Injection des gaines de précontrainte par post-tension
L’injection consiste à injecter un coulis de ciment dans les gaines des câbles de précontrainte après la mise en tension, assurant l’adhérence entre le câble et le béton, et protégeant l’acier de la corrosion en créant un environnement alcalin et une barrière physique. Une injection incomplète est la principale cause de corrosion des câbles. Couvre les matériaux de coulis, les procédures d’injection, le contrôle qualité et l’inspection des vides d’injection.
Injection des Gaines de Précontrainte par Post-Tension : Guide Technique Complet
Qu’est-ce que l’Injection des Gaines de Précontrainte par Post-Tension ?
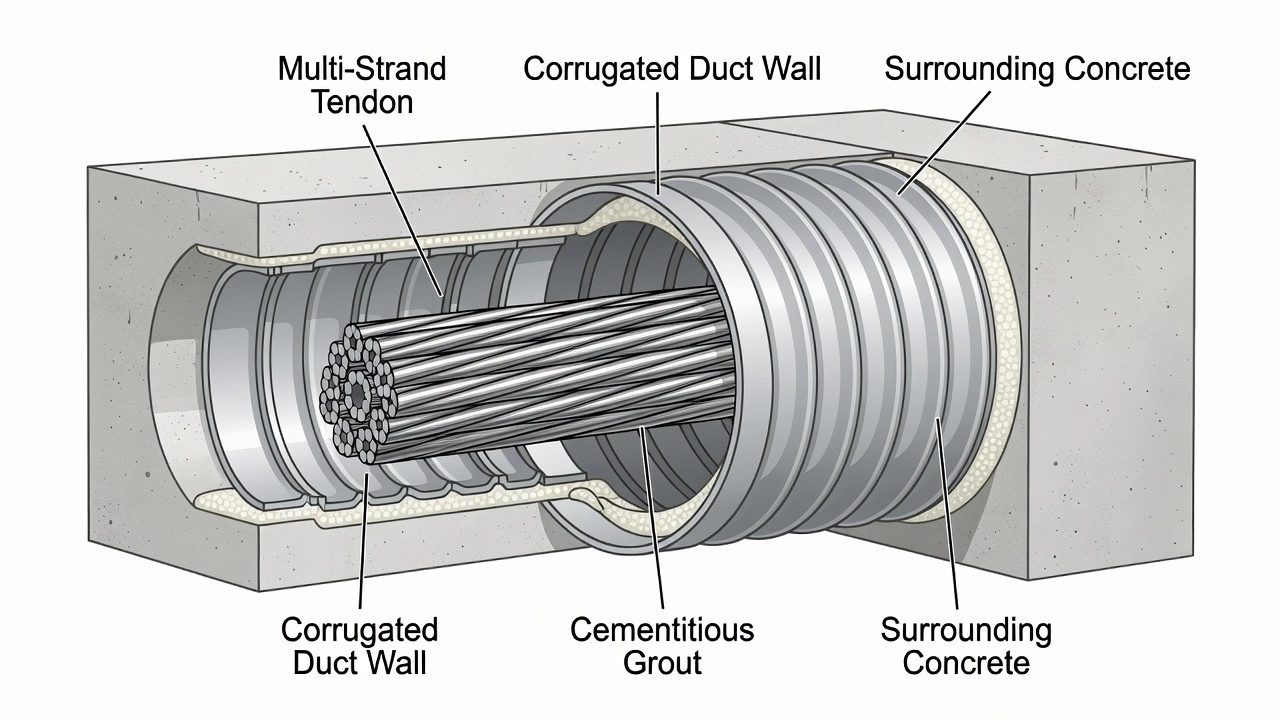
L’injection des gaines de précontrainte par post-tension est le processus consistant à injecter un coulis de ciment dans les gaines, fourreaux ou conduits qui contiennent les câbles de précontrainte par post-tension (PT) après que l’opération de mise en tension a été achevée. Dans les systèmes de post-tension adhérente, cette opération transforme l’assemblage de câble non-adhérent — où le toron peut se déplacer librement dans la gaine — en un système adhérent où le câble est mécaniquement et chimiquement lié au béton environnant. Le processus d’injection est l’étape finale et sans doute la plus critique pour la qualité dans la construction en béton précontraint.
Le coulis est un mélange soigneusement proportionné de ciment Portland, d’eau et — dans la pratique moderne — d’adjuvants chimiques et minéraux qui produisent une suspension fluide, maniable et stable à faible rapport eau-ciment. Il est pompé dans la gaine par une entrée de coulis au point le plus bas du profil du câble, déplaçant l’air et toute eau accumulée vers le haut en direction des évents aux points hauts et aux ancrages. En durcissant, le coulis remplit tous les espaces vides à l’intérieur de la gaine, y compris les espaces interstitiels complexes entre les fils ou torons individuels de l’assemblage multi-torons.
Le terme est défini dans plusieurs normes internationales. La PTI M55.1-12 (Spécification pour l’injection des structures post-tendues) stipule : “Le coulis doit être un mélange de matériaux cimentaires, de suppléments minéraux, d’adjuvants chimiques et d’eau proportionné pour produire une suspension fluide, stable, sans ressuage et non-ségrégeable qui durcira pour assurer la protection contre la corrosion de l’acier de précontrainte et lier l’acier à la structure.”La EN 447:2007 définit le coulis comme “un mélange à base de ciment conçu pour remplir les gaines dans le béton précontraint, pour protéger l’armature contre la corrosion et, lorsque requis, pour assurer l’adhérence entre l’acier de précontrainte et le béton environnant.”
Les coulis cimentaires sont utilisés depuis plus de 50 ans pour la protection des câbles. Avant 2001, la plupart des coulis PT étaient de simples mélanges de chantier de ciment Portland et d’eau, avec des rapports eau-ciment (E/C) généralement spécifiés entre 0,47 et 0,53, contenant parfois des adjuvants expansifs. Ces mélanges simples fonctionnaient de manière adéquate dans de nombreuses conditions. Cependant, une série de ruptures de câbles très médiatisées à la fin des années 1990 et au début des années 2000 — notamment le pont Niles Channel, Florida Keys (1999, rupture après 16 ans), le pont Sunshine Skyway, Tampa (2000, rupture après 13 ans), et le pont Mid Bay, Destin, Floride (2000, rupture après seulement 6 ans) — a révélé que ces coulis simples étaient sujets au ressuage, à la ségrégation et à la formation de vides lorsqu’ils étaient utilisés dans les conditions exigeantes de la construction de ponts. Ces ruptures ont déclenché un changement fondamental dans l’industrie, mené par la recherche du Virginia Department of Transportation (VDOT) et de la Federal Highway Administration (FHWA), aboutissant à l’adoption généralisée de coulis thixotropes préconditionnés, haute performance, résistants au ressuage et de procédures de contrôle qualité plus rigoureuses.
Objectif de l’Injection
L’injection remplit trois fonctions principales et interdépendantes dans les structures en béton précontraint par post-tension adhérente.
La Protection contre la Corrosion est la fonction la plus critique. L’acier de précontrainte — généralement un toron à sept fils conforme à l’ASTM A416 — est fabriqué en acier à haute teneur en carbone avec une résistance à la traction de 1 860 MPa (270 ksi). Cet acier est intrinsèquement susceptible à la corrosion, et comme il fonctionne à 70–80 % de sa résistance à la traction ultime, même une perte de section mineure due à des piqûres peut provoquer une rupture fragile catastrophique. Le coulis protège l’acier par deux mécanismes complémentaires : la passivation chimique et la formation d’une barrière physique. Le coulis cimentaire fournit un environnement hautement alcalin avec un pH de 12,5 à 13,5. À ce pH, une couche d’oxyde de fer passive étroitement adhérente — le film de passivation — se forme spontanément à la surface de l’acier, le rendant immunisé contre la corrosion généralisée. Cette couche de passivation est thermodynamiquement stable tant que le pH élevé est maintenu et que les chlorures n’atteignent pas la surface de l’acier en concentration suffisante. Simultanément, le coulis durci forme une barrière physique dense et à faible perméabilité qui empêche l’humidité, l’oxygène, les chlorures dissous et autres agents agressifs d’atteindre la surface de l’acier. Le coulis remplit non seulement la section transversale brute de la gaine mais aussi les espaces capillaires entre les fils individuels du toron.
L’Adhérence et le Transfert de Force assurent l’action composite essentielle au comportement du béton précontraint. Dans la post-tension adhérente, la force de précontrainte est transférée du câble au béton non seulement par les dispositifs d’ancrage aux extrémités, mais aussi progressivement sur toute la longueur du câble grâce à l’adhérence entre le toron, le coulis et la paroi de la gaine — et donc au béton environnant. Cette adhérence comprend trois composantes : l’adhésion entre le coulis et l’acier, le verrouillage mécanique résultant de la géométrie torsadée du toron en appui contre le coulis durci, et l’effet Hoyer (l’action de coincement du toron due aux effets du coefficient de Poisson lorsque la tension est relâchée). L’adhérence permet au câble et au béton d’agir comme un élément structurel unifié. En cas de rupture d’un toron dans un système entièrement injecté, l’adhérence permet le ré-ancrage du toron rompu dans le coulis — l’extrémité rompue peut rétablir le transfert de force de chaque côté de la fracture, offrant une redondance structurelle importante. Dans les zones non injectées, ce ré-ancrage ne peut pas se produire, et une seule rupture de toron peut entraîner une défaillance progressive de l’ensemble du câble.
La Barrière Physique et le Rigidification Structurelle complètent la fonction du coulis. Le coulis durci retient mécaniquement les torons, empêchant les mouvements relatifs et le frottement entre les fils adjacents dans le faisceau de torons. Il contribue également à la rigidité globale de l’assemblage du câble fini. Le coulis scelle la gaine contre la pénétration d’agents agressifs et fournit un chemin de charge uniforme et continu. Sans coulis, le câble reste une collection de fils individuels dans une gaine vide, vulnérable à l’accumulation d’humidité, aux vibrations des torons et à la fatigue de frottement.
Matériaux de Coulis
Les coulis PT modernes sont des matériaux sophistiqués et conçus pour répondre à des exigences de performance exigeantes. Le choix du type de coulis dépend de l’environnement d’exposition, de la géométrie du câble, des contraintes de construction et des normes applicables.
Le Coulis de Ciment Pur est la formulation la plus simple — un mélange de ciment Portland et d’eau, généralement à des rapports E/C de 0,47–0,53. C’était le coulis prédominant utilisé dans le monde entier avant 2001. Bien qu’économique et facile à produire, le coulis de ciment pur est sujet à plusieurs déficiences fondamentales. Aux rapports E/C élevés nécessaires à la pompabilité, la séparation de l’eau de ressuage est inévitable — les coulis d’avant 2001 présentaient environ 4 % de ressuage dans les essais de ressuage par mèche. Le coulis a également tendance à se ségréger, les particules de ciment les plus lourdes se déposant et les fractions plus légères remontant. La ségrégation produit des gradients de résistance, de perméabilité et de composition chimique à travers la section transversale du câble. Les coulis de ciment pur continuent d’être autorisés uniquement pour les environnements non corrosifs et secs selon la classe A du système de classification PTI, et sont rarement spécifiés pour les structures critiques telles que les ponts, les parkings ou les structures marines.
Les Coulis Préconditionnés (Pré-ensachés) sont des mélanges produits en usine de ciment Portland, d’adjuvants minéraux et d’adjuvants chimiques dans des formulations propriétaires. Les ingrédients secs sont précisément proportionnés, contrôlés qualité et conditionnés dans des sacs scellés. Seul un volume spécifié d’eau potable est ajouté sur le chantier, suivi d’un mélange mécanique à haute cisaillement. Les coulis préconditionnés fournissent une qualité constante, éliminent les erreurs de dosage sur le chantier et intègrent des systèmes d’adjuvants avancés qui atteignent un ressuage quasi nul, une expansion contrôlée et une rhéologie stable à faibles rapports E/C. La PTI M55.1-12 exige que les coulis préconditionnés soient utilisés dans les six mois suivant la date de fabrication, avec un stockage sur site limité à un mois maximum dans des conditions de température contrôlée. La classe D est la désignation PTI pour les coulis préconditionnés répondant à toutes les exigences de performance grâce à des formulations propriétaires.
Les Coulis Thixotropes représentent l’état de l’art de la technologie d’injection PT. Ces coulis présentent une propriété rhéologique appelée thixotropie : ils sont fluides et pompables lorsqu’ils sont soumis à un cisaillement pendant le mélange et l’injection, mais reviennent à une consistance de type gel au repos. Cette propriété est essentielle pour la performance de l’injection car la consistance de type gel au repos empêche la sédimentation des particules de ciment — la cause fondamentale de la formation d’eau de ressuage. Les coulis thixotropes atteignent essentiellement un ressuage nul dans des conditions d’essai standard. Ils présentent également une résistance supérieure à la ségrégation, maintiennent une rhéologie stable pendant la durée de travail requise et fournissent des propriétés uniformes sur toute la longueur du câble. Depuis 2001, les coulis préconditionnés thixotropes et résistants au ressuage sont la norme pour la construction PT adhérente aux États-Unis pour tous les environnements sauf les moins corrosifs.
Classifications des Coulis PTI (M55.1-12) définissent quatre niveaux de performance progressifs :
Ciment + eau + suppléments minéraux (cendres volantes, laitier Grade 120, fumée de silice non densifiée) + adjuvants chimiques
Environnements agressifs
Classe D
Formulations propriétaires préconditionnées, mélangées en usine, répondant à TOUTES les exigences de performance
Structures critiques, tous environnements
Exigences de Rapport Eau-Ciment sont parmi les paramètres les plus rigoureusement contrôlés dans l’injection PT en raison de leur influence dominante sur les propriétés du coulis. Les spécifications modernes limitent strictement le rapport E/C :
Norme
Rapport E/C maximal
PTI M55.1-12
0,45 (en poids)
EN 447:2007
0,44 (coulis de ciment pur) ; 0,42 avec ajouts minéraux à haute teneur en alcalis
Spécifications FAA/VDOT
0,45 maximum
Coulis préconditionnés typiques
0,28–0,38
La relation entre le rapport E/C et la qualité du coulis est non linéaire et critique. Les tests VDOT ont démontré qu’à E/C = 0,55, un coulis préconditionné qui fonctionnait parfaitement à 0,38 commençait à ressuer et à se ségréger, produisant un coulis mou de faible qualité. À E/C = 0,65, le même coulis produisait une masse mousseuse de moindre résistance. La résistance à la compression sur cube diminue fortement avec l’augmentation du rapport E/C : un coulis atteignant 8 000 psi à E/C = 0,33 peut tomber en dessous du minimum de 5 000 psi à E/C = 0,50.
Les Adjuvants sont des composants essentiels des coulis PT modernes. Les Plastifiants (réducteurs d’eau à haute portée ou superplastifiants) sont utilisés pour atteindre une fluidité et une pompabilité adéquates à faibles rapports E/C. Dosage typique : 1,0–1,6 % en poids de ciment. Les Agents Anti-ressuage (également appelés adjuvants modificateurs de viscosité) réduisent ou éliminent la séparation d’eau. Ceux-ci sont critiques pour les coulis haute performance modernes et sont utilisés conjointement avec les propriétés thixotropes. Les Agents Expansifs compensent le retrait chimique et autogène pendant l’hydratation précoce. La PTI M55.1-12 exige un changement de volume de 0,0 % à +0,2 % à 28 jours selon ASTM C1090. Les Adjuvants de Contrôle de Prise (accélérateurs ou retardateurs) gèrent le temps de travail en fonction des conditions de température ambiante. Les Inhibiteurs de Corrosion fournissent une protection chimique supplémentaire et sont parfois spécifiés pour les environnements marins ou de sels de déverglaçage.
Propriétés du Coulis Frais et Durci sont spécifiées en détail par la PTI M55.1-12 et la EN 447 :
Propriété
PTI M55.1-12
EN 447:2007
Temps d’écoulement initial (cône d’écoulement)
11–30 s (ASTM C939) ; 6–20 s (cône modifié)
12–25 s
Écoulement à 30 minutes
Max 30 secondes
Max 25 secondes
Ressuage (standard)
0 % à 3 heures (ASTM C940)
≤0,3 % (tube incliné, EN 445)
Ressuage par mèche
0 %
—
Changement de volume à 28 jours
0,0 % à +0,2 %
0–3 % après 24 heures (méthode du prisme)
Résistance à la compression à 28 jours
Min 34,5 MPa (5 000 psi)
Min 30 MPa (4 350 psi)
Teneur en chlorure
Max 0,08 % en poids de matière cimentaire
Max 0,1 % en poids de ciment
Perméabilité aux chlorures rapide
Max 2 500 coulombs (AASHTO T 277)
—
Procédures d’Injection
Les procédures d’injection sont régies par des protocoles stricts pour assurer un remplissage complet, une bonne consolidation et une performance à long terme. L’opération est effectuée après que la mise en tension est terminée et que tous les ancrages sont scellés, généralement dans les 7 à 14 jours suivant la mise en tension.
Principes Généraux exigent que les entrées de coulis soient situées au point le plus bas ou près du point le plus bas du profil du câble. Des sorties doivent être prévues à tous les ancrages, aux points hauts où l’élévation verticale dépasse 500 mm (20 pouces), et aux changements majeurs de section. Toutes les entrées et sorties doivent être équipées de vannes d’arrêt positives capables de résister à la pression d’injection du coulis. L’injection est une opération continue et ininterrompue : une fois commencée, le coulis doit être pompé en continu jusqu’à ce qu’un coulis de qualité constante sorte de toutes les sorties, sans arrêts plus longs que le temps de travail du coulis.
Les Vérifications Pré-injection sont obligatoires avant tout mélange de coulis. Le système de gaines doit être vérifié propre, non obstrué et étanche à l’air par un essai de pression d’air. Le manuel FHWA-NHI-13-026 exige que la gaine soit pressurisée à environ 0,1 MPa (15 psi) pendant cinq minutes, avec une chute de pression ne dépassant pas 10 %. Pour les câbles externes, la gaine est inspectée visuellement sur toute sa longueur pour vérifier que tous les raccords, transitions et joints d’ancrage sont intacts. Tous les évents, tubes de sortie et capuchons d’injection doivent être scellés et équipés de vannes. L’installation d’injection — généralement un mélangeur colloïdal à grande vitesse avec un réservoir de maintien et une pompe à déplacement positif — doit être testée et calibrée.
L’Injection sous Pression est la méthode conventionnelle. Le coulis est pompé à pression contrôlée depuis le point d’injection le plus bas. La PTI M55.1-12 limite la pression d’injection maximale à 1,0 MPa (145 psi) à l’entrée. Le coulis monte dans la gaine, déplaçant l’air et toute eau accumulée devant lui vers les évents aux points hauts et les ancrages. Lorsque le coulis de qualité constante sort de chaque évent, l’évent est fermé séquentiellement. Une pression de maintien d’environ 0,5 MPa (72 psi) est maintenue après que toutes les sorties ont déchargé du coulis constant, généralement pendant deux à cinq minutes, avant que l’entrée ne soit scellée. Le maintien de pression garantit que toutes les petites cavités ou canaux de ressuage restants sont remplis et que le coulis est consolidé sous pression.
L’Injection Assistée sous Vide est une procédure améliorée développée spécifiquement pour résoudre le problème de l’air emprisonné, particulièrement dans les profils de câbles longs, complexes ou à plusieurs points hauts. Avant tout mélange de coulis, la gaine du câble est soumise à un vide de 85–90 % — correspondant à une pression absolue d’environ 0,01–0,02 MPa (1,5–3 psi). La PTI M55.1-12 exige un vide minimum de −0,07 MPa (525 mmHg) avant l’injection du coulis. Une fois le vide établi, le coulis est aspiré dans la gaine par le différentiel de pression entre la pression atmosphérique à l’entrée du coulis et le quasi-vide à l’intérieur de la gaine. Une assistance de pompage en pression positive est généralement utilisée en combinaison avec le vide. Les avantages de l’injection sous vide sont significatifs : elle élimine pratiquement les poches d’air et les vides d’air emprisonnés, assure un remplissage supérieur des espaces interstitiels complexes entre les torons individuels, et est particulièrement efficace pour les câbles avec plusieurs points hauts, de longues courses horizontales ou une géométrie complexe. Depuis 2001, l’injection sous vide a été largement utilisée dans la construction de ponts segmentaires aux États-Unis, particulièrement par le VDOT et le Florida Department of Transportation (FDOT). Le programme de réparation des câbles du pont Varina Enon (2003–2004) a utilisé l’injection sous vide pour remplir les vides connus.
Le Protocole d’Éventage exige que tous les évents soient ouverts séquentiellement du point d’injection vers l’extérieur. Chaque évent est fermé seulement lorsque du coulis de qualité constante — correspondant au coulis injecté en couleur, consistance et temps d’écoulement — sort en continu. Un coulis de consistance aqueuse, décoloré ou contenant des bulles d’air indique que l’éventage doit continuer. La décharge finale se fait généralement par l’évent d’ancrage le plus éloigné, où la pression de maintien est appliquée et maintenue.
Problèmes de Ressuage et de Sédimentation du Coulis
Le ressuage du coulis est le phénomène physique le plus important affectant la qualité et la durabilité de l’injection PT. Le ressuage est la séparation de l’eau des constituants cimentaires solides du coulis frais due à la sédimentation gravitaire des particules plus lourdes.
Mécanisme du Ressuage commence dès que le coulis est placé dans la gaine. Les particules de ciment, étant plus denses que l’eau, commencent à se déposer. Au fur et à mesure que les particules se consolident, l’excès d’eau est déplacé vers le haut. Dans un essai standard en cylindre vertical (ASTM C940), cette eau se collecte à la surface sous forme d’une couche claire distincte. Dans une gaine PT, qui est un système fermé, l’eau de ressuage ne peut pas s’échapper. Elle migre vers le haut le long du profil du câble, s’accumulant aux points géométriques les plus élevés — généralement les extrémités ancrées des câbles courbes, aux déviateurs dans les câbles externes, et le long du dessus des sections horizontales ou légèrement inclinées. L’eau accumulée forme des lentilles ou des poches à ces points hauts.
L’Effet de Mèche est un phénomène critique qui amplifie les dommages même de petites quantités d’eau de ressuage. Les espaces interstitiels entre les fils individuels d’un toron à sept fils, et entre les torons adjacents dans un faisceau multi-torons, agissent comme des mèches capillaires. Ces mèches canalisent l’eau de ressuage sur la longueur du câble, souvent sur des distances significatives, vers des chemins de faible résistance et des points de collecte. L’effet de mèche signifie que même les coulis avec un ressuage modeste — qui dans un cylindre vertical standard montrerait une séparation d’eau minimale — peuvent produire des vides substantiels dans les conditions réelles des câbles car les mèches transportent efficacement l’eau de ressuage vers les points hauts depuis toute la longueur du câble.
Essais de Ressuage selon les Normes ont évolué pour mieux représenter les conditions réelles des câbles :
Méthode d’Essai
Norme
Critères d’Acceptation
Essai de ressuage standard
ASTM C940
0 % de ressuage à 3 heures (spécification moderne)
Essai de ressuage par mèche
ASTM C940 modifié
0 % de ressuage (mèches de torons incluses)
Essai sur tube incliné
EN 445
≤0,3 % de ressuage
Essai de ressuage sous pression
ASTM C1741 / Schupack
0–4 % de ressuage sous 0,5 MPa
L’essai de ressuage par mèche a été développé spécifiquement parce que l’essai standard ASTM C940 ne capturait pas l’effet de mèche. Dans cet essai, des torons sont placés dans l’éprouvette graduée aux côtés du coulis, fournissant un chemin de mèche qui simule l’action capillaire des câbles réels. Cet essai révèle un comportement de ressuage bien plus représentatif des conditions de chantier. La PTI M55.1-12 exige l’essai de ressuage par mèche pour toute préqualification du coulis.
Conséquences du Ressuage vont au-delà de la formation de vides remplis d’air. Lorsque l’eau de ressuage monte, elle transporte de fines particules de ciment, des ions sulfate, des composés de potassium et de sodium vers la surface. Lorsque cette eau s’évapore ou est absorbée pendant le durcissement, elle laisse un résidu blanc et crayeux — une couche de coulis ségrégé à teneur élevée en sulfate et à alcalinité extrême (pH 13–14). Ce coulis mou ou exsudat est un matériau fondamentalement corrosif qui n’acquiert jamais une résistance adéquate et attaque activement l’acier de précontrainte. L’enquête sur le pont Varina Enon (2002–2007) a établi que des vides de ressuage d’environ 4 % de la longueur du câble étaient présents aux ancrages. De manière critique, l’enquête a révélé que les torons à l’intérieur des vides remplis d’air ne se corrodent pas nécessairement — certains restaient passivés même après 11 ans — mais que les torons dans le coulis mou ségrégé et enrichi en sulfate immédiatement sous les vides se corrodait de manière agressive. Cette découverte a révolutionné la compréhension des mécanismes de défauts d’injection : le vide lui-même n’est pas la menace immédiate de corrosion ; c’est plutôt le produit ségrégé qui s’est formé à la suite du ressuage qui est l’agent corrosif.
Défauts d’Injection Courants
Les défauts d’injection se répartissent en plusieurs catégories distinctes, chacune ayant des mécanismes, des risques et des signatures de détection spécifiques.
Les Vides sont le défaut d’injection le plus courant. Un vide est un espace ouvert dans la gaine où le coulis devrait être présent. Les vides se forment par quatre mécanismes principaux : l’accumulation d’eau de ressuage aux points hauts avec évaporation ou absorption subséquente (la cause la plus courante dans les câbles courbes) ; l’air emprisonné dû à un éventage inadéquat (particulièrement aux transitions de profil complexes) ; les fuites de coulis à travers des gaines non scellées, des raccords ou des gainages endommagés avant que le coulis n’ait durci ; et le remplissage incomplet dû à un volume de coulis insuffisant, un arrêt prématuré du pompage, ou des gaines obstruées. Les vides sont classés par emplacement : vides en tête d’ancrage à l’ancrage — le point le plus haut dans les câbles courbes ; vides en partie supérieure de gaine le long de la surface supérieure des sections horizontales ou légèrement inclinées ; vides interstitiels entre les torons individuels dans le faisceau ; et vides de section complète où toute la section transversale de la gaine n’est pas remplie sur une certaine longueur.
Les Lentilles d’Eau de Ressuage sont de fines couches d’eau emprisonnées entre le coulis et la paroi supérieure de la gaine. Ce sont des caractéristiques transitoires qui laissent ensuite de minces vides plans. Dans les câbles verticaux ou fortement inclinés, des poches d’eau intermittentes peuvent se former là où l’eau montante est piégée par la congestion des torons au niveau des déviateurs.
Le Coulis Mou / Exsudat Ségrégé est caractérisé par une pâte blanche, molle et non durcie qui est le produit d’exsudation de la ségrégation du coulis. Ce matériau a été décrit dans les rapports d’enquête du FDOT comme “un matériau ségrégé avec une teneur élevée en humidité et une teneur en sulfate accrue.” Le coulis mou a été directement impliqué dans la défaillance du pont Ringling Causeway (2011), où il entourait des torons corrodés qui ont cédé de manière catastrophique après seulement huit ans de service. Le matériau présente généralement un pH de 13–14, des concentrations élevées de sulfate et de potassium, et n’acquiert jamais de résistance structurelle. Le coulis mou peut rester dans un état non durci indéfiniment, créant des cellules de corrosion localisées. Dans un cas européen documenté (Carsana & Bertolini, 2015), un câble a cédé en moins de deux ans en raison de conditions de coulis mou.
La Ségrégation au sens plus large que le coulis mou implique la séparation et la stratification de tous les constituants du coulis. Les particules de ciment plus lourdes se déposent au fond de la gaine, tandis que les composants plus légers — l’eau, les sulfates solubles, les fines particules — migrent vers le haut. Cela crée des gradients systématiques de résistance, de perméabilité et de composition chimique à travers la section transversale de la gaine. La partie inférieure peut être dense et résistante tandis que la partie supérieure est faible, poreuse et chimiquement agressive.
Le Remplissage Incomplet décrit des conditions où la gaine n’est que partiellement remplie. Cela peut résulter d’un volume de coulis insuffisant, d’une fuite non détectée, de gaines obstruées, ou d’un arrêt prématuré de l’opération d’injection. Le remplissage incomplet est détectable par le suivi du volume pendant l’injection — le rapport du volume réel pompé au volume théorique de la gaine doit être de 1,05–1,15. Un rapport inférieur à 1,05 suggère fortement un remplissage incomplet.
Contrôle Qualité Pendant l’Injection
Le contrôle qualité pendant l’injection est un processus complet impliquant la surveillance continue de multiples paramètres pour vérifier que le coulis répond aux exigences de la spécification et que la gaine est complètement remplie.
La Surveillance de la Pression d’Injection est effectuée en continu pendant le pompage. La pression maximale à l’entrée est limitée à 1,0 MPa (145 psi) selon PTI M55.1-12, avec une limite supérieure absolue de 1,5 MPa (218 psi) en aucune circonstance. La pression minimale doit être suffisante pour surmonter la charge hydraulique du point d’injection jusqu’à l’évent le plus haut plus les pertes par frottement — généralement 0,3–0,7 MPa selon la longueur et le profil du câble. Les manomètres doivent avoir une précision de ±2 %. Les systèmes d’injection commerciaux modernes utilisent des capteurs de pression électroniques avec un enregistrement numérique continu à intervalles horodatés, fournissant un enregistrement permanent de l’historique de pression pour chaque câble.
Le Suivi du Volume compare le volume théorique de coulis — calculé à partir de la surface de section interne de la gaine moins la surface de section des torons, multipliée par la longueur du câble — avec le volume réel pompé mesuré par le compteur de déplacement de la pompe à coulis ou un débitmètre. Le rapport attendu du volume réel au volume théorique est de 1,05–1,15, tenant compte des espaces interstitiels des torons (le volume vide réel dans une gaine non injectée est significativement inférieur à la section brute de la gaine car les torons occupent un volume substantiel), des irrégularités de surface de la paroi de la gaine, et des fuites mineures. Un rapport excessivement élevé indique une fuite non contrôlée nécessitant une enquête immédiate. Un rapport excessivement bas indique un remplissage incomplet ou une obstruction.
La Surveillance de la Température est essentielle car l’hydratation du coulis est dépendante de la température. La température acceptable du coulis au moment de l’injection est de 10–32 °C (50–90 °F). La plage de température préférée lors du mélange est de 15–30 °C (60–85 °F). Au-dessus de 32 °C (90 °F), l’hydratation accélérée réduit le temps de travail et risque une prise éclair, un blocage et un remplissage incomplet. En dessous de 10 °C (50 °F), l’hydratation ralentit au point qu’un ressuage prolongé peut se produire avant que le coulis n’acquière une structure suffisante pour résister à la sédimentation. Les précautions par temps froid incluent le chauffage de l’eau de mélange (ne dépassant pas 65 °C / 150 °F) et le préchauffage des matériaux secs. Les précautions par temps chaud incluent l’utilisation d’eau de mélange réfrigérée, la protection des matériaux et équipements contre le soleil, et la réalisation de l’injection pendant les périodes plus fraîches de la journée.
L’Essai au Cône d’Écoulement (ASTM C939) est le principal essai de contrôle sur le terrain pour la fluidité du coulis. Un entonnoir conique avec un orifice de 12,7 mm (0,5 pouce) est rempli de 1 725 mL de coulis. Le temps nécessaire pour que le coulis s’écoule à travers l’orifice — le temps d’écoulement — est mesuré. Selon PTI M55.1-12, le temps d’écoulement initial doit être de 11–30 secondes, et le temps d’écoulement après 30 minutes d’agitation dans le réservoir de maintien ne doit pas dépasser 30 secondes. L’essai est effectué au moins une fois par câble et chaque fois que la consistance du coulis semble changer. Pendant les opérations d’injection continues, l’essai est requis au démarrage et toutes les 30 minutes. La PTI spécifie également un cône d’écoulement modifié avec une procédure de remplissage différente, donnant une plage d’acceptation de 6–20 secondes pour l’écoulement initial.
L’Essai de Résistance sur Cube est effectué sur des cubes de coulis de 50 mm (2 pouces) selon ASTM C109. La résistance à la compression minimale à 28 jours est de 34,5 MPa (5 000 psi) selon PTI M55.1-12. Les coulis haute performance typiques atteignent 48–62 MPa (7 000–9 000 psi). Les cubes sont préparés à la même fréquence que les essais au cône d’écoulement — au moins un jeu de trois cubes par câble. Sur le projet VDOT US-460, trois échantillons prélevés à l’extrémité de sortie des câbles ont montré des résistances à 14 jours de 4 665–6 135 psi et des résistances à 28 jours de 7 885–8 705 psi, confirmant un coulis uniforme et correctement mélangé sur toute la longueur du câble.
Les Certificats de Coulis et la Documentation sont exigés par la PTI M55.1-12. L’entrepreneur doit fournir des certificats de matériaux du fabricant pour chaque lot de coulis, une certification de la formulation du mélange, une vérification pré-construction de toutes les exigences de performance, des rapports d’injection quotidiens pour chaque câble (incluant l’identification du câble, le volume injecté, les données pression vs temps, la température, les temps au cône d’écoulement et les résistances sur cube), et une preuve de certification du personnel — tous les opérateurs d’injection et inspecteurs doivent détenir une certification PTI Bonded PT Installer ou une certification ASBI de technicien d’injection.
END pour la Détection des Vides d’Injection
Les essais non destructifs pour la détection des vides d’injection sont devenus une pratique standard pour l’évaluation de l’état des structures précontraintes existantes, particulièrement lorsque la qualité de l’injection est suspecte ou que des ruptures de câbles se sont produites. Plusieurs méthodes complémentaires sont disponibles, chacune avec des capacités et des limitations spécifiques.
L’Impact-Écho (IE) utilise un impact mécanique — généralement une sphère d’acier propulsée par un solénoïde à ressort — pour générer des ondes de contrainte qui se propagent à travers le béton et se réfléchissent sur les interfaces internes telles que les gaines, les vides et la surface opposée. Un transducteur de contact détecte les ondes réfléchies, et le contenu fréquentiel du signal révèle la profondeur et la nature des interfaces réfléchissantes. Une gaine solidement injectée produit une signature de réflexion similaire à celle du béton plein. Une gaine contenant un vide produit un signal basse fréquence distinct indiquant une réflexion de haute amplitude à la limite du vide. L’impact-écho est efficace pour détecter les vides à 150–600 mm (6–24 pouces) de la surface, peut différencier entre le coulis solide et le vide, et détecte des vides aussi petits que 10 % de la section de la gaine. La vitesse de balayage est de 10–20 pi² par heure par canal. La méthode a été utilisée avec succès sur le pont Varina Enon pour identifier les emplacements des vides, qui ont ensuite été vérifiés par des ouvertures de boroscope. Les limitations incluent la difficulté avec les gaines rapprochées (interférence de signal), les gaines métalliques masquant les conditions internes, et une précision limitée pour la caractérisation de la forme et de la taille des vides.
L’Essai Ultrasonore (Tomographie) est la méthode unique la plus puissante pour la détection des vides d’injection. Des réseaux de transducteurs ultrasonores — généralement 24 à 48 éléments utilisant la technologie de contact à pointe sèche — émettent des ondes de cisaillement à 25–100 kHz qui pénètrent le béton et se réfléchissent sur les caractéristiques internes. De multiples mesures sont combinées par des algorithmes de reconstruction tomographique pour créer des coupes transversales 2D ou des images volumétriques 3D des conditions internes. La tomographie ultrasonore fournit une profondeur de pénétration jusqu’à 1 000 mm (40 pouces), peut détecter des vides d’air aussi petits que 50 mm (2 pouces) de diamètre, image la forme et l’étendue des vides en trois dimensions, et est efficace à travers l’enrobage de béton et les armatures. Le Projet SINTEF EXCON (2025) a démontré que les méthodes ultrasonores montraient une sensibilité claire aux sections de gaines entièrement non injectées, avec une résolution suffisante pour distinguer les gaines entièrement injectées, partiellement injectées et vides. La détectabilité diminuait à des profondeurs au-delà de 300 mm et dans les configurations multicouches.
Le Radar de Prospection (GPR) utilise des impulsions électromagnétiques à haute fréquence (généralement 500 MHz à 2 GHz) transmises dans le béton. Les réflexions se produisent aux interfaces avec différentes propriétés diélectriques. Le GPR est excellent pour localiser les gaines et les armatures — fournissant des informations de position, de profondeur et d’alignement — avec des vitesses de relevé allant jusqu’à 10 000 pi² par heure. Cependant, le GPR a des limitations fondamentales pour la détection des vides. Pour les gaines métalliques, les signaux GPR se réfléchissent presque entièrement sur la surface extérieure de la gaine, avec une pénétration négligeable à l’intérieur de la gaine — rendant la détection directe des vides impossible. Pour les gaines en plastique, le GPR peut pénétrer à l’intérieur, mais la détection des vides reste peu fiable. Le GPR est mieux utilisé dans une approche multi-technologies : d’abord pour localiser les gaines et cartographier leur géométrie, puis les méthodes ultrasonores ou d’impact-écho pour évaluer l’état du coulis à l’intérieur de ces gaines. Cette approche a été utilisée sur le viaduc A14 Huntingdon au Royaume-Uni.
L’Émission Acoustique (AE) est une méthode de surveillance passive qui écoute les ondes sonores caractéristiques générées par les processus de détérioration active — activité de corrosion, rupture de torons et fissuration. Les capteurs AE placés sur la structure fournissent une détection en temps réel de la détérioration active mais ne peuvent pas détecter les vides ou défauts préexistants. L’AE est mieux utilisée pour la surveillance à long terme de la santé structurelle plutôt que pour une inspection ponctuelle.
La Radiographie (Rayons X / Gamma) fournit l’imagerie à la plus haute résolution des conditions internes des gaines. Les différences d’atténuation du rayonnement — les matériaux denses comme l’acier et le coulis solide atténuent plus que les vides — produisent des preuves visuelles directes de l’état du coulis. La radiographie peut imager la forme, la taille et la position des vides en détail, quel que soit le matériau de la gaine (métal ou plastique). Les limitations sont significatives : des zones d’exclusion de sécurité radiologique sont nécessaires pendant les essais, un accès bilatéral est obligatoire (source d’un côté, détecteur de l’autre), la couverture est lente (chaque exposition couvre généralement 350×430 mm / 14×17 pouces), et la profondeur de pénétration pratique maximale est d’environ 600 mm (24 pouces).
Comparaison des Méthodes END :
Méthode
Pénétration
Détection des Vides
Vitesse
Unilatéral
Meilleure Utilisation
Impact-Écho
Jusqu’à 600 mm (24 po)
Bonne
Modérée
Oui
Présence/absence de vide
Tomographie Ultrasonore
Jusqu’à 1 000 mm (40 po)
Excellente
Modérée
Oui
Cartographie des vides, imagerie 3D
GPR
Jusqu’à 450 mm (18 po)
Faible (gaine métallique)
Rapide
Oui
Localisation des gaines, géométrie
Radiographie
Jusqu’à 600 mm (24 po)
Excellente
Lente
Non
Vérification détaillée
Émission Acoustique
N/A (surveillance)
Corrosion active uniquement
Passive
Oui
Surveillance à long terme
Conséquences d’une Injection Incomplète
Les conséquences d’une injection incomplète vont de la corrosion localisée à l’effondrement structurel complet. Les mécanismes sont bien documentés à travers de multiples études de cas couvrant deux décennies.
Les Mécanismes de Corrosion dans les câbles non injectés ou mal injectés opèrent par plusieurs voies parallèles. L’attaque chlorure se produit lorsque les sels de déverglaçage, les embruns marins ou les aérosols marins atmosphériques atteignent la surface de l’acier à travers les vides. Les chlorures dégradent la couche d’oxyde passive sur l’acier de précontrainte au-delà d’une concentration seuil. L’ACI 222R fixe le seuil de chlorure à 0,2 % en poids de ciment (soluble dans l’eau) pour le béton armé général mais limite les chlorures totaux à 0,08 % pour la construction précontrainte. Une fois que la corrosion induite par les chlorures s’initie à une limite de vide, le processus est autocatalytique — les piqûres croissent, l’environnement local s’acidifie et la corrosion s’accélère. La carbonatation progresse de la surface du vide vers l’intérieur lorsque les vides sont remplis d’air. Le CO₂ atmosphérique réagit avec l’hydroxyde de calcium dans le coulis, réduisant le pH d’environ 13 à moins de 9. À un pH inférieur à 9, la couche passive n’est plus stable. La fissuration par corrosion sous contrainte induite par l’hydrogène (H-SCC) est le mode de défaillance le plus dangereux pour l’acier de précontrainte à haute résistance. La corrosion localisée aux limites des vides crée des conditions pour l’entrée d’hydrogène dans le réseau d’acier. Même de petites piqûres de 0,2–0,6 mm de profondeur peuvent réduire considérablement les performances mécaniques, rendant la rupture sous charges de service beaucoup plus probable.
Mécanisme de Rupture des Torons en détail : l’acier de précontrainte à haute résistance avec une limite d’élasticité de 1 860 MPa (270 ksi) fonctionne à 70–80 % de la résistance à la traction ultime. Toute piqûre qui réduit la surface de section d’aussi peu que 5–10 % peut provoquer une surcharge et une rupture. Parce que l’acier de précontrainte manque de ductilité par rapport à l’acier d’armature ordinaire, la rupture est soudaine et fragile — il n’y a aucun avertissement visible de striction ou de plasticité avant la fracture. Dans les zones non injectées, lorsqu’un toron cède, la charge est redistribuée aux torons voisins. Sans le partage de charge assuré par l’encapsulation du coulis, cette redistribution peut surcharger les torons adjacents, déclenchant une défaillance progressive.
Les Risques d’Effondrement vont au-delà de la rupture individuelle des torons. La perte d’adhérence signifie que le câble ne peut pas transférer la force de précontrainte à l’élément en béton, réduisant la capacité structurelle. La redondance structurelle fournie par les câbles adhérents — où un toron rompu peut se ré-ancrer dans le coulis — est perdue dans les zones non injectées. Des études montrent qu’une injection insuffisante entraîne une réduction de la rigidité de la section, une ductilité plus faible et une résistance à la flexion ultime diminuée. La défaillance de l’ancrage due à la corrosion dans la zone la plus fortement contrainte peut entraîner l’éjection complète du câble.
Études de Cas Clés :
Le pont Ringling Causeway, Sarasota, Floride (2011) est peut-être le cas moderne le plus instructif. Ce pont à caisson en béton segmentaire avec câbles PT externes a été achevé vers 2003. En 2011, deux câbles longitudinaux externes ont cédé de façon catastrophique après seulement huit ans de service. L’enquête du FDOT a révélé une corrosion sévère des torons d’acier encastrés dans un coulis ségrégé et déficient caractérisé par une teneur élevée en humidité, des niveaux élevés de sulfate et une consistance de pâte molle. Le coulis utilisé était un coulis thixotrope haute performance préconditionné (Grout 2 / SikaGrout 300 PT) qui avait passé les essais de laboratoire initiaux mais produisait un coulis ségrégé et corrosif dans les conditions de chantier. Un total de 15 câbles supplémentaires ont été trouvés avec une corrosion sévère et ont été remplacés en 2011–2012.
Le pont Varina Enon, Virginie (2007) impliquait deux ponts segmentaires préfabriqués jumeaux de 28 travées avec 480 câbles PT, achevés en 1990. Le câble SP12T15 a été découvert dans un état de rupture le 22 mai 2007 après 17 ans de service. La cause était le ressuage et la ségrégation du coulis eau-ciment, créant des vides d’environ 4 % de la longueur du câble aux points hauts, avec un coulis de faible qualité enrichi en sulfate entourant les torons dans la section défaillante. Tous les câbles courbes présentaient des vides aux ancrages. Environ 45 % des câbles n’avaient jamais été injectés sous vide. De manière critique, le câble défaillant avait été injecté sous vide en 2003–2004 pour remplir les vides connus — mais la rupture s’est produite dans le coulis ségrégé de faible qualité d’origine sous la réparation par vide, démontrant que le remplissage sous vide seul ne traite pas le matériau corrosif sous-jacent.
Le pont Niles Channel (Florida Keys, 1999) a connu une rupture de câble après 16 ans. Le pont Sunshine Skyway (Tampa, 2000) a cédé après 13 ans. Le pont Mid Bay (Destin, Floride, 2000) a cédé après seulement 6 ans. En Europe, des relevés d’inventaires de ponts précontraints ont révélé que seulement 47 % des gaines de câbles étaient entièrement injectées, 23 % avaient de petits vides, 18 % avaient de grands vides et 12 % étaient complètement vides. Une rupture de câble de pont européen a été documentée après seulement deux ans de service dans un environnement marin, démontrant la rapidité avec laquelle la corrosion peut progresser dans les câbles insuffisamment injectés.
Réinjection et Réparation
Lorsque des vides d’injection sont découverts dans des structures existantes, une approche systématique d’évaluation et de réparation est requise. La stratégie de réparation dépend de l’étendue des vides, des preuves de corrosion, de la criticité structurelle et des contraintes d’accès.
L’Identification des Vides utilise une approche par niveaux d’invasivité croissante. La première étape est le balayage END — généralement l’impact-écho ou la tomographie ultrasonore — pour identifier les emplacements des vides et estimer leur étendue. L’inspection par boroscope à travers de petits trous percés ou des tubes d’évent existants fournit une confirmation visuelle. L’essai de circulation d’air peut détecter la connectivité des vides en injectant de l’air à basse pression. Pour les câbles avec corrosion suspectée, l’essai de fuite de flux magnétique (MFL) peut détecter la perte de section dans l’acier. La méthode la plus définitive est l’ouverture exploratoire limitée — enlèvement d’une petite section de la gaine (généralement 460 mm / 18 pouces de long) à des emplacements sélectionnés pour observer directement l’état du coulis et des torons.
La Réparation par Injection sous Vide est la méthode la plus courante et généralement la plus efficace pour la réparation des vides. La procédure consiste à mesurer le volume du vide en appliquant le vide et en mesurant le volume d’air extrait. La section de gaine est mise sous vide à 85–90 %. Un coulis de réparation haute performance, à faible ressuage et haute fluidité est ensuite aspiré dans le vide par le vide, généralement avec une assistance de pompage positive. Le volume de coulis injecté est comparé au volume de vide précédemment mesuré pour vérifier le remplissage complet. L’écoulement à travers les orifices adjacents est observé pour confirmer la continuité. Un balayage END post-réparation vérifie le résultat.
Mise en Garde Importante de l’Expérience VDOT (Pont Varina Enon) : L’injection sous vide remplit le vide mais ne traite pas le coulis ségrégé de faible qualité sous-jacent qui a causé le problème. Le toron qui a cédé en 2007 (SP12T15) a cédé dans le coulis de faible qualité d’origine sous la réparation par vide. Certains ingénieurs soutiennent que les différences de propriétés entre le coulis d’origine et le coulis de réparation haute performance peuvent créer des cellules de corrosion galvanique à l’interface. D’autres soutiennent que les torons auraient cédé indépendamment de la réparation parce qu’ils étaient déjà immergés dans un environnement de coulis ségrégé corrosif. Ce débat technique reste non résolu dans l’industrie.
L’Injection d’Époxy est utilisée pour les vides plus petits et les fissures dans le coulis existant. De l’époxy à faible viscosité est injecté sous pression, pénétrant les fissures fines et les petits vides. L’époxy assure la liaison structurelle et l’étanchéité mais est moins courante pour la réparation à grande échelle des gaines PT que la réinjection cimentaire.
Le Remplacement des Câbles est nécessaire lorsque la corrosion est étendue, la capacité structurelle compromise, ou la réparation techniquement irréalisable. Les câbles externes dans les caissons segmentaires peuvent être décomprimés et remplacés — bien que cela soit difficile, coûteux et perturbateur pour l’exploitation. Les câbles internes dans le béton coulé en place sont pratiquement impossibles à remplacer ; les seules options sont des câbles externes supplémentaires installés dans de nouvelles gaines adjacentes à la structure existante, ou un renforcement structurel par d’autres moyens tels que la post-tension externe ou l’encapsulation en polymère renforcé de fibres (FRP). Sur le pont Varina Enon, 2 des 480 câbles ont été remplacés après la défaillance de 2007, tandis que six câbles supplémentaires présentant diverses conditions de corrosion ont été identifiés pour une surveillance à long terme plutôt que pour un remplacement.
L’Examen Pétrographique des échantillons de coulis extraits fournit des informations médico-légales définitives sur la qualité du coulis. Les directives de l’ICRI spécifient la classification pétrographique de la qualité du coulis basée sur la détermination du rapport eau-ciment, la teneur en air, l’évaluation de l’hydratation et l’analyse chimique. Un coulis de bonne qualité montre un E/C de 0,35–0,45, une pâte de ciment bien hydratée, un abondant hydroxyde de calcium et une teneur en air de 2–3 %. Les essais de chlorure distinguent les fractions de chlorure solubles dans l’acide (total, selon ASTM C1152) et solubles dans l’eau (libre, selon ASTM C1218). La carbonatation est évaluée à l’aide d’un indicateur de phénolphtaléine à 1 % appliqué sur des surfaces fraîchement fracturées.
Normes Régissant l’Injection PT
L’injection PT est régie par un cadre complet de normes internationales, de spécifications nationales et de directives industrielles. Ces normes définissent les matériaux de coulis, les protocoles d’essai, les procédures d’injection, le contrôle qualité et les qualifications du personnel.
PTI M55.1-12 — Spécification pour l’Injection des Structures Post-Tendues (Post-Tensioning Institute, dernière édition 2012 avec Addendum 1 publié en juin 2013) est la principale norme américaine. Les dispositions clés incluent quatre classes de coulis (A, B, C, D), un rapport E/C maximal de 0,45, un ciment répondant à ASTM C150 Type I ou II avec une valeur Blaine de 300–380 m²/kg, un ressuage nul selon ASTM C940 avec essai par mèche, un écoulement initial de 11–30 secondes (cône standard) ou 6–20 secondes (cône modifié), une résistance minimale à 28 jours de 34,5 MPa (5 000 psi), une perméabilité maximale de 2 500 coulombs, une teneur en chlorure maximale de 0,08 % en poids de matière cimentaire, un changement de volume de 0,0 % à +0,2 % à 28 jours, et une certification obligatoire du personnel pour tous les opérateurs d’injection et inspecteurs.
fib Bulletin 33 : “Durabilité des Câbles de Précontrainte” (2005) et Bulletin 89 : “Gestion des Structures en Béton Précontraint” (2019) fournissent des directives européennes pour la protection, l’inspection, l’entretien et la réparation des câbles PT. Le Bulletin 89 comprend des protocoles d’évaluation de l’état, des cadres d’évaluation des risques et des matrices de décision pour la réparation par rapport au remplacement. Le précédent “FIP Guide to Good Practice for Grouting of Prestressing Ducts” a servi de fondement aux normes européennes EN 445, EN 446 et EN 447.
EN 445:2019 — Coulis pour Câbles de Précontrainte — Méthodes d’Essai couvre toutes les procédures d’essai normalisées, y compris l’essai de ressuage sur tube incliné (ressuage maximal de 0,3 %), l’essai au cône d’écoulement, la détermination du temps de prise, la mesure de l’expansion et du retrait, l’essai de résistance à la compression sur prismes de 40×40×160 mm ou cubes de 50 mm, et l’analyse de la teneur en chlorure.
EN 446:2019 — Coulis pour Câbles de Précontrainte — Procédures d’Injection définit les procédures d’injection, les exigences d’équipement, les vérifications d’étanchéité à l’air avant injection, la séquence d’injection et le contrôle qualité pendant les opérations.
EN 447:2007 — Coulis pour Câbles de Précontrainte — Exigences de Base spécifie un rapport E/C maximal de 0,44 (0,42 pour les coulis avec ajouts minéraux à haute teneur en alcalis), un ressuage ≤0,3 %, une expansion de 2–6 % (méthode de remontée capillaire), une résistance à la compression à 28 jours ≥30 MPa (≥4 350 psi), une teneur en chlorure maximale de 0,1 % en poids de ciment, et exige un mélange colloïdal à grande vitesse.
ACI 423 — Béton Précontraint (American Concrete Institute Committee 423) publie plusieurs documents pertinents. ACI 423.4R-14 couvre la corrosion et la réparation des câbles non-adhérents à toron unique. ACI 423.8-21 — publiée en 2021 — fournit des directives complètes pour l’évaluation des systèmes PT injectés, y compris les protocoles d’inspection, l’évaluation de l’état du coulis et de la corrosion, les méthodologies de réparation et les organigrammes d’évaluation de l’état. La norme définit les seuils de chlorure à 0,08 % en poids de ciment (soluble dans l’acide) pour la construction précontrainte.
Directives de l’ICRI (International Concrete Repair Institute) fournissent des conseils sur l’examen pétrographique du coulis, les protocoles d’essai de chlorure (soluble dans l’acide selon ASTM C1152 et soluble dans l’eau selon ASTM C1218), les essais de carbonatation à l’aide d’un indicateur de phénolphtaléine à 1 %, et des approches systématiques de la réparation PT, y compris l’évaluation de l’état, la sélection des matériaux et les procédures d’exécution.
Normes Complémentaires incluent ASTM C150/C150M (ciment Portland), ASTM C494/C494M (adjuvants chimiques), ASTM C939 (essai au cône d’écoulement), ASTM C940 (essai d’expansion et de ressuage), ASTM C109/C109M (résistance à la compression), ASTM C1090 (changement de volume), ASTM C1741 (stabilité au ressuage sous pression), ASTM A416/A416M (toron d’acier de précontrainte), AASHTO T 277 (perméabilité rapide aux chlorures), et FHWA-NHI-13-026 (Manuel d’installation et d’injection des câbles de précontrainte par post-tension).
Résumé des Exigences Techniques Clés :
Paramètre
PTI M55.1-12
EN 447:2007
Rapport E/C maximal
0,45
0,44
Résistance minimale à 28 jours
34,5 MPa (5 000 psi)
30 MPa (4 350 psi)
Écoulement initial au cône
11–30 s (std) ; 6–20 s (mod)
12–25 s
Ressuage maximal
0 % (par mèche)
≤0,3 % (tube incliné)
Teneur en chlorure maximale
0,08 % en poids de matière cimentaire
0,1 % en poids de ciment
Pression d’injection maximale
1,0 MPa (145 psi)
1,0 MPa
Niveau de vide minimal
−0,07 MPa (525 mmHg)
—
Plage de température du coulis
10–32 °C (50–90 °F)
5–30 °C
Perméabilité maximale
2 500 coulombs
—
Changement de volume à 28 jours
0,0 % à +0,2 %
0–3 % à 24 heures
L’injection des gaines de précontrainte par post-tension est l’une des opérations les plus critiques pour la qualité dans la construction en béton précontraint. Les conséquences d’une injection défectueuse — de la corrosion accélérée à la défaillance structurelle catastrophique — sont graves et bien documentées à travers des décennies d’études de cas internationales. Les normes modernes, les matériaux et les procédures de contrôle qualité ont considérablement réduit ces risques, mais l’exigence fondamentale demeure : le coulis doit remplir complètement la gaine, rester stable sans ressuage ni ségrégation, et fournir une protection durable contre la corrosion pour la durée de vie de la structure. Une inspection régulière utilisant des méthodes END appropriées, combinée à une réparation rapide lorsque des défauts sont identifiés, est essentielle pour maintenir la sécurité et la longévité des ponts et bâtiments précontraints dans le monde entier.
Questions Fréquemment Posées
L'injection est l'introduction d'un coulis de ciment dans les gaines des câbles de précontrainte après que les torons ont été mis en tension et ancrés. Le coulis remplit tous les espaces vides à l'intérieur de la gaine — y compris les espaces interstitiels entre les torons individuels — et durcit pour former une masse solide, alcaline et imperméable qui protège l'acier de précontrainte de la corrosion et lie le câble à la structure en béton environnante.
Le coulis protège l'acier de précontrainte en créant un environnement hautement alcalin (pH 12,5–13,5) qui favorise la formation d'une couche d'oxyde passive à la surface de l'acier. Cette couche de passivation empêche l'initiation de la corrosion. Le coulis agit également comme une barrière physique contre les chlorures, l'humidité et l'oxygène. Une injection incomplète laisse les torons exposés et vulnérables — des vides aussi petits que 10 % de la section transversale de la gaine peuvent initier une corrosion localisée agressive conduisant à la rupture des torons.
Les vides d'injection sont principalement causés par l'accumulation d'eau de ressuage aux points hauts du profil du câble. Lorsque le coulis frais subit une sédimentation, l'eau se sépare et remonte vers les ancrages et les points hauts des câbles courbes. Cette water s'évapore ensuite, laissant des vides remplis d'air. Les autres causes incluent l'air emprisonné dû à un éventage inadéquat, les fuites de coulis à travers des gaines non scellées, les gaines obstruées empêchant un remplissage complet, et l'arrêt prématuré des opérations d'injection.
Les vides d'injection sont détectés à l'aide de méthodes d'essais non destructifs (END) comprenant l'impact-écho (réflexion d'ondes de contrainte), la tomographie ultrasonore (imagerie 3D par ondes de cisaillement) et la radiographie (transmission par rayons X ou gamma). L'impact-écho peut détecter des vides aussi petits que 10 % de la section de la gaine à travers jusqu'à 600 mm d'enrobage en béton. La tomographie ultrasonore fournit une cartographie 3D détaillée de la forme et de l'étendue des vides jusqu'à 1000 mm de profondeur de pénétration.
Les principales normes sont la PTI M55.1-12 (Post-Tensioning Institute, États-Unis), les EN 445/446/447 (Normes européennes), les fib Bulletin 33 et 89, et l'ACI 423.8-21. La PTI M55.1 exige un rapport eau-ciment maximal de 0,45, un ressuage nul selon ASTM C940 avec essai par mèche, une résistance à la compression minimale à 28 jours de 5 000 psi (34,5 MPa), et une teneur en chlorure maximale de 0,08 % en poids de matière cimentaire.
Oui, les vides d'injection peuvent être réparés par réinjection assistée sous vide. Le vide est d'abord identifié et localisé par balayage END. De petits trous sont percés dans la gaine à l'emplacement du vide. Le vide est appliqué pour atteindre un niveau de vide de 85–90 %, et un coulis haute performance sans ressuage est aspiré dans le vide. Cependant, la réparation sous vide remplit le vide mais ne traite pas le coulis ségrégé de faible qualité sous-jacent — dans certains cas documentés, les câbles ont cédé dans le coulis corrosif d'origine sous les réparations par vide.
L'injection assistée sous vide est une procédure d'injection améliorée où la gaine du câble est mise sous vide à 85–90 % (pression absolue d'environ 0,01–0,02 MPa) avant l'injection du coulis. Le coulis est ensuite aspiré dans la gaine par le vide, avec une assistance de pompage en pression positive si nécessaire. Ce processus élimine pratiquement les poches d'air emprisonnées et assure un remplissage supérieur des espaces interstitiels des torons. Il est particulièrement efficace pour les géométries de câbles longues et complexes et est spécifié dans la PTI M55.1-12.
Une injection incomplète expose l'acier de précontrainte à l'humidité, à l'oxygène et aux chlorures, entraînant une corrosion par piqûres, une fissuration par corrosion sous contrainte induite par l'hydrogène (H-SCC) et une rupture progressive des torons. La perte d'adhérence empêche le transfert des forces du câble au béton, réduisant la capacité structurelle. Les torons corrodés peuvent céder soudainement et de façon catastrophique. Les effondrements notables incluent le pont Ringling Causeway (2011, deux câbles ont cédé après 8 ans), le pont Varina Enon (2007, rupture de câble après 17 ans), et de multiples ruptures de câbles dans des ponts en Floride en 1999–2000.
Les spécifications modernes limitent strictement le rapport eau/matière cimentaire. La PTI M55.1-12 exige un maximum de 0,45 (en poids). La EN 447:2007 exige un maximum de 0,44 pour le coulis de ciment pur. Les coulis haute performance préconditionnés typiques fonctionnent à 0,28–0,38. À des rapports eau-ciment plus élevés — surtout au-dessus de 0,55 — les propriétés du coulis se détériorent fortement, produisant du ressuage, de la ségrégation et un coulis mou aux caractéristiques corrosives.
Quatre classes sont définies dans la PTI M55.1-12. La classe A est du ciment plus de l'eau pour les environnements non corrosifs uniquement. La classe B ajoute des adjuvants chimiques (plastifiants, agents anti-ressuage). La classe C ajoute des suppléments minéraux (cendres volantes, laitier, fumée de silice) plus des adjuvants chimiques. La classe D sont des coulis préconditionnés, mélangés en usine, avec des formulations propriétaires répondant à toutes les exigences de performance. La pratique moderne pour les structures critiques utilise des coulis thixotropes préconditionnés de classe D qui sont fluides lorsqu'ils sont agités mais de type gel au repos, réduisant considérablement le ressuage et la ségrégation.
Pour une détection complète des vides, une approche multi-méthodes est recommandée. La tomographie ultrasonore offre la meilleure combinaison de profondeur de pénétration (jusqu'à 1000 mm), de capacité de détection des vides et d'imagerie 3D de la forme et de l'étendue des vides. L'impact-écho offre un criblage plus rapide pour la présence/absence de vides. Le GPR est excellent pour localiser les positions des gaines mais ne peut pas déterminer si les gaines sont injectées. La radiographie offre la plus haute résolution mais nécessite un accès bilatéral et des précautions de sécurité radiologique. Sur le viaduc A14 Huntingdon au Royaume-Uni, une combinaison de GPR pour la localisation des gaines et de méthodes ultrasonores pour la détection des vides a été utilisée efficacement.
Le ressuage du coulis est la séparation de l'eau des constituants cimentaires solides du coulis frais due à la sédimentation gravitaire. Dans une gaine PT, l'eau de ressuage migre vers les points les plus hauts — généralement les ancrages dans les câbles courbes — où elle s'accumule puis s'évapore, laissant un vide rempli d'air. Les coulis eau-ciment d'avant 2001 présentaient environ 4 % de ressuage. Dans un câble courbe de 45,7 m (150 pi), cela se traduisait par environ 1,8 m (6 pi) de vide au point haut. Les spécifications modernes exigent 0 % de ressuage grâce à l'utilisation de faibles rapports eau-ciment, d'adjuvants anti-ressuage et de propriétés thixotropes.
Dans la post-tension adhérente, le coulis est injecté dans la gaine après la mise en tension, créant une liaison chimique et mécanique entre le câble et le béton environnant. Dans la post-tension non-adhérente, le câble est enduit de graisse ou de cire et enfermé dans une gaine en plastique, empêchant toute liaison avec le béton. Les systèmes adhérents dépendent du coulis à la fois pour la protection contre la corrosion et le transfert des forces ; les systèmes non-adhérents dépendent entièrement du revêtement de protection contre la corrosion. Les défauts d'injection sont donc bien plus lourds de conséquences dans les systèmes PT adhérents.
Le contrôle qualité pendant l'injection comprend des essais au cône d'écoulement (ASTM C939) au démarrage et toutes les 30 minutes — le temps d'écoulement doit être de 11–30 secondes initial et maximum 30 secondes après 30 minutes. La pression d'injection est surveillée en continu, ne devant pas dépasser 1,0 MPa (145 psi). Le volume de coulis pompé est comparé au volume théorique de la gaine (rapport attendu 1,05–1,15). La température du coulis doit être maintenue entre 10 °C et 32 °C (50–90 °F). Des échantillons de résistance sur cubes sont prélevés à la même fréquence que les essais d'écoulement, exigeant un minimum de 5 000 psi (34,5 MPa) à 28 jours. Des rapports d'injection quotidiens documentent tous les paramètres.
La progression de la corrosion dépend de l'exposition environnementale. Dans les environnements marins agressifs, des câbles ont cédé en seulement 2 ans (étude de cas européenne documentée). Le pont Mid Bay en Floride a connu une rupture de câble après seulement 6 ans. Les câbles du pont Ringling Causeway ont cédé après 8 ans. Le pont Niles Channel a cédé après 16 ans. Le facteur critique est la présence d'humidité, d'oxygène et de chlorures à l'emplacement du vide combinée à la contrainte de traction élevée dans le toron (70–80 % de la résistance à la traction ultime), ce qui rend l'acier de précontrainte hautement susceptible à la fissuration par corrosion sous contrainte.
Le coulis mou est une pâte blanche, crayeuse et non durcie qui se sépare du mélange de coulis prévu — un produit d'exsudation de la ségrégation du coulis. Il a un pH extrêmement élevé (13–14), des concentrations élevées de sulfates et de potassium, et n'acquiert jamais une résistance adéquate. Plutôt que de protéger l'acier, le coulis mou crée un milieu corrosif agressif. Il a été impliqué dans la défaillance du pont Ringling Causeway (2011) et a été documenté comme provoquant la rupture des câbles en moins de deux ans. Le coulis mou peut rester dans un état non durci indéfiniment, créant des cellules de corrosion localisées qui attaquent rapidement les torons de précontrainte.
Le GPR a une capacité limitée pour la détection directe des vides d'injection. Pour les gaines métalliques, les signaux GPR se réfléchissent presque entièrement sur la surface extérieure de la gaine, avec une pénétration négligeable à l'intérieur — rendant la détection des vides impossible. Pour les gaines en plastique, le GPR peut pénétrer à l'intérieur mais la détection des vides reste peu fiable. Le GPR est mieux utilisé pour localiser la position, la profondeur et l'alignement des gaines, tandis que les méthodes ultrasonores ou d'impact-écho sont utilisées pour évaluer l'état du coulis. Cette approche multi-technologies a été appliquée avec succès sur le viaduc A14 Huntingdon au Royaume-Uni pour une évaluation complète de l'état PT.
La PTI M55.1-12 est la spécification pour l'injection des structures post-tendues publiée par le Post-Tensioning Institute. Elle définit quatre classes de coulis (A, B, C, D), fixe le rapport eau-ciment maximal à 0,45, exige un ressuage nul selon ASTM C940 avec essai par mèche, spécifie une résistance minimale à 28 jours de 5 000 psi (34,5 MPa), limite la teneur en chlorure à 0,08 % en poids de matière cimentaire, exige une perméabilité maximale de 2 500 coulombs, et impose une certification du personnel pour les opérateurs d'injection et les inspecteurs via les programmes PTI ou ASBI.
La pression d'injection maximale spécifiée dans la PTI M55.1-12 est de 1,0 MPa (145 psi) à l'entrée du coulis. La pression de maintien typique après achèvement est de 0,5 MPa (72 psi), maintenue jusqu'à ce que toutes les sorties soient scellées. La pression doit être surveillée en continu avec des manomètres d'une précision de ±2 %. Les systèmes modernes utilisent un enregistrement électronique de la pression avec des données horodatées. La pression minimale doit être suffisante pour surmonter la charge hydraulique du point d'injection jusqu'à l'évent le plus haut et les pertes par frottement dans la gaine.
Inspectez les Structures Précontraintes en Toute Confiance
Détectez les vides d'injection et la corrosion des câbles dès le début avec la plateforme d'inspection alimentée par IA de TarmacView — avant que des défaillances structurelles coûteuses ne se développent dans vos ponts, parkings et infrastructures aéroportuaires précontraints.
Le post-tension (PT) est une méthode de précontrainte du béton où des câbles en acier à haute résistance sont mis en tension après le durcissement du béton, app...
Le béton est un matériau de construction composite fabriqué à partir de ciment, d’agrégats, d’eau et d’adjuvants. Sa polyvalence, sa résistance et son adaptabil...
Le revêtement en béton précontraint (PCP) est un système de chaussée rigide dans lequel des contraintes de compression internes sont introduites dans la dalle d...
Pavement
Concrete
+3
Consentement aux Cookies Nous utilisons des cookies pour améliorer votre expérience de navigation et analyser notre trafic. See our privacy policy.