Ségrégation Thermique dans les Revêtements Bitumineux
La ségrégation thermique est la distribution non uniforme de la température dans l’enrobé bitumineux à chaud (HMA) pendant le transport et la mise en œuvre, où les zones plus froides se compactent moins, entraînant des zones localisées à faible densité avec une teneur en vides plus élevée, sujettes au désenrobage, à la fissuration et aux dommages causés par l’humidité. Elle crée un motif de dégradation caractéristique en plaques. Couvre les causes, la détection (imagerie thermique pendant le répandage ; infrarouge ; visuelle) et la prévention.
Ségrégation Thermique dans les Revêtements Bitumineux
1. Définition et Mécanisme
La ségrégation thermique est définie comme une distribution non uniforme de la température sur le matelas non compacté d’enrobé bitumineux à chaud (HMA) pendant les opérations de répandage. C’est un défaut lié à la construction, distinct de la ségrégation des granulats, bien que les deux produisent des symptômes de dégradation similaires dans le revêtement fini. La définition quantitative universellement acceptée, établie par les recherches de Sebesta, Scullion et autres au Texas Transportation Institute et validée par le National Center for Asphalt Technology (NCAT), identifie la ségrégation thermique comme un différentiel de température dépassant 14 °C (25 °F) entre les zones les plus chaudes et les plus froides du matelas non compacté immédiatement derrière la table du finisseur.
Le mécanisme par lequel la ségrégation thermique cause des dommages à la chaussée est fondamentalement lié à la viscosité du liant bitumineux dépendante de la température et au concept de température de cessation. À mesure que le HMA refroidit, le liant bitumineux augmente en viscosité, réduisant la lubrification nécessaire au réarrangement des particules de granulats sous la compaction par rouleau. La température de cessation — communément admise à 80 °C (175 °F) pour les mélanges HMA conventionnels — est la température en dessous de laquelle le liant devient trop visqueux pour permettre un réarrangement supplémentaire des particules et un gain de densité, quel que soit le nombre de passes de rouleau appliquées.
Dans un matelas thermiquement ségrégué, les zones froides refroidissent jusqu’à la température de cessation significativement plus rapidement que le matelas chaud environnant. L’opérateur du rouleau établit un motif de compaction basé sur la température générale du matelas, surveillant généralement les zones les plus chaudes. Au moment où le rouleau atteint les points froids, ces zones peuvent déjà être en dessous de la température de cessation. Le résultat est une compaction inadéquate — la zone froide conserve une teneur en vides plus élevée, une densité plus faible et des propriétés mécaniques réduites par rapport aux zones chaudes correctement compactées.
La recherche du NCAT par Fernandez Cerdas (2012) sur 28 projets de répandage en Alabama a démontré une corrélation négative statistiquement significative entre l’ampleur de la ségrégation thermique et la densité in-situ. L’étude a révélé que les points froids présentaient systématiquement une teneur en vides de 2 à 4 % supérieure à celle des points chauds adjacents, corrélant directement avec une durée de vie en fatigue réduite. Les essais de fatigue par flexion sur poutre ont montré que les échantillons de points froids échouaient en un nombre de cycles significativement inférieur à celui des échantillons de points chauds, la rigidité initiale étant le paramètre le plus affecté par la teneur en vides plus élevée dans les zones thermiquement ségréguées.
2. Causes de la Ségrégation Thermique
La ségrégation thermique ne provient pas d’une seule source mais d’une combinaison de facteurs dans le processus de production, de transport et de mise en œuvre du HMA. Comprendre chaque facteur causal est essentiel pour concevoir des stratégies de prévention efficaces.
Refroidissement dans la Benne du Camion et Formation de Croûte
Le HMA est chargé dans les camions de transport à des températures de production généralement comprises entre 120 °C et 175 °C (250 °F à 350 °F), selon la qualité du liant et le type de mélange. Pendant le transport, la masse de HMA transfère de la chaleur à l’environnement environnant à travers les parois de la benne du camion et la surface supérieure exposée. La couche externe de la charge de HMA — d’environ 25 à 75 mm (1 à 3 po) d’épaisseur — refroidit rapidement, formant une croûte de température autour d’un noyau interne significativement plus chaud. Cette croûte est généralement de 15 à 30 °C (27 à 54 °F) plus froide que la température du noyau à l’arrivée sur le chantier de répandage, selon la distance de transport, la température ambiante, la vitesse du vent et l’isolation de la benne du camion.
Lorsque le camion décharge dans la trémie du finisseur, le matériau de la croûte froide entre en premier (depuis le dessus de la charge) et en dernier (depuis les coins inférieurs de la benne). Cet effet de fin de chargement est la cause la plus fréquemment citée de la ségrégation thermique, car le matériau le plus froid s’écoule dans le finisseur au début et à la fin de chaque chargement de camion, créant un motif cyclique de points froids à intervalles longitudinaux réguliers dans le matelas.
Arrêt du Finisseur
Lorsque le finisseur s’arrête — que ce soit pour un échange de camion, un manque de matériau ou des retards opérationnels — le HMA restant dans la trémie du finisseur, la chambre de la vis sans fin et l’ensemble de la table continue de perdre de la chaleur au profit de l’air ambiant, des composants de la machine et de la surface sous-jacente. Les recherches publiées dans l’ASCE Journal of Materials in Civil Engineering sur les effets de l’arrêt du finisseur sur la ségrégation thermique démontrent qu’un arrêt de 5 minutes peut créer une zone froide s’étendant sur 3 à 6 m (10 à 20 pi) derrière le point de redémarrage. Le processus de redémarrage aggrave le problème : le premier matériau mis en œuvre après un arrêt a séjourné dans la trémie en refroidissant, tandis que les vis sans fin et la table du finisseur sont également froides, extrayant davantage de chaleur des premiers mètres de matériau.
Effets du Vent et de la Température Ambiante
La vitesse du vent a un effet disproportionné sur le taux de refroidissement du HMA par rapport à la température ambiante seule. Le logiciel de modélisation PaveCool du MnDOT et les directives de compaction par temps froid de la NAPA (QIP-118) documentent que les vitesses de vent inférieures à 10 nœuds (11,5 mph) ont un effet mineur, mais qu’à mesure que la vitesse du vent augmente, le coefficient de transfert de chaleur par convection à la surface du matelas augmente considérablement. Un vent de 25 km/h (15 mph) peut doubler le taux de refroidissement d’un matelas HMA exposé par rapport à des conditions d’air calme à la même température ambiante. Cet effet est plus prononcé sur les couches minces (moins de 50 mm) où le rapport volume/surface est faible.
Pratiques de Chargement à la Centrale
Un chargement inapproprié du camion à la centrale HMA peut initier la ségrégation thermique avant même que le camion ne quitte l’installation. Lorsque le HMA est déchargé du silo de stockage dans la benne du camion en une seule grande masse, les gros granulats ont tendance à rouler le long du tas et à s’accumuler à la base et dans les coins de la benne. Cela crée à la fois une ségrégation des granulats et, surtout, des taux de refroidissement différentiels — le matériau plus fin au centre du tas retient mieux la chaleur que le matériau grossier sur les bords. La pratique industrielle standard recommande le chargement en trois plus petites tombées : une à l’avant de la benne, une à l’arrière et une au centre. Cette méthode produit une distribution de température plus uniforme et réduit la ségrégation des granulats.
Distance de Transport et Logistique
Les distances de transport dépassant 30 à 45 minutes (par trajet) augmentent significativement le risque de ségrégation thermique, à moins que les bennes de camion ne soient isolées et bâchées. Le taux de perte de chaleur du HMA suit la loi de refroidissement de Newton et est proportionnel au différentiel de température entre le mélange et l’environnement ambiant. Les transports plus longs par temps froid (en dessous de 10 °C / 50 °F) peuvent entraîner des températures de croûte tombant en dessous de la température minimale de mise en œuvre spécifiée pour le mélange, forçant l’entrepreneur à refuser la charge ou — pire — à mettre en œuvre un matériau qui ne peut être correctement compacté.
3. Seuils de Différentiel de Température et Classification
Plusieurs agences de transport ont établi des seuils standardisés pour classer la sévérité de la ségrégation thermique. Ces seuils sont fondamentaux pour les spécifications de contrôle qualité et les critères d’acceptation.
Classification
Différentiel de Température
Impact sur la Compaction
Action Corrective Requise
Aucune
< 14 °C (< 25 °F)
Pas d’altération significative de la compaction
Aucune
Modérée
14 °C – 28 °C (25 °F – 50 °F)
Réduction localisée de la densité ; 1 à 3 % de vides d’air supplémentaires
Ajustement du processus ; évaluer avec des profils de densité
Sévère
> 28 °C (> 50 °F)
Réduction significative de la densité ; > 3 % de vides d’air supplémentaires ; échec de compaction sur toute l’épaisseur
Suspendre les opérations ; retirer et remplacer la zone affectée
Le seuil de 14 °C (25 °F) provient de l’étude SWUTC/15/600451-00111-1 sur les applications de la thermographie infrarouge, qui a établi que les différentiels en dessous de cette valeur produisent des variations de densité statistiquement insignifiantes. Le seuil de 50 °F utilisé par le TxDOT pour la classification sévère est basé sur des recherches montrant que les différentiels dépassant cette ampleur produisent systématiquement des zones de matelas où la compaction ne peut atteindre la densité minimale spécifiée, quel que soit l’effort du rouleau.
Les recherches de Willoughby et al. (2001) pour le Washington State Department of Transportation (WSDOT Report 476.1) ont confirmé que les différentiels de température supérieurs à 25 °F peuvent potentiellement causer des problèmes de compaction, établissant la base de nombreuses spécifications actuelles. L’étude a évalué plusieurs projets de répandage et corrélé les données d’imagerie thermique avec les résultats de densité des carottes pour valider ces seuils.
La température de cessation n’est pas une valeur fixe mais dépend des caractéristiques du mélange :
HMA conventionnel (PG 64-22) : 80 °C (175 °F)
HMA modifié aux polymères : 93–100 °C (200–212 °F) — une viscosité plus élevée nécessite une température plus élevée pour la maniabilité
Enrobé bitumineux tiède (WMA) : 70–85 °C (158–185 °F) — plage de température de travail plus faible
Mélanges à fort taux de RAP : Varie selon la qualité du liant vierge et les propriétés du liant du RAP
4. Conséquences de la Ségrégation Thermique sur la Performance de la Chaussée
Les effets néfastes de la ségrégation thermique sur la performance de la chaussée sont bien documentés par des études de terrain, des essais en laboratoire et la surveillance à long terme des chaussées. La cause profonde de toutes ces dégradations est une compaction inadéquate entraînant une teneur en vides élevée dans les zones froides.
Réduction de Densité et Augmentation de la Teneur en Vides
La conséquence directe de la ségrégation thermique est une réduction de la densité in-situ de 1 à 4 % dans les zones froides par rapport aux zones adjacentes correctement compactées. Dans une spécification typique de chaussée HMA exigeant 92 à 96 % de la densité maximale théorique (Gmm — densité Rice) en laboratoire, une zone froide atteignant seulement 88 à 91 % de Gmm représente une augmentation substantielle des vides d’air interconnectés. La teneur en vides cible pour un HMA nouvellement construit est typiquement de 4 à 7 %. Les zones froides thermiquement ségréguées présentent couramment 8 à 12 % de vides d’air, ce qui correspond à la plage critique où la perméabilité à l’eau augmente de façon exponentielle.
La relation entre les vides d’air et la durabilité de la chaussée suit un motif établi : pour chaque augmentation de 1 % des vides d’air au-dessus de la cible, la durée de vie en fatigue diminue d’environ 10 % et la résistance du mélange aux dommages causés par l’humidité diminue proportionnellement. Cette relation a été dérivée des études du Strategic Highway Research Program (SHRP) et validée par les recherches ultérieures du NCAT.
Dégradation Prématurée : Désenrobage
Le désenrobage — la perte progressive de granulats de la surface du revêtement — est le motif de dégradation le plus caractéristique associé à la ségrégation thermique. Dans les zones froides où le liant est trop visqueux pour enrober et lier efficacement les particules de granulats pendant la compaction, le verrouillage mécanique entre les particules est insuffisant pour résister à l’abrasion du trafic. Le désenrobage apparaît généralement sous forme de plaques isolées qui correspondent aux zones froides identifiées par imagerie thermique pendant la construction. Ces plaques s’approfondissent progressivement à mesure que le trafic enlève davantage de granulats, créant des dépressions de surface qui accélèrent le mécanisme de dégradation suivant.
Dégradation Prématurée : Fissuration
Les zones thermiquement ségréguées sont plus susceptibles à la fois à la fissuration par fatigue (en peau d’alligator) et à la fissuration thermique. La teneur en vides plus élevée réduit la résistance à la traction et la résistance à la fissuration du mélange. Sous l’effet de charges de trafic répétées, la zone froide atteint sa limite de fatigue plus tôt que le matériau environnant correctement compacté, produisant un motif localisé de fissures interconnectées qui peut être le premier signe visible de dégradation de la chaussée. La fissuration débute généralement à la base de la couche de HMA dans la zone froide et se propage vers le haut (fissuration par fatigue ascendante), bien que les couches de roulement minces puissent présenter une fissuration descendante.
Dégradation Prématurée : Nids-de-Poule
Les nids-de-poule se forment lorsqu’une zone localisée de la chaussée s’affaiblit sous le trafic et que le matériau se rompt de façon catastrophique. Les zones thermiquement ségréguées sont des points d’initiation privilégiés pour les nids-de-poule car elles combinent faible densité, perméabilité élevée et faible verrouillage des granulats. L’eau pénètre dans la structure à vides d’air élevés, et les cycles de gel-dégel dans les climats froids accélèrent la détérioration. Le nid-de-poule caractéristique qui se développe à partir de la ségrégation thermique est typiquement petit (0,1–0,5 m²), rond ou ovale, et entouré d’un revêtement sain, créant un motif de nids-de-poule isolés distincts par opposition au développement continu de nids-de-poule observé dans les chaussées structurellement défaillantes.
Dommages Causés par l’Humidité et Désorption
La teneur en vides élevée dans les zones froides thermiquement ségréguées fournit des voies de pénétration de l’eau dans la structure de la chaussée. L’eau piégée dans les vides d’air génère une pression interstitielle sous l’effet des charges de trafic, affaiblissant la liaison entre le liant bitumineux et les granulats — un phénomène connu sous le nom de désorption. La perte d’adhésion entre le liant et les granulats accélère tous les autres mécanismes de dégradation et réduit significativement la durée de vie résiduelle de la chaussée.
5. Méthodes de Détection
La détection précise de la ségrégation thermique nécessite une combinaison de surveillance de la température en temps réel pendant la construction et d’évaluation post-construction du matelas compacté.
Caméras Thermiques Portatives
Les caméras thermiques (infrarouges) portatives sont l’outil le plus basique pour la détection de la ségrégation thermique. La procédure d’essai décrite dans la Méthode d’Essai TxDOT Tex-244-F spécifie les exigences d’équipement et la méthodologie. Une caméra thermique conforme doit :
Mesurer les températures de 0 °C à 245 °C (32 °F à 475 °F) avec une précision de ± 2,2 °C (± 4,0 °F) ou ± 2 % de la lecture
Produire des images infrarouges avec une résolution minimale de 19 200 pixels
Afficher les températures réelles, maximales et minimales sur un écran à cristaux liquides (LCD)
Stocker un minimum de 500 images
Avoir une sensibilité thermique supérieure à 0,06 °C (0,11 °F)
Prendre en charge des modes de mesure incluant le point central, la zone rectangulaire et la détection automatique des points chauds/froids
La procédure exige que l’opérateur marche à côté du finisseur à une distance d’environ 1 m (3–4 pi) du bord du matelas, en maintenant un angle cohérent pour capturer toute la largeur du matelas. La température de base maximale est déterminée à partir des premiers 6 m (20 pi) de matelas derrière le finisseur. La température minimale est enregistrée en continu sur une section d’essai de 45 m (150 pi). La différence entre ces valeurs détermine la classification de la ségrégation.
Systèmes d’Imagerie Thermique Montés sur le Finisseur
Les systèmes d’imagerie thermique avancés fournissent des profils de température en temps réel sur toute la largeur du matelas derrière la table. Le système MOBA Pave-IR — développé grâce aux recherches du TxDOT et commercialisé par la suite — est le système le plus largement déployé. Ses spécifications selon la norme Tex-244-F incluent :
Mesure à un espacement transversal maximal de 300 mm (12 po)
Plage de température de 0–245 °C (32–475 °F) avec une précision de ± 2,2 °C (± 4,0 °F)
Répétabilité de mesure de ± 0,5 °C (± 0,9 °F)
Taille de spot maximale de 250 mm (10 po) à la hauteur de fonctionnement installée
Profilage sur toute la largeur du matelas jusqu’à 3,7 m (12 pi) avec des zones d’exclusion de bord de 0,6 m (2 pi)
Mesure de distance via un instrument de mesure de distance (DMI) avec intégration GPS
Le système collecte, affiche, sauvegarde et analyse les données de température en temps réel. Il détermine les températures basses et hautes en utilisant respectivement les 1er et 98,5e percentiles statistiques, éliminant ainsi les lectures aberrantes. Les fichiers de sortie incluent des profils de température longitudinaux liés aux numéros de station et aux coordonnées GPS, permettant une identification précise des emplacements de ségrégation pour une évaluation ultérieure ou une action corrective.
Barre de Température Infrarouge
La barre de température infrarouge — également connue sous le nom de système Pave-IR — est un ensemble transversal de capteurs infrarouges monté sur une barre fixée à l’arrière de la table du finisseur. Le développement dans le cadre du projet TxDOT 0-4577 a produit les versions Génération 1, 2 et 3, chacune améliorant la densité de capteurs, le taux d’acquisition de données et la capacité d’analyse logicielle. La barre contient généralement 8 à 16 capteurs infrarouges espacés de 300 mm (12 po) sur la largeur du matelas, collectant des relevés de température à des intervalles de 150 à 300 mm (6 à 12 po) dans le sens du répandage. Le logiciel de collecte et de traitement des données permet à l’équipe de répandage d’identifier les zones suspectées de ségrégation en temps réel et d’effectuer des ajustements opérationnels avant que le matériau ne soit compacté.
Reconnaissance Visuelle des Motifs
L’identification visuelle de la ségrégation thermique après compaction est possible mais nécessite des inspecteurs expérimentés. L’apparence caractéristique inclut :
Texture de surface irrégulière — les zones froides apparaissent plus foncées, plus lisses ou plus brillantes que les zones environnantes en raison d’une compaction inadéquate
Trainées longitudinales — correspondant au matériau froid provenant des coins de la benne du camion s’écoulant dans le finisseur
Motifs transversaux intermittents — espacement régulier correspondant aux intervalles de chargement des camions (effet de fin de chargement)
Initiation du désenrobage — perte de granulats fins dans des plaques localisées au cours des 1 à 2 premières années de service
L’identification visuelle n’est pas fiable pour la ségrégation modérée (différentiel de 25–50 °F) et est plus efficace pour les cas sévères (> 50 °F). L’apparence visuelle peut être confondue avec la ségrégation des granulats, les zones riches en liant ou le vieillissement différentiel, faisant de l’imagerie thermique la méthode de détection privilégiée.
Radar à Pénétration de Sol (GPR)
Le radar à pénétration de sol est une technologie émergente pour détecter la ségrégation thermique dans les couches de roulement achevées. Le projet de recherche TxDOT 0-4577 a développé des recommandations pour la détection de la ségrégation par GPR utilisant des mesures de diélectrique de surface. Pour les mélanges à granulométrie ouverte, les emplacements dont la diélectrique de surface s’écarte de ± 0,8 de la valeur moyenne doivent être étudiés. Pour les mélanges à granulométrie dense, le seuil est de ± 0,4 de la moyenne. Le logiciel RadSeg permet une analyse rapide des données GPR, et les systèmes GPR à trois canaux peuvent collecter des données sur les deux voies de roulement et l’axe central en un seul passage.
6. Stratégies de Prévention
La prévention de la ségrégation thermique nécessite de traiter chaque facteur causal dans la chaîne de production, de transport et de mise en œuvre du HMA.
Bennes de Camion Isolées et Bâchage
La mesure de transport la plus efficace est la combinaison de bennes de camion isolées et de bâchage obligatoire. La couche d’isolation — généralement 25 à 50 mm (1 à 2 po) de fibre de verre ou de mousse de polyuréthane encapsulée entre les panneaux métalliques de la benne — réduit la perte de chaleur à travers les parois de la benne de 50 à 70 %. Le bâchage élimine la perte de chaleur par convection depuis la surface supérieure de la charge de HMA et empêche le refroidissement induit par le vent. Des études de la National Asphalt Pavement Association (NAPA) et de plusieurs DOT d’État ont démontré que le seul bâchage peut réduire le différentiel de température de la croûte de 8 à 14 °C (15 à 25 °F) sur un transport typique de 30 minutes.
Le protocole de chargement du camion est tout aussi important. Le chargement en trois tombées — une tombée à l’avant, une à l’arrière, une au centre — minimise la ségrégation des granulats et produit une charge thermiquement plus uniforme. Chaque tombée devrait représenter environ un tiers du volume total de la charge.
Véhicules de Transfert de Matériaux (MTV)
Le véhicule de transfert de matériaux (MTV) est la solution basée sur l’équipement la plus efficace pour la prévention de la ségrégation thermique. Le MTV reçoit le HMA des camions de transport, stocke temporairement le matériau dans une trémie agitée et chauffée, et le transfère au finisseur via un système de convoyeur. Le MTV remplit trois fonctions critiques :
Remélange — le système de vis sans fin du MTV mélange le matériau de la croûte froide avec le matériau chaud du noyau, homogénéisant la température à moins de 5–10 °C (9–18 °F) de la température moyenne du mélange
Répandage continu — le MTV permet au camion de transport de décharger sans entrer en contact avec le finisseur, permettant au finisseur de maintenir un mouvement continu vers l’avant sans arrêts pour l’échange de camion
Stockage tampon — la capacité de la trémie du MTV (typiquement 15–25 tonnes métriques) fournit un tampon de matériau qui permet au finisseur de continuer à fonctionner pendant de brèves interruptions dans l’arrivée des camions
La recherche du NCAT sur 28 projets en Alabama a révélé que les opérations de remélange étaient un facteur clé dans la réduction des différentiels de température élevés. Les projets utilisant des MTV ont systématiquement démontré des différentiels de température plus faibles et des densités in-situ plus élevées par rapport aux projets avec déchargement direct camion-vers-finisseur.
Dispositifs de Remélange sur le Finisseur
Certains fabricants de finisseurs proposent des dispositifs de remélange — vis sans fin ou palettes installées dans la trémie du finisseur ou la chambre de vis sans fin — qui assurent un mélange thermique limité du HMA avant qu’il ne sorte de la table. Bien que moins efficaces que les MTV, ces dispositifs peuvent réduire les différentiels de température modérés de 5 à 10 °C (9 à 18 °F). L’efficacité dépend de la conception spécifique et du degré de non-uniformité de la température dans le matériau entrant.
Logistique et Planification
Une gestion logistique appropriée peut éliminer de nombreuses causes de ségrégation thermique :
Limiter les distances de transport à 45 minutes maximum pour les camions non isolés par temps modéré
Planifier les arrivées de camions à intervalles de 3 à 5 minutes pour maintenir un répandage continu
Éviter les longues attentes en stationnant les camions près du chantier de répandage plutôt qu’en faisant la queue sur la route d’accès
Minimiser le temps d’arrêt du finisseur — viser moins de 2 minutes par échange de camion
Refuser le matériau excessivement froid — mettre en œuvre une spécification de température minimale de mise en œuvre (généralement 115–130 °C / 240–265 °F selon le type de mélange)
Surveillance Thermique en Temps Réel
La mise en œuvre d’une surveillance thermique en temps réel comme outil de contrôle de processus permet à l’équipe de répandage d’identifier immédiatement les problèmes d’uniformité de température et d’apporter des corrections. Le système d’imagerie thermique affiche des cartes de température codées en couleur sur un moniteur monté dans la cabine, alertant l’opérateur lorsque le différentiel de température du matelas approche le seuil de 25 °F. Le système permet :
L’identification immédiate des points froids provenant de la croûte de fin de chargement
Le retour d’information aux conducteurs de camion sur l’efficacité du bâchage
La vérification que le remélange par MTV atteint l’homogénéisation thermique
La documentation pour les dossiers de contrôle qualité et les décisions d’acceptation
7. Ségrégation Thermique dans le Revêtement des Pistes Aéroportuaires
La construction de revêtements bitumineux pour aéroports introduit des considérations supplémentaires pour la gestion de la ségrégation thermique en raison des exigences de performance plus élevées et des conditions de construction différentes par rapport au revêtement routier.
Spécifications de la FAA
Les spécifications standard de la Federal Aviation Administration pour la construction aéroportuaire (AC 150/5370-10H, Article P-401 pour les revêtements bitumineux) établissent des exigences de contrôle qualité qui abordent implicitement la ségrégation thermique. La spécification exige :
La température minimale de mise en œuvre basée sur la qualité du liant et l’épaisseur de la couche
Les exigences de compaction liées à la densité par rapport à la densité maximale théorique en laboratoire
Les essais de contrôle qualité à des fréquences adaptées à l’ampleur du projet
L’établissement d’une bande d’essai pour valider le processus de répandage avant le début de la production
Bien que la spécification de la FAA n’exige pas explicitement le profilage thermique, les exigences de densité créent un cadre de contrôle qualité qui expose la ségrégation thermique lorsqu’elle se produit. Les projets de revêtement aéroportuaire spécifient couramment 92 à 96 % de Gmm pour la couche de surface, et toute zone froide tombant en dessous de ce seuil déclenche une investigation et une action corrective.
Facteurs de Risque Spécifiques aux Aéroports
Le revêtement aéroportuaire présente des défis uniques pour le contrôle de la ségrégation thermique :
Largeurs de répandage plus importantes — Les pistes et les voies de circulation nécessitent souvent des passes de 7,5 à 15 m (25 à 50 pi) de large, ce qui augmente le temps de refroidissement du matelas sur toute la largeur avant la compaction par rouleau
Couches plus épaisses — Les revêtements aéroportuaires utilisent typiquement des épaisseurs de couche compactée de 75 à 100 mm (3 à 4 po), ce qui offre un rapport volume/surface plus favorable mais peut nécessiter des passes de rouleau supplémentaires
Opérations de répandage de nuit — De nombreux projets aéroportuaires sont limités aux heures nocturnes, avec des températures ambiantes de 5 à 15 °C (10 à 30 °F) plus froides qu’en journée, accélérant le refroidissement du matelas
Fenêtres de compaction limitées — Les fermetures de pistes sont planifiées de manière serrée, créant une pression pour répandre rapidement même lorsque les conditions sont marginales
Teneur en liant plus élevée — Les mélanges HMA aéroportuaires utilisent souvent des liants modifiés aux polymères avec des températures de mise en œuvre plus élevées et des fenêtres de température de compaction plus étroites
Bonnes Pratiques pour le Revêtement Aéroportuaire
Pour les projets aéroportuaires, la prévention de la ségrégation thermique devrait inclure :
L’utilisation obligatoire de camions isolés avec bâches pour tous les transports dépassant 20 minutes
Des véhicules de transfert de matériaux pour tous les revêtements de pistes et de voies de circulation principales
Des systèmes d’imagerie thermique montés sur le finisseur avec affichage en temps réel pour l’équipe
Un profilage thermique prolongé au début de chaque quart de répandage pour valider le processus
Des facteurs d’ajustement de température pour le répandage de nuit afin de tenir compte du taux de refroidissement plus rapide
8. Inspection des Revêtements Thermiquement Ségrégués
L’inspection d’un revêtement existant suspecté de présenter une ségrégation thermique nécessite une approche systématique combinant l’imagerie thermique, les essais de densité et l’évaluation visuelle.
Protocole d’Inspection sur le Terrain
Le protocole suivant est adapté des directives d’inspection du TxDOT et de la FAA pour l’évaluation des revêtements thermiquement ségrégués :
Étape 1 — Relevé Thermique : Pour les nouvelles constructions, examiner les enregistrements de profil thermique de l’opération de répandage. Pour les revêtements existants, effectuer un relevé thermique à l’aide d’une caméra thermique portative par une journée chaude (pour maximiser le contraste de température) ou tôt le matin lorsque l’humidité de surface met en évidence les différences de perméabilité.
Étape 2 — Essais de Densité : Extraire des carottes de chaussée de 100 mm (4 po) de diamètre dans les zones froides identifiées et dans les zones chaudes adjacentes pour comparaison. La différence de densité entre les zones froides et chaudes ne doit pas dépasser 2 % de Gmm pour une construction acceptable. Les carottes doivent également être testées pour la teneur en vides d’air à l’aide de la méthode de la surface saturée sèche (SSD) selon ASTM D2726.
Étape 3 — Relevé Visuel des Dégradations : Documenter l’étendue et la sévérité du désenrobage, de la fissuration et autres dégradations dans les zones froides identifiées. Le motif caractéristique de dégradation en plaques — zones isolées de désenrobage ou de fissuration entourées d’un revêtement sain — suggère fortement la ségrégation thermique comme cause profonde.
Étape 4 — Essais de Perméabilité : Les essais de perméabilité in-situ utilisant des dispositifs tels que le perméamètre à charge variable de terrain (ASTM PS 129) peuvent identifier les zones froides, car les zones avec des vides d’air supérieurs à 8 % présentent généralement une perméabilité significativement plus élevée que les zones bien compactées.
Procédure de Profil de Densité (Tex-207-F)
La méthode d’essai Tex-207-F du TxDOT (Profil de Densité de Ségrégation) fournit une procédure standardisée pour évaluer les zones identifiées comme présentant une ségrégation thermique sévère. La procédure exige l’extraction de carottes à au moins cinq emplacements dans la zone affectée et la comparaison de la densité avec les exigences de la spécification du projet. Si la densité moyenne tombe en dessous du minimum spécifié, la zone est considérée comme inacceptable et doit être retirée et remplacée.
Interprétation des Résultats
Paramètre
Acceptable
Marginal
Inacceptable
Densité zone froide vs. densité zone chaude
≤ 1,5 % inférieure
1,5–3,0 % inférieure
> 3,0 % inférieure
Teneur en vides zone froide
≤ 7 %
7–10 %
> 10 %
Perméabilité de terrain
< 1 × 10⁻⁵ cm/s
1–5 × 10⁻⁵ cm/s
> 5 × 10⁻⁵ cm/s
Dégradation visuelle à 2 ans
Aucune
Désenrobage mineur
Désenrobage avec fissuration
9. Spécifications et Critères d’Acceptation
Diverses agences de transport ont incorporé des exigences relatives à la ségrégation thermique dans leurs spécifications standard. Ces spécifications prennent généralement l’une des deux formes suivantes : exigences de profil thermique qui établissent des limites directes sur le différentiel de température du matelas, ou spécifications basées sur la densité qui pénalisent indirectement la ségrégation thermique par le biais des exigences de compaction.
Spécification du TxDOT (Articles 341, 342, 344, 346, 347, 348)
Les spécifications HMA du TxDOT intègrent le profilage thermique à la fois comme exigence de contrôle qualité et comme mécanisme d’incitation. Les entrepreneurs qui utilisent des systèmes d’imagerie thermique peuvent bénéficier de :
L’élimination des exigences d’essai de profil de densité (réduction de la charge d’essais)
Des exigences assouplies de température de mise en œuvre
Des incitations à l’acceptation basées sur les données d’uniformité de température
La spécification exige une action corrective pour la ségrégation modérée récurrente et une suspension obligatoire des opérations pour éliminer la ségrégation sévère. Les zones présentant une ségrégation thermique sévère doivent être évaluées à l’aide de la procédure de profil de densité de ségrégation Tex-207-F.
Spécification de Profil Thermique de l’Alabama DOT
La spécification de profil thermique de l’ALDOT, développée suite aux recherches du NCAT par Fernandez Cerdas, exige un profilage thermique pour tous les projets majeurs de revêtement. Les exigences clés incluent :
Différentiel de température maximum de 25 °F (14 °C) dans toute section d’essai de 150 pi (45 m)
Action corrective lorsque le différentiel dépasse 30 °F (17 °C)
Retrait et remplacement lorsque le différentiel dépasse 50 °F (28 °C) et que la vérification de densité confirme un défaut de compaction
Exigences de Densité P-401 de la FAA
La spécification de la FAA (Article P-401) utilise la densité comme critère d’acceptation principal, ce qui contrôle indirectement la ségrégation thermique. La spécification exige :
Chaque lot (généralement la production d’une journée) doit atteindre une densité moyenne de 96 % de la densité Marshall ou du compacteur giratoire Superpave (SGC)
Aucun essai individuel ne peut tomber en dessous de 94 % de la densité de laboratoire
Lorsque la densité tombe en dessous de 94 %, une enquête doit déterminer la cause, et la ségrégation thermique doit être considérée comme un facteur potentiel
Cadre de Spécification Recommandé
Une spécification complète de ségrégation thermique devrait inclure :
Exigences d’équipement — système d’imagerie thermique répondant aux normes ASTM ou équivalentes
Protocole de collecte de données — fréquence, emplacement et format des profils thermiques
Classification des seuils — modérée (25–50 °F) et sévère (> 50 °F) avec actions correspondantes
Exigences d’action corrective — ajustements de processus pour la modérée, suspension pour la sévère
Critères de retrait et remplacement — lorsque la vérification de densité confirme que les zones ségréguées ne répondent pas aux exigences minimales de compaction
Exigences de documentation — enregistrements électroniques des profils thermiques liés au stationnement ou au GPS
10. Réparation des Revêtements Bitumineux Thermiquement Ségrégués
Les stratégies de réparation des revêtements thermiquement ségrégués dépendent de l’étendue, de la sévérité et de l’âge de la dégradation au moment de la détection.
Détection Précoce Pendant la Construction
Lorsqu’une ségrégation thermique sévère est détectée pendant la construction (par imagerie thermique ou essais de densité immédiatement après compaction), la réparation la plus appropriée est le retrait et remplacement immédiats. La zone affectée doit être délimitée à l’aide des données du profil thermique, découpée à la scie ou à la fraise pour obtenir des bords verticaux propres, et remplacée avec du HMA frais à la température appropriée. Le matériau de remplacement doit être compacté en accordant une attention particulière aux joints longitudinaux et transversaux.
La spécification du TxDOT exige la suspension des opérations de répandage lorsqu’une ségrégation thermique sévère est détectée, et l’entrepreneur doit démontrer que le processus a été corrigé avant de reprendre la production. Le matériau retiré peut souvent être recyclé à la centrale HMA.
Réparation Partielle (Rebouchage)
Pour les revêtements où la ségrégation thermique s’est manifestée par un désenrobage isolé ou des nids-de-poule au cours des 1 à 3 premières années de service, le rebouchage partiel est la méthode de réparation la plus courante. La procédure implique :
Délimiter la zone dégradée (s’étendant d’au moins 300 mm (12 po) dans le revêtement sain de tous les côtés)
Fraiser ou scier jusqu’à une profondeur de 50 à 75 mm (2 à 3 po) ou sur toute l’épaisseur de la couche défectueuse
Nettoyer la cavité et appliquer une couche d’accrochage sur toutes les faces verticales
Mettre en œuvre et compacter du HMA frais en couches n’excédant pas 75 mm (3 po) d’épaisseur compactée
Sceller tous les joints de réparation avec un produit de scellement appliqué à chaud
Fraisage et Couche de Roulement
Lorsque la dégradation due à la ségrégation thermique affecte plus de 10 à 15 % de la surface du revêtement, ou lorsque les dommages s’étendent à travers de multiples zones froides, le fraisage et la mise en œuvre d’une couche de roulement constituent la réhabilitation appropriée. L’étendue du fraisage doit être déterminée par carottage : généralement 50 à 75 mm (2 à 3 po) suffisent pour retirer la couche de surface ségréguée. La couche de roulement doit intégrer les mesures de prévention décrites à la Section 6 — en particulier l’utilisation de MTV et la surveillance thermique — pour garantir que la surface de remplacement ne reproduise pas le problème de ségrégation.
L’épaisseur de la couche de roulement doit être conçue en tenant compte des exigences structurelles de la section de chaussée spécifique. Pour les revêtements aéroportuaires, la couche de roulement doit respecter les procédures de conception de la FAA AC 150/5320-6F.
Reconstruction en Pleine Profondeur
Dans de rares cas où la ségrégation thermique a provoqué une détérioration rapide d’une section entière de chaussée (généralement lorsqu’elle est combinée à des dommages causés par l’humidité et à la désorption), une reconstruction en pleine profondeur peut être nécessaire. Cela est déterminé par des essais au déflectomètre à masse tombante (FWD), des carottages et une évaluation structurelle. La reconstruction doit intégrer toutes les mesures de prévention disponibles et des exigences de contrôle qualité renforcées pour prévenir la récurrence.
Surveillance à Long Terme
Les revêtements présentant une ségrégation thermique documentée doivent être placés sous un calendrier de surveillance accéléré — inspection annuelle plutôt que le cycle standard de 3 à 5 ans. La surveillance doit suivre :
L’étendue et le taux de progression du désenrobage
L’évolution de la densité de fissuration dans les zones froides
Les changements de qualité de roulement (indice de rugosité internationale — IRI)
La perte d’adhérence en surface
Ces données informent le moment optimal pour la réhabilitation avant que la dégradation ne devienne généralisée.
Résumé
La ségrégation thermique est un défaut de construction bien compris dans les revêtements en enrobé bitumineux à chaud qui résulte de différentiels de température dépassant 14 °C (25 °F) dans le matelas non compacté. Le mécanisme implique que les zones froides refroidissent jusqu’à la température de cessation (80 °C/175 °F pour le HMA conventionnel) avant que la compaction par rouleau n’atteigne la densité requise, produisant des zones localisées à teneur en vides élevée, faible densité et propriétés mécaniques réduites. Ces zones développent des motifs caractéristiques de dégradation prématurée — désenrobage, fissuration et nids-de-poule — qui réduisent significativement la durée de vie de la chaussée.
La détection repose sur la technologie d’imagerie thermique, allant des caméras portatives aux systèmes sophistiqués montés sur finisseur qui fournissent des profils de température en temps réel sur toute la largeur avec des données de localisation GPS. La prévention nécessite une approche systématique incluant des bennes de camion isolées avec bâchage obligatoire, des véhicules de transfert de matériaux pour le remélange et le répandage continu, une logistique adaptée pour minimiser les arrêts du finisseur, et une surveillance thermique en temps réel. Pour les revêtements aéroportuaires, les exigences de performance plus élevées et les conditions de construction difficiles — en particulier le répandage de nuit et les passes larges — exigent des mesures de prévention de la ségrégation thermique encore plus rigoureuses.
Les spécifications du TxDOT, de l’ALDOT et d’autres agences fournissent des seuils établis et des cadres d’action corrective. La spécification basée sur la densité de la FAA pour les mélanges P-401 contrôle indirectement la ségrégation thermique, et les exigences de profil thermique sont de plus en plus incorporées dans les spécifications de projets à l’échelle nationale. Lorsque la ségrégation thermique est détectée après la construction, les stratégies de réparation vont du rebouchage localisé (pour les dégradations précoces et isolées) au fraisage et à la couche de roulement (pour les dommages de surface généralisés) jusqu’à la reconstruction en pleine profondeur (dans les cas avec détérioration structurelle). La détection précoce par surveillance thermique pendant la construction reste la stratégie la plus efficace pour prévenir les problèmes de performance des chaussées causés par la ségrégation thermique.
Questions Fréquemment Posées
La ségrégation thermique est un défaut lié à la construction dans lequel l'enrobé bitumineux à chaud (HMA) présente une distribution non uniforme de la température sur le matelas non compacté pendant le répandage. Les zones plus froides, généralement issues de la croûte qui se forme sur le HMA pendant le transport, refroidissent jusqu'à la température de cessation plus rapidement que le matelas chaud environnant. Cela empêche une compaction adéquate par rouleau compresseur, créant des zones localisées à faible densité avec une teneur en vides excessive, sujettes au désenrobage, à la fissuration, aux dommages causés par l'humidité et à la défaillance prématurée.
Le seuil universellement accepté est un différentiel de température dépassant 14 °C (25 °F) entre les zones les plus chaudes et les plus froides du matelas HMA non compacté. Le TxDOT classe les différentiels de 25 °F à 50 °F comme ségrégation modérée et les différentiels dépassant 50 °F comme ségrégation sévère. La température de cessation — en dessous de laquelle aucune compaction supplémentaire ne peut avoir lieu — est communément admise à 80 °C (175 °F) pour le HMA conventionnel.
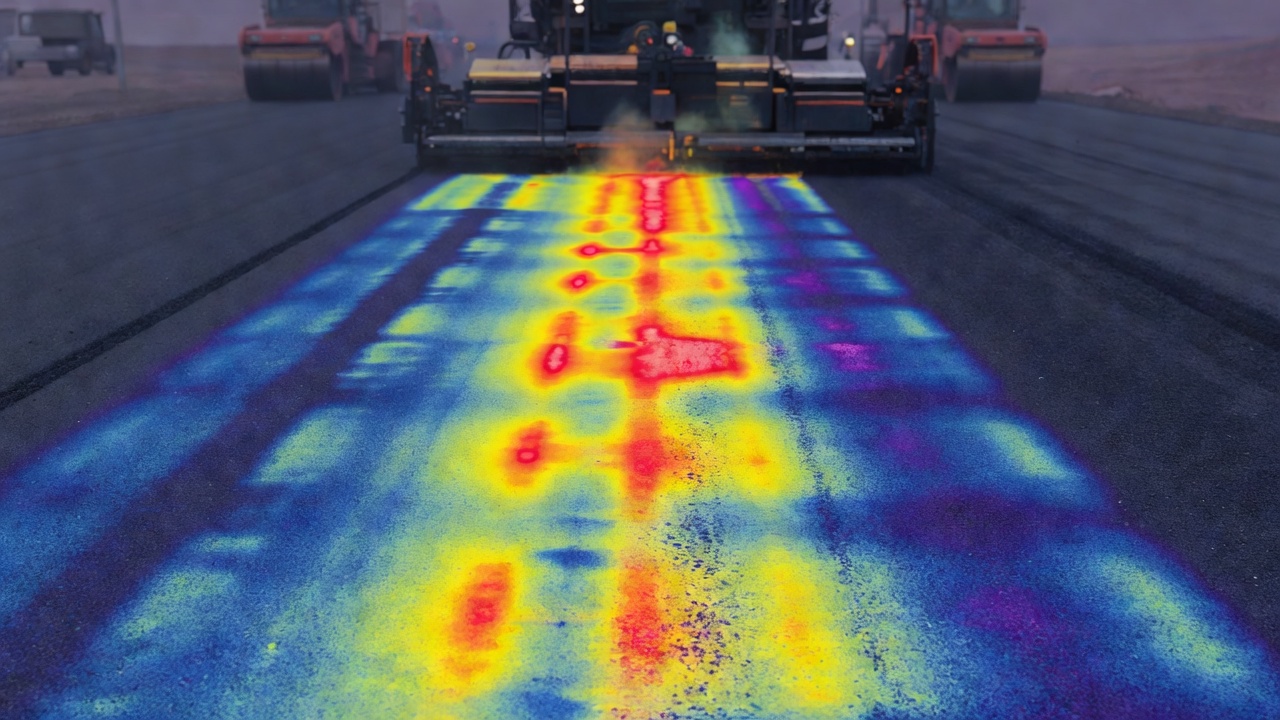
La ségrégation thermique est détectée à l'aide de trois méthodes principales : (1) des caméras thermiques portatives qui capturent des images infrarouges de la distribution de température du matelas derrière le finisseur ; (2) des systèmes d'imagerie thermique infrarouge montés sur le finisseur (ex. MOBA Pave-IR) qui fournissent des profils de température en temps réel sur toute la largeur, liés aux coordonnées GPS ; et (3) l'inspection visuelle identifiant une texture de surface irrégulière et non uniforme après compaction. La méthode la plus fiable suit des procédures d'essai standardisées telles que Tex-244-F.
La ségrégation thermique est causée par des facteurs qui créent un refroidissement inégal du HMA pendant le transport et la mise en œuvre : (1) le refroidissement de la couche superficielle (croûte) du HMA dans les bennes de camion pendant le transport ; (2) les arrêts du finisseur qui permettent au mélange dans la trémie de refroidir ; (3) le refroidissement en fin de chargement du dernier matériau dans le camion ; (4) le vent et les basses températures ambiantes accélérant le refroidissement superficiel ; (5) les longues distances de transport sans isolation adéquate des camions ou bâchage ; et (6) un chargement inapproprié à la centrale créant des variations de température dans le camion.
Les mesures de prévention de la ségrégation thermique incluent : (1) l'utilisation de bennes de camion isolées et le bâchage obligatoire pour tous les véhicules de transport ; (2) l'emploi de véhicules de transfert de matériaux (MTV) pour remélanger et réhomogénéiser la température du HMA avant sa livraison au finisseur ; (3) le maintien d'un fonctionnement continu du finisseur avec des arrêts minimaux grâce à une logistique de camions adaptée ; (4) l'utilisation de dispositifs de remélange sur le finisseur ; (5) l'application d'imagerie thermique en temps réel pour surveiller l'uniformité de la température du matelas ; et (6) la limitation des distances de transport et la planification des livraisons pour éviter des temps d'attente prolongés.
Améliorez la Qualité de Votre Revêtement Bitumineux
Assurez-vous que vos projets de revêtement bitumineux répondent aux normes de qualité les plus élevées. Nos experts peuvent vous aider à mettre en œuvre des mesures de prévention de la ségrégation thermique, à réaliser des profils thermiques et à développer des programmes de contrôle qualité qui éliminent la défaillance prématurée des chaussées.
La ségrégation thermique est la distribution non uniforme de la température dans l'enrobé bitumineux à chaud pendant le transport et la mise en œuvre, où les zo...
Désagrégation des surfaces de chaussée en asphalte et en béton
La désagrégation est le délogement progressif et la perte de granulats à la surface de la chaussée due au vieillissement du liant, à l'oxydation ou à un mauvais...
Les additifs pour enrobés bitumineux tièdes (WMA) permettent la production et le compactage des enrobés à des températures de 20 à 40 °C inférieures à celles de...
30 min de lecture
Asphalt materials
Construction
+3
Consentement aux Cookies Nous utilisons des cookies pour améliorer votre expérience de navigation et analyser notre trafic. See our privacy policy.