Le fraisage à froid, également appelé fraisage d’enrobé, est l’enlèvement mécanique de couches de chaussée à une profondeur et un profil spécifiés à l’aide d’un tambour rotatif équipé de dents en carbure. Il rétablit le niveau et la pente transversale, élimine les matériaux dégradés et produit du RAP pour le recyclage.
Fraisage à froid des chaussées en enrobé bitumineux
Définition et équipement
Le fraisage à froid (CP), également appelé fraisage d’enrobé, fraisage de chaussée ou fraisage à froid de l’enrobé, est l’enlèvement mécanique contrôlé de la surface d’une chaussée existante à une profondeur, un niveau et une pente transversale spécifiés à l’aide d’une fraiseuse à froid automotrice. L’Asphalt Recycling and Reclaiming Association (ARRA) définit formellement le fraisage à froid comme « l’enlèvement contrôlé de la surface de la chaussée existante à la profondeur souhaitée, avec un équipement spécialement conçu pour rétablir la surface de la chaussée à un niveau et une pente transversale spécifiés ». Le procédé est apparu à la fin des années 1970 et est depuis devenu la méthode préférée dans le monde entier pour enlever et récupérer les matériaux de chaussée en enrobé.
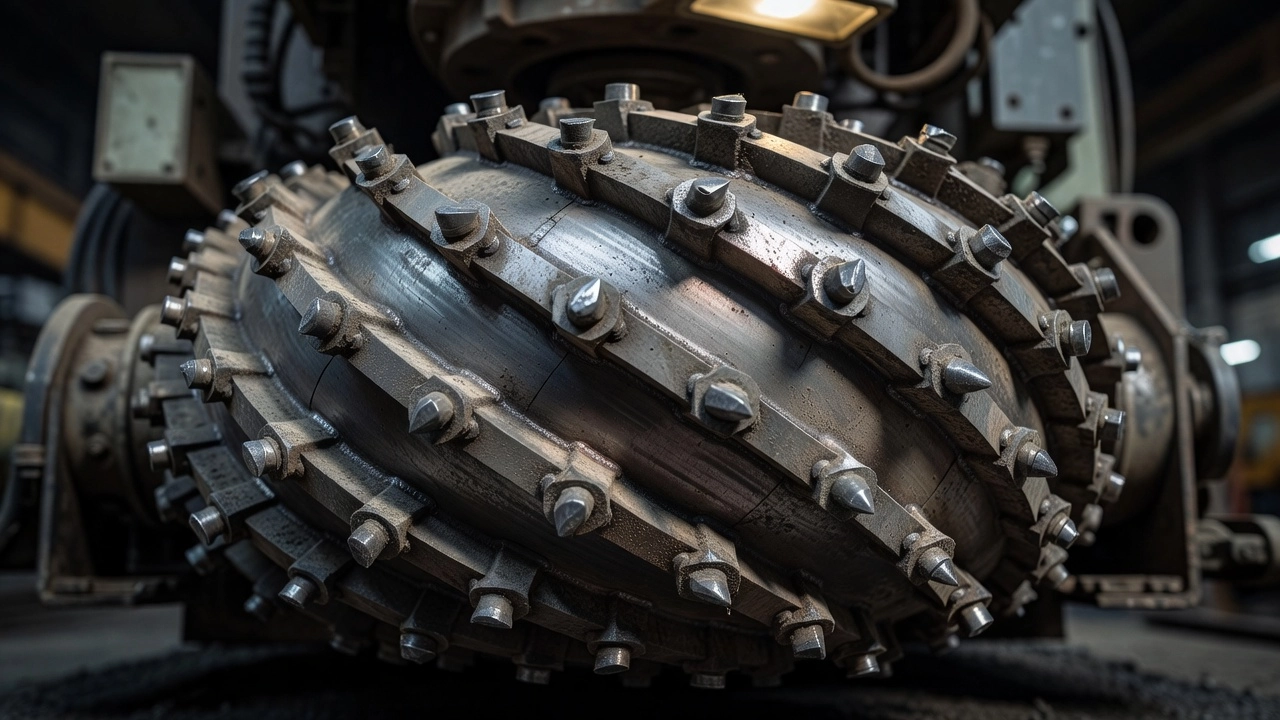
Composants principaux de l’équipement. La fraiseuse à froid est une unité automotrice disposant d’une puissance, d’une traction et d’une stabilité suffisantes pour maintenir une profondeur de coupe précise. Le composant central est le tambour de coupe — un cylindre rotatif enveloppé de 2, 3 ou 4 spires (configurations en spirale) qui déplacent le matériau fraisé vers le centre pour le chargement par convoyeur. Les tambours de coupe standard sont équipés de porte-outils et d’outils de coupe interchangeables à pointe en carbure (dents) qui entrent en contact avec la surface de la chaussée et la fracturent. Sur un tambour à triple enroulement avec 3 spires, les outils de coupe sont généralement espacés de 15 mm horizontalement. Le tambour fonctionne généralement en direction de coupe « montante », ce qui signifie que la rotation du tambour se fait vers le haut par rapport au sens d’avancement de la machine, ce qui contrôle la taille des particules fraisées et la texture de surface.
Outils de coupe et porte-outils. Les outils de coupe sont des tiges en acier à pointe en carbure qui s’usent pendant le fonctionnement et doivent être remplacées régulièrement pour maintenir une qualité de coupe constante. Aucun style d’outil de coupe n’est universel — la dureté, la taille et l’abrasivité des granulats sont des facteurs majeurs déterminant le choix des outils et leur durée de vie. Un outil de coupe peut durer d’une heure (sur du béton abrasif ou du matériau contaminé) à plusieurs jours (sur de l’enrobé standard). Les porte-outils sont de deux types principaux : les systèmes de porte-outils à changement rapide et les systèmes de porte-outils et de blocs à souder. Les porte-outils s’usent avec le temps et doivent être remplacés pour maintenir un bon motif de coupe. Les porte-outils peuvent se cisailer si le tambour heurte des obstacles enterrés tels que des cadres de regards ou des boîtes de vannes d’eau.
Largeurs de tambour standard. Les fraiseuses à froid sont disponibles avec des largeurs de tambour de coupe allant de 100 mm pour les applications de tranchées jusqu’à 4,2 m pour le fraisage de voie complète. Les classifications de largeur standard sont les suivantes :
Catégorie de tambour
Largeurs typiques
Tranchées
100, 200, 300 mm
Mini-fraiseuses
300, 400, 500, 600 mm
Petites fraiseuses
1,0, 1,2 m
Demi-voie
1,8, 2,1 m
Voie complète
3,0, 3,4, 3,8, 4,2 m
Systèmes de manutention des matériaux. Le carter de coupe contient tous les matériaux fraisés pendant la coupe. Une lame racleuse en carbure traîne sur la surface fraisée texturée derrière le tambour, enlevant tous les matériaux meubles à l’exception des fines poussières. Un système de convoyeur à chargement automatique, soit à chargement frontal soit à chargement latéral, transfère le matériau fraisé de la chaussée vers les camions-bennes qui opèrent en tandem avec la fraiseuse à froid. Les machines modernes utilisent des convoyeurs à chargement frontal qui améliorent la visibilité et la manœuvrabilité.
Systèmes de pulvérisation d’eau. Le fraisage de l’enrobé génère une quantité considérable de chaleur due au frottement entre les outils de coupe et la chaussée. Jusqu’à 2 000 gallons (7 570 litres) d’eau par heure doivent être constamment pulvérisés sur les outils de coupe et le tambour à l’intérieur du carter de coupe pour le refroidissement. Le système de pulvérisation d’eau sert également à supprimer les particules de poussière en suspension, contrôlant les émissions fugitives et améliorant la visibilité pour l’opérateur et la circulation environnante. Un camion-citerne d’une capacité typique de 2 500 gallons (9 460 litres) accompagne la fraiseuse à froid sur la plupart des projets.
Systèmes de chenilles. Les fraiseuses à froid sont équipées de trois ou quatre chenilles, chacune entraînée par des moteurs hydrauliques séparés avec des dispositifs de verrouillage de traction. Les systèmes de chenilles ont des patins en polyuréthane ou en caoutchouc qui offrent une traction uniforme tout en minimisant les dommages à la surface de la chaussée sous-jacente. Les conceptions modernes de chenilles intègrent un verrouillage de traction qui détourne la puissance des chenilles qui patinent vers celles qui adhèrent, maintenant un mouvement d’avancement constant et une qualité de coupe uniforme.
Profondeurs de fraisage
Le fraisage à froid peut être effectué à trois plages de profondeur distinctes selon les objectifs du projet, l’état de la chaussée existante et les exigences structurelles de la stratégie de réhabilitation.
Fraisage de surface (6–50 mm). Le fraisage de surface n’enlève que la couche supérieure de la chaussée en enrobé pour corriger les dégradations de surface mineures telles que la désagrégation, le ressuage et le polissage des granulats. Cette profondeur est généralement utilisée lorsque la structure de chaussée sous-jacente reste saine et que l’objectif est de rétablir l’adhérence ou de préparer la surface pour une couche mince ou un traitement de surface. Le fraisage de surface sert également à enlever les traitements de surface détériorés tels que les enduits gravillonnés, les scellements par gravillonnage ou le micro-revêtement qui ont atteint la fin de leur durée de vie. La profondeur de fraisage doit être suffisante pour éliminer tout le liant oxydé et vieilli de la couche de surface.
Fraisage à profondeur partielle (50–150 mm). Le fraisage à profondeur partielle enlève une ou plusieurs couches d’enrobé tout en laissant les couches inférieures de la chaussée intactes. C’est l’application la plus courante du fraisage à froid avant la mise en place d’une couche de roulement. Les profondeurs de fraisage typiques pour la réhabilitation des autoroutes et des aéroports varient de 50 à 100 mm. Le fraisage à profondeur partielle élimine les ornières, les ondulations, les arrachements et les fissures structurelles qui traversent les couches supérieures. La profondeur est choisie pour exposer un matériau sain sous la zone dégradée, offrant un substrat propre et uniforme pour la nouvelle couche de roulement.
Fraisage à pleine profondeur (150–300 mm). Le fraisage à pleine profondeur enlève toute la structure de la chaussée en enrobé jusqu’à la couche de base ou la plate-forme. Cette application est utilisée lorsque l’enrobé existant présente des dégradations structurelles étendues, un décollement ou un vieillissement sur toute son épaisseur. Le fraisage à pleine profondeur est également spécifié lorsque les corrections de niveau ou de pente transversale nécessitent l’enlèvement de toute la section de chaussée, lorsque le profil de la chaussée existante a accumulé plusieurs couches de roulement qui ont élevé la surface au-dessus des bordures ou des structures de drainage, ou lorsque la chaussée existante doit être entièrement remplacée à l’aide de matériaux recyclés. Les profondeurs de fraisage maximales typiques vont de 300 mm pour les machines standard à 350 mm sur les équipements spécialisés.
La profondeur de fraisage spécifiée dans les plans et cahiers des charges du projet doit tenir compte de la profondeur minimale requise pour produire une surface propre et uniforme en dessous du niveau des dégradations existantes. Les directives de construction recommandées par l’ARRA (CP101) notent que les profondeurs de fraisage typiques se situent entre 25 mm et 300 mm.
Texture de surface après fraisage
La texture de surface produite par le fraisage à froid est un paramètre de qualité critique qui affecte directement la liaison entre la surface fraisée et la nouvelle couche de roulement, la qualité de roulement de la surface de roulement temporaire et la résistance au dérapage de la chaussée fraisée. La texture consiste en une série de stries longitudinales parallèles créées par les outils de coupe lorsque le tambour rotatif passe sur la surface de la chaussée.
Qualité de la texture et vitesse d’avancement. La relation entre la vitesse d’avancement de la fraiseuse et la vitesse de rotation du tambour de coupe est le facteur le plus important déterminant la qualité de la texture de surface. L’ARRA recommande que la vitesse d’avancement en pieds par minute ne dépasse pas les deux tiers (2/3) du régime du tambour de coupe en RPM. Par exemple, un tambour de coupe fonctionnant à 100 RPM ne doit pas dépasser une vitesse d’avancement de 20 m/min. Ce rapport garantit un chevauchement d’un tiers de la coupe entre les dents adjacentes, produisant un motif strié uniforme.
Lorsque la vitesse d’avancement de la machine en pieds par minute dépasse le régime du tambour de coupe en RPM, on dit que la machine « dépasse la fraise ». Les outils de coupe individuels ne parviennent pas à chevaucher les coupes adjacentes, produisant une surface de très mauvaise qualité, à texture rugueuse, caractérisée par des motifs en forme de coquilles et de cavités individuelles. À un rapport inacceptable de 100 pi/min à 100 RPM, les stries individuelles des outils deviennent d’environ 50 mm de long avec un espacement de 19 mm entre les marques. À un rapport acceptable de 33 pi/min à 100 RPM, l’espacement des stries se réduit à environ 2,4 mm.
Tolérance de texture acceptable. L’exigence de résultat final la plus couramment spécifiée pour la texture de fraisage à froid standard est que la différence entre les points hauts et bas de la surface fraisée ne doit pas dépasser 6 mm lorsqu’elle est mesurée longitudinalement avec une règle de 5 m ou un profilographe équivalent. Cette même tolérance de 6 mm garantit également que le tambour de coupe est correctement entretenu avec des outils alignés et réglés pour une profondeur de coupe égale. La plupart des surfaces fraisées irrégulières et rugueuses résultent d’un entretien inadéquat de la fraise, en particulier des dents de coupe manquantes ou usées, et ne doivent pas être acceptées par l’organisme propriétaire.
Essai de macrotexture. Lorsque la profondeur de fraisage est inférieure ou égale à 100 mm, un essai de macrotexture est recommandé selon la méthode d’essai ITM n° 812-13T de l’Indiana DOT ou une méthode volumétrique équivalente à la tache de sable. Cet essai utilise des billes de verre de type 1 (selon AASHTO M 247) étalées sur la surface fraisée à l’aide d’un disque en Plexiglas plat et rigide, de 8 ± 2 pouces de diamètre. Le volume de billes nécessaire pour remplir les vides de surface est mesuré, et un rapport de macrotexture est calculé. Un rapport de macrotexture acceptable typique est de 1,8 ou plus. Les essais de macrotexture doivent être effectués à deux emplacements aléatoires par bande de contrôle, à au moins 150 m l’un de l’autre.
Critères d’inspection visuelle. L’opération de fraisage doit produire une surface de chaussée conforme à l’alignement, au niveau et à la section transversale, avec une texture uniforme. La surface fraisée doit être exempte de :
Écaillage (désagrégation du matériau due à l’état de la couche sous-jacente ou à une vitesse de fonctionnement excessive)
Débris meubles et poussière
Cavités ou zones en forme de coquille dues à des outils de coupe usés ou manquants
Rainures longitudinales dues à l’usure des porte-outils
Zones retenant ou accumulant l’eau
Décalages inacceptables de joints longitudinaux ou transversaux
Contrôle du niveau et de la pente transversale
Les fraiseuses à froid utilisent des systèmes de nivellement automatique pour maintenir le niveau (profil longitudinal) et la pente transversale (profil transversal) spécifiés de la surface fraisée. Ces systèmes sont essentiels pour obtenir la géométrie de chaussée requise par les plans du projet, en particulier lorsque l’opération de fraisage à froid doit corriger les défauts de profil existants tels que les dépressions, les gonflements ou les problèmes de drainage.
Systèmes de capteurs. Un ou plusieurs systèmes de nivellement automatique fonctionnent indépendamment sur la fraiseuse à froid, utilisant différents types de capteurs :
Capteurs à câble qui scrutent mécaniquement la plaque latérale de la machine pour référencer l’élévation de la chaussée existante
Capteurs ultrasoniques sans contact qui scrutent la plaque latérale ou toute référence fixe à côté de la machine sans contact physique
Capteurs transducteurs qui scrutent une référence mobile telle qu’un ski (une longue règle montée sur la machine) ou un cordeau (un fil ou câble tendu réglé au niveau de conception)
Capteurs de pente (dispositifs électroniques de précision de mesure d’angle) montés sur la traverse traversant la machine pour mesurer et maintenir la pente transversale
Capacités de contrôle. La fraiseuse à froid doit être capable de maintenir la profondeur de coupe à moins de 6 mm de la profondeur souhaitée, avec un moyen efficace de contrôle de la pente transversale. Les fraiseuses à froid modernes Wirtgen, Caterpillar, BOMAG et Roadtec sont équipées de systèmes de contrôle électronique avancés qui intègrent un contrôle de niveau 3D basé sur GPS pour les applications de fraisage de profil complexes. Ces systèmes permettent à la machine de suivre un modèle numérique de terrain (MNT) et de produire le niveau fini exact spécifié, même lors du fraisage autour de structures existantes telles que les regards, les boîtes de vannes et les entrées de drainage.
Tolérance de pente transversale. La pente transversale de la surface fraisée doit être uniforme, sans dépressions ni désalignement de pente supérieur à 6 mm sur 3,6 m. Pour les routes avec des vitesses affichées de 65 km/h ou plus, une règle de 5 m est utilisée pour vérifier la tolérance de profil. Pour les routes avec des vitesses inférieures à 65 km/h, une règle de 3 m peut être substituée.
Bande d’essai. Pendant le premier jour de production, l’entrepreneur construit une bande d’essai d’au moins 300 m de longueur pour démontrer que l’équipement, les processus et le personnel peuvent répondre aux exigences des spécifications. La bande d’essai doit démontrer une surface et une section transversale à texture uniforme, satisfaire aux exigences de macrotexture et atteindre les tolérances de planéité spécifiées. Si la bande d’essai échoue, l’entrepreneur doit soumettre un plan d’action corrective écrit et construire une nouvelle section d’essai. Les opérations de fraisage à froid ne peuvent pas se poursuivre au-delà du premier jour sans une bande d’essai approuvée.
Production de RAP et recyclage
L’un des principaux avantages économiques et environnementaux du fraisage à froid est la génération de matériaux d’enrobé bitumineux recyclés (RAP) — un matériau recyclable à 100 % qui peut être incorporé dans de nouveaux matériaux de construction.
Caractéristiques du RAP. Le RAP est constitué de particules de granulats enrobés de bitume fraisées de la surface de la chaussée existante. Le matériau est propre et exempt de contamination par la terre, les matériaux de fondation, le béton ou d’autres substances nuisibles telles que le limon et l’argile. Le RAP est calibré par l’opération de fraisage elle-même ; la distribution granulométrique est contrôlée par la vitesse du tambour de coupe, la vitesse d’avancement, l’espacement des outils et les caractéristiques du mélange de chaussée existant.
Applications du RAP. Tout le RAP généré par le fraisage à froid est réutilisable dans les applications suivantes :
Nouvel enrobé bitumineux à chaud (HMA) — le RAP peut remplacer jusqu’à 30 à 50 % des granulats vierges et du liant dans les nouveaux mélanges de chaussée pour les couches intermédiaires et de base
Enrobé bitumineux à froid — utilisé dans le recyclage à froid en place (CIR) et le recyclage à froid en centrale (CCPR)
Base granulat stabilisée — RAP mélangé avec du ciment, de l’émulsion de bitume ou du bitume moussé pour la construction de couches de base
Base et sous-base granulaires non liées — RAP utilisé comme matériau de remblai granulaire
Matériau d’accotement et routes d’accès temporaires
Avantages environnementaux. La réutilisation de l’enrobé par le fraisage à froid et la production de RAP préserve les ressources naturelles en granulats, réduit la consommation d’énergie et la demande en pétrole, et prolonge la durée de vie des décharges en détournant les matériaux de chaussée des sites d’élimination. Le programme de recyclage des chaussées en enrobé de la FHWA encourage l’utilisation du RAP dans la mesure maximale économique et pratique dans la construction routière.
Exigences de manutention du RAP. Lorsque le matériau fraisé devient la propriété de l’entrepreneur, il doit être retiré du projet. Lorsque spécifié, le RAP est stocké à des emplacements désignés avec les exigences suivantes :
Stockage uniforme à une hauteur maximale de 3 m
Maintien des modèles de drainage existants de la zone de stockage
Aménagement de la zone de stockage pour drainer l’eau de pluie loin du matériau
Gestion des stocks pour éviter la dégradation, la ségrégation et la reconsolidation du matériau
Utilisation de camions bâchés ou couverts pour éviter les déversements pendant le transport
Fraisage avant couche de roulement
Le fraisage à froid avant la mise en place d’une couche de roulement est l’une des stratégies de réhabilitation des chaussées les plus courantes dans le monde. Le procédé enlève la couche de surface dégradée, rétablit le profil de la chaussée et fournit un substrat propre et texturé pour la liaison avec la nouvelle couche de roulement.
Préparation de surface pour la couche de roulement. La surface fraisée assure un emboîtement mécanique entre la chaussée existante et la nouvelle couche de roulement en enrobé bitumineux à chaud. Le motif de surface texturé augmente la surface disponible pour la liaison et fournit un substrat uniforme pour l’application de la couche d’accrochage. Les spécifications standard de la FAA pour la construction d’aéroports (AC 150/5370-10H) exigent que les surfaces de chaussée existantes soient préparées conformément aux plans et spécifications du projet avant la mise en place du nouvel enrobé bitumineux.
Zones de transition. À la terminaison de chaque section de fraisage et au niveau des zones de rampe, les bords transversaux doivent être biseautés à un taux de pente minimal de 10:1 (horizontal:vertical). Cela signifie que pour chaque 25 mm de profondeur de fraisage, le biseau s’étend sur un minimum de 250 mm longitudinalement. Une distance de biseau minimale de 5 m est recommandée pour les routes à volume de trafic plus élevé. Le biseau assure une transition en douceur entre la section fraisée et la chaussée non fraisée adjacente, empêchant les charges de choc sur les systèmes de suspension des véhicules.
Joints longitudinaux. Lors du fraisage en passes demi-voie, les bords verticaux longitudinaux de plus de 25 mm de hauteur exposés à la circulation doivent être biseautés à un rapport minimal de 3:1 (75 mm horizontal pour chaque 25 mm vertical). Par souci de sécurité, la plupart des spécifications des États exigent qu’une voie ne puisse pas être ouverte à la circulation si le joint vertical entre les voies ouvertes adjacentes dépasse 50 mm.
Surfaces de circulation temporaires. Les surfaces fraisées peuvent servir de surfaces de roulement temporaires tant que la surface ne se désagrège pas. Pour les routes à faible volume de trafic, les couches de roulement sont normalement posées dans les 3 à 10 jours. Pour les routes à fort volume de trafic, les organismes exigent de plus en plus le fraisage et le resurfaçage dans le même quart de travail avant la réouverture à la circulation. La surface fraisée doit être maintenue dans un état propice à la circulation sécuritaire des véhicules, avec tous les marquages de chaussée rétablis avant l’ouverture. La plupart des organismes limitent la durée de la circulation temporaire sur les surfaces fraisées à un maximum de 14 jours calendaires.
Biseaux transversaux temporaires. Les joints transversaux à la fin de l’opération de fraisage de chaque jour nécessitent des rampes temporaires en enrobé bitumineux ou des biseaux de fraisage à froid. La pente du joint biseauté ne doit pas être inférieure à 10:1 lorsqu’il est ouvert à la circulation. Si une rampe temporaire en enrobé bitumineux est utilisée, la surface fraisée au niveau du joint doit être construite comme un joint bout à bout sur toute la profondeur de la couche à poser. L’entrepreneur est responsable de l’entretien de ces rampes en enrobé jusqu’à ce que toutes les couches requises soient posées.
Inspection de la surface fraisée
L’inspection de la surface fraisée est un processus d’assurance qualité qui vérifie la conformité aux spécifications du projet. L’inspection couvre la texture de surface, la tolérance de profil, l’uniformité de la pente transversale, la précision de la profondeur et la propreté.
Inspection pré-construction. Avant de commencer les opérations de fraisage à froid, l’entrepreneur doit soumettre un plan de fraisage à froid et un plan de contrôle qualité (QCP) pour examen. Ces plans doivent inclure :
Le nombre, les types et les tailles des fraiseuses à froid
La largeur et l’emplacement de chaque passe de fraisage
La méthode proposée pour le fraisage autour des structures existantes
Les sections types longitudinales et transversales pour les raccordements
Le calendrier de remplacement des dents de coupe
La fréquence des essais de planéité et de macrotexture
Les procédures correctives pour les surfaces non conformes
Inspection en cours de processus. Pendant l’opération de fraisage, l’inspecteur vérifie :
La profondeur de coupe — mesurée de la surface fraisée à la surface de la chaussée d’origine à intervalles réguliers
La texture de surface — évaluation visuelle pour un motif de stries uniforme, absence de cavités ou de zones en forme de coquille
La tolérance de profil — à l’aide d’une règle de 5 m ou de 3 m, toutes les irrégularités ne doivent pas dépasser 6 mm
L’uniformité de la pente transversale — aucune dépression ou désalignement supérieur à 6 mm sur 3,6 m
La qualité des joints — décalages des joints longitudinaux et transversaux respectant les tolérances spécifiées
La propreté — surface fraisée exempte de poussière, de débris et de matériaux meubles avant la mise en place de la couche de roulement
L’écaillage — désagrégation ou matériau meuble qui doit être enlevé par un fraisage supplémentaire
Travaux défectueux. Les zones dégradées ou irrégulières ne répondant pas aux exigences des spécifications doivent être réparées conformément aux documents contractuels. Si un écaillage se produit, l’organisme propriétaire est averti. L’écaillage causé par la vitesse de fonctionnement de la fraiseuse à froid (responsabilité de l’entrepreneur) doit être enlevé aux frais de l’entrepreneur. L’écaillage causé par l’état des couches sous-jacentes est payé par le compte de régie.
Mesure de la qualité de roulement. Pour les surfaces fraisées sur les routes à vitesse plus élevée, la planéité est mesurée à l’aide d’un profilomètre routier ou d’un Maysmeter. Une spécification couramment utilisée limite la rugosité à 900 mm/km sur les routes inter-États et à 1 000 mm/km sur toutes les autres routes du réseau. Ces spécifications de résultat final permettent aux entrepreneurs de sélectionner l’équipement et les méthodes qui répondent à la finition requise, encourageant l’innovation dans la technologie des outils de coupe et les systèmes de contrôle des machines.
Critères d’acceptation. L’acceptation finale de la surface fraisée est basée sur les éléments suivants :
Visuel — texture uniforme, conforme à l’alignement, au niveau et à la section transversale
Règle — irrégularités ne dépassant pas 6 mm
Pente transversale — aucune dépression ou désalignement dépassant 6 mm sur 3,6 m
Macrotexture — rapport de 1,8 ou plus (lorsque spécifié)
Planéité — dans les limites spécifiées du profilographe ou du Maysmeter
Propreté — exempte de poussière, de débris et de particules meubles
Fraisage à froid dans la réhabilitation des chaussées aéroportuaires
Le fraisage à froid est largement utilisé dans les projets de réhabilitation des chaussées aéronautiques dans le cadre de l’Annexe 14 de l’OACI, du Doc 9157 de l’OACI, Manuel de conception des aérodromes, Partie 3 — Chaussées, et de la Circulaire consultative FAA 150/5370-10H (Spécifications standard pour la construction d’aéroports). Les spécifications de la FAA pour la construction aéroportuaire référencent le fraisage à froid par le biais de l’article P-101 (Préparation des surfaces de chaussée existantes pour couche de roulement) et de l’article P-102 (Enlèvement de la chaussée existante).
Applications spécifiques aux aérodromes. Le fraisage à froid sur les chaussées aéroportuaires remplit plusieurs fonctions critiques :
Préparation des pistes pour couche de roulement — fraisage des surfaces de piste existantes pour éliminer l’orniérage dans les traces de roues, les ondulations et la fissuration thermique avant la mise en place d’une nouvelle couche de roulement en enrobé P-401
Correction de la pente transversale — rétablissement de la pente transversale sur les voies de circulation et les aires de trafic pour répondre aux exigences de drainage de l’OACI et de la FAA, empêchant l’accumulation d’eau qui pourrait provoquer l’hydroplanage
Correction de niveau — correction des écarts de profil longitudinal sur les pistes pour répondre aux exigences de niveau opérationnel pour les aéronefs
Transitions de raccordement — création de biseaux doux de 10:1 ou plus plats aux jonctions piste-voie de circulation et aux transitions de bord de chaussée
Enlèvement du RAP pour réutilisation côté piste — génération de RAP répondant aux spécifications aéroportuaires pour une utilisation dans les couches de base ou les applications hors voie de circulation
Exigences des spécifications FAA. La FAA AC 150/5370-10H exige que les surfaces de chaussée soient préparées selon les alignements, niveaux et sections transversales indiqués sur les plans. La surface fraisée doit offrir une texture uniforme adaptée à l’épaisseur de couche de roulement spécifiée. La FAA exige également une préparation de surface pour assurer un drainage positif et empêcher l’accumulation d’eau sur la chaussée fraisée.
Guide de l’OACI. Le Doc 9157 de l’OACI, Partie 3, fournit des conseils sur l’évaluation et la réhabilitation des chaussées, notant que le fraisage à froid est une méthode appropriée pour corriger les irrégularités de surface, rétablir le profil et préparer les surfaces de chaussée pour une couche de roulement structurelle. Le Manuel de conception des aérodromes souligne que la planéité de surface après le fraisage à froid doit répondre aux exigences de sécurité opérationnelle pour les opérations aériennes, en particulier en ce qui concerne :
Les caractéristiques de friction de surface
Le drainage de l’eau et la prévention de l’hydroplanage
La prévention des débris d’objets étrangers (FOD) provenant des bords désagrégés
La douceur des transitions aux joints et interfaces de chaussée
Inspection des chaussées aéroportuaires. Les inspecteurs des chaussées aéroportuaires doivent vérifier que les opérations de fraisage à froid sur les chaussées côté piste sont conformes :
Aux épaisseurs de section indiquées sur les plans, avec une attention particulière aux contraintes d’épaisseur de conception de la couche de roulement
À la macrotexture de surface qui offre des caractéristiques de friction adéquates pour les opérations aériennes
À la préparation des joints et des bords qui empêche la génération de FOD
Aux améliorations du drainage qui empêchent la stagnation d’eau sur les pistes et les voies de circulation
À l’état de surface temporaire qui est sûr pour le roulage des aéronefs si la zone reste opérationnelle
Micro-fraisage pour la restauration de surface
Le micro-fraisage, également appelé meulage au carbure ou fraisage fin, est un procédé de fraisage à froid spécialisé qui produit une texture de surface extrêmement fine et uniforme, adaptée comme surface de roulement définitive ou comme préparation pour des traitements de surface minces. Le micro-fraisage a été développé comme une alternative moins coûteuse au meulage au diamant des chaussées en béton et comme méthode de préparation de surface pour les enduits gravillonnés et le micro-revêtement sur les chaussées en enrobé.
Configuration de l’équipement. Le micro-fraisage utilise une fraiseuse à froid standard équipée d’un tambour de coupe modifié où les outils de coupe sont espacés beaucoup plus près les uns des autres que dans le fraisage standard. Les tambours de fraisage à froid standard ont environ 165 à 175 outils de coupe. Les tambours de micro-fraisage portent 450 à 500 outils de coupe avec un espacement de 5 à 6 mm entre les outils sur une configuration typique à triple enroulement. L’espacement serré des outils permet au tambour de meuler essentiellement chaque centimètre carré de la surface fraisée, produisant une texture exceptionnellement lisse et uniforme.
Limitations de profondeur de coupe et de vitesse. Le micro-fraisage est un traitement de surface uniquement et ne doit pas être utilisé pour l’enlèvement profond d’enrobé. La profondeur de coupe maximale pratique est d’environ 50 mm. La vitesse d’avancement de la fraiseuse doit être strictement limitée pour obtenir la finition de surface souhaitée. Pour un tambour à triple enroulement fonctionnant à une vitesse de tête de coupe de 100 RPM, la vitesse d’avancement recommandée est d’environ 9 m/min. À cette vitesse et cet espacement d’outils, la tolérance de texture de surface exige que la différence entre les zones hautes et basses ne dépasse pas 2 mm.
Avantages du micro-fraisage.
Corrige les problèmes mineurs de niveau et de profil de manière économique
Enlève les ornières jusqu’à 50 mm de profondeur
Enlève les surfaces glissantes causées par le ressuage du liant
Augmente la résistance au dérapage en recoupant les surfaces de granulats polis
Corrige les problèmes de drainage sur les zones localisées
Produit une surface de roulement qui peut rester en service pendant des périodes prolongées
Réduit le bruit des pneus par rapport à la texture de fraisage standard
Offre une surface de liaison idéale pour les enduits gravillonnés et le micro-revêtement
Améliore la qualité de roulement de manière économique, retardant le besoin de resurfaçage structurel
Applications. Le micro-fraisage est effectué avant les traitements de surface minces, notamment les enduits gravillonnés, le micro-revêtement et les couches de roulement ultra-minces en enrobé bitumineux à chaud. Le procédé enlève l’enrobé vieilli et oxydé ainsi que les traitements de surface antérieurs, offrant une surface propre et réceptive pour la liaison. Le micro-fraisage produit également des bords nets et propres près des caniveaux et des bordures en béton. En plus des applications sur enrobé, le micro-fraisage a été utilisé avec succès sur les chaussées en béton de ciment Portland pour améliorer la qualité de roulement, comme démontré sur l’Indian Nation Turnpike en Oklahoma où plusieurs miles de chaussée en béton ont été micro-fraisés d’au moins 6 mm partout et jusqu’à 50 mm au niveau des joints pour améliorer la surface de roulement.
Spécifications pour le micro-fraisage.
Espacement des outils du tambour : 5 à 6 mm pour une configuration à triple enroulement
Profondeur de coupe maximale : 50 mm
Vitesse d’avancement : environ 9 m/min à 100 RPM de vitesse de tête de coupe
Tolérance de texture de surface : 2 mm d’écart maximal
Tolérance de règle : règle de 3 m avec planéité au profilographe
Macrotexture : vérifiée par la méthode volumétrique à la tache de sable
Distinction par rapport au fraisage à froid standard. La différence fondamentale entre le fraisage à froid et le micro-fraisage est la texture produite sur la surface de la chaussée. Le fraisage à froid produit une texture grossière et striée adaptée comme substrat pour une couche de roulement en enrobé bitumineux à chaud, mais pas comme surface de roulement définitive sur les routes à grande vitesse. Le micro-fraisage produit une texture nervurée fine et rapprochée qui offre une excellente qualité de roulement, un faible bruit de pneus et une résistance au dérapage adéquate pour une utilisation comme surface de roulement temporaire ou permanente sans couche de roulement. Comme le note le LA County Department of Public Works, « Le micro-fraisage offre une surface plus lisse que le fraisage à froid et est généralement utilisé avant un enduit gravillonné ou un traitement de micro-revêtement. »
Résumé des spécifications clés
Paramètre
Fraisage à froid standard
Micro-fraisage
Espacement des outils
15 mm
5–6 mm
Nombre d’outils
165–175 par tambour
450–500 par tambour
Profondeur de coupe max.
300 mm
50 mm
Tolérance de surface
6 mm
2 mm
Vitesse d’avancement à 100 RPM
20 m/min
9 m/min
Application typique
Préparation de couche de roulement
Surface finale ou traitement mince
Règle
5 m
3 m
Rapport de macrotexture
≥ 1,8
≥ 1,8
Questions Fréquemment Posées
Le fraisage à froid (fraisage standard) utilise un tambour de coupe avec un espacement des outils d'environ 15 mm entre les dents, produisant une surface à texture grossière avec des stries longitudinales. Le micro-fraisage utilise un tambour avec des outils espacés de 3 à 6 mm, typiquement 450 à 500 outils par tambour contre 165 à 175 pour le fraisage standard. Le micro-fraisage produit une texture très fine et uniforme, adaptée comme surface de roulement définitive ou comme préparation pour des traitements de surface minces comme les enduits gravillonnés. La profondeur de coupe maximale pour le micro-fraisage est d'environ 50 mm, alors que le fraisage à froid standard peut enlever jusqu'à 300 mm en un seul passage.
Oui, les fraiseuses à froid sont capables de fraiser aussi bien les chaussées en enrobé bitumineux que celles en béton de ciment Portland (PCC). Cependant, le fraisage du béton génère une usure considérablement plus importante des outils de coupe en raison de la dureté et de l'abrasivité du granulat et de la matrice cimentaire. La durée de vie des outils sur le fraisage du béton peut être réduite à une heure ou moins, contre plusieurs jours sur l'enrobé. Des outils spéciaux à pointe en carbure ou diamantés sont souvent utilisés pour le fraisage du béton. Ce procédé est couramment utilisé pour éliminer les irrégularités de surface au niveau des joints des chaussées en béton, rétablir la pente transversale sur les pistes en béton et préparer les surfaces en béton pour les couches de roulement en enrobé.
La macrotexture d'une surface de chaussée fraisée est mesurée à l'aide d'un essai à la tache de sable (technique volumétrique) ou d'un profilomètre laser. La spécification la plus courante exige que la différence entre les points hauts et bas de la surface fraisée ne dépasse pas 6 mm lorsqu'elle est mesurée avec une règle de 3 m ou 5 m. Pour le micro-fraisage, la tolérance est réduite à 2 mm. La méthode d'essai ITM n° 812-13T de l'Indiana DOT spécifie les essais de macrotexture à l'aide de billes de verre, exigeant un rapport de macrotexture de 1,8 ou plus. La vitesse d'avancement de la fraiseuse ne doit pas dépasser les deux tiers du régime du tambour de coupe pour maintenir une qualité de texture adéquate.
Le fraisage à froid traite efficacement les dégradations suivantes des chaussées en enrobé : orniérage (dépressions dans les traces de roues), désagrégation (perte de granulats), ressuage (excès de liant en surface), ondulations et arrachements, enrobé détérioré ou vieilli, décollement (rupture de la liaison liant-granulat) et problèmes de qualité de roulement tels que gonflements, bosses, affaissements et dépressions. Le fraisage à froid enlève la couche dégradée jusqu'à une profondeur qui expose le matériau sain, offrant une surface propre et uniforme pour la mise en place d'une couche de roulement. Le procédé corrige également les irrégularités de profil, y compris les zones de stagnation d'eau, les problèmes de hauteur de bordure et les problèmes de dénivelé d'accotement.
Lorsqu'une surface fraisée est ouverte à la circulation temporaire, plusieurs exigences de sécurité s'appliquent. Les bords de joints verticaux longitudinaux de plus de 25 mm de hauteur doivent être biseautés selon un rapport 3:1 (horizontal:vertical). Les bords verticaux transversaux présentant une dénivellation de plus de 12,5 mm nécessitent des raccordements temporaires en enrobé avec un rapport de pente minimal de 10:1. La surface fraisée ne doit pas retenir ni accumuler l'eau. Les marquages de chaussée enlevés par le fraisage doivent être rétablis avant l'ouverture à la circulation. Les spécifications des États exigent généralement que le joint vertical entre les voies ouvertes adjacentes ne dépasse pas 50 mm pour des raisons de sécurité. La plupart des organismes limitent la durée de la circulation temporaire sur les surfaces fraisées à un maximum de 14 jours calendaires.
Besoin de services d'inspection des chaussées aéroportuaires ?
TarmacView propose des expertises en relevés de l'état des chaussées aéroportuaires, incluant l'inspection de la qualité des surfaces fraisées, l'évaluation des zones de transition et les évaluations de préparation aux couches de roulement. Contactez notre équipe pour planifier une inspection.
Recyclage à froid en place (CIR) des chaussées bitumineuses
Le recyclage à froid en place (CIR) est une méthode de réhabilitation des chaussées où les couches d'enrobé existantes sont fraisées, mélangées avec des agents ...
Revêtement bitumineux recyclé (RAP) dans les chaussées durables
Le revêtement bitumineux recyclé (RAP) est un matériau de chaussée retiré et traité, réutilisé dans de nouveaux mélanges bitumineux, réduisant la consommation d...
Rapiéçage de l'asphalte et réparation des nids-de-poule
Le rapiéçage de l'asphalte comprend les méthodes de réparation par déversement-roulage, semi-permanente, par injection-projections et en pleine épaisseur pour l...
40 min de lecture
Pavement Maintenance
Asphalt Repair
+2
Consentement aux Cookies Nous utilisons des cookies pour améliorer votre expérience de navigation et analyser notre trafic. See our privacy policy.