Les mastics silicone sont des matériaux de scellement de joints élastomères à faible module pour chaussées en béton, qui accommodent des mouvements de joints importants tout en maintenant une étanchéité imperméable. Ils sont préférés pour les chaussées PCC aéroportuaires en raison de leur résistance au carburant et de leur durabilité. Couvre la chimie du silicone, l’application, les caractéristiques de performance et la comparaison avec d’autres types de mastics.
Mastics de Joint en Silicone pour Chaussées
Définition et Chimie
Le mastic de joint en silicone pour chaussées est un matériau élastomère à durcissement chimique, monocomposant, appliqué à froid, formulé spécifiquement pour sceller les joints des chaussées en béton de ciment Portland (PCC). Chimiquement, les mastics silicone sont basés sur des polymères de polydiméthylsiloxane (PDMS) — des macromolécules à longue chaîne avec un squelette silicium-oxygène et des groupes méthyle latéraux attachés à chaque atome de silicium. Le squelette silicium-oxygène (Si-O-Si) confère au matériau ses caractéristiques déterminantes : une flexibilité exceptionnelle, une stabilité thermique sur des plages de températures extrêmes, une résistance aux rayonnements ultraviolets (UV) et une inertie chimique intrinsèque. L’énergie de liaison de la liaison siloxane (Si-O) est d’environ 444 kJ/mol, nettement supérieure à celle de la liaison carbone-carbone (348 kJ/mol) que l’on trouve dans les squelettes des polymères organiques. Cette différence fondamentale au niveau moléculaire explique pourquoi les mastics silicone résistent bien mieux que les mastics à base organique tels que les polyuréthanes et les polysulfures à la dégradation oxydative, aux attaques de l’ozone et au vieillissement.
Le mécanisme de durcissement des mastics silicone de qualité chaussée suit le processus de vulcanisation à température ambiante (RTV) — une réaction de réticulation par condensation déclenchée par l’humidité atmosphérique. Lorsque le matériau monocomposant est extrudé de son contenant scellé et exposé à l’humidité ambiante, les molécules d’eau diffusent dans la matrice de silicone et réagissent avec les groupes terminaux hydrolysables (généralement des groupes fonctionnels acétoxy, alcoxy ou oxime) sur les chaînes polymères de PDMS. Cette réaction libère un sous-produit de faible poids moléculaire (acide acétique dans les systèmes acétoxy, alcools dans les systèmes alcoxy, ou oximes dans les systèmes à durcissement neutre) et forme des réticulations entre les chaînes polymères adjacentes, construisant un réseau élastomère tridimensionnel. La plupart des silicones de qualité chaussée utilisent une chimie de durcissement neutre (alcoxy) pour éviter les problèmes de corrosion de l’acier noyé et minimiser les odeurs lors de l’application sur des projets de pavage à grande échelle.
La désignation à faible module qui caractérise les mastics silicone pour chaussées est un attribut de performance critique. Le module fait référence à la contrainte nécessaire pour produire un allongement donné du matériau. Les silicones à faible module — présentant généralement un module de traction à 100 % inférieur à 0,35 MPa (50 psi) selon les exigences de l’ASTM D5893 — s’étirent facilement sous faible contrainte, ce qui signifie que le cordon de mastic exerce une force minimale sur la ligne de collage avec le support en béton lorsque le joint s’ouvre lors de la contraction par temps froid. Cette propriété réduit directement le risque de rupture adhésive (décollement de la paroi du joint) et de rupture cohésive (déchirure à l’intérieur du mastic), qui sont les deux modes de défaillance dominants dans les mastics de joint de chaussée. La caractéristique de faible module est obtenue grâce à une longueur de chaîne polymère optimisée, une densité de réticulation contrôlée et l’incorporation de fluides silicones non réactifs qui plastifient le réseau durci.
Les propriétés rhéologiques des mastics silicone pour chaussées ont été largement étudiées par rhéométrie dynamique de cisaillement (DSR). Les recherches menées à la station d’essais du génie de l’armée américaine (U.S. Army Engineer Waterways Experiment Station) ont démontré que les mastics silicone présentent un comportement viscoélastique prononcé, ce qui signifie qu’ils présentent à la fois des réponses visqueuses (liquides, dépendantes du temps) et élastiques (solides, réversibles) à la déformation appliquée. Ce double comportement régit la performance du mastic sous les mouvements thermiques cycliques subis par les joints de chaussée en béton — où les variations quotidiennes et saisonnières de température de 40 °C ou plus peuvent faire varier considérablement les largeurs de joint. La nature viscoélastique permet au mastic de dissiper la contrainte par écoulement visqueux lors des mouvements lents et prolongés (tels que la contraction thermique saisonnière) tout en rebondissant élastiquement lors des déplacements rapides et transitoires (tels que le passage des roues d’avion). Le module de conservation (G’) — représentant la composante élastique et récupérable — et le module de perte (G") — représentant la composante visqueuse et dissipative — varient considérablement avec la température, la fréquence de chargement et le degré de durcissement.
La chimie de l’adhésion entre le mastic silicone et le béton est régie à la fois par un verrouillage mécanique et une liaison chimique. Les faces des joints PCC fraîchement préparés offrent un substrat microscopiquement rugueux et à haute énergie de surface dans lequel le silicone à faible viscosité (pour les formulations autonivelantes) ou lissé (pour les formulations non coulantes) peut s’écouler et s’ancrer mécaniquement. Simultanément, les promoteurs d’adhésion à base de silane organofonctionnel formulés dans le mastic subissent des réactions d’hydrolyse et de condensation avec les groupes silanol (Si-OH) présents à la surface du béton et dans la pâte de ciment hydratée, formant des liaisons siloxane covalentes qui ancrent chimiquement le mastic au substrat. Ce double mécanisme d’adhésion — verrouillage mécanique plus liaison chimique — explique pourquoi la préparation de surface, en particulier l’élimination de la laitance, des produits de cure et des contaminants qui bloquent l’accès aux surfaces de béton réactives, est le facteur déterminant le plus important de la durée de vie du mastic.
Types de Mastics Silicone pour Chaussées
La norme ASTM D5893 — Spécification standard pour les mastics de joint silicone à durcissement chimique, monocomposant, appliqués à froid pour chaussées en béton de ciment Portland — définit deux types distincts de mastics silicone basés sur la rhéologie d’application et l’utilisation prévue : Type SL (autonivelant) et Type NS (non coulant). Ces deux types partagent la même chimie de base polysiloxane mais sont formulés avec différents modificateurs rhéologiques, charges et profils de viscosité pour s’adapter à différentes géométries de joint et conditions de mise en place.
Type SL (Autonivelant) — Les mastics silicone de type SL sont formulés comme des matériaux à faible viscosité, s’écoulant par gravité, avec une fluidité suffisante pour être versés dans les joints horizontaux et s’aplanir en une surface lisse, affleurante ou légèrement en retrait, sans lissage. La viscosité est généralement ajustée à environ 100 000 centipoises à la température d’application, permettant au matériau de s’écouler dans les irrégularités du joint, les cavités d’éclatement et la texture de surface tout en libérant les bulles d’air piégées. Les silicones autonivelants sont le choix dominant pour les travaux de production de chaussées à grande échelle — joints transversaux et longitudinaux d’autoroutes, joints de retrait de pistes et voies de circulation aéroportuaires, et joints sciés d’aires de trafic — où la rapidité d’application, la régularité du profil du joint et une intervention minimale de l’équipe sont prioritaires. Les mastics de type SL sont pompés directement à partir de seaux de 5 gallons (19 litres) ou de fûts de 55 gallons (208 litres) à l’aide de pompes pneumatiques avec plateau suiveur, permettant une application continue le long de plusieurs milliers de mètres linéaires par équipe. Les cadences de production de 240 à 600 mètres linéaires par équipe sont typiques, selon la largeur et la profondeur du joint, la taille de l’équipe et les conditions d’accès.
Type NS (Non Coulant) — Les mastics silicone de type NS, également appelés mastics de qualité pistolet ou mastics lissés, sont formulés avec des additifs thixotropes qui confèrent une contrainte de seuil suffisante pour empêcher l’écoulement ou l’affaissement après mise en place, même sur des faces de joint verticales ou fortement inclinées. Les formulations non coulantes sont conditionnées en cartouches standard pour pistolet à calfeutrer (10,3 ou 20 onces liquides) ou en sacs de type saucisson pour pistolets pneumatiques. Après extrusion dans le joint, les mastics de type NS doivent être lissés — pressés et lissés avec une spatule, une truelle ou un outil de profilage — pour obtenir un contact intime avec les parois du joint, un retrait approprié sous la surface de la chaussée et un profil concave qui minimise la concentration de contraintes à la ligne de collage. Le lissage fait également pénétrer le mastic dans les pores de surface et élimine les poches d’air. Le type NS est spécifié pour les joints verticaux dans les structures telles que les murs de culée, les murs de soutènement, les parapets de pont, et pour les transitions de chaussée inclinées où la gravité tirerait une formulation autonivelante hors du joint. Dans les applications aéroportuaires, les mastics de type NS sont utilisés dans les joints de construction verticaux aux interfaces des terminaux, les raccordements de structures de drainage et les transitions de rampes inclinées où les matériaux autonivelants ne resteraient pas en place.
Les deux types durcissent par le même mécanisme activé par l’humidité et doivent satisfaire aux mêmes exigences de propriétés durcies selon l’ASTM D5893 — notamment le module de traction (maximum 0,35 MPa à 100 % d’allongement), l’allongement à la rupture (minimum 600 %), la dureté (Shore A de 15 à 40 après durcissement) et la durabilité de la liaison après immersion dans l’eau et vieillissement en étuve. La différenciation réside uniquement dans la rhéologie non durcie et les procédures de préparation et de mise en place appropriées à chaque type.
Certains fabricants produisent des produits à double consistance qui peuvent être appliqués comme formulations autonivelantes à des températures ambiantes plus basses (où la viscosité est plus élevée) mais se comportent davantage comme des matériaux non coulants dans des conditions chaudes. Les prescripteurs doivent vérifier que le produit soumis répond au type spécifique ASTM D5893 requis par le cahier des charges du projet, car les deux types ne sont pas interchangeables sans examen attentif de la géométrie et de l’orientation du joint.
Propriété
Type SL (Autonivelant)
Type NS (Non coulant/Lissé)
Consistance non durcie
Faible viscosité, coulable
Thixotrope, qualité pistolet
Méthode d'application
Pompe en vrac depuis un seau ou un fût
Pistolet à calfeutrer ou pistolet pneumatique
Orientation du joint
Horizontale uniquement (pente 0–5°)
Horizontal, vertical, incliné
Lissage requis
Non — autonivelant
Oui — doit être lissé
Conditionnement typique
Seaux de 5 gallons, fûts de 55 gallons
Cartouches de 10,3 oz, sacs de 20 oz
Cadence de production (ml/équipe)
240–600
150–365
Avantages des Mastics de Joint en Silicone
Élasticité et Accommodation du Mouvement. Les mastics silicone spécifiés selon l’ASTM D5893 offrent un allongement minimal à la rupture de 600 %, mais la mesure la plus significative en pratique est le facteur d’accommodation du mouvement (MAF). La plupart des silicones de qualité chaussée sont évalués pour un mouvement de joint de ±50 % — ce qui signifie qu’un cordon de mastic installé à une largeur de 10 mm peut accommoder un joint qui varie entre 5 mm et 15 mm sans perte d’adhésion ou de cohésion. Cela dépasse la capacité de mouvement des mastics bitumineux coulés à chaud (généralement ±10 % à ±25 %) et se rapproche de celle des joints de compression préformés. La caractéristique de module ultra-faible garantit que la force transmise à la ligne de collage lors de l’ouverture du joint est minimale — généralement inférieure à 0,35 MPa à 100 % d’allongement — de sorte que la concentration de contraintes à l’interface mastic-béton reste inférieure à la force d’adhérence d’un joint correctement préparé. La combinaison d’une capacité d’allongement élevée et d’un faible module signifie que le silicone peut gérer le cycle thermique quotidien et les mouvements de retrait saisonniers caractéristiques des grandes dalles de chaussée en béton sans décollement progressif. Les recherches menées par le centre technique de la FAA (Federal Aviation Administration) ont confirmé, par des évaluations sur le terrain dans cinq aéroports de différentes régions climatiques, que les mastics silicone surperformaient constamment les mastics coulés à chaud et à base de polysulfure en termes de maintien de l’adhérence et de résistance à la fissuration cohésive sur des périodes de suivi pluriannuelles.
Résistance au Carburant et aux Produits Chimiques. La structure chimique intrinsèque du PDMS — avec ses groupes méthyle non polaires et son squelette de silicium entièrement oxydé — rend le mastic silicone durci hautement résistant à un large éventail de produits chimiques rencontrés sur les chaussées aéroportuaires. Le carburéacteur (Jet A, Jet A-1, JP-8), l’essence aviation (AvGas), les fluides hydrauliques (Skydrol, MIL-PRF-83282), les huiles de lubrification et les fluides de dégivrage (à base de glycol et d’acétate de potassium/sodium) ne dissolvent pas, ne gonflent pas et ne dégradent pas de manière significative le mastic silicone correctement durci. Cela diffère fondamentalement des mastics à base organique — les polyuréthanes peuvent s’hydrolyser et se ramollir en cas d’exposition prolongée au glycol, les polysulfures peuvent gonfler dans les carburants aromatiques et les bitumes coulés à chaud peuvent se dissoudre complètement lorsqu’ils sont exposés à des déversements de carburant. Pour les aires de ravitaillement, les bornes de ravitaillement et les postes de stationnement des avions où les déversements de carburant sont courants, la norme ASTM D7116 — Spécification standard pour les mastics de joint utilisés dans les installations où du carburéacteur se déverse sur les chaussées en béton — fournit des exigences de performance supplémentaires au-delà de l’ASTM D5893, notamment des essais d’immersion dans le carburéacteur et l’évaluation des changements de dureté, de poids et de volume. La norme ASTM D7116 a été développée spécifiquement parce que les essais conventionnels D5893 n’incluent pas d’exigences d’immersion dans le carburant, et l’expérience a démontré que certains mastics répondant aux propriétés D5893 pouvaient encore échouer prématurément dans des environnements de déversement de carburant. Les mastics silicone répondant aux exigences D7116 sont le choix privilégié pour ces zones critiques, de nombreuses autorités aéroportuaires les spécifiant exclusivement pour tous les travaux de joints dans les aires de trafic et les zones de ravitaillement.
Résistance aux Intempéries et Stabilité Thermique. Le squelette polymère siloxane est intrinsèquement transparent aux rayonnements UV du spectre solaire, ce qui signifie que les mastics silicone n’ont pas besoin de noir de carbone ou d’autres charges absorbant les UV pour résister à la photodégradation. Alors que les mastics organiques dépendent de charges et de stabilisateurs qui sont progressivement consommés par l’exposition aux UV, la chimie du silicone elle-même n’est pas modifiée par des décennies d’exposition directe au soleil. La plage de température de service du mastic silicone durci s’étend d’environ −60 °C à +200 °C (−76 °F à +400 °F) pour une exposition intermittente, avec des valeurs nominales de service continu généralement de −40 °C à +150 °C (−40 °F à +300 °F). Dans cette plage, le matériau maintient ses propriétés élastomères sans fragilisation à basse température ni ramollissement excessif à haute température — une capacité critique pour les chaussées des régions nordiques où les températures de surface peuvent passer de −40 °C en hiver à +65 °C les après-midi d’été. La température de transition vitreuse (Tv) du PDMS est d’environ −125 °C, bien en dessous de toute température ambiante rencontrée sur les chaussées, de sorte que le matériau n’entre jamais dans un état vitreux fragile en service. Cela contraste avec les mastics coulés à chaud, qui peuvent devenir cassants et sujets aux fissures par grand froid, et avec les joints préformés en néoprène, qui se rigidifient progressivement lorsque la température baisse.
Longue Durée de Vie. Des études comparatives sur le terrain et les bases de données de performance des DOT (départements des transports) des États convergent vers une durée de vie typique de 8 à 15 ans pour les joints PCC scellés au silicone, contre 3 à 8 ans pour le bitume caoutchouté coulé à chaud dans la même application. Ce multiplicateur de durée de vie de 2 à 3 fois compense le coût unitaire plus élevé du matériau (généralement 2 à 4 fois le coût au mètre linéaire du coulé à chaud) lorsque l’analyse du coût du cycle de vie prend en compte le contrôle de la circulation, la mobilisation de l’équipe, la repréparation des joints et la perturbation opérationnelle des cycles de rescellement plus fréquents. Le mécanisme de défaillance dominant du silicone dans les joints bien préparés est une perte progressive d’adhésion à la ligne de collage, et non une dégradation du matériau en vrac, ce qui signifie que lorsqu’un joint nécessite finalement un rescellement, le matériau silicone lui-même est généralement encore élastomère et intact — la défaillance est interfaciale, et non liée au matériau en vrac.
Processus d’Application
L’application du mastic de joint en silicone sur les chaussées PCC suit un processus séquentiel précis où chaque étape influence directement la durée de vie du joint installé. La préparation du joint est le facteur déterminant le plus important de la performance du mastic. Les études menées par la FAA, l’USACE et les DOT des États identifient systématiquement une préparation de surface inadéquate — et non des défauts de produit — comme la cause des défaillances prématurées des mastics.
Étape 1 : Préparation du Réservoir du Joint. Pour les nouvelles constructions, le joint est formé en sciant le béton frais (généralement dans les 4 à 12 heures après la mise en place, avant l’apparition de fissures de retrait non maîtrisées) à une profondeur d’un quart à un tiers de l’épaisseur de la dalle (D/4 à D/3). La largeur de la saignée est spécifiée par la conception de la chaussée mais est généralement de 6 à 10 mm (1/4 à 3/8 de pouce) pour les joints de retrait. Pour les opérations de rescellement, le joint existant doit être rescié (élargi et nettoyé) à l’aide d’une scie à lame diamantée pour éliminer tous les résidus d’ancien mastic, le béton contaminé des faces du joint et tout béton éclaté ou fracturé aux bords du joint. Le réservoir résultant doit présenter des faces parallèles, saines, propres et de largeur uniforme. La profondeur du resciage doit s’étendre légèrement en dessous du réservoir de mastic d’origine pour exposer une surface de béton fraîche.
Étape 2 : Nettoyage du Joint. Il s’agit de l’étape la plus souvent négligée sur le terrain et la plus directement corrélée à la défaillance du mastic. Immédiatement après le sciage, le joint doit être sablé ou hydro-nettoyé pour éliminer la boue de sciage, la laitance, les résidus de produits de cure et tout film d’ancien mastic restant sur les parois du joint. Le sablage utilisant du sable siliceux propre, sec et sans huile ou un abrasif équivalent à 90–120 psi est la méthode de référence pour la plupart des spécifications. La buse de sablage doit être dirigée vers les deux faces du joint pour obtenir une surface uniforme et légèrement décapée sans contaminants visibles. Après le sablage abrasif, le joint est nettoyé à l’air comprimé sans huile à une pression et un débit suffisants pour éjecter toute poussière, sable et débris de la cavité du joint. L’alimentation en air doit passer par un séparateur eau-huile pour empêcher la contamination de la face du joint nettoyée par l’huile du compresseur. Une inspection visuelle finale doit confirmer que les faces du joint sont sèches, sans poussière et présentent un aspect gris clair uniforme sans taches sombres ni résidus.
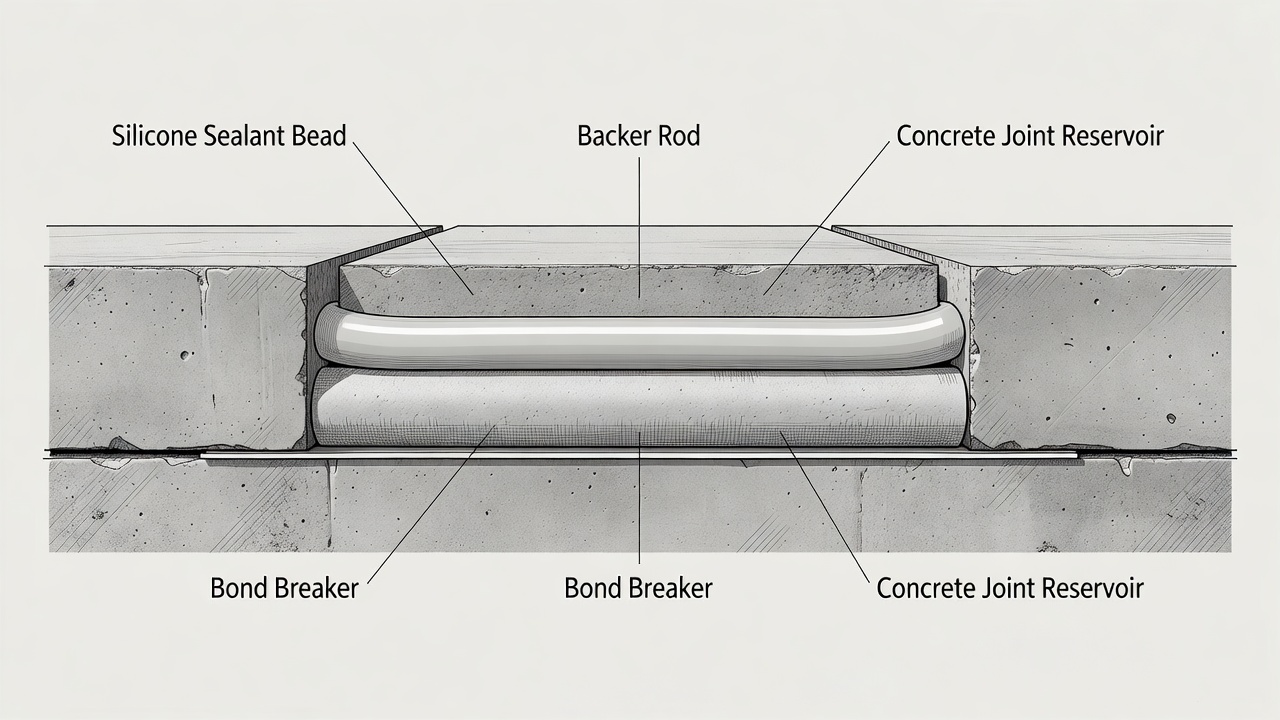
Étape 3 : Installation du Cordon de Fond de Joint et du Brise-Joint. Un cordon de fond de joint en polyéthylène à cellules fermées est installé dans le joint pour remplir trois fonctions : (a) il contrôle la profondeur du cordon de mastic en fournissant une plateforme ferme contre laquelle le mastic est placé, (b) il empêche le mastic de s’écouler au fond du joint (gaspillage de matériau et création d’une condition d’adhésion sur trois faces), et (c) il agit comme un brise-joint pour garantir que le mastic n’adhère qu’aux deux faces verticales du joint, et non au fond du réservoir. Le diamètre du cordon de fond de joint doit être d’environ 25 % à 50 % supérieur à la largeur du joint pour garantir un ajustement par compression qui maintient le cordon à la profondeur correcte sans glisser. Il est installé à une profondeur qui produit le retrait de mastic spécifié — la profondeur du cordon de mastic par rapport à la surface de la chaussée — généralement de 6 à 10 mm (1/4 à 3/8 de pouce). Le rapport largeur-profondeur cible pour le cordon de mastic est de 2:1 — par exemple, un joint de 10 mm de large doit recevoir un cordon de mastic de 5 mm de profondeur. Cette proportion, connue sous le nom de facteur de forme, minimise la concentration de contraintes à la ligne de collage lorsque le joint s’ouvre. Si le joint est trop étroit ou si le cordon de fond de joint est placé trop profondément, le cordon de mastic devient excessivement profond par rapport à sa largeur, et la déformation à la ligne de collage lors du mouvement du joint se concentre dans une zone plus petite, augmentant la probabilité de rupture adhésive. Le cordon de fond de joint doit être installé sans perforation, étirement ni torsion, qui peuvent tous créer des chemins permettant au mastic de s’écouler au-delà du cordon et d’adhérer au fond du joint.
Étape 4 : Application d’un Apprêt (si requis). Certaines formulations de mastic silicone nécessitent un apprêt appliqué sur les faces du joint en béton nettoyées pour maximiser l’adhérence, en particulier dans des conditions d’exposition potentielle à l’humidité, de contact chimique ou de cyclage thermique extrême. L’apprêt — généralement une solution à faible viscosité d’agents de couplage silane et de résines silicones réactives dans un solvant volatil — est appliqué en une fine pellicule continue à l’aide d’un pinceau, d’un rouleau ou d’un pulvérisateur et laissé sécher (évaporation du solvant) avant la mise en place du mastic. La durée de vie en pot et la fenêtre de recouvrement spécifiées par le fabricant doivent être respectées. Tous les silicones D5893 ne nécessitent pas d’apprêt ; beaucoup sont formulés avec des promoteurs d’adhésion intégrés qui adhèrent directement au béton propre et sec. La fiche technique publiée par le fabricant est le document de référence pour déterminer si un apprêt est requis pour un substrat et une condition d’exposition donnés.
Étape 5 : Mise en Place du Mastic. Pour les mastics de type SL (autonivelant), le matériau est pompé depuis le contenant à l’aide d’une pompe pneumatique avec plateau suiveur qui fait joint à l’intérieur du seau ou du fût. La pompe achemine le mastic par un tuyau jusqu’à une lance d’application munie d’une buse dimensionnée pour s’adapter à la largeur du joint. L’opérateur déplace la lance le long du joint, le remplissant depuis le cordon de fond de joint jusqu’au retrait spécifié. Le matériau s’écoule et s’aplanit en une surface lisse, libérant l’air emprisonné. Il faut éviter le remplissage excessif — l’excès de mastic sur la surface de la chaussée est difficile à éliminer proprement et peut créer une zone collante qui retient les débris. Pour les mastics de type NS (non coulant), le matériau est extrudé à partir de cartouches ou de sacs à l’aide d’un pistolet à calfeutrer manuel ou pneumatique. Le cordon est placé légèrement en excès, puis immédiatement lissé avec un outil de profilage concave ou une spatule pour presser fermement le mastic contre les deux parois du joint, éliminer les vides d’air et créer une surface lisse et concave en retrait de 3 à 6 mm sous la surface de la chaussée. Le lissage doit être effectué dans le délai de formation de peau du mastic (généralement 10 à 30 minutes selon la température et l’humidité). Un lubrifiant de lissage (solution savonneuse douce) peut être utilisé pour empêcher le mastic de coller à l’outil, mais il faut veiller à ne pas contaminer les parois du joint avec le lubrifiant.
Étape 6 : Durcissement et Mise en Circulation. Le mastic silicone durcit par réaction avec l’humidité atmosphérique, progressant de la surface exposée vers l’intérieur. La vitesse de durcissement dépend de la température, de l’humidité relative et de la profondeur du cordon. Dans des conditions standard (23 °C, 50 % HR), le mastic sera sec au toucher en 30 à 90 minutes et suffisamment durci pour un trafic léger en 2 à 4 heures. Le durcissement complet sur toute la profondeur du cordon peut nécessiter 24 à 72 heures pour les joints profonds. Le mastic doit être protégé de la pluie, de la poussière et du trafic pendant la période de durcissement initiale. Pour les applications aéroportuaires, le mastic doit être complètement durci avant d’autoriser le trafic aérien — une mise en charge prématurée peut déformer le matériau non durci, perturber la ligne de collage et incruster des débris dans la surface du mastic. Le temps froid (en dessous de 5 °C) ralentit considérablement la vitesse de durcissement, et la plupart des fabricants spécifient une température d’application minimale en dessous de laquelle le durcissement est inacceptablement lent.
Exigences de Performance et Normes
ASTM D5893/D5893M est la principale spécification de matériau régissant les mastics de joint en silicone pour chaussées PCC en Amérique du Nord. Elle établit des exigences pour les mastics de type SL et NS, organisées autour des propriétés non durcies (application) et des propriétés durcies (performance). Les principales exigences de performance incluent :
Propriété
Exigence ASTM D5893
Méthode d'essai
Temps de séchage en surface
30 à 180 minutes (Type SL) ; 30 à 240 minutes (Type NS)
ASTM C679
Débit d'extrusion (Type NS uniquement)
Minimum 50 g/min à 345 kPa
ASTM C1183
Écoulement/Affaissement (Type SL)
Surface lisse et plane ; pas de bulles
Visuel après coulée
Écoulement/Affaissement (Type NS)
Affaissement vertical maximum de 4,8 mm
ASTM C639
Dureté Shore A
15 à 40 après durcissement complet
ASTM C661
Module de traction à 100 % d'allongement
Maximum 0,35 MPa (50 psi)
ASTM D412 (Die C)
Allongement à la rupture
Minimum 600 %
ASTM D412 (Die C)
Durabilité de la liaison après immersion dans l'eau
Aucune défaillance adhésive ou cohésive au-delà de 3 mm
ASTM C1135 (7 jours d'immersion dans l'eau)
Durabilité de la liaison après vieillissement en étuve
Aucune défaillance adhésive ou cohésive au-delà de 3 mm
ASTM C1135 (7 jours à 70 °C)
Rétention d'allongement après vieillissement
Minimum 400 % après vieillissement thermique
ASTM D412 après vieillissement ASTM C793
FAA Item P-605 — Mastics de Joint pour Chaussées est la spécification de référence pour les travaux de scellement de joints de chaussées aéroportuaires financés par le programme d’amélioration aéroportuaire (AIP) de la FAA dans le cadre de la circulaire consultative 150/5370-10. Le P-605 accepte trois catégories de matériaux pour les joints de chaussée en béton : les mastics appliqués à chaud conformes à l’ASTM D6690 (avec sélection du type basée sur le climat, à l’exclusion des zones de déversement de carburant), les mastics silicone appliqués à froid conformes à l’ASTM D5893 (type SL ou NS selon l’orientation du joint), et les mastics ASTM D7116 pour les endroits où des déversements de carburéacteur se produisent. Le P-605 impose des procédures spécifiques pour la préparation du joint, l’installation du cordon de fond de joint (polyéthylène à cellules fermées dimensionné 25 % plus large que le joint), la mise en place du mastic et l’inspection. La spécification exige que l’entrepreneur de scellement démontre une expérience préalable réussie, que le mastic provienne d’une liste de produits qualifiés approuvée lorsqu’elle existe, et que les travaux ne soient effectués que lorsque les températures ambiantes et du support dépassent 4,4 °C (40 °F) et que les surfaces du joint sont parfaitement sèches.
ASTM D7116 — la norme pour les mastics de joint dans les zones de déversement de carburéacteur — a été développée parce que les essais standard D5893 n’incluent pas d’exigences d’immersion dans le carburant, et l’expérience sur le terrain a démontré que certains matériaux répondant aux propriétés D5893 pouvaient encore se dégrader ou perdre leur adhérence dans des environnements de déversement de carburant. La norme D7116 intègre toutes les exigences de propriétés mécaniques de la D5893 et ajoute des essais d’immersion dans le carburant : le mastic durci est immergé dans le carburant de référence ASTM B (un mélange 70:30 isooctane:toluène simulant une exposition au carburant aromatique) pendant 72 heures à 23 °C, après quoi la dureté ne doit pas changer de plus de 15 points, la variation de poids ne doit pas dépasser 10 % et la variation de volume ne doit pas dépasser 15 %. Les mastics silicone performent exceptionnellement bien dans cet essai car le réseau PDMS réticulé est fondamentalement incompatible avec les carburants hydrocarbonés — les molécules de carburant ne peuvent pas pénétrer et faire gonfler la matrice polymère, contrairement aux mastics à base organique qui partagent une similarité chimique avec les composants du carburant.
Autres normes pertinentes incluent l’ASTM C920 (mastics de joint élastomères pour la construction de bâtiments, une norme plus large non spécifique aux chaussées), l’ASTM C1193 (guide standard pour l’utilisation des mastics de joint), l’AASHTO M 220 (joints de compression préformés en polychloroprène, une technologie alternative), et diverses spécifications de matériaux des DOT des États (telles que la section 41 du Caltrans, DMS-6310/DMS-6320 du TxDOT, et la section 932 du FDOT) qui peuvent superposer des exigences supplémentaires — listes de produits qualifiés, modifications de polymères spécifiques au climat, programmes d’installateurs approuvés — aux normes nationales de base.
Silicone vs Coulé à Chaud vs Joints de Compression Préformés
La sélection des mastics de joint de chaussée implique un équilibre entre le coût du matériau, la complexité d’installation, la durée de vie, les exigences de performance et les conditions spécifiques au site. Les trois grandes familles — silicone appliqué à froid (ASTM D5893), bitume caoutchouté appliqué à chaud (ASTM D6690) et joints de compression préformés (AASHTO M 220) — occupent des positions distinctes dans cet espace décisionnel.
Bitume caoutchouté appliqué à chaud (ASTM D6690) utilise un mélange de ciment bitumineux, de caoutchouc (poudre de pneu recyclé ou polymère vierge), de plastifiants et de charges, fondu dans des chaudières à double enveloppe à 175–200 °C (350–390 °F) et versé dans les joints. Le coût inférieur du matériau au mètre linéaire (généralement 25 % à 50 % du silicone) et les cadences de production rapides (300 à 900 mètres linéaires par équipe) font du coulé à chaud le choix économique pour le scellement de fissures à grand volume sur les chaussées bitumineuses et pour les joints de chaussées PCC où des cycles de rescellement de 3 à 8 ans sont acceptables. Cependant, les mastics coulés à chaud souffrent de plusieurs limitations inhérentes par rapport au silicone : susceptibilité à la dégradation par les UV et à la fragilisation oxydative au fil du temps, ramollissement et remontée sous le trafic par temps chaud, sensibilité à la surchauffe lors de l’application (qui dégrade définitivement le polymère), et inadaptation totale aux zones de déversement de carburant. Les mastics coulés à chaud ne sont pas autorisés selon la norme FAA P-605 dans les zones de ravitaillement et ne sont généralement pas recommandés pour les aires de trafic aéroportuaires ou les postes de stationnement où une exposition au carburant est possible.
Joints de compression préformés en polychloroprène (néoprène) (AASHTO M 220) sont des profilés élastomères extrudés avec des structures internes en treillis qui sont comprimés latéralement et insérés dans le joint, maintenus en place par la force de rappel de l’élastomère comprimé contre les parois du joint. Ils offrent la durée de vie la plus longue des trois familles — 15 à 25 ans ou plus lorsqu’ils sont correctement dimensionnés — car il n’y a pas de durcissement sur site, pas de dépendance de l’adhérence à une liaison chimique, et le matériau néoprène est intrinsèquement résistant aux intempéries et à de nombreux produits chimiques. Leur principale limitation est l’exigence d’un contrôle strict de la largeur du joint : chaque profil de joint fonctionne uniquement dans une plage de compression définie (généralement 80 % à 50 % de sa largeur non comprimée), de sorte que la largeur de la saignée du joint doit être soigneusement contrôlée et maintenue. Si le joint s’ouvre au-delà de la limite d’expansion du joint par temps froid, le joint perd le contact avec la paroi et peut tomber ou être arraché. Si le joint se ferme au-delà de la limite de compression, le joint peut être surchargé et se déformer définitivement (fluage en compression). Les joints de compression ont également un coût de matériau initial plus élevé que le coulé à chaud et le silicone pour les joints étroits, et la réparation d’une section endommagée implique de retirer et de remplacer le segment affecté.
Attribut
Silicone (ASTM D5893)
Coulé à Chaud (ASTM D6690)
Compression Préformé (AASHTO M 220)
Durée de vie typique
8 à 15 ans
3 à 8 ans
15 à 25 ans ou plus
Coût du matériau (relatif)
Moyen-Élevé
Faible
Élevé
Capacité de mouvement
±50 %
±10 % à ±25 %
±25 % à ±50 % (selon le profil)
Résistance au carburant
Excellente
Aucune — se dissout dans le carburant
Bonne (néoprène)
Résistance aux UV
Excellente — intrinsèque
Faible — dépend des charges
Bonne
Température d'application
4 °C–50 °C (ambiante)
175 °C–200 °C (chaudière)
Quelconque (pas de durcissement)
Temps avant mise en circulation
2–4 heures (durcissement de surface)
30 min–2 heures (refroidissement)
Immédiat
Tolérance de largeur de joint
Modérée
Large — remplit des largeurs variables
Stricte — ±3 mm typique
Tolérance à l'humidité du support
Aucune — doit être sec
Modérée — la chaleur chasse l'humidité
Aucune — doit être sec
Approuvé zone carburant aéroport
Oui (D5893/D7116 selon P-605)
Non
Limité (vérifier fabricant)
Mode de défaillance dominant
Rupture adhésive (perte d'adhérence)
Fissuration cohésive, oxydation
Fluage en compression, arrachement
Applications des Joints PCC Aéroportuaires
Les mastics de joint en silicone sont spécifiés dans tout l’éventail des applications de chaussées PCC aéroportuaires, le type de produit spécifique et la norme de référence étant sélectionnés en fonction de l’emplacement, des conditions d’exposition et des exigences opérationnelles.
Joints de retrait transversaux et longitudinaux des pistes représentent l’application la plus volumineuse. Les chaussées PCC des pistes sont construites en dalles généralement de 3,75 à 7,6 mètres (12,5 à 25 pieds) de large et de 4,5 à 7,6 mètres (15 à 25 pieds) de long, avec des joints de retrait transversaux à intervalles réguliers pour contrôler la fissuration de retrait. Ces joints sont scellés avec du silicone de type SL pour empêcher l’eau de pénétrer jusqu’à la plate-forme support, où elle peut provoquer un pompage, une érosion et la formation de vides sous les charges répétées des avions lourds. La défaillance du mastic des joints de piste permet à l’eau de pénétrer dans la structure de la chaussée, et sur les pistes desservant des avions avec des pressions de pneus dépassant 1,4 MPa (200 psi), l’eau piégée dans les réservoirs des joints peut être forcée dans les microfissures et les pores à grande vitesse lors du passage des roues, accélérant la détérioration des bords de dalle. La longévité du silicone sous exposition aux UV est précieuse sur les pistes, où l’exposition continue au soleil dégrade les mastics organiques. Le cordon de mastic en retrait (6–10 mm sous la surface) empêche le contact direct des pneus et l’abrasion du mastic lors des opérations aériennes.
Joints des voies de circulation subissent des vitesses d’avion plus lentes mais une canalisation plus élevée — les roues des avions suivent des trajectoires prévisibles, concentrant les charges près de l’axe de la chaussée et le long des zones de raccordement aux intersections. Le mastic silicone dans les joints des voies de circulation doit résister aux forces de cisaillement plus élevées induites par les avions évoluant lentement avec des configurations de train d’atterrissage importantes (tels que le Boeing 777 avec son bogie principal à six roues et l’A380 avec ses ensembles de train d’atterrissage principal et de voilure). La propriété de faible module du silicone est avantageuse ici, car elle accommode les mouvements de dalle induits par les forces de freinage et de virage des avions sans transmettre de contrainte excessive aux bords du joint.
Joints des aires de trafic et des postes de stationnement des avions présentent l’environnement le plus exigeant pour les mastics de joint. Les dalles des aires de trafic sont généralement plus épaisses que celles des pistes (350–450 mm contre 300–375 mm) pour supporter les charges statiques des avions et sont fréquemment exposées aux gouttes et déversements de carburéacteur lors des opérations de ravitaillement, aux fuites de fluide hydraulique des trains d’atterrissage et des équipements de soutien au sol, aux fluides de dégivrage à base de glycol, et à l’impact des gaz d’échappement chauds des moteurs lors du fonctionnement du groupe auxiliaire de puissance (APU) au poste de stationnement. Le mastic silicone répondant à la fois aux normes ASTM D5893 et ASTM D7116 est le matériau spécifié pour ces zones selon la norme FAA P-605. La résistance au carburant du silicone élimine le risque de dissolution du mastic et de création d’un joint ouvert qui canalise le carburant directement dans la plate-forme support — un scénario qui a entraîné des coûts importants de remédiation environnementale dans les aéroports où des mastics dégradés ont permis au carburant de migrer dans les eaux souterraines sous les aires de trafic. De nombreuses autorités aéroportuaires importantes, y compris celles exploitant de grands hubs, maintiennent leurs propres listes de produits qualifiés pour les mastics de joints d’aires de trafic, exigeant une vérification en laboratoire indépendante des propriétés de résistance au carburant au-delà de ce que couvrent les essais ASTM.
Bornes de ravitaillement et joints d’îlots de ravitaillement représentent des applications spécialisées où le mastic doit fonctionner en contact direct et continu avec le carburéacteur. Les joints autour des cadres de bornes de ravitaillement coulés en place, des bordures d’îlots de ravitaillement et des tranchées de confinement sont scellés avec du silicone conforme à la norme D7116 pour empêcher le carburant de contourner le système de confinement. Ces joints sont généralement plus étroits (3–6 mm) et plus profonds que les joints de retrait de chaussée et peuvent nécessiter un mastic de type NS (non coulant) si l’orientation du joint comprend des faces verticales ou quasi verticales. La capacité du silicone à adhérer à la fois au béton et aux cadres en acier ou en fonte des bornes de ravitaillement — surtout lorsqu’un apprêt est utilisé sur le substrat métallique — fournit un joint continu étanche aux fluides qui empêche la migration souterraine du carburant.
Inspection et Remplacement
Le contrôle qualité pendant l’installation est le moyen le plus efficace de garantir une longue durée de vie du mastic. L’inspection doit vérifier chaque étape de la séquence d’installation : les dimensions du réservoir du joint (largeur, profondeur, propreté), la taille et la profondeur du cordon de fond de joint (confirmant le rapport largeur-profondeur de 2:1 pour le cordon de mastic), les conditions ambiantes et du support (température, humidité, présence d’humidité ou de condensation sur les faces du joint), le mélange ou le conditionnement du mastic (si requis par le fabricant), la technique d’application (mise en place continue, sans vides), le lissage (pour le type NS) et la profondeur de retrait. Le mastic durci doit être inspecté après la période de durcissement spécifiée par le fabricant en prélevant des cordons d’essai à des emplacements aléatoires pour vérifier l’adhérence aux parois du joint. Un essai d’adhérence destructif — consistant à faire une coupe transversale dans le cordon de mastic, à tirer sur l’extrémité libre et à observer si la rupture est cohésive (à l’intérieur du mastic, ce qui est acceptable) ou adhésive (à l’interface mastic-béton, ce qui indique une préparation inadéquate, une contamination ou un apprêt manquant) — fournit une preuve directe de la qualité de la liaison. Une rupture adhésive de plus de 10 % de la longueur examinée ou une rupture cohésive à moins de 80 % de l’allongement nominal du mastic indique que l’installation ne fonctionne pas comme prévu.
L’inspection en service des joints scellés doit être intégrée au système de gestion des chaussées et effectuée à des intervalles ne dépassant pas deux ans, avec une inspection plus fréquente au cours de la première année suivant l’installation pour détecter les défaillances précoces déclenchées par le premier cycle de température saisonnier. Les inspecteurs doivent rechercher les indicateurs de défaillance suivants : (a) séparation adhésive — le cordon de mastic s’est décollé d’une ou des deux parois du joint, visible sous forme d’un espace ou d’un cordon qui peut être soulevé du joint ; (b) déchirure cohésive — le mastic s’est fendu sur sa ligne médiane, indiquant que le mouvement du joint a dépassé la capacité d’allongement du matériau ou que le mastic était trop en retrait (créant un facteur de forme défavorable) ; (c) éclatement des bords du joint — le béton adjacent au joint s’est fracturé, généralement parce que l’eau a pénétré par un joint défaillant et a gelé, ou parce que des débris incompressibles logés dans le joint ont empêché la fermeture lors de la dilatation par temps chaud ; (d) pompage ou fauchage — déplacement vertical différentiel des dalles de part et d’autre du joint, preuve que des fines de la plate-forme support sont éjectées à travers un joint défaillant lors du passage des roues ; (e) dégradation de surface — piqûres, fissuration ou farinage de la surface du mastic (rare pour le silicone mais peut se produire si le matériau a été incomplètement durci, contaminé ou exposé à des produits chimiques incompatibles).
Critères de remplacement pour les joints scellés au silicone sont déclenchés lorsque plus d’environ 10 % de la longueur totale du joint dans une section de chaussée définie laisse voir le jour jusqu’au cordon de fond de joint, lorsque de l’eau de stagnation est observée dans les joints après la pluie, ou lorsque l’éclatement adjacent aux joints dépasse 25 mm (1 pouce) de largeur. Le remplacement suit la séquence complète de préparation du joint : tout l’ancien mastic et le cordon de fond de joint sont retirés (grattés, soufflés et, si nécessaire, brûlés avec une lance à air chaud — mais cela doit être suivi d’un sablage abrasif pour éliminer les résidus de combustion), le réservoir est rescié jusqu’à des faces de béton propres, le joint est sablé et soufflé, un nouveau cordon de fond de joint est installé à la profondeur correcte, et un nouveau mastic est mis en place. Tenter de recouvrir ou de coiffer un mastic défaillant avec du matériau neuf — appliquer une nouvelle couche de mastic sur l’ancien cordon — est une pratique courante mais inefficace. Le nouveau mastic n’adhère qu’à la surface de l’ancien mastic, pas aux parois du joint, et tout mouvement du joint rouvre rapidement la défaillance sous-jacente. L’enlèvement complet et le remplacement sont nécessaires pour une performance durable.
La tenue de registres pour les installations et inspections de mastics de joint fournit les données nécessaires à l’analyse du cycle de vie et à la planification budgétaire. Les registres doivent documenter : le produit de mastic (fabricant, nom du produit, numéro de lot, type ASTM), la méthode de préparation du joint (date et détails du sciage, méthode de nettoyage, apprêt utilisé le cas échéant), les conditions d’application (date, température ambiante, humidité relative, température du support), les détails d’installation (taille et profondeur du cordon de fond de joint, retrait du mastic, mètres linéaires installés) et les résultats d’inspection dans le temps. Ces données permettent aux gestionnaires de chaussées aéroportuaires de calibrer les attentes de durée de vie des mastics en fonction de leurs conditions spécifiques de trafic et d’exploitation, et d’optimiser les calendriers de rescellement sur la base des performances réelles plutôt que d’hypothèses génériques.
Questions Fréquemment Posées
Le mastic de joint en silicone est à base de polymères polydiméthylsiloxane (PDMS) avec des charges de renforcement, des agents de réticulation et des promoteurs d'adhésion. C'est un matériau monocomposant à durcissement par l'humidité (RTV) qui polymérise de la surface vers l'intérieur lorsqu'il est exposé à l'humidité atmosphérique, formant un joint flexible et élastomère d'une exceptionnelle résistance aux intempéries.
Le mastic silicone autonivelant (Type SL) est une formulation à faible viscosité qui s'écoule et s'aplanit dans les joints horizontaux, ce qui le rend idéal pour les travaux de production de chaussées. Le mastic silicone non coulant (Type NS) est une formulation à plus haute viscosité, de qualité pistolet, applicable sur les surfaces verticales et les joints inclinés sans s'écouler, nécessitant un lissage après application.
Le mastic de joint en silicone dure généralement de 8 à 15 ans dans des joints de chaussée correctement préparés, nettement plus longtemps que les mastics coulés à chaud (3 à 8 ans). La durée de vie dépend de la qualité de la préparation du joint, des conditions climatiques, du trafic et des exigences de mouvement. Les joints de compression préformés peuvent durer de 15 à 25 ans ou plus, mais ont des tolérances de largeur de joint plus restrictives.
Le mastic silicone résiste au carburéacteur, au fluide hydraulique et aux produits chimiques de dégivrage qui dégradent les autres types de mastics. Il maintient son élasticité sur des plages de températures extrêmes (−40 °C à 200 °C), résiste à la dégradation par les UV et répond aux exigences de la norme FAA Item P-605 et ASTM D5893. Pour les aires de ravitaillement, la norme ASTM D7116 fournit des exigences supplémentaires de résistance au carburéacteur dans lesquelles les mastics silicone excellent.
Les surfaces des joints doivent être propres, sèches et sans poussière — le sablage suivi d'un soufflage à l'air comprimé sans huile est la norme. Un cordon de fond de joint doit être installé pour contrôler la profondeur du mastic et éviter une adhésion sur trois faces. Le rapport largeur-profondeur doit être d'environ 2:1. Les températures ambiantes et du support doivent être dans les plages spécifiées par le fabricant, et le mastic doit durcir suffisamment avant l'exposition au trafic.
Protégez les Joints de Vos Chaussées
Assurez une performance durable de vos chaussées avec des mastics de joint en silicone correctement spécifiés et installés. Nos experts peuvent vous aider dans la sélection des matériaux, les conseils d'application et les protocoles d'inspection pour les projets aéroportuaires et routiers.
Les mastics d'étanchéité pour joints sont des matériaux placés dans les joints de chaussée pour empêcher l'infiltration d'eau et de matériaux incompressibles, p...
Mastics coulés à chaud pour fissures et joints de chaussée
Les mastics coulés à chaud sont des matériaux thermoplastiques chauffés à l'état liquide et versés ou pompés dans les fissures et joints de chaussée, formant ap...
Produits d'étanchéité au silane et siloxane pour la protection du béton
Les produits d'étanchéité au silane et siloxane sont des traitements hydrophobes pénétrants qui imprègnent les surfaces en béton pour repousser l'eau et les ion...
44 min de lecture
concrete-materials
concrete-protection
+5
Consentement aux Cookies Nous utilisons des cookies pour améliorer votre expérience de navigation et analyser notre trafic. See our privacy policy.