Hauban
Les haubans sont des éléments de tension en acier à haute résistance reliant le pylône au tablier dans les ponts à haubans, formant le chemin de charge principa...
28 min de lecture
Bridges
Inspection
+3
Les câbles principaux des ponts suspendus sont les câbles caténaires porteurs principaux desquels le tablier est suspendu via des suspentes verticales. L’état du câble principal — corrosion, ruptures de fils, infiltration d’eau, détérioration des ancrages — est le point d’inspection le plus critique pour les ponts suspendus. Couvre la construction des câbles, la déshumidification, les méthodes d’inspection et la surveillance acoustique.
Le câble principal de pont suspendu est l’élément porteur principal d’un pont suspendu — un assemblage massif en forme de caténaire composé de milliers de fils individuels en acier galvanisé à haute résistance qui s’étend d’un ancrage à l’autre, en passant par les tours. À partir de ces câbles principaux, le tablier du pont est suspendu à intervalles réguliers par des suspentes verticales (également appelées suspentes). Le câble principal est le composant structurel le plus critique de tout pont suspendu ; son état — degré de corrosion, nombre de ruptures de fils, étendue de l’infiltration d’eau et état des composants d’ancrage — détermine directement la sécurité, la capacité de charge et la durée de vie résiduelle de l’ensemble de la structure.

La forme géométrique d’un câble libre sous son propre poids est une courbe caténaire, décrite mathématiquement par y = a cosh(x/a). Cependant, lorsqu’une charge quasi uniforme est appliquée le long de la travée (provenant des suspentes et du tablier), le câble se rapproche d’une parabole. La relation entre la tension du câble, la portée, la flèche et la charge répartie est régie par la théorie classique des câbles : la composante horizontale de la tension du câble H est égale à wL² / 8f, où w est la charge uniformément répartie par unité de longueur, L est la longueur de la travée, et f est la flèche du câble à mi-portée. Les rapports flèche/portée typiques pour les ponts suspendus modernes varient de 1:9 à 1:12, équilibrant l’économie de matériaux avec les contraintes de hauteur des tours. Par exemple, le Golden Gate Bridge a une flèche de 143,3 m sur une travée principale de 1 280 m, soit un rapport d’environ 1:9.
Les câbles principaux sont des éléments critiques en cas de rupture selon les National Bridge Inspection Standards (NBIS) des États-Unis — ce qui signifie que leur défaillance entraînerait l’effondrement catastrophique de l’ensemble du pont. Contrairement aux systèmes structurels redondants avec plusieurs chemins de charge, le câble principal n’a pas de système de secours. Cette classification impose des exigences d’inspection rigoureuses : inspection pratique bisannuelle et inspection interne approfondie à partir de 30 ans de service, comme codifié par la Federal Highway Administration (FHWA) dans le 23 CFR Part 650 Subpart C.
La méthode du Filage Aérien (AS) est la technique traditionnelle de construction des câbles principaux des ponts suspendus, utilisée sur presque tous les ponts suspendus historiques et du début du XXe siècle. Le processus commence par l’installation de passerelles — des passerelles suspendues temporaires qui suivent le tracé du câble entre les ancrages et au-dessus des tours. Ces passerelles servent de plates-formes de travail pour toute l’opération de filage du câble et sont généralement construites en treillis métallique soutenu par des câbles de suspente.
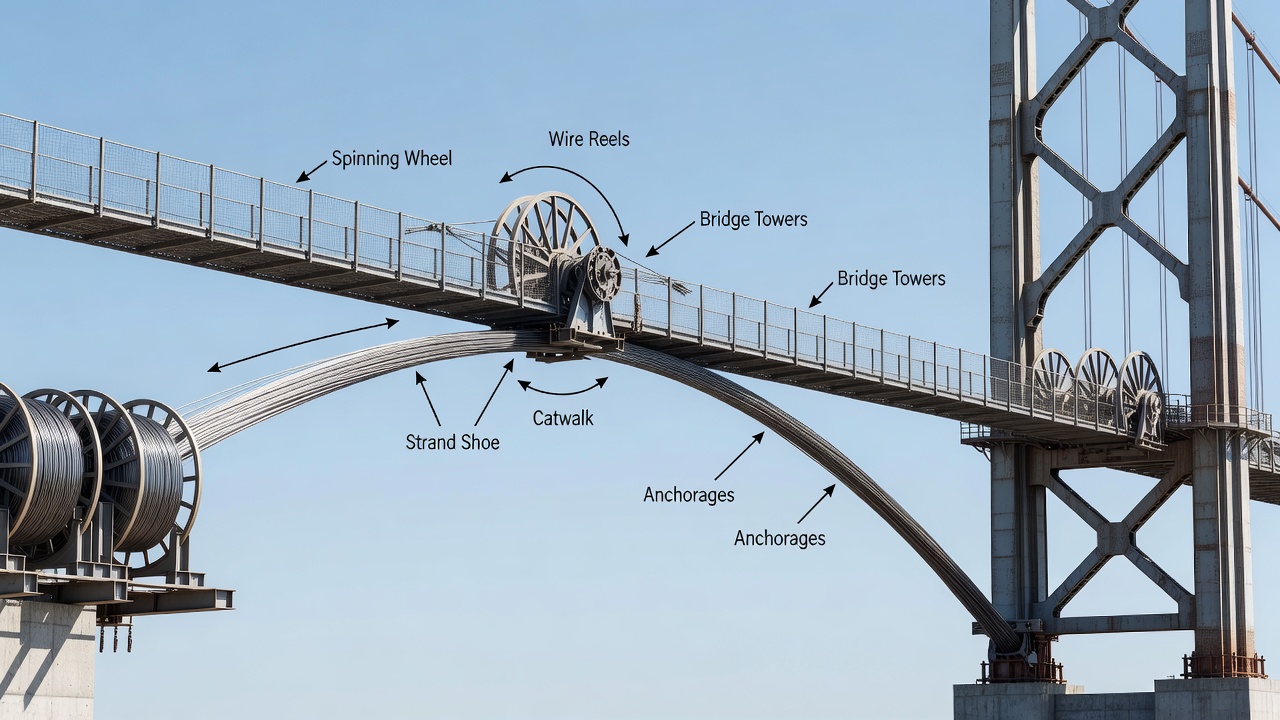
Dans la méthode AS, un fil à la fois est tiré à travers la travée par une roue de filage circulant sur un câble de halage continu entre les ancrages. Le fil est tiré d’une bobine fixe à un ancrage, fait une boucle autour d’un sabot de toron à l’ancrage opposé, et revient, accumulant plusieurs fils en parallèle pour former un toron. Chaque boucle de la roue de filage place deux fils — un à l’aller et un au retour. Le processus se répète jusqu’à ce que le toron atteigne son nombre spécifié de fils (généralement entre 200 et 500 fils par toron pour les ponts historiques). Le toron terminé est ensuite temporairement ancré au sabot de toron pendant que le filage se poursuit sur les torons adjacents.
Les diamètres des fils sont standardisés à 5 mm (0,196 pouce) pour la grande majorité des câbles de ponts suspendus. Les nuances d’acier typiques utilisées sont de 1 570 MPa (225 ksi) pour les ponts plus anciens et jusqu’à 1 960 MPa (284 ksi) pour les applications modernes à haute résistance. Chaque fil est recouvert d’une couche de galvanisation au zinc — minimum 300 g/m² selon ISO 19427 — pour fournir une protection sacrificielle contre la corrosion. Le revêtement de zinc est la première ligne de défense contre la corrosion et doit être intact pour que le fil ait sa durée de vie nominale complète.
Le câble du Golden Gate Bridge, construit en 1935-1936 par la méthode AS, contient 61 torons par câble, chaque toron comprenant 452 fils, pour un total de 27 572 fils par câble. Chaque câble a un diamètre fini de 92,4 cm (36,4 pouces). La longueur totale de fil dans les deux câbles principaux est d’environ 129 000 km (80 000 miles). Le Williamsburg Bridge (1903) a été le premier grand pont suspendu à utiliser la méthode AS aux États-Unis.
Après le filage de tous les torons, le câble subit un compactage — un processus de compression hydraulique qui comprime les torons faiblement regroupés en une section transversale quasi circulaire. Le compactage élimine les espaces d’air interstitiels et prépare le câble pour le frettage. Les taux de compactage (surface finie divisée par la surface circonscrite) atteignent typiquement 0,80-0,85, ce qui signifie qu’environ 15 à 20 % de la section transversale du câble reste sous forme d’espace vide — ce qui devient critique pour les voies d’infiltration d’eau. Un espacement typique des fils de 5 mm donne environ 20 à 25 % de taux de vide avant compactage, réduit à environ 18 à 20 % après compactage.
La méthode des Torons Préfabriqués à Fils Parallèles (PPWS), également connue sous le nom de toron fabriqué en usine, a été développée pour accélérer la construction et améliorer le contrôle qualité. Dans la méthode PPWS, les torons sont fabriqués en usine dans des conditions contrôlées, les fils étant disposés parallèlement et cerclés en une section hexagonale. Chaque toron contient 61 à 127 fils individuels (le plus souvent 91 ou 127 fils pour les ponts modernes). Les torons sont enroulés sur d’immenses bobines d’expédition en acier — une seule bobine de toron de 127 fils pour le pont Akashi Kaikyo pesait environ 40 tonnes.
Selon la norme ISO 19427:2019 (Fil d’acier pour toron à fils parallèles pour pont suspendu), chaque toron préfabriqué doit satisfaire à des tolérances strictes : résistance à la traction du fil dans une marge de ±5 % de la valeur spécifiée, masse de galvanisation par unité de surface non inférieure à 300 g/m², et tolérance du diamètre du fil de ±0,06 mm. Un fil de référence rouge est inclus dans chaque toron pour la détection des torsions — si le toron se tord pendant la manutention, la déviation de position du fil rouge révèle l’angle de torsion.
Sur le site du pont, les torons PPWS sont soulevés des bobines à l’ancrage, tirés à travers la passerelle à l’aide d’un treuil, et placés dans leur position désignée dans le câble. Les torons adjacents sont regroupés et compactés de manière identique aux câbles AS. La méthode PPWS a été utilisée pour la première fois sur les ponts japonais à longue portée par l’Autorité des Ponts Honshu-Shikoku (HSBA) et a été employée sur le pont Akashi Kaikyo (la plus longue portée suspendue du monde à 1 991 m), qui possède 290 torons préfabriqués de 127 fils chacun par câble — soit un total de 36 830 fils par câble avec un diamètre fini de 112 cm (44,1 pouces). Le pont du Grand Belt (Storebaelt, Danemark) a également utilisé le PPWS avec 69 torons de 504 fils chacun par câble.
Le PPWS offre plusieurs avantages : le contrôle qualité en usine garantit une tension et des propriétés de fil uniformes, la construction est plus rapide (les torons sont placés en jours plutôt qu’en mois), et le regroupement hexagonal permet un meilleur compactage avec des taux de vide plus faibles (16-18 %). Cependant, le PPWS nécessite un équipement de levage lourd sur le site du pont et un transport spécialisé pour les grandes bobines.
Une fois la construction AS ou PPWS terminée et le câble compacté, des colliers de câble sont installés à des intervalles précis correspondant aux points d’attache des suspentes. Les colliers de câble sont des colliers de serrage en acier moulé ou en fonte ductile serrés autour du câble principal à l’aide de boulons à haute résistance serrés à des valeurs spécifiques (généralement 600-900 N·m par boulon, selon la taille du collier). Les colliers remplissent trois fonctions : ils maintiennent la forme circulaire du câble, fournissent un point de connexion pour les suspentes et créent un joint de compression contre l’infiltration d’eau à l’emplacement du collier.
Les suspentes, également appelées câbles de suspension ou suspentes verticales, sont les éléments de câble verticaux secondaires qui transfèrent la charge gravitaire du tablier du pont au câble principal. Chaque suspente relie un collier de câble sur le câble principal à un point de connexion au tablier — généralement sur une poutre transversale ou une poutre principale au bord du tablier. Les suspentes sont essentielles pour la répartition des charges mais, contrairement au câble principal, sont individuellement remplaçables.
Deux principaux types de construction de suspentes sont utilisés :
| Type de câble | Construction | Avantages | Diamètre typique |
|---|---|---|---|
| Toron spiralé | Couches multiples de fils hélicoïdaux autour d’un fil central ; chaque couche enroulée en sens inverse | Rigidité axiale élevée ; bonne résistance à la fatigue | 40-90 mm |
| Câble à verrouillage | La ou les couches externes comprennent des fils en forme de Z (verrouillés) formant une surface lisse et fermée | Résistance supérieure à la corrosion ; surface aérodynamique lisse ; densité de résistance la plus élevée | 45-100 mm |
| Câble métallique (6x36 ou similaire) | Plusieurs torons de fils torsadés autour d’une âme en fibre ou en acier | Flexibilité ; coût inférieur ; moins de rigidité axiale | 30-70 mm |
Le câble à verrouillage est le type préféré pour les suspentes de ponts suspendus modernes en raison de sa résistance supérieure à la corrosion — les fils externes en forme de Z s’emboîtent pour former une barrière étanche à l’eau. Le profil de chaque fil en Z ressemble à la lettre « Z » en section transversale, les fils adjacents s’emboîtant comme des pièces de puzzle, empêchant l’infiltration d’eau entre les couches. Les torons spiralés, bien que dépourvus de fils externes verrouillés, offrent une excellente rigidité axiale et sont largement utilisés sur les ponts plus anciens.
Les suspentes sont terminées à chaque extrémité par des coiffes. Les types de coiffes courants comprennent :
La connexion coiffe-axe est un emplacement critique de fatigue et de corrosion. L’eau peut pénétrer dans l’interface de la coiffe et s’y piéger, créant une cellule de corrosion concentrée là où le câble entre dans la coiffe. L’inspection du col de la coiffe et de la zone de l’axe est une exigence standard dans tous les programmes d’inspection des ponts suspendus. Une étude FHWA de 2012 a identifié la corrosion des coiffes comme l’un des risques les plus fréquemment négligés.
Les suspentes sont installées avec une tension sous charge permanente précise déterminée par analyse structurelle — la tension doit être uniforme sur toutes les suspentes à la même position longitudinale pour éviter de déformer le profil du tablier. Les ajustements de tension sont effectués à l’aide de vérins hydrauliques au niveau de la connexion au tablier, l’allongement de la suspente étant mesuré et comparé aux valeurs de conception.
La force de serrage du collier de câble est essentielle pour la performance de la suspente. Le frottement entre le collier de câble et le câble principal doit résister à la composante verticale de la force de la suspente sans glissement. Le glissement des colliers de câble s’est produit sur plusieurs ponts lorsque la tension des boulons était insuffisante, provoquant le glissement du collier le long du câble principal sous charge. Cela se manifeste généralement par un espace visible au bord supérieur du collier et nécessite un resserrage d’urgence.
Jusque dans les années 1990, les câbles principaux des ponts suspendus étaient protégés par un système passif multicouche appliqué immédiatement après le compactage :
Malgré ces précautions, aucun système de frettage n’est totalement étanche. Au fil des décennies de cycles thermiques (dilatation et contraction), le fil de frettage développe des espaces. La pâte de minium ou de zinc sèche et se fissure. Les systèmes de peinture vieillissent et développent des piqûres. Il en résulte que tous les câbles de ponts suspendus construits avant le milieu des années 1990 ont subi un certain degré d’infiltration d’eau et de corrosion interne.
L’avancée majeure dans la protection contre la corrosion des câbles principaux est venue du Japon dans les années 1990. L’Autorité des Ponts Honshu-Shikoku a découvert que la corrosion se produisait sur les câbles seulement 7 ans après la construction — bien plus tôt que prévu. Malgré l’amélioration des systèmes de frettage, il a été déterminé qu’une étanchéité totale à l’eau était impossible pour les câbles exposés à l’environnement marin. La solution a été la déshumidification active — maintenir en continu l’intérieur du câble à une humidité relative inférieure à 40 %, seuil auquel la corrosion de l’acier galvanisé cesse pratiquement.
Le système de déshumidification des câbles se compose des éléments suivants :
La condition cible pour un système de déshumidification active est inférieure à 40 % HR en tous points à l’intérieur du câble. À ce niveau, le taux de corrosion de l’acier galvanisé est effectivement nul. La base chimique de ce seuil est que la réaction de corrosion électrochimique nécessite un électrolyte — de l’eau liquide — pour soutenir le transport ionique. En dessous de 40 % HR, seule une couche moléculaire adsorbée d’eau existe sur la surface de l’acier, qui ne peut pas fonctionner comme électrolyte.
La déshumidification s’est avérée remarquablement efficace. Le Forth Road Bridge (Écosse), qui a découvert une perte de résistance de 8 à 10 % due à la corrosion en 2004, a installé la déshumidification en 2006-2007. Les inspections ultérieures en 2009, 2012 et 2015 ont confirmé qu’aucune nouvelle corrosion ne s’était produite après l’installation. Le taux de nouvelles ruptures de fils, détectées par surveillance acoustique, est passé de plusieurs dizaines par an à presque zéro. La déshumidification a arrêté la corrosion qui était en cours depuis 42 ans.
Le pont Akashi Kaikyo (Japon, ouvert en 1998) a été le premier grand pont conçu avec une déshumidification intégrée dès la construction. Le pont Est du Storebaelt (Danemark, 1998) a également incorporé la déshumidification. Des installations de rénovation ont été réalisées sur le Severn Bridge (Royaume-Uni, premier système opérationnel au Royaume-Uni), le Humber Bridge (Royaume-Uni, plus grand système rénové au monde à l’époque), le Verrazzano-Narrows Bridge (New York, contrat de 249 millions $ attribué en 2025), le Chesapeake Bay Bridge (première déshumidification sur toute la longueur en Amérique du Nord), le Bear Mountain Bridge (NY), le Mid-Hudson Bridge (NY) et le Delaware Memorial Bridge.
L’inspection des câbles principaux aux États-Unis est régie par les National Bridge Inspection Standards (NBIS) selon le 23 CFR Part 650 Subpart C, le AASHTO Manual for Bridge Evaluation (MBE) , et le FHWA Primer for Inspection and Strength Evaluation of Suspension Bridge Cables (FHWA-IF-11-045, 2012). Au niveau international, la norme ISO 13822:2010 fournit un cadre pour l’évaluation des structures existantes, y compris les modèles de détérioration pour la corrosion et la fatigue, tandis que l’AIPCR (Association mondiale de la Route) publie des rapports techniques sur la gestion des grands ponts.

La FHWA définit trois niveaux d’inspection des câbles :
| Niveau | Type | Intervalle | Description |
|---|---|---|---|
| 1 | Visuel périodique de routine | Tous les 24 mois | Examen externe du frettage, des colliers de câble, de l’état de la peinture |
| 2 | Inspection pratique | Tous les 24 mois | Inspection par contact physique des éléments critiques en cas de rupture — comprend les colliers de câble, les coiffes, les selles |
| 3 | Inspection interne approfondie | À 30 ans, puis selon évaluation | Retrait du frettage, ouvertures par coins, inspection et prélèvement des fils |
Le rapport NCHRP 534 (2004) — « Guidelines for Inspection and Strength Evaluation of Suspension Bridge Parallel Wire Cables » par Mayrbaurl et Camo — est la référence technique définitive pour l’inspection interne des câbles. Il établit la composition recommandée de l’équipe d’inspection (enquêteur principal : ingénieur professionnel avec expertise en ponts suspendus ; inspecteur en chef : ingénieur professionnel ; inspecteurs de câbles : ingénieurs diplômés avec 2-3 ans d’expérience ; plus laboratoire d’essais, consultants en métallurgie/corrosion et statisticien selon les besoins).
L’inspection interne approfondie d’un câble principal suit un protocole rigoureusement défini :
Étape 1 — Sélection des panneaux d’essai et défreitage. Sur la base d’une évaluation technique, des emplacements spécifiques le long du câble (panneaux d’essai) sont sélectionnés pour l’examen interne. Les panneaux d’essai typiques sont situés : (a) à mi-portée, (b) au quart de portée, (c) près des tours (où les contraintes de flexion sont les plus élevées), (d) aux colliers de câble, et (e) à tout endroit visuellement suspect. Chaque panneau d’essai mesure généralement 1,5 à 3 m de longueur. Le fil de frettage est soigneusement retiré et conservé pour le refrettage.
Étape 2 — Ouverture par coins. Des coins en bois ou en plastique (les coins en bois dur sont traditionnels, les coins en PEHD sont des alternatives modernes) sont enfoncés dans le câble à environ 0,5 m d’intervalle le long du panneau d’essai. Huit lignes de coin sont établies autour de la circonférence du câble — positionnées à : haut, bas, gauche, droite, haut-gauche, haut-droit, bas-gauche, bas-droit. Les coins sont enfoncés progressivement, ouvrant le câble pour exposer les fils intérieurs sans les endommager. La force d’ouverture doit être soigneusement contrôlée pour éviter de créer de fausses ruptures de fils.
Étape 3 — Examen visuel. Tous les fils accessibles dans le panneau d’essai ouvert sont inspectés visuellement. L’état de chaque fil exposé est classé selon le système de classification de la corrosion :
| Stade | État | Description |
|---|---|---|
| 1 | Sain | Galvanisation brillante intacte ; pas de rouille |
| 2 | Corrosion légère | Oxydation du zinc en surface (rouille blanche) ; pas d’attaque du métal de base |
| 3 | Corrosion modérée | Rouille rouge visible sur la surface du fil ; piqûres localisées < 0,5 mm de profondeur |
| 4 | Corrosion sévère | Piqûres profondes > 0,5 mm ; perte de section significative ; fils fissurés |
Étape 4 — Prélèvement des fils. Un nombre statistiquement significatif de fils est retiré de chaque panneau d’essai pour des essais de traction en laboratoire. La stratégie d’échantillonnage doit capturer la variabilité à travers la section transversale du câble — généralement 3 à 5 fils de chaque ligne de coin, plus tous les fils présentant des défauts visibles. Les échantillons sont étiquetés avec la position, l’orientation et la classe d’état.
Étape 5 — Essais en laboratoire. Les échantillons de fils sont testés pour : la résistance ultime à la traction (RUT), la limite d’élasticité, l’allongement à la rupture, la réduction de section, et l’examen de la surface de fracture (MEB pour les microfissures). L’épaisseur de la galvanisation est mesurée. Les courbes contrainte-déformation sont générées pour comparaison avec les propriétés d’origine du fil.
Étape 6 — Évaluation de la résistance. Les données sur l’état des fils sont utilisées pour estimer la résistance résiduelle du câble. Deux méthodes principales sont utilisées :
Les essais de Fuite de Flux Magnétique (MFL) sont la principale méthode END pour détecter la perte de section transversale dans les câbles principaux. Un scanner MFL est passé le long du câble, induisant un champ magnétique et mesurant la fuite de flux aux zones de perte de section (piqûres de corrosion, ruptures de fils). Le MFL peut détecter des pertes de surface aussi faibles que 2 à 5 % de la section transversale totale mais ne peut pas distinguer de manière fiable entre les ruptures de fils individuelles et la corrosion généralisée. Le MFL est utilisé comme outil de dépistage pour identifier les zones nécessitant une ouverture par coins ciblée.
Les Essais par Ultrasons à Ondes Guidées (GWUT) utilisent des ondes ultrasonores propagées le long de fils individuels pour détecter des défauts jusqu’à 60 m de l’emplacement du capteur. Le GWUT est efficace pour détecter les fissures transversales et les ruptures de fils dans les segments de câble accessibles. La technique est limitée par l’atténuation du signal aux colliers de câble et aux selles, et par la complexité de l’interprétation du signal dans les câbles multifilaires.
La Surveillance par Émission Acoustique (AE) est une méthode continue en temps réel pour détecter les ruptures de fils au moment où elles se produisent. Des capteurs piézoélectriques (généralement résonants à 40-100 kHz) montés sur le câble détectent les ondes de contrainte élastique générées par une fracture de fil. L’espacement des capteurs est typiquement de 5 à 15 m le long du câble. L’analyse du temps de vol de l’onde à l’arrivée sur plusieurs capteurs localise la rupture avec une précision de ±0,5 à 2 m. Les systèmes AE modernes utilisent un filtrage multiparamétrique (amplitude, énergie, comptages, contenu fréquentiel) pour distinguer les ruptures de fils du bruit environnemental (vent, pluie, trafic, dilatation thermique). Le Humber Bridge et le Storebaelt Bridge possèdent les plus grands systèmes de surveillance AE installés. Le système AE du Forth Road Bridge a détecté 93 ruptures de fils en 2015, puis 24 ruptures supplémentaires dans un groupe au niveau de la jambe de la tour sud-est — fournissant un avertissement précoce pour une inspection ciblée.
Les ruptures de fils dans les câbles principaux des ponts suspendus se produisent par plusieurs mécanismes. Comprendre le mode de défaillance est essentiel pour prédire la durée de vie résiduelle.
La fatigue-corrosion est le mécanisme de rupture de fil le plus courant. La contrainte de traction cyclique due à la charge du trafic (charge vive), combinée à un environnement corrosif (eau + chlorures à la surface du fil), initie des microfissures au niveau des piqûres de corrosion. Ces fissures se propagent sous l’effet de la charge cyclique continue jusqu’à ce que la section transversale restante ne puisse plus supporter la charge permanente statique, provoquant une rupture soudaine. La taille critique de fissure pour un fil de 5 mm soumis à une tension de câble typique est d’environ 1 à 2 mm de profondeur.
La Fissuration par Corrosion Sous Contrainte (SCC) se produit lorsque trois conditions sont simultanément présentes : une contrainte de traction élevée (provenant de la charge permanente du câble), un matériau sensible (acier à haute résistance) et un environnement corrosif. La SCC produit des fissures ramifiées, intergranulaires ou transgranulaires qui se propagent lentement sous charge soutenue. La SCC est particulièrement dangereuse car les fissures peuvent atteindre une taille critique sans avertissement visible.
La fragilisation par l’hydrogène est un mode de défaillance catastrophique dans lequel l’hydrogène atomique diffuse dans le réseau de l’acier, réduisant la ductilité et provoquant une rupture fragile à des contraintes bien inférieures à la résistance normale à la traction du fil. L’hydrogène est généré par des réactions cathodiques dans le processus de corrosion. Les fils en acier à haute résistance (RUT > 1 500 MPa) sont particulièrement sensibles.
La fatigue de fretting se produit aux emplacements des colliers de câble où le mouvement relatif microscopique entre les fils individuels sous charge cyclique produit une usure de surface (fretting), conduisant à des concentrations de contraintes localisées et à l’initiation de fissures de fatigue. Les groupes de fatigue de fretting se trouvent le plus souvent sur les fils adjacents aux bords des colliers de câble.
Le taux de corrosion de l’acier galvanisé dans un environnement humide est spectaculaire : à une HR supérieure à 60 % et des températures supérieures à 0 °C, le taux de corrosion s’accélère de façon exponentielle. En dessous de 40 % HR, la corrosion s’arrête effectivement. C’est la justification fondamentale de la déshumidification des câbles — elle transforme l’environnement intérieur du câble de corrosif à inerte.
L’évaluation de la résistance résiduelle du câble suit une approche statistique rigoureuse. Pour la méthode NCHRP 534, le facteur de résistance du câble S est calculé comme suit :
S = (N_s × σ_moy × A_f × K_r) / T_d
où N_s est le nombre de fils sains, σ_moy est la résistance moyenne à la traction issue des essais sur fils, A_f est la section transversale moyenne du fil, K_r est un facteur de redéveloppement (tenant compte du transfert par frottement aux colliers de câble pour les fils cassés), et T_d est la tension de conception du câble à la section considérée.
L’ancrage est le point de terminaison du câble principal, généralement une structure massive en béton par gravité ou un tunnel rocheux qui résiste à la force de tension du câble. À l’intérieur de l’ancrage, le câble principal se sépare en ses torons individuels au niveau de la chambre d’épanouissement.

Les points d’inspection clés dans l’ancrage et la chambre d’épanouissement comprennent :
La chambre d’épanouissement doit être inspectée au même intervalle que l’inspection interne du câble principal. La déshumidification de la chambre d’épanouissement est désormais une pratique standard, avec de l’air sec injecté au joint d’étanchéité d’entrée du câble et évacué à la paroi arrière de l’ancrage.
Un système moderne de déshumidification des câbles est une installation sophistiquée de contrôle actif de la corrosion. La conception du système doit tenir compte de la géométrie spécifique, du taux de vide et de l’exposition environnementale des câbles principaux de chaque pont.
L’unité de traitement d’air abrite le déshydrateur à dessiccant, les ventilateurs, les filtres et l’électronique de contrôle. Les déshydrateurs à dessiccant utilisent un rotor (une matrice en forme de roue imprégnée de gel de silice ou de tamis moléculaire) qui tourne lentement à travers deux secteurs : le secteur de traitement (où l’humidité est adsorbée de l’air entrant) et le secteur de régénération (où l’air chauffé à 120-150 °C chasse l’humidité adsorbée). Le rotor cycle en continu entre les deux secteurs, fournissant un flux constant d’air sec. Le point de rosée typique de l’air de sortie est de −30 °C à −40 °C, correspondant à moins de 1 % HR à température ambiante.
La tuyauterie de distribution relie l’UTA aux points d’injection le long du câble. Les tuyaux en PEHD avec joints par électrofusion sont la norme — ils fournissent des connexions hermétiques qui ne laissent pas fuir l’humidité dans le système. Les tuyaux sont acheminés le long des passerelles ou fixés aux suspentes à l’aide de colliers en acier inoxydable. Pour les ponts à longues portées, les pertes de charge dans le système de distribution doivent être calculées pour garantir un débit d’air adéquat au point d’injection le plus éloigné.
Les manchons d’injection sont des assemblages en acier inoxydable fabriqués sur mesure qui enveloppent la circonférence du câble, formant un plénum hermétique. Le manchon possède un joint en caoutchouc qui s’étanchéifie contre l’enveloppe élastomère du câble. L’air sec entre par un port de connexion et est forcé à l’intérieur du câble à travers de nombreux petits trous ou fentes dans le manchon, dirigé axialement le long du câble. L’insertion de coins de zinc ou de fils d’espacement à l’emplacement d’injection crée des canaux de circulation d’air dans la section transversale du câble.
La conception des zones divise la longueur du câble en secteurs contrôlés indépendamment. La longueur optimale de la zone dépend du taux de vide du câble (perméabilité à l’air), de la pression d’air d’injection (généralement 5-15 kPa au-dessus de la pression atmosphérique) et du taux de renouvellement d’air cible. Des zones de 100 à 300 m sont typiques. Chaque zone a au moins un point d’injection et un point d’échappement. L’isolation des zones est obtenue en installant des barrières internes (matériaux de blocage temporaires comme de la mousse expansive enveloppée dans un treillis) entre les zones pendant l’installation.
La surveillance comprend : des capteurs de température et HR à chaque point d’injection et d’échappement, des capteurs de pression d’air aux manchons d’injection, des capteurs de vitesse d’air aux orifices d’échappement, et des données de station météorologique ambiante. Les systèmes modernes transmettent les données vers des plateformes de surveillance basées sur le cloud avec des alarmes automatisées lorsque l’HR dépasse le seuil de 40 % dans une zone quelconque. L’analyse des tendances historiques permet aux opérateurs de détecter les problèmes émergents avant qu’ils ne deviennent critiques.
L’installation de rénovation nécessite un travail d’accès important. Sur le Severn Bridge, l’installation a nécessité (a) le retrait du frettage et de la peinture existants, (b) l’application de la nouvelle enveloppe d’étanchéité élastomère, (c) l’installation de manchons d’injection aux colliers de câble, (d) l’acheminement de 72 sections distinctes de tuyaux PEHD à travers la structure du pont, (e) la construction de la salle des équipements à l’intérieur du pont — nécessitant 5 jours de travail par une équipe de 3 personnes rien que pour la salle des équipements, et (f) le respect des exigences de classement au patrimoine (le Severn Bridge est une structure classée, nécessitant des approbations spéciales pour percer des trous pour les gaines techniques).
Les ponts suspendus modernes intègrent des systèmes complets de Surveillance de l’Intégrité Structurelle (SHM) qui intègrent la surveillance du câble principal à la surveillance structurelle globale.
| Type de capteur | Paramètre surveillé | Spécification typique |
|---|---|---|
| Cellules de charge | Tension du câble aux ancrages | Capacité 5 000–20 000 kN, précision ±0,5 % |
| Inclinomètres | Inclinaison des tours | Résolution ±0,01° |
| Accéléromètres | Vibration structurelle, réponse au vent | Plage 0,01–20 Hz |
| GPS (RTK) | Déplacement du tablier, flèche du câble | ±5 mm horizontal, ±10 mm vertical |
| Capteurs de température | Température du câble et ambiante | −30 °C à +70 °C, ±0,5 °C |
| Capteurs AE | Ruptures de fils en temps réel | Capteurs résonants 40–100 kHz |
| Fibre optique (FBG) | Déformation dans les fils critiques | Résolution ±1 µε |
| Détection de température répartie (DTS) | Profil de température du câble | Résolution spatiale 1 m, ±0,1 °C |
| Détection acoustique répartie (DAS) | Événements acoustiques le long du câble | Résolution spatiale 1 m |
Les cellules de charge au niveau des plaques d’appui d’ancrage fournissent une mesure continue de la tension totale du câble. Les changements de tension indiquent : un tassement ou un mouvement des ancrages, une redistribution de la charge entre les câbles (si un câble perd de la rigidité en raison de ruptures de fils), ou des effets thermiques.
La surveillance par émission acoustique est devenue standard sur les grands ponts suspendus. Le système utilise des capteurs résonants à 40-100 kHz montés sur le câble avec des plaques de couplage à surface courbe personnalisées qui épousent le diamètre du câble. Un espacement des capteurs de 5 à 15 m offre une précision de localisation de ±0,5 à 2 m pour les événements de rupture de fil. Le système doit distinguer les ruptures de fils du bruit environnemental en utilisant un filtrage multiparamétrique (corrélation du temps de vol, analyse de forme d’onde, contenu fréquentiel, seuillage d’amplitude). Des normes telles que JT/T 1037-2022 (Surveillance des structures de ponts routiers chinois) spécifient des seuils d’alarme : Niveau 2 (rupture de fil se produit), Niveau 3 (taux de rupture de fil > 2 % par an).
La surveillance GPS cinématique en temps réel (RTK) de l’élévation du tablier fournit des données indirectes sur l’état du câble. Si le tablier s’affaisse en dessous de son profil de conception, cela indique soit un allongement du câble (dû au fluage des fils ou à la perte de section par corrosion), soit un relâchement des suspentes. Le GPS RTK atteint une précision de ±5 mm horizontal et ±10 mm vertical avec un taux de mise à jour de 20 Hz.
Williamsburg Bridge (New York, 1903) — L’inspection interne de 1987 a révélé plusieurs centaines de fils cassés ou gravement corrodés, avec une corrosion concentrée dans la moitié inférieure des deux câbles. Cette inspection a été un tournant pour la communauté des ingénieurs de ponts — elle a démontré qu’une corrosion interne sévère peut progresser inaperçue sous un système de frettage intact. Le pont a ensuite été retiré du service de métro et un programme de réhabilitation complet a été mis en œuvre.
Forth Road Bridge (Écosse, 1964) — La première inspection interne en 2004 a révélé une perte de résistance du câble de 8 à 10 %, prévoyant la nécessité de restrictions de charge vive d’ici 2017 et la fermeture complète aux véhicules légers d’ici 2021. Un système de surveillance acoustique a été installé en 2006. La déshumidification a été installée en 2006-2007 et s’est avérée efficace — les inspections de 2009, 2012 et 2015 n’ont révélé aucune progression de nouvelle corrosion. Un groupe de 24 ruptures de fils à la jambe de la tour sud-est au début de 2015 a déclenché une inspection ciblée. Le pont continue de servir de couloir de transport public après l’ouverture du Queensferry Crossing en 2017.
Golden Gate Bridge (San Francisco, 1937) — Les inspections internes régulières depuis les années 1990 ont révélé un état de câble étonnamment bon compte tenu de plus de 80 ans d’exposition marine. Le pont bénéficie du climat estival relativement sec de San Francisco et de faibles niveaux de chlorures par rapport aux ponts de la côte Est. La déshumidification est à l’étude pour une installation future.
Verrazzano-Narrows Bridge (New York, 1964) — La Metropolitan Transportation Authority (MTA) a attribué un contrat de 249 millions de dollars en 2025 pour l’installation d’un système complet de déshumidification des câbles — le plus grand contrat de ce type en Amérique du Nord à ce jour. Le projet couvre les deux câbles principaux sur la travée principale de 1 298 m.
Pont Akashi Kaikyo (Japon, 1998) — Plus longue portée suspendue du monde à 1 991 m. Conçu avec une déshumidification intégrée dès la construction. Premier grand pont à intégrer le contrôle actif de la corrosion comme élément de conception plutôt que comme rénovation. Le programme d’inspection des câbles a établi les protocoles d’inspection de la méthode PPWS désormais utilisés dans le monde entier.
Pont Est du Storebaelt (Danemark, 1998) — Travée principale de 1 624 m. Construction PPWS avec déshumidification intégrée et surveillance AE complète. Le système de surveillance a fourni certains des ensembles de données continus les plus longs sur les taux de rupture de fils dans les câbles déshumidifiés.
Humber Bridge (Royaume-Uni, 1981) — Plus longue portée suspendue du monde à l’époque (1 410 m). Le plus grand système rénové de déshumidification et de surveillance AE installé en 2011. La combinaison de la surveillance AE et de la déshumidification sur le Humber Bridge a démontré la corrélation claire entre le contrôle de l’HR et la réduction du taux de rupture de fils.
Tsing Ma Bridge (Hong Kong, 1997) — Pont suspendu polyvalent routier et ferroviaire avec une travée principale de 1 377 m. Système SHM complet intégrant anémomètres, jauges de contrainte, accéléromètres, GPS et capteurs de température. Les données de surveillance ont été largement utilisées pour la recherche sur le vent et la réponse structurelle.
L’expérience cumulée de ces grands programmes d’inspection a établi que : (1) la corrosion interne des câbles est inévitable pour les câbles sans déshumidification ; (2) la déshumidification est la seule méthode éprouvée pour arrêter la corrosion en cours ; (3) la surveillance acoustique fournit un avertissement précoce des zones à problèmes ; et (4) les emplacements critiques pour les ruptures de fils sont systématiquement au niveau des selles de tour, des colliers de câble et des chambres d’épanouissement — les points où l’infiltration d’eau est la plus probable et où les contraintes de fatigue de fretting sont les plus élevées.
L'inspection professionnelle des câbles de pont nécessite une connaissance spécialisée des mécanismes de corrosion, des méthodes d'essais non destructifs et des protocoles d'évaluation de la résistance. Contactez notre équipe pour des conseils d'experts sur l'évaluation des câbles de ponts suspendus, les systèmes de surveillance et la planification de la maintenance.
Les haubans sont des éléments de tension en acier à haute résistance reliant le pylône au tablier dans les ponts à haubans, formant le chemin de charge principa...
Les poutres de pont sont les éléments porteurs horizontaux principaux qui supportent le tablier du pont, en portant entre les piles et les culées. Les types cou...
Le tablier de pont est l'élément structural le plus élevé d'un pont, supportant directement les charges de trafic et fournissant la surface de roulement. L'état...