Revêtement en Béton Précontraint
Le revêtement en béton précontraint (PCP) est un système de chaussée rigide dans lequel des contraintes de compression internes sont introduites dans la dalle d...
Pavement
Concrete
+3
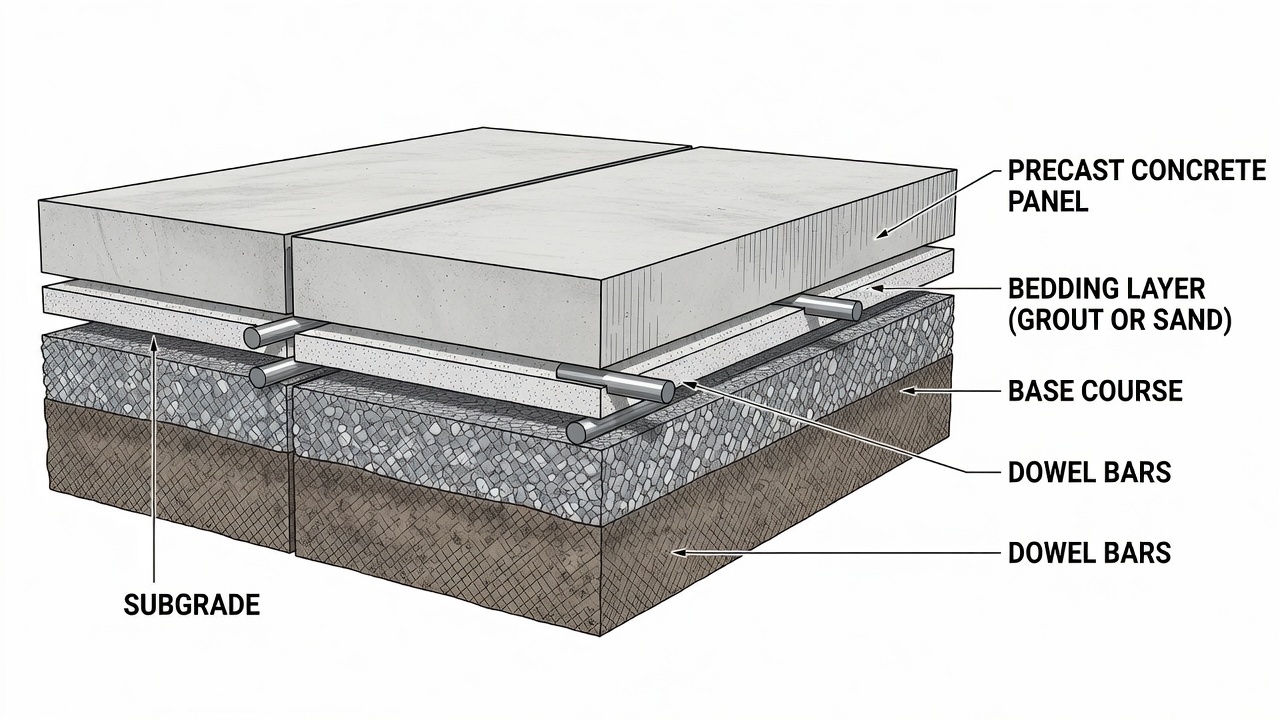
Le revêtement en béton préfabriqué utilise des dalles en béton fabriquées en usine et installées sur site, permettant une construction et une réparation rapides avec un temps de fermeture de voie minimal. Les panneaux préfabriqués sont post-contraints ou connectés via des barres de goujon. Couvre les types de revêtement préfabriqué, les détails des joints, le lit de pose/coulis, et l’inspection pour le tassement des panneaux, la performance des joints et l’érosion du lit de pose.
Le Revêtement en Béton Préfabriqué (PCP) est une technologie de chaussée modulaire dans laquelle des dalles de béton de ciment Portland (PCC) sont fabriquées dans un environnement d’usine contrôlé, transportées sur le site du projet et installées sur une fondation ou sous-fondation préparée. Contrairement au revêtement en béton coulé en place conventionnel — où le béton est mélangé, mis en œuvre, fini et curé sur le terrain — les panneaux PCP arrivent sur le site complètement curés et prêts pour une installation immédiate, éliminant ainsi la contrainte du chemin critique liée au temps de cure sur le terrain.
La Federal Highway Administration (FHWA) définit la technologie PCP comme englobant deux catégories principales de systèmes : le Revêtement en Béton Préfabriqué Jointé (JPrCP), qui utilise des panneaux renforcés ou précontraints installés individuellement ou en série continue avec transfert de charge à chaque joint transversal ; et le Revêtement en Béton Préfabriqué Post-Contraint (PPCP), qui intègre des panneaux plus minces installés en série continue et post-contraints ensemble à l’aide de câbles en acier à haute résistance, ce qui réduit considérablement le nombre de joints transversaux. Une troisième catégorie — le revêtement préfabriqué connecté de manière incrémentale — utilise des connecteurs mécaniques ou des barres de liaison pour relier les panneaux séquentiellement lors de l’installation.

La technologie PCP est utilisée pour deux types d’applications distincts : les réparations ponctuelles — réparations isolées de joints en pleine profondeur ou remplacement complet de panneaux dans des chaussées existantes — et les applications continues — réhabilitation ou reconstruction complète à l’échelle d’un projet de sections de chaussée plus longues. La FHWA indique que les attentes de durée de vie sont d’au moins 20 ans pour les réparations ponctuelles et d’au moins 40 ans pour les applications continues sans traitement correctif majeur futur, sur la base des données de performance sur le terrain de projets construits aux États-Unis depuis le début des années 2000.
Les principaux moteurs du choix du PCP par rapport au béton coulé en place sont la vitesse de construction et la minimisation de l’impact sur la circulation. Le PCP permet d’effectuer des réparations de chaussée en une seule nuit de fermeture de voie de 8 heures ou moins, rétablissant la circulation le matin. Selon le rapport du Projet SHRP2 R05, le PCP est le plus rentable sur les itinéraires transportant plus de 100 000 véhicules par jour où les coûts de fermeture de voie dépassent 100 000 $ par jour et où il n’existe pas d’itinéraires de déviation alternatifs. Sur ces itinéraires, le surcoût des panneaux préfabriqués (généralement 15 à 30 pour cent plus élevé que le béton coulé en place équivalent) est compensé par l’élimination des coûts de retard de circulation et l’évitement des durées prolongées de zone de travaux.
La FHWA, sur la base d’un examen complet de projets réalisés aux États-Unis et d’essais sur le terrain d’installations sélectionnées, a identifié cinq attributs clés que les systèmes PCP performants doivent atteindre :
Constructibilité — Des techniques et des équipements sont disponibles pour garantir des cadences de production acceptables pour l’installation des panneaux. Le processus de construction doit répondre aux exigences logistiques de la livraison en juste-à-temps des panneaux, du positionnement de la grue, de la mise en place du lit de pose, des opérations de coulis et de la finition des joints dans une seule fenêtre de fermeture de voie. Les cadences de production typiques pour l’installation continue de PCP varient de 20 à 40 panneaux par nuit selon l’expérience de l’équipe, la taille des panneaux et les contraintes du site.
Durabilité du Béton — La fabrication en usine des panneaux préfabriqués produit un béton de résistance et de durabilité supérieures par rapport au béton mis en œuvre sur le terrain. Les conditions d’usine permettent un contrôle précis du rapport eau-ciment (généralement 0,38–0,42), un dosage précis des granulats, une température de cure contrôlée (cure à la vapeur accélérée ou cure humide à 70–100 °F), et une consolidation homogène par vibration sur table. Il en résulte un béton avec des résistances à la compression à 28 jours de 5 000 à 8 000 psi (34,5–55 MPa) , une faible perméabilité (pénétration des ions chlorure inférieure à 1 000 coulombs selon ASTM C1202), et une résistance élevée au gel-dégel (facteur de durabilité supérieur à 90 pour cent selon ASTM C666).
Transfert de Charge aux Joints — Des techniques fiables et économiques assurent un transfert de charge efficace aux joints transversaux dans les systèmes PCP jointés et précontraints. L’efficacité du transfert de charge (LTE) — le rapport de la déflexion du côté non chargé d’un joint à la déflexion du côté chargé — doit dépasser 70 pour cent (et de préférence 80 pour cent) pour une performance satisfaisante à long terme. Le PCP y parvient grâce à des barres de goujon installées dans des fentes préformées, avec des tolérances d’alignement qui assurent un mouvement libre du joint tout en maintenant un transfert de charge continu.
Support des Panneaux — Des conditions de support de fondation adéquates et uniformes sont essentielles. La couche de lit de pose (intercouche) compense le désalignement entre le fond plat du panneau et la surface nivelée de la fondation, remplissant les vides et assurant un contact complet. La Note Technique FHWA HIF-16-009 souligne que les panneaux préfabriqués les mieux construits ne peuvent pas bien performer s’ils sont posés sur un support de mauvaise qualité. Un support non uniforme conduit au « syndrome du pont » où les panneaux ne sont maintenus en place que par les mécanismes de transfert de charge aux joints, entraînant une détérioration rapide.
Performance et Efficacité — Les panneaux PCP peuvent être plus minces que les dalles en béton coulé en place équivalentes grâce aux éléments de précontrainte et/ou d’armature. Les panneaux PCP post-contraints ont typiquement une épaisseur de 6 à 8 pouces pour les applications routières, contre 10 à 12 pouces pour le JPCP coulé en place, réduisant ainsi les quantités de matériaux et permettant une installation sur les couches de fondation existantes avec un minimum d’excavation.
Le Revêtement en Béton Préfabriqué Jointé est le système PCP le plus utilisé aux États-Unis. Le JPrCP utilise des panneaux préfabriqués individuels qui sont renforcés ou précontraints, installés individuellement ou en série continue, avec un transfert de charge assuré à chaque joint transversal. La Spécification Guide FHWA FHWA-HIF-19-017 définit les matériaux, les tolérances de fabrication, les procédures d’installation et les critères d’acceptation pour le JPrCP.
Les panneaux JPrCP sont fabriqués avec des fentes de barres de goujon préformées aux faces des joints transversaux. La configuration des fentes varie selon le concept propriétaire ou spécifique à l’agence :
| Type de Fente | Description | Agence/Propriétaire |
|---|---|---|
| Fente inférieure | Fentes de barres de goujon en partie inférieure du panneau, coulis après la mise en place | Plusieurs systèmes propriétaires |
| Fente supérieure (étroite) | Fentes étroites en surface du panneau, partiellement ouvertes après coulis | Illinois Tollway (non propriétaire) |
| Fente supérieure en larme | Fentes de surface en forme de larme s’élargissant vers le goujon | Caltrans (non propriétaire) |
| Fente supérieure hybride et gaine | Combinaison d’une fente de surface et d’une gaine interne | Systèmes propriétaires |
La profondeur de la fente ne doit pas dépasser la moitié de l’épaisseur du panneau plus 1,25 pouces. Pour les fentes supérieures, la largeur à la surface supérieure est d’un maximum de 1,5 pouces et la largeur à l’emplacement du goujon est de 2,5 à 3,5 pouces. Pour les fentes inférieures, la largeur à la surface inférieure est d’un maximum de 2,5 pouces et à l’emplacement du goujon de 3,0 à 3,5 pouces. La longueur de la fente ne dépasse pas la longueur de la barre de goujon plus 1 pouce.
Le JPrCP est le système privilégié pour les réparations ponctuelles et pour les applications continues jusqu’à environ 1 mile de longueur. Les panneaux individuels mesurent typiquement 12 pieds de long sur 12 pieds de large (correspondant à la largeur de voie standard) avec une épaisseur de 8 à 12 pouces selon la charge de trafic. Le système nécessite un joint transversal à chaque extrémité de panneau, ce qui représente environ 440 joints par mile de chaussée — chaque joint nécessitant des barres de goujon, un coulis de fente et une installation de scellement de joint.
Le Revêtement en Béton Préfabriqué Post-Contraint utilise des panneaux plus minces (généralement 6 à 8 pouces pour les applications routières) qui sont installés en série continue et post-contraints ensemble à l’aide de torons ou barres en acier à haute résistance. Les câbles de post-tension sont enfilés dans des gaines préformées coulées dans chaque panneau, et après la mise en place de tous les panneaux d’une série, les câbles sont mis en tension pour appliquer une force de compression de 200 à 400 psi (1,4–2,8 MPa) à l’ensemble du système de chaussée.
Le PPCP offre des avantages significatifs par rapport au JPrCP : moins de joints transversaux (des longueurs de post-tension de 200 à 500 pieds sont typiques, réduisant le nombre de joints de 90 pour cent par rapport au JPrCP) ; des panneaux plus minces nécessitant moins de matériau ; une précontrainte continue qui minimise la formation de fissures et maintient les fissures bien fermées lorsqu’elles apparaissent ; et un transfert de charge amélioré aux joints car la compression continue assure un transfert de cisaillement inhérent à travers les fissures.
Le Département des Transports de Californie (Caltrans) a élaboré des plans et spécifications standard pour le PCP jointé et post-contraint et a réalisé plusieurs projets utilisant le PPCP, y compris des installations de plusieurs centaines à plusieurs milliers de panneaux. Caltrans exige des panneaux supportés par coulis pour toutes les installations PCP afin d’assurer un support uniforme.
Les limites du PPCP comprennent : une plus grande complexité de conception ; la nécessité d’équipements de post-tension spécialisés et d’équipes formées ; un temps d’installation initial plus long par panneau en raison des opérations d’enfilage et de mise en tension des câbles ; et la difficulté de remplacer des panneaux individuels dans une série post-contrainte si un panneau est endommagé en service.
Le revêtement préfabriqué connecté de manière incrémentale est un système hybride où les panneaux sont connectés séquentiellement lors de l’installation à l’aide de connecteurs mécaniques, de barres de liaison ou de connexions par plaques soudées plutôt que par post-tension. Ce système assure une action structurale continue mais permet une installation incrémentale des panneaux sans nécessiter les opérations complètes d’installation et de mise en tension des câbles du PPCP.
Les systèmes connectés de manière incrémentale sont moins courants que le JPrCP ou le PPCP et sont principalement utilisés pour des applications spécialisées telles que les dalles de transition de pont, où la connexion à la structure du pont et la nécessité d’une zone de transition lisse rendent la connexion incrémentale avantageuse. Les connexions sont conçues pour transférer le cisaillement et la traction entre les panneaux adjacents tout en s’adaptant à la dilatation et à la contraction thermiques.
Les panneaux en béton préfabriqué sont fabriqués dans des usines de préfabrication dédiées à l’aide de coffrages préconçus qui reproduisent la géométrie exacte du panneau, la configuration des fentes de barres de goujon et la texture de surface spécifiées dans les documents contractuels. Le processus de fabrication suit une séquence contrôlée :
Préparation du coffrage et mise en place des armatures — Les coffrages en acier sont nettoyés, huilés et assemblés aux dimensions requises du panneau. Un treillis soudé (WWF) ou des barres d’armature nervurées sont placés dans le coffrage avec un enrobage de béton spécifié d’au moins 2 pouces pour la surface supérieure (surface de roulement) et de 1,5 pouces pour la surface inférieure. Les torons de précontrainte (pour les panneaux précontraints) sont mis en tension à la force requise avant la mise en place du béton.
Installation des barres de goujon et des formateurs de fentes — Des formateurs de fentes ou des coffrages perdus sont positionnés aux faces des joints transversaux pour créer la géométrie précise des fentes de barres de goujon. Les barres de goujon sont supportées à mi-épaisseur du panneau dans les formateurs de fentes et maintenues à des tolérances d’alignement strictes : alignement vertical à ± 0,25 pouces de mi-épaisseur et alignement horizontal à ± 0,125 pouces de la position prévue.
Mise en place et consolidation du béton — Le béton avec un affaissement spécifié de 1 à 3 pouces (25–75 mm) et une teneur en air de 6,5 pour cent ± 1,5 pour cent est mis en place dans le coffrage et consolidé à l’aide d’une vibration sur table et/ou de vibrateurs internes. La finition de surface produit la texture spécifiée — généralement un drap de jute pour les chaussées routières ou un striage/rainurage pour les chaussées aéroportuaires.
Cure — Les panneaux sont curés soit par cure à la vapeur accélérée (température portée à 120–150 °F sur 3 à 6 heures et maintenue pendant 6 à 12 heures), soit par cure humide à 70–100 °F pendant 7 jours. La cure accélérée permet de démouler les panneaux dans les 24 heures suivant le coulage et de les transporter vers les aires de stockage en 3 à 5 jours.
La Spécification Guide FHWA FHWA-HIF-19-017 spécifie les tolérances de fabrication suivantes pour les panneaux en béton préfabriqué :
| Paramètre | Tolérance | Méthode d’Essai |
|---|---|---|
| Longueur du panneau | ± 0,125 pouces (3 mm) | Ruban d’acier, mesuré à mi-épaisseur |
| Largeur du panneau | ± 0,125 pouces (3 mm) | Ruban d’acier, mesuré à mi-épaisseur |
| Épaisseur du panneau : ≤ 10 pouces | ± 0,125 pouces (3 mm) | Pied à coulisse ou jauge de profondeur |
| Épaisseur du panneau : > 10 pouces | ± 0,25 pouces (6 mm) | Pied à coulisse ou jauge de profondeur |
| Équerrage | 0,0625 po/pi de dimension (5 mm/m) | Différence de mesure des diagonales |
| Planéité de surface | 0,125 pouces sous règle de 10 pi | Règle et calibre d’épaisseur |
| Alignement vertical des barres de goujon | ± 0,25 pouces de mi-épaisseur | Mesure de profondeur depuis la surface |
| Alignement horizontal des barres de goujon | ± 0,5 pouces d’extrémité à extrémité | Cordeau ou laser |
| Largeur de fente (supérieure/inférieure) | ± 0,125 pouces | Pied à coulisse |
| Profondeur de fente | ± 0,25 pouces | Jauge de profondeur |
Les panneaux qui ne respectent pas ces tolérances sont rejetés et doivent être remplacés aux frais de l’entrepreneur. Les panneaux défectueux qui arrivent sur le site du projet sont signalés et retirés avant le début de l’installation.
La couche de lit de pose (intercouche) entre le fond du panneau préfabriqué et la surface de la fondation préparée est sans doute l’élément le plus critique affectant la performance à long terme du PCP. La Note Technique FHWA HIF-16-009 affirme catégoriquement : « Le support sous les panneaux doit être ferme (résistant) et uniforme. Les meilleurs panneaux préfabriqués ne peuvent pas bien performer s’ils sont posés sur un support de mauvaise qualité. »
La couche de lit de pose remplit deux fonctions principales : le contrôle du nivellement — compensation des irrégularités de surface de la fondation existante ou nouvelle pour atteindre l’élévation et la pente transversale requises de la chaussée ; et le remplissage des vides — assurer un contact complet entre le fond du panneau et la surface de support pour éviter les contraintes de flexion qui fissureraient le panneau sous l’effet des charges de trafic.
Trois systèmes de support de lit de pose sont reconnus par la FHWA, chacun avec des propriétés de matériau, des procédures d’installation et des caractéristiques de performance distinctes.
Le coulis cimentaire à prise rapide est le matériau de lit de pose le plus couramment spécifié pour les systèmes JPrCP et PPCP aux États-Unis. Le coulis est un matériau cimentaire fluide, autonivelant et non rétractable qui atteint une résistance à la compression de 3 000 à 5 000 psi (20,7–34,5 MPa) à 24 heures.
La séquence d’installation pour les panneaux supportés par coulis est la suivante : les panneaux sont positionnés environ 0,25 à 0,5 pouces (6–13 mm) au-dessus de la fondation achevée à l’aide d’un système de levage et de nivellement — généralement quatre boulons de calage filetés ou plus encastrés dans le panneau et réglés depuis la surface à l’aide d’une clé ou d’une clé Allen. Après l’alignement des panneaux et l’engagement des barres de goujon dans les fentes, l’espace sous le panneau est rempli de coulis de lit de pose par des orifices de coulis prépercés (généralement des trous de 1,5 à 2 pouces de diamètre à chaque coin et au milieu du panneau). Le coulis est pompé jusqu’à ce qu’il sorte par tous les trous d’évent, confirmant un remplissage complet.
Les boulons de calage sont desserrés après que le coulis a atteint sa prise initiale (généralement 1 à 2 heures), transférant le poids du panneau à la couche de coulis. Les trous de boulons finaux sont rebouchés avec du coulis non rétractable. Le lit de pose ainsi réalisé fournit un support uniforme sur toute la surface du panneau, empêchant les charges ponctuelles et le « syndrome du pont » où les panneaux non supportés ne sont maintenus que par le transfert de charge aux joints.
Le lit de pose cimentaire nécessite un contrôle de qualité rigoureux : le coulis doit rester suffisamment fluide pour s’écouler sous le panneau mais ne doit pas être si fluide qu’il migre au-delà de la surface du panneau ou perde sa résistance. Le rapport eau-ciment est strictement contrôlé à 0,35–0,40 maximum, et un superplastifiant haut-réducteur d’eau est généralement utilisé pour obtenir la fluidité sans excès d’eau. Des restrictions de température s’appliquent : le coulis de lit de pose n’est pas mis en place lorsque la température ambiante est inférieure à 40 °F (4 °C) ou supérieure à 95 °F (35 °C) sans dispositions spéciales.
Le lit de pose en mousse de polyuréthane haute densité est un système de lit de pose alternatif utilisé principalement pour les applications de réparation où un support immédiat est requis et une réouverture rapide à la circulation est critique. Le système en polyuréthane utilise deux composants liquides — un isocyanate polymère et une résine polyol — qui sont injectés par des trous prépercés dans le panneau préfabriqué (généralement des trous de 0,5 à 0,75 pouces de diamètre espacés de 3 à 4 pieds).
La réaction chimique entre les deux composants produit une expansion exothermique de la mousse qui soulève le panneau au niveau correct et remplit tous les vides entre le fond du panneau et la fondation. La mousse se dilate de 10 à 20 fois son volume liquide en quelques secondes après l’injection, générant une pression de soulèvement de 5 à 15 psi selon la formulation. La cure complète (95 pour cent de la résistance ultime) se produit en 15 à 30 minutes à 70 °F, après quoi le panneau peut être ouvert à la circulation.
La mousse de polyuréthane offre des avantages distincts : pas de temps de cure (la circulation peut être ouverte dans les 30 à 60 minutes suivant l’injection) ; excellente capacité de remplissage des vides (la mousse s’écoule dans les vides et interstices irréguliers) ; des besoins minimaux en équipement (un seul groupe d’injection et une pompe doseuse bicomposant) ; et la capacité de soulever les panneaux tassés au niveau par injection de précision (soulèvements contrôlés de 0,01 à 0,1 pouces par cycle d’injection).
Les limites comprennent : un coût de matériau plus élevé que le coulis cimentaire (3 à 5 $ par pied carré contre 0,50 à 1,00 $ par pied carré pour le coulis) ; une sensibilité à l’humidité à l’interface d’injection (la mousse n’adhère pas aux surfaces humides) ; et la difficulté de vérifier le remplissage complet des vides sous les grands panneaux. Le polyuréthane n’est pas recommandé pour les applications PCP continues où le lit de pose doit fournir un support uniforme à long terme sous un trafic lourd.
Le lit de pose en sable granulaire est le système de lit de pose le plus simple et le moins coûteux, utilisé principalement pour les applications à faible trafic et pour les installations où la surface de la fondation est bien nivelée et uniforme. Une fine couche de sable fin et propre — généralement de 0,125 à 0,25 pouces (3–6 mm) d’épaisseur — est étalée sur la surface de la fondation préparée immédiatement avant la mise en place du panneau. Le panneau est ensuite positionné et assis dans la couche de sable à l’aide du poids statique (le poids propre du panneau) ou d’une légère vibration.
La Note Technique FHWA HIF-16-009 précise que l’épaisseur du lit de pose granulaire doit être limitée à un maximum de 0,25 pouces pour les applications de réparation, car un matériau granulaire non compacté plus épais se consolide sous le trafic, provoquant un tassement du panneau. Il n’y a aucun avantage à fournir un lit de pose granulaire plus épais, et l’utilisation d’un matériau granulaire plus épais non compactable peut être préjudiciable à la performance à long terme de la chaussée.
Lorsqu’un lit de pose granulaire est utilisé, les panneaux doivent être sous-scellés — un coulis cimentaire fluide est injecté après l’installation du panneau pour remplir les vides ou interstices restants sous le panneau. Le coulis de sous-scellement compense le support uniforme limité fourni par la seule couche de sable.
Le lit de pose granulaire est déconseillé pour les applications PCP continues et pour les chaussées aéroportuaires car la non-uniformité inhérente du support entraîne un tassement différentiel des panneaux et un ressaut des joints au fil du temps. Le Manuel NPCA pour le JPrCP recommande que le lit de pose granulaire ne soit utilisé que pour les réparations temporaires ou pour les réparations permanentes sur les routes à faible volume de moins de 500 véhicules par jour.
Un transfert de charge efficace aux joints transversaux est essentiel pour la performance à long terme du revêtement en béton préfabriqué jointé. Le transfert de charge désigne la capacité d’un joint à distribuer une charge de roue appliquée d’un côté du joint au panneau adjacent de l’autre côté, réduisant ainsi la déflexion et la contrainte au bord du joint. La mesure standard est l’Efficacité du Transfert de Charge (LTE) , définie comme le rapport de la déflexion du côté non chargé à la déflexion du côté chargé, exprimé en pourcentage. La FHWA recommande un LTE minimum de 70 pour cent à l’installation et de 80 pour cent pour une performance satisfaisante à long terme.
Le PCP assure le transfert de charge par des barres de goujon — des barres en acier lisses et rondes qui pontent le joint, transférant les efforts de cisaillement du panneau chargé au panneau non chargé tout en permettant un mouvement horizontal libre (ouverture et fermeture du joint due à la dilatation et à la contraction thermiques).
Selon la Spécification Guide FHWA, les barres de goujon pour les systèmes JPrCP répondent aux exigences suivantes : diamètre de 1,25 à 1,5 pouces (32–38 mm) pour les applications routières standard et 1,5 pouces (38 mm) pour les chaussées aéroportuaires ; longueur de 18 pouces (457 mm) ; espacement de 12 pouces (305 mm) sur la largeur du joint ; et positionnement à mi-épaisseur de la dalle (± 0,25 pouces de tolérance verticale). Les barres sont revêtues d’époxy (selon AASHTO M-284) pour la protection contre la corrosion, et une extrémité de chaque barre est munie d’un capuchon de dilatation (généralement un manchon en plastique ou PVC de 2 à 3 pouces de long) pour permettre un mouvement horizontal libre lors de l’ouverture et de la fermeture du joint.
Les barres de goujon sont pré-positionnées dans les fentes des panneaux lors de la fabrication. Les fentes sont formées à l’aide de coffrages amovibles ou de gaines de fente permanentes. Après la mise en place du panneau adjacent et l’engagement des barres de goujon dans les fentes correspondantes, les fentes sont remplies de coulis cimentaire non rétractable (résistance à la compression minimale de 5 000 psi à 24 heures) ou de matériau de ragréage époxy selon le type de fente et la spécification de l’agence.
L’opération de coulis de fente est critique pour la performance du transfert de charge. Pour les fentes supérieures, les fentes sont nettoyées à l’air comprimé, humidifiées et remplies de coulis qui est arasé au niveau de la surface de la chaussée. Le coulis doit être consolidé pour éliminer les vides autour des barres de goujon, généralement à l’aide d’une tige de petit diamètre ou d’une vibration appliquée aux côtés de la fente.
Pour les fentes inférieures, le coulis est réalisé avant que le panneau ne soit complètement assis, tandis que les fentes sont encore accessibles depuis le côté. Après le coulis, le panneau est abaissé sur la couche de lit de pose, et le coulis est laissé à durcir avant la mise en circulation.
Après le coulis des fentes, le joint transversal lui-même est scellé avec un produit de scellement coulé à chaud ou appliqué à froid selon les spécifications AASHTO ou de l’agence. Le réservoir du produit de scellement est formé par sciage d’une fente de 0,25 pouces de large sur 1,5 pouces de profondeur centrée sur le joint après le durcissement du coulis. Le produit de scellement empêche l’infiltration d’eau et l’intrusion de matériaux incompressibles dans le joint.
Le revêtement en béton préfabriqué pour les pistes, voies de circulation et aires de trafic aéroportuaires est régi par la Circulaire Consultative FAA AC 150/5370-16 — Construction Rapide de Chaussées Aéroportuaires Rigides (Béton de Ciment Portland). Le PCP aéronautique doit satisfaire à des exigences qui vont au-delà des applications routières : des magnitudes de charge plus élevées provenant des aéronefs (les charges de train du Boeing 747 dépassent 100 000 livres par jambe) ; des panneaux plus larges pour correspondre à la géométrie de la chaussée existante ; des tolérances de planéité de surface plus strictes (déviation maximale de 0,125 pouces sous une règle de 16 pieds selon les normes FAA) ; et la prévention des débris d’objets étrangers (FOD) — tous les joints, fentes et connexions doivent être finis au ras et scellés pour empêcher la génération de matériaux détachables.
Le ERDC du Corps des Ingénieurs de l’Armée Américaine a mené des essais de charge accélérée de panneaux préfabriqués pour usage aéronautique, démontrant que des systèmes PCP correctement conçus et installés peuvent résister à 50 000 à 100 000 couvertures d’aéronefs équivalentes sans défaillance structurale — soit l’équivalent de 20 à 40 ans de service sur des aérodromes à intensité moyenne.
Le projet PCP aéronautique le plus largement cité est la réhabilitation de la voie de circulation de l’Aéroport International Washington Dulles réalisée en 2003 à l’aide du système préfabriqué en béton Super-Slab de Fort Miller. Le projet a remplacé le revêtement en béton détérioré de la Voie de Circulation Bravo et de la Voie de Circulation Yankee par des panneaux préfabriqués mesurant respectivement 25 pieds de long sur 12,5 pieds de large et 20 pieds de long sur 12,5 pieds de large.
Les détails techniques clés comprennent : les panneaux ont été intentionnellement déformés lors du coulage pour correspondre à la pente transversale relevée de la voie de circulation (environ 1,5 pour cent) et aux élévations des dalles adjacentes, assurant un raccordement transparent avec la chaussée existante ; les panneaux ont été fortement armés d’acier (rapport d’armature d’environ 1,5 pour cent) pour atteindre la résistance à la flexion requise avec une section plus mince (11 pouces) que la chaussée existante (14 pouces), permettant une installation sans excavation ni remplacement des couches de fondation existantes ; et l’installation a été réalisée pendant des fermetures de nuit de 8 à 8,5 heures, les panneaux étant ouverts à la circulation aéronautique la même nuit.
Le projet a atteint : zéro heure d’exploitation perdue à l’aéroport ; aucun retard de vol attribué aux travaux de chaussée ; la mise en place réussie d’une section de 50 × 50 pieds sur deux nuits (Voie de Circulation Bravo) et d’une section de 25 × 40 pieds en une seule nuit (Voie de Circulation Yankee). La FAA a cité ce projet comme un exemple de référence de réparation accélérée de chaussée aéroportuaire, et le système Super-Slab a depuis été déployé sur plus de 100 projets aéroportuaires à travers le pays.

Un projet aéronautique préfabriqué plus récent à l’Aéroport International de Vancouver (YVR) a utilisé des panneaux préfabriqués Super-Slab pour des réparations de voies de circulation nécessitant une perturbation opérationnelle minimale. Le projet a démontré l’applicabilité de la technologie préfabriquée aux environnements aéroportuaires internationaux où les fenêtres de fermeture sont extrêmement limitées et où des restrictions de bruit s’appliquent à la construction de nuit. Les panneaux de YVR ont été conçus pour supporter les charges de train des Boeing 777 et Airbus A380, avec une épaisseur de panneau de 14 pouces et des barres de goujon de 1,5 pouces de diamètre espacées de 12 pouces.
L’application la plus large du PCP aux États-Unis a été pour la réhabilitation continue des autoroutes inter-États à fort trafic où les fermetures de voie sont limitées à des périodes de nuit ou des fenêtres de week-end. La Spécification Spéciale 4070 du Département des Transports du Texas (TxDOT) fournit l’une des spécifications PCP les plus détaillées au niveau des États du pays, couvrant le revêtement en béton préfabriqué jointé pour les applications de réparation et continues.
La spécification PCP de TxDOT exige : les panneaux doivent être armés de treillis soudé (WWF) ou de barres nervurées avec un rapport d’armature minimum de 0,05 pour cent de la section transversale ; l’épaisseur du panneau doit être conforme aux plans (généralement 10 à 12 pouces pour un usage routier) ; tous les joints transversaux doivent être munis de barres de goujon revêtues d’époxy (diamètre de 1,5 pouces, longueur de 18 pouces, espacement de 12 pouces) ; le coulis de lit de pose doit atteindre une résistance à la compression minimale de 3 000 psi à 24 heures ; et chaque panneau doit avoir quatre ancres de levage dimensionnées pour une charge de travail sécuritaire minimale de 2,5 fois le poids du panneau.
L’Illinois Tollway a réalisé plusieurs projets PCP en utilisant une conception de panneau à fente supérieure non propriétaire — l’une des rares conceptions de panneau développées par une agence disponibles dans le domaine public. La version de l’Illinois Tollway utilise des fentes de surface étroites (0,75 pouces de large en surface, s’élargissant à 2,5 pouces à l’emplacement du goujon) qui sont partiellement remplies de coulis, laissant une rainure peu profonde en surface qui est scellée avec un produit de scellement de joint. Cette conception permet une installation rapide des barres de goujon et un coulis de fente sans nécessiter d’accès au fond du panneau.
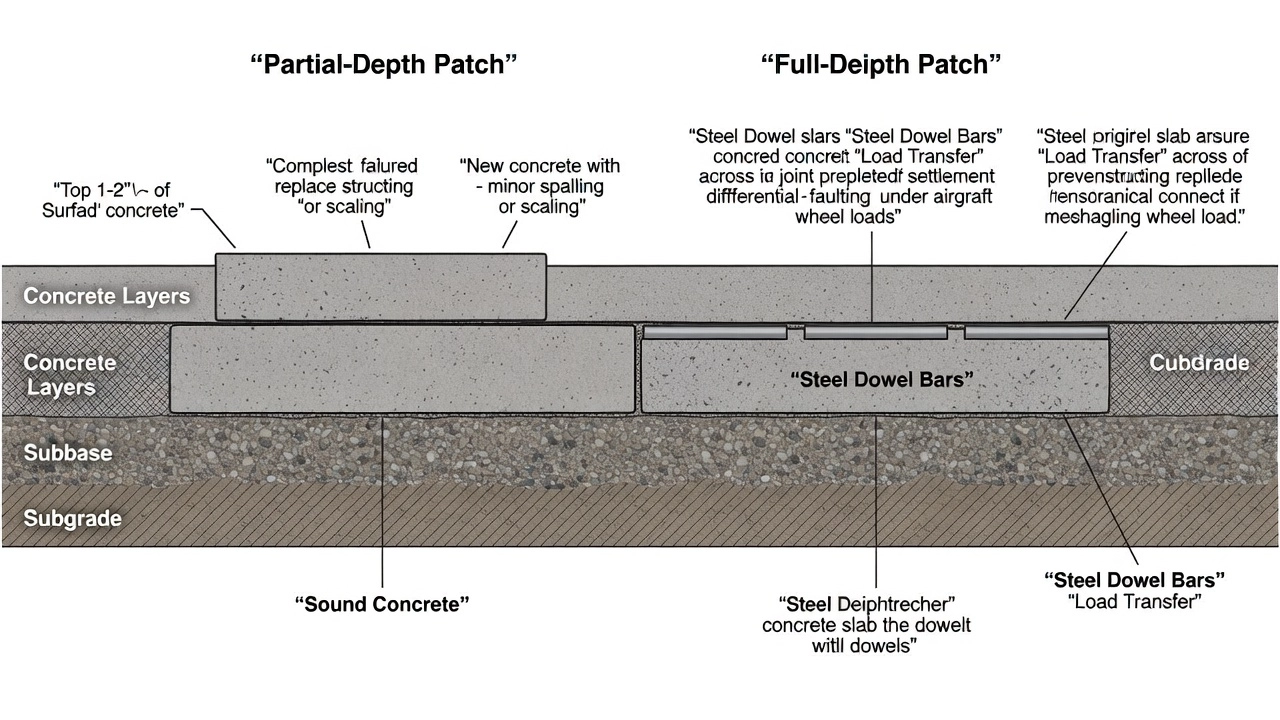
La réparation ponctuelle PCP comprend les réparations de joints en pleine profondeur (remplacement du béton détérioré à un joint transversal existant) et le remplacement complet de panneau (remplacement d’une dalle fissurée ou fracturée). Les deux réparations suivent un processus similaire : le béton détérioré est scié et retiré ; la fondation existante est inspectée, rectifiée et compactée selon les besoins ; le matériau de lit de pose est mis en place ou la zone est préparée pour l’injection de coulis ; le panneau préfabriqué est abaissé en position à l’aide d’une grue ; les barres de goujon dans les fentes du panneau s’engagent avec les barres dans la chaussée adjacente ; l’espace du lit de pose est rempli de coulis ; et la circulation est ouverte après la prise du coulis (généralement 2 à 4 heures pour un coulis à prise rapide).
Les réparations ponctuelles utilisent typiquement des panneaux de 12 pieds de long sur 12 pieds de large (pleine largeur de voie) avec une épaisseur correspondant à la chaussée existante. Pour les réparations demi-voie, les panneaux peuvent être de 6 pieds sur 12 pieds. La FHWA note qu’au moins quatre barres de goujon doivent être placées dans chaque voie de roue pour les réparations isolées, avec un capuchon de dilatation à une extrémité de chaque barre pour permettre le mouvement du joint.
L’inspection de la fabrication des panneaux préfabriqués est réalisée à l’usine de fabrication et couvre : la vérification des matériaux du béton — type de ciment, granularité des granulats, dosage des adjuvants, rapport eau-ciment, teneur en air et résultats d’essais de résistance à la compression (minimum 4 000 psi à 28 jours pour les routes, 5 000 psi pour les aérodromes selon FAA P-501) ; la mise en place des armatures — diamètre des barres, espacement, enrobage et intégrité des fils d’attache ; l’alignement des barres de goujon — position verticale à mi-épaisseur ± 0,25 pouces, alignement horizontal ; les vérifications dimensionnelles — longueur, largeur, épaisseur, équerrage, planéité de surface selon les tolérances FHWA ; et la finition de surface — profondeur de texture, absence de défauts de surface (nids de gravier, alvéolage, fissuration).
Chaque panneau se voit attribuer un numéro d’identification unique coulé dans la surface, et les dossiers de fabrication (bons de livraison de béton, registres de cure, listes de contrôle d’inspection) sont conservés pour chaque panneau. Les panneaux qui échouent à l’inspection sont marqués comme rejetés et ne sont pas expédiés sur le site du projet.
L’inspection de l’installation couvre les critères d’acceptation suivants selon la Spécification Guide FHWA FHWA-HIF-19-017 :
| Paramètre | Critères d’Acceptation | Méthode d’Essai |
|---|---|---|
| Différence d’élévation verticale aux joints | ≤ 0,06 pouces (1,5 mm) | Règle de 4 pieds au droit du joint |
| Largeur du joint | 0,25 – 0,5 pouces (6–13 mm) | Calibre d’épaisseur ou pied à coulisse |
| Planéité de surface | ≤ 0,125 pouces sous règle de 10 pieds | Règle et calibre d’épaisseur |
| Couverture du coulis de lit de pose | 100 pour cent de la surface du panneau | Vérification par les trous d’évent |
| Résistance à la compression du coulis | ≥ 3 000 psi à 24 heures | Essai de compression d’échantillons de coulis |
| Remplissage des fentes de barres de goujon | Remplissage à 100 %, sans vides | Inspection visuelle, auscultation |
| Fissuration des panneaux | Aucune permise | Inspection visuelle |
| Écaillage aux joints | Aucun permis | Inspection visuelle |
| Produit de scellement de joint | Continu, sans lacunes | Inspection visuelle |
L’Ingénieur (représentant de l’agence) doit vérifier que chaque panneau respecte ces critères avant d’accepter l’installation. Les panneaux défectueux — ceux présentant des différences d’élévation aux joints hors tolérance, des fissures, de l’écaillage ou des défauts de coulis — doivent être retirés et remplacés aux frais de l’entrepreneur.
L’inspection de la performance à long terme du PCP suit la même méthodologie que l’inspection conventionnelle des chaussées en béton selon l’ASTM D5340 (Relevés d’Indice de Condition des Chaussées Aéroportuaires) ou les protocoles de gestion des chaussées des agences. Les désordres spécifiques surveillés dans le PCP comprennent :
Tassement des Panneaux — Mouvement vertical différentiel de panneaux individuels par rapport aux panneaux adjacents ou au bord de la chaussée. Le tassement est mesuré à l’aide d’une règle de 4 pieds placée en travers du joint ou d’un profilomètre à palpeur pour une mesure de profil continu. Un tassement dépassant 0,25 pouces aux joints est considéré comme un désordre de sévérité modérée nécessitant une action corrective (généralement une injection de soulèvement au polyuréthane ou une reconstruction partielle).
Ressaut de Joint — Différence d’élévation verticale entre les côtés d’approche et de départ d’un joint transversal. Le ressaut résulte de l’accumulation de matériaux incompressibles sous la dalle de départ, de l’érosion du lit de pose au niveau du joint ou d’une perte de support. Un ressaut de 0,1 à 0,2 pouces constitue le seuil pour une surveillance d’entretien courante ; un ressaut dépassant 0,25 pouces nécessite un meulage ou une stabilisation de la dalle.
Érosion du Lit de Pose — Perte de matériau de lit de pose sous le panneau, détectée par essai au déflectomètre à masse tombante (FWD) . L’essai FWD mesure le bassin de déflexion sous une charge impulsionnelle standardisée — une déflexion élevée au joint et une efficacité de transfert de charge réduite indiquent une érosion du lit de pose. Les essais FWD sont effectués annuellement pour les installations PCP à fort trafic et tous les deux ans pour les installations à trafic moyen.
Corrosion et Désalignement des Barres de Goujon — Détectés par radar à pénétration de sol (GPR) ou tomographie par imagerie magnétique (MIT-Scan) . Des barres de goujon corrodées ou désalignées réduisent l’efficacité du transfert de charge et peuvent provoquer un écaillage et une fissuration du joint.
Écaillage du Joint — Dégradation du béton au bord du joint, généralement dans les 6 à 12 pouces du joint. L’écaillage dans le PCP est le plus souvent causé par un coulis de fente inadéquat (vides autour des barres de goujon), un désalignement des barres de goujon (entravant le mouvement du joint) ou l’intrusion de matériaux incompressibles dans le joint.
Défaillance du Coulis de Fente — Détérioration ou déplacement du matériau de coulis dans les fentes des barres de goujon, détectée par auscultation (son creux lors du tapotement) ou inspection visuelle (fissuration ou écaillage le long des bords des fentes). Les fentes dont l’intégrité du coulis est compromise doivent être nettoyées et regarnies de coulis pour rétablir le transfert de charge.
La FHWA et plusieurs agences d’États ont réalisé des essais de chaussée accélérés (APT) des systèmes PCP pour valider les attentes de performance. Le centre d’essais de charge accélérée de Caltrans a testé des panneaux PCP avec fentes inférieures à l’aide d’un simulateur de véhicules lourds appliquant des charges équivalentes à un essieu simple de 80 000 livres (36 300 kg) (ESALs). Les résultats ont montré que le PCP correctement construit maintenait un LTE au-dessus de 80 pour cent pendant plus de 5 millions d’ESALs sans fissuration structurale.
Le Kansas DOT et l’Université du Kansas ont mené des essais de simulateur de véhicules lourds sur des panneaux de revêtement préfabriqué jointé au Civil Infrastructure Systems Laboratory, en appliquant des charges d’essieu de 100 000 livres. Les essais ont démontré que les panneaux PCP avec lit de pose cimentaire maintenaient un LTE au-dessus de 85 pour cent après 10 millions d’applications de charge — soit l’équivalent de 30 à 40 ans de trafic autoroutier inter-États.
La FHWA indique les attentes de durée de vie suivantes pour le PCP sur la base des données de performance sur le terrain et des résultats APT : réparations ponctuelles (réparations de joints en pleine profondeur et remplacement de panneaux individuels) — 20 à 25 ans ; applications continues JPrCP — 30 à 40 ans ; et applications continues PPCP — 40 à 50 ans.
L’analyse du coût du cycle de vie comparant le PCP au béton coulé en place pour une reconstruction typique d’autoroute inter-États : le coût initial de construction du PCP est 15 à 30 pour cent plus élevé (85 à 110 $ par yard carré contre 65 à 85 $ par yard carré pour le coulé en place) ; mais lorsque les coûts de retard des usagers sont inclus (évalués à 25–50 $ par véhicule-heure), le PCP est généralement 10 à 20 pour cent inférieur en coût total car les fermetures de nuit éliminent les perturbations de circulation pluriquotidiennes requises pour la construction en béton coulé en place. Le Département des Transports de Californie estime que le PCP devient compétitif en termes de coût avec le béton coulé en place sur les itinéraires transportant plus de 50 000 véhicules par jour dans chaque direction.
La fabrication en usine offre les avantages de durabilité suivants pour le PCP : rapport eau-ciment constant (généralement 0,38–0,42 contre 0,42–0,48 pour le béton de chantier) ; perméabilité plus faible (pénétration des ions chlorure de 800 à 1 200 coulombs pour le béton d’usine contre 1 500 à 2 500 coulombs pour le béton de chantier) ; résistance plus élevée (5 000–8 000 psi en usine contre 4 000–5 500 psi sur chantier) ; meilleure résistance au gel-dégel (facteur de durabilité de 90 à 95 pour cent pour l’usine contre 80 à 85 pour cent pour le chantier) ; et cure contrôlée éliminant la variabilité de résistance due aux conditions météorologiques.
Pour le PCP post-contraint, la contrainte de compression continue (200–400 psi) offre des avantages supplémentaires en matière de durabilité : la précontrainte maintient les fissures bien fermées (largeur de fissure inférieure à 0,004 pouces contre 0,01–0,02 pouces pour le JPCP), empêchant l’infiltration d’eau ; la compression en partie inférieure de la dalle réduit la contrainte de traction sous l’effet des charges de trafic de 40 à 60 pour cent, prolongeant la durée de vie en fatigue ; et l’élimination des joints transversaux (réduits de 440 joints par mile pour le JPrCP à 10–20 joints par mile pour le PPCP) supprime les principaux emplacements d’infiltration d’eau et de détérioration liée aux charges.
Les principales publications de la FHWA régissant la conception, la construction et l’inspection du PCP comprennent :
| Numéro du Document | Titre | Contenu |
|---|---|---|
| FHWA-HIF-19-017 | Spécification Guide pour le Revêtement en Béton Préfabriqué Jointé | Spécification complète pour les matériaux, la fabrication, l’installation et l’acceptation du JPrCP |
| FHWA-HIF-19-011 | Mise en Œuvre du Revêtement en Béton Préfabriqué par les Agences Routières Américaines | Études de cas et directives de mise en œuvre de 29 agences |
| FHWA-HIF-19-013 | Mise en Œuvre de la Technologie du Revêtement en Béton Préfabriqué | Rapport final sur le Programme d’Assistance à la Mise en Œuvre du SHRP2 |
| FHWA-HIF-16-008 | Systèmes de Transfert de Charge pour le Revêtement en Béton Préfabriqué | Note technique sur la conception des barres de goujon et le transfert de charge aux joints |
| FHWA-HIF-16-009 | Systèmes de Support de Lit de Pose pour le Revêtement en Béton Préfabriqué | Note technique sur les matériaux de lit de pose et l’installation |
| FHWA-HIF-019-099 | Aperçu du Revêtement en Béton Préfabriqué aux États-Unis | Résumé de l’état de la technologie PCP |
Pour les applications aéronautiques, les principaux documents d’orientation sont : AC 150/5370-16 — Construction Rapide de Chaussées Aéroportuaires Rigides (Béton de Ciment Portland) ; AC 150/5370-10H — Normes pour la Spécification de la Construction d’Aéroports (Article P-501 pour les Chaussées PCC) ; et AC 150/5380-6C — Directives et Procédures pour l’Entretien des Chaussées Aéroportuaires.
Le Groupe de Mise en Œuvre Technique AASHTO sur les Systèmes de Revêtement en Béton Préfabriqué (TIG on PCPS) fournit des recommandations de spécification au niveau des États et promeut des pratiques PCP standardisées au sein des agences membres. Le Manuel NPCA pour le Revêtement en Béton Préfabriqué Jointé (3e Édition, 2022) est la référence standard de l’industrie couvrant la conception des panneaux, le contrôle de qualité de fabrication, la logistique de transport et les procédures d’installation. Le PCI Design Handbook fournit des normes de conception structurales pour les éléments en béton préfabriqué et précontraint.
Au-delà de l’usage routier et aéronautique standard, la technologie PCP a été appliquée à plusieurs scénarios spécialisés. Les dalles de transition de pont — où le tassement différentiel entre la structure du pont et la chaussée adjacente crée des problèmes de qualité de roulement — bénéficient du PCP car les dalles de transition préfabriquées peuvent être installées avec des connexions par goujons à la culée du pont et des panneaux interconnectés qui couvrent la zone sujette au tassement. Le Colorado DOT a construit une surcouche non collée en PCP sur l’I-25 en utilisant le système propriétaire URETEK Stitch-in-Time (un précurseur du PCP actuel nivelé au polyuréthane).
Les ponts de réseaux — où des conduites de drainage ou des ponceaux défaillants passent sous la chaussée — peuvent être réparés à l’aide de panneaux PCP conçus pour franchir la structure de réseau défaillante, distribuant les charges de trafic vers un terrain stable de chaque côté. Les panneaux pour cette application sont renforcés ou précontraints pour fournir la capacité de flexion requise en tant que poutre franchissant le vide.
Les arrêts de bus et stations de transit — où les charges d’essieu lourdes répétées des bus créent de l’orniérage dans les chaussées bitumineuses et de l’écaillage dans le béton coulé en place — constituent une application croissante du PCP. Le Connecticut DOT a installé du PCP sur deux arrêts de bus le long de la voie de bus CTfastrak à New Britain en octobre 2016, utilisant 24 panneaux à fente inférieure supportés par coulis sur une fondation préparée. Les arrêts de bus ont été installés sur deux nuits de fermeture et ouverts à la circulation des bus le lendemain matin, éliminant la fermeture de plusieurs mois qui aurait été nécessaire pour une construction en béton coulé en place.
Le transport des panneaux PCP nécessite une planification logistique minutieuse. Les panneaux sont transportés de l’usine de fabrication au site du projet sur des remorques plateau dimensionnées pour le poids du panneau. Un panneau routier typique de 12 × 12 pieds (10 pouces d’épaisseur) pèse environ 18 000 livres (8 165 kg) , bien dans la capacité standard des camions de transport lourd. Les panneaux aéroportuaires mesurant 25 × 12,5 pieds et 14 pouces d’épaisseur pèsent environ 45 000 livres (20 400 kg) , nécessitant des remorques spécialisées et des permis de transport hors norme/surcharge.
La Spécification Guide FHWA exige une livraison en juste-à-temps pour minimiser les besoins de stockage sur site. Les panneaux doivent arriver sur le site du projet dans un délai de 3 à 4 heures avant l’installation prévue et être installés dans les 2 heures suivant leur arrivée pour éviter la déformation thermique due à un chauffage différentiel. Les panneaux stockés sur site pendant plus de 24 heures doivent être entreposés sur des cales en bois à 4 à 6 points d’appui par panneau, les cales étant placées directement au-dessus des ancres de levage pour éviter les contraintes de flexion.
Le levage des panneaux est effectué à l’aide de palonniers avec des points de levage réglables qui correspondent aux emplacements des ancres de levage du panneau. Le palonnier doit être suffisamment long pour maintenir les câbles de levage à un angle de 60 degrés ou plus par rapport à l’horizontale afin d’éviter les forces horizontales excessives qui pourraient fissurer le panneau au niveau des ancres de levage.
Les systèmes de revêtement en béton préfabriqué peuvent réduire les temps de fermeture des pistes et voies de circulation de plusieurs jours à une seule nuit, tout en offrant une durée de vie de 40 ans. Notre équipe fournit des conseils techniques sur la sélection des systèmes PCP, l'élaboration des spécifications et l'inspection d'assurance qualité pour les projets de revêtement préfabriqué aéroportuaire. Contactez-nous pour discuter de vos besoins en réparation rapide de chaussée.
Le revêtement en béton précontraint (PCP) est un système de chaussée rigide dans lequel des contraintes de compression internes sont introduites dans la dalle d...
Le rafistolage du béton répare les détresses localisées du PCC — réparation partielle pour les éclatements et desquamations de surface, réparation totale pour l...
Le whitetopping est un revêtement en béton posé sur une chaussée en enrobé existante pour offrir une surface durable et à haute résistance. Le whitetopping conv...