Whitetopping — Revêtement en Béton sur Chaussée en Enrobé
Le whitetopping est un revêtement en béton posé sur une chaussée en enrobé existante pour offrir une surface durable et à haute résistance. Le whitetopping conventionnel (>100 mm) et le whitetopping ultra-mince (50-100 mm, collé) sont utilisés pour la réhabilitation des chaussées en enrobé, y compris les aérodromes. Couvre les types de whitetopping, le collage, la conception des joints et l’inspection des fissures de réflexion et du décollement.
Whitetopping — Revêtement en Béton sur Chaussée en Enrobé
Définition et Types
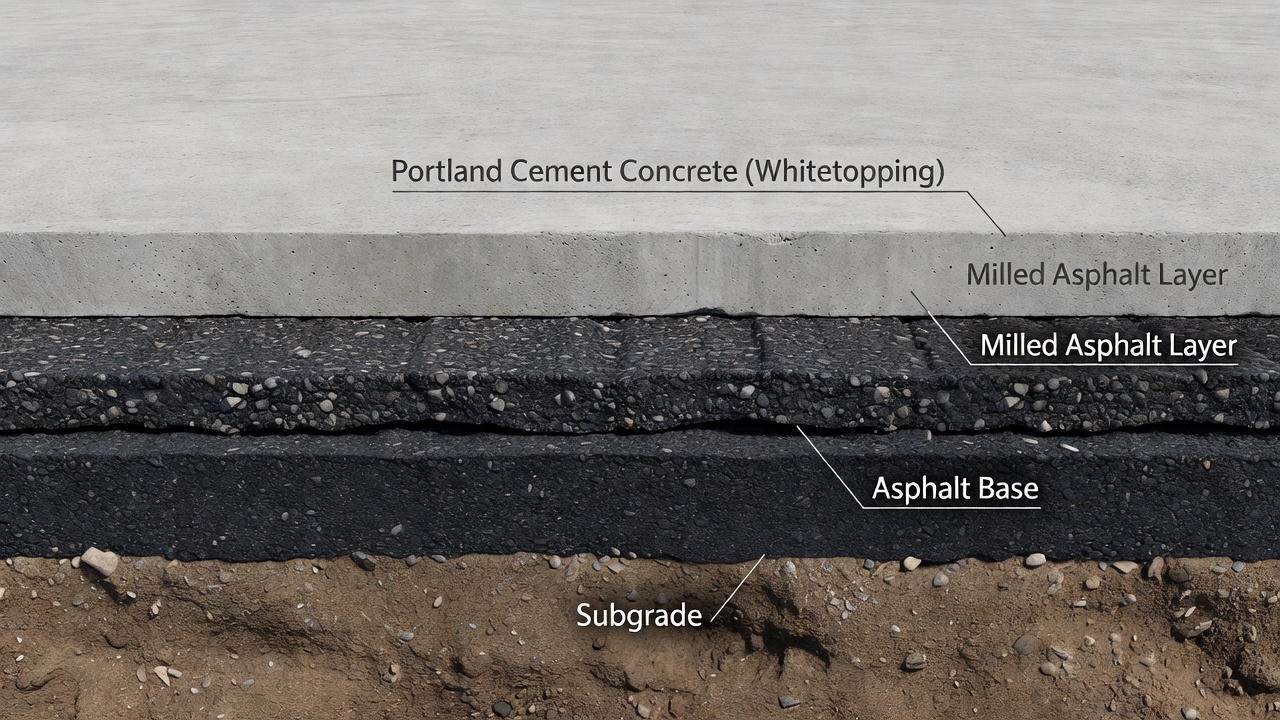
Le whitetopping est une technique de réhabilitation des chaussées dans laquelle un revêtement en béton de ciment Portland (BCP) est posé sur une chaussée en enrobé bitumineux à chaud (EB) existante pour fournir une surface de roulement durable et à haute résistance. Le terme provient du contraste visuel entre la couleur blanche du béton recouvrant la surface noire de l’enrobé. La première application documentée de whitetopping aux États-Unis remonte à 1918 sur South 7th Street à Terre Haute, Indiana, où un revêtement en béton a été posé directement sur une chaussée en enrobé existante pour remédier à l’orniérage et à la détérioration de surface. Depuis le milieu des années 1970, le whitetopping est couramment utilisé en Amérique du Nord, et sa popularité a considérablement augmenté au début des années 1990 avec le développement des variantes minces et ultra-minces collées qui utilisent l’action composite entre les couches de béton et d’enrobé.
Le whitetopping est classé en trois catégories principales selon l’épaisseur du revêtement et la condition de collage, telles que définies par l’American Concrete Pavement Association (ACPA), le National Cooperative Highway Research Program (NCHRP Synthesis 338) et la Federal Highway Administration (FHWA). La classification influence directement les exigences d’espacement des joints, la méthodologie de conception, les procédures de construction et les caractéristiques de performance attendues.
Whitetopping conventionnel (également appelé classique ou non collé) utilise une épaisseur de béton de 200 mm (8 po) ou plus. L’ACPA définit un minimum de 150 mm (6 po), tandis que le NCHRP 338 spécifie 200 mm ou plus comme seuil conventionnel. La liaison entre le béton et l’enrobé n’est pas délibérément recherchée dans le whitetopping conventionnel — la chaussée en enrobé existante fonctionne simplement comme une couche de base sous la nouvelle chaussée rigide. L’espacement des joints suit la pratique standard des chaussées rigides, de 15 à 20 pieds (4,5 à 6 m), et le transfert de charge peut incorporer des goujons. L’approche de conception traite le revêtement comme une nouvelle chaussée rigide construite sur une base souple, avec des procédures de conception de chaussée rigide en pleine épaisseur appliquées. Cette variante est utilisée depuis 1918 et s’est généralisée entre les années 1950 et 1970. Caltrans a posé des revêtements en béton ordinaire de 175 à 225 mm sur enrobé durant cette période, et ces sections ont fourni un excellent service pendant bien plus de 20 ans, démontrant la viabilité à long terme de l’approche conventionnelle.
Whitetopping mince (TWT) est un revêtement en béton collé d’une épaisseur de 100 à 150 mm (4 à 6 po). Le TechBrief de la FHWA (FHWA-HIF-07-025) situe le TWT à 100–150 mm, tandis que le Colorado Department of Transportation (CDOT), qui a été le pionnier du TWT à partir de 1990, spécifie 4 à 6 po de béton. L’expérience du Colorado a établi la norme pour la conception et la construction du whitetopping mince aux États-Unis. Le collage est délibérément créé dans le TWT par fraisage de la surface d’enrobé existante, nettoyage approfondi et mise en place soignée du béton. La liaison crée une action composite entre le béton et l’enrobé, réduisant considérablement les contraintes de traction dans le revêtement. L’espacement des joints est typiquement de 1,8 m (6 pi) en panneaux carrés. Le TWT est conçu pour les autoroutes, les intersections, les routes principales, les aéroports d’aviation générale et autres applications à trafic moyen à élevé. Le CDOT suppose une durée de vie de 20 ans pour le TWT avec une opération de meulage de 10 mm effectuée à mi-vie pour restaurer l’adhérence et la planéité de surface.
Whitetopping ultra-mince (UTW) est la variante la plus mince, avec une épaisseur de revêtement en béton de 50 à 100 mm (2 à 4 po) selon la définition de l’ACPA. Certaines sources (FHWA) étendent la plage inférieure jusqu’à 2 po (50 mm). Le collage est essentiel et doit être fiable, car la section composite est le principal mécanisme structurel qui réduit les contraintes de traction induites par la charge à des niveaux acceptables. L’espacement des joints est extrêmement serré, de 0,6 à 1,5 m (2 à 5 pi), avec un maximum recommandé de 12 à 15 fois l’épaisseur de la dalle. L’UTW a été utilisé pour la première fois en 1991 sur une route d’accès à une décharge à Louisville, Kentucky, et a rapidement gagné en acceptation aux États-Unis. En 2001, l’ACPA avait documenté plus de 200 projets UTW dans 35 États, totalisant 765 000 m² (916 000 yd²). Les applications typiques incluent les routes à faible volume, les intersections, les arrêts de bus, les parkings, et les aires de stationnement et voies de circulation aéroportuaires. L’expérience originale de Louisville supportait 400 à 600 camions par jour, représentant 20 à 100 fois le trafic des routes à faible volume pour lesquelles l’UTW avait été initialement envisagé.
Une quatrième variante, le whitetopping composite mince, occupe une gamme d’épaisseur intermédiaire entre l’UTW et le whitetopping conventionnel et a été développée spécifiquement pour les routes à volume de trafic plus élevé et les applications autoroutières inter-États. Trois projets expérimentaux ont été construits en 1997 pour valider cette approche pour des niveaux de trafic plus élevés.
Paramètre
UTW
TWT (CDOT)
TWT (TxDOT)
Conventionnel
Épaisseur
50–100 mm (2–4 po)
100–150 mm (4–6 po)
100–178 mm (4–7 po)
≥ 150–200 mm (6–8 po)
Collage requis
Essentiel
Délibérément recherché
Délibérément recherché
Non requis
Espacement des joints
0,6–1,5 m (2–5 pi)
1,8 m (6 pi) carrés
1,8 m (6 pi) carrés
4,5–6 m (15–20 pi)
Espacement max des joints
12–15 × épaisseur
—
6 pi
Selon FAA/AASHTO
EB résiduel min.
75 mm (3 po)
75 mm (3 po)
100 mm (4 po)
Variable
Profondeur de fraisage
13–50 mm (0,5–2 po)
13–50 mm (0,5–2 po)
Enlever ornières ≥ 0,5 po
Optionnel
Résistance du béton (28 jours)
> 20 MPa (3 000 psi) voie rapide
29 MPa (4 200 psi)
Selon spécification
Standard
Résistance à la flexion (28 jours)
—
4,5 MPa (650 psi) essai labo
Selon spécification
Standard
Teneur en air
—
4–8 %
Selon spécification
Standard
Ratio eau/liant max
—
0,44
Selon spécification
Standard
Goujons
Non
Non
Non (< 7 po); Oui (≥ 7 po)
Oui
Barres de liaison (longitudinales)
Optionnel
Oui @ 900 mm (36 po)
Oui
Oui
Scellement des joints
Généralement non scellés
Oui (silicone)
Selon pratique agence
Oui
Durée de vie
Variable selon trafic
20 ans
5–10 ans
20–30+ ans
Profondeur de sciage
1/4–1/3 de l’épaisseur
1/4–1/3 de l’épaisseur
Selon spécification
Standard
Collage dans le Whitetopping
L’innovation technologique déterminante derrière le whitetopping collé — à la fois UTW et TWT — est la création d’une action composite entre le revêtement en béton et la chaussée en enrobé sous-jacente. Lorsque le revêtement en béton se lie de manière monolithique à l’enrobé, l’axe neutre de la section combinée se déplace vers le bas par rapport à la seule couche de béton. Ce déplacement réduit considérablement les contraintes de traction au bas de la couche de béton sous le chargement du trafic, ce qui est le mécanisme fondamental permettant à des sections minces en béton de supporter les charges de trafic sans défaillance structurelle.
Les données quantitatives de réduction des contraintes de l’ACPA illustrent l’ampleur de cet effet avec précision. Pour un revêtement en béton de 75 mm sur 100 mm d’enrobé sous une charge de roue de 36 kN, la contrainte de traction maximale le long d’un bord libre mesure 8,49 MPa en condition non collée mais seulement 2,90 MPa lorsqu’elle est entièrement collée — une réduction d’environ 66 %. Près d’un angle de dalle, la contrainte de traction non collée de 6,12 MPa chute à 3,68 MPa en condition collée. Les études de la FHWA et du CDOT confirment qu’un collage fiable réduit les contraintes de traction critiques d’au moins 25 % dans les configurations pratiques, avec des réductions plus importantes obtenues pour les revêtements plus minces et les couches d’enrobé plus rigides. Cette réduction des contraintes est la raison pour laquelle des sections UTW de seulement 50 à 100 mm d’épaisseur peuvent supporter avec succès des charges de camions et d’aéronefs qui entraîneraient une défaillance rapide dans une section non collée de même épaisseur.
La préparation de surface est le facteur le plus critique pour obtenir et maintenir un collage fiable pendant la durée de vie du revêtement. La surface d’EB existante est fraisée à une profondeur typique de 13 à 50 mm (0,5 à 2 po). Le fraisage sert trois objectifs essentiels : éliminer les dégradations de surface telles que l’orniérage, le refoulement et l’oxydation ; exposer des granulats frais pour fournir un verrouillage mécanique entre le béton frais et l’enrobé existant ; et créer un profil uniforme avec une texture rugueuse qui maximise la surface de collage. Un minimum de 75 mm (3 po) d’enrobé doit rester en place après le fraisage pour fournir un support structurel adéquat au système de revêtement. TxDOT exige 100 mm (4 po) minimum d’épaisseur d’enrobé restant.
Après le fraisage, la surface doit être balayée plusieurs fois puis soufflée à l’air comprimé ou nettoyée mécaniquement pour éliminer toute poussière, débris et particules libres. La défaillance du collage dans le whitetopping est fréquemment attribuée à un nettoyage inadéquat lors des enquêtes forensiques. La surface fraisée doit être humidifiée immédiatement avant la mise en place du béton pour empêcher une absorption rapide d’eau du mélange de béton frais, ce qui réduirait l’eau disponible pour l’hydratation à l’interface. Cependant, l’eau stagnante ne doit pas être présente lorsque le béton est mis en place, car un film d’eau à l’interface empêche la formation du collage.
Le contrôle de la circulation pendant la fenêtre de préparation de surface et de pavage est essentiel. Une fois nettoyée, la surface préparée doit rester propre jusqu’à la mise en place du béton. Si la circulation passe sur la surface fraisée avant le pavage, elle doit être nettoyée à nouveau. Le nettoyage à l’eau sous pression ou le sablage abrasif peuvent remplacer le fraisage lorsque l’équipement de fraisage n’est pas disponible ou lorsque la couche d’enrobé est trop mince pour permettre le fraisage.
Le CDOT a établi par l’expérience de terrain que le béton n’adhère pas bien aux chaussées en enrobé neuves (fraîches), qu’elles soient fraisées ou non. Par conséquent, le whitetopping mince n’est pas recommandé sur les surfaces d’EB nouvellement construites. La qualité du collage dépend de quatre facteurs agissant ensemble : la résistance et l’intégrité du mélange de béton existant, la propreté de la surface obtenue par un fraisage et un nettoyage appropriés, la consolidation du revêtement lors de la mise en place pour assurer un contact intime à l’interface, et des techniques de jointoiement et de cure appropriées qui empêchent la fissuration précoce à la ligne de collage.
Conception et Espacement des Joints
L’espacement des joints est le paramètre de conception le plus critique pour la performance du whitetopping, en particulier pour l’UTW et le TWT où l’épaisseur du revêtement est faible par rapport aux chaussées rigides conventionnelles. Le principe fondamental est qu’un espacement court des joints réduit le bras de levier par lequel les charges de roue appliquées induisent des contraintes de flexion dans la dalle de béton. Cette réduction du moment de flexion est le mécanisme qui permet aux dalles de béton minces de supporter des charges lourdes sans dépasser la résistance à la flexion du béton.
Un espacement court des joints minimise également les contraintes de gauchissement et de courbure causées par les gradients de température et d’humidité à travers la dalle mince. Dans une section UTW de 75 mm d’épaisseur, un différentiel de température de 10 °C entre le haut et le bas de la dalle induit significativement moins de contrainte de gauchissement dans un panneau de 0,6 m que dans un panneau de 1,8 m de même épaisseur. Dans les sections UTW spécifiquement, l’espacement court fait que les charges sont transférées principalement par déflexion du système de dalles plutôt que par flexion des dalles individuelles. Ce mécanisme de transfert de charge basé sur la déflexion est le principe d’ingénierie fondamental qui permet à des dalles de béton très minces de fonctionner sans défaillance structurelle sous les charges de trafic.
L’espacement des joints UTW varie de 0,6 à 1,5 m (2 à 5 pi), avec un maximum recommandé exprimé comme 12 à 15 fois l’épaisseur de la dalle. Pour une section UTW de 75 mm (3 po), cela se traduit par un espacement maximal des joints de 0,9 à 1,125 m (36 à 44 po). L’expérience originale de Louisville UTW a utilisé deux configurations d’espacement des joints — 0,61 m (2 pi) et 1,83 m (6 pi) — et les résultats ont montré une différence de performance dramatique. Les panneaux avec un espacement de 0,61 m ont présenté significativement moins de fissures d’angle que les panneaux de 1,83 m, confirmant l’importance d’un espacement serré des joints pour l’UTW.
Le whitetopping mince selon la pratique standard du CDOT utilise des panneaux carrés de 1,8 m (6 pi) pour toutes les applications. Cet espacement a été validé par plus de 20 ans d’expérience dans le Colorado sur des autoroutes inter-États supportant jusqu’à 52 000 TMJA. Les joints longitudinaux dans le TWT du CDOT sont liés avec des barres de liaison déformées espacées de 900 mm (36 po) pour maintenir le verrouillage des granulats et empêcher l’ouverture des joints. TxDOT spécifie également des panneaux carrés de 6 pi et exige que tous les panneaux soient carrés sauf dans les zones de transition où les contraintes géométriques empêchent une disposition carrée. Le whitetopping conventionnel utilise un espacement standard des joints de chaussée rigide de 15 à 20 pi (4,5 à 6 m).
La profondeur de sciage pour tous les types de whitetopping est de 1/4 à 1/3 de l’épaisseur du revêtement. Pour une section TWT de 100 mm, cela signifie que les saignées de sciage pénètrent de 25 à 33 mm dans le béton. Le sciage doit être effectué le plus tôt possible après la mise en place du béton pour contrôler la fissuration aléatoire. Des scies légères à entrée précoce sont couramment utilisées pour l’UTW, permettant le sciage dans les 2 à 4 heures suivant la mise en place du béton, avant que le béton n’atteigne sa pleine résistance. Les joints doivent être maintenus hors des trajectoires des roues dans la mesure du possible, car cela réduit considérablement les fissures de réflexion liées à la charge et les ruptures d’angle. Lorsque les joints longitudinaux tombent dans les trajectoires des roues, la combinaison du chargement en bordure et de la répétition du trafic accélère la fissuration des angles.
Le scellement des joints varie considérablement selon le type de whitetopping et l’agence. Les joints UTW sont généralement non scellés, car l’espacement extrêmement court des joints minimise le mouvement individuel des joints à des fractions de millimètre, et aucun bénéfice de performance du scellement n’a été démontré dans la recherche de terrain. Le CDOT scelle tous les joints TWT avec un mastic silicone appliqué en configuration de sciage unique. TxDOT suit la pratique conventionnelle de scellement des joints pour ses sections TWT. Les goujons ne sont pas utilisés dans les joints transversaux du TWT selon la pratique standard du CDOT, mais la recherche MnROAD a démontré que des goujons de 1 pouce de diamètre dans la cellule 92 éliminaient le faïençage tandis que la cellule 97 sans goujons présentait un faïençage significatif après une exposition similaire au trafic. TxDOT spécifie des goujons pour les revêtements de 7 po ou plus d’épaisseur.
Paramètre de Conception des Joints
UTW
TWT
Conventionnel
Espacement des joints
0,6–1,5 m (2–5 pi)
1,8 m (6 pi)
4,5–6 m (15–20 pi)
Formule espacement max
12–15 × épaisseur
Fixe à 6 pi
Selon AASHTO/FAA
Profondeur de sciage
1/4–1/3 épaisseur
1/4–1/3 épaisseur
1/4–1/3 épaisseur
Scellement des joints
Non scellés
Mastic silicone
Scellé selon spéc.
Goujons
Aucun
Aucun (CDOT); Optionnel (TxDOT)
Généralement requis
Barres de liaison aux joints longitudinaux
Optionnel
Oui, à 900 mm (36 po)
Oui
Moment du sciage
Dans les 2–4 heures
Dès que possible
Le lendemain
Construction du Whitetopping
La construction du whitetopping suit une séquence systématique qui commence par la préparation de surface et se poursuit par la mise en place du béton, la finition, la cure et le sciage des joints. Le processus de construction distingue le whitetopping collé des revêtements non collés conventionnels principalement par l’intensité de la préparation de surface et l’urgence des opérations de sciage.
La préparation de surface commence par le fraisage de la surface d’EB existante à une profondeur de 13 à 50 mm (0,5 à 2 po), avec la contrainte essentielle qu’un minimum de 75 mm (3 po) d’enrobé reste après le fraisage pour maintenir le support structurel du revêtement. Pour les projets TxDOT, l’épaisseur minimale d’enrobé restant est de 100 mm (4 po). L’opération de fraisage utilise des fraiseuses d’enrobé conventionnelles avec un tambour équipé de dents de coupe au carbure. La surface fraisée doit avoir une texture uniforme avec une amplitude d’environ 2 mm entre les pics et les vallées pour maximiser le verrouillage mécanique.
Après le fraisage, la surface est nettoyée par une séquence d’opérations : balayage initial avec un balai mécanique pour enlever les gros débris, suivi d’un balai motorisé ou d’une balayeuse aspiratrice pour les matériaux fins, et enfin soufflage à l’air comprimé pour éliminer toute poussière restante de la texture de surface. Certaines spécifications exigent un nettoyage à l’eau sous pression après le fraisage pour garantir l’élimination complète des fines d’enrobé. La surface doit être humidifiée immédiatement avant la mise en place du béton pour empêcher une absorption rapide d’eau du béton frais, mais l’eau stagnante ne doit pas être présente. La préparation de surface doit être limitée à la zone qui peut être pavée en un seul quart de travail pour éviter la recontamination.
La mise en place du béton utilise des équipements conventionnels adaptés à l’échelle du projet. Des finisseurs à coffrage glissant sont utilisés pour les grands projets autoroutiers et aéroportuaires où une production de pavage continue est requise. Des finisseurs à coffrage fixe ou des régleuses vibrantes sont utilisés pour les zones plus petites ou contraintes telles que les intersections, les arrêts de bus et les parkings. Le whitetopping est toujours mis en place en une seule passe — les revêtements en béton ne sont jamais construits en plusieurs levées, car un joint froid entre les levées créerait un plan de faiblesse et une délamination potentielle. Pour les fermetures d’intersections, des formulations de béton à prise rapide sont couramment utilisées pour atteindre 2 500 psi (17 MPa) de résistance à la compression en 24 heures, permettant des fermetures le week-end du vendredi soir au mardi matin. Le projet SH 83 dans le Colorado a mis en place 90 100 m² de TWT en 65 jours ouvrables en utilisant du béton à prise rapide.
Les matériaux en béton suivent les spécifications standard des chaussées rigides avec des modifications spécifiques aux revêtements minces. Le béton de classe P du CDOT pour le TWT exige une résistance à la compression minimale à 28 jours de 29 MPa (4 200 psi), une teneur en air de 4 % à 8 %, et un rapport eau/liant maximal de 0,44. Les lots d’essai en laboratoire doivent démontrer une résistance à la flexion à 28 jours de 4,5 MPa (650 psi). Les fibres synthétiques — généralement des microfibres de polypropylène ou de polyoléfine — sont couramment utilisées dans les mélanges UTW et TWT à des dosages de 0,1 % à 0,3 % en volume pour améliorer l’intégrité post-fissuration et contrôler la fissuration par retrait plastique. Le CDOT ne recommande spécifiquement pas les fibres d’acier là où des sels de déverglaçage peuvent être utilisés, car la corrosion des fibres exposées peut provoquer des taches et des éclats de surface. Les mélanges de béton à haute résistance précoce pour les projets à prise rapide atteignent généralement plus de 20 MPa (3 000 psi) de résistance à la compression en 24 heures grâce à l’utilisation de ciment de type III (haute résistance précoce), un rapport eau-ciment réduit et des accélérateurs chimiques.
La finition et la texturation suivent les procédures conventionnelles des chaussées en béton. La surface est arasée au niveau par le finisseur, puis finie à l’aide d’une règle longitudinale pour fermer les vides de surface. La texture est appliquée à l’aide d’une toile de jute traînée, d’un gazon artificiel traîné ou d’un râteau à dents métalliques pour fournir une macrotexture pour l’adhérence de surface et le drainage. Pour les applications aéroportuaires, le striage ou le rainurage transversal est couramment spécifié pour répondre aux exigences d’adhérence de la FAA.
La cure est une étape critique pour le whitetopping mince car les dalles minces ont un rapport surface/volume élevé et perdent rapidement de l’eau par évaporation, surtout dans des conditions chaudes ou venteuses. Le produit de cure doit être appliqué à deux fois le taux normal (environ 0,2 L/m² au lieu de 0,1 L/m²) par rapport aux chaussées en béton conventionnelles. Le produit de cure à pigment blanc est préféré en conditions ensoleillées pour réfléchir le rayonnement solaire et réduire la température de la dalle. Une mise en garde essentielle : le produit de cure ne doit pas être pulvérisé sur la surface d’enrobé préparée avant l’opération de pavage, car cela empêcherait complètement le collage et provoquerait une défaillance par décollement.
Le sciage des joints doit commencer le plus tôt possible pour contrôler la fissuration aléatoire. Pour l’UTW, des scies légères à entrée précoce alimentées par des moteurs à essence permettent le sciage dans les 2 à 4 heures suivant la mise en place du béton, avant que le béton n’atteigne sa pleine résistance à la compression. La profondeur de sciage est de 1/4 à 1/3 de l’épaisseur du revêtement — pour une section UTW de 75 mm, la profondeur de coupe est de 19 à 25 mm. Les joints transversaux sont sciés en premier dans une séquence qui suit l’opération de pavage, généralement à des intervalles correspondant à l’espacement des joints spécifié. Les joints longitudinaux sont sciés à l’aide de scies montées en groupe sur des barres de guidage. Pour les projets de pavage multi-voies, les joints transversaux de la nouvelle voie doivent correspondre au motif des joints fissurés dans la voie existante adjacente pour éviter les fissures de réflexion dues à des joints désalignés.
L’ouverture à la circulation dépend du gain de résistance du béton et de l’achèvement du sciage des joints. Les mélanges de béton à prise rapide peuvent être ouverts à la circulation dans les 24 heures suivant la mise en place. Les mélanges standard (non à prise rapide) nécessitent généralement 3 à 7 jours de cure avant le chargement par la circulation. Pour les applications aéroportuaires, la circulaire FAA AC 150/5320-6G exige que le béton atteigne une résistance minimale à la flexion avant le chargement par les aéronefs.
Caractéristiques de Performance
Le whitetopping offre des avantages de performance distincts par rapport aux revêtements en enrobé et aux nouvelles chaussées rigides, notamment en matière de résistance à l’orniérage, de durabilité structurelle et d’efficacité du coût sur le cycle de vie. La compréhension de ces caractéristiques permet aux ingénieurs de sélectionner le type de whitetopping approprié pour des conditions de projet spécifiques.
La résistance à l’orniérage est la motivation principale de nombreux projets de whitetopping, en particulier aux intersections, aux arrêts de bus et aux voies de montée pour poids lourds où l’orniérage de l’enrobé est récurrent et coûteux à gérer. L’UTW et le TWT éliminent l’orniérage en fournissant une couche de béton rigide qui répartit les charges des roues sur une zone plus large et ne se déforme pas plastiquement sous des charges répétées. La technique a été développée à l’origine spécifiquement pour les endroits où l’orniérage récurrent était un problème d’entretien persistant. À l’Installation de Chargement Accéléré de la FHWA (ALF), des comparaisons contrôlées de l’orniérage de l’EB avec la fissuration de l’UTW ont démontré qu’un revêtement en béton fournit une solution structurelle permanente à l’orniérage de l’enrobé. Après 1 million d’applications de charge, la section en EB présentait 12,7 mm d’orniérage tandis que la section UTW ne présentait aucun orniérage mesurable.
Les données de durabilité de plusieurs agences d’État confirment que le whitetopping offre une longue durée de vie avec une détérioration structurelle minimale. Le CDOT suppose une durée de vie de 20 ans pour le TWT dans son analyse du coût sur le cycle de vie, avec un meulage à 10 mm de profondeur effectué à mi-vie pour restaurer l’adhérence de surface. Le projet SH 83 du CDOT a supporté 52 000 TMJA avec 3,4 % de camions sur une période de 20 ans avec seulement un entretien de routine. Caltrans a posé des revêtements en béton ordinaire de 175 à 225 mm sur enrobé dans les années 1960 et 1970 qui ont fourni un excellent service pendant bien plus de 20 ans sans réhabilitation structurelle majeure. Le DOT de l’Iowa a réalisé du whitetopping sur plus de 650 km de routes de comté depuis 1977, de nombreuses sections étant encore en service après plus de 40 ans. Le projet UTW original de Louisville supportait 400 à 600 camions par jour et a démontré que même les revêtements les plus minces peuvent bien performer avec une conception et une construction appropriées, bien que la durée de vie de l’UTW soit plus variable que celle du TWT.
Les comparaisons de coût sur le cycle de vie favorisent systématiquement le whitetopping lorsque les coûts de retard des usagers dus à la construction sont inclus. L’analyse du coût sur le cycle de vie de 2005 du CDOT a comparé le TWT (100–150 mm de béton) à un revêtement en enrobé périodique de 50 mm tous les 10 ans sur une période d’analyse de 20 ans. Les coûts agence du TWT n’étaient que 1 % plus élevés que l’alternative de revêtement en enrobé, mais lorsque les coûts de retard des usagers des deux opérations de construction de revêtement en enrobé étaient inclus, le TWT était 11 % moins cher globalement. TxDOT rapporte que le TWT offre une meilleure serviceabilité, une durée de vie plus longue, un coût sur le cycle de vie plus faible et une sécurité améliorée par rapport aux alternatives de revêtement en enrobé pour ses applications. La période d’analyse et le taux d’actualisation utilisés dans l’ACCV influencent significativement les résultats, mais la tendance favorise systématiquement le whitetopping lorsque les retards des usagers sont valorisés.
Le transfert de charge dans l’UTW et le TWT repose principalement sur le verrouillage des granulats aux joints, ce qui est efficace car un espacement court des joints réduit la demande de charge sur chaque joint individuel. Lorsqu’une charge de roue est appliquée près d’un joint, le verrouillage des granulats à travers le joint transfère 40 % à 60 % de la charge à la dalle adjacente. L’efficacité du transfert de charge (ETC) est mesurée à l’aide d’essais au déflectomètre à masse tombante (FWD), les valeurs supérieures à 70 % étant considérées comme bonnes et les valeurs inférieures à 50 % indiquant une perte de verrouillage. La recherche MnROAD a démontré que des goujons de 1 pouce de diamètre dans la cellule 92 éliminaient complètement le faïençage dans les sections TWT supportant plus d'1 million d’ESAL par an sur l’I-94, tandis que la cellule 97 sans goujons présentait un faïençage mesurable après un trafic similaire. Le CDOT n’exige pas de goujons pour le TWT, mais TxDOT spécifie des goujons pour les revêtements de 7 po ou plus d’épaisseur.
La capacité de trafic du whitetopping couvre une large gamme selon l’épaisseur du revêtement et les paramètres de conception. Les projets du CDOT ont supporté jusqu’à 52 000 TMJA (SH 83) avec 3,4 % de camions sur une durée de vie de 20 ans. Le SH 121 (Wadsworth Blvd) a été conçu pour 30 000 TMJA avec une croissance projetée à 40 000 d’ici 2020. Le MnROAD I-94 supporte plus d'1 million d’ESAL par an avec 25 000 TMJA et plus de 12 % de camions. Le tableau de conception de TxDOT couvre 200 à 1 000 camions par jour par voie. L’UTW est généralement conçu pour des volumes de trafic plus faibles mais le projet original de Louisville a démontré une performance réussie sous 400 à 600 camions par jour.
Désordres du Whitetopping
La compréhension des mécanismes de désordres du whitetopping est essentielle pour l’évaluation de l’état, l’inspection et la planification de la réhabilitation. Les types de désordres observés dans le whitetopping diffèrent de ceux des chaussées rigides conventionnelles en raison de la section mince, de l’interface collée et de l’interaction avec la couche d’enrobé sous-jacente. Chaque type de désordre a des causes distinctes, des schémas de progression et des implications pour la performance de la chaussée.
La fissuration d’angle est le désordre le plus courant dans l’UTW et le whitetopping mince, systématiquement documenté dans les études ALF, les sections d’essai MnROAD et les évaluations aéroportuaires de la FDOT. Les fissures d’angle débutent au coin de la dalle et se propagent à environ 45 degrés à travers l’angle. Le mécanisme implique des contraintes de traction induites par la charge aux angles de la dalle combinées à une perte de support de la couche d’enrobé sous-jacente. Lorsqu’une charge de roue passe sur un angle de dalle, la combinaison de la contrainte de traction à la surface supérieure et de la contrainte de cisaillement à l’interface crée un état de contrainte complexe qui initie la fissuration. Ce désordre est significativement atténué par un espacement plus serré des joints — l’expérience originale de Louisville a montré qu’un espacement de 0,61 m (2 pi) produisait considérablement moins de fissures d’angle qu’un espacement de 1,83 m (6 pi). La fissuration d’angle se produit principalement le long de la trajectoire intérieure des roues où le joint longitudinal et la charge des roues coïncident, faisant de l’emplacement des joints par rapport aux trajectoires des roues une considération de conception critique.
La fissuration de réflexion se produit lorsque des fissures transversales préexistantes dans la couche d’EB se propagent vers le haut à travers le revêtement en béton. Il s’agit d’un mécanisme de désordre critique spécifique au whitetopping qui ne se produit pas dans les chaussées rigides conventionnelles sur bases granulaires. Les recherches de Vandenbossche et Barman (TRB 2010) ont établi que la fissuration de réflexion est entraînée par deux mécanismes combinés. Premièrement, la contraction thermique de la couche d’EB pendant les mois d’hiver crée des déformations de traction horizontales dans l’EB, qui se concentrent à l’extrémité des fissures existantes et transfèrent la contrainte au bas du revêtement en béton. Deuxièmement, les charges des roues des véhicules passant sur la fissure augmentent la contrainte de traction à l’extrémité de la fissure dans le béton, provoquant la propagation de la fissure vers le haut à travers l’épaisseur du revêtement. Les fissures se développent pendant l’hiver et le début du printemps et se développent plus rapidement dans les voies de circulation que dans les voies de dépassement, confirmant le rôle du chargement du trafic.
Le rapport de rigidité critique DₚCC/HMA est le critère de conception clé pour prédire la fissuration de réflexion. Le rapport est défini comme DₚCC/HMA = (EₚCC × hₚCC³ × (1 − μ²HMA)) / (EHMA × hHMA³ × (1 − μ²PCC)) où E est le module élastique, h est l’épaisseur de la couche, et μ est le coefficient de Poisson pour chaque matériau. Lorsque ce rapport tombe en dessous de 1,0 pendant le mois le plus froid de l’année, des fissures de réflexion sont attendues. Le taux de développement des fissures dépend des contraintes liées à la charge. MnROAD a constaté que les revêtements de 152 mm (6 po) ne présentaient aucune fissuration de réflexion après plus de 11 ans lorsque DₚCC/HMA restait supérieur à 1,0, tandis que les revêtements plus minces (76–127 mm) présentaient tous une fissuration de réflexion lorsque DₚCC/HMA tombait en dessous de 1,0. De manière contre-intuitive, les couches d’EB plus minces (par exemple, 76 mm sur US-169) produisaient moins de fissuration de réflexion que les couches d’EB plus épaisses (178 mm+ sur I-94) car la rigidité composite plus faible réduisait la concentration de contrainte thermique aux extrémités des fissures.
Le décollement ou la délamination est la perte de collage entre le revêtement en béton et le substrat d’enrobé. C’est le désordre le plus critique structurellement car il élimine l’action composite et fait que la section de béton se comporte comme un revêtement non collé, augmentant considérablement les contraintes de traction. Les causes incluent une préparation de surface inadéquate (profondeur de fraisage insuffisante, mauvaise texture), un nettoyage incomplet (film de poussière à l’interface), une contamination de la surface fraisée (déversements de carburant, huile, saleté de la circulation), la pulvérisation de produit de cure sur l’enrobé préparé, et l’infiltration d’humidité à l’interface par des joints non scellés. Le décollement commence aux bords et aux angles des dalles et se propage vers l’intérieur sous le chargement du trafic. Les enquêtes forensiques de whitetopping dégradé rattachent fréquemment la défaillance structurelle au décollement causé par une préparation de surface inadéquate.
La fissuration transversale est le deuxième désordre le plus courant dans l’UTW et le TWT. Elle peut être liée à la charge (fissuration par fatigue due aux charges de roue répétées à mi-portée de la dalle) ou être réflexive à partir de fissures d’EB sous-jacentes. Les fissures transversales sont plus répandues dans les revêtements plus minces de moins de 100 mm (4 po) lorsque le module de section est insuffisant pour résister aux contraintes de fatigue. La fissuration longitudinale se développe le long des joints longitudinaux dans les revêtements plus épais (≥ 127 mm / 5 po), en particulier là où les joints se trouvent dans les trajectoires des roues. Ces fissures sont liées au chargement en bordure et à la détérioration des joints. Le faïençage des joints (différence d’élévation verticale entre les joints) se produit dans les sections sans goujons lorsque le verrouillage des granulats se dégrade sous des charges répétées et que les matériaux fins sont pompés hors du joint. Le faïençage est atténué par des joints scellés et des goujons. L’éclatement des joints résulte de la rupture du verrouillage des granulats sous des charges répétées ou de dommages dus au gel-dégel aux bords des joints.
Type de Désordre
Cause Principale
Emplacement Typique
Atténuation
Fissuration d’angle
Contrainte de charge + perte de support
Angles de dalle dans trajectoire des roues
Espacement des joints plus court, joints hors trajectoires des roues
Fissuration de réflexion
Propagation des fissures d’EB à travers le revêtement
Transversale, alignée sur les fissures d’EB existantes
Revêtement plus épais, rapport DPCC/HMA plus faible
Décollement
Mauvaise préparation de surface
Bords et angles, se propage vers l’intérieur
Fraisage, nettoyage, utilisation appropriée du produit de cure
Fissuration transversale
Fatigue de charge ou réflexion
Mi-dalle, perpendiculaire au trafic
Épaisseur adéquate, espacement des joints approprié
Fissuration longitudinale
Chargement en bordure
Le long des joints longitudinaux
Barres de liaison, joints hors trajectoires des roues
Faïençage des joints
Perte de verrouillage des granulats
Joints transversaux
Joints scellés, goujons dans les sections plus épaisses
Éclatement des joints
Rupture des granulats, gel-dégel
Bords des joints
Béton de qualité, entraînement d’air
Inspection du Whitetopping
L’inspection du whitetopping nécessite une combinaison d’évaluation visuelle de l’état, d’essais non destructifs et d’échantillonnage physique pour évaluer à la fois l’état de la couche de béton et l’état de l’interface collée. La méthodologie d’inspection doit être adaptée des procédures conventionnelles des chaussées rigides pour tenir compte des modes de défaillance spécifiques des revêtements collés.
L’évaluation visuelle de l’état utilise des systèmes standardisés de notation de l’état des chaussées appropriés au type d’installation. Le système PASER (Pavement Surface Evaluation and Rating) est couramment utilisé pour les chaussées rigides aéroportuaires, fournissant une notation de 1 à 10 basée sur le type, la sévérité et l’étendue des désordres. L’ASTM D5340 est la méthode d’essai standard pour les relevés d’indice de condition des chaussées aéroportuaires (PCI), qui calcule un indice numérique de 0 (défaillant) à 100 (excellent) basé sur la densité et la sévérité des désordres. Cependant, la FDOT a noté que la méthodologie PCI standard ASTM D5340 peut être inadaptée aux revêtements de whitetopping dans les aéroports car les types de désordres, les niveaux de sévérité et les mesures d’étendue développés pour les chaussées rigides conventionnelles ne capturent pas avec précision les modes de défaillance spécifiques des revêtements collés. La FDOT a développé des procédures modifiées pour l’analyse de l’état du whitetopping dans les aéroports de Floride, intégrant l’examen des données historiques, les mises à jour de l’inventaire du réseau et des définitions de désordres modifiées qui tiennent compte des problèmes spécifiques au whitetopping tels que le décollement et la fissuration de réflexion.
Les essais au déflectomètre à masse tombante (FWD) évaluent la capacité structurelle et l’efficacité du transfert de charge (ETC) aux joints. Le FWD applique une charge d’impulsion contrôlée (généralement de 40 à 160 kN pour les chaussées aéroportuaires) à la surface de la chaussée et mesure le bassin de déflexion résultant à l’aide de géophones à des distances radiales de la plaque de charge. Les données de déflexion peuvent être utilisées pour rétrocalculer les modules élastiques du revêtement en béton, de la couche d’enrobé et de la plate-forme. Des valeurs réduites d’ETC aux joints indiquent une perte de verrouillage des granulats, ce qui peut signaler la nécessité d’une réhabilitation des joints. Le FWD peut également identifier les zones de décollement possible en détectant des réponses de déflexion anormales — une zone décollée montre des déflexions plus élevées et une forme de bassin de déflexion différente de celle d’une zone bien collée. Les essais FWD doivent être effectués à des intervalles de 20 à 50 m le long de chaque voie, avec des essais supplémentaires aux joints et aux emplacements de désordres identifiés.
Le géoradar (GPR) est inclus dans la circulaire FAA AC 150/5320-6G (Annexe E) comme méthode d’évaluation non destructive reconnue pour les chaussées aéroportuaires. Le GPR utilise des impulsions électromagnétiques à haute fréquence (généralement 1,0 à 2,5 GHz pour les applications de chaussée) pour imager les couches souterraines. Le GPR peut mesurer les épaisseurs des couches avec une précision de ±5 mm, détecter le décollement à l’interface béton-enrobé (identifié par une forte réflexion à l’interface où l’air ou l’eau a déplacé la liaison), et identifier les anomalies souterraines, y compris les fissures préexistantes dans la couche d’EB qui risquent de se réfléchir à travers le revêtement. Les relevés GPR peuvent être effectués à la vitesse du trafic, ce qui les rend efficaces pour l’évaluation de l’état à l’échelle du réseau.
Le carottage fournit une vérification physique directe de l’épaisseur du revêtement, de l’état du collage et des propriétés des matériaux. Les carottes ont typiquement 100 mm (4 po) ou 150 mm (6 po) de diamètre et sont extraites à des emplacements représentatifs, y compris les zones intactes, les zones dégradées et les joints. Chaque carotte fournit des données sur l’épaisseur réelle du revêtement (qui peut différer de l’épaisseur de conception en raison de la variabilité de la construction), la résistance à la compression du béton (testée selon ASTM C39), et l’épaisseur et l’état de l’EB. Les essais de cisaillement direct sur carottes de terrain quantifient la résistance du collage à l’interface béton-enrobé. La carotte est placée dans un dispositif d’essai de cisaillement et chargée jusqu’à la rupture de l’interface. Les valeurs de résistance du collage peuvent être corrélées avec la performance attendue du revêtement et sont essentielles pour l’enquête forensique des sections dégradées. Une résistance de collage inférieure à 0,5 MPa indique un mauvais collage qui entraînera probablement un décollement sous le trafic.
Les méthodes d’évaluation non destructives (END) continuent d’évoluer pour les applications spécifiques au whitetopping. La méthodologie SAPMP (Statewide Airport Pavement Management Program) de la FDOT combine l’examen des données historiques, les mises à jour de l’inventaire du réseau, la définition des sections PASER, la collecte de données sur le terrain et la notation de l’état. Pour le whitetopping dans les aéroports de Floride, les procédures modifiées développées par la FDOT ajustent l’identification des désordres, la notation de la sévérité et les calculs de densité pour mieux refléter la performance du whitetopping. Ces modifications incluent l’ajout du décollement comme type de désordre distinct, l’ajustement de la sévérité de la fissuration de réflexion en fonction de la largeur de fissure et de l’éclatement, et la réduction du poids des désordres non critiques dans le calcul de l’indice de condition global.
Whitetopping pour les Chaussées Aéroportuaires
Le whitetopping est utilisé sur les chaussées aéroportuaires — pistes, voies de circulation et aires de stationnement — où les surfaces d’enrobé existantes se sont détériorées, présentent un orniérage récurrent ou nécessitent un renforcement pour supporter des aéronefs plus lourds. La Federal Aviation Administration (FAA) traite du whitetopping dans la Circulaire Consultative 150/5320-6G : Conception et Évaluation des Chaussées Aéroportuaires (juin 2021), qui est obligatoire pour tous les projets financés par l’AIP (Airport Improvement Program) et la PFC (Passenger Facility Charge).
Selon la FAA AC 150/5320-6G, le whitetopping est traité au Chapitre 4 (Entretien, Réhabilitation et Reconstruction des Chaussées), Sections 4.7 (Conception Structurelle des Revêtements) et 4.10 (Préparation de la Surface de Chaussée Existante pour Revêtement). Le logiciel FAARFIELD v2.0 est utilisé pour la conception structurelle des revêtements, le revêtement en béton sur enrobé étant traité comme une configuration de revêtement « béton sur souple » dans le logiciel. FAARFIELD utilise la théorie élastique multicouche et les courbes de conception de la FAA pour déterminer l’épaisseur requise du revêtement en fonction du trafic (cycles de départ par type d’aéronef), de la résistance de la plate-forme (CBR ou valeur k) et de l’état de la chaussée existante. La FAA spécifie une épaisseur minimale de 125 mm (5 po) pour les revêtements en béton non collés sur chaussées en béton existantes, bien que ce minimum puisse varier pour les revêtements collés selon les conditions spécifiques du projet et le trafic de conception. L’espacement des joints pour le whitetopping aéroportuaire suit les directives du Tableau 3-7 de la FAA pour les joints de retrait des chaussées rigides, avec un espacement maximal de 6,1 m (20 pi) pour les dalles de 250 mm et un espacement proportionnellement plus court pour les revêtements plus minces.
Études de cas d’aéroports de Floride du SAPMP (Statewide Airport Pavement Management Program) de la FDOT documentent trois installations de whitetopping qui ne sont pas conformes aux normes actuelles des AC de la FAA. Ces études de cas fournissent des données de performance réelles précieuses pour le whitetopping sur les aéroports d’aviation générale.
Aéroport
Type
Épaisseur
Disposition des Joints
Scellement des Joints
Année de Construction
Désordres Observés
Williston Municipal (X60)
Mince
4–6 po
4×4 pi, 5×5 pi
Non scellés
2006
Ruptures d’angle, éclatement des joints, faïençage
Écaillage de surface, ruptures d’angle, détérioration des joints
Les principales conclusions des évaluations des aéroports de Floride incluent une disposition et un espacement des joints non standard (s’écartant des directives de la FAA), des joints non scellés (pouvant accélérer la détérioration des joints par infiltration d’humidité), des caractéristiques de résistance du béton inconnues (aucun enregistrement de la formulation ou des essais de résistance), et des désordres observés incluant l’éclatement d’angle, les ruptures d’angle, le faïençage et l’éclatement des joints. La méthodologie PCI standard ASTM D5340 a été jugée potentiellement inadaptée pour évaluer l’état du whitetopping dans ces aéroports, conduisant la FDOT à développer des procédures d’évaluation modifiées spécifiques au whitetopping qui ajustent les définitions des désordres, les notations de sévérité et les calculs de densité.
Les références de l’OACI pour le whitetopping sont principalement déterminées par les spécifications des autorités aéronautiques nationales, car l’OACI délègue les normes détaillées de conception et de réhabilitation des chaussées aux États membres. La circulaire FAA AC 150/5320-6G est désormais alignée sur le protocole OACI ACR-PCR (Aircraft Classification Rating / Pavement Classification Rating) pour le rapport de résistance des chaussées. Aucun document autonome de l’OACI traitant spécifiquement du whitetopping n’a été publié, mais le Manuel de Conception des Aérodromes de l’OACI, Partie 3 (Chaussées), fournit des directives générales sur la conception des revêtements applicables au whitetopping. L’ACPA et le CP Tech Center ont organisé des webinaires sur les revêtements en béton pour les chaussées aéroportuaires qui font référence aux normes de l’OACI.
Dans les aéroports, le whitetopping offre l’avantage critique de la résistance chimique aux déversements de carburant et aux fluides de dégivrage, qui dégradent chimiquement les liants d’enrobé et provoquent le désenrobage de surface, l’arrachement et l’affaiblissement structurel des chaussées en EB. Pour les aires de stationnement où les déversements de carburant sont fréquents et les aéronefs lourds sont stationnés pendant des périodes prolongées, le whitetopping est souvent la solution de réhabilitation préférée malgré le coût initial plus élevé. La surface en béton rigide résiste également à l’indentation de charge statique qui peut se produire dans les aires de stationnement en enrobé sous les aéronefs stationnés.
Whitetopping vs Revêtement en Enrobé
Le choix entre le whitetopping et un revêtement en enrobé (EB) pour la réhabilitation des chaussées dépend des niveaux de trafic, de l’état de la chaussée existante, du budget, du calendrier de construction et des exigences de performance à long terme. Chaque approche a des caractéristiques techniques et économiques distinctes qui déterminent sa pertinence pour des conditions de projet spécifiques.
Facteur
Whitetopping
Revêtement en Enrobé (EB)
Résistance à l’orniérage
Élimine l’orniérage — surface en béton rigide
Sujet à l’orniérage sous trafic lourd et lent
Durée de vie
20+ ans (TWT) ; 30+ ans (conventionnel)
8–15 ans typique ; 15–20 avec EBMP de qualité
Coût sur cycle de vie (agence)
Coût initial plus élevé de 10–30 %
Coût initial plus faible
Coût sur cycle de vie (avec retards usagers)
Coût global plus faible (CDOT : 11 % moins)
Coût global plus élevé avec constructions fréquentes
Délai de construction avant ouverture
7–14 jours de cure (prise rapide) ; 28 jours standard
24 heures de refroidissement ; ouverture le jour même
Fissuration de réflexion
Problème potentiel ; atténué par collage et conception des joints
Faible ; nécessite EBMP ou traitements protecteurs
Adhérence de surface
Excellente ; rainurage ou striage fournit une adhérence constante
Bonne ; nécessite une sélection appropriée des granulats
Stabilité thermique
Faible susceptibilité thermique
Susceptibilité thermique élevée
Complexité des réparations
Remplacement complet de dalle pour réparations structurelles
Fraisage et revêtement ou rapiéçage localisé
Recyclabilité
100 % recyclable comme granulat concassé
100 % recyclable dans nouvel EB
Bruit
Bruit pneu-chaussée plus élevé sans traitement de surface
Caractéristiques sonores plus faibles
L’analyse du coût sur le cycle de vie du CDOT (2005) comparant le TWT (100–150 mm de béton) à des revêtements en enrobé périodiques de 50 mm tous les 10 ans sur une période d’analyse de 20 ans fournit des preuves quantitatives pour la comparaison économique. Les coûts agence du TWT (construction, entretien, réhabilitation) n’étaient que 1 % plus élevés que l’alternative de revêtement en enrobé. Cependant, lorsque les coûts de retard des usagers des deux opérations de construction de revêtement en enrobé (chacune nécessitant des fermetures de voies et des retards de circulation) étaient inclus, le TWT était 11 % moins cher globalement. Cette analyse supposait 20 ans de durée de vie du TWT avec un meulage à mi-vie, contre deux revêtements en enrobé sur la même période. La comparaison démontre que le whitetopping devient économiquement favorable lorsque les coûts de retard des usagers sont pris en compte, ce qui est particulièrement pertinent pour les routes à fort volume et les aéroports où les retards liés à la construction imposent des coûts économiques substantiels.
Pour les chaussées aéroportuaires, la comparaison penche encore plus en faveur du whitetopping en raison des exigences de résistance chimique. Les déversements de carburant et les applications de fluides de dégivrage dégradent chimiquement les liants d’enrobé, provoquant un désenrobage de surface et un affaiblissement structurel qui nécessitent une réhabilitation prématurée. Le whitetopping fournit une surface chimiquement inerte qui résiste à ces attaques. Les aires de stationnement, où les aéronefs sont garés pendant des périodes prolongées avec des charges statiques et des déversements de carburant, bénéficient particulièrement du whitetopping. Le whitetopping aéroportuaire est généralement conçu avec une résistance de béton plus élevée (35–45 MPa de résistance à la compression) et un rapport eau-ciment plus faible (0,40–0,42) que le whitetopping routier pour maximiser la résistance chimique et la résistance à l’abrasion.
Recherche sur le Whitetopping Ultra-Mince
L’UTW a fait l’objet de recherches approfondies depuis sa première application en 1991. L’ACPA a documenté plus de 200 projets UTW dans 35 États entre 1992 et 2001, totalisant 765 000 m² (916 000 yd²) de surface de revêtement. Les principaux programmes de recherche incluent l’Installation de Chargement Accéléré de la FHWA (ALF), les sections d’essai MnROAD, le Pooled Fund TPF 5(165), et des études universitaires à l’Université de Pittsburgh et à l’Université Rutgers. Ces recherches ont établi la compréhension mécanistique du comportement de l’UTW et fourni la base des procédures de conception actuelles.
Transportation Pooled Fund TPF 5(165) — « Développement d’un Guide de Conception pour les Revêtements Mince et Ultra-mince en Béton sur Chaussées en Enrobé Existantes » — a produit le Rapport de Tâche 1 en 2011 (Université de Pittsburgh, chercheuse principale Dre Julie Vandenbossche). Cette recherche a établi le critère du rapport de rigidité (DₚCC/HMA < 1,0 comme prédicteur de fissuration de réflexion) qui est maintenant utilisé dans la conception mécanistique-empirique de l’UTW. La recherche a également développé des modèles de fatigue pour le whitetopping collé qui relient le chargement du trafic, les effets climatiques, les propriétés des matériaux (module de rupture du béton, module de l’EB) et l’état de l’EB existant à la durée de vie attendue. La procédure de conception considère les données de température mensuelles pour évaluer le rapport de rigidité tout au long de l’année, identifiant les mois où le risque de fissuration de réflexion est le plus élevé.
Université Rutgers CAIT (FHWA-NJ-2001-018) a développé un guide de conception pour l’UTW qui a établi des relations quantitatives entre l’épaisseur du revêtement, l’espacement des joints, le chargement du trafic (ESAL) et la performance attendue. Les principales conclusions incluent : un espacement des joints de 12 à 15 fois l’épaisseur de la dalle est requis pour la performance structurelle de l’UTW ; la vérification du collage par carottage à 3–6 emplacements par projet est essentielle pour l’assurance qualité ; les fibres synthétiques à 0,1–0,2 % en volume améliorent l’intégrité post-fissuration sans affecter la capacité structurelle ; et l’épaisseur minimale pratique du revêtement est de 50 mm (2 po) avec 75 mm (3 po) recommandé pour un trafic supérieur à 200 camions par jour.
Les cellules d’essai MnROAD sur l’I-94 (Cellules 92, 93, 97) et l’US-169 (Cellule 53) ont fourni des données de performance à long terme dans des conditions de trafic autoroutier réel sur plus de 11 ans. La cellule 92 (100 mm TWT sur 178 mm EB, goujonnée avec goujons de 1 po, joints scellés) a excellé sans faïençage et avec une fissuration minimale pendant toute la période de surveillance. La cellule 97 (100 mm TWT sur 127 mm EB, sans goujons, joints scellés) a montré un faïençage de 2–3 mm mais aucune défaillance structurelle. La cellule 53 de l’US-169 (76 mm TWT sur 76 mm EB) a démontré que les couches d’EB plus minces produisent moins de fissuration de réflexion car la rigidité plus faible de l’EB réduit la concentration de contrainte thermique aux extrémités des fissures. Les données MnROAD ont confirmé que la fissuration de réflexion est principalement un phénomène de temps froid entraîné par le critère du rapport de rigidité.
Le National Concrete Overlay Explorer (overlays.acpa.org), maintenu par l’ACPA, fournit le référentiel public le plus complet d’études de cas de whitetopping, de conseils de conception et de fondamentaux techniques. Le site inclut la recherche de projets par emplacement, type de revêtement, épaisseur et mesures de performance. Le Guide de l’ACPA sur les Solutions de Revêtement en Béton (TB021P) couvre les six types de revêtement reconnus par l’ACPA, y compris l’UTW, le TWT et le whitetopping conventionnel. Ce guide de 28 pages fournit des conseils de conception et de construction pour chaque type de revêtement, y compris les procédures de conception d’épaisseur, les spécifications des matériaux, les détails de jointoiement et les exigences de contrôle qualité de la construction.
Les orientations futures de la recherche pour l’UTW incluent le développement de procédures de conception probabilistes qui tiennent compte de la variabilité des propriétés des matériaux et de la qualité de la construction, l’étude de l’UTW renforcé de fibres pour les applications à trafic plus élevé, l’évaluation de l’UTW sur chaussées en enrobé rubéfiées, et le développement de techniques de réparation rapide pour les désordres de l’UTW qui minimisent la perturbation du trafic. L’accent croissant sur les solutions de chaussée durables favorise l’UTW car il utilise moins de béton (réduisant la consommation de ciment et l’empreinte carbone) tout en prolongeant la durée de vie des chaussées en enrobé existantes de 20 ans ou plus sans nécessiter de reconstruction complète.
Questions Fréquemment Posées
Le whitetopping est un revêtement en béton de ciment Portland posé sur une chaussée en enrobé bitumineux à chaud existante, classé par épaisseur en conventionnel (≥200 mm / 8 po, non collé), mince (100–150 mm / 4–6 po, collé) et ultra-mince ou UTW (50–100 mm / 2–4 po, collé). Les variantes minces et ultra-minces reposent sur le collage à l'enrobé pour créer une action composite qui réduit considérablement les contraintes de traction dans la couche de béton.
Dans le whitetopping collé, le revêtement en béton est intentionnellement collé à la surface d'enrobé fraisée et nettoyée, créant une section composite qui agit de manière monolithique sous charge. Cela réduit les contraintes maximales de traction de 25 % ou plus par rapport aux conditions non collées. Le collage nécessite une préparation de surface appropriée — fraisage de 13–50 mm d'enrobé existant pour exposer des granulats frais, nettoyage approfondi et humidification de la surface immédiatement avant la mise en place du béton.
Le whitetopping ultra-mince nécessite l'espacement des joints le plus resserré, de 0,6 à 1,5 m (2–5 pi), avec un maximum de 12 à 15 fois l'épaisseur de la dalle. Le whitetopping mince utilise généralement des panneaux carrés de 1,8 m (6 pi). Le whitetopping conventionnel suit l'espacement standard des joints de chaussée rigide de 4,5 à 6 m (15–20 pi). Un espacement plus court des joints réduit les moments de flexion et les contraintes de gauchissement, ce qui est essentiel pour la performance des UTW.
Les désordres les plus courants incluent les fissures d'angle (surtout dans les UTW où les joints longitudinaux se trouvent dans les trajectoires des roues), les fissures de réflexion (fissures préexistantes de l'enrobé se propageant vers le haut à travers le béton), le décollement ou la délamination (perte de collage due à une mauvaise préparation de surface), les fissures transversales et longitudinales, le faïençage des joints et l'éclatement des joints. Les fissures de réflexion se produisent lorsque le rapport de rigidité DPCC/HMA tombe en dessous de 1,0 pendant les mois froids.
L'inspection du whitetopping combine des relevés visuels de l'état (PASER, PCI selon ASTM D5340), des essais au déflectomètre à masse tombante (FWD) pour la capacité structurelle et l'efficacité du transfert de charge, un géoradar (GPR) pour l'épaisseur des couches et la détection des décollements, et des carottages pour la vérification du collage et la mesure réelle de l'épaisseur. Pour le whitetopping aéroportuaire, la FDOT a noté que les méthodes standard ASTM D5340 PCI peuvent être inadaptées et recommande des procédures d'évaluation modifiées.
Optimisez votre Stratégie de Réhabilitation des Chaussées
Le whitetopping offre une solution éprouvée et économique pour prolonger la durée de vie des chaussées en enrobé. Que vous ayez besoin de whitetopping conventionnel, mince ou ultra-mince pour les autoroutes, les aérodromes ou les zones industrielles, nos experts peuvent vous guider dans les bonnes pratiques de conception, de construction et d'inspection.
Revêtements d'asphalte pour la réhabilitation des chaussées
Un revêtement d'asphalte consiste à placer une ou plusieurs nouvelles couches d'enrobé bitumineux sur une chaussée existante pour restaurer la capacité structur...
Enduits de Scellement pour la Préservation des Chaussées
Un enduit de scellement est un traitement de surface mince à base de bitume — généralement une émulsion ou un cut-back — appliqué sur une chaussée existante pou...
Couche de Roulement (Couche de Surface) dans les Chaussées
La couche de roulement, également appelée couche de surface, est la couche supérieure de la chaussée directement exposée au trafic, conçue pour fournir adhérenc...
39 min de lecture
Pavement layer
Airport construction
+4
Consentement aux Cookies Nous utilisons des cookies pour améliorer votre expérience de navigation et analyser notre trafic. See our privacy policy.