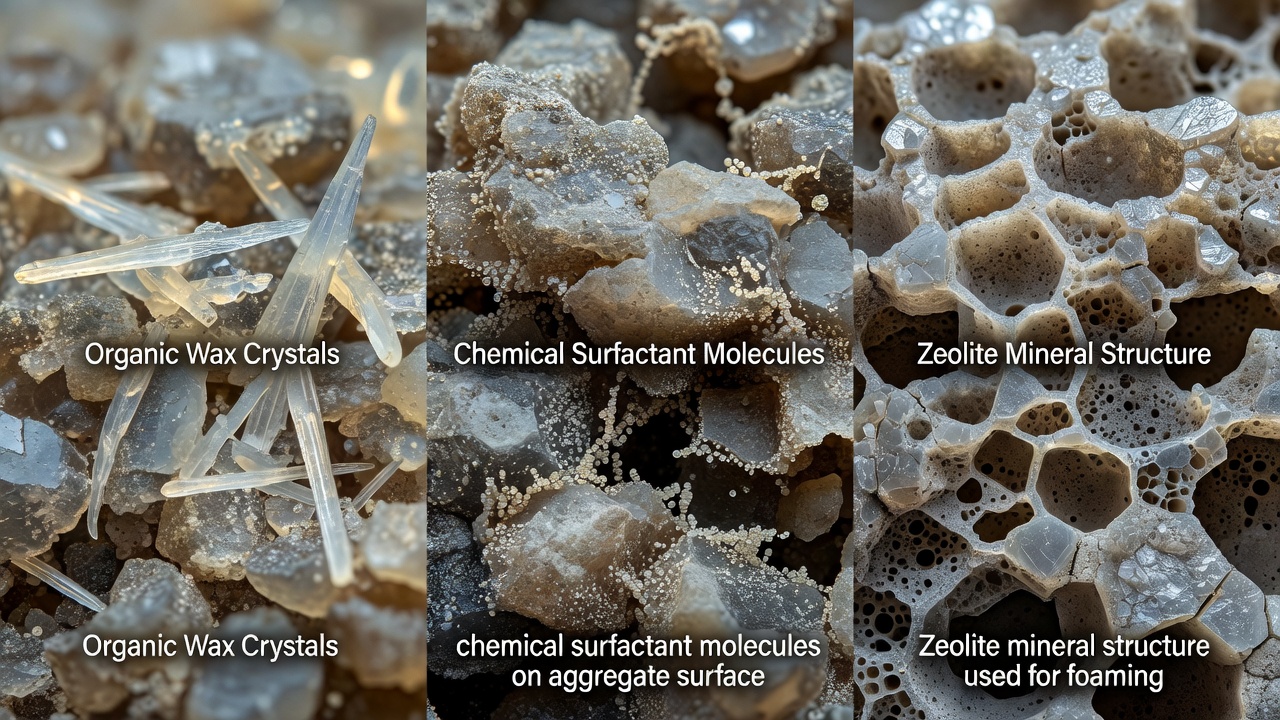
Les additifs pour enrobés bitumineux tièdes (WMA) permettent la production et le compactage des enrobés à des températures de 20 à 40 °C inférieures à celles des enrobés bitumineux à chaud (HMA) classiques. Les technologies WMA se répartissent en trois catégories : les additifs organiques (cires qui réduisent la viscosité du liant), les additifs chimiques (tensioactifs qui améliorent l’enrobage des granulats) et les technologies de moussage (injection d’eau ou zéolithes qui créent une expansion temporaire du liant). Les avantages supplémentaires incluent une réduction de la consommation de carburant, une diminution des émissions de gaz à effet de serre et de fumées, de meilleures conditions de travail, une saison de pavage prolongée, un vieillissement réduit du liant et une compatibilité avec une teneur élevée en agrégats d’enrobés recyclés (RAP).
Additif pour enrobé bitumineux tiède (WMA) — Définition et aperçu
Un additif pour enrobé bitumineux tiède (WMA) est un matériau ou un procédé technologique qui permet la production, la mise en œuvre et le compactage d’enrobés bitumineux à des températures nettement inférieures à celles des enrobés bitumineux à chaud (HMA) classiques. Les technologies WMA réduisent les températures de malaxage et de compactage de 20 à 40 °C (36 à 72 °F) par rapport au HMA, qui est généralement produit à 150-190 °C (300-375 °F). Le WMA fonctionne dans une plage de température d’environ 100 à 150 °C (212 à 302 °F) , se situant entre les enrobés semi-tièdes (70-100 °C) et le HMA classique sur le spectre des températures de production d’enrobés.
Les premières techniques WMA ont été développées à la fin des années 1990 en Europe. Le procédé WAM-Foam® (Warm Asphalt Mix Foam) a été développé en Norvège dans le cadre d’une coentreprise entre Shell International Petroleum Company et Kolo-Veidekke, tandis que des additifs organiques à base de cire étaient testés en Allemagne. La motivation du développement du WMA découle du Traité de Kyoto de 1997, qui a fixé des objectifs de réduction des gaz à effet de serre pour les pays européens, incitant l’industrie des enrobés à rechercher des méthodes de production à plus faibles émissions. Depuis le début des années 2000, l’adoption de la technologie WMA s’est développée à l’échelle mondiale, sous l’impulsion des réglementations environnementales, des coûts énergétiques et des considérations de santé et de sécurité des travailleurs.
Le défi fondamental que les additifs WMA relèvent est la nécessité de maintenir une ouvrabilité suffisante du liant pour obtenir un enrobage complet des granulats et une densité de compactage adéquate à des températures réduites. Dans la production de HMA, les températures élevées (150-190 °C) réduisent suffisamment la viscosité du liant bitumineux pour enrober les granulats et assurer l’ouvrabilité lors de la mise en œuvre et du compactage. L’abaissement de la température sans additif entraînerait une viscosité élevée du liant, un mauvais enrobage, un compactage insuffisant et, finalement, un revêtement présentant des vides d’air élevés, une durabilité réduite et une défaillance prématurée. Les additifs WMA surmontent cet obstacle par trois mécanismes distincts : la réduction de viscosité (cires organiques), la réduction du frottement interfacial (tensioactifs chimiques) et l’expansion temporaire du liant (moussage).
Concept et avantages du WMA
Le concept central du WMA est simple : produire des enrobés bitumineux ayant des propriétés et des performances équivalentes au HMA tout en utilisant beaucoup moins d’énergie pour chauffer les granulats et le liant. L’avantage immédiat est une réduction de la consommation d’énergie à l’usine d’enrobage — brûler moins de combustible pour chauffer les granulats réduit directement les coûts d’exploitation et les émissions. Les recherches de la FHWA indiquent que le WMA peut réduire la consommation d’énergie combustible de 3 à 12 % par rapport au HMA, certaines technologies spécifiques atteignant jusqu’à 30 à 55 % de réduction selon la température de référence et la technologie utilisée.
Les avantages environnementaux et sanitaires du WMA sont substantiels et bien documentés. Le WMA réduit les émissions de gaz à effet de serre (principalement le CO₂) de 20 à 35 % par rapport au HMA, 92 à 96 % des réductions totales de CO₂ étant attribuées à une moindre consommation de carburant à l’usine. Les émissions de SO₂, NOx, particules fines (PM10) et composés organiques volatils (COV) sont toutes significativement réduites. Pour la santé des travailleurs, les émissions de fumées (vapeurs de bitume) sont réduites d’environ 50 % pour chaque baisse de 12 °C — ce qui signifie qu’une réduction de température de 30 °C entraîne environ 80 à 85 % d’exposition en moins aux fumées. Cela crée un environnement de travail plus frais et plus sûr pour les équipes de pavage et réduit les odeurs et les émissions pour les communautés riveraines et les travailleurs dans les espaces confinés tels que les tunnels et les parkings souterrains.
Le WMA offre des avantages significatifs en matière de fabrication et de pavage au-delà de la réduction des émissions. La température de production plus basse entraîne moins de durcissement (vieillissement) du liant lors de la fabrication, ce qui améliore la résistance à la fissuration thermique et par fatigue du revêtement sur sa durée de vie. Le WMA est totalement compatible avec les agrégats d’enrobés recyclés (RAP) — en fait, les températures plus basses du WMA permettent une teneur plus élevée en RAP en réduisant le vieillissement supplémentaire du liant qui se produit aux températures du HMA. L’ouvrabilité prolongée du WMA à des températures réduites permet des distances de transport plus longues, des saisons de pavage prolongées pendant les mois plus froids et des opérations de pavage de nuit. Le même mélange WMA produit aux températures du HMA offre une fenêtre de compactage plus longue grâce à la présence d’additifs, laissant aux équipes plus de temps pour atteindre la densité cible. Inversement, le WMA compacté à sa température normale plus basse refroidit plus rapidement à la température ambiante, permettant une ouverture à la circulation plus précoce.
Catégories de technologies — Les trois principales approches WMA
Les technologies WMA sont classées en trois catégories principales selon leur mécanisme d’action : les additifs organiques, les additifs chimiques et les techniques de moussage. Chaque catégorie présente des caractéristiques de performance, des avantages et des limites distincts.
Additifs organiques (à base de cire)
Les additifs organiques WMA sont généralement des cires qui réduisent la viscosité du liant bitumineux à des températures supérieures à leur point de fusion. L’additif organique le plus courant est le Sasobit®, une cire paraffinique Fischer-Tropsch (FT) produite par gazéification du charbon. Le procédé FT convertit le gaz de synthèse (CO + H₂) en hydrocarbures à longue chaîne en présence d’un catalyseur au fer ou au cobalt. Sasobit a une longueur de chaîne hydrocarbonée prédominante de 40 à 115 atomes de carbone — nettement plus longue que les cires paraffiniques bitumineuses naturelles (22 à 45 atomes de carbone), ce qui lui confère un point de fusion plus élevé (environ 99 °C / 210 °F). Sasobit est complètement soluble dans le liant bitumineux à des températures supérieures à 115 °C (240 °F) et est généralement ajouté à raison de 1,0 à 4,0 % en poids du liant, 3,0 % étant le dosage le plus courant.
Parmi les autres additifs organiques notables figurent Asphaltan B® (cire de Montan dérivée du charbon lignite, utilisée principalement en Allemagne à 2,0-4,0 % en poids du liant), Licomont BS® (un amide d’acide gras de Clariant) et 3E LT / Ecoflex (technologie de cire propriétaire de Colas, France).
Le mécanisme d’action des additifs organiques à base de cire comporte deux phases dépendant de la température. Au-dessus du point de fusion (environ 90-115 °C selon la cire spécifique), la cire se dissout dans le liant et réduit sa viscosité, permettant l’enrobage des granulats et le compactage à des températures plus basses. En dessous du point de fusion (aux températures de service), la cire cristallise et forme une structure en treillis dans le liant, ce qui augmente la rigidité et la résistance à la déformation du revêtement — offrant une meilleure résistance à l’orniérage par rapport au HMA non modifié. Ce comportement dual est un avantage clé des additifs organiques à base de cire. Les additifs organiques permettent généralement une réduction de température de 20 à 30 °C.
Propriété
Sasobit (Cire FT)
Asphaltan B (Cire de Montan)
Licomont BS (Amide d’acide gras)
Matériau de base
Cire paraffinique Fischer-Tropsch
Cire de Montan issue du charbon lignite
Amide d’acide gras
Longueur de chaîne (atomes C)
40-115
22-45+
Non spécifié
Point de fusion
~99 °C (210 °F)
~99 °C (210 °F)
~140 °C
Dosage typique
1,0-4,0 %
2,0-4,0 %
3,0 %
Réduction de température
20-30 °C (36-54 °F)
20-30 °C
20-30 °C
Résistance à l’orniérage
Améliorée (cristallisation)
Améliorée
Améliorée
Additifs chimiques (à base de tensioactifs)
Les additifs chimiques WMA ne réduisent pas la viscosité du liant — ils agissent plutôt à l’interface microscopique entre les granulats et le liant bitumineux. Ces additifs sont des tensioactifs (agents de surface) et des émulsifiants qui réduisent l’énergie de surface interfaciale et le frottement interne entre les granulats et le film de liant. En réduisant les forces de frottement à l’interface granulat-liant, les additifs chimiques permettent l’enrobage des granulats et le compactage du mélange à des températures plus basses sans modifier les propriétés rhéologiques du liant lui-même.
L’additif chimique le plus utilisé en Amérique du Nord est Evotherm™, développé par MeadWestvaco (maintenant une filiale d’Ingevity). Evotherm utilise un ensemble chimique livré sous forme d’émulsion (technologie de bitume dispersé) qui assure l’enrobage des granulats, l’ouvrabilité, l’adhésion et un compactage amélioré. La troisième génération Evotherm 3G (également commercialisée sous le nom de REVIX™) est sans eau et repose sur une réduction du frottement interne entre les granulats sous cisaillement élevé lors du malaxage et sous contrainte élevée lors du compactage. Evotherm est dosé à 0,5-0,7 % en poids du liant et peut atteindre des réductions de température de 20 à 40 °C, des essais sur le terrain démontrant des réductions allant jusqu’à 55 °C (100 °F).
Rediset® (Akzo Nobel, aujourd’hui Nouryon) est un additif chimique qui combine des tensioactifs cationiques avec un composant additif organique. Il est dosé à 1,5-2,0 % en poids du liant et permet une réduction de température d’environ 30 °C. Rediset est utilisé aux États-Unis et en Norvège.
Parmi les autres additifs chimiques WMA, citons Anova® (Cargill), un liquide biosourcé, non dangereux et non corrosif, dérivé de ressources renouvelables. Anova est dosé à 0,2-0,7 % en poids du liant et permet des réductions de température allant jusqu’à 44 °C (80 °F). Selon la documentation technique de Cargill, Anova ne modifie pas la qualité PG du liant bitumineux aux dosages recommandés et peut être ajouté au terminal ou injecté en ligne à l’usine HMA.
Les additifs chimiques offrent plusieurs avantages : ils ne modifient pas la rhéologie du liant, ils améliorent souvent l’adhésion et la résistance à l’humidité à l’interface granulat-liant, ils sont efficaces avec une large gamme de types de granulats et ne nécessitent pas de modifications importantes de l’usine (ils peuvent être dosés directement dans la conduite de liant).
Technologies de moussage (à base d’eau)
Les technologies de moussage réduisent la viscosité effective du liant bitumineux en introduisant de petites quantités d’eau dans le liant chaud, ce qui fait vaporiser l’eau en vapeur, ce qui augmente le volume du liant et réduit temporairement sa viscosité. L’effet de moussage est de courte durée (généralement quelques minutes), mais suffisant pour les phases de malaxage et de compactage.
Le moussage est obtenu par deux méthodes principales :
1. Injection directe d’eau (buses de moussage) : Cette méthode injecte une quantité contrôlée d’eau directement dans le liant chaud par l’intermédiaire de buses de moussage spécialement conçues. L’eau se transforme en vapeur au contact du liant chaud (environ 150-170 °C), créant un grand volume de mousse qui augmente le volume effectif du liant de 10 à 20 fois pendant une brève période. Cette technique nécessite des modifications de l’usine (système de buse de moussage, dosage d’eau et système de contrôle) mais ne nécessite pas d’additifs. Une réduction de température de 20 à 40 °C est réalisable. Le procédé WAM-Foam® est une variante qui utilise un système de liant à deux composants : un liant mou enrobe d’abord les granulats, suivi d’un liant dur moussé dans une deuxième phase de malaxage. Cette méthode a été l’une des premières technologies WMA, développée à la fin des années 1990.
2. Additifs hydratés (zéolithes) : Cette méthode de moussage indirect utilise des minéraux hydrophiles de la famille des zéolithes (silicate d’aluminium et de sodium) qui contiennent environ 18 à 21 % d’eau de cristallisation en masse. Lorsque la zéolithe est ajoutée au mélange en même temps que le liant, l’eau est libérée à des températures supérieures à environ 85-100 °C (185-212 °F), créant un effet de moussage contrôlé. Le moussage dure pendant une période prolongée de 6 à 7 heures ou jusqu’à ce que la température du mélange descende en dessous de 100 °C.
Deux produits commerciaux à base de zéolithe sont largement utilisés :
Aspha-Min® (Eurovia Services GmbH, Allemagne) : Une zéolithe synthétique dosée à 0,3 % en masse du mélange total, permettant une réduction de température d’environ 30 °C (54 °F) et une réduction de 30 % de la consommation d’énergie combustible rapportée. Disponible en sacs de 25 ou 50 kg ou en vrac pour silos.
Advera® WMA (PQ Corporation, États-Unis) : Une zéolithe synthétique contenant 18 à 21 % d’eau de cristallisation, dosée à 0,25 % en poids du mélange total (5 livres par tonne). Advera est fabriquée à Jeffersonville, Indiana et Augusta, Géorgie, États-Unis, et est disponible en sacs, super-sacs et livraison en vrac. Elle permet des réductions de température de 28 à 39 °C (50 à 70 °F). Advera ne modifie pas la qualité de performance du liant et fonctionne avec les mélanges denses, à granularité discontinue et à granularité ouverte, y compris les mélanges modifiés aux polymères et à haute teneur en RAP.
Une troisième méthode de moussage indirect utilise l’humidité naturelle du sable humide ou du RAP. Dans cette technique séquentielle, les granulats grossiers (environ 80 % du mélange) sont séchés et chauffés à 130-160 °C, enrobés de liant, puis les granulats fins froids/humides ou le RAP sont ajoutés. L’humidité de la fraction froide entre en contact avec le liant chaud et provoque un moussage, facilitant l’enrobage. Cette technique permet une réduction de température d’environ 20 à 40 °C sans aucun additif acheté.
Technologies hybrides
Les technologies hybrides WMA combinent deux ou plusieurs approches pour obtenir leur effet. Les exemples incluent :
Low Energy Asphalt (LEA) : Combine le moussage (à partir de l’humidité du RAP ou du sable) avec des améliorateurs d’enrobage chimiques.
Système d’injection Tri-Mix Warm Mix : Combine des additifs chimiques avec un moussage à base d’eau.
Granulés de zéolithe ou de fibres combinés avec des additifs organiques : Produits préformulés qui offrent à la fois le moussage (à partir de la zéolithe) et la réduction de viscosité (à partir de la cire) dans un seul conditionnement.
Systèmes combinés de moussage et d’additifs chimiques : Certains systèmes d’usine peuvent délivrer simultanément une injection d’eau et un ajout de tensioactif.
Plage de réduction de température
La réduction de température obtenue par le WMA dépend du type de technologie, du dosage de l’additif, de la qualité et de la source du liant, du type de granulat et de sa teneur en humidité, ainsi que de la configuration de l’usine. Les plages de réduction de température généralement acceptées pour chaque catégorie de technologie sont les suivantes :
Technologie WMA
Réduction de température typique
Plage de température de production typique
Additifs organiques (cire)
20-30 °C (36-54 °F)
120-150 °C (248-302 °F)
Additifs chimiques (tensioactifs)
20-40 °C (36-72 °F)
85-130 °C (185-266 °F)
Moussage – injection d’eau
20-40 °C (36-72 °F)
110-140 °C (230-284 °F)
Moussage – zéolithes
28-39 °C (50-70 °F)
110-140 °C (230-284 °F)
À base d’émulsion (Evotherm)
Jusqu’à 55 °C (100 °F)
85-115 °C (185-239 °F)
Biosourcé (Anova)
Jusqu’à 44 °C (80 °F)
85-130 °C (185-266 °F)
La réduction de température est généralement exprimée par rapport à la température de production HMA équivalente pour la même formulation de mélange. Il est important de noter que l’obtention du plein potentiel de réduction de température nécessite l’optimisation du dosage de l’additif, du temps de malaxage et des réglages de l’usine pour chaque combinaison spécifique de matériaux.
Implications sur la qualité du liant
L’utilisation d’additifs WMA a des implications sur le choix de la qualité du liant bitumineux qui doivent être soigneusement prises en compte lors de la formulation du mélange. Trois facteurs interagissent :
1. Vieillissement réduit du liant : Les températures de production et de stockage plus basses du WMA entraînent moins de vieillissement oxydatif du liant pendant la fabrication par rapport au HMA. Cela signifie que le liant dans le revêtement WMA final sera plus mou qu’un liant HMA équivalent. Bien que ce liant plus mou puisse améliorer la résistance à la fissuration thermique et la résistance à la fatigue, il peut également réduire la résistance à l’orniérage si cela n’est pas pris en compte. Ceci est généralement considéré comme un avantage net car cela prolonge la durée de vie du revêtement en fatigue et réduit la fissuration à basse température.
2. Cristallisation de la cire organique aux températures de service : Pour les additifs organiques (cire), la cire cristallise dans le liant à des températures inférieures à son point de fusion (environ 90-100 °C / 194-212 °F). Cette cristallisation crée une structure en treillis qui rigidifie le liant aux températures de service typiques des chaussées (jusqu’à 60-70 °C / 140-158 °F). L’effet de rigidification augmente la résistance à l’orniérage, mais peut également augmenter la rigidité à basse température et potentiellement réduire la résistance à la fissuration thermique. Pour cette raison, lors de l’utilisation d’additifs organiques à base de cire, certaines agences recommandent le reclassement du liant — choisir un liant d’un grade inférieur (plus mou) dans le grade à haute température pour compenser l’effet de rigidification de la cire. Par exemple, un HMA qui utiliserait du PG 70-22 pourrait utiliser du PG 64-28 dans un WMA à base de cire. Cependant, les spécifications AASHTO M 320 et Superpave peuvent en tenir compte grâce à des essais sur le liant avec l’additif.
3. Additifs chimiques et de moussage : Les additifs chimiques (tensioactifs, émulsifiants) et les technologies de moussage (zéolithes, injection d’eau) ne modifient généralement pas la qualité de performance du liant aux dosages recommandés. Des essais rhéologiques détaillés, incluant des essais au rhéomètre à cisaillement dynamique (DSR) et au rhéomètre à flexion de poutre (BBR) du liant avec et sans additif, sont recommandés pour vérifier la qualité PG. Pour les zéolithes (ex. : Advera), le fabricant déclare explicitement que le matériau n’affecte pas la qualité PG car il s’agit d’un matériau inorganique qui reste dans le mélange comme filler minéral fin après la libération d’eau.
Sensibilité à l’humidité du WMA
La sensibilité à l’humidité (également appelée susceptibilité à l’humidité ou déchaussage) fait référence à la perte d’adhésion entre le liant bitumineux et le granulat due à la présence d’eau. Pour le WMA, les premières préoccupations portaient sur la possibilité que les températures de production plus basses puissent entraîner :
Un séchage incomplet des granulats — si le granulat n’est pas complètement séché, une humidité résiduelle peut subsister dans le mélange.
Un enrobage inadéquat des granulats — si la viscosité du liant n’est pas suffisamment réduite, les granulats peuvent ne pas être entièrement enrobés, laissant des surfaces de granulats exposées vulnérables aux dommages liés à l’humidité.
Une adhésion réduite — les températures de malaxage plus basses peuvent ne pas activer complètement la liaison chimique entre le liant et le granulat.
Cependant, des recherches approfondies et l’expérience de terrain ont démontré qu’un WMA correctement conçu peut atteindre ou dépasser la résistance à l’humidité du HMA, à condition que des mesures appropriées soient prises. Ces mesures comprennent :
Additifs anti-déchaussage : De la chaux hydratée (généralement 1,0-1,5 % en poids du granulat sec) ou des agents anti-déchaussage liquides (généralement 0,3-0,75 % en poids du liant) sont ajoutés pour améliorer la liaison granulat-liant. Les recherches de la FHWA ont montré que les mélanges traités à la chaux hydratée résistent en moyenne 25 % mieux que les mélanges non traités à la résistance au déchaussage selon ASTM D4867.
Additifs tensioactifs chimiques : De nombreux additifs chimiques WMA (en particulier ceux de la catégorie des tensioactifs/émulsifiants) offrent intrinsèquement une adhésion améliorée grâce à leur chimie de surface active, réduisant en fait la sensibilité à l’humidité par rapport au HMA non traité.
Protocoles d’essai de sensibilité à l’humidité : Les normes AASHTO T 283 (Résistance des enrobés bitumineux compactés aux dommages induits par l’humidité) et ASTM D4867 (Méthode d’essai standard pour l’effet de l’humidité sur les enrobés bitumineux) sont utilisées pour vérifier la résistance à l’humidité. Le rapport de résistance en traction (TSR) — le rapport entre la résistance en traction indirecte conditionnée (humide) et non conditionnée (sèche) — doit généralement atteindre un minimum de 0,80 (80 %) pour le WMA, la même exigence que pour le HMA.
Gestion de l’eau de moussage : Pour les technologies de moussage, la quantité d’eau introduite est très faible (généralement moins de 0,05 % de la masse totale du mélange) et la teneur en eau résiduelle après compactage est négligeable. Le processus de moussage du liant crée en fait un film de liant uniforme sur les surfaces des granulats grâce à l’expansion temporaire du volume.
Des essais de contrôle qualité appropriés pendant la production de WMA, y compris des essais TSR sur les mélanges produits à l’usine, garantissent que les exigences de sensibilité à l’humidité sont respectées.
Compactage et densité du WMA
L’obtention de la densité en place cible (généralement 92-97 % de la densité théorique maximale, correspondant à 3-8 % de vides d’air selon l’application) est essentielle pour la performance des revêtements bitumineux. Une faible densité entraîne des vides d’air élevés, qui permettent l’infiltration d’eau et d’air, conduisant à des dommages liés à l’humidité, à l’oxydation, au désenrobage, à la fissuration et à une défaillance prématurée.
Le WMA offre plusieurs avantages liés au compactage par rapport au HMA :
Meilleure compactabilité : La viscosité réduite du liant (grâce aux additifs à base de cire) ou la réduction du frottement inter-particules (grâce aux additifs chimiques) permet à la même configuration et au même effort de compactage d’atteindre une densité plus élevée à des températures plus basses par rapport au HMA.
Fenêtre de temps de compactage prolongée : Le WMA produit aux températures du HMA (en utilisant l’avantage d’ouvrabilité de l’additif sans réduire la température de l’usine) offre une période plus longue pendant laquelle le mélange reste ouvrable et compactable. Ceci est particulièrement bénéfique pour les grands projets de pavage, les transports longs et le pavage de nuit.
Capacité de pavage par temps froid : Le WMA peut être compacté à des températures 10-20 °C plus basses que le HMA, permettant des saisons de pavage prolongées pendant les mois les plus froids et dans les climats plus froids.
Température de compactage plus basse : La température à laquelle le compactage est terminé (température de cessation) peut être plus basse pour le WMA que pour le HMA, permettant aux compacteurs de travailler plus longtemps et d’atteindre la densité cible plus facilement.
La procédure de compactage du WMA est similaire à celle du HMA, avec des ajustements de la fenêtre de température en fonction de l’additif spécifique et du mélange. Le contrôle qualité pendant le compactage du WMA comprend généralement :
Essais de densité à l’aide de jauges de densité nucléaires (ASTM D2950 / AASHTO T 355) ou d’échantillons de carottes (AASHTO T 166 / ASTM D2726).
Surveillance de la température de la couche derrière le finisseur et pendant le compactage à l’aide de thermomètres infrarouges ou d’imagerie thermique pour vérifier la fenêtre de température de compactage cible.
Ajustement du schéma de compactage pour tenir compte de la vitesse de refroidissement différente du WMA (qui est moins sujet à la ségrégation thermique que le HMA en raison de la différence de température absolue plus faible entre les conditions de production et ambiantes).
WMA et agrégats d’enrobés recyclés (RAP)
Le WMA est totalement compatible et complémentaire à l’utilisation d’agrégats d’enrobés recyclés (RAP) . La synergie entre le WMA et la teneur en RAP est bien documentée et offre plusieurs avantages :
Vieillissement réduit du liant du RAP : Le RAP contient du liant vieilli (rigide, oxydé) qui, lorsqu’il est réchauffé aux températures du HMA (150-190 °C), subit un vieillissement supplémentaire. Les températures de production plus basses du WMA (120-140 °C) réduisent le stress thermique et le vieillissement supplémentaire du liant du RAP, préservant davantage ses caractéristiques de performance restantes.
Teneur en RAP admissible plus élevée : Le vieillissement réduit aux températures du WMA permet des pourcentages de RAP plus élevés dans le mélange pour le même objectif de qualité de liant. Certaines agences ont approuvé des mélanges WMA-RAP avec jusqu’à 50-60 % de teneur en RAP contre 15-30 % typiquement dans le HMA.
Disponibilité du liant : La préoccupation à des températures plus basses est que le liant vieilli du RAP peut ne pas se mélanger complètement (ou « s’activer ») avec le liant vierge. Cependant, les recherches montrent que même aux températures du WMA, un mélange suffisant se produit grâce au malaxage mécanique et à la diffusion thermique. L’utilisation de régénérants (agents de recyclage) en combinaison avec des additifs WMA peut encore améliorer la contribution du liant du RAP.
Humidité du RAP : Les stocks de RAP contiennent généralement une certaine humidité. Dans les technologies de moussage WMA, l’humidité du RAP (lorsqu’il est ajouté comme fraction froide/humide dans un processus de malaxage séquentiel) peut en fait être bénéfique — l’humidité entre en contact avec le liant chaud et crée un moussage naturel, améliorant l’enrobage sans nécessiter d’eau ou de zéolithe supplémentaires.
Synergie environnementale : La combinaison du WMA et du RAP offre le maximum d’avantages environnementaux — réduction de la consommation d’énergie (WMA) plus réduction de la consommation de matériaux vierges et détournement des déchets (RAP). Cette combinaison est une pierre angulaire des pratiques de revêtement durable.
Paramètre
HMA sans RAP
HMA avec RAP
WMA avec RAP
Température de production
150-190 °C
150-190 °C
100-150 °C
Teneur en RAP typique
0 %
15-30 %
20-50 %+
Besoin en liant vierge
100 %
70-85 %
50-80 %
Consommation d’énergie combustible
Référence
~Référence
Réduction de 5-12 %
Émissions de CO₂
Référence
Réduction de 10-20 %
Réduction de 20-40 %
Granulat vierge requis
100 %
70-85 %
50-80 %
Performance à long terme du WMA
Les données de performance à long terme sur le terrain pour les revêtements WMA s’accumulent depuis le début des années 2000, de nombreuses sections dépassant maintenant 15 à 20 ans de service. Les principales conclusions des études de performance à long terme comprennent :
Performance d’orniérage : Les revêtements WMA présentent généralement une résistance à l’orniérage équivalente ou meilleure par rapport aux témoins HMA. Le WMA avec additifs organiques à base de cire (Sasobit, Asphaltan B) bénéficie de l’effet de rigidification par cristallisation de la cire, qui augmente la résistance à la déformation permanente aux températures de service. Les revêtements WMA à base d’additifs chimiques et de moussage ont montré un orniérage comparable au HMA lorsque la même qualité de liant est utilisée.
Performance de fissuration : Les revêtements WMA présentent souvent une meilleure résistance à la fissuration par rapport au HMA, en particulier pour la fissuration thermique et la fissuration par fatigue. Cette amélioration est attribuée au vieillissement réduit du liant pendant la production — le liant dans le WMA est moins oxydé et donc plus flexible à basse température. Cependant, la performance de fissuration peut dépendre du climat. Les recherches du programme Long-Term Pavement Performance (LTPP) Specific Pavement Studies 10 (SPS-10) indiquent que la détresse par fissuration est davantage préoccupante dans les zones climatiques humides pour le WMA, tandis que l’orniérage est plus significatif dans les climats secs. L’étude SPS-10 a analysé la performance sur le terrain des rechargements WMA dans plusieurs États américains.
Dommages liés à l’humidité : Les premiers essais sur le terrain du WMA ont parfois signalé des dommages liés à l’humidité dans les sections où les additifs anti-déchaussage n’étaient pas utilisés ou lorsque le compactage était insuffisant. Cependant, la majorité des revêtements WMA correctement conçus (avec traitement anti-déchaussage et compactage adéquat) ont démontré une résistance à l’humidité à long terme satisfaisante, équivalente au HMA.
Vieillissement et rigidité : Les carottes de terrain extraites de revêtements WMA après un service prolongé montrent une rigidité plus faible et une meilleure ductilité que les sections HMA adjacentes. Cela confirme que le vieillissement réduit du liant pendant la production se traduit par une durée de vie plus longue du revêtement, en particulier en termes de fissuration par fatigue et thermique.
Classement de performance global : Le consensus de multiples études à long terme (notamment Louisiana DOTD, NCAT Test Track, LTPP SPS-10 et essais européens sur le terrain) est que les revêtements WMA ont des performances équivalentes aux revêtements HMA lorsqu’ils sont conçus, produits et compactés selon des spécifications adaptées à la technologie WMA et aux matériaux spécifiques.
WMA dans la spécification aéroportuaire (FAA Item P-401)
L’utilisation du WMA sur les chaussées aéroportuaires est régie par la circulaire consultative FAA 150/5370-10 (Normes de spécification des constructions aéroportuaires), en particulier l’article P-401 (Revêtements bitumineux). La FAA a évalué le WMA pour les applications aéronautiques et a déterminé que le WMA est une alternative viable au HMA pour une utilisation sur les chaussées aéroportuaires à fort trafic, sous réserve de satisfaire à toutes les exigences standard P-401.
La spécification unifiée des installations (UFGS) 32 12 15 a été mise à jour pour intégrer les technologies WMA. Les principales exigences pour l’utilisation du WMA selon la norme FAA P-401 comprennent :
Vérification de la formulation du mélange : Le mélange WMA doit répondre à toutes les exigences standard P-401 concernant la granulométrie, la teneur en bitume, les vides d’air (généralement 3-5 % de vides d’air de conception pour les couches de surface), les vides dans le granulat minéral (VMA) et les vides remplis de bitume (VFB) .
Sensibilité à l’humidité : Le mélange WMA doit atteindre un rapport de résistance en traction (TSR) minimum de 0,80 (80 %) lorsqu’il est testé conformément à AASHTO T 283 ou ASTM D4867, la même exigence que pour le HMA.
Essais de performance : Des essais de performance supplémentaires (tels que l’essai à la roue de Hambourg pour l’orniérage et la sensibilité à l’humidité, ainsi que l’essai de flexion semi-circulaire (SCB) ou l’essai de traction compacte en forme de disque (DCT) pour la résistance à la fissuration) peuvent être exigés par l’agence spécificatrice.
Compactage sur le terrain : Les exigences de densité en place (généralement 96-98 % de la densité Marshall ou 92-96 % de la densité théorique maximale, selon l’emplacement de la chaussée) s’appliquent également au WMA.
Exigences de température : La spécification P-401 inclut des températures maximales pour certains mélanges mais pas de températures minimales. La température minimale à la livraison est déclarée par le fabricant, ce qui offre une flexibilité pour les températures WMA.
La FAA a mené des recherches spécifiques sur le WMA pour les chaussées aéroportuaires par l’intermédiaire de la branche de recherche et développement technologique aéroportuaire (Airport Technology Research & Development Branch) , notamment des études au National Airport Pavement Test Facility (NAPTF) et au William J. Hughes Technical Center. Ces études ont démontré que le WMA peut atteindre des performances structurelles équivalentes au HMA sous le chargement des aéronefs. L’étude « Warm-Mix Asphalt for Airfield Pavements » (Mejias-Santiago, FAA) a conclu que le WMA est recommandé comme alternative viable au HMA pour une utilisation sur les chaussées aéroportuaires à fort trafic.
Pour les ingénieurs et inspecteurs de chaussées aéroportuaires, les considérations clés pour l’acceptation du WMA comprennent la vérification que :
L’additif ou la technologie WMA est pré-approuvé par l’agence ou démontré par une section d’essai comme produisant des performances équivalentes.
Le plan de contrôle qualité comprend une surveillance de la température, des essais de densité et des essais de sensibilité à l’humidité spécifiques au WMA.
Le plan de compactage tient compte de la fenêtre de température différente (le WMA peut avoir une fenêtre de température de compactage plus basse mais potentiellement plus longue).
La formulation du mélange comprend des additifs anti-déchaussage selon les besoins pour répondre aux exigences TSR.
Durabilité du WMA
Le WMA est une technologie clé pour la construction de chaussées durables. Ses avantages en matière de durabilité couvrent les dimensions environnementales, économiques et sociales :
Durabilité environnementale
L’analyse du cycle de vie (ACV) du WMA démontre systématiquement des avantages environnementaux par rapport au HMA dans plusieurs catégories d’impact :
Potentiel de réchauffement global (PRG) : Le WMA réduit les émissions de CO₂ de 20 à 35 % par rapport au HMA grâce à une moindre consommation de carburant.
Consommation d’énergie : Économies d’énergie combustible de 3 à 12 % pour la production typique de WMA, certaines technologies spécifiques atteignant jusqu’à 30 à 55 % de réduction.
Qualité de l’air : Réductions des COV (jusqu’à 41 %), des NOx (jusqu’à 60 %), du SO₂ (jusqu’à 45 %) et des particules fines (PM10). Les émissions de fumées réduites d’environ 50 % par baisse de 12 °C.
Conservation des ressources : Le WMA permet une teneur en RAP plus élevée, réduisant la consommation de granulats vierges et de liant.
Recyclabilité totale : Les revêtements WMA sont totalement recyclables en fin de vie, et le vieillissement réduit pendant la production signifie que le RAP issu du WMA est de meilleure qualité (moins oxydé) que le RAP issu du HMA.
Durabilité économique
Économies de coûts de carburant : La réduction de la consommation d’énergie diminue directement les coûts de production. Des études indiquent que le WMA peut réduire les coûts de carburant de 0,50 à 1,50 $ par tonne de mélange selon les prix du carburant et la technologie.
Saison de pavage prolongée : La capacité de paver à des températures ambiantes plus basses prolonge la saison de construction, augmentant l’utilisation de l’usine et réduisant le besoin de stockage hors saison.
Distances de transport plus longues : L’ouvrabilité prolongée du WMA permet aux usines de desservir des chantiers plus éloignés.
Usure réduite de l’usine : Les températures de production plus basses réduisent le stress thermique sur les composants de l’usine.
Durabilité sociale
Santé et sécurité des travailleurs : L’avantage social le plus significatif du WMA est la réduction spectaculaire de l’exposition aux fumées et aux odeurs pour les équipes de pavage et les travailleurs de l’usine.
Impact sur la communauté : La réduction des émissions et des odeurs à l’usine et sur le chantier améliore les relations avec les communautés riveraines. La capacité de paver dans les tunnels et les espaces clos avec des besoins de ventilation réduits est un avantage social spécifique.
Pavage de nuit : La température et les émissions réduites du WMA le rendent plus adapté aux opérations de pavage de nuit dans les zones urbaines.
L’Association européenne des technologies routières (EAPA) et la National Asphalt Pavement Association (NAPA) ont toutes deux des documents de position soutenant le WMA comme stratégie clé de durabilité. Le document de position de l’EAPA « The Use of Warm Mix Asphalt » et le document de la NAPA « How Warm-Mix Asphalt Supports DOT Goals for Sustainability and Resilience » (juin 2024) fournissent des orientations complètes pour les agences envisageant l’adoption du WMA.
Normes et spécifications
Le WMA est intégré dans les spécifications existantes pour les enrobés par l’intermédiaire de :
Normes européennes (EN 13108-1 à -7) : Des températures maximales sont incluses mais pas de températures minimales. La température minimale à la livraison est déclarée par le fabricant. Des dispositions pour les mélanges contenant des additifs sont soumises à la démonstration de performances équivalentes.
Normes AASHTO : Les normes AASHTO R 35 (Conception volumétrique Superpave), AASHTO T 312 (Compacteur giratoire) et AASHTO T 283 (Sensibilité à l’humidité) s’appliquent également au WMA. La norme AASHTO M 320 (Spécification du liant à qualité de performance) intègre les additifs WMA par le biais d’essais sur le liant avec l’additif.
Normes ASTM : Les normes ASTM D6925 (Stabilité et fluage Marshall), ASTM D6926 (Préparation des éprouvettes) et ASTM D4867 (Sensibilité à l’humidité) s’appliquent aux mélanges WMA.
Spécifications des DOT des États : La plupart des DOT des États américains ont des spécifications WMA ou des dispositions spéciales autorisant l’utilisation du WMA.
OACI et FAA : L’Annexe 14 de l’OACI et la circulaire FAA AC 150/5370-10 fournissent le cadre réglementaire pour le WMA sur les chaussées aéroportuaires.
Résumé des technologies d’additifs WMA
Technologie
Mécanisme
Réduction de température
Effet sur le liant
Effet sur la performance
Cire organique (Sasobit, Asphaltan B)
Réduction de viscosité au-dessus du point de fusion ; cristallisation en dessous
20-30 °C (36-54 °F)
Rigidifie aux températures de service
Résistance à l’orniérage améliorée ; peut nécessiter un ajustement de la qualité du liant
Tensioactif chimique (Evotherm, Rediset, Anova)
Réduction du frottement interfacial ; enrobage amélioré
20-40 °C (36-72 °F)
Aucun changement significatif
Adhésion et résistance à l’humidité améliorées ; compactage amélioré
Injection directe d’eau (Buses de moussage, WAM-Foam)
Réduction temporaire de la viscosité par expansion du liant
20-40 °C (36-72 °F)
Aucun changement après dissipation du moussage
Équivalent au HMA ; nécessite une surveillance de l’humidité
Zéolithes hydratées (Aspha-Min, Advera)
Moussage contrôlé par libération d’eau de cristallisation
28-39 °C (50-70 °F)
Aucun changement ; la zéolithe reste comme filler minéral
Équivalent au HMA ; ouvrabilité prolongée (6-7 heures)
Biosourcé (Anova)
Activité chimique de surface
Jusqu’à 44 °C (80 °F)
Aucun changement (au dosage recommandé)
Compactage amélioré ; aucun changement de qualité PG
Hybride (Technologies combinées)
Mécanismes multiples
20-40 °C (36-72 °F)
Dépend de la technologie
Dépend de la technologie
Le choix de la technologie WMA appropriée dépend de facteurs spécifiques au projet, notamment : la disponibilité locale des additifs et des équipements, le type et la minéralogie des granulats, la qualité et la source du liant, la teneur en RAP, les conditions climatiques (température ambiante et humidité), la configuration de l’usine (batch ou tambour, capacité d’ajouter des buses de moussage ou des systèmes d’injection) et les exigences des spécifications de l’agence compétente.
Pour les chaussées aéroportuaires soumises à la norme FAA P-401 ou à des spécifications équivalentes, l’exigence supplémentaire d’essais de performance (essai à la roue de Hambourg, SCB, DCT) et de vérification du contrôle qualité (TSR, densité, vides d’air) devrait orienter la sélection de la technologie vers celles ayant des données de performance sur le terrain établies pour les chaussées aéronautiques.
Questions Fréquemment Posées
Le WMA est produit et compacté à des températures comprises entre environ 100 °C et 150 °C (212 °F à 302 °F). Cela représente 20 à 40 °C de moins que l'enrobé bitumineux à chaud (HMA) classique, qui est généralement produit entre 150 °C et 190 °C (300 °F à 375 °F). La réduction exacte de la température dépend de la technologie WMA spécifique, du dosage de l'additif, de la qualité du liant, du type de granulat et des paramètres de formulation du mélange.
Les trois principales catégories sont : (1) Les additifs organiques — des cires telles que la cire Fischer-Tropsch (Sasobit) et la cire de Montan qui fondent au-dessus d'environ 90-100 °C et réduisent la viscosité du liant, améliorant également la résistance à l'orniérage aux températures de service ; (2) Les additifs chimiques — des tensioactifs et émulsifiants tels que Evotherm et Rediset qui agissent à l'interface granulat-liant pour réduire les forces de frottement et améliorer l'enrobage sans modifier la viscosité du liant ; (3) Les technologies de moussage — des techniques à base d'eau comprenant l'injection directe d'eau via des buses de moussage et des additifs hydratés tels que les zéolithes synthétiques (Aspha-Min, Advera) qui libèrent 18 à 21 % d'eau de cristallisation au-dessus de 100 °C pour créer un moussage temporaire du liant.
Oui. De nombreuses études et évaluations de terrain portant sur plus de 15 années démontrent que les mélanges WMA correctement conçus atteignent des performances équivalentes ou supérieures au HMA en termes de densité compactée, de résistance à l'orniérage, de résistance à la fissuration par fatigue et de résistance à l'humidité. Les températures de production plus basses réduisent le vieillissement du liant pendant la fabrication, ce qui peut améliorer les performances de fissuration thermique et par fatigue. Certaines technologies WMA (notamment les cires organiques) améliorent la résistance à l'orniérage aux températures de service grâce à la structure cristalline formée en dessous du point de fusion de la cire.
Oui. La FAA a évalué le WMA pour les chaussées aéronautiques et le recommande comme alternative viable au HMA pour les chaussées aéroportuaires à fort trafic. La spécification FAA P-401 et la spécification unifiée des installations (UFGS) 32 12 15 ont été mises à jour pour intégrer les technologies WMA, à condition que le mélange réponde à toutes les exigences standard P-401 concernant la granulométrie, la teneur en bitume, les vides d'air, les vides dans le granulat minéral (VMA) et la sensibilité à l'humidité (rapport de résistance en traction). Le WMA pour les applications aéroportuaires nécessite une vérification supplémentaire du contrôle qualité, y compris des essais de performance pour garantir des propriétés équivalentes ou supérieures au HMA classique.
Le WMA réduit la consommation d'énergie combustible à l'usine de 3 à 12 % (et jusqu'à 30 à 55 % selon la technologie et la température de base du HMA). Cela se traduit par une réduction de 20 à 35 % des émissions de CO₂, une réduction des émissions de SO₂ et de NOx, et des particules. Les émissions de fumées (vapeurs de bitume) sont réduites d'environ 50 % pour chaque baisse de 12 °C — une réduction de 30 °C permet une exposition aux fumées environ 80 % moindre. Le WMA permet également une teneur plus élevée en agrégats d'enrobés recyclés (RAP), réduisant davantage l'empreinte carbone et la consommation de matériaux vierges.
Le dosage varie selon le type de technologie. Pour les additifs organiques à base de cire (ex. : Sasobit) : 1,0 à 4,0 % en poids du liant (généralement 3,0 %). Pour les additifs chimiques et tensioactifs (ex. : Evotherm, Rediset) : 0,5 à 2,0 % en poids du liant. Pour les zéolithes de moussage (ex. : Aspha-Min, Advera) : 0,25 à 0,30 % en poids du mélange total. Pour les additifs chimiques biosourcés (ex. : Anova) : 0,2 à 0,7 % en poids du liant. Le dosage optimal doit être déterminé par des essais de formulation du mélange en fonction des matériaux et spécifications locaux.
Oui, le WMA peut influencer le choix de la qualité du liant de deux manières. Premièrement, la température de production plus basse réduit le vieillissement du liant lors du malaxage, de sorte que le liant récupéré du WMA peut être plus mou que celui du HMA équivalent — ce qui est généralement bénéfique pour la résistance à la fissuration. Deuxièmement, certains additifs organiques à base de cire (ex. : Sasobit) peuvent rigidifier le liant aux températures de service en raison de la cristallisation, ce qui peut justifier l'utilisation d'un liant de grade inférieur d'un niveau à haute température pour équilibrer les performances d'orniérage et de fissuration. La plupart des additifs chimiques et des zéolithes ne modifient pas significativement la qualité de performance (PG) du liant aux dosages recommandés.
Les préoccupations initiales concernant la sensibilité à l'humidité du WMA découlaient des températures de production plus basses qui pourraient laisser une humidité résiduelle dans le mélange et réduire l'enrobage des granulats. Cependant, une formulation appropriée incluant des additifs anti-déchaussage (chaux hydratée ou agents anti-déchaussage liquides) et le respect des protocoles d'essai de sensibilité à l'humidité AASHTO T 283 ou ASTM D4867 garantissent que le WMA répond aux mêmes exigences de rapport de résistance en traction (TSR) que le HMA. De nombreux additifs chimiques WMA contiennent des tensioactifs qui améliorent en fait la liaison granulat-liant et la résistance à l'humidité.
Optimisez votre programme d'inspection des enrobés
TarmacView propose une analyse de surface des chaussées par intelligence artificielle pour vous aider à évaluer l'état des revêtements WMA et HMA, détecter les détresses précoces et gérer vos actifs bitumineux — des pistes d'aéroport aux réseaux autoroutiers.
Additifs et technologies pour enrobés bitumineux tièdes (EBT)
Les technologies d'enrobés bitumineux tièdes (EBT) réduisent les températures de production et de mise en œuvre des enrobés bitumineux à chaud (EAC) de 20 à 40 ...
Ségrégation Thermique dans les Revêtements Bitumineux
La ségrégation thermique est la distribution non uniforme de la température dans l'enrobé bitumineux à chaud (HMA) pendant le transport et la mise en œuvre, où ...
Asphalte Moussé pour le Recyclage et la Stabilisation des Chaussées
L'asphalte moussé est produit en injectant une petite quantité d'eau froide dans du liant bitumineux chaud, provoquant son expansion spectaculaire en une mousse...
38 min de lecture
Asphalt Materials
Pavement Recycling
+3
Consentement aux Cookies Nous utilisons des cookies pour améliorer votre expérience de navigation et analyser notre trafic. See our privacy policy.