La ségrégation thermique est la distribution non uniforme de la température dans l’enrobé bitumineux à chaud pendant le transport et la mise en œuvre, où les zones plus froides se compactent moins, entraînant des zones localisées de faible densité avec des vides d’air plus élevés, sujettes à l’arrachement, à la fissuration et aux dommages dus à l’humidité. Couvre les causes, la détection par imagerie thermique, les seuils de température, les conséquences, la prévention à l’aide de MTV et les protocoles de réparation.
Ségrégation Thermique dans les Enrobés Bitumineux
Définition et Mécanisme
{{}}
La ségrégation thermique — également appelée ségrégation de température, dommage par différentiel de température (TDD) ou ségrégation cyclique — est la distribution non uniforme de la température sur le matelas d’enrobé bitumineux à chaud (HMA) non compacté pendant les opérations d’enrobage. Elle résulte du refroidissement différentiel de portions du mélange pendant les processus de transport et de mise en œuvre. Le matériau plus froid, lorsqu’il atteint la table de lissage du finisseur, ne peut pas être consolidé à la même densité que le matériau correctement chauffé environnant, produisant des zones localisées de faible densité avec des vides d’air élevés qui sont structurellement compromises dès le moment de la construction.
Le phénomène a été identifié pour la première fois formellement par Steve Read, un étudiant diplômé de l’Université de Washington, lors de son mémoire de maîtrise à l’été 1996 : “Construction Related Temperature Differential Damage in Asphalt Concrete Pavements” (directeur : Dr. Joe Mahoney). Le Centre des Transports de l’État de Washington (WSTC) avait observé des zones de faible densité in situ dans les chaussées en HMA qui ne montraient aucun signe de ségrégation granulométrique ou de granulats, et les travaux de Read ont définitivement lié ces défauts de densité à une distribution non uniforme de la température pendant la mise en œuvre. Le phénomène était à l’origine appelé ségrégation cyclique car les points froids apparaissaient à intervalles réguliers correspondant aux cycles de chargement des camions, puis renommé dommage par différentiel de température (TDD) avant de se fixer sur ségrégation thermique.
Le mécanisme de la ségrégation thermique est fondamentalement distinct de la ségrégation granulométrique (des granulats). Dans la ségrégation granulométrique, les granulats grossiers et fins se séparent pendant la manutention, produisant des zones de structure granulométrique différente. Dans la ségrégation thermique, la granulométrie est uniforme sur tout le matelas — le problème est purement une question de réponse au compactage liée à la température. La viscosité du liant bitumineux dépend exponentiellement de la température : à la température de mise en œuvre cible d’environ 300°F (149°C), le liant est suffisamment fluide pour lubrifier les particules de granulats et permettre au compacteur de densifier le mélange jusqu’à la densité in situ requise. À 220°F (104°C), la viscosité du liant est supérieure de plusieurs ordres de grandeur, empêchant un réarrangement adéquat des particules sous le chargement du compacteur. Il en résulte une chaussée avec une granulométrie uniforme mais une densité non uniforme — les points froids ont des vides d’air 3 à 5 % plus élevés que le matériau chaud adjacent, même lorsqu’ils sont soumis à des passages de compacteur identiques.
L’importance pratique de la ségrégation thermique a été démontrée par l’étude Read/WSDOT : les couches de roulement affectées par la ségrégation thermique ont montré une durée de vie prévue réduite à environ la moitié — passant de 12 à 15 ans normalement attendus par le WSDOT à 6 à 8 ans. Le désordre peut ne pas se manifester au cours de la première année après la construction mais peut apparaître jusqu’à deux ans après l’achèvement, rendant le diagnostic forensique difficile.
Causes de la Ségrégation Thermique
Refroidissement dans la Benne du Camion
La cause principale de la ségrégation thermique est la perte de chaleur du périmètre de la charge du camion de transport. Lorsque l’enrobé bitumineux à chaud est chargé dans le camion, la perte de chaleur commence immédiatement autour du périmètre de la benne — les surfaces du mélange exposées à l’air au sommet de la charge, le mélange en contact avec les parois métalliques et la porte arrière de la benne, et le mélange au fond en contact avec le plancher du camion. La perte de chaleur suit l’équation fondamentale du transfert thermique :
Q = UA(Tₛ − Tₐ)
Où Q est le taux de perte de chaleur, U est le coefficient global de transfert thermique, A est la surface de transfert thermique, Tₛ est la température de surface du mélange et Tₐ est la température de l’air ambiant. Le différentiel de température entre le mélange et l’air ambiant entraîne la perte de chaleur, tandis que le vent augmente le transfert thermique convectif en élevant la valeur effective de U.
Les gradients de température mesurés dans une seule benne de camion sont spectaculaires. Après seulement 10 à 15 miles (16 à 24 km) de transport à des températures de mélange de 290°F (143°C), des différentiels de température allant jusqu’à 80°F (27°C) ont été documentés dans la benne — le centre de la charge reste près de 300°F (149°C) tandis que le matériau sur les côtés et en surface tombe à 210°F (99°C) ou moins. Un cas extrême documenté en Australie impliquait un transport de 150 miles (241 km) : l’extérieur de la charge mesurait 176°F (80°C), le dessus mesurait 205°F (96°C) et le centre mesurait 305°F (152°C) — un différentiel de 129°F (72°C) entre le centre et le périmètre.
Les enrobés et les granulats ont des conductivités thermiques relativement faibles, ce qui entraîne des pourcentages élevés de refroidissement concentrés autour des extrémités de la benne. La chaleur est lentement conduite du noyau vers l’extérieur, mais le mélange s’isole essentiellement — le matériau de périmètre froid protège le noyau d’une perte de chaleur rapide. Cette stratification thermique signifie que lorsque le camion déverse sa charge dans la trémie du finisseur, le matériau le plus froid sort en dernier à mesure que la benne est levée et que le matériau froid des côtés et de la porte arrière glisse dans la trémie.
Les facteurs clés affectant la perte de chaleur de la benne comprennent : la température du mélange lors du chargement dans le camion ; la température de l’air ambiant ; la présence ou l’absence d’isolation de la benne ; la taille de la benne par rapport au tonnage transporté ; la longueur du transport ; la vitesse de déplacement ; le temps d’attente au finisseur ; si la charge est couverte d’une bâche ; et les retards de circulation rencontrés en route.
Refroidissement dans la Trémie du Finisseur et Mécanisme Cyclique
Lorsqu’une charge de camion présentant des différentiels de température significatifs est déversée dans le finisseur, un mécanisme répétitif de ségrégation thermique est initié. Le matériau très froid qui se trouvait le long des parois de la charge du camion est extrudé vers les côtés de la trémie du finisseur lors du déversement de la charge. Lorsque le camion est vidé et que le tas de mélange dans la trémie s’épuise, ce matériau froid tombe vers l’intérieur sur le matériau au-dessus des convoyeurs à lattes. Lorsque le camion suivant arrive et déverse sa charge, ce mélange froid est renvoyé vers la chambre de la vis sans fin et étalé par la table de lissage.
Ce mécanisme se répète cycliquement avec chaque charge de camion — d’où le nom original de ségrégation cyclique. Le schéma est prévisible : chaque charge de camion produit une zone froide ou « éventail » de matériau plus froid dans le matelas, espacée à des intervalles correspondant aux cycles de chargement des camions. Les ailes de la trémie sont particulièrement problématiques : le matériau froid a tendance à stagner dans les ailes de la trémie du finisseur. Lorsque les ailes sont repliées (relevées) pour consommer le mélange restant, une masse suffisante de matériau froid est déversée d’un seul coup dans le flux de matériau, produisant une zone froide prononcée dans le matelas.
Effets du Vent et de la Température Ambiante
Une température ambiante plus basse augmente directement le différentiel de température entre le mélange et l’air environnant, accélérant la perte de chaleur de la surface exposée du mélange. Le vent augmente le coefficient de transfert thermique convectif, extrayant la chaleur de la surface du mélange plus rapidement. Les opérations d’enrobage de nuit montrent des effets de différentiel de température amplifiés car les températures ambiantes sont généralement plus basses et la perte de chaleur par rayonnement vers le ciel nocturne est significative.
Les couches de roulement à granulométrie ouverte (OGFC) et les couches minces refroidissent significativement plus rapidement que les couches denses ou épaisses car leur structure ouverte permet la circulation de l’air à travers le mélange et leur épaisseur réduite fournit moins de masse thermique. Pour les couches minces de 1 à 2 pouces (25 à 50 mm), le taux de refroidissement est substantiellement plus élevé que pour les couches structurelles de 4 à 6 pouces (100 à 150 mm).
Délais de Transport et Arrêts du Finisseur
Les temps de transport prolongés augmentent le gradient de température dans la charge du camion car le périmètre froid a plus de temps pour conduire la chaleur du noyau vers l’extérieur. Les retards de circulation aggravent le problème en prolongeant le temps pendant lequel le mélange reste dans le camion avant la mise en œuvre. Le temps d’attente au finisseur (file d’attente) permet au mélange de continuer à refroidir dans la benne du camion, chaque minute d’attente augmentant le gradient de température.
Les arrêts du finisseur sont particulièrement dommageables. Lorsque le finisseur s’arrête pendant plus de 60 secondes, le mélange se trouvant dans la chambre de la vis sans fin et la table de lissage continue de refroidir sans bénéficier de l’apport de matériau frais convoyé vers l’avant. Lorsque l’enrobage reprend, ce matériau refroidi est placé en premier, produisant une bande transversale de matériau froid. La spécification TxDOT Tex-244-F exclut explicitement la zone située 2 pieds derrière et 8 pieds devant la dernière mesure de température lorsqu’un arrêt du finisseur dépasse 60 secondes.
Ségrégation de Fin de Charge
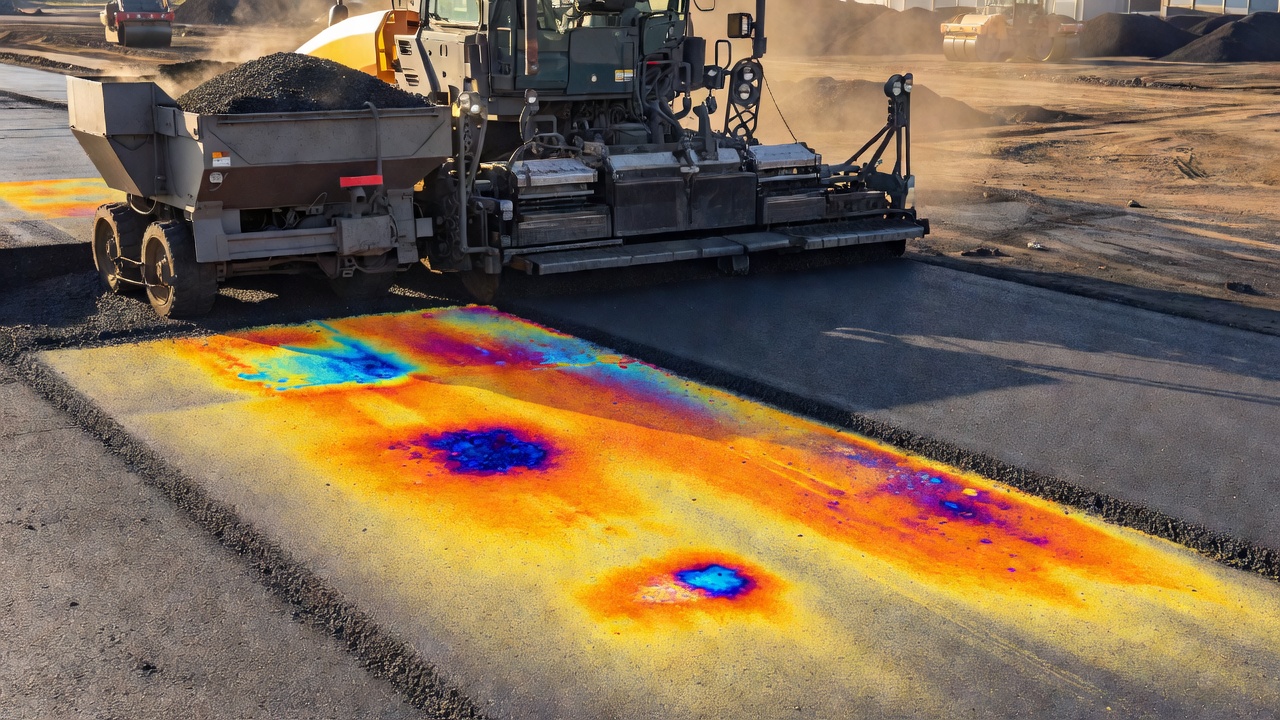
Le dernier matériau déchargé de chaque charge de camion contient le mélange le plus froid — le matériau qui se trouvait sur les côtés et à la porte arrière de la benne. Cela crée un schéma répétitif de matériau froid à intervalles réguliers correspondant aux cycles de chargement des camions, produisant le schéma cyclique en éventail caractéristique visible sur les images thermiques. Dans les opérations d’enrobage en andain utilisant des bennes basculantes, le matériau au centre de l’andain se décharge en premier tandis que le matériau froid sur les côtés se décharge en dernier, produisant des concentrations de matériau froid à la fin de chaque charge d’andain.
Seuils de Différentiel de Température
Le seuil de différentiel de température pour définir la ségrégation thermique a été établi par des recherches approfondies et une validation sur le terrain. La norme principale est TxDOT Tex-244-F (Profil Thermique de l’Enrobé Bitumineux à Chaud, effectif juillet 2023), qui définit un système de classification à trois niveaux :
Classification
Différentiel de Température
Action Requise
Aucune ségrégation
Moins de 25°F (14°C)
Aucune
Ségrégation thermique modérée
25°F (14°C) à 50°F (28°C)
Action corrective pour cas récurrents
Ségrégation thermique sévère
Plus de 50°F (28°C)
Suspendre les opérations ; évaluer via le profil de densité de ségrégation (Tex-207-F)
Le seuil de 25°F (14°C) a été établi par le rapport NCHRP 441 (Stroup-Gardiner et Brown, 2000) et validé par l’étude ROSAP/BTS qui a confirmé que « le différentiel de température actuel de 25°F est toujours valable comme seuil pour définir la ségrégation thermique » pour les mélanges Superpave modernes et modifiés aux polymères. Les études de l’État de Washington sont parvenues indépendamment au même seuil de 25°F pour la réduction de densité et de performance.
Le Centre de Recherche des Transports de Louisiane (LTRC FR 604) a identifié un palier supérieur : les différentiels de température de 75°F (42°C) ou plus sont classés comme « hautement ségrégués » avec des propriétés mécaniques significativement réduites. Ces zones présentent les différentiels de densité les plus extrêmes et sont les plus sujettes à des problèmes de performance immédiats.
Le différentiel de température est calculé comme suit : Température de Base Maximale − Température Minimale du Profil. La Température de Base Maximale est la température maximale observée dans les 20 premiers pieds du profil thermique, et la Température Minimale Autorisée du Profil est la Température de Base Maximale moins 25°F (14°C).
Conséquences de la Ségrégation Thermique
Les conséquences de la ségrégation thermique sur les performances de la chaussée sont graves et bien documentées. Le problème fondamental est que les points froids n’atteignent pas la même densité que les points chauds, même lorsqu’ils sont soumis à des schémas de compactage identiques. La densification du HMA est un processus de réarrangement des particules qui nécessite que le liant bitumineux soit suffisamment fluide pour lubrifier le mouvement des granulats. En dessous de la plage de température de compactage — généralement définie par la température à laquelle la viscosité du liant atteint 0,28 ± 0,03 Pa·s — le liant devient trop visqueux pour permettre un réarrangement adéquat des particules.
Effets sur la Densité et les Vides d’Air
Des études en laboratoire et sur le terrain ont documenté que les points froids thermiquement ségrégués présentent des vides d’air 3 à 5 % plus élevés que les points chauds adjacents correctement compactés. Pour un mélange HMA typique conçu avec un objectif de vides d’air de 4,0 %, le point froid peut atteindre 7 à 9 % de vides d’air ou plus. Cette différence est critique car la limite de spécification pour les vides d’air in situ dans la plupart des spécifications d’agences est généralement de 3 à 8 %, et les modèles de performance des chaussées montrent des augmentations exponentielles des taux de désordre au-dessus de 7 à 8 % de vides d’air.
Le déficit de densité est proportionnel au différentiel de température. La thèse de Fernandez Cerdas du NCAT/Auburn (2012) a documenté que les points froids avaient une énergie de fracture significativement plus faible que les points chauds lors des essais en laboratoire, directement corrélée à une résistance réduite à la fissuration. L’étude de 28 projets d’enrobage en Alabama a révélé que la ségrégation thermique affecte négativement les densités in situ du matelas pour tous les types de mélanges.
Réduction de la Durée de Vie en Fatigue
La conséquence la plus spectaculaire de la ségrégation thermique est la réduction de la durée de vie en fatigue. Les essais en laboratoire documentés dans le Bulletin Technique Astec T-134 (Brock et Jakob) ont comparé un mélange Superpave de 12,5 mm compacté à différentes températures :
Température de Compactage
Cycles de Fatigue
Profondeur d’Ornière
340°F (171°C)
300 000+ cycles
0,53 mm
240°F (116°C)
51 798 cycles
1,55 mm
Le mélange compacté à 220°F (104°C) a environ 10 à 12 % de la durée de vie en fatigue du mélange compacté à 300°F (149°C). Ce n’est pas une réduction marginale — c’est une perte catastrophique de capacité structurelle.
Schémas de Désordre
Les chaussées thermiquement ségréguées présentent un schéma de désordre parsemé caractéristique. Les points froids apparaissent comme des zones isolées d’arrachement, de fissuration et de formation de nids-de-poule au sein d’une chaussée par ailleurs saine. Le schéma de désordre comprend généralement :
Arrachement — La perte progressive de particules de granulats de la surface de la chaussée vers le bas. Dans les points froids, le liant n’atteint pas un enrobage et une adhésion adéquats entre les particules de granulats car les vides d’air élevés permettent l’infiltration d’eau et d’air, accélérant l’oxydation et la fragilisation du liant.
Fissuration par fatigue (en peau de crocodile) — Fissures interconnectées se formant dans les traces de roues. Les vides d’air élevés dans les points froids réduisent la capacité structurelle de la chaussée, la faisant fissurer sous un chargement de trafic répété après une fraction du nombre de cycles de charge attendu.
Formation de nids-de-poule — La progression de l’arrachement et de la fissuration par fatigue jusqu’à la désintégration localisée de la chaussée. Les points froids sont les points de nucléation des nids-de-poule dans les chaussées par ailleurs saines.
L’étude du WSDOT a révélé que le désordre peut ne pas apparaître avant jusqu’à deux ans après la construction, ce qui rend difficile l’attribution du problème à sa cause lors de la construction pendant les essais de réception initiaux.
Sensibilité aux Dommages dus à l’Humidité
Les vides d’air élevés dans les points froids créent une voie directe pour l’infiltration d’eau. La structure de vides interconnectés permet à l’eau de pénétrer la structure de la chaussée, entraînant un dommage par l’humidité (décollement) — la perte d’adhésion entre le liant bitumineux et les particules de granulats. Ceci est particulièrement problématique dans les climats pluvieux et dans les zones soumises à des cycles de gel-dégel, où l’eau dans les vides se dilate lors du gel, endommageant davantage la liaison granulat-liant.
Risques de Sécurité dans les Chaussées Aéroportuaires
Dans les chaussées aéroportuaires, la ségrégation thermique crée des risques de Débris d’Objets Étrangers (FOD) — des particules de granulats libres provenant de l’arrachement des points froids qui peuvent être ingérées dans les moteurs à réaction ou endommager les surfaces des aéronefs. Les spécifications des chaussées aéroportuaires, bien qu’elles ne contiennent pas de langage explicite sur la ségrégation thermique dans la norme FAA P-401, exigent implicitement une uniformité de température à travers les exigences de densité et de texture de surface. L’utilisation de véhicules de transfert de matériaux (MTV) dans des aéroports tels que l’Aéroport International Clark aux Philippines — requis « pour diminuer à la fois la ségrégation physique et thermique » — démontre la reconnaissance de ce problème dans le secteur aéroportuaire.
Méthodes de Détection
Caméras Thermiques Portatives
{{}}
Les caméras thermiques portatives fournissent une méthode portable et flexible pour la détection de la ségrégation thermique. Selon TxDOT Tex-244-F, la caméra thermique doit répondre aux spécifications suivantes : plage de mesure de 32°F à 475°F (0°C à 246°C) ; précision de ±4,0°F (±2°C) ou ±2 % de la lecture, selon la valeur la plus grande ; résolution minimale de 19 200 pixels ; écran de visualisation LCD d’au moins 3,0 pouces de diagonale ; capacité de stockage d’au moins 500 images ; sensibilité thermique inférieure à 0,11°F (0,06°C) ; modes de mesure multiples incluant le point central, la zone rectangulaire et la détection automatique chaud/froid ; et émissivité variable de 0,1 à 1,0.
La procédure opérationnelle selon Tex-244-F est : régler l’émissivité à 1,00, la température réfléchie à 68°F (20°C), la distance à 10 pieds (3 m) et le paramètre de couleur sur Arc-en-Ciel ; permettre un préchauffage minimal de 5 minutes pour la caméra ; marquer la chaussée aux stations 0 pied, 20 pieds (6 m) et 150 pieds (46 m) ; marcher de 5 à 20 pieds derrière le finisseur à la même vitesse que le finisseur, parallèlement au bord de la chaussée ; enregistrer la température de base maximale dans la première section de 20 pieds ; déterminer la température minimale autorisée du profil comme la température de base maximale moins 25°F (14°C) ; continuer jusqu’au repère de 150 pieds, en enregistrant les températures minimales tout au long ; et identifier les zones comme ségrégation modérée (25 à 50°F en dessous de la base) ou ségrégation sévère (plus de 50°F en dessous de la base). Un minimum de 15 images thermiques doit être capturé pour documentation entre les repères.
La règle d’arrêt du finisseur est critique : si le finisseur s’arrête pendant plus de 60 secondes, la zone située 2 pieds derrière et 8 pieds devant la dernière mesure de température doit être exclue de l’évaluation. Cela évite que le refroidissement inévitable dû à un arrêt du finisseur soit incorrectement attribué à une ségrégation thermique provenant d’autres causes.
Sur l’affichage de la caméra thermique utilisant le schéma de couleurs Arc-en-Ciel, la ségrégation thermique apparaît comme des zones bleu foncé ou vertes entourées de zones blanches ou rouges représentant le matériau chaud. Les changements brusques de couleur indiquent les limites des zones de ségrégation thermique.
Systèmes de Profilage Thermique Infrarouge Montés sur Finisseur
Les systèmes montés sur finisseur, commercialisés sous le nom de MOBA PAVE-IR, ont été développés par l’Institut des Transports du Texas (TTI) et le Projet de Recherche TxDOT 5-4577-03 (FHWA/TX-09/5-4577-03-P1). Le système se compose de deux barres infrarouges avec cinq capteurs chacune (10 capteurs au total), d’un boîtier de commande principal, d’un instrument de mesure de distance (DMI), d’un récepteur GPS, d’un ordinateur portable avec le logiciel Pave-IR et d’une batterie 12 VCC à cycle profond.
Les spécifications du système selon Tex-244-F comprennent : espacement transversal maximal des capteurs de 12 ± 1 pouce (305 ± 25 mm) ; précision de ±4,0°F (±2°C) ou ±2 % de la lecture à une température d’objet supérieure à 32°F (0°C) et une température ambiante de 73°F ± 9°F (23°C ± 5°C) ; répétabilité de mesure de ±0,9°F (±0,5°C) ou ±0,5 % de la lecture ; largeur de profilage d’au moins 12 pieds (3,7 m) — largeur totale d’enrobage ; taux d’échantillonnage de 2 pouces (50 mm) par balayage recommandé ; et exclusion des zones situées à moins de 2 pieds (0,6 m) du bord du matelas non compacté.
Le système fournit un affichage couleur en temps réel des températures sur toute la largeur du matelas : le dépassement de la température cible s’affiche en rouge, la conformité en vert et les températures inférieures en bleu. Les coordonnées GPS sont enregistrées pour chaque balayage de température, permettant une analyse spatiale des schémas de ségrégation thermique. L’analyse statistique utilise le 1er percentile pour la basse température et le 98,5e percentile pour la haute température pour caractériser la distribution de température.
Les données produites comprennent un affichage couleur en temps réel, des données de température géoréférencées par GPS, des histogrammes à barres, des fichiers récapitulatifs quotidiens et des rapports de profil thermique pour l’ensemble du projet. La capacité cloud via MOBA Pave Project Manager permet les téléchargements, l’analyse des données et la génération de rapports pour la documentation qualité.
Incitations à l’utilisation du système (selon les spécifications TxDOT) : L’utilisation d’un système d’imagerie thermique peut éliminer l’obligation pour l’entrepreneur d’effectuer des profils de densité et peut assouplir les exigences de température de mise en œuvre, reconnaissant que la surveillance thermique en temps réel est un outil qualité plus efficace que les essais de densité post-construction.
Reconnaissance des Schémas Visuels
La ségrégation thermique produit des schémas visuels caractéristiques sur la surface de la chaussée que les inspecteurs expérimentés peuvent identifier même sans équipement d’imagerie thermique. Les quatre schémas principaux sont :
Motif en éventail — Causé par le relevage des ailes de la trémie du finisseur pour consommer le mélange froid stagnant. Le matériau froid est déversé soudainement dans le flux de matériau, produisant une zone froide en forme d’éventail dans le matelas.
Motif cyclique — Points froids récurrents à intervalles correspondant aux cycles de chargement des camions, typiquement de 15 à 30 pieds (4,5 à 9 m) d’écart selon la capacité du camion et l’épaisseur du matelas. C’est le motif original de « ségrégation cyclique ».
Bandes de bord — Bandes parallèles de matériau plus froid le long des bords du matelas, provenant du matériau froid qui était en contact avec les parois de la benne du camion. Ces bandes mesurent généralement 6 à 12 pouces (150 à 300 mm) de large et apparaissent comme des stries longitudinales de texture de surface plus pauvre.
Stries longitudinales — Bandes de matériau plus froid parallèles à la direction d’enrobage, résultant souvent d’un déversement partiel des ailes de la trémie ou d’un flux de matériau irrégulier à travers les vis sans fin.
Autres Méthodes de Détection
Mesure de la texture de surface par laser ROSAN (ROad Surface ANalyzer) — Un système laser sans contact qui mesure la texture de surface pour identifier les zones ségréguées. Cette méthode a été recommandée dans le rapport NCHRP 441 pour identifier la ségrégation dans les chaussées en HMA après construction.
Jauges de densité nucléaires — Utilisées pour confirmer les différentiels de densité entre les points froids suspects et le matériau chaud adjacent. Selon les directives NCAT/NCHRP 441, toute zone ségréguée avec une densité de 4 à 5 livres par pied carré (PSF) inférieure à la zone non ségréguée adjacente doit être enlevée et remplacée.
Carottage et essais en laboratoire — La méthode définitive pour vérifier les impacts de la ségrégation thermique. Des carottes prélevées dans les points froids et les points chauds adjacents sont testées pour les vides d’air, la granulométrie, la teneur en liant et les propriétés mécaniques. Les points froids thermiquement ségrégués montrent généralement des vides d’air 3 à 5 % plus élevés que les points chauds, une granulométrie uniforme entre les zones froides et chaudes, et une résistance à la traction indirecte et une énergie de fracture réduites.
Méthodes de Prévention
Véhicules de Transfert de Matériaux avec Remalaxage
{{}}
La mesure préventive la plus efficace contre la ségrégation thermique est l’utilisation de Véhicules de Transfert de Matériaux (MTV) avec capacité de remalaxage. La Roadtec Shuttle Buggy®, avec sa vis sans fin brevetée à triple pas, est la référence absolue. La vis sans fin a trois pas différents qui deviennent progressivement plus grands vers le centre, remalaxant mécaniquement le matériau provenant de six zones différentes de la trémie. Cette action de remalaxage mélange le matériau froid du périmètre avec le matériau chaud du noyau, produisant une décharge à température uniforme même lorsque la charge du camion entrant présente des différentiels de température significatifs.
Performance documentée du Bulletin Technique Astec T-134 : sans MTV, les différentiels de température de 30 à 80°F (17 à 44°C) sont courants ; avec la vis sans fin à triple pas de la Roadtec Shuttle Buggy, des différentiels de température de moins de 10°F (5,6°C) sont systématiquement atteints sur toute la largeur du matelas. Le cas australien du transport de 150 miles est illustratif : la charge du camion entrant avait un matériau central à 305°F (152°C) et un matériau extérieur à 176°F (80°C) — un différentiel de 129°F (72°C). Après traitement par la Roadtec MTV, la température de décharge était uniformément de 284°F (140°C).
La thèse de Fernandez Cerdas du NCAT/Auburn (2012) a fourni une validation quantitative : les projets utilisant la Roadtec SB-2500 (MTV à vis sans fin à triple pas) ont montré des différentiels de température constamment inférieurs à 10°F sur le matelas. Les projets utilisant des machines de transfert à courroie sans remalaxage — comme la Blaw-Knox MC-330 — ont montré des différentiels moyens de 30°F à 50°F (17°C à 28°C), malgré les avantages de flux continu de matériau du transfert par courroie.
Les MTV offrent un avantage secondaire : ils éliminent le contact camion-finisseur, empêchant le « cognement » qui provoque des irrégularités de surface lorsque les camions de transport reculent vers le finisseur. Le MTV reçoit la charge du camion, la stocke dans une trémie tampon et alimente le finisseur à un rythme uniforme et contrôlé, indépendant des intervalles d’arrivée des camions.
Bennes Isolées et Bâchage
Les bennes isolées réduisent la perte de chaleur des côtés et du fond de la charge. L’isolation — généralement des panneaux de mousse polyuréthane ou de laine minérale installés entre le métal de la benne et un revêtement de protection — réduit le coefficient de transfert thermique (U) dans l’équation Q = UA(Tₛ − Tₐ), ralentissant le taux de refroidissement du périmètre. Les bennes isolées sont particulièrement importantes pour les longs transports et les opérations par temps froid.
Le bâchage (couvrir) des camions réduit la perte de chaleur en surface et élimine les effets de refroidissement par le vent pendant le transport. Une bâche emprisonne une couche d’air immobile au-dessus de la surface du mélange, réduisant considérablement le transfert thermique convectif. Toutes les charges doivent être bâchées quelle que soit la température ambiante — même par temps chaud, l’effet de refroidissement par le vent à vitesse autoroutière peut produire un refroidissement de surface significatif.
L’adaptation P-401 du DOT de l’Alaska pour l’enrobage par temps froid exige des bennes isolées et fait référence à l’utilisation d’équipements de chauffage infrarouge au propane fixés à la machine d’enrobage pour le chauffage des joints longitudinaux, reconnaissant que la gestion thermique est critique dans les conditions subarctiques.
Gestion Logistique et Opérationnelle
Les contrôles opérationnels pour minimiser la ségrégation thermique comprennent : la minimisation du temps de transport en sélectionnant des emplacements d’usine proches du projet ; la coordination des arrivées de camions pour minimiser la file d’attente et l’attente au finisseur ; le maintien d’un enrobage continu sans arrêts dépassant 60 secondes ; des procédures de chargement appropriées à l’usine pour minimiser la ségrégation lors du déchargement du silo ; l’évitement du remplissage excessif des bennes, ce qui augmente la surface de refroidissement par rapport au volume de la charge ; et l’équilibrage du taux de production avec la vitesse d’enrobage pour maintenir un flux de matériau cohérent.
L’étude SHRP2 R06C (Technologies Rapides pour Améliorer le Contrôle Qualité) a documenté un exemple pratique : au début d’un projet d’enrobage, le différentiel de température moyen était d’environ 30°F (17°C). Après avoir ajouté deux camions à la flotte de transport pour améliorer la logistique et réduire les temps d’attente, le différentiel a chuté à environ 15°F (8°C) — une réduction de 50 % obtenue par la seule amélioration logistique, sans changement d’équipement.
Finisseurs Remalaxeurs et Gestion de la Trémie
Les finisseurs remalaxeurs intègrent des vis sans fin internes qui mélangent le matériau à l’intérieur même du finisseur. Le Cedarapids 551 Remix Paver comprend des vis sans fin internes spécifiquement conçues pour remalaxer le matériau avant qu’il n’atteigne la table de lissage. Le Roadtec Stealth™ Paver est conçu uniquement pour être utilisé avec un MTV et utilise l’alimentation par gravité sans convoyeurs, ailes de trémie ou rouleaux de poussée — éliminant complètement le mécanisme de refroidissement des ailes de trémie.
La gestion des ailes de trémie est critique pour les finisseurs conventionnels. Le matériau froid qui s’accumule dans les ailes de la trémie doit être minimisé en ne permettant pas au mélange de stagner dans les ailes pendant des périodes prolongées. Lorsque les ailes doivent être repliées (relevées) pour consommer le mélange restant, le matériau froid doit être mélangé avec du matériau chaud dans la trémie si possible, plutôt que d’être déversé directement dans le flux de matériau.
Les inserts de trémie de finisseur contenant des malaxeurs à tambour peuvent être installés au fond des trémies de finisseurs conventionnels pour fournir une fonction de remalaxage limitée. Ceux-ci sont moins efficaces que le remalaxage complet par MTV mais fournissent une certaine homogénéisation de la température.
Ségrégation Thermique dans l’Enrobage Aéroportuaire
L’enrobage bitumineux aéroportuaire présente des défis uniques pour la gestion de la ségrégation thermique. L’Annexe 14 de l’OACI — Aérodromes fait référence aux normes générales de performance des chaussées exigeant une densité et des caractéristiques de surface uniformes mais ne contient pas de langage explicite sur les seuils de ségrégation thermique. La spécification FAA P-401 (AC 150/5370-10H) fait référence aux exigences de température de mélange et de compactage via la Formule de Mélange de Travail (JMF) mais, dans sa version publiée la plus récente, ne contient pas de langage explicite sur la ségrégation thermique, de seuils de différentiel de température ou d’exigences de profilage thermique.
Malgré l’absence de langage de spécification explicite, la ségrégation thermique est une préoccupation reconnue dans l’enrobage aéroportuaire pour plusieurs raisons :
Risques FOD — Les points froids qui s’arrachent produisent des particules de granulats libres sur les surfaces des pistes et des voies de circulation, créant des Débris d’Objets Étrangers pouvant être ingérés dans les moteurs à réaction. C’est un problème de sécurité critique qui entraîne des exigences de qualité plus conservatrices dans l’enrobage aéroportuaire que dans l’enrobage routier typique.
Pressions des pneus d’aéronefs — Les pressions élevées des pneus (100 à 250+ psi, contre 100 à 120 psi pour les camions routiers) imposent des contraintes de cisaillement plus importantes sur la surface de la chaussée, augmentant l’exigence de densité uniforme dans les points froids.
Exigences de durée de vie des chaussées — Les chaussées aéroportuaires sont conçues pour des durées de service plus longues que les chaussées routières typiques, ce qui rend la réduction de durée de vie due à la ségrégation thermique (50 % selon le WSDOT) particulièrement conséquente.
Adoption des meilleures pratiques — Certains aéroports individuels ont mis en œuvre des exigences de ségrégation thermique. L’Aéroport International Clark (CIAC, Philippines) exige l’utilisation de « véhicules de transfert de matériaux automoteurs pour diminuer à la fois la ségrégation physique et thermique ». Des publications de recherche telles que « Developing a Performance Specification for Airport Asphalt » (ResearchGate, 2017) ont recommandé d’incorporer des exigences de MTV dans les spécifications aéroportuaires pour l’atténuation de la ségrégation thermique.
L’adaptation P-401 du DOT de l’Alaska pour l’enrobage aéroportuaire en climat froid spécifie des plages de température de 200°F à 300°F (93°C à 149°C) et exige un équipement de chauffage infrarouge au propane pour le chauffage des joints, reflétant la reconnaissance que la gestion de la température est particulièrement critique dans l’enrobage aéroportuaire par temps froid.
Inspection des Chaussées Thermiquement Ségréguées
L’inspection de la ségrégation thermique suit les protocoles établis dans TxDOT Tex-244-F pour le profilage thermique. Un profil thermique est requis pour chaque sous-lot mis en œuvre, sur une section d’essai d’environ 150 pieds (46 m) derrière le finisseur. L’entrepreneur est tenu de réaliser le profil thermique, et l’ingénieur (représentant de l’agence) observe et vérifie.
Critères d’Acceptation
Les critères d’acceptation selon Tex-244-F sont basés sur la classification à trois niveaux :
Condition
Différentiel de Température
Action
Aucune ségrégation
< 25°F (< 14°C)
Accepter
Modérée (récurrente)
25°F à 50°F (14°C à 28°C)
Action corrective requise
Sévère
> 50°F (> 28°C)
Suspendre les opérations ; évaluer selon Tex-207-F
Pour la ségrégation modérée récurrente, l’action corrective peut inclure : l’ajustement des opérations du MTV ou du finisseur ; la modification des procédures de chargement et de bâchage des camions ; l’ajustement des schémas de compactage pour fournir un effort de compactage supplémentaire sur les zones froides identifiées ; et l’augmentation de l’effort de compactage de pré-rupture.
Pour la ségrégation sévère, les opérations doivent être suspendues immédiatement. Les zones affectées sont évaluées à l’aide de la procédure de profil de densité de ségrégation (Tex-207-F) , qui implique un carottage aux emplacements des points froids et aux emplacements des points chauds adjacents pour comparer les densités in situ et les vides d’air. L’entrepreneur doit modifier le processus d’enrobage pour éliminer la ségrégation sévère avant que les opérations puissent reprendre. Si la ségrégation sévère récurrente ne peut pas être éliminée, l’ingénieur peut suspendre toutes les opérations d’enrobage en attendant un plan d’action correctif formel.
Vérification du Profil de Densité
Le profil de densité est la confirmation quantitative de l’impact de la ségrégation thermique. Selon Tex-207-F, des carottes sont prélevées aux emplacements les plus froids identifiés et aux emplacements adjacents correctement compactés. La comparaison de la densité in situ détermine si les points froids ont atteint une densité acceptable. Le critère NCAT/NCHRP 441 pour l’enlèvement et le remplacement est toute zone ségréguée avec une densité de 4 à 5 PSF inférieure à la zone non ségréguée adjacente.
Inspection par Caméra Portative
Selon Tex-244-F, l’inspection par caméra thermique portative pour l’acceptation nécessite : une longueur de profil de 150 pieds par essai ; les 20 premiers pieds utilisés pour déterminer la température de base maximale ; les 130 pieds restants scannés pour les températures minimales ; un minimum de 15 photographies pour documentation entre les repères ; et le marquage de tous les emplacements où la température tombe en dessous de la température minimale autorisée du profil.
Spécifications et Normes
TxDOT Tex-244-F (Norme Principale)
La spécification de profilage thermique la plus complète est TxDOT Tex-244-F — Profil Thermique de l’Enrobé Bitumineux à Chaud (effectif juillet 2023). Cette norme s’applique aux articles de spécification HMA 341, 342, 344, 346, 347 et 348 dans le système de spécification TxDOT. Elle couvre à la fois les méthodes par caméra portative et par système monté sur finisseur, fournit des spécifications détaillées d’équipement, des procédures opérationnelles, des exigences d’analyse des données et des critères d’acceptation.
Normes Provisoires AASHTO
AASHTO T 330 a été proposé comme norme provisoire pour le profilage thermique du HMA mais n’a pas été formellement adopté comme pratique standard par tous les États. La norme TxDOT Tex-244-F est effectivement devenue la référence nationale de facto pour la méthodologie d’essai de ségrégation thermique.
Rapport NCHRP 441 (2000)
Le rapport NCHRP 441 — Segregation in Hot-Mix Asphalt Pavements — par Stroup-Gardiner et Brown (NCAT/Auburn) a établi la recherche fondamentale sur la ségrégation du HMA, y compris la méthode de thermographie infrarouge pour identifier la ségrégation pendant les opérations d’enrobage et la méthode laser ROSAN pour identifier la ségrégation dans les chaussées achevées.
Spécifications FAA
Comme discuté ci-dessus, la spécification FAA P-401 (AC 150/5370-10H) ne contient pas de langage explicite sur la ségrégation thermique mais fait référence aux exigences de température via les spécifications JMF. Les Circulaires Consultatives de la FAA sur l’enrobage bitumineux font référence à l’exigence générale de densité et de caractéristiques de surface uniformes.
Réparation des Chaussées Thermiquement Ségréguées
Réparations Pendant la Construction
Lorsque la ségrégation thermique est détectée pendant les opérations d’enrobage, des actions correctives immédiates peuvent atténuer les dommages. Pour la ségrégation modérée, le schéma de compactage peut être modifié pour appliquer un effort de compactage supplémentaire sur les zones froides identifiées — passages supplémentaires du compacteur de pré-rupture, poids accru du compacteur ou ajustements de l’intensité des vibrations.
Pour la ségrégation sévère avec des différentiels de densité dépassant 4 à 5 PSF selon les directives NCHRP 441, les zones affectées doivent être enlevées et remplacées avant l’ouverture de la chaussée à la circulation. L’enlèvement peut être sur toute l’épaisseur — fraisage et remplacement de l’épaisseur totale de la couche — ou sur épaisseur partielle lorsque la ségrégation est limitée à la couche de surface.
Réparations Post-Construction
Pour la ségrégation thermique découverte après la construction (généralement lors de la première enquête sur l’état de la chaussée), les options de réparation comprennent :
Enlèvement et remplacement — La réparation la plus définitive. Fraiser les zones affectées jusqu’à la chaussée saine ou sur toute l’épaisseur, appliquer une couche d’accrochage sur les faces verticales et remplacer avec du HMA frais. Les limites de la réparation doivent s’étendre d’au moins 12 pouces (300 mm) au-delà de la zone visiblement affectée pour garantir que la zone de transition est entièrement enlevée.
Couche de roulement — Une nouvelle couche de roulement en HMA sur toute la zone affectée peut restaurer l’uniformité de surface et la capacité structurelle. La couche de roulement doit être suffisamment épaisse pour apporter une contribution structurelle — pour les chaussées aéroportuaires, l’épaisseur minimale de couche de roulement selon FAA P-401 est généralement de 5 pouces (125 mm) pour les couches structurelles.
Traitements de surface — Les brouillards de scellement ou enduits superficiels peuvent être efficaces pour une ségrégation thermique de surface légère où le déficit de densité est limité aux 0,5 à 1 pouce (12 à 25 mm) supérieurs de la chaussée. Les revêtements gravillonnés peuvent traiter un arrachement de surface modéré. Ces traitements sont déconseillés pour une ségrégation thermique structurellement significative où les différentiels de densité dépassent le seuil de 4 à 5 PSF.
Scellement de fissures et rapiéçage — Pour les points froids individuels qui se sont manifestés sous forme d’arrachement ou de nids-de-poule, le scellement de fissures et le rapiéçage sur toute l’épaisseur peuvent traiter les désordres isolés. Cependant, il s’agit d’une réparation réactive plutôt que préventive et elle est moins rentable que l’identification et le traitement du problème pendant la construction.
Performance à Long Terme Après Réparation
La durée de vie prévue de la chaussée thermiquement ségréguée réparée dépend de l’étendue de la zone affectée et de la qualité de la réparation. L’enlèvement et le remplacement sur toute l’épaisseur peuvent restaurer la chaussée à sa durée de vie nominale. Les traitements de surface sur une chaussée ségréguée mais structurellement intacte peuvent atteindre 3 à 7 années supplémentaires de durée de vie selon les niveaux de trafic et le climat.
Pour la ségrégation thermique non réparée, l’étude du WSDOT a documenté que les couches de roulement affectées montraient une réduction de 50 % de la durée de vie prévue — passant de 12 à 15 ans à 6 à 8 ans. Les points froids agissent comme des points d’initiation de défaillance qui se détériorent progressivement et s’étendent vers l’extérieur dans la chaussée saine.
Identification lors des Enquêtes sur l’État des Chaussées
Lors des enquêtes sur l’état des chaussées (telles que ASTM D6433 — méthode PCI, ou protocoles d’agences individuelles), le désordre de ségrégation thermique est identifié par son schéma parsemé et localisé caractéristique d’arrachement, de fissuration et de désintégration au sein d’une chaussée par ailleurs saine. Le désordre apparaît généralement comme :
Zones d’arrachement isolées — Plaques de perte de granulats en surface, généralement de 1 à 3 pieds (0,3 à 0,9 m) de diamètre, survenant à intervalles réguliers correspondant aux cycles de chargement des camions. Ces zones ont une texture de surface rugueuse et grêlée.
{{}}
Fissuration par fatigue localisée — Fissuration en peau de crocodile confinée aux zones de points froids tandis que la chaussée environnante reste exempte de fissures. Ce schéma est distinctif car la fissuration par fatigue se développe normalement uniformément sur la trace de roue ; la ségrégation thermique crée des plaques de fatigue isolées.
Fissuration transversale à intervalles — Fissuration thermique (fissures transversales) qui apparaît à intervalles réguliers correspondant aux cycles de chargement des camions. Les points froids, avec leur rigidité plus élevée et leur capacité de relaxation réduite, fissurent en premier sous les contraintes de contraction thermique.
Groupes de nids-de-poule — Ensembles de nids-de-poule à intervalles réguliers, généralement de 15 à 30 pieds (4,5 à 9 m) d’écart, correspondant aux cycles de chargement des camions. Des nids-de-poule individuels se forment au centre de chaque zone froide et peuvent coalescer avec le temps.
Vérification par carottage — Lorsque la ségrégation thermique est suspectée lors des enquêtes sur l’état des chaussées, le carottage à travers les points froids et la chaussée saine adjacente fournit un diagnostic définitif. La carotte du point froid montrera : des vides d’air plus élevés (3 à 5 % au-dessus de la conception) ; une granulométrie uniforme (identique à la zone saine — confirmant l’absence de ségrégation des granulats) ; et d’éventuels dommages dus à l’humidité ou un décollement à l’interface granulat-liant.
Terminologie Connexe
La ségrégation thermique est étroitement liée à plusieurs autres termes de désordres et de matériaux de chaussée. Les vides d’air sont le pourcentage d’espaces d’air dans la chaussée compactée — la ségrégation thermique produit des zones localisées de vides d’air élevés. Le compactage est le processus de densification du HMA avec des compacteurs — la ségrégation thermique empêche un compactage adéquat dans les zones froides. L’arrachement est le désordre de surface le plus couramment associé à la ségrégation thermique. La fissuration en peau de crocodile et la formation de nids-de-poule sont des désordres secondaires qui se développent à partir de l’arrachement initial et du déficit de densité. La densité est la propriété fondamentale affectée — la ségrégation thermique crée une densité non uniforme sur le matelas. Le contrôle qualité est le système de gestion qui devrait détecter et prévenir la ségrégation thermique pendant la construction.
{{}}
Questions Fréquemment Posées
La ségrégation thermique, également connue sous le nom de ségrégation de température ou dommage par différentiel de température (TDD), est la distribution non uniforme de la température sur un matelas d'enrobé bitumineux à chaud (HMA) non compacté pendant les opérations d'enrobage. Elle se produit lorsque des portions du mélange refroidissent de manière différentielle pendant le transport et la mise en œuvre — principalement le mélange à la surface et le long des parois des bennes de camions, ainsi que le mélange stagnant dans les ailes de la trémie du finisseur. Lorsque ce matériau plus froid atteint la table de lissage, il ne peut pas être consolidé à la même densité que le matériau chaud environnant. Il en résulte des zones localisées de faible densité avec des vides d'air généralement 3 à 5 % plus élevés que le matelas adjacent correctement compacté. Ces zones sont structurellement compromises et sujettes à des désordres prématurés, notamment l'arrachement, la fissuration par fatigue, la fissuration thermique et la formation de nids-de-poule. La ségrégation thermique a été identifiée pour la première fois formellement par Steve Read à l'Université de Washington en 1996 et était à l'origine appelée ségrégation cyclique car les points froids réapparaissent à intervalles réguliers correspondant aux cycles de chargement des camions.
Le seuil standard établi définissant la ségrégation thermique est un différentiel de température de 25°F (14°C) entre les parties les plus chaudes et les plus froides du matelas non compacté. Ce seuil a été établi par TxDOT Tex-244-F (Profil Thermique de l'Enrobé Bitumineux à Chaud) et validé par les recherches du NCAT, notamment le rapport NCHRP 441 et l'étude ROSAP. Le système de classification à trois niveaux de TxDOT est : Aucune ségrégation — différentiel inférieur à 25°F (14°C) ; Ségrégation thermique modérée — différentiel de 25°F à 50°F (14°C à 28°C), nécessitant une action corrective pour les cas récurrents ; et Ségrégation thermique sévère — différentiel supérieur à 50°F (28°C), nécessitant la suspension immédiate des opérations d'enrobage et une évaluation à l'aide des procédures de profil de densité de ségrégation (Tex-207-F). Le Centre de Recherche des Transports de Louisiane a identifié un seuil de 75°F (42°C) comme hautement ségrégué avec des propriétés mécaniques significativement réduites. L'étude ROSAP/BTS a confirmé que le seuil de 25°F reste valable pour les mélanges Superpave modernes et modifiés aux polymères.
La ségrégation thermique est détectée à l'aide de deux méthodes principales : les caméras thermiques portatives et les systèmes de profilage thermique infrarouge montés sur finisseur (Pave-IR / MOBA). Les caméras thermiques portatives selon TxDOT Tex-244-F doivent avoir une résolution minimale de 19 200 pixels, une précision de ±4,0°F et une plage de mesure de 32°F à 475°F. L'opérateur marche de 5 à 20 pieds derrière le finisseur, parallèlement au bord de la chaussée, enregistrant les mesures de température sur une longueur de profil de 150 pieds. Les systèmes montés sur finisseur sont constitués de deux barres infrarouges avec cinq capteurs chacune (10 capteurs au total) montées sur toute la largeur d'enrobage avec un espacement transversal de 12 pouces. Ces systèmes fournissent un affichage couleur en temps réel des températures, des données géoréférencées par GPS, une analyse statistique (1er percentile bas / 98,5e percentile haut) et des rapports récapitulatifs quotidiens automatisés. Les schémas visuels de ségrégation thermique incluent des motifs en éventail provenant des ailes de trémie relevées, des motifs cycliques à intervalles correspondant aux cycles de chargement des camions, et des bandes de bord ou stries longitudinales de matériau plus froid.
La ségrégation thermique a de multiples causes provenant du transport et de la mise en œuvre du HMA. La cause principale est le refroidissement dans la benne du camion — la perte de chaleur du périmètre de la charge du camion. Des différentiels de température allant jusqu'à 80°F (27°C) peuvent se développer dans une benne après seulement 10 à 15 miles (16 à 24 km) de transport à des températures de mélange de 290°F (143°C), le matériau central restant à 300°F (149°C) tandis que le matériau de surface et de côté tombe à 210°F (99°C). Les transports longs, comme un transport documenté de 150 miles (241 km) en Australie, ont montré des températures extérieures de 176°F (80°C) contre des températures centrales de 305°F (152°C). Le refroidissement dans la trémie du finisseur se produit lorsque le matériau froid des parois de la benne du camion s'accumule dans les ailes de la trémie et est périodiquement déversé dans le flux de matériau lorsque les ailes sont repliées. Le vent et les basses températures ambiantes accélèrent la perte de chaleur convective des surfaces de mélange exposées. Les délais de transport et les arrêts du finisseur dépassant 60 secondes aggravent le problème en permettant un temps de refroidissement supplémentaire.
Les conséquences de la ségrégation thermique sur les performances de la chaussée sont graves. Les essais en laboratoire documentés dans Astec T-134 et les recherches du NCAT montrent que le mélange compacté à 220°F a environ 10 à 12 % de la durée de vie en fatigue du mélange compacté à 300°F. Les points froids présentent des vides d'air 3 à 5 % plus élevés que les points chauds, ce qui les rend significativement plus sensibles aux dommages dus à l'humidité, à l'arrachement, à la fissuration par fatigue et à la fissuration thermique. L'étude du Département des Transports de l'État de Washington (WSDOT) a révélé que la durée de vie prévue d'une couche de roulement affectée par la ségrégation thermique peut être réduite à environ la moitié — passant de 12 à 15 ans normalement attendus à 6 à 8 ans. Le motif de désordre peut ne pas se manifester pendant la construction mais peut apparaître jusqu'à deux ans après l'achèvement. Les points froids présentent également une énergie de fracture significativement plus faible lors des essais en laboratoire, ce qui est directement corrélé à une résistance réduite à la fissuration. Dans les chaussées aéroportuaires, la ségrégation thermique crée des risques de FOD (débris d'objets étrangers) provenant des particules de granulats arrachées à la surface de la chaussée.
La mesure préventive la plus efficace contre la ségrégation thermique est l'utilisation de véhicules de transfert de matériaux (MTV) avec capacité de remalaxage. La Roadtec Shuttle Buggy avec sa vis sans fin brevetée à triple pas remalaxe le matériau provenant de six zones différentes de la trémie, atteignant des différentiels de température de moins de 10°F sur le matelas. Un projet australien documenté avec un transport de 150 miles a montré une charge centrale à 305°F et extérieure à 176°F avant le MTV, avec une décharge uniforme à 284°F après traitement par la Roadtec. Les autres mesures de prévention incluent : les bennes isolées pour réduire la perte de chaleur des côtés et du fond ; le bâchage de toutes les charges quelle que soit la température ambiante ; la minimisation des temps de transport et la coordination des arrivées de camions pour réduire l'attente au finisseur ; le maintien d'opérations d'enrobage continues sans arrêts dépassant 60 secondes ; l'évitement du remplissage excessif des bennes pour contrôler la surface de refroidissement ; et l'utilisation d'une capacité de stockage tampon (silos de stockage à l'usine) pour réduire la file d'attente des camions. Le Manuel d'Enrobage de la NAPA indique que la ségrégation thermique peut être minimisée avec une opération d'enrobage équilibrée et ininterrompue.
Inspectez les Chaussées en Enrobé pour la Ségrégation Thermique
TarmacView fournit des outils d'inspection d'infrastructures basés sur l'IA pour détecter les motifs de désordre liés à la ségrégation thermique, notamment l'arrachement, la fissuration et les variations de densité à partir de données visuelles et thermiques. Automatisez vos évaluations de l'état des chaussées et rationalisez les rapports de contrôle qualité.
Ségrégation Thermique dans les Revêtements Bitumineux
La ségrégation thermique est la distribution non uniforme de la température dans l'enrobé bitumineux à chaud (HMA) pendant le transport et la mise en œuvre, où ...
Désagrégation des surfaces de chaussée en asphalte et en béton
La désagrégation est le délogement progressif et la perte de granulats à la surface de la chaussée due au vieillissement du liant, à l'oxydation ou à un mauvais...
Granulométrie des Agrégats dans les Matériaux de Chaussée
La granulométrie des agrégats est la distribution de la taille des particules du mélange d'agrégats dans l'enrobé bitumineux ou le béton, déterminée par analyse...
29 min de lecture
Pavement Materials
Asphalt
+5
Consentement aux Cookies Nous utilisons des cookies pour améliorer votre expérience de navigation et analyser notre trafic. See our privacy policy.