Protection cathodique
La protection cathodique (PC) est une technique électrochimique de lutte contre la corrosion qui contrôle la corrosion des aciers d'armature dans les structures...
37 min de lecture
Reinforcement
Corrosion protection
+3
La protection cathodique par anode galvanique pour le béton armé utilise des métaux sacrificiels (zinc, alliages d’aluminium, magnésium) connectés électriquement à l’acier d’armature pour fournir une protection passive contre la corrosion sans alimentation externe. Couvre les anodes encastrées dans les nouvelles constructions, les anodes discrètes pour réparations localisées, les systèmes appliqués en surface (treillis en zinc, hydrogel, zinc projeté à l’arc), l’espacement de conception, la durée de vie, le taux de consommation et les procédures d’inspection selon les normes ICAO, FAA et NACE.
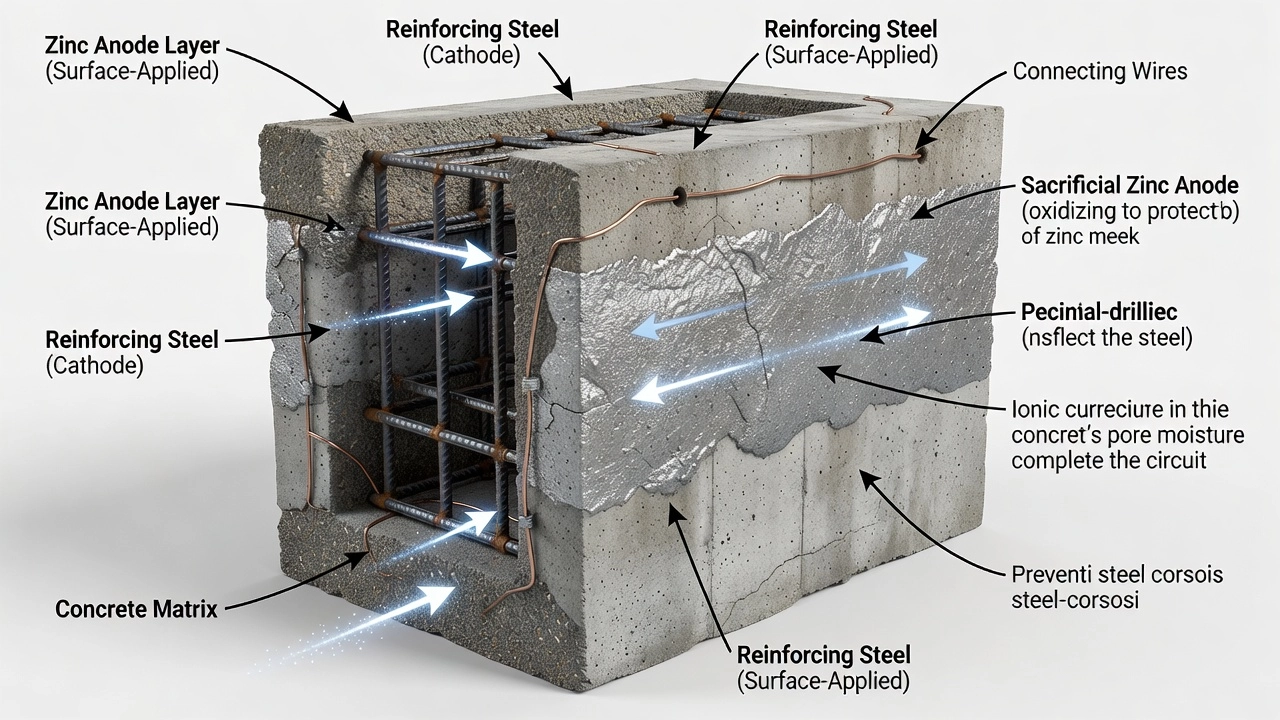
Une anode galvanique — également appelée anode sacrificielle — est un composant métallique qui fournit une protection cathodique (PC) à l’acier d’armature dans les structures en béton par le principe électrochimique de la corrosion par métaux dissemblables. L’anode est fabriquée à partir d’un métal qui est électrochimiquement plus actif (moins noble) que l’acier, ce qui signifie qu’il a un potentiel de corrosion plus négatif dans la série galvanique. Lorsqu’elle est connectée électriquement aux barres d’armature et encastrée dans le même électrolyte (eau interstitielle du béton), une cellule galvanique est établie : l’anode se corrode préférentiellement, libérant des électrons qui circulent à travers la connexion métallique jusqu’aux barres d’armature en acier, plaçant l’acier dans une région thermodynamiquement immune où la dissolution anodique ne peut pas se produire.

Contrairement aux systèmes de protection cathodique par courant imposé (PCCI) qui nécessitent une source d’alimentation externe en courant continu (redresseur) et des anodes permanentes inertes telles que le titane revêtu d’oxyde métallique mixte (MMO) en treillis, les systèmes à anodes galvaniques génèrent leur propre courant protecteur à partir de la différence de potentiel naturelle entre le métal de l’anode et l’acier. Cela les rend intrinsèquement passifs, nécessitant peu d’entretien et autorégulés — le courant de sortie diminue à mesure que l’acier se polarise et que la différence de potentiel se réduit. La Federal Highway Administration (FHWA) a déclaré depuis 1982 que la protection cathodique est la seule technique de réhabilitation qui s’est avérée efficace pour arrêter la corrosion dans les tabliers de ponts contaminés par le sel, quelle que soit la teneur en chlorure du béton, et les anodes galvaniques sont l’une des deux méthodes fondamentales de mise en œuvre de la PC reconnues dans les normes NACE SP0290 et ASTM G96.
Le fonctionnement d’une anode galvanique dans le béton est régi par la série galvanique dans l’eau interstitielle du béton — un classement des métaux et alliages selon leur potentiel de corrosion mesuré dans des environnements alcalins (pH 12,5 à 13,5). La série galvanique diffère de la série emf standard car elle reflète les potentiels réels dans l’électrolyte spécifique, incluant les effets des films de surface, de l’aération et de la concentration en chlorures.
| Métal / Alliage | Potentiel typique vs Cu/CuSO₄ (CSE) dans le béton | Comportement | |
|---|---|---|---|
| Magnésium | −1 600 à −1 500 mV | Très actif — corrosion rapide | |
| Zinc (haute pureté, ASTM B418 Type II) | −1 100 à −950 mV | Actif — anode appropriée | |
| Alliage Aluminium-Zinc-Indium | −1 100 à −1 000 mV | Actif — anode appropriée | |
| Acier (passif, non corrodé) | −200 à +100 mV | Noble — protégé | |
| Acier (actif, en corrosion) | −600 à −350 mV | Intermédiaire | |
| Cuivre | −200 à 0 mV | Très noble — non utilisé |
Lorsqu’une anode en zinc (≈ −1 050 mV CSE) est connectée à de l’acier d’armature en corrosion (≈ −400 mV CSE), la tension d’entraînement est d’environ 650 mV. Cette tension génère un courant protecteur de l’anode à travers l’électrolyte du béton jusqu’à la surface de l’acier. La densité de courant arrivant à l’acier doit être suffisante pour décaler le potentiel de l’acier dans la direction négative d’au moins 100 mV (le critère de décroissance de polarisation de 100 mV selon la norme NACE RP0290-2000) ou pour atteindre un potentiel instantané plus négatif que −850 mV CSE.
Le courant de sortie est régi par la loi d’Ohm : I = E / R, où E est la tension d’entraînement (différence entre le potentiel de l’anode et celui de l’acier) et R est la résistance totale du circuit. La résistance du circuit comprend la résistance à l’interface anode-béton, la résistance de l’électrolyte du béton, la résistance à l’interface acier-béton et toute résistance de câblage de connexion. La résistivité du béton est une variable critique — les anodes galvaniques sont généralement inefficaces dans le béton dont la résistivité dépasse 15 000 ohm-cm (15 kΩ·cm), comme spécifié dans les directives d’entretien des ponts du NYSDOT et le rapport NCHRP 558.
Trois grandes classes de métaux sont utilisées pour les anodes galvaniques dans le béton armé : le zinc, les alliages aluminium-zinc-indium et le magnésium. Chacun présente des caractéristiques électrochimiques, mécaniques et économiques distinctes qui régissent son application.
Le zinc est le matériau d’anode dominant pour les applications en béton, conforme à l’ASTM B418 Type II (anodes galvaniques en zinc moulé et corroyé). Du zinc de haute pureté (minimum 99,85 % Zn) est requis car les impuretés telles que le fer et le cuivre réduisent l’efficacité du courant. Le zinc a une efficacité électrochimique d’environ 90 à 95 % dans les environnements en béton, ce qui signifie que 90 à 95 % du courant théorique (basé sur la perte de masse) est effectivement délivré à la structure protégée. L’équivalent électrochimique théorique du zinc est de 3 954 coulombs par gramme (ou 1 098 milliampères-heures par gramme). En termes pratiques, 1 kg de zinc consommé délivre environ 820 ampères-heures de charge protectrice après prise en compte des pertes d’efficacité. Les produits de corrosion du zinc — principalement l’hydroxyde de zinc [Zn(OH)₂] et l’oxyde de zinc [ZnO] — occupent un volume significativement plus important que le métal d’origine (environ 3 à 5 fois le volume), ce qui nécessite une conception soignée de l’encapsulation de l’anode pour accommoder l’expansion sans provoquer de fissuration du béton.
Les alliages aluminium-zinc-indium (Al-Zn-In) sont utilisés principalement dans les environnements marins et pour les structures exposées à l’eau de mer. L’alliage contient typiquement 5 à 7 % de zinc et 0,01 à 0,02 % d’indium, le reste étant de l’aluminium de haute pureté. Ces alliages produisent une tension d’entraînement plus élevée (environ −1 100 à −1 000 mV CSE) que le zinc pur et maintiennent des performances stables dans les environnements à haute teneur en chlorures et en humidité. L’efficacité électrochimique des alliages Al-Zn-In est d’environ 80 à 85 %, et ils sont moins sujets à la passivation en environnements marins que le zinc pur. Ces alliages constituent le matériau d’anode standard pour la protection galvanique des pieux en béton marin et des structures de jetée.
Le magnésium a la tension d’entraînement la plus élevée (environ −1 600 à −1 500 mV CSE) mais est rarement utilisé dans le béton en raison d’inconvénients majeurs. La très haute tension d’entraînement et le courant de sortie élevé peuvent provoquer un dégagement d’hydrogène à la surface de l’acier, entraînant un risque de fragilisation par l’hydrogène dans l’acier à haute résistance, les torons de précontrainte et les câbles de post-tension. Le magnésium augmente également le pH à l’interface acier-béton, ce qui peut théoriquement accélérer la réaction alcali-silice (RAS) dans les granulats réactifs. De plus, le magnésium se corrode rapidement avec une faible efficacité électrochimique (environ 50 à 60 %), entraînant une consommation prématurée. Les anodes en magnésium sont généralement limitées à la protection côté sol des fondations en béton enterrées où la résistivité est élevée et où aucun autre matériau d’anode ne peut délivrer un courant suffisant.
| Matériau d’anode | Potentiel vs CSE | Efficacité | Durée de vie typique | Application principale | |
|---|---|---|---|---|---|
| Zinc (ASTM B418 Type II) | −1 100 à −950 mV | 90–95 % | 5–15 ans | Tabliers de ponts, réparations localisées, anodes encastrées | |
| Alliage Al-Zn-In | −1 100 à −1 000 mV | 80–85 % | 10–20 ans | Béton marin, zones de marée/embruns | |
| Magnésium | −1 600 à −1 500 mV | 50–60 % | 3–8 ans | Fondations enterrées (rare dans le béton) |
Les anodes galvaniques encastrées sont des unités fabriquées en usine qui contiennent un élément en zinc enfermé dans une coque en mortier spécialisé activé par alcali ou par halogénure. Ces unités sont installées directement dans le béton lors de la nouvelle construction ou d’une réhabilitation majeure, soit coulées dans le béton, soit placées dans des trous forés. L’unité d’anode est attachée à l’acier d’armature avec du fil métallique, recouverte de mortier ou de béton de réparation, et devient une partie permanente de la structure.
La série Galvashield® N (Vector Corrosion Technologies) est une anode encastrée discrète conçue spécifiquement pour les nouvelles constructions. Elle contient un élément en zinc entouré d’un mortier activateur qui maintient un pH élevé (≥ 14), empêchant le zinc de se passiver et maintenant un courant de sortie soutenu. La chimie de l’activateur est généralement basée sur des formulations d’hydroxyde de lithium ou d’hydroxyde de sodium qui maintiennent la surface du zinc active en dissolvant les produits de corrosion autrement passivants. L’unité est attachée à la cage d’armature avant la mise en place du béton, avec une connexion électrique réalisée via un fil d’attache en acier inoxydable. L’encastrement de l’anode dans le béton frais offre un excellent couplage ionique entre l’anode et l’électrolyte environnant.
Les unités d’anode encastrées sont également utilisées dans les installations par forage pour les structures existantes. Les anodes Galvashield® CC (béton connecté) et CCX sont des unités cylindriques installées dans des trous forés dans le béton sain selon un motif quadrillé. Le trou a typiquement 25 à 35 mm (1 à 1,4 pouces) de diamètre et 100 à 200 mm (4 à 8 pouces) de profondeur, selon la taille de l’anode. Après insertion de l’anode, le trou est rebouché avec un mortier d’encastrement à faible résistivité (typiquement résistivité inférieure à 5 000 ohm-cm). L’anode est connectée à l’acier d’armature via un connecteur à expansion inséré par forage ou par soudage d’un goujon à la barre. Les anodes CC sont utilisées pour fournir une protection répartie sur de grandes surfaces plutôt qu’une protection ciblée autour des réparations, ce qui les rend adaptées aux parkings, aux infrastructures de ponts et aux revêtements de tunnels.
La philosophie de conception des anodes encastrées nécessite la prise en compte du ratio de densité d’acier — la surface totale de l’acier d’armature par unité de surface de béton. Le NYSDOT fournit des tableaux d’espacement maximal des anodes basés sur le ratio de densité d’acier pour les anodes Galvashield XP+ et Sentinel-GL. Pour un ratio de densité d’acier inférieur à 0,2 (faible armature), l’espacement maximal est de 28 pouces (710 mm). Pour un ratio de densité d’acier de 1,08 à 1,20 (forte armature), l’espacement maximal est réduit à 13 pouces (330 mm). Ces espacements sont recommandés pour les barres corrodées — pour les barres non corrodées, un espacement plus large est autorisé car la demande en courant est plus faible.
Les anodes galvaniques pour réparations localisées sont spécialement conçues pour traiter l’effet de halo — la corrosion accélérée qui se produit dans le béton immédiatement autour d’une réparation localisée. Lorsque du béton contaminé par des chlorures est laissé adjacent à une réparation, la zone réparée devient hautement alcaline (à cause du matériau de réparation cimentaire frais) tandis que le béton adjacent retient les chlorures. Cela crée une macrocellule de corrosion : l’acier passif dans la nouvelle réparation agit comme une cathode et l’acier actif dans le béton adjacent contaminé par les chlorures agit comme une anode, entraînant la corrosion vers l’extérieur à partir du bord de la réparation. La fissuration annulaire à l’interface béton-réparation est une conséquence courante.
Les anodes discrètes pour réparations localisées — généralement en forme de palets de hockey — sont installées autour du périmètre de la réparation en béton avant la mise en place du matériau de réparation. La Galvashield® XP+ (anciennement XP) contient 100 grammes de zinc encapsulé et mesure 65 mm (2,6 pouces) de diamètre. La Sentinel-GL (Euclid Chemical) contient 40 grammes de zinc et se présente sous la forme d’un bloc à encoche en V plus petit. Ces anodes sont pré-humectées dans l’eau pendant 10 à 30 minutes avant l’installation pour activer l’électrolyte interne, puis sont attachées par fil métallique directement aux barres d’armature nettoyées. L’anode doit être positionnée aussi près que possible du périmètre de la réparation — généralement à moins de 25 à 50 mm (1 à 2 pouces) du bord taillé — pour intercepter le courant de corrosion au niveau de la zone de halo.
L’espacement des anodes discrètes pour réparations localisées est déterminé par les tableaux d’espacement du fabricant d’anodes ou par la spécification standard du propriétaire du pont. Pour la Galvashield XP+, un espacement typique est de 12 à 24 pouces (300 à 600 mm) autour du périmètre de la réparation, selon le ratio de densité d’acier et la sévérité de l’environnement corrosif. Le NYSDOT classe les environnements comme hautement corrosifs (teneur en chlorure > environ 5 lb/yd³ ou 3 kg/m³) ou légèrement corrosifs (teneur en chlorure < 5 lb/yd³). Pour des conditions hautement corrosives avec une densité d’acier modérée (ratio 0,5 à 1,0), l’espacement maximal pour la Sentinel-GL est de 18 pouces (460 mm). Pour des conditions hautement corrosives avec une faible densité d’acier (< 0,5), l’espacement maximal est de 24 pouces (610 mm).
Le matériau de réparation utilisé avec les anodes galvaniques doit avoir une résistivité électrique inférieure à 15 000 ohm-cm (15 kΩ·cm). Les mortiers et bétons de ciment Portland standard (avec rapports eau/ciment de 0,40 à 0,50) ont typiquement des résistivités de 2 000 à 8 000 ohm-cm et sont compatibles. Cependant, les matériaux de réparation à faible perméabilité contenant de la microsilice (fumée de silice), une teneur élevée en cendres volantes ou des modificateurs polymères ont souvent des résistivités dépassant 20 000 ohm-cm et ne peuvent pas être utilisés directement avec des anodes galvaniques sans mesures supplémentaires. Si des matériaux à haute résistivité doivent être utilisés, l’anode doit d’abord être encastrée dans un coulis à résistivité normale (mortier cimentaire standard) qui fournit un chemin conducteur vers le béton environnant, comme spécifié dans la Directive Technique ICRI n° 03730 et la Procédure d’Application de Réparation ACI RAP8.
Les anodes galvaniques appliquées en surface sont installées sur la surface externe des structures en béton existantes, éliminant ainsi le besoin d’enlèvement du béton. Trois types principaux sont utilisés : le treillis de zinc avec hydrogel, la feuille de zinc avec adhésif et les revêtements de zinc projeté à l’arc (projection thermique).
Le treillis de zinc avec hydrogel consiste en un treillis de zinc expansé (typiquement 0,5 à 1,0 mm de diamètre de fil, ouverture en losange de 12 à 25 mm) qui est pressé contre la surface de béton préparée et recouvert d’un hydrogel — un polymère absorbant l’eau qui maintient une couche conductrice entre le zinc et le béton. Le Galvanode® VP (Vector Corrosion Technologies) est un système appliqué en surface qui utilise un treillis de zinc encastré dans un hydrogel activé par humectant. L’hydrogel attire et retient l’humidité, maintenant la conductivité ionique entre le zinc et le béton même dans des environnements relativement secs. Le système est recouvert d’un revêtement cimentaire ou d’une couche de protection. Le treillis de zinc fournit une surface d’anode répartie, réduisant la densité de courant par unité de surface et prolongeant la durée de vie.
Les systèmes à feuille de zinc (par exemple, Galvanode® ZincSheet) utilisent une fine feuille de zinc (0,5 à 1,0 mm d’épaisseur) collée à la surface du béton avec un adhésif conducteur. La feuille de zinc est fournie en rouleaux et coupée sur mesure sur site. La connexion électrique à l’acier d’armature est réalisée en soudant un câble en cuivre à la feuille de zinc et en connectant le câble à l’armature en acier par des trous forés. Le système à feuille de zinc est particulièrement adapté à la protection des faces inférieures des tabliers de ponts, des plafonds de parkings et des chevêtres de piliers où l’usure due à la circulation n’est pas un problème. Le système a été appliqué avec succès sur plus de 50 structures en Amérique du Nord.
Le zinc projeté à l’arc (ZPA) — également appelé métallisation — consiste à projeter du zinc en fusion sur la surface du béton à l’aide d’un pistolet à arc électrique ou à flamme. Le système Galvanode® ASZ+ applique une fine couche (typiquement 0,3 à 0,5 mm d’épaisseur) de zinc de haute pureté sur la surface de béton préparée. Après l’installation, une solution activatrice humectante est appliquée sur la surface de zinc. Des études indépendantes ont montré que l’activation par humectant augmente le courant de sortie jusqu’à 7 fois par rapport au zinc non traité, selon les conditions environnementales. L’humectant attire l’humidité, maintenant l’activité électrochimique et réduisant la résistance du circuit entre le revêtement de zinc et l’acier. L’un des principaux avantages de l’ASZ+ est la possibilité de réactiver le système en réappliquant l’activateur humectant à intervalles pendant la durée de vie, prolongeant ainsi la période de protection effective à 15 à 20 ans.

La résistance d’adhérence du zinc projeté à l’arc sur le béton est un paramètre de performance critique. Des études sur des ponts, notamment l’autoroute Disraeli Freeway à Winnipeg, au Manitoba, et le Yaquina Bay Bridge en Oregon, ont montré que le zinc projeté à l’arc activé par humectant atteint des résistances d’adhérence dépassant 2 MPa (290 psi) sur des surfaces de béton correctement préparées. La préparation de surface nécessite généralement un grenaillage pour obtenir un profil de surface métallique quasi-blanc (SSPC-SP10 / NACE n° 2) avec un profil d’ancrage minimum de 75 à 100 μm (3 à 4 mils).
La durée de vie d’une anode galvanique est déterminée par la masse de métal sacrificiel disponible et le taux auquel elle est consommée par la réaction électrochimique. La relation fondamentale est régie par la loi de Faraday :
L = (m × E × η) / (I × 8760)
Où :
Une anode discrète typique pour réparation localisée contenant 100 grammes de zinc (Galvashield XP+) délivrant un courant moyen de 1 mA (0,001 A) sur sa durée de vie : L = (0,100 × 820 × 0,90) / (0,001 × 8760) = 8,4 ans. Si le courant moyen est de 0,5 mA, la durée de vie s’étend à environ 16,8 ans. Cependant, le courant de sortie n’est pas constant — il diminue avec le temps à mesure que les produits de corrosion du zinc s’accumulent à la surface de l’anode, réduisant la surface active et augmentant la résistance. Les données de terrain d’essais de 23 ans au Royaume-Uni (Sergi, 2023) indiquent que le courant de sortie des anodes galvaniques activées par alcali diminue approximativement de façon exponentielle avec le temps.
Les fabricants fournissent des directives sur le taux de consommation basées sur des essais accélérés en laboratoire (ASTM G97 — Méthode d’essai standard pour l’évaluation en laboratoire des éprouvettes d’anode sacrificielle en magnésium) et la validation sur le terrain. Pour les anodes en zinc encastrées discrètes dans les tabliers de ponts, le taux de consommation est typiquement de 0,5 à 2 mA par anode initialement, diminuant à 0,1 à 0,5 mA après 5 à 10 ans. La masse totale de zinc est la principale variable de conception — les anodes plus grandes (par exemple, Galvashield CC 135 de 135 grammes) offrent une durée de vie plus longue que les unités standard de 65 grammes, mais à un coût plus élevé par anode.
| Type d’anode | Masse de zinc | Courant initial typique | Durée de vie (prévue) | |
|---|---|---|---|---|
| Sentinel-GL (réparation localisée discrète) | 40 g | 0,3–0,8 mA | 5–10 ans | |
| Galvashield XP+ (réparation localisée discrète) | 100 g | 0,5–2 mA | 7–15 ans | |
| Galvashield CC 135 (grille encastrée) | 135 g | 0,8–3 mA | 10–20 ans | |
| Zinc projeté à l’arc (ASZ+) 0,3 mm | ~220 g/m² | 1–5 mA/m² | 10–15 ans | |
| Zinc projeté à l’arc (ASZ+) 0,5 mm | ~360 g/m² | 1–5 mA/m² | 15–20 ans |
La conception d’un système de protection cathodique par anode galvanique nécessite la détermination du nombre, du type et de l’espacement des anodes pour fournir un courant suffisant afin de polariser l’acier d’armature jusqu’au critère de protection pendant la durée de vie de conception. Le processus de conception étape par étape, tel que documenté dans les directives d’entretien des ponts du NYSDOT et la norme NACE SP0290, est le suivant :
Étape 1 — Évaluation de l’état : Réaliser un relevé d’état comprenant le sondage de délaminage (traînage de chaîne ou sondage au marteau), la cartographie des potentiels à demi-cellule (ASTM C876), le profilage de la teneur en chlorures (ASTM C1152), la mesure du couvert de béton (appareil de mesure de couverture ASTM C876) et la mesure de la résistivité du béton (méthode des 4 pointes de Wenner selon ASTM C1876).
Étape 2 — Calcul du ratio de densité d’acier : Calculer le ratio de densité d’acier (RDA) à l’aide de la formule :
RDA = (π × d₁ / s₁) + (π × d₂ / s₂)
Où d₁ et d₂ sont les diamètres des barres dans les directions longitudinale et transversale, et s₁ et s₂ sont les espacements des barres. Pour un tablier de pont avec des barres #5 (0,625 po de diamètre) à espacement de 8 pouces dans les deux directions : RDA = (π × 0,625 / 8) + (π × 0,625 / 8) = 0,245 + 0,245 = 0,490.
Étape 3 — Classification de l’environnement : Classer l’environnement comme hautement corrosif (teneur en chlorure > 5 lb/yd³, corrosion active visible, présence d’écaillage/délaminage) ou légèrement corrosif (teneur en chlorure < 5 lb/yd³, dommages de corrosion minimes). Les tableaux du NYSDOT utilisent différentes catégories d’espacement pour chacun.
Étape 4 — Sélection et espacement de l’anode : À l’aide du RDA et de la classification de l’environnement, sélectionner l’espacement de l’anode dans les tableaux du fabricant. Pour la Sentinel-GL : RDA < 0,5 dans un environnement hautement corrosif → espacement maximal de 24 pouces ; RDA 0,5 à 1,0 dans un environnement hautement corrosif → espacement maximal de 18 pouces ; RDA > 1,0 dans un environnement hautement corrosif → espacement maximal de 12 pouces.
Étape 5 — Vérification de la connexion : Tout l’acier d’armature dans la zone protégée doit être électriquement continu. Les barres en recouvrement, les connexions par fil d’attache et les connexions soudées assurent la continuité. Si un acier discontinu est trouvé (par exemple, nappes séparées, barres revêtues d’époxy avec revêtement endommagé), la continuité doit être rétablie en soudant un fil de connexion d’au moins 12 gauge (AWG) en cuivre ou en soudant une section de barre #4 à travers la discontinuité. La continuité est vérifiée avec un multimètre — la résistance entre deux points quelconques de l’armature doit être inférieure à 1 ohm.
Pour le béton précontraint et post-tendu, une attention particulière est requise. La connexion électrique entre l’anode et les torons de précontrainte doit être conçue pour éviter un courant excessif qui pourrait provoquer une fragilisation par l’hydrogène. La densité de courant délivrée à l’acier à haute résistance doit être limitée à moins de 1 mA par toron pour atténuer ce risque.
La continuité électrique est la condition préalable au fonctionnement de l’anode galvanique. Sans un chemin métallique continu, le courant protecteur ne peut pas circuler de l’anode à travers le béton jusqu’à l’acier et revenir par le câblage à l’anode. Le test de continuité suit les procédures de la norme NACE TM0108 (Essais des systèmes de protection cathodique) et de l’ASTM G96.
Le test de continuité est effectué à l’aide d’un multimètre numérique (précision ±0,1 mV, impédance d’entrée minimale de 10 MΩ). La procédure :
Pour les systèmes appliqués en surface comme le treillis de zinc ou le zinc projeté à l’arc, la continuité est vérifiée en mesurant la résistance de la surface de l’anode à plusieurs endroits jusqu’à l’acier d’armature. Une éponge imbibée d’eau est placée entre la demi-cellule et la surface de l’anode pour assurer le contact ionique. La résistance mesurée doit être inférieure à 100 ohms pour les systèmes à treillis de zinc appliqués en surface et inférieure à 500 ohms pour les revêtements projetés à l’arc.
Une inspection régulière garantit que les systèmes à anodes galvaniques continuent de fournir une protection efficace contre la corrosion. Le programme d’inspection suit les exigences de la norme NACE SP0290 (Protection cathodique par courant imposé de l’acier d’armature dans les structures en béton exposées à l’atmosphère — applicable par analogie aux systèmes galvaniques), de l’ASTM C876 (Potentiels à demi-cellule de l’acier d’armature non revêtu dans le béton) et de l’ICAO Annexe 14 pour les applications aéronautiques.

La cartographie des potentiels à demi-cellule est effectuée annuellement à l’aide d’une électrode de référence CSE conformément à l’ASTM C876. Les mesures de potentiel sont prises sur une grille (typiquement 1 à 5 pieds / 0,3 à 1,5 m d’espacement). Critères d’interprétation selon ASTM C876 :
Pour l’évaluation de la PC galvanique, le test de décroissance de polarisation de 100 mV est le critère de performance standard. Le test consiste à interrompre le circuit galvanique (déconnecter le fil de liaison de l’anode) et à mesurer le potentiel de l’acier d’armature à intervalles sur 4 à 24 heures. Une décroissance de potentiel de 100 mV ou plus à partir du potentiel instantané indique une protection cathodique efficace selon NACE RP0290.
L’inspection de la consommation de l’anode pour les systèmes appliqués en surface est effectuée tous les 2 à 5 ans. Pour le zinc projeté à l’arc, l’épaisseur du revêtement est mesurée à l’aide d’un appareil de mesure d’épaisseur électromagnétique (ASTM D7091). Un revêtement nominal de 0,3 mm montrera un amincissement progressif. Lorsque l’épaisseur restante descend en dessous de 0,1 mm, le système nécessite une réactivation ou un remplacement. Pour les systèmes à treillis de zinc, une inspection visuelle de l’accumulation de produits de corrosion et du délaminage est effectuée. L’activateur hydrogel est évalué pour sa teneur en humidité — si l’hydrogel s’est desséché, l’activateur humectant est réappliqué.
Les anodes encastrées discrètes ne peuvent pas être inspectées directement pour leur consommation sans enlèvement destructif. Au lieu de cela, une évaluation indirecte est effectuée en mesurant :
Fréquence d’inspection périodique recommandée par la FHWA et la NACE :
La protection cathodique par anode galvanique a des applications étendues dans l’infrastructure des chaussées aéroportuaires et les structures de ponts routiers/ferroviaires, où la corrosion de l’acier d’armature est le principal mécanisme de détérioration limitant la durée de vie.
Les chaussées en béton aéroportuaires sont sujettes à la corrosion due aux produits chimiques de dégivrage — principalement l’acétate de potassium liquide, le formiate de sodium et les formulations à base d’urée — appliqués sur les pistes, les voies de circulation et les aires de trafic. Ces produits chimiques pénètrent le béton et abaissent le pH, dégradant le film passif sur l’acier. La circulaire consultative FAA AC 150/5320-6G (Conception et évaluation des chaussées aéroportuaires) et l’AC 150/5370-10H (Normes pour la spécification de la construction des aéroports) reconnaissent la protection cathodique comme une stratégie de contrôle de la corrosion. Les notes techniques de la FAA spécifient que des anodes galvaniques peuvent être installées aux joints et autour des barres de goujon lors de la reconstruction des chaussées.
Des anodes galvaniques discrètes sont installées aux joints de construction et joints de dilatation dans les nouvelles chaussées en béton aéroportuaires. Les anodes protègent les barres de goujon et les barres de liaison, qui sont les premiers éléments d’armature à se corroder en raison de leur position à l’interface du joint où les produits chimiques de dégivrage pénètrent. Les anodes sont placées à un espacement de 12 à 24 pouces (300 à 600 mm) des deux côtés du joint, attachées à la cage de barres de goujon avant la mise en place du béton. L’aéroport international de Denver et l’aéroport international de Seattle-Tacoma ont utilisé la protection par anode galvanique dans des zones de trafic sélectionnées.
L’ICAO Annexe 14 — Aérodromes, Volume I, Chapitre 10 (Section 10.4 Entretien des chaussées) exige que les surfaces des chaussées aéroportuaires soient entretenues pour prévenir les débris d’objets étrangers (FOD) causés par l’écaillage du béton dû à la corrosion de l’acier d’armature. La PC par anode galvanique est une mesure préventive reconnue dans le cadre du Système de certification des aérodromes de l’ICAO.
Les applications sur les ponts constituent l’utilisation la plus répandue des anodes galvaniques. L’Amérique du Nord compte plus de 350 structures protégées par protection cathodique (à la fois galvanique et par courant imposé), selon SHRP-S-337 (Strategic Highway Research Program). Le Missouri DOT est en tête avec plus de 100 installations de PC, suivi par le ministère des Transports de l’Ontario avec près de 50 installations. Une enquête citée dans SHRP-S-337 a indiqué que 90 % des installations fonctionnaient de manière satisfaisante comme prévu.
Applications typiques sur les ponts :
Le bénéfice en coût du cycle de vie de la protection par anode galvanique est substantiel. Des recherches de Krishnan et al. (2021, Journal of Building Engineering) ont démontré que la réparation utilisant des anodes galvaniques peut permettre environ 90 % d’économies sur le coût du cycle de vie par rapport aux stratégies de réparation conventionnelles de type « patch sur patch », principalement en éliminant l’effet de halo et en prévenant les réparations récurrentes. Les Directives d’entretien des ponts du NYSDOT recommandent les anodes galvaniques comme une stratégie rentable lorsqu’une réparation à moyen terme (5 à 10 ans) est souhaitée, notant que le coût supplémentaire de l’ajout d’anodes à une réparation standard de béton est d’environ 15 à 25 % du coût de réparation de base.
| Type de structure | Système d’anode | Prolongation de la durée de vie | Coût par m² (installé) | |
|---|---|---|---|---|
| Réparation localisée de tablier de pont | XP+ discrète (100 g) | 7–15 ans | 25–50 $/m² supplémentaire | |
| Revêtement de tablier de pont | Treillis de zinc + hydrogel | 10–15 ans | 40–80 $/m² | |
| Infrastructure marine | Zinc projeté à l’arc ASZ+ | 10–20 ans | 60–120 $/m² | |
| Joint de chaussée aéroportuaire | Sentinel-GL discrète | 5–10 ans | 30–60 $/m² | |
| Plafond de parking | Feuille de zinc collée | 10–15 ans | 50–90 $/m² |
Obtenez des conseils d'experts sur les systèmes de protection cathodique par anode galvanique pour les ponts, les chaussées aéroportuaires et les structures marines en béton. Nos spécialistes évaluent les risques de corrosion et conçoivent des solutions de protection durables.
La protection cathodique (PC) est une technique électrochimique de lutte contre la corrosion qui contrôle la corrosion des aciers d'armature dans les structures...
La Protection Cathodique à Courant Imposé (ICCP) applique un faible courant continu provenant d'une source d'alimentation externe via des anodes inertes à l'aci...
La corrosion des armatures en acier est la détérioration électrochimique des barres d'armature dans le béton, provoquée par la pénétration de chlorures ou la ca...