Les chaussées durables minimisent l’impact environnemental grâce aux matériaux recyclés (RAP, RAS, granulats de béton recyclé, cendres volantes, laitier), aux technologies d’enrobés tièdes, aux chaussées perméables, aux conceptions à longue durée de vie et au recyclage en place. Couvre les stratégies de durabilité, l’analyse du cycle de vie (ACV), les déclarations environnementales de produits (DEP), et comment les choix durables affectent l’inspection et les performances des chaussées.
Technologies et pratiques des chaussées durables
Dimensions de la durabilité
Les chaussées durables sont des systèmes techniques qui offrent les performances structurelles et fonctionnelles requises tout en minimisant les impacts environnementaux à travers cinq dimensions interconnectées : les matériaux, l’énergie, les émissions, l’eau et la durée de vie. Ces dimensions forment le cadre dans lequel la durabilité des chaussées est évaluée, conçue et vérifiée.
Dimension des matériaux
La dimension des matériaux aborde la consommation de ressources naturelles et la production de déchets. La construction conventionnelle de chaussées consomme d’immenses quantités de granulats vierges — environ 1,5 à 2 milliards de tonnes par an rien qu’aux États-Unis — et des quantités importantes de liant bitumineux et de ciment Portland, tous deux énergivores à produire. Les chaussées durables réduisent la consommation de matériaux vierges en substituant des matériaux recyclés et de déchets chaque fois que cela est techniquement réalisable. Le taux de remplacement — le pourcentage de matériau vierge remplacé par du contenu recyclé — est la principale mesure utilisée pour quantifier la durabilité des matériaux.
Selon la National Asphalt Pavement Association (NAPA) , l’industrie américaine des chaussées bitumineuses a utilisé plus de 97 millions de tonnes d’enrobés bitumineux recyclés (RAP) et 921 000 tonnes de bardeaux d’asphalte recyclés (RAS) dans de nouveaux mélanges en 2019, économisant près de 60 millions de yards cubes d’espace d’enfouissement. Le taux de recyclage des matériaux de chaussée bitumineuse atteint environ 94 %, faisant de l’asphalte le matériau le plus recyclé aux États-Unis — dépassant les taux de recyclage du papier (68 %), des canettes en aluminium (50 %) et du verre (33 %).
Pour les chaussées en béton de ciment, la dimension des matériaux se concentre sur le remplacement du ciment à l’aide de matériaux cimentaires supplémentaires (MCS). La production de ciment Portland est responsable d’environ 8 % des émissions mondiales de CO₂. Le remplacement de 30 à 50 % du ciment par des cendres volantes, du ciment de laitier ou de la fumée de silice réduit directement l’empreinte carbone des chaussées en béton d’un pourcentage comparable. Le taux de substitution du ciment est la mesure standard. De plus, l’utilisation de granulats de béton recyclé (RCA) issus de chaussées démolies comme granulats dans les nouveaux bétons ou couches de base réduit encore la demande en granulats vierges.
La durabilité des matériaux englobe également la distance de provenance des matériaux. Le transport de granulats sur de longues distances consomme du carburant et génère des émissions. La teneur en matériaux locaux — souvent définie comme des matériaux provenant de moins de 50 miles (80 km) du projet — est une mesure de durabilité courante utilisée dans les systèmes de notation comme LEED et Envision. Maximiser l’utilisation de matériaux locaux réduit les impacts environnementaux liés au transport.
Dimension énergétique
La dimension énergétique aborde l’énergie consommée pour produire, transporter, construire et entretenir les chaussées. L’énergie grise totale d’une chaussée comprend l’énergie nécessaire pour extraire et traiter les matières premières, fabriquer les composants de la chaussée (liant bitumineux, ciment, granulats), transporter les matériaux jusqu’au site du projet, construire la chaussée (y compris le carburant des équipements de pavage et de compactage) et effectuer les activités d’entretien et de réhabilitation pendant la durée de vie de la chaussée.
La production d’enrobé bitumineux à chaud (HMA) nécessite de chauffer les granulats et le liant à 300–350 °F (150–175 °C), consommant environ 280 000 à 370 000 British Thermal Units (BTU) par tonne de mélange — soit l’équivalent de 2,5 à 3,5 gallons de fuel par tonne. L’enrobé tiède (WMA) réduit les températures de production de 50 à 120 °F (30 à 50 °C), réduisant la consommation de carburant de 20 à 35 % — environ 55 000 à 130 000 BTU économisés par tonne. Lorsque l’industrie américaine de l’asphalte passera entièrement au WMA, les économies annuelles totales de carburant sont estimées à 150 millions de gallons de fuel n° 2.
La production de béton de ciment Portland a une charge énergétique grise très élevée : environ 4 000 à 5 500 BTU par tonne pour la seule production de ciment, principalement en raison de l’énergie nécessaire pour chauffer les fours à ciment à 2 640 °F (1 450 °C). Le remplacement du ciment par des MCS réduit directement cette charge énergétique. Les mélanges de béton compacté au rouleau (BCR) et de béton drainant utilisent généralement des teneurs en ciment plus faibles, réduisant encore l’énergie grise.
L’énergie en phase d’utilisation est également significative. Les caractéristiques de surface de la chaussée — en particulier la rugosité et la macrotexture — affectent la consommation de carburant des véhicules. Les essais WesTrack de la Federal Highway Administration (FHWA) ont quantifié que les chaussées plus lisses réduisent la consommation de carburant des véhicules jusqu’à 4,5 %. Une chaussée qui maintient sa planéité tout au long de sa vie économise indirectement des milliards de gallons de carburant pour la flotte de véhicules qui l’utilise. L’Indice de Rugosité International (IRI) est la mesure standard reliant l’état de la chaussée à l’efficacité énergétique des véhicules.
Dimension des émissions
La dimension des émissions suit tous les polluants atmosphériques générés tout au long du cycle de vie de la chaussée. Les principales émissions préoccupantes sont les gaz à effet de serre (GES) — dioxyde de carbone (CO₂), méthane (CH₄) et oxyde nitreux (N₂O) — exprimés collectivement en Potentiel de Réchauffement Global (PRG) en kilogrammes d’équivalent CO₂ (kg éq. CO₂). Les sources d’émissions liées aux chaussées incluent :
Émissions de production des matériaux : La production de clinker de ciment émet environ 0,9 kg de CO₂ par kg de clinker. La production de liant bitumineux émet environ 0,1 à 0,3 kg de CO₂ par kg de liant, selon la source de pétrole brut et l’efficacité de la raffinerie. La production de granulats émet environ 0,005 à 0,015 kg de CO₂ par kg de granulat (principalement provenant des équipements de concassage et de criblage).
Émissions de construction : Les équipements de pavage (finisseurs bitumineux, rouleaux, poseurs de béton), les véhicules de transfert de matériaux et les équipements de soutien brûlent du carburant diesel, émettant du CO₂, des oxydes d’azote (NOx), des particules (PM) et des composés organiques volatils (COV). Les particules de diesel (DPM) sont une préoccupation particulière pour la qualité de l’air près des chantiers de construction et dans les zones de non-atteinte des normes.
Les réductions d’émissions du WMA sont bien documentées : une réduction de température de 50 °F dans la production d’asphalte réduit les émissions de CO₂ de 15 à 25 %, le SO₂ de 18 à 35 %, les NOx de 18 à 30 % et les COV de 30 à 50 % par rapport au HMA équivalent. L’enrobé froid (CMA) produit à température ambiante élimine complètement les émissions liées au chauffage, réduisant les émissions de 35 à 50 %.
La séquestration du carbone dans le liant bitumineux est un attribut de durabilité unique. Selon l’Agence américaine de protection de l’environnement, 99,6 % du carbone contenu dans le liant bitumineux reste stocké en permanence — jamais libéré dans l’atmosphère — car le liant est un sous-produit des combustibles fossiles qui n’ont jamais été brûlés comme source d’énergie. Les chaussées bitumineuses fonctionnent donc comme un puits de carbone à long terme, stockant le carbone incorporé pendant toute la durée de vie de la chaussée (et au-delà si elle est recyclée en de nouvelles chaussées).
Dimension de l’eau
La dimension de l’eau aborde à la fois l’eau consommée dans la production et la construction des chaussées et les impacts sur la qualité de l’eau du ruissellement des chaussées.
La consommation d’eau pour la construction des chaussées est relativement faible pour les chaussées bitumineuses (utilisation d’eau minimale dans la production) mais significative pour les chaussées en béton, qui nécessitent de grands volumes d’eau de gâchage et d’eau de cure. La production de ciment consomme également beaucoup d’eau dans les opérations de refroidissement et de traitement. La consommation totale d’eau liée à la chaussée est généralement mesurée en gallons par yard carré de chaussée construite.
La qualité et la quantité du ruissellement pluvial est une préoccupation environnementale majeure pour les chaussées. Les chaussées imperméables génèrent un ruissellement qui transporte des polluants — huile, graisse, métaux lourds, produits chimiques de dégivrage, particules d’usure des pneus — directement dans les eaux réceptrices. Aux États-Unis, le Clean Water Act et le programme de permis National Pollutant Discharge Elimination System (NPDES) réglementent les déversements d’eaux pluviales provenant des surfaces de chaussée, exigeant le traitement ou l’infiltration des premières eaux de pluie.
Les chaussées perméables répondent directement à la dimension de l’eau en permettant aux précipitations de s’infiltrer à travers la surface de la chaussée dans les réservoirs de pierre sous-jacents et les sols naturels. Les recherches du University of New Hampshire Stormwater Center et d’autres démontrent que les chaussées perméables réduisent les matières en suspension totales (MEST) de 80 à 90 %, le phosphore total de 60 à 70 %, l’azote total de 50 à 60 %, les métaux lourds (zinc, cuivre, plomb) de 90 % et plus, et le volume de ruissellement de 50 à 90 % par rapport aux chaussées imperméables conventionnelles.
Dimension de la durée de vie
La dimension de la durée de vie reconnaît que la chaussée la plus durable est intrinsèquement la plus longue, car elle retarde ou élimine les impacts environnementaux de la reconstruction. Prolonger la durée de vie d’une chaussée de 20 à 50 ans grâce à la conception de chaussée perpétuelle réduit la consommation totale d’énergie du cycle de vie de 30 à 50 % et les émissions totales de gaz à effet de serre de 25 à 45 % par année de service, par rapport aux chaussées conventionnelles qui nécessitent une reconstruction à l’année 20.
La durabilité de la durée de vie est mesurée par l’espérance de vie (années jusqu’à l’état terminal) et le coût du cycle de vie (CCV) en dollars par yard carré par année de service. Les chaussées perpétuelles conçues pour une durée de vie de 50 ans et plus atteignent généralement des coûts de cycle de vie inférieurs de 20 à 40 % à ceux des chaussées conventionnelles de 20 ans, lorsque les coûts d’entretien, de réhabilitation et de retard des usagers sont inclus.
Matériaux recyclés
L’utilisation de matériaux recyclés et de déchets dans les chaussées est la stratégie de durabilité la plus directe et la plus mesurable. Les matériaux recyclés préservent les ressources naturelles, réduisent la mise en décharge, diminuent la consommation d’énergie et réduisent les émissions. Les matériaux suivants sont les plus largement utilisés dans la construction de chaussées durables.
Enrobés bitumineux recyclés (RAP)
Les enrobés bitumineux recyclés (RAP) sont le matériau recyclé le plus précieux de l’industrie du pavage. Le RAP est généré lorsque des chaussées bitumineuses existantes sont fraisées ou démantelées lors de réhabilitation ou reconstruction. Le matériau est constitué de liant bitumineux vieilli enrobant des granulats de haute qualité, représentant un investissement significatif à la fois en liant et en granulats qui peut être entièrement récupéré et réutilisé.
Le traitement du RAP implique généralement le concassage et le criblage pour produire une granulométrie constante adaptée à une utilisation dans de nouveaux enrobés à chaud ou tièdes. Les installations modernes de traitement du RAP utilisent des concasseurs primaires et secondaires, des cribles et parfois des systèmes de fractionnement qui séparent le RAP en fractions grossières et fines. Le RAP traité est stocké dans des zones couvertes ou pavées pour minimiser les variations de teneur en humidité.
Les niveaux d’utilisation du RAP varient selon la couche et l’application : les couches de surface peuvent généralement incorporer 15 à 30 % de RAP avec des ajustements mineurs de grade de liant ; les couches intermédiaires et de base peuvent incorporer 30 à 50 % de RAP ; et les applications de base ou sous-base peuvent utiliser jusqu’à 100 % de RAP. Les mélanges à haute teneur en RAP (plus de 25 %) nécessitent souvent des agents régénérants pour restaurer les propriétés du liant vieilli et maintenir la résistance à la fissuration, comme documenté dans le NCHRP Report 752 et le NCHRP Project 09-58.
La FHWA rapporte que l’utilisation du RAP en 2019 a économisé : près de 60 millions de yards cubes d’espace d’enfouissement ; plus de 20 millions de barils de liant bitumineux (une ressource non renouvelable) ; et plus de 2,6 milliards de livres d’émissions de CO₂ par rapport à l’utilisation de matériaux vierges pour des structures de chaussée équivalentes. L’Asphalt Pavement Alliance note que le RAP performe aussi bien ou mieux que les mélanges vierges dans des chaussées correctement conçues et construites.
Teneur en RAP (%)
Application typique
Ajustement du liant requis
Régénérant souvent nécessaire
0–15 %
Couches de surface
Aucun ou léger ajustement de grade
Non
15–30 %
Surface, intermédiaire
Liant plus souple (1 grade)
Optionnel
30–50 %
Intermédiaire, base
Liant plus souple (1–2 grades)
Recommandé
50–100 %
Base, sous-base, faible trafic
Ajustement significatif
Requis
Bardeaux d’asphalte recyclés (RAS)
Les bardeaux d’asphalte recyclés (RAS) comprennent à la fois les déchets de fabrication (chutes de production de bardeaux — « pré-consommation ») et les bardeaux de démolition provenant de projets de remplacement de toitures (« post-consommation »). Les RAS contiennent 20 à 30 % de liant bitumineux en poids (contre 5 à 6 % dans le RAP), ce qui en fait une source concentrée de liant recyclé. Les RAS contiennent également du filler minéral, des granulats fins et un renfort organique ou en fibre de verre.
L’utilisation des RAS dans les mélanges bitumineux est régie par l’ASTM D7309 (Spécification standard pour les bardeaux de toiture en asphalte) et les spécifications des DOT des États. La teneur typique en RAS est limitée à 3–5 % en poids du mélange total (environ 10–20 % en poids du liant) en raison du liant extrêmement rigide et fortement vieilli dans les bardeaux et des préoccupations concernant la fragilité et la maniabilité du mélange.
L’Enquête NAPA 2019 auprès de l’industrie a rapporté qu’environ 921 000 tonnes de RAS ont été utilisées dans les mélanges bitumineux aux États-Unis, économisant plus de 50 000 tonnes de liant bitumineux et plus de 920 000 tonnes de granulats. L’utilisation des RAS détourne également les bardeaux des décharges, où ils représentent un flux de déchets important (environ 10 millions de tonnes de déchets de bardeaux d’asphalte sont générées chaque année aux États-Unis).
Les défis liés aux RAS incluent : la variabilité des propriétés du liant (en particulier les bardeaux de démolition qui ont subi des décennies d’oxydation solaire) ; la présence de matériaux indésirables (clous, feutre, bois, plastique) ; et le risque de rigidité excessive du mélange conduisant à une fissuration prématurée. Les mélanges RAS nécessitent des diagrammes de mélange de liants minutieux et nécessitent souvent des régénérants à des taux plus élevés que les mélanges RAP équivalents.
Granulats de béton recyclé (RCA)
Les granulats de béton recyclé (RCA) sont produits par concassage de chaussées en béton démolies, de structures ou de déchets. Le matériau est constitué de particules de granulats d’origine avec du mortier de ciment attaché, des fines et des armatures en acier (qui sont retirées par séparation magnétique). Les RCA sont utilisés dans la construction de chaussées principalement comme :
Matériau de base et sous-base granulaire : Les RCA ont généralement un indice portant californien (CBR) plus élevé et de meilleures caractéristiques de drainage que les matériaux de base en granulats vierges, ce qui en fait une excellente couche de base. La Federal Highway Administration américaine rapporte que plus de 100 millions de tonnes de RCA sont utilisées chaque année dans les applications de base et sous-base.
Granulats dans le nouveau béton : Les RCA peuvent remplacer 20 à 50 % des gros granulats dans les nouvelles chaussées en béton, bien que le mortier attaché augmente la demande en eau et réduise la maniabilité. Les formulations doivent tenir compte de l’absorption plus élevée des RCA (4–8 % contre 1–2 % pour les granulats vierges) et de leur densité spécifique plus faible.
Granulats dans l’enrobé bitumineux à chaud : Les RCA peuvent remplacer 15 à 25 % des gros granulats dans les couches de base bitumineuses, bien que l’angularité élevée des RCA puisse réduire la maniabilité.
La valeur cimentaire du mortier résiduel dans les RCA offre un avantage supplémentaire dans les applications de couche de base — le ciment non hydraté dans le mortier peut continuer à s’hydrater, augmentant la résistance avec le temps. Les recherches du Comité AASHTO R-15 ont documenté que les couches de base en RCA gagnent 25 à 40 % de résistance supplémentaire au cours des 12 premiers mois de service par rapport aux bases en granulats vierges.
Cendres volantes
Les cendres volantes sont un sous-produit fin et pulvérulent de la production d’électricité au charbon, collecté dans les gaz de combustion par des précipitateurs électrostatiques ou des dépoussiéreurs à manches. Les cendres volantes sont classées en Classe F et Classe C selon l’ASTM C618, sur la base de la somme des teneurs en silice, alumine et oxyde de fer et de la teneur en oxyde de calcium. Les cendres volantes de classe F (faible teneur en calcium, généralement issues du charbon bitumineux) ont des propriétés pouzzolaniques et nécessitent un activateur cimentaire (généralement du ciment Portland ou de la chaux). Les cendres volantes de classe C (forte teneur en calcium, généralement issues du charbon sous-bitumineux ou ligniteux) ont à la fois des propriétés pouzzolaniques et autocimentantes.
Applications dans les chaussées :
Chaussées en béton : Les cendres volantes remplacent 15 à 40 % du ciment Portland en poids. Les avantages incluent : une réduction de la chaleur d’hydratation (important pour les mises en place de béton de masse et les dalles de chaussée épaisses) ; une meilleure maniabilité et pompabilité ; une perméabilité réduite et une durabilité améliorée ; une résistance à long terme accrue ; un potentiel réduit de réaction alcali-silice (RAS) ; et un coût réduit. La mesure de durabilité du béton — la réduction de CO₂ par yard cube — est directement proportionnelle au pourcentage de remplacement du ciment.
Couches de base stabilisées : Les cendres volantes de classe C peuvent être utilisées comme liant autonome pour la stabilisation des sols et des granulats, avec des applications dans le Recyclage en Pleine Profondeur (FDR) et la Base Traitée au Ciment (CTB) .
Chaussées bitumineuses : Les cendres volantes sont utilisées comme filler minéral (passant le tamis n° 200) dans les mélanges bitumineux à raison de 2 à 6 % en poids du granulat total. Les avantages incluent une meilleure rigidité, une résistance aux dommages causés par l’humidité et une résistance au vieillissement.
Considérations environnementales : Les changements dans l’industrie électrique américaine — en particulier la mise hors service des centrales au charbon et l’augmentation de la production à partir du gaz naturel et des énergies renouvelables — ont réduit la disponibilité des cendres volantes dans certaines régions. L’American Coal Ash Association (ACAA) a rapporté qu’environ 38 millions de tonnes de cendres volantes ont été utilisées de manière bénéfique en 2022 (taux d’utilisation de 57 %). L’incertitude à long terme concernant l’approvisionnement est une considération pour les spécifications qui imposent l’utilisation de cendres volantes.
Laitier granulé moulu de haut fourneau (GGBFS)
Le laitier granulé moulu de haut fourneau (GGBFS) est un sous-produit de la fabrication du fer. Le laitier en fusion provenant des hauts fourneaux est rapidement refroidi à l’eau pour former un matériau granulaire vitreux, puis séché et broyé jusqu’à une finesse similaire à celle du ciment Portland. Le GGBFS est classé dans l’ASTM C989 par son indice d’activité du laitier, qui mesure la contribution à la résistance par rapport au ciment Portland.
GGBFS dans les chaussées en béton : Le GGBFS remplace 25 à 70 % du ciment en poids. Des taux de remplacement plus élevés sont plus courants dans les applications de béton de masse (telles que les dalles de chaussée épaisses et les grandes aires de trafic). Les avantages incluent : une réduction significative de la chaleur d’hydratation ; une meilleure maniabilité ; une couleur plus claire (réduit l’effet d’îlot de chaleur) ; une meilleure résistance à l’attaque des sulfates et à la RAS ; une résistance ultime plus élevée ; et une perméabilité réduite. La couleur plus claire du béton de ciment de laitier augmente l’albédo (réflectance solaire) des surfaces de chaussée, réduisant l’effet d’îlot de chaleur urbain et potentiellement abaissant les températures ambiantes dans les zones pavées de 2 à 5 °F.
Limitations : Le béton de ciment de laitier a un développement de résistance initiale plus lent (les résistances à 7 et 14 jours sont inférieures à celles du béton de ciment Portland), ce qui peut être préoccupant pour les chaussées qui doivent être ouvertes rapidement à la circulation. La mise en œuvre par temps froid nécessite une attention particulière à la cure et à la protection.
Caoutchouc de pneus (poudre de caoutchouc)
La poudre de caoutchouc issue de pneus usagés est utilisée dans les chaussées bitumineuses selon deux procédés principaux :
Procédé humide (Bitume-caoutchouc) : La poudre de caoutchouc (généralement 10 à 20 % en poids du liant) est mélangée au liant bitumineux chaud à 350–400 °F (175–200 °C) pendant 45 à 90 minutes pour produire un liant réagi avec une viscosité, une élasticité et une susceptibilité thermique accrues. Les liants bitumineux-caoutchouc sont utilisés dans les couches de surface à granulométrie discontinue (souvent appelées Asphalt Rubber Gap-Graded ou AR-GG) pour offrir une résistance exceptionnelle à la fissuration, à l’orniérage et une durabilité.
Procédé sec (Asphalte modifié au caoutchouc) : La poudre de caoutchouc est ajoutée comme une partie des granulats (généralement 1 à 3 % en poids du mélange total) et mélangée avec du liant conventionnel. Le procédé sec est plus simple mais offre une amélioration des performances moindre que le procédé humide.
L’EPA et la Rubber Manufacturers Association estiment qu’environ 290 millions de pneus usagés sont générés chaque année aux États-Unis. L’utilisation de poudre de caoutchouc dans les chaussées bitumineuses détourne ces pneus des décharges et des piles de pneus, consommant 500 à 2 000 pneus par mile-voie de chaussée bitumineuse modifiée au caoutchouc. Les chaussées modifiées au caoutchouc offrent également une réduction du bruit de circulation (généralement 2 à 5 dB de réduction par rapport aux surfaces bitumineuses conventionnelles), contribuant aux initiatives de chaussée silencieuse.
Source de liant concentrée, détournement de déchets
RCA
20–100 %
Base, sous-base, béton
Économise granulats, réduit les déchets de démolition
Cendres volantes
15–40 %
Béton, base stabilisée
Réduit la demande de ciment, valorisation
GGBFS
25–70 %
Chaussées en béton
Réduit le ciment, améliore la durabilité
Poudre de caoutchouc
1–3 % du mélange, 10–20 % du liant
Surface bitumineuse
Détournement de déchets de pneus, réduction du bruit
Technologies d’enrobés tièdes et froids
L’enrobé tiède (WMA) et l’enrobé froid (CMA) sont des technologies de production qui réduisent la température à laquelle les mélanges bitumineux sont produits et mis en œuvre, offrant des avantages environnementaux et opérationnels significatifs par rapport à l’enrobé bitumineux à chaud (HMA) conventionnel.
Enrobé tiède (WMA)
Le WMA est produit à des températures inférieures de 30 à 120 °F (20 à 50 °C) à celles du HMA — généralement dans la plage de 200 à 275 °F (95 à 135 °C) contre 300 à 350 °F (150 à 175 °C) pour le HMA. La FHWA a reconnu le WMA comme une technologie prioritaire depuis 2003 et a soutenu la recherche, les projets de démonstration et la mise en œuvre par l’intermédiaire du Warm Mix Asphalt Technical Working Group (TWG) .
Les technologies WMA se répartissent en trois catégories :
Technologies de moussage : Le moussage à base d’eau est la technologie WMA la plus largement utilisée. De l’eau finement atomisée (généralement 1,5–2,5 % en poids du liant) est injectée dans le liant chaud pendant le malaxage, provoquant une vaporisation instantanée et une expansion volumique du liant, réduisant temporairement sa viscosité et améliorant l’enrobage des granulats à des températures plus basses. Les systèmes d’injection d’eau (par ex., AquaBlack, Accu-Shear, Tri-Mix) sont les plus courants, suivis par les additifs à base de zéolite synthétique (par ex., Advera, Aspha-Min) qui contiennent 18 à 21 % d’eau en masse, libérée à 185–360 °F (85–180 °C) pour créer un effet de moussage contrôlé.
Additifs organiques : Les cires Fischer-Tropsch (FT) (par ex., Sasobit) et les amides d’acides gras (par ex., Asphaltan B) sont ajoutés à raison de 0,5 à 3 % en poids du liant. Ces matériaux fondent à des températures supérieures à environ 200 °F (95 °C), réduisant la viscosité du liant, et se cristallisent lors du refroidissement, augmentant la rigidité et la résistance à l’orniérage. Les cires FT sont produites à partir de gaz naturel ou de gazéification du charbon.
Additifs chimiques : Les additifs à base de tensioactifs (par ex., Evotherm, Cecabase, Iterlow) réduisent la tension superficielle du système liant-granulats, améliorant l’enrobage et la maniabilité à des températures réduites. Les additifs chimiques sont généralement dosés à 0,3–0,8 % en poids du liant et offrent l’avantage de ne pas nécessiter de modifications d’équipement.
Avantages du WMA : L’Enquête NAPA sur le WMA (2019) a rapporté que 147,4 millions de tonnes de WMA ont été produites aux États-Unis, représentant une croissance de 26 % par rapport à 2016. Les avantages documentés incluent : 20 à 35 % de réduction de la consommation de carburant ; 15 à 40 % de réduction des émissions de CO₂ ; 18 à 35 % de réduction du SO₂ ; 18 à 30 % de réduction des NOx ; 30 à 50 % de réduction des émissions de COV et de fumées ; amélioration des conditions de travail à l’usine et sur le chantier ; saison de pavage prolongée (possibilité de paver à des températures ambiantes plus basses) ; distances de transport plus longues (refroidissement réduit du mélange) ; compactage amélioré (vides d’air plus faibles pour le même effort de compactage) ; et capacité d’augmenter la teneur en RAP de 5 à 15 %.
Enrobé froid (CMA)
L’enrobé froid est produit et mis en œuvre à température ambiante — généralement 50–100 °F (10–38 °C) — en utilisant du bitume émulsionné ou du bitume moussé comme liant. Le CMA élimine toute la consommation d’énergie et les émissions liées au chauffage du processus de production, réalisant les réductions maximales possibles d’énergie et d’émissions pour les mélanges bitumineux.
Les enrobés froids à émulsion de bitume utilisent une émulsion de bitume (60–70 % de liant bitumineux, 30–40 % d’eau avec émulsifiant) qui enrobe les granulats à température ambiante. Le mélange est mis en œuvre et compacté, et l’émulsion « casse » (se sépare en liant et eau) par évaporation, laissant le liant résiduel lier les granulats. Les émulsions cationiques à prise lente (CSS) sont les plus couramment utilisées pour les enrobés froids à granulométrie dense ; les émulsions cationiques à prise moyenne (CMS) et à prise rapide (CRS) sont utilisées pour les enrobés à granulométrie ouverte et les mélanges de réparation.
Les enrobés froids au bitume moussé utilisent du liant chaud (300–350 °F / 150–175 °C) qui est moussé par injection d’eau (1,5–3 % en poids du liant) dans le flux de liant avant le malaxage avec des granulats froids et humides. La mousse s’affaisse rapidement, enrobant les granulats de fines pellicules de liant. Les enrobés froids au bitume moussé sont particulièrement efficaces pour les applications de Recyclage à Froid en Place (CIR) et de Recyclage en Pleine Profondeur (FDR) .
Performance du CMA : Des revues complètes publiées dans Sustainability (MDPI) documentent que le CMA réduit la consommation d’énergie de 35 à 50 % et les émissions de 40 à 60 % par rapport au HMA. Cependant, le CMA a généralement des temps de cure plus longs (7 à 28 jours pour atteindre la pleine résistance), une résistance initiale plus faible et des vides d’air plus élevés que le HMA ou le WMA, ce qui limite son utilisation aux couches de base, aux routes à faible trafic, aux accotements et aux chaussées temporaires.
Recyclage en place
Les méthodes de recyclage en place traitent le matériau de chaussée existant sur site et le réutilisent comme partie intégrante de la nouvelle structure de chaussée, éliminant le transport, la mise en décharge et la production de matériaux vierges. Ces méthodes atteignent les taux de réutilisation des matériaux les plus élevés (70–100 %) et la plus grande réduction des impacts environnementaux liés au transport.
Recyclage à Froid en Place (CIR)
Le Recyclage à Froid en Place (CIR) est une technique de réhabilitation des chaussées qui fraise la chaussée bitumineuse existante sur une profondeur de 3 à 6 pouces (75 à 150 mm), traite le matériau (concassage et criblage), le mélange avec un agent stabilisant (émulsion de bitume, bitume moussé ou additif chimique) et souvent un régénérant, puis remet en œuvre et compacte le mélange recyclé — le tout en une opération continue à température ambiante. Le CIR réutilise 70 à 100 % du matériau de chaussée existant.
Le processus CIR permet généralement des économies de matériaux et de coûts de 20 à 40 % par rapport à la réhabilitation conventionnelle par fraisage et remplacement. Les études d’analyse du cycle de vie (Cross et al., 2011) documentent que le CIR réduit la consommation d’énergie de 40 à 65 % et les émissions de gaz à effet de serre de 45 à 60 % par rapport aux méthodes de réhabilitation traditionnelles qui impliquent le transport des matériaux fraisés et l’importation de granulats et de liant vierges.
L’ARRA (Asphalt Recycling and Reclaiming Association) reconnaît le CIR comme une technologie établie avec des performances documentées dépassant 30 ans. Les chaussées traitées par CIR offrent généralement 8 à 15 ans de durée de vie supplémentaire lorsqu’elles sont recouvertes d’une couche de roulement à chaud ou tiède.
Recyclage à Chaud en Place (HIR)
Le Recyclage à Chaud en Place (HIR) est un processus de réhabilitation qui chauffe la surface de la chaussée bitumineuse existante à 250–300 °F (120–150 °C), scarifie le matériau chauffé sur une profondeur de ¾ à 2 pouces (20 à 50 mm), mélange le matériau scarifié avec un agent régénérant et éventuellement des granulats et du liant vierges, puis remet en œuvre et compacte le mélange recyclé en une seule opération continue. Trois processus HIR sont reconnus par l’ARRA :
La scarification par chauffage implique plusieurs passages de chauffage, une scarification mécanique, l’application d’un régénérant et un recompactage — adapté aux profondeurs jusqu’à 1 pouce (25 mm). Le repavage combine la couche recyclée HIR avec une fine surcouche simultanée de nouveau HMA placée directement derrière le train de recyclage, créant une liaison thermique entre les couches recyclée et nouvelle. Le remalaxage collecte le matériau scarifié, le mélange avec un régénérant et éventuellement du HMA vierge dans un malaxeur, et applique le matériau mélangé comme une seule couche homogène.
Le HIR sans surcouche fournit généralement 3 à 8 ans de durée de vie supplémentaire de la chaussée ; le HIR avec surcouche fournit 10 à 12 ans ou plus. Le HIR élimine le transport des matériaux, réduit la consommation de matériaux vierges de 70 à 90 % et réduit la consommation totale d’énergie du projet de 30 à 50 % par rapport au fraisage et remplacement conventionnel. La FHWA rapporte que les projets HIR en Californie, au Wisconsin et au Texas ont démontré des performances équivalentes ou supérieures à la réhabilitation conventionnelle pour un coût inférieur de 30 à 50 %.
Recyclage en Pleine Profondeur (FDR)
Le Recyclage en Pleine Profondeur (FDR) est une technique de réhabilitation des chaussées qui pulvérise toute l’épaisseur de la structure de chaussée existante (à la fois les couches bitumineuses et de base) sur une profondeur de 6 à 18 pouces (150 à 450 mm), mélange le matériau pulvérisé avec un agent stabilisant (ciment, cendres volantes, chaux, bitume moussé ou émulsion), et compacte le matériau stabilisé comme une nouvelle couche de base homogène. Le FDR reçoit généralement une couche de rouverture.
Le FDR réutilise 100 % des matériaux de chaussée existants — asphalte, base et parfois sol support. L’Asphalt Recycling and Reclaiming Association rapporte que le FDR réduit les coûts de matériaux de 50 à 70 %, la consommation d’énergie de 50 à 65 % et les émissions de gaz à effet de serre de 45 à 60 % par rapport à la reconstruction (enlèvement et remplacement complets). Le FDR élimine également le problème structurel des couches de chaussée existantes (fissuration réfléchie, désenrobage, contamination de la base) en créant une nouvelle couche de base homogène.
Road Science — une publication conjointe de la Portland Cement Association et de l’Asphalt Institute — documente que les projets FDR correctement conçus atteignent des indices structurels équivalents à 4 à 8 pouces (100 à 200 mm) de base granulaire conventionnelle, avec des valeurs de module résilient de 100 000 à 400 000 psi selon le type et le dosage de stabilisant.
Chaussées perméables
Les chaussées perméables sont des systèmes de chaussée techniques qui permettent aux eaux pluviales de s’infiltrer à travers la surface dans les couches de stockage en pierre sous-jacentes et les sols naturels. Elles constituent une pratique clé de l’aménagement à faible impact (LID) et de l’infrastructure verte (GI) pour la gestion des eaux pluviales urbaines. Deux types principaux sont utilisés dans les applications de chaussée : l’asphalte poreux et le béton drainant.
Asphalte poreux
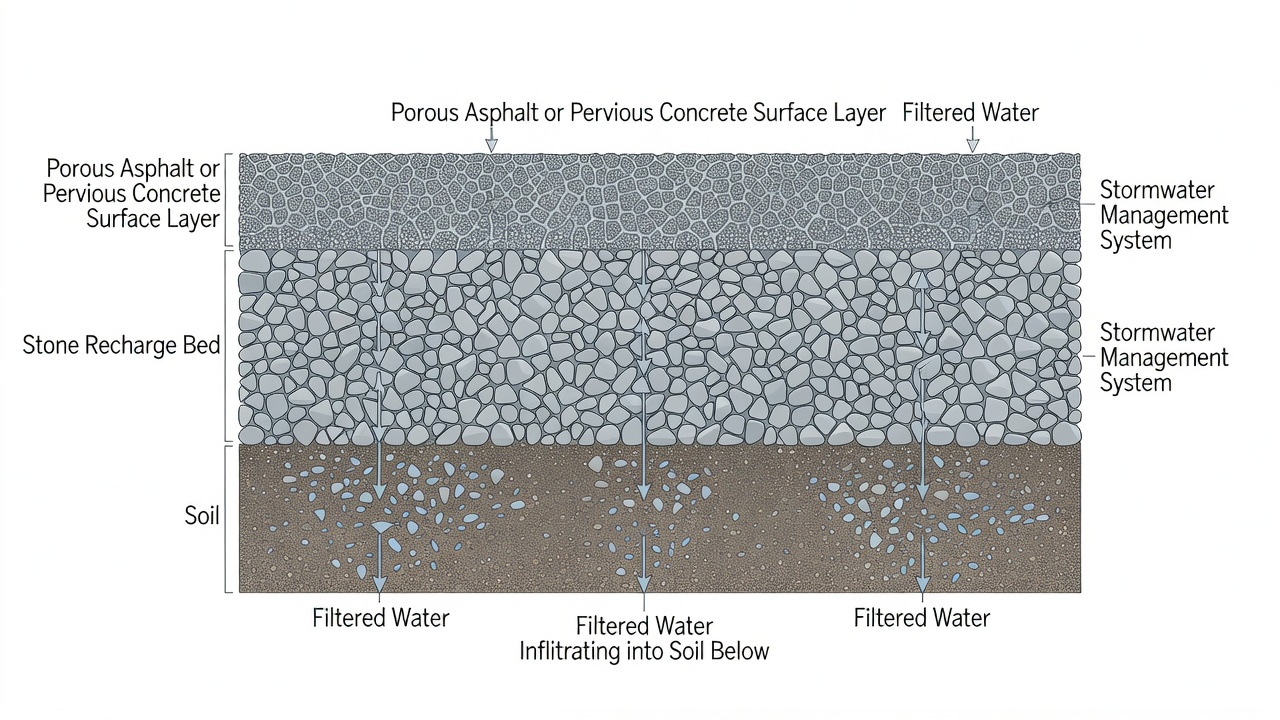
L’asphalte poreux est un mélange bitumineux à granulométrie ouverte avec une teneur réduite en fines (généralement 12 à 18 % de vides d’air contre 3 à 5 % pour le HMA à granulométrie dense) qui permet à l’eau de traverser la surface de la chaussée. La surface en asphalte poreux est placée sur un lit de recharge en pierre — une couche épaisse (généralement 12 à 36 pouces / 300 à 900 mm) de pierre concassée propre et uniformément calibrée — qui stocke l’eau infiltrée et lui permet de s’infiltrer dans le sol support. Le lit de pierre fournit également un support structurel pour la chaussée.
Le système d’asphalte poreux se compose :
Surface en asphalte poreux : 2–4 pouces (50–100 mm) d’épaisseur, avec une teneur en bitume généralement de 5,5 à 6,5 % et un liant modifié aux polymères pour la durabilité
Couche d’étranglement : une fine couche (1–2 pouces / 25–50 mm) de pierre plus petite (0,5 pouce / 12,5 mm) qui empêche le matériau de surface de migrer dans le lit de recharge
Lit de recharge en pierre : 12–36 pouces (300–900 mm) de pierre concassée propre de 1,5 à 2,5 pouces (38–63 mm), offrant un volume de stockage équivalent aux précipitations d’un événement de conception (généralement le 90e percentile ou l’événement sur 1 an, 24 heures)
Géotextile filtrant : un géotextile non tissé séparant le lit de pierre du sol support pour empêcher la migration des fines
Drain de fond (optionnel) : un tuyau perforé au fond ou près du fond du lit de recharge pour évacuer l’excès d’eau lorsque le lit est plein ou lorsque les taux d’infiltration du sol support sont insuffisants
Données de performance : Le University of New Hampshire Stormwater Center (UNHSC) , l’EPA et d’autres ont documenté que les systèmes d’asphalte poreux correctement conçus : réduisent le volume total du ruissellement de 80 à 98 % ; réduisent les débits de pointe de ruissellement de 60 à 90 % ; éliminent 80 à 95 % des matières en suspension totales (MEST) ; réduisent le phosphore total de 60 à 70 % ; réduisent l’azote total de 50 à 60 % ; réduisent les métaux lourds (zinc, cuivre, plomb, cadmium) de 90 à 99 % ; et éliminent 90 % et plus des hydrocarbures pétroliers.
Béton drainant
Le béton drainant (également appelé béton poreux ou béton sans fines) est un mélange de ciment Portland, de gros granulats, d’eau et de peu ou pas de fines granulats. L’absence de granulats de la taille du sable crée des vides interconnectés (15 à 35 % en volume) qui permettent à l’eau de traverser le matériau à des taux d’infiltration typiques de 2 à 10 gallons par minute par pied carré (80 à 400 L/min/m²).
Le béton drainant est mis en œuvre sur un système de lit de recharge en pierre similaire à celui de l’asphalte poreux. La formulation utilise généralement des gros granulats uniformément calibrés (3/8–3/4 pouce / 9,5–19 mm), un rapport eau-ciment de 0,35 à 0,45 (critique pour maintenir la connectivité des vides), une teneur en ciment de 500 à 700 lb/yd³ (300 à 420 kg/m³), et comprend souvent des adjuvants chimiques (réducteurs d’eau, retardateurs, stabilisateurs d’hydratation) et des matériaux cimentaires supplémentaires (cendres volantes, fumée de silice) pour améliorer la maniabilité et la durabilité.
Conception structurelle : Les chaussées en béton drainant sont généralement conçues pour des applications à faible volume comme les parkings, les trottoirs, les pistes cyclables et les accotements. La résistance à la compression varie de 2 000 à 4 000 psi (14 à 28 MPa), et la résistance à la flexion varie de 350 à 600 psi (2,4 à 4,1 MPa).
Chaussée à longue durée de vie (chaussée perpétuelle)
La chaussée perpétuelle (également appelée chaussée à longue durée de vie) est une chaussée bitumineuse conçue et construite pour durer 50 ans ou plus sans nécessiter de réhabilitation structurelle majeure ou de reconstruction. Le concept a été formulé pour la première fois par l’Asphalt Pavement Alliance (APA) en 2000 et a rapidement gagné en acceptation dans le monde entier comme une alternative durable à la conception conventionnelle de 20 ans pour les installations à fort trafic.
Philosophie de conception
Le concept de chaussée perpétuelle reconnaît que la défaillance par fatigue de la chaussée se manifeste par une fissuration ascendante — les déformations de traction au bas de la couche bitumineuse sous l’effet des charges de circulation provoquent l’initiation et la propagation des fissures vers le haut. Si la déformation de traction au bas de la couche bitumineuse peut être maintenue en dessous de la limite d’endurance du matériau — le niveau de déformation en dessous duquel aucun dommage par fatigue ne s’accumule, quel que soit le nombre de répétitions de charge — alors la chaussée peut théoriquement durer indéfiniment sans défaillance structurelle par fatigue.
La limite d’endurance pour les mélanges bitumineux est généralement considérée comme étant de 70 à 100 microdéformations (με) sur la base d’essais en laboratoire et de calibrage sur le terrain. La conception des chaussées perpétuelles utilise une analyse mécanistique-empirique (M-E) (souvent avec le logiciel PerRoad développé au National Center for Asphalt Technology de l’Université d’Auburn) pour calculer la déformation de traction critique au bas de la couche bitumineuse et sélectionner les épaisseurs de couche de sorte que la déformation de traction reste en dessous de la limite d’endurance pour le spectre de trafic de conception.
Couches structurelles
Les chaussées perpétuelles sont structurées comme des systèmes multicouches avec des fonctions distinctes :
Couche inférieure (couche résistante à la fatigue) : 4–6 pouces (100–150 mm) d’épaisseur, conçue avec une teneur élevée en liant (généralement 5,5–6,5 % en poids du mélange), un VMA optimisé (vides dans le granulat minéral de 14–17 %) et un grade de liant souple (PG 58-28 ou plus souple). Cette couche offre une résistance maximale à la fissuration ascendante par fatigue. Les couches inférieures riches peuvent utiliser une conception Rich Bottom Base (RBB) avec une teneur en liant supérieure de 0,5 à 1,0 % à celle des mélanges conventionnels.
Couche intermédiaire (couche de répartition des charges) : 4–6 pouces (100–150 mm) de mélange bitumineux à module élevé conçu pour répartir les charges de circulation sur une large zone, réduisant les contraintes sur la couche inférieure et le sol support. Cette couche utilise un liant rigide (PG 76-22 ou supérieur) et des granulats de haute qualité pour atteindre des valeurs de module de 1 500 000 à 2 500 000 psi (10 000 à 17 500 MPa) dans des conditions standard.
Couche de roulement : 1,5–2,5 pouces (38–63 mm) de mélange de surface résistant à l’orniérage et durable, utilisant généralement un liant modifié aux polymères et une granulométrie discontinue ou de type Stone Mastic Asphalt (SMA) . La couche de roulement est renouvelée tous les 15 à 20 ans par fraisage des 1,5 à 2,5 pouces supérieurs et remplacement par un nouveau mélange de surface — le seul entretien requis sur la durée de vie structurelle de la chaussée.
Avantages et performances
Le programme de Prix APA des Chaussées Perpétuelles a reconnu plus de 200 projets de chaussées perpétuelles aux États-Unis. Les avantages documentés incluent : durée de vie structurelle de conception de 50 ans et plus ; économies de coût du cycle de vie de 20 à 40 % par rapport à la conception conventionnelle de 20 ans ; réduction de la consommation de matériaux (pas de cycle de reconstruction) ; réduction des retards pour les usagers (seulement des perturbations mineures pour le renouvellement de surface) ; réduction de la production de déchets (pas de débris de démolition) ; et réduction de la consommation d’énergie et des émissions du cycle de vie de 25 à 45 %.
Parmi les exemples notables de chaussées perpétuelles figurent l’I-35 au Texas (section originale des années 1960, toujours en service avec renouvellement périodique de surface uniquement), l’I-295 près de Baltimore, Maryland (conçue pour 50 ans et plus, surface renouvelée à l’année 20 avec une intervention minimale), et les autoroutes inter-États du Missouri et du Wisconsin qui ont dépassé 30 ans de service avec seulement un renouvellement de surface.
Analyse du Cycle de Vie (ACV)
L’Analyse du Cycle de Vie (ACV) est la méthodologie systématique utilisée pour quantifier les impacts environnementaux d’une chaussée à toutes les étapes de son cycle de vie. L’ACV est régie par les normes ISO 14040 (principes et cadre) et ISO 14044 (exigences et lignes directrices), avec des orientations sectorielles pour les chaussées fournies par le Cadre ACV des chaussées de la FHWA, le Système international de DEP et la norme ISO 21930 (durabilité dans la construction de bâtiments — déclarations environnementales de produits pour les produits de construction).
Étapes de l’ACV pour les chaussées
Le cycle de vie de la chaussée est divisé en étapes du cycle de vie telles que définies dans l’EN 15804 et l’ISO 21930 :
Étape produit (A1–A3) : Couvre l’extraction et le traitement des matières premières (A1), le transport des matières premières vers la fabrication (A2), et la fabrication des composants de la chaussée (A3). Pour l’asphalte, cela comprend l’extraction et le concassage des granulats, le raffinage et le transport du liant bitumineux, et la production d’enrobé à chaud/tiède. Pour le béton, cela comprend la production de ciment, l’extraction des granulats, le dosage du béton. L’étape produit représente généralement 50 à 80 % des impacts totaux du cycle de vie des chaussées.
Étape de construction (A4–A5) : Couvre le transport des matériaux de l’usine de production au site du projet (A4) et les opérations des équipements de construction (A5) — pavage, compactage, finition, cure. La construction représente généralement 5 à 20 % des impacts totaux.
Étape d’utilisation (B1–B8) : Couvre toute la durée de service de la chaussée, incluant : l’entretien (B1–B2) — scellement de fissures, réparations localisées, traitements de surface ; la réhabilitation (B3–B5) — surcouches, recyclage, remplacement de dalles ; l’utilisation d’énergie opérationnelle (B6) — éclairage, pompage ; et les impacts des usagers — consommation de carburant des véhicules, résistance au roulement (B8). L’étape d’utilisation peut représenter 50 à 80 % des impacts totaux du cycle de vie lorsque les effets de la consommation de carburant des usagers sont inclus (l’effet de « dominance de la phase d’utilisation » documenté par le MIT Concrete Sustainability Hub).
Étape de fin de vie (C1–C4) : Couvre la démolition (C1), le transport vers le traitement des déchets (C2), le traitement des déchets (C3) et la mise en décharge (C4). Les crédits de fin de vie pour le recyclage et la réutilisation sont comptabilisés dans le module D (avantages et charges au-delà des limites du système).
Catégories d’impact
L’ACV des chaussées évalue plusieurs catégories d’impact environnemental, définies par TRACI (Tool for Reduction and Assessment of Chemicals and Other Environmental Impacts) aux États-Unis ou par les méthodes CML et ReCiPe en Europe :
Catégorie d’impact
Unité
Principaux contributeurs de la chaussée
Potentiel de Réchauffement Global (PRG)
kg éq. CO₂
Production de ciment, chauffage de l’asphalte, combustion diesel
Potentiel d’Acidification (PA)
kg éq. SO₂
Équipements diesel, fours à ciment
Potentiel d’Eutrophisation (PE)
kg éq. N
Ruissellement de chantier, production de matériaux
Potentiel de Formation de Smog (PFS)
kg éq. O₃
Émissions de COV de l’asphalte, NOx diesel
Potentiel d’Appauvrissement de la Couche d’Ozone (PACO)
kg éq. CFC-11
Réfrigérants, agents gonflants
Demande d’Énergie Primaire (DEP)
MJ
Toute l’énergie de production et de construction
Consommation d’Eau
m³
Production de béton, contrôle des poussières
L’ACV dans la prise de décision
Le MIT Concrete Sustainability Hub (CSHub) a publié de nombreuses études sur la méthodologie et les résultats de l’ACV des chaussées. Principaux enseignements des recherches du CSHub : prolonger la durée de vie de la chaussée de 20 à 50 ans réduit les impacts totaux du cycle de vie de 30 à 50 % ; la phase d’utilisation (consommation de carburant des véhicules liée à la rugosité et à la rigidité de la chaussée) peut dominer les impacts totaux du cycle de vie pour les routes à fort trafic ; et l’utilisation de matériaux recyclés réduit les impacts de l’étape produit de 15 à 30 %.
Le Cadre ACV des chaussées de la FHWA (publié sous la référence FHWA-HIF-15-015) fournit des orientations standardisées pour la réalisation d’ACV de projets de chaussées. Le cadre recommande que toutes les études d’ACV de chaussées : définissent clairement l’unité fonctionnelle, les limites du système et la période d’analyse ; incluent toutes les étapes du cycle de vie (au minimum A1–A5, B3–B5 et C1–C4) ; utilisent des méthodes d’évaluation d’impact cohérentes ; et rapportent toutes les sources de données et hypothèses clés pour la transparence.
Déclarations Environnementales de Produits (DEP)
Les Déclarations Environnementales de Produits (DEP) sont des documents standardisés et vérifiés par une tierce partie qui communiquent de manière transparente les impacts environnementaux d’un produit tout au long de son cycle de vie. Les DEP sont basées sur l’Analyse du Cycle de Vie (ACV) réalisée conformément aux normes ISO 14025 (déclarations environnementales de type III) et ISO 21930 (règle de base pour les DEP des produits de construction). Les DEP permettent une comparaison directe des performances environnementales de différents produits remplissant la même fonction et soutiennent des décisions d’achat éclairées.
Structure et contenu des DEP
Une DEP de matériau de chaussée suit une Règle de Catégorie de Produit (PCR) — un ensemble de règles, d’exigences et de directives spécifiques pour l’élaboration de DEP pour une catégorie de produits particulière. La National Asphalt Pavement Association (NAPA) et la Portland Cement Association (PCA) ont élaboré des PCR et des DEP génériques (à l’échelle de l’industrie) pour les mélanges bitumineux et le béton, respectivement. Les producteurs individuels peuvent également élaborer des DEP spécifiques à un produit basées sur leurs données de production réelles.
Une DEP rapporte les impacts environnementaux par unité déclarée — généralement 1 tonne métrique de mélange bitumineux ou 1 yard cube (ou mètre cube) de béton. Les impacts sont rapportés par module du cycle de vie (A1–A3, A4, A5, etc.) pour :
Potentiel de Réchauffement Global (PRG) en kg éq. CO₂
Potentiel d’Appauvrissement de la Couche d’Ozone (PACO) en kg éq. CFC-11
Potentiel d’Acidification (PA) en kg éq. SO₂
Potentiel d’Eutrophisation (PE) en kg éq. N
Potentiel de Formation de Smog (PFS) en kg éq. O₃
Demande d’Énergie Primaire (DEP), renouvelable et non renouvelable, en MJ
Consommation de ressources matérielles en kg
Vérification et enregistrement des DEP
Les DEP doivent être vérifiées par une tierce partie par un organisme de vérification accrédité. La vérification confirme que l’ACV et la DEP sont conformes aux normes ISO 14025, ISO 21930 et à la PCR applicable. Les DEP vérifiées sont publiées et enregistrées auprès d’un opérateur de programme de DEP — les exemples incluent UL Environment, ASTM International, le Système international de DEP et NSF International.
En 2025, plus de 2 500 DEP de matériaux de construction sont enregistrées en Amérique du Nord, y compris des centaines de DEP de mélanges bitumineux et de béton. Le programme Emerald Eco-Label de la NAPA a publié plus de 200 DEP pour les mélanges bitumineux provenant de plus de 60 producteurs, couvrant les 50 États américains.
Utilisation des DEP dans les achats
Les DEP sont de plus en plus exigées dans les achats de chaussées, sous l’impulsion des politiques Buy Clean et des systèmes de notation des bâtiments écologiques :
Buy Clean Californie (2022) exige des DEP pour l’acier de construction, l’acier d’armature, le béton et l’asphalte dans les projets d’infrastructure financés par l’État au-dessus de certains seuils.
Buy Clean Washington (2023) exige des DEP pour le béton et l’asphalte dans les projets financés par l’État, avec des limites maximales de PRG annoncées.
Buy Clean Colorado (2024) exige des DEP pour le béton, l’acier et l’asphalte sur les projets d’infrastructure de l’État.
LEED v5 (2024) inclut des crédits pour l’optimisation des DEP, exigeant l’utilisation de produits couverts par des DEP et récompensant la sélection de produits avec un PRG déclaré plus faible.
Envision (évaluation des infrastructures durables) accorde des crédits pour l’exigence et l’utilisation de DEP pour les matériaux du projet.
Greenroads inclut des exigences de documentation et d’utilisation des DEP.
La tendance vers les achats basés sur les DEP crée des incitations commerciales pour que les producteurs réduisent l’empreinte environnementale de leurs produits et pour que les prescripteurs privilégient les matériaux à plus faible impact.
Spécifications de durabilité
Les normes de spécification et les systèmes de notation fournissent le cadre dans lequel les chaussées durables sont conçues, construites et vérifiées. Les spécifications clés incluent :
Normes internationales
ISO 14040/14044 : Les normes fondatrices de la méthodologie ACV, définissant les quatre phases de l’ACV : définition des objectifs et du champ d’étude, analyse de l’inventaire, évaluation de l’impact et interprétation.
ISO 14025 : Établit les principes et procédures pour les déclarations environnementales de type III (DEP), y compris l’exigence de règles de catégorie de produits (PCR) et de vérification par une tierce partie.
ISO 21930 : Fournit les règles de base pour les déclarations environnementales de produits des produits et services de construction, y compris les chaussées. Cette norme définit les modules du cycle de vie, le format de rapport et les catégories d’impact.
EN 15804 : La norme européenne pour les DEP des produits de construction, harmonisée avec l’ISO 21930. L’EN 15804+A2 (2021) inclut des catégories d’impact supplémentaires et des facteurs de caractérisation mis à jour.
Spécifications de conception des chaussées
Programme FHWA sur les chaussées durables : Un programme complet fournissant des conseils, des outils et des ressources pour intégrer la durabilité dans la conception et la gestion des chaussées. Le programme comprend le Cadre ACV des chaussées, l’Outil pour les chaussées durables et des conseils techniques sur le RAP, le WMA et les chaussées perméables.
FAA AC 150/5320-6G : Conception et évaluation des chaussées aéroportuaires — permet l’utilisation de matériaux recyclés (RAP, RCA, cendres volantes) et de technologies d’enrobés tièdes dans les chaussées aéronautiques, à condition que les mélanges recyclés répondent à toutes les spécifications de performance applicables (P-401, P-501, P-209, etc.).
ICAO Doc 9157 Partie 3 : Manuel de conception des aérodromes, Partie 3 : Chaussées — fournit des orientations internationales sur les pratiques de chaussées durables, y compris l’utilisation de matériaux recyclés, les principes d’ACV et les stratégies de préservation des chaussées.
AASHTO PP 105 : Pratique standard pour la conception de mélanges équilibrés — fournit le cadre pour la conception de mélanges bitumineux basée sur la performance qui permet une teneur accrue en RAP tout en assurant la résistance à la fissuration et à l’orniérage par des essais de performance.
Systèmes de notation de la durabilité
LEED (Leadership in Energy and Environmental Design) : Le système de notation LEED v5 inclut des crédits pour : les sites durables (gestion des eaux pluviales par chaussées perméables), les matériaux et ressources (contenu recyclé, matériaux régionaux, DEP), et l’innovation (pratiques de durabilité avancées). Les chaussées peuvent contribuer à la certification LEED pour les projets de bâtiments et de campus.
Envision : Un système complet de notation des infrastructures durables développé par l’Institute for Sustainable Infrastructure (ISI) . Envision couvre 64 crédits de durabilité dans cinq catégories : Qualité de vie, Leadership, Allocation des ressources, Monde naturel, et Climat et résilience. Les projets de chaussées peuvent obtenir des crédits pour l’utilisation de matériaux recyclés, l’ACV, les DEP, la gestion des eaux pluviales et la durée de vie prolongée.
Greenroads : Un système de notation de la durabilité spécifiquement pour les projets routiers, développé par la Greenroads Foundation. Greenroads accorde des crédits pour : la technologie des chaussées (WMA, chaussée perméable, chaussée perpétuelle), les matériaux (contenu recyclé, matériaux locaux, DEP), l’accès et l’équité, et les pratiques de construction (réduction des émissions, gestion des déchets).
Politiques Buy Clean
Les politiques Buy Clean exigent que les matériaux de construction utilisés dans les projets d’infrastructure publique respectent des limites maximales de carbone incorporé et soient couverts par des DEP. En 2025, les politiques Buy Clean ont été adoptées par : la Californie, le Colorado, Washington, le Minnesota, l’Oregon, le New Jersey, New York et la U.S. General Services Administration (pour les projets fédéraux). Ces politiques influencent directement les spécifications des matériaux de chaussée en exigeant la soumission de DEP avec les offres et en établissant des limites maximales de PRG exprimées en kg éq. CO₂ par tonne de mélange bitumineux ou par yard cube de béton.
Inspection des chaussées durables
Les choix de chaussées durables — contenu recyclé, production d’enrobés tièdes, surfaces perméables, conception à longue durée de vie — affectent tous les aspects de l’inspection des chaussées, de la vérification des matériaux avant construction aux essais d’acceptation après construction et à la surveillance continue de l’état. Les professionnels de l’inspection doivent connaître les exigences d’inspection spécifiques à chaque technologie durable.
Inspection de vérification des matériaux
Pour les chaussées à contenu recyclé, l’inspection doit vérifier :
Qualité et consistance du RAP : Les inspecteurs doivent vérifier que les stocks de RAP sont correctement séparés par source, concassés et criblés conformément aux spécifications, et exempts de matériaux indésirables. L’échantillonnage et les essais du RAP selon les normes AASHTO T 2 et AASHTO T 168 doivent confirmer la teneur en liant (AASHTO T 164), la granulométrie (AASHTO T 30) et les propriétés du liant (extraction et récupération selon ASTM D2172/D1856). La teneur en humidité du RAP doit être surveillée, car une humidité élevée peut affecter la production de WMA et le contrôle de la température du mélange.
Qualité des RAS : Les inspecteurs doivent vérifier que les RAS sont traités pour éliminer les matériaux indésirables (clous, bois, feutre, plastique) et calibrés conformément aux spécifications. Les essais de teneur en liant des RAS sont essentiels en raison de la teneur élevée en liant (20–30 %) et de son impact sur les calculs de teneur totale en liant.
Vérification des MCS : Pour les cendres volantes et le GGBFS dans les chaussées en béton, les inspecteurs doivent vérifier : la certification de source selon ASTM C618 (cendres volantes) ou ASTM C989 (GGBFS) ; la finesse, la densité spécifique et la composition chimique ; et l’état de stockage (les cendres volantes doivent être stockées dans des silos secs pour éviter l’hydratation). Le pourcentage de remplacement du ciment doit être vérifié dans la formulation approuvée et confirmé par les registres de dosage.
Vérification de la poudre de caoutchouc : Pour les liants bitumineux-caoutchouc, les inspecteurs doivent vérifier : la granulométrie de la poudre de caoutchouc, la source (type de pneu) et le pourcentage en poids du liant ; la température et le temps de réaction (45 à 90 minutes à 350–400 °F) ; et les propriétés du liant (viscosité, élasticité) selon l’ASTM D6114 (Spécification standard pour le liant bitumineux-caoutchouc).
Inspection des enrobés tièdes
Le WMA nécessite des procédures d’inspection spécialisées au-delà de l’inspection conventionnelle du HMA :
Surveillance de la température : Le critère d’acceptation clé pour le WMA est la température de production. Les thermomètres infrarouges et les sondes de température doivent vérifier que le WMA est produit et mis en œuvre dans la plage de température spécifiée (généralement 200–275 °F / 95–135 °C selon la technologie). La température de production (à l’usine) et la température de mise en œuvre (au finisseur) doivent être documentées.
Vérification du système de moussage : Pour le WMA par injection d’eau, les inspecteurs doivent vérifier que le système d’injection fonctionne correctement : débit d’eau (0,8–2,5 % en poids du liant), débit de liant et état de la buse de moussage. Les caractéristiques de moussage — y compris le taux d’expansion (généralement 3 à 8 fois le volume initial du liant) et la demi-vie (temps nécessaire à la mousse pour s’affaisser à la moitié de son volume maximal, généralement 10 à 30 secondes) — doivent être vérifiées selon les spécifications AASHTO.
Vérification du dosage des additifs : Pour les technologies WMA à additifs chimiques et organiques, les inspecteurs doivent vérifier que l’additif est dosé au taux spécifié. Cela inclut : la vérification des niveaux des réservoirs d’additif, des lectures des débitmètres et de l’étalonnage du système d’injection ; l’examen des certificats d’analyse des additifs ; et la confirmation que l’additif n’a pas dépassé sa date de péremption.
Essais de compactage : Le WMA se compacte différemment du HMA en raison de la température réduite et de la rhéologie modifiée du liant. Les essais au densitomètre nucléaire ou à la carotte de densité doivent être effectués à la même fréquence que pour les projets HMA, mais les critères d’acceptation peuvent nécessiter un ajustement en fonction de la technologie WMA spécifique. Les courbes température-densité doivent être développées pendant la bande d’essai (section de test) pour établir la fenêtre de température de compactage.
Inspection des chaussées perméables
Les chaussées perméables nécessitent des protocoles d’inspection uniques en raison de leur double fonction structurelle et de gestion des eaux pluviales :
Taux d’infiltration de surface : L’essai ASTM C1701/C1701M (Méthode d’essai standard pour le taux d’infiltration du béton drainant en place) est utilisé à la fois pour le béton drainant et l’asphalte poreux. Un infiltromètre à double anneau est scellé à la surface de la chaussée avec du mastic de plombier, l’eau est pré-humidifiée à travers l’anneau intérieur, et le taux d’infiltration est mesuré comme le temps nécessaire à un volume d’eau mesuré pour s’infiltrer. Les taux d’infiltration minimum acceptables sont généralement de 0,8 à 1,0 pouce par heure (20 à 25 mm/h). Les essais d’acceptation doivent être effectués à une fréquence d’un essai par 5 000 à 10 000 pi² (450 à 950 m²) de chaussée.
Teneur en vides d’air : L’acceptation de l’asphalte poreux nécessite généralement la vérification de la teneur en vides d’air (cible 15–20 %) par essai sur carotte selon l’ASTM D3203 ou l’AASHTO T 269. Pour le béton drainant, la teneur en vides est mesurée selon l’ASTM C1754 (Méthode d’essai standard pour la densité et la teneur en vides du béton drainant).
Inspection du lit de recharge en pierre : Le lit de recharge en pierre doit être inspecté pour : la granulométrie des granulats (pierre uniformément calibrée de 1,5 à 2,5 pouces selon spécification) ; l’épaisseur du lit (mesurée par levé ou sonde) ; l’état du géotextile filtrant (pas de déchirures, recouvrement approprié de 12 à 18 pouces) ; et la pose, la pente et l’état de l’exutoire du drain de fond.
Surveillance de l’accumulation de sédiments : La performance des chaussées perméables se dégrade avec le temps à mesure que les sédiments s’accumulent dans les pores de surface. L’inspection régulière (trimestrielle à annuelle) doit inclure : l’inspection visuelle pour détecter les flaques en surface ; la mesure des sédiments de surface (profondeur des sédiments accumulés, le cas échéant) ; l’évaluation du colmatage par essai d’infiltration de surface ; et la planification du nettoyage par aspiration lorsque les taux d’infiltration descendent en dessous des seuils minimaux.
Inspection des chaussées perpétuelles
L’inspection des chaussées perpétuelles se concentre sur la vérification des propriétés des couches structurelles et la surveillance des mécanismes de détresse qui pourraient compromettre la conception à longue durée de vie :
Inspection de la base inférieure riche : La couche inférieure résistante à la fatigue nécessite la vérification : de la teneur en liant (0,5 à 1,0 % de plus que les mélanges de base conventionnels) ; des vides d’air (cible 3–5 %) ; et du VMA (minimum 14–17 %). La teneur en liant et la granulométrie doivent être vérifiées toutes les 500 à 1 000 tonnes de production.
Module de la couche intermédiaire : La couche intermédiaire à module élevé doit atteindre la valeur de module de conception. Les essais de module dynamique (AASHTO TP 132) sur des échantillons compactés en laboratoire ou des carottes de terrain doivent vérifier que le module à 68 °F (20 °C), 10 Hz, atteint ou dépasse la valeur de conception.
Surveillance du renouvellement de la couche de roulement : Le seul entretien courant attendu pour les chaussées perpétuelles est le renouvellement de surface tous les 15 à 20 ans. L’inspection doit surveiller : la profondeur d’ornière (généralement < 0,25 pouce / 6 mm déclenche la planification du renouvellement) ; la fissuration de surface (fissuration en bloc, fissuration thermique, désenrobage) ; et la friction (valeurs mu selon les normes FAA). Les essais au déflectomètre à masse tombante (FWD) tous les 5 à 7 ans doivent vérifier que les couches structurelles restent saines (pas de dommages par fatigue ascendante) et que seule la couche de surface nécessite un renouvellement.
Inspection du recyclage en place
Les projets CIR, HIR et FDR nécessitent une inspection spécialisée :
Épaisseur et uniformité de la couche recyclée : Les inspecteurs doivent mesurer la profondeur traitée à intervalles réguliers (généralement tous les 500 à 1 000 pi / 150 à 300 m). L’AASHTO T 310 (mesure de profondeur par jauge nucléaire) ou l’extraction de carottes peut vérifier que la profondeur de fraisage/scarification correspond à la profondeur de conception.
Dosage et mélange du régénérant : Pour le CIR et le HIR, le dosage du régénérant doit être vérifié par rapport à la formulation approuvée. Les débitmètres du système d’injection du régénérant doivent être étalonnés et les lectures enregistrées. L’uniformité du mélange doit être évaluée visuellement — le matériau recyclé doit être homogène en couleur et en texture, sans stries ni grumeaux.
Teneur en humidité du CIR : Pour le CIR à base d’émulsion, la teneur en humidité du mélange recyclé lors de la mise en œuvre est critique. L’ASTM D4643 (essai d’humidité par micro-ondes) ou l’ASTM D6307 (méthode par ignition) doit être utilisée pour vérifier que la teneur en humidité se situe dans la plage spécifiée (généralement 3,5–6,0 % pour le mélange lors de la mise en œuvre).
Teneur en stabilisant du FDR : Pour le FDR avec stabilisation au ciment ou aux cendres volantes, les inspecteurs doivent vérifier : le taux d’application du stabilisant (généralement mesuré par les tickets d’étalonnage du camion épandeur) ; la profondeur et l’uniformité du mélange ; la teneur en humidité pour le compactage ; et la densité en place (jauge nucléaire ou cône de sable selon AASHTO T 191 ou T 310).
Inspection des DEP et de la documentation
À mesure que les DEP et les politiques Buy Clean se généralisent, l’inspection inclut la vérification de la documentation environnementale :
Vérification des DEP : Les inspecteurs doivent confirmer que : les DEP sont à jour (dans la période de validité de 5 ans) ; les DEP correspondent au produit spécifique livré (même usine, même formulation, même PRG déclaré) ; les DEP sont vérifiées par une tierce partie et enregistrées auprès d’un opérateur de programme approuvé ; et la documentation requise par les DEP (quantités de matériaux, distances de provenance, dates de production) est conservée.
Documentation du contenu recyclé : Toutes les livraisons de matériaux recyclés doivent être documentées avec : la source du matériau, la quantité, la date et la certification du fournisseur du pourcentage de contenu recyclé.
Documentation des matériaux locaux : Si des exigences de matériaux locaux existent (par exemple, rayon de 50 miles), la documentation de transport (billets de camionnage, cartes de localisation des sources) doit être conservée.
Documentation des émissions de construction : Pour les projets avec des exigences de réduction des émissions de construction (par exemple, projets en zones de non-atteinte des normes), les registres de consommation de carburant, les certifications d’émissions des équipements (moteurs Tier 4) et la documentation sur la réduction du ralenti doivent être conservés.
Résumé des principes des chaussées durables
L’ingénierie des chaussées durables intègre l’efficacité des matériaux, la conservation de l’énergie, la réduction des émissions, la gestion de l’eau et la durée de vie prolongée dans un cadre unifié de conception et de construction. Les principes clés qui émergent de cette revue complète sont :
Les matériaux d’abord : La stratégie de durabilité la plus importante pour les chaussées est de maximiser l’utilisation de matériaux recyclés et de déchets — RAP, RAS, RCA, cendres volantes, GGBFS et poudre de caoutchouc. Ces matériaux préservent les ressources naturelles, réduisent la consommation d’énergie, diminuent les émissions et détournent les déchets des décharges tout en maintenant ou en améliorant les performances de la chaussée lorsqu’ils sont correctement conçus.
La température compte : La réduction des températures de production et de mise en œuvre grâce à la technologie WMA offre des réductions immédiates et vérifiables de la consommation d’énergie (20–35 %) et des émissions (15–40 %). Le CMA permet des réductions encore plus importantes au prix de certains compromis de performance.
L’eau est une ressource : Les chaussées perméables transforment les surfaces de chaussée de problèmes d’eaux pluviales en solutions de gestion des eaux pluviales, réduisant les volumes de ruissellement de 50 à 90 % et fournissant un traitement de la qualité de l’eau qui répond ou dépasse les exigences réglementaires.
La pensée cycle de vie : L’ACV fournit la base scientifique pour évaluer les compromis entre différents matériaux de chaussée, conceptions et stratégies d’entretien. Elle garantit que les décisions prises pour réduire les impacts à une étape du cycle de vie n’augmentent pas par inadvertance les impacts à une autre étape.
Une longue vie est verte : Prolonger la durée de vie de la chaussée grâce à la conception de chaussée perpétuelle réduit tous les impacts environnementaux par année de service de 25 à 50 % par rapport aux chaussées conventionnelles avec des durées de vie plus courtes qui nécessitent une reconstruction.
La mesure permet la gestion : Les DEP et les politiques Buy Clean créent des mécanismes de marché qui stimulent l’amélioration continue de la performance environnementale des matériaux de chaussée. Sans données environnementales transparentes et vérifiées, les affirmations de durabilité ne peuvent être étayées.
L’inspection s’adapte : Les technologies de chaussées durables nécessitent des protocoles d’inspection adaptés — pour la qualité des matériaux recyclés, les conditions de production du WMA, les performances des chaussées perméables, la surveillance structurelle des chaussées perpétuelles et la documentation des DEP. Les inspecteurs doivent être formés pour vérifier que les chaussées durables répondent à toutes les spécifications techniques et environnementales.
Questions Fréquemment Posées
Une chaussée durable minimise les impacts environnementaux à travers cinq dimensions clés : l'utilisation de matériaux recyclés et de déchets (RAP, RAS, cendres volantes, laitier, caoutchouc de pneus), la réduction de la consommation d'énergie et des émissions de gaz à effet de serre lors de la production et de la construction (technologies d'enrobés tièdes et froids), la gestion des eaux pluviales (chaussées perméables), la durée de vie prolongée (conception de chaussée perpétuelle de plus de 50 ans), et l'utilisation de l'analyse du cycle de vie (ACV) et des déclarations environnementales de produits (DEP) pour quantifier et communiquer la performance environnementale. Les chaussées durables maintiennent ou améliorent également les performances, la durabilité, la sécurité et la rentabilité par rapport aux chaussées conventionnelles.
Les chaussées durables intègrent : les enrobés bitumineux recyclés (RAP) — jusqu'à 50 % dans les couches de surface et plus dans les couches de base ; les bardeaux d'asphalte recyclés (RAS) — jusqu'à 5 % en poids ; les granulats de béton recyclé (RCA) — remplaçant les granulats vierges dans les couches de base et sous-base et dans les nouveaux mélanges de béton ; les cendres volantes (classe C et classe F) — remplaçant 15 à 50 % du ciment Portland dans les chaussées en béton ; le laitier granulé moulu de haut fourneau (GGBFS) — remplaçant 25 à 70 % du ciment ; la fumée de silice ; et la poudre de caoutchouc issue de pneus usagés — utilisée dans les liants bitumineux modifiés au caoutchouc. Ces matériaux détournent les déchets des décharges, préservent les ressources naturelles et améliorent souvent certaines propriétés de performance des chaussées.
L'enrobé tiède (WMA) est produit et mis en œuvre à des températures inférieures de 30 à 120 °F (20 à 50 °C) à celles de l'enrobé bitumineux à chaud conventionnel (HMA). Cette réduction de température est obtenue grâce à des technologies de moussage (injection d'eau ou ajout de zéolite), des additifs organiques (cires) ou des additifs chimiques (tensioactifs et émulsifiants). Le WMA réduit la consommation de carburant de 20 à 35 %, réduit les émissions de CO₂ de 15 à 40 %, réduit les fumées et odeurs à l'usine et sur le chantier, permet des distances de transport plus longues et des saisons de mise en œuvre prolongées, améliore le compactage et permet une teneur en RAP plus élevée. L'enrobé froid (CMA) fonctionne à température ambiante, réalisant des réductions d'énergie et d'émissions encore plus importantes, de 35 à 50 %.
Les chaussées perméables — y compris l'asphalte poreux et le béton drainant — permettent aux eaux pluviales de s'infiltrer à travers la surface de la chaussée dans les lits de recharge en pierre sous-jacents et les sols naturels. Cela réduit le volume du ruissellement pluvial de 50 à 90 %, recharge les nappes phréatiques, filtre les polluants (réduisant les matières en suspension totales de 80 à 90 %), réduit l'effet d'îlot de chaleur urbain par refroidissement évaporatif, élimine le besoin d'infrastructures d'égouts pluviaux conventionnels dans certaines applications, et peut réduire ou éliminer les taxes d'impact sur les eaux pluviales. Les chaussées perméables conviennent aux parkings, aux routes à faible trafic, aux accotements et à certaines applications aéroportuaires comme les aires de dégivrage.
La chaussée perpétuelle (également appelée chaussée à longue durée de vie) est une chaussée bitumineuse conçue et construite pour durer 50 ans ou plus sans nécessiter de réhabilitation structurelle majeure ou de reconstruction. La conception utilise plusieurs couches structurelles avec différentes fonctions : une couche inférieure résistante à la fatigue (riche en liant, conçue pour résister à la fissuration ascendante), une couche intermédiaire à module élevé pour la répartition des charges, et une couche de roulement durable résistant à l'orniérage. L'entretien se limite au renouvellement de surface tous les 15 à 20 ans par fraisage et remplacement de la seule couche supérieure. La chaussée perpétuelle réduit les coûts du cycle de vie de 20 à 40 %, élimine les perturbations liées à la reconstruction et minimise la consommation de matériaux et la production de déchets à long terme.
L'Analyse du Cycle de Vie (ACV) est une méthodologie systématique visant à quantifier les impacts environnementaux d'une chaussée à toutes les étapes de sa vie : extraction et production des matériaux (A1-A3), construction (A4-A5), phase d'utilisation incluant l'entretien et la réhabilitation (B1-B8), et fin de vie (C1-C4). L'ACV mesure plusieurs catégories d'impact incluant le potentiel de réchauffement global (PRG, mesuré en kg équivalent CO₂), la consommation d'énergie (MJ), la consommation d'eau, l'appauvrissement de la couche d'ozone, l'acidification, l'eutrophisation et la formation de smog. Les normes ISO 14040/14044 régissent la méthodologie de l'ACV. L'ACV des chaussées permet la comparaison de conceptions et de matériaux alternatifs pour sélectionner l'option la plus bénéfique pour l'environnement, l'identification des points chauds environnementaux dans le cycle de vie de la chaussée, et la génération de Déclarations Environnementales de Produits (DEP).
Les choix de chaussées durables affectent l'inspection de plusieurs manières : les matériaux à contenu recyclé peuvent avoir des caractéristiques visuelles différentes (couleur, texture) nécessitant des critères d'inspection ajustés ; les enrobés tièdes et froids ont un comportement de compactage et des critères d'acceptation de densité différents ; les chaussées perméables nécessitent une inspection spécialisée pour le taux d'infiltration, la porosité de surface et l'accumulation de sédiments ; les chaussées perpétuelles nécessitent une surveillance structurelle (FWD) pour vérifier l'état des couches avant le renouvellement de surface ; les chaussées recyclées en place nécessitent des tests d'efficacité du régénérant et des propriétés du liant RAP ; les DEP nécessitent une vérification des données de production des matériaux ; et les achats basés sur l'ACV exigent la documentation des quantités et sources réelles de matériaux. Les inspecteurs doivent être formés à ces exigences spécifiques.
Les Déclarations Environnementales de Produits (DEP) sont des documents standardisés et vérifiés par une tierce partie qui communiquent les impacts environnementaux d'un produit sur la base de l'Analyse du Cycle de Vie (ACV) selon les normes ISO 14025 et ISO 21930. Les DEP des matériaux de chaussée (pour les mélanges bitumineux, le béton, les granulats, le ciment, les armatures en acier) rapportent les impacts environnementaux par unité fonctionnelle (généralement 1 tonne de matériau) sur les modules du berceau à la porte (A1-A3) ou du berceau à la tombe. Les DEP permettent des décisions d'achat éclairées, soutiennent la certification de construction écologique (LEED, Envision, Greenroads), satisfont aux politiques Buy Clean émergentes et créent des incitations commerciales pour que les fabricants réduisent leurs impacts environnementaux. En 2025, plus de 2 500 DEP de matériaux de construction sont enregistrées en Amérique du Nord.
Les principales spécifications de durabilité incluent : ISO 14040/14044 (cadre de l'ACV), ISO 14025 et ISO 21930 (normes DEP pour les produits de construction), ASTM D4552 (classification des agents de recyclage), AASHTO PP 105 (conception de mélange équilibré), FAA AC 150/5320-6G (conception de chaussée aéroportuaire avec matériaux recyclés), ICAO Doc 9157 Partie 3 (conception de chaussée d'aérodrome), directives du programme FHWA sur les chaussées durables, LEED v5 pour le transport, Envision (évaluation des infrastructures durables), Greenroads (évaluation de la durabilité routière) et les politiques d'achat Buy Clean. Ces spécifications établissent des exigences concernant le contenu recyclé, les limites d'énergie de production, la soumission de DEP et les seuils de performance environnementale.
Faites progresser les pratiques de chaussées durables
Découvrez comment les matériaux recyclés, les technologies d'enrobés tièdes et l'analyse du cycle de vie peuvent améliorer la performance environnementale de vos chaussées aéroportuaires ou routières tout en réduisant les coûts. Nos experts fournissent des conseils sur la conception de chaussées durables, la sélection des matériaux et les protocoles d'inspection.
Revêtement bitumineux recyclé (RAP) dans les chaussées durables
Le revêtement bitumineux recyclé (RAP) est un matériau de chaussée retiré et traité, réutilisé dans de nouveaux mélanges bitumineux, réduisant la consommation d...
Revêtements d'asphalte pour la réhabilitation des chaussées
Un revêtement d'asphalte consiste à placer une ou plusieurs nouvelles couches d'enrobé bitumineux sur une chaussée existante pour restaurer la capacité structur...
Le revêtement de piste fait référence aux matériaux conçus et aux systèmes de chaussée multicouches formant la surface portante des pistes d’aéroport, conçus po...
7 min de lecture
Airport Infrastructure
Pavement Materials
+1
Consentement aux Cookies Nous utilisons des cookies pour améliorer votre expérience de navigation et analyser notre trafic. See our privacy policy.