración de Concreto Permeable In Situ) se utiliza tanto para concreto permeable como para asfalto poroso. Un infiltrómetro de doble anillo se sella a la superficie del pavimento con masilla de fontanero, se prehumedece el agua a través del anillo interior, y la tasa de infiltración se mide como el tiempo para que un volumen de agua medido se infiltre. Las tasas mínimas de infiltración aceptables son típicamente 0.8–1.0 pulgadas por hora (20–25 mm/h). Las pruebas de aceptación deben realizarse a una frecuencia de una prueba por cada 5,000–10,000 pies cuadrados (450–950 m²) de pavimento.
Contenido de vacíos de aire: La aceptación del asfalto poroso típicamente requiere la verificación del contenido de vacíos de aire (objetivo 15–20%) mediante pruebas de núcleos según ASTM D3203 o AASHTO T 269. Para el concreto permeable, el contenido de vacíos se mide según ASTM C1754 (Método de Ensayo Estándar para la Densidad y el Contenido de Vacíos del Concreto Permeable).
Inspección del lecho de recarga de piedra: El lecho de recarga de piedra debe inspeccionarse por: granulometría del agregado (piedra uniformemente graduada de 1.5–2.5 pulgadas según especificación); espesor del lecho (medido por topografía o sonda); condición del geotextil filtrante (sin rasgaduras, traslape adecuado de 12–18 pulgadas); y colocación, pendiente y condición de la tubería de drenaje y su descarga.
Monitoreo de acumulación de sedimentos: El rendimiento del pavimento permeable se degrada con el tiempo a medida que los sedimentos se acumulan en los poros superficiales. La inspección regular (trimestral a anual) debe incluir: inspección visual para detectar encharcamiento superficial; medición de sedimentos superficiales (profundidad de sedimento acumulado, si lo hay); evaluación de obstrucción mediante pruebas de infiltración superficial; y programación de limpieza por aspiración cuando las tasas de infiltración caigan por debajo de los umbrales mínimos.
Inspección de Pavimentos Perpetuos
La inspección de pavimentos perpetuos se centra en verificar las propiedades de las capas estructurales y monitorear los mecanismos de deterioro que podrían comprometer el diseño de larga duración:
Inspección de la base inferior rica: La capa inferior resistente a la fatiga requiere verificación de: contenido de ligante (0.5–1.0% más alto que las mezclas de base convencionales); vacíos de aire (objetivo 3–5%); y VMA (mínimo 14–17%). El contenido de ligante y la granulometría deben verificarse cada 500–1,000 toneladas de producción.
Módulo de la capa intermedia: La capa intermedia de alto módulo debe alcanzar el valor de módulo de diseño. Las pruebas de módulo dinámico (AASHTO TP 132) en muestras compactadas en laboratorio o núcleos de campo deben verificar que el módulo a 68°F (20°C), 10 Hz cumpla o supere el valor de diseño.
Monitoreo de renovación de la superficie de rodadura: El único mantenimiento de rutina esperado para los pavimentos perpetuos es la renovación superficial cada 15–20 años. La inspección debe monitorear: profundidad de rodera (típicamente < 0.25 pulgadas / 6 mm desencadena la planificación de renovación); agrietamiento superficial (agrietamiento en bloque, agrietamiento térmico, desgaste superficial); y fricción (valores mu según normas FAA). Las pruebas con Deflectómetro de Peso Caído (FWD) cada 5–7 años deben verificar que las capas estructurales permanezcan sólidas (sin daño por fatiga ascendente) y que solo la capa superficial requiera renovación.
Inspección de Reciclaje en Sitio
Los proyectos de CIR, HIR y FDR requieren inspección especializada:
Espesor y uniformidad de la capa reciclada: Los inspectores deben medir la profundidad procesada a intervalos regulares (típicamente cada 500–1,000 pies / 150–300 m). AASHTO T 310 (medición de profundidad con medidor nuclear) o extracción de núcleos pueden verificar que la profundidad de fresado/escarificación coincida con la profundidad de diseño.
Dosificación y mezclado del rejuvenecedor: Para CIR y HIR, la dosificación del rejuvenecedor debe verificarse contra el diseño de mezcla aprobado. Los medidores de flujo en el sistema de inyección de rejuvenecedor deben calibrarse y las lecturas registrarse. La uniformidad de la mezcla debe evaluarse visualmente — el material reciclado debe ser homogéneo en color y textura sin estrías ni grumos.
Contenido de humedad de CIR: Para CIR basado en emulsión, el contenido de humedad de la mezcla reciclada en el momento de la colocación es crítico. ASTM D4643 (prueba de humedad por microondas) o ASTM D6307 (método de ignición) deben utilizarse para verificar que el contenido de humedad esté dentro del rango especificado (típicamente 3.5–6.0% para la mezcla en el momento de la colocación).
Contenido de estabilizante en FDR: Para FDR con estabilización de cemento o ceniza volante, los inspectores deben verificar: tasa de aplicación del estabilizante (típicamente medida mediante tickets de calibración del camión esparcidor); profundidad y uniformidad de la mezcla; contenido de humedad para compactación; y densidad de campo (medidor nuclear o cono de arena según AASHTO T 191 o T 310).
Inspección de EPD y Documentación
A medida que las EPD y las políticas de Compra Limpia se vuelven más prevalentes, la inspección incluye la verificación de la documentación ambiental:
Verificación de EPD: Los inspectores deben confirmar que: las EPD estén vigentes (dentro del período de validez de 5 años); las EPD correspondan al producto específico entregado (misma planta, mismo diseño de mezcla, mismo GWP reportado); las EPD estén verificadas por terceros y registradas con un operador de programa aprobado; y la documentación requerida por las EPD (cantidades de materiales, distancias de origen, fechas de producción) se mantenga.
Documentación de contenido reciclado: Todas las entregas de materiales reciclados deben documentarse con: fuente del material, cantidad, fecha y certificación del proveedor del porcentaje de contenido reciclado.
Documentación de materiales locales: Si existen requisitos de materiales locales (por ejemplo, radio de 50 millas), la documentación de transporte (boletos de camiones, mapas de ubicación de fuentes) debe mantenerse.
Documentación de emisiones de construcción: Para proyectos con requisitos de reducción de emisiones de construcción (por ejemplo, proyectos en áreas de no cumplimiento), deben mantenerse registros de uso de combustible, certificaciones de emisiones de equipos (motores Tier 4) y documentación de reducción de ralentí.
Resumen de Principios de Pavimentos Sostenibles
La ingeniería de pavimentos sostenibles integra la eficiencia de materiales, la conservación de energía, la reducción de emisiones, la gestión del agua y la vida útil extendida en un marco unificado de diseño y construcción. Los principios clave que surgen de esta revisión integral son:
Materiales primero: La estrategia de pavimentos sostenibles de mayor impacto es maximizar el uso de materiales reciclados y de desecho — RAP, RAS, RCA, ceniza volante, GGBFS y caucho granulado. Estos materiales conservan los recursos naturales, reducen el consumo de energía, disminuyen las emisiones y desvían residuos de los vertederos, mientras mantienen o mejoran el rendimiento del pavimento cuando se diseñan adecuadamente.
La temperatura importa: Reducir las temperaturas de producción y colocación mediante la tecnología WMA ofrece reducciones inmediatas y verificables en el consumo de energía (20–35%) y las emisiones (15–40%). El CMA logra reducciones aún mayores a costa de algunas compensaciones en el rendimiento.
El agua es un recurso: Los pavimentos permeables transforman las superficies de pavimento de problemas de aguas pluviales a soluciones de aguas pluviales, reduciendo los volúmenes de escorrentía en 50–90% y proporcionando un tratamiento de la calidad del agua que cumple o supera los requisitos reglamentarios.
Pensamiento de ciclo de vida: La LCA proporciona la base científica para evaluar las compensaciones entre diferentes materiales, diseños y estrategias de mantenimiento de pavimentos. Garantiza que las decisiones tomadas para reducir los impactos en una etapa del ciclo de vida no aumenten inadvertidamente los impactos en otra etapa.
Vida larga es verde: Extender la vida útil del pavimento mediante el diseño de pavimento perpetuo reduce todos los impactos ambientales por año de servicio en 25–50% en comparación con los pavimentos convencionales con vidas de diseño más cortas que requieren reconstrucción.
La medición permite la gestión: Las EPD y las políticas de Compra Limpia crean mecanismos de mercado que impulsan la mejora continua en el desempeño ambiental de los materiales de pavimento. Sin datos ambientales transparentes y verificados, las afirmaciones de sostenibilidad no pueden fundamentarse.
La inspección se adapta: Las tecnologías de pavimentos sostenibles requieren protocolos de inspección adaptados para la calidad de los materiales reciclados, las condiciones de producción de WMA, el rendimiento de los pavimentos permeables, el monitoreo estructural de los pavimentos perpetuos y la documentación de EPD. Los inspectores deben estar capacitados para verificar que los pavimentos sostenibles cumplan con todas las especificaciones técnicas y ambientales.
Preguntas Frecuentes
Un pavimento sostenible minimiza los impactos ambientales a través de cinco dimensiones clave: uso de materiales reciclados y de desecho (RAP, RAS, ceniza volante, escoria, caucho de neumáticos), reducción del consumo de energía y emisiones de gases de efecto invernadero durante la producción y construcción (tecnologías de mezcla tibia y fría), gestión de aguas pluviales (pavimentos permeables), vida útil extendida (diseño de pavimento perpetuo de más de 50 años), y uso de evaluación del ciclo de vida (LCA) y declaraciones ambientales de producto (EPD) para cuantificar y comunicar el desempeño ambiental. Los pavimentos sostenibles también mantienen o mejoran el rendimiento, la durabilidad, la seguridad y la rentabilidad en comparación con los pavimentos convencionales.
Los pavimentos sostenibles incorporan: Pavimento Asfáltico Recuperado (RAP) — hasta 50% en capas superficiales y más en capas base; Tejas Asfálticas Recicladas (RAS) — hasta 5% en peso; Agregado de Concreto Reciclado (RCA) — reemplazando agregados vírgenes en capas base y subbase y en mezclas de concreto nuevas; ceniza volante (Clase C y Clase F) — reemplazando 15-50% del cemento Portland en pavimentos de concreto; escoria granulada de alto horno molida (GGBFS) — reemplazando 25-70% del cemento; humo de sílice; y caucho granulado de neumáticos desechados — utilizado en ligantes de asfalto-caucho. Estos materiales desvían residuos de los vertederos, conservan recursos naturales y a menudo mejoran propiedades específicas del rendimiento del pavimento.
El asfalto de mezcla tibia (WMA) se produce y coloca a temperaturas 30-120°F (20-50°C) más bajas que el asfalto de mezcla caliente convencional (HMA). Esta reducción de temperatura se logra mediante tecnologías de espumado (inyección de agua o adición de zeolita), aditivos orgánicos (ceras) o aditivos químicos (surfactantes y emulsionantes). El WMA reduce el consumo de combustible en 20-35%, reduce las emisiones de CO2 en 15-40%, reduce humos y olores en la planta y el lugar de pavimentación, permite distancias de transporte más largas y temporadas de pavimentación extendidas, mejora la compactación y permite un mayor contenido de RAP. El asfalto de mezcla fría (CMA) opera a temperaturas ambiente, logrando reducciones aún mayores de energía y emisiones del 35-50%.
Los pavimentos permeables — incluyendo asfalto poroso y concreto permeable — permiten que el agua de lluvia se infiltre a través de la superficie del pavimento hacia lechos de recarga de piedra subyacentes y suelos nativos. Esto reduce el volumen de escorrentía de aguas pluviales en 50-90%, recarga los acuíferos de agua subterránea, filtra contaminantes (reduciendo sólidos suspendidos totales en 80-90%), reduce el efecto de isla de calor urbana mediante enfriamiento evaporativo, elimina la necesidad de infraestructura convencional de alcantarillado pluvial en algunas aplicaciones, y puede reducir o eliminar las tarifas de impacto por aguas pluviales. Los pavimentos permeables son adecuados para estacionamientos, carreteras de bajo volumen, arcenes y ciertas aplicaciones aeroportuarias como plataformas de deshielo.
El pavimento perpetuo (también llamado pavimento de larga duración) es un pavimento asfáltico diseñado y construido para durar 50 años o más sin requerir rehabilitación estructural mayor o reconstrucción. El diseño utiliza múltiples capas estructurales con diferentes funciones: una capa inferior resistente a la fatiga (rica en ligante, diseñada para resistir el agrietamiento ascendente), una capa intermedia de alto módulo para distribución de carga, y una superficie de rodadura resistente a la deformación y duradera. El mantenimiento se limita a la renovación superficial cada 15-20 años mediante fresado y sobrecapa de solo la capa superior. El pavimento perpetuo reduce los costos del ciclo de vida en 20-40%, elimina las interrupciones relacionadas con la reconstrucción y minimiza el consumo de materiales y la generación de residuos a largo plazo.
La Evaluación del Ciclo de Vida (LCA) es una metodología sistemática para cuantificar los impactos ambientales de un pavimento en todas las etapas de su vida: extracción y producción de materiales (A1-A3), construcción (A4-A5), fase de uso incluyendo mantenimiento y rehabilitación (B1-B8), y fin de vida útil (C1-C4). La LCA mide múltiples categorías de impacto que incluyen el potencial de calentamiento global (GWP, medido en kg CO2 equivalente), consumo de energía (MJ), consumo de agua, agotamiento de la capa de ozono, acidificación, eutrofización y formación de smog. Las normas ISO 14040/14044 rigen la metodología de LCA. La LCA de pavimentos permite la comparación de diseños y materiales alternativos para seleccionar la opción más beneficiosa ambientalmente, la identificación de puntos críticos ambientales en el ciclo de vida del pavimento y la generación de Declaraciones Ambientales de Producto (EPD).
Las elecciones de pavimentos sostenibles afectan la inspección de varias maneras: los materiales con contenido reciclado pueden tener características visuales diferentes (color, textura) que requieren criterios de inspección ajustados; los pavimentos de mezcla tibia y fría tienen diferente comportamiento de compactación y criterios de aceptación de densidad; los pavimentos permeables requieren inspección especializada para la tasa de infiltración, porosidad superficial y acumulación de sedimentos; los pavimentos perpetuos requieren monitoreo estructural (FWD) para verificar la condición de las capas antes de la renovación superficial; los pavimentos reciclados en sitio requieren pruebas de efectividad del rejuvenecedor y propiedades del ligante RAP; las EPD requieren verificación de los datos de producción de materiales; y la adquisición basada en LCA requiere documentación de las cantidades y fuentes reales de materiales. Los inspectores deben estar capacitados en estos requisitos específicos.
Las Declaraciones Ambientales de Producto (EPD) son documentos estandarizados y verificados por terceros que comunican los impactos ambientales de un producto basados en la Evaluación del Ciclo de Vida (LCA) según ISO 14025 e ISO 21930. Las EPD de materiales para pavimentos (para mezclas asfálticas, concreto, agregados, cemento, refuerzo de acero) reportan impactos ambientales por unidad declarada (típicamente 1 tonelada de material) en los módulos de la cuna a la puerta (A1-A3) o de la cuna a la tumba. Las EPD permiten decisiones de compra informadas, respaldan la certificación de construcción sostenible (LEED, Envision, Greenroads), satisfacen las políticas emergentes de Compra Limpia (Buy Clean) y crean incentivos de mercado para que los fabricantes reduzcan los impactos ambientales. A partir de 2025, más de 2,500 EPD de materiales de construcción están registradas en América del Norte.
Las especificaciones clave de sostenibilidad incluyen: ISO 14040/14044 (marco de LCA), ISO 14025 e ISO 21930 (estándares EPD para productos de construcción), ASTM D4552 (clasificación de agentes recicladores), AASHTO PP 105 (Diseño de Mezcla Balanceada), FAA AC 150/5320-6G (diseño de pavimentos aeroportuarios con materiales reciclados), ICAO Doc 9157 Parte 3 (diseño de pavimentos de aeródromos), directrices del Programa de Pavimentos Sostenibles de la FHWA, LEED v5 para transporte, Envision (clasificación de infraestructura sostenible), Greenroads (clasificación de sostenibilidad vial) y políticas de adquisición de Compra Limpia (Buy Clean). Estas especificaciones establecen requisitos para el contenido reciclado, límites de energía de producción, presentación de EPD y umbrales de desempeño ambiental.
Avance en Prácticas de Pavimentos Sostenibles
Aprenda cómo los materiales reciclados, las tecnologías de mezcla tibia y la evaluación del ciclo de vida pueden mejorar el desempeño ambiental de los pavimentos de su aeropuerto o carretera mientras reduce costos. Nuestros expertos brindan orientación sobre diseño de pavimentos sostenibles, selección de materiales y protocolos de inspección.
Pavimento Asfáltico Recuperado (RAP) en Pavimentos Sostenibles
El Pavimento Asfáltico Recuperado (RAP) es material de pavimento asfáltico retirado y procesado que se reutiliza en nuevas mezclas asfálticas, reduciendo el con...
La superficie de pista se refiere a los materiales diseñados y sistemas de pavimentación en capas que forman la superficie portante de las pistas de los aeropue...
Reciclado en Frío In Situ (CIR) de Pavimentos Asfálticos
El Reciclado en Frío In Situ (CIR) es un método de rehabilitación de pavimentos donde las capas asfálticas existentes se fresan, mezclan con agentes recuperador...
33 min de lectura
Pavement rehabilitation
Asphalt recycling
+3
Consentimiento de Cookies Usamos cookies para mejorar tu experiencia de navegación y analizar nuestro tráfico. See our privacy policy.