Asphalt cement (binder) testing encompasses the laboratory evaluation of asphalt binder properties: penetration, viscosity, softening point, ductility, DSR (dynamic shear rheometer), BBR (bending beam rheometer), MSCR (multiple stress creep recovery), and RTFO/PAV aging. These tests classify binder grade and predict field performance. Covers test methods, specification tables, and relationship to pavement distress.
What is Asphalt Cement?
Asphalt cement — also referred to as asphalt binder in North American practice or bitumen in Europe and international standards (EN 12591) — is the dark brown to black cementitious material obtained from the vacuum distillation of crude oil during petroleum refining. It is the constituent that binds mineral aggregate particles together in asphalt concrete (hot-mix asphalt) pavements. Asphalt cement constitutes approximately 4% to 8% by mass of a typical asphalt mixture, yet its properties disproportionately control pavement performance — rutting resistance, fatigue cracking resistance, low-temperature cracking resistance, moisture damage resistance, and durability over the pavement design life.
The chemical composition of asphalt cement is extraordinarily complex. It is a colloidal system of asphaltenes (high-molecular-weight, polar aromatic hydrocarbons) dispersed in a continuous phase of maltenes — itself a mixture of saturates (aliphatic hydrocarbons), naphthene aromatics, polar aromatics (resins) , and heteroatomic compounds containing sulfur, nitrogen, oxygen, and trace metals (vanadium, nickel, iron). The ratio of asphaltenes to maltenes governs the rheological properties: higher asphaltene content produces stiffer, more viscous binders, while higher maltene content produces softer, more fluid binders. Advanced analytical techniques such as SARA (Saturates, Aromatics, Resins, Asphaltenes) fractionation and the more detailed SAR-AD (Saturates, Aromatics, Resins, Asphaltenes with Asphaltene Determinator) subfractionation method provide detailed chemical characterization that correlates with physical performance.
Asphalt cement is produced through a carefully controlled refining process. Crude oil is first subjected to atmospheric distillation at approximately 350°C to separate lighter fractions (gasoline, kerosene, diesel, gas oils). The atmospheric residue is then fed to a vacuum distillation tower operating at 10-50 mmHg absolute pressure, where additional gas oils are stripped under vacuum at temperatures up to 400°C. The bottom product — vacuum tower bottoms — is asphalt cement. The physical properties of the resulting asphalt cement depend on the crude oil source (naphthenic, paraffinic, or mixed-base crudes produce fundamentally different asphalts), the distillation cut point (deeper cut = harder asphalt), and any subsequent processing such as air blowing (oxidation to increase stiffness) or solvent deasphalting (using propane or butane to precipitate asphaltenes for specialty grades).
Binder testing serves three fundamental purposes: classification — assigning the binder a grade (penetration grade, viscosity grade, or Performance Grade) that allows engineers to specify the appropriate material; quality control — verifying that the binder delivered to the project meets the specified grade requirements; and performance prediction — using rheological and aging test results to estimate how the binder will perform under the specific climatic and traffic conditions of the pavement. The evolution of binder testing from simple empirical tests (penetration at 25°C, softening point) to advanced rheological characterization (DSR, BBR, MSCR) represents one of the most significant advances in pavement materials engineering.
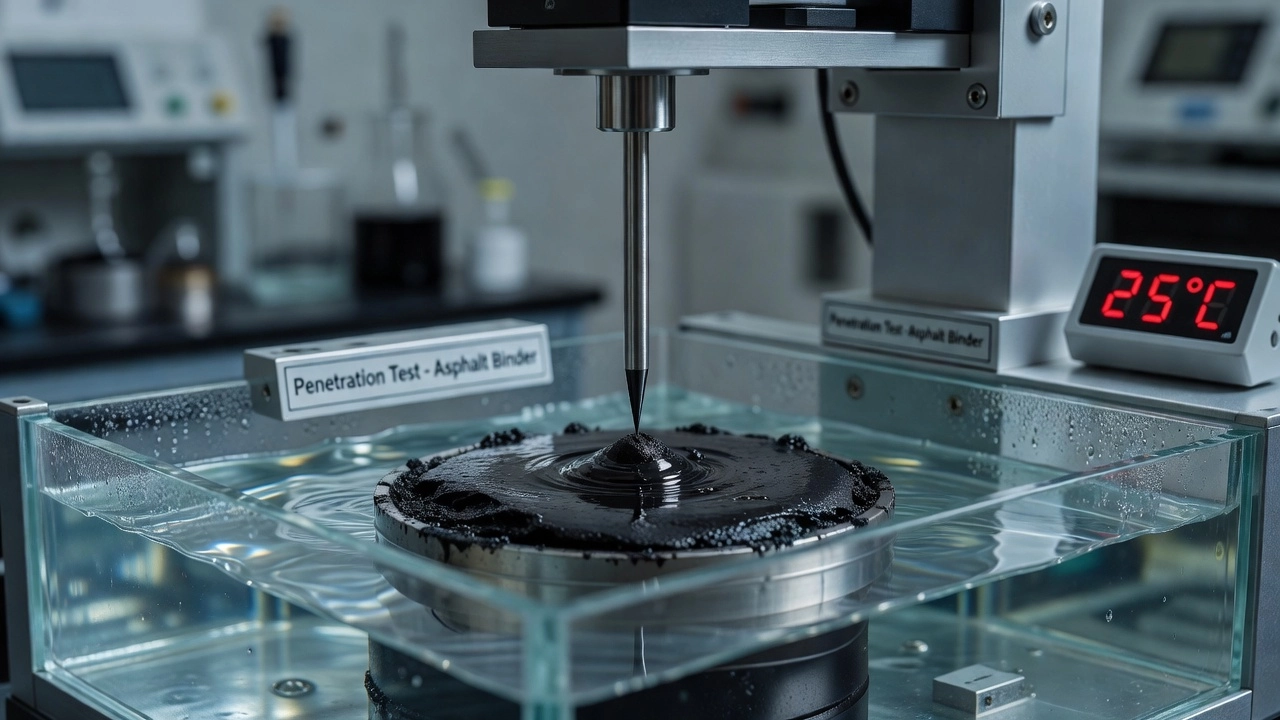
Penetration Test — ASTM D5 / AASHTO T 49
The penetration test is the oldest standardized test for asphalt cement, first developed in the early 1900s and standardized as ASTM D5 and AASHTO T 49. Despite its empirical nature, the penetration test remains in widespread use internationally, particularly in Europe, Asia, Africa, and South America where penetration-grade specifications (EN 12591) still govern binder classification for most road construction.
The test measures the consistency (hardness) of asphalt cement by determining the depth, in tenths of a millimeter (0.1 mm or dmm), that a standard needle penetrates a sample under controlled conditions. The standard test conditions are: temperature of 25.0°C ± 0.1°C, load of 100.0 g ± 0.1 g (the needle weight plus the applied weight), and loading time of 5.0 seconds ± 0.1 seconds. The penetration needle is made of hardened, stainless steel with a diameter of 1.00 mm to 1.02 mm and a truncated conical tip with an included angle of 8.7° to 9.7°. The sample is conditioned in a water bath at 25°C for at least 1 hour before testing.
The penetration value is reported in dmm units without decimal places — for example, a penetration of 65 dmm (6.5 mm) is reported simply as 65. The result is the average of at least three determinations on the same sample. The precision of the penetration test per ASTM D5 is: repeatability (same operator, same equipment) — 4% of the mean value; reproducibility (different operators, different laboratories) — 11% of the mean value.
Penetration Grade
Penetration Range (dmm)
Typical PG Equivalent
Common Applications
40/50
40 - 49
PG 70-22 to PG 76-22
High-traffic highways, hot climates
60/70
60 - 69
PG 64-22
Standard paving grade worldwide
80/100
80 - 99
PG 58-28
Moderate climates, medium traffic
120/150
120 - 149
PG 52-34
Cold climates, low traffic
200/300
200 - 299
PG 46-40
Very cold climates, specialty uses
The penetration test has critical limitations. It is a single-point empirical measurement at an arbitrary temperature (25°C) that does not relate to pavement performance at either high service temperatures (50°C to 80°C for rutting) or low service temperatures (-10°C to -40°C for thermal cracking). Two binders with identical penetration at 25°C can have dramatically different temperature susceptibility — one may be excessively soft at high temperatures (rutting-prone) while the other remains adequately stiff. The penetration test also does not account for aging effects, polymer modification, or rate of loading — all of which are critical to field performance. Despite these limitations, penetration grading remains deeply entrenched in international specifications and is still used for quality assurance in many countries because of its simplicity, low cost, and extensive historical database.
The Penetration Index (PI) is a derived parameter that uses penetration at 25°C and the softening point (Ring and Ball) to estimate the temperature susceptibility of the binder. The PI ranges from approximately -3 (highly temperature-susceptible) to +7 (low temperature susceptibility, typical of air-blown or polymer-modified binders). A PI between -1 and +1 is typical for conventional paving-grade asphalts. The PI is calculated as: PI = (1952 - 500 log(Pen_25) - 20 SP) / (50 log(Pen_25) - SP - 120), where Pen_25 is the penetration at 25°C and SP is the softening point in °C.
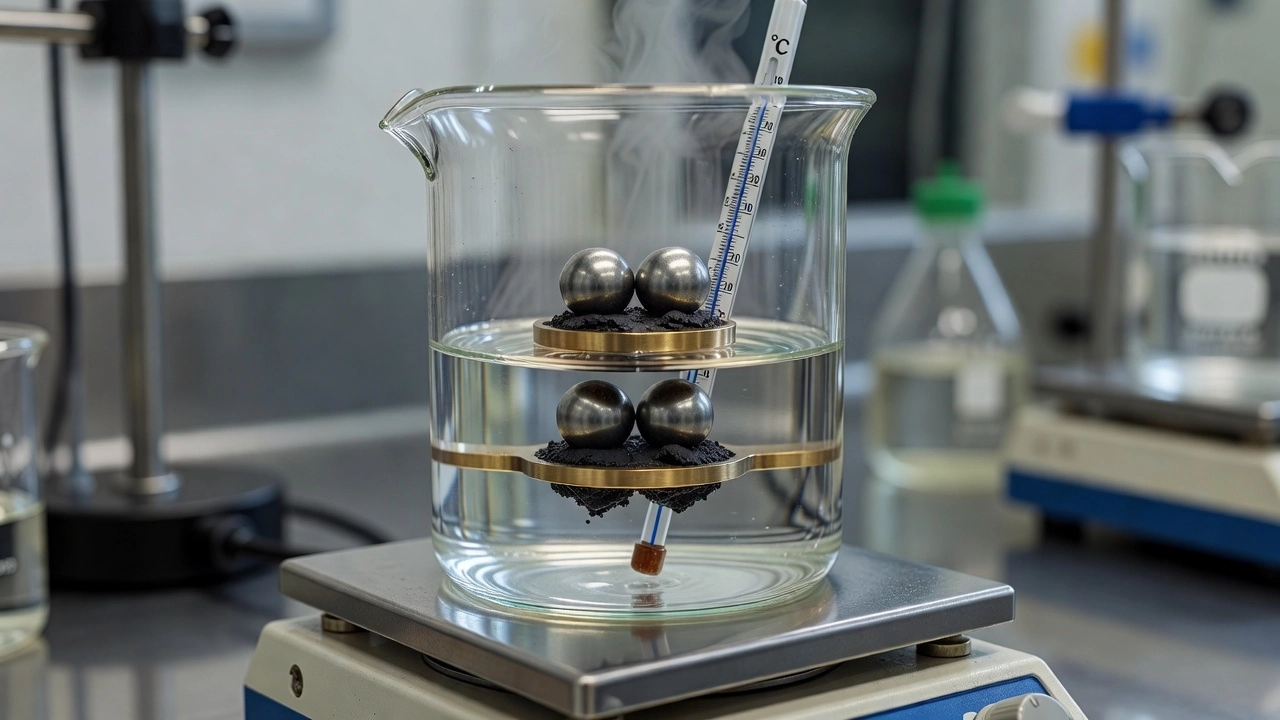
Softening Point — Ring and Ball — ASTM D36 / AASHTO T 53
The Ring and Ball Softening Point test, standardized as ASTM D36 and AASHTO T 53, measures the temperature at which asphalt cement reaches a specific consistency — the point at which it softens sufficiently to flow under the weight of a standard steel ball. The test is a thermomechanical characterization that provides information about the binder’s high-temperature behavior and its temperature susceptibility.
The test procedure involves pouring molten asphalt into two standard brass rings (15.88 mm inside diameter, 6.35 mm height, 2.38 mm wall thickness), allowing them to cool. After trimming the excess asphalt flush with the ring surface, a standard steel ball (9.53 mm diameter, 3.50 g ± 0.05 g) is centered on each sample. The assembly is placed in a liquid bath — distilled water for softening points below 80°C, glycerin for softening points above 80°C — and heated at a controlled rate of 5.0°C ± 0.5°C per minute. The temperature is recorded at the moment when each ball, covered by softening asphalt, touches the bottom plate (25 mm below the starting position). The average of the two recorded temperatures is reported as the softening point.
Typical softening point values for paving-grade asphalts range from approximately 38°C to 55°C (100°F to 131°F) for conventional binders, and up to 70°C to 90°C for polymer-modified or air-blown binders. The softening point increases with binder stiffness — higher penetration grades (softer binders) have lower softening points, while lower penetration grades (harder binders) have higher softening points. For a typical PG 64-22 binder (approximately 60/70 penetration), the softening point is generally between 48°C and 55°C.
The Softening Point (SP) , combined with Penetration at 25°C, is used to calculate the Penetration Index (PI) — the most widely used measure of binder temperature susceptibility. The PI equation is given in the penetration section above. The PI provides critical insight into how the binder’s stiffness changes with temperature. Binders with high PI values (approaching +7) have flat stiffness-temperature curves — they change stiffness relatively little with temperature, making them suitable for climates with wide temperature ranges. Binders with low PI values (approaching -3) are highly temperature-susceptible — stiff at low temperatures but very soft at high temperatures, making them prone to both thermal cracking and rutting.
The softening point test has improved precision compared to penetration: repeatability is 1.0°C, and reproducibility is 2.0°C per ASTM D36. The test is particularly useful for detecting polymer modification — SBS (styrene-butadiene-styrene) modified binders typically show elevated softening points (often ≥ 60°C) that are not consistent with their penetration grade, indicating the presence of an elastomeric network that enhances high-temperature stiffness without sacrificing low-temperature flexibility.
Rotational Viscosity — ASTM D4402 / AASHTO T 316
The Rotational Viscometer (RV) test, standardized as ASTM D4402 and AASHTO T 316, measures the viscosity of asphalt binders at elevated temperatures (typically 135°C, 165°C, and 175°C) using a Brookfield-type viscometer. The test evaluates the workability of the binder — its ability to be pumped, transferred, and mixed with aggregate at hot-mix asphalt plant temperatures.
The test apparatus consists of a thermosel (temperature-controlled oven) that heats a sample chamber containing the binder, a spindle inserted into the binder, and a viscometer that measures the torque required to rotate the spindle at a constant speed. The standard conditions for PG binder testing are 135.0°C ± 0.5°C and 20 RPM spindle rotational speed. The appropriate spindle is selected to maintain the torque reading between 10% and 100% of the full-scale range — typical spindles are #21 for softer binders and #27 or #29 for harder binders. The sample is conditioned for 30 minutes at the test temperature before measurement.
The viscosity is calculated from the torque reading using the spindle-specific calibration factor. The PG specification limit per AASHTO M 320 and M 332 is viscosity ≤ 3.0 Pa·s (3000 cP) at 135°C. Binders that exceed this limit cannot be easily handled at typical hot-mix plant temperatures and may require increased mixing and compaction temperatures. The mixing and compaction temperatures for the asphalt mixture are determined from the viscosity-temperature relationship — typically the temperatures at which the binder viscosity falls within the range of 0.17 ± 0.02 Pa·s (for mixing) and 0.28 ± 0.03 Pa·s (for compaction).
The viscosity-temperature relationship follows an Arrhenius-type behavior: log(viscosity) is approximately linear with the inverse of absolute temperature (1/T in Kelvin). By measuring viscosity at a minimum of two temperatures (typically 135°C and 165°C or 175°C), the complete viscosity-temperature curve can be established, allowing the determination of mixing and compaction temperature ranges. For polymer-modified binders, the viscosity-temperature relationship may deviate from the simple Arrhenius model — these binders often exhibit shear-thinning (pseudoplastic) behavior where viscosity decreases with increasing shear rate, requiring careful selection of spindle speed and geometry.
The rotational viscosity test is also used to evaluate the storage stability of modified binders by comparing the viscosity of samples taken from the top and bottom of a storage tank after a specified holding period. A significant difference between top and bottom viscosity indicates polymer separation — the polymer modifier has floated to the top due to density differences and incompatibility with the base binder.
The Dynamic Shear Rheometer (DSR) is the single most important instrument in modern asphalt binder testing. Standardized as AASHTO T 315 and ASTM D7175, the DSR measures the viscoelastic properties of asphalt binders at high and intermediate service temperatures by applying oscillatory shear loading. The DSR is the primary testing instrument for the Superpave Performance Grade (PG) binder specification.
The DSR operates by sandwiching a thin asphalt binder specimen between two parallel plates. For unaged and RTFO-aged binders, 25 mm diameter plates with a 1.000 mm ± 0.050 mm gap are used. For PAV-aged binders, 8 mm diameter plates with a 2.000 mm ± 0.050 mm gap are used. The smaller plates and larger gap for aged binders accommodate the higher stiffness of the aged material. The test temperature is controlled to within ±0.1°C using a fluid bath or environmental chamber that surrounds the specimen assembly.
The DSR applies an oscillatory (sinusoidal) shear strain or stress at a frequency of 10 radians per second (approximately 1.59 Hz). This frequency was selected during the SHRP program to represent the loading rate of a vehicle traveling at approximately 55 mph (90 km/h). The applied strain amplitude is controlled to remain within the linear viscoelastic range of the binder — typically 10% to 12% strain for unaged binders and 1% for PAV-aged binders.
The DSR measures two fundamental parameters. The complex shear modulus (G)* , expressed in kPa, is the total resistance of the binder to deformation under repeated shear loading. A higher G* indicates a stiffer binder. The phase angle (δ) , expressed in degrees, is the time lag between the applied stress and the resulting strain. For a perfectly elastic material, δ = 0° (stress and strain are perfectly in phase — all energy is stored and recovered). For a purely viscous Newtonian fluid, δ = 90° (stress leads strain by 90° — all energy is dissipated as heat). Asphalt binders are viscoelastic, exhibiting behavior between these extremes.
The DSR provides three specification parameters used for PG binder grading, each corresponding to a different distress mechanism and binder age:
Binder Age
Test Parameter
Specification Limit
Purpose
Original (unaged)
G/sin δ*
≥ 1.00 kPa
Rutting resistance — binder as delivered
RTFO-aged residue
G/sin δ*
≥ 2.20 kPa
Rutting resistance — binder after construction
PAV-aged residue
G× sin δ*
≤ 5000 kPa
Fatigue cracking resistance — aged binder
The rutting parameter G/sin δ* is a measure of the binder’s resistance to permanent deformation at high pavement temperatures. The sin δ in the denominator penalizes viscous behavior (high δ) and rewards elastic behavior (low δ). For the same G*, a binder with lower δ (more elastic) has a higher G*/sin δ and is considered more rut-resistant. The specification requires higher G*/sin δ on RTFO-aged binder (2.20 kPa) compared to original binder (1.00 kPa) because the binder stiffens during construction and the critical rutting season occurs shortly after construction when the binder is still in its short-term aged condition.
The fatigue parameter G× sin δ* is a measure of the binder’s resistance to fatigue cracking at intermediate pavement temperatures (typically 20°C to 35°C). The sin δ in the numerator rewards viscous behavior (high δ) because a more viscous binder can dissipate energy under repeated loading rather than storing it and fracturing. For the same G*, a binder with higher δ (more viscous) has a lower G*× sin δ and is considered more fatigue-resistant. The PAV-aged residue is used because fatigue cracking typically develops after the binder has aged in service for several years.
The DSR test temperature for PG grade determination is the high pavement design temperature for original/RTFO testing and the intermediate pavement temperature for PAV testing. The intermediate temperature is calculated as (High Temp + Low Temp)/2 + 4°C, with adjustments as specified in AASHTO R 29. For a PG 64-22 binder, the intermediate temperature is approximately 25°C.
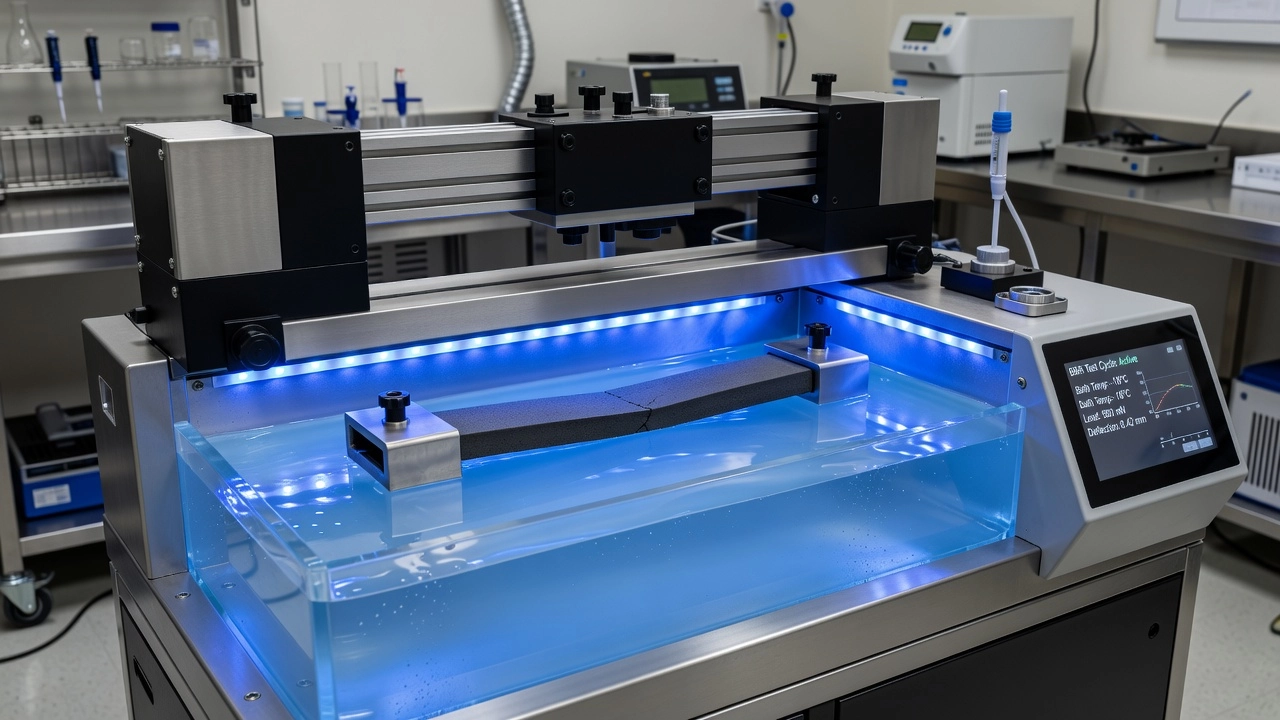
The Bending Beam Rheometer (BBR) test, standardized as AASHTO T 313 and ASTM D6648, evaluates the resistance of asphalt binders to low-temperature (thermal) cracking — one of the three primary distress mechanisms in asphalt pavements. The BBR is the essential instrument for determining the low-temperature PG grade of a binder.
The test uses a prismatic beam specimen of PAV-aged binder with dimensions of 127 mm ± 2 mm length, 12.70 mm ± 0.05 mm width, and 6.35 mm ± 0.05 mm height. The beam is placed on two supports spaced 102.0 mm ± 1.0 mm apart and submerged in a temperature-controlled fluid bath (typically ethanol) maintained at the low pavement design temperature plus 10°C — for example, at -12°C for a PG XX-22 low-temperature grade and at -18°C for a PG XX-28 grade.
A constant creep load of 980 mN ± 10 mN (100 gf ± 1 gf) is applied at the beam midpoint, and the deflection is measured as a function of time over 240 seconds using a linear variable differential transformer (LVDT) with a resolution of 0.1 µm. The load is applied by a pneumatic system, and the test is conducted under computer control. The BBR is a creep test — the load is applied and held constant while the deformation is measured over time, providing information about both the instantaneous stiffness and the time-dependent (viscoelastic) response.
Two parameters are derived from the BBR test at 60 seconds of loading. The creep stiffness (S(60)) is the ratio of the maximum stress in the beam to the measured strain at 60 seconds, expressed in MPa. The specification limit per AASHTO M 320/M 332 is S ≤ 300 MPa. The creep stiffness represents the binder’s resistance to bending deformation at the test temperature — lower stiffness indicates a softer, more flexible binder that can better accommodate thermal contraction without cracking.
The m-value (m(60)) is the absolute value of the slope of the log creep stiffness (log S) versus log time (log t) curve at 60 seconds. The specification limit is m-value ≥ 0.300. The m-value represents the rate at which the binder’s stiffness decreases with loading time — it is a measure of the binder’s ability to relax thermal stresses. A higher m-value means the binder can rapidly relieve stresses as they build during cooling, reducing the likelihood of thermal cracking. The m-value is often more critical than the creep stiffness because a binder with adequate stiffness (S < 300 MPa) but low m-value (< 0.300) will still be prone to thermal cracking because it cannot relax stresses quickly enough.
The BBR test is performed at T_low + 10°C rather than at the actual minimum pavement temperature for two reasons. First, thermal cracking in the field occurs not only at the minimum pavement temperature but also during the cooling process — the binder must be able to relax stresses as they accumulate during cooling, and the 10°C safety margin accounts for this phenomenon. Second, the test is more practical at the warmer temperature because the binder is less brittle and the test results are more repeatable.
The Direct Tension Test (DTT) per AASHTO T 314 is required as a supplemental test when the BBR creep stiffness at 60 seconds is between 300 MPa and 600 MPa. The DTT measures the failure strain of a PAV-aged binder dumbbell-shaped specimen at the low pavement design temperature, elongated at 1.00 mm/min. The failure strain must be ≥ 1.0%. The DTT provides a direct measure of the binder’s tensile elongation capacity, which is the fundamental material property governing thermal cracking resistance. If the BBR stiffness exceeds 600 MPa, the binder fails regardless of DTT results.
The Multiple Stress Creep Recovery (MSCR) test, standardized as AASHTO T 350 and ASTM D7405, is the most significant advancement in asphalt binder rutting evaluation since the original Superpave specification. The MSCR test addresses critical limitations of the DSR G*/sin δ rutting parameter, particularly its inability to accurately characterize polymer-modified binders due to sensitivity to steric hardening — a reversible molecular stiffening that occurs during storage at ambient temperature and inflates G*/sin δ values, leading to overestimation of rutting resistance.
The MSCR test uses the same DSR equipment as the standard oscillatory test but with a fundamentally different loading protocol — creep and recovery rather than oscillatory shear. The test applies a constant shear stress for 1 second (creep phase), followed by 0 stress for 9 seconds (recovery phase). This 10-second cycle is repeated 10 times at a lower stress level of 0.1 kPa, then immediately followed by 10 cycles at a higher stress level of 3.2 kPa. The creep stress levels simulate different traffic loading conditions — 0.1 kPa represents lighter traffic, while 3.2 kPa represents the higher shear stresses from heavy, slow-moving, or standing traffic.
The primary parameter from the MSCR test is the non-recoverable creep compliance (Jnr) . Jnr is calculated as the residual strain at the end of each 9-second recovery period divided by the applied creep stress. Jnr is expressed in kPa⁻¹ and represents the binder’s contribution to permanent (non-recoverable) deformation under each load cycle. Lower Jnr values indicate better rutting resistance. The specification value is Jnr3.2 — the average non-recoverable creep compliance from the 10 cycles at 3.2 kPa stress.
The secondary parameter is the percent recovery (%R) at 3.2 kPa — the percentage of the total creep strain that is recovered during the 9-second recovery period. %R indicates the degree of elastic behavior in the binder. Higher recovery values are characteristic of elastomeric polymer modification (e.g., SBS-modified binders typically show %R ≥ 30% for Jnr = 1.0 kPa⁻¹). %R is not a pass/fail requirement but is used as an indicator of polymer content and quality.
The stress sensitivity (Jnr_diff) is calculated as the percent difference between Jnr at 0.1 kPa and Jnr at 3.2 kPa: Jnr_diff = 100 × (Jnr3.2 — Jnr0.1) / Jnr0.1. The specification limit for Jnr_diff is ≤ 75% for all traffic grades. Binders with high stress sensitivity show a significant increase in permanent deformation potential at higher stress levels, indicating poor performance under heavy or slow-moving traffic.
AASHTO M 332 uses MSCR-based Jnr3.2 limits to define traffic grades, replacing the grade-bumping approach of AASHTO M 320:
Traffic Designation
Max Jnr3.2 (kPa⁻¹)
Typical Application
S — Standard
4.5
< 10 million ESALs, standard traffic speed
H — Heavy
2.0
10-30 million ESALs, slow traffic
V — Very Heavy
1.0
> 30 million ESALs, standing loads
E — Extreme
0.5
> 30 million ESALs, very slow/standing loads
The MSCR test has three critical advantages over the DSR G*/sin δ test. First, it measures non-recoverable deformation directly rather than inferring it from oscillatory response — Jnr is a direct measurement of permanent deformation per unit stress, which is exactly what controls rutting in the field. Second, the MSCR test is not affected by steric hardening — the creep-recovery loading disrupts the reversible molecular structures that cause steric hardening, producing results that represent the binder’s true rutting resistance. Third, the MSCR test provides information about elastic response through %R, enabling identification of polymer modification quality.
Rolling Thin Film Oven — RTFO — AASHTO T 240 / ASTM D2872
The Rolling Thin Film Oven (RTFO) test, standardized as AASHTO T 240 and ASTM D2872, simulates the short-term aging that asphalt binder undergoes during hot-mix asphalt production, transport, and placement. The test is an essential component of the PG binder specification system because binder properties after short-term aging (not the original unaged properties) govern performance during the critical early years of pavement service life.
The RTFO test uses a specially designed convection oven that holds eight cylindrical glass bottles (64 mm inside diameter, 140 mm length) in a vertical carousel. Each bottle contains 35.0 g ± 0.5 g of asphalt binder. The oven is preheated to 163°C ± 1°C. The carousel rotates at 15.0 ± 0.2 RPM, and an air jet delivers 4000 mL/min of filtered, compressed air into each bottle. The binder is subjected to these conditions for exactly 85 minutes from the time the oven temperature stabilizes after loading.
The rotation creates a thin film of binder on the inner wall of the bottle — the binder thickness is approximately 1.25 mm. This thin film maximizes the surface area exposed to hot air, accelerating oxidative aging. The 85-minute exposure at 163°C simulates the thermal and oxidative history of the binder during approximately 2 to 4 hours at the hot-mix plant, including: heating in storage tanks (160-180°C), mixing with superheated aggregate (the aggregate is typically at 150-175°C), transport in trucks (30-90 minutes), and placement and compaction (30-60 minutes).
Two parameters are measured from the RTFO test. The mass loss is calculated as the percentage of binder mass lost during the test due to evaporation of volatile components. The specification limit per AASHTO M 320/M 332 is mass loss ≤ 1.00% for most PG grades. Excessive mass loss (> 1.0%) indicates that the binder contains excessive volatile components that will evaporate during production, resulting in a stiffer, more brittle binder than intended. The RTFO residue is recovered and used for subsequent testing — the DSR G*/sin δ rutting test and, as the starting material for PAV aging.
The RTFO test has known limitations. The thin-film geometry does not exactly replicate the aging that occurs in a hot-mix plant, where binder coats aggregate particles in films of varying thickness (typically 6-15 µm, much thinner than the RTFO film). Research has shown that the RTFO may under-age binders compared to actual plant aging for some binder-aggregate combinations and over-age for others. The Rolling Thin Film Oven Test at Variable Temperature (RTFOT-VT) and the Modified Rotating Flask Test (RFT) have been proposed as alternatives but have not replaced the standard RTFO in specifications.
The Thin Film Oven Test (TFOT) per ASTM D1754 is an older alternative to the RTFO that uses static pans (no rotation) rather than rotating bottles. The TFOT is still specified in some international standards and produces generally similar aging effects, though the RTFO provides more uniform and reproducible aging because of the continuous binder film renewal from rotation.
The Pressure Aging Vessel (PAV) test, standardized as AASHTO R 28 and ASTM D6521, simulates the long-term oxidative aging that asphalt binder undergoes during 5 to 10 years of in-service pavement life. The PAV test conditions accelerate the natural oxidation process that occurs as oxygen from the air diffuses into the binder films coating aggregate particles in the pavement.
The PAV test uses RTFO-aged residue as the starting material. The RTFO residue — already conditioned to simulate short-term aging — is poured into stainless steel pans to achieve a film thickness of approximately 3.2 mm. The pans are placed in the PAV vessel, which is a sealed stainless steel chamber. The vessel is pressurized to 2.07 MPa ± 0.07 MPa (300 psi) with compressed air and heated to the test temperature. The standard test temperature is 100°C ± 0.5°C for PG grades with high-temperature grades up to PG 76. For grades PG 76 and higher (typically polymer-modified binders), the temperature is increased to 110°C ± 0.5°C to maintain adequate aging acceleration. For some cold-climate grades, a temperature of 90°C may be used. The binder is aged for exactly 20 hours ± 10 minutes at the specified temperature and pressure.
The high pressure (2.07 MPa = approximately 20 atmospheres) dramatically accelerates the diffusion of oxygen into the binder film, producing aging in 20 hours that is equivalent to 5-10 years of field aging in temperate climates. The temperature of 100-110°C is high enough to accelerate the oxidation reactions but low enough to avoid thermal degradation (cracking) of the binder molecules.
After the 20-hour aging period, the vessel is depressurized over 8-10 minutes, and the pans are removed. The PAV-aged binder residue must undergo vacuum degassing at approximately 170°C for standard grades (or at the PAV aging temperature + 60°C for other grades) in a vacuum oven at 15 kPa absolute pressure for 30 ± 5 minutes. The degassing step removes air bubbles that become entrapped in the binder during the pressurized aging process. Failure to degas properly will result in erroneous (artificially low) stiffness values because the trapped air bubbles act as voids that reduce the effective cross-section of the test specimens.
The PAV residue is used for two critical PG specification tests. The DSR fatigue test (G× sin δ)* at the intermediate pavement temperature evaluates the binder’s resistance to fatigue cracking in its aged condition. The BBR low-temperature test (S and m-value) at the low pavement temperature plus 10°C evaluates the binder’s resistance to thermal cracking in its aged condition. Both tests use the PAV residue because fatigue cracking and thermal cracking typically manifest after several years of service, when the binder has undergone substantial oxidative aging.
The PAV test significantly stiffens the binder. For a typical PG 64-22 binder, the DSR G* at the intermediate temperature (25°C) may increase from approximately 2,000 kPa (RTFO-aged) to 4,500-5,500 kPa (PAV-aged) — an increase of more than 100%. The BBR creep stiffness at -12°C typically increases from approximately 150-250 MPa for the RTFO-aged binder to 250-350 MPa for the PAV-aged binder. The mass gain during PAV aging is typically 0.1% to 0.5% due to oxygen uptake.
Binder Properties and Pavement Distress
The relationship between asphalt binder test results and field pavement distress patterns is the fundamental knowledge that enables engineers to select appropriate binder grades, diagnose premature failures, and predict remaining pavement life. Each major distress mechanism in asphalt pavements can be traced to specific binder properties evaluated by the tests described above.
Rutting (Permanent Deformation) — Rutting is the accumulation of permanent deformation in the wheel paths at high pavement temperatures (typically > 40°C pavement temperature). The binder contribution to rutting is controlled by its stiffness and elasticity at the high service temperature. The DSR G/sin δ* on original and RTFO-aged binder quantifies rutting resistance. Binders with G*/sin δ below specification limits at the high pavement temperature will be too soft to resist shear stresses from traffic, resulting in wheel-path rutting. The MSCR Jnr3.2 provides an even more direct measure — each load cycle produces a small increment of permanent deformation, and the cumulative effect over millions of load cycles produces measurable rutting. Binders with high Jnr values (soft, viscous binders) are particularly susceptible to rutting under slow-moving or standing loads (intersections, toll plazas, climbing lanes).
Fatigue Cracking — Fatigue cracking (alligator cracking) occurs at intermediate pavement temperatures (typically 15°C to 35°C) due to repeated tensile strains at the bottom of the asphalt layer from traffic loading. The binder contributes to fatigue resistance through its stiffness and energy dissipation capacity. The DSR G× sin δ* on PAV-aged binder at the intermediate temperature quantifies fatigue resistance. Binders with G*× sin δ exceeding 5000 kPa are too stiff in their aged condition and will crack prematurely under repeated loading. The rate of oxidative aging also controls fatigue life — binders that age rapidly (high increase in G* with PAV aging) will become embrittled sooner, shifting the fatigue cracking curve to earlier in the pavement life.
Low-Temperature (Thermal) Cracking — Thermal cracking occurs during cold weather when the pavement contracts and the tensile stresses induced by contraction exceed the tensile strength of the binder. The BBR creep stiffness (S) and m-value on PAV-aged binder quantify thermal cracking resistance. Binders with S > 300 MPa at the low pavement temperature plus 10°C are too stiff — they generate high tensile stresses during contraction that exceed their tensile strength, resulting in transverse cracks. Binders with m-value < 0.300 cannot relax stresses rapidly enough during cooling, even if the stiffness is acceptable. The DTT failure strain provides additional information — binders with failure strain < 1.0% at the low pavement temperature are too brittle and will crack under thermal stress. Thermal cracking is typically observed as evenly spaced transverse cracks (5-20 m spacing), often appearing after the first or second winter following construction, particularly if the binder grade was selected without adequate low-temperature margin.
Moisture Damage (Stripping) — While primarily controlled by aggregate mineralogy and anti-strip additives, the binder’s chemistry influences moisture damage susceptibility. The binder-aggregate adhesion is affected by the binder’s acid/base chemistry — binders with higher asphaltene content generally exhibit better adhesion to siliceous aggregates. The Penn State Test and Boiling Water Test (ASTM D3625) evaluate moisture sensitivity at the binder-aggregate interface.
Aging and Durability — The RTFO mass loss provides insight into binder volatility — binders with mass loss > 1.0% contain excessive light fractions that will evaporate during production, leading to premature stiffening and embrittlement. The PAV aging index (ratio of PAV-aged viscosity or stiffness to RTFO-aged values) provides a measure of the binder’s aging susceptibility. Binders with high aging indices will become stiff and brittle more quickly in service, potentially leading to premature fatigue or thermal cracking.
The following table summarizes the linkage between PG binder tests and pavement distress:
Distress Mechanism
Controlling Test
Critical Parameter
Field Indicator
Rutting
DSR (original + RTFO) or MSCR (RTFO)
G*/sin δ ≥ 1.0/2.2 kPa or Jnr3.2 ≤ spec
Wheel-path depressions, lateral upheaval
Fatigue Cracking
DSR (PAV)
G*× sin δ ≤ 5000 kPa
Alligator (interconnected) cracking in wheel paths
Thermal Cracking
BBR (PAV) + DTT (PAV)
S ≤ 300 MPa, m ≥ 0.300, strain ≥ 1.0%
Transverse cracks at regular spacing
Workability
Rotational Viscometer
Viscosity ≤ 3.0 Pa·s at 135°C
Production difficulties, tender mix
Volatility
RTFO
Mass loss ≤ 1.0%
Premature cracking from excessive aging
Binder Testing for Airport Pavements — FAA and ICAO Standards
Airport pavement binder testing follows the same fundamental principles as highway binder testing but with important modifications to account for the unique loading and environmental conditions of aviation operations. The Federal Aviation Administration (FAA) specifies binder requirements through its Item P-401 (Plant Mix Bituminous Pavements) in Advisory Circular 150/5370-10H.
The FAA requires PG binder testing per ASTM D6373 (Standard Specification for Performance-Graded Asphalt Binder) for all airport pavement projects. The PG grade is selected using the same LTPP Bind weather database as highway projects, but the FAA uses a 98% reliability level for commercial service airports (versus 50% commonly used for highways), reflecting the safety-critical nature of airfield pavements.
Key differences in airport binder testing and specification include:
Grade Bumping for Aircraft Tire Pressures — Aircraft tire pressures range from 100 psi (general aviation) to over 250 psi (Boeing 777, Airbus A380), compared to typical highway truck tire pressures of 100-120 psi. The higher tire pressures impose greater shear stresses on the pavement surface, requiring higher high-temperature PG grades. The FAA recommends grade bumping of one to two grades for heavy aircraft pavements, particularly in hot climates.
PG Plus Testing Requirements — For binders with a temperature spread of 92°C or greater (indicating polymer modification), the FAA requires PG Plus testing per the agency’s supplemental specifications. This includes Elastic Recovery (ASTM D6084) at 25°C with minimum recovery of 60-70%, and Separation of Polymer (ASTM D7173) with maximum softening point difference of 2.5°C to 5.5°C between top and bottom sections of a vertically stored sample.
Fuel-Resistant Binders — Airport pavements near refueling positions are exposed to jet fuel (Jet A, Jet A-1, JP-8) spills. Jet fuel is a hydrocarbon solvent that dissolves conventional asphalt binders, causing raveling and FOD hazards. The FAA specifies Special Fuel Resistant (SFR) binders — chemically cross-linked, thermosetting binders — for these critical areas, and these binders must pass additional fuel immersion testing per FAA specifications.
Loaded Wheel Testing — The FAA requires loaded wheel rutting testing as part of mix design approval per AASHTO T 340 (Asphalt Pavement Analyzer) at 250 psi hose pressure and 64°C, with a maximum rut depth of 10 mm at 4,000 passes.
International Civil Aviation Organization (ICAO) standards, primarily through Annex 14 — Aerodromes and Aerodrome Design Manual (Doc 9157, Part 3) , reference ASTM and national standards for asphalt binder testing and selection. ICAO requires that airport pavement materials be selected to withstand the operational conditions at the airport, including aircraft loading, tire pressures, and climatic conditions. ICAO does not prescribe specific binder test methods but requires that member states ensure binders meet appropriate performance standards. In practice, most international airports outside North America use penetration-grade binders per EN 12591 with additional specification requirements for polymer modification in high-load areas, while airports in North America predominantly use PG binders per ASTM D6373 or AASHTO M 332.
Asphalt Cement Chemistry and Its Effect on Binder Testing
The chemical composition of asphalt cement fundamentally controls its physical and rheological properties and, therefore, its performance in binder tests. Understanding these relationships enables engineers to interpret test results and diagnose performance problems at a deeper level.
Asphalt cement is a complex colloidal system consisting of asphaltenes (high-molecular-weight, highly polar aromatic hydrocarbons) dispersed in a continuous maltene phase. The maltene fraction is itself composed of three subfractions. Saturates are nonpolar aliphatic hydrocarbons (20-40% by mass of the maltene fraction) that contribute to fluidity and low-temperature properties but provide little stiffness. Aromatics (naphthene aromatics) are low-polarity cyclic hydrocarbons (40-60%) that act as a peptizing agent, dispersing the asphaltenes within the maltene phase. Resins (polar aromatics) are high-polarity hydrocarbons (15-30%) that act as a compatibilizer between the asphaltenes and the maltene phase, stabilizing the colloidal structure.
The balance between these fractions controls binder properties. High asphaltene content produces stiff, viscous binders with high G* values, high softening points, and low penetration — suitable for hot climates and high traffic. High maltene content (particularly high saturates) produces soft, fluid binders with low G* values, low softening points, and high penetration — suitable for cold climates but prone to rutting in hot conditions.
The asphaltene-maltene interaction is critical to understanding polymer modification. SBS (styrene-butadiene-styrene) polymer absorbs the aromatic and resin fractions from the maltene phase, forming a three-dimensional elastomeric network that physically cross-links the binder. This network dramatically increases the binder’s elastic response (lower δ, higher %R in MSCR) without excessively increasing stiffness at low temperatures. The effectiveness of polymer modification depends on the compatibility between the polymer and the base binder chemistry — binders with insufficient aromatic content cannot properly swell the polymer, resulting in poor modification and potential phase separation.
Oxidative aging — simulated by the RTFO and PAV tests — primarily affects the chemical composition of the binder. During aging, polar aromatic compounds oxidize to form additional asphaltenes through the formation of carbonyl (C=O) and sulfoxide (S=O) functional groups. This asphaltene enrichment increases the binder’s G* (stiffens it), reduces the phase angle (makes it more elastic), and ultimately embrittles the binder to the point where fatigue or thermal cracking becomes inevitable. The rate of oxidative aging is measured by the Carbonyl Index from Fourier Transform Infrared (FTIR) spectroscopy. Binders with high aging rates (high carbonyl growth per unit time) will reach their embrittlement point faster in the field, requiring either a softer starting PG grade or the use of anti-aging additives.
The Chemical Composition — Physical Properties relationship explains why two binders with the same penetration grade or the same PG grade can perform differently in the field. Binders from paraffinic crude sources (e.g., Arabian Light, West Texas Intermediate) have different temperature susceptibility than binders from naphthenic crude sources (e.g., Venezuelan Boscan, California coastal crudes), even when graded identically. This is the fundamental limitation of all empirical grading systems and the reason why the PG system — which tests binders at the actual service temperatures relevant to the project — provides superior performance prediction, regardless of the binder’s chemical origin.
Precision and Bias of Binder Tests
Understanding the precision (repeatability and reproducibility) of binder test results is essential for quality control and acceptance decisions. All standardized binder tests include precision statements developed through interlaboratory testing programs.
Test
Standard
Repeatability (d2s)
Reproducibility (d2s)
Units
Penetration (25°C)
ASTM D5
4% of mean
11% of mean
dmm
Softening Point
ASTM D36
1.0°C
2.0°C
°C
Rotational Viscosity
AASHTO T 316
4.5% of mean
10.5% of mean
Pa·s
DSR G*/sin δ
AASHTO T 315
12% of mean
28% of mean
kPa
DSR G*× sin δ
AASHTO T 315
14% of mean
32% of mean
kPa
BBR S (creep stiffness)
AASHTO T 313
5.5% of mean
12.5% of mean
MPa
BBR m-value
AASHTO T 313
0.019
0.042
—
MSCR Jnr3.2
AASHTO T 350
9.5% of mean
22% of mean
kPa⁻¹
RTFO mass loss
AASHTO T 240
0.15%
0.35%
%
Repeatability (d2s) — the difference between two test results obtained by the same operator using the same equipment — should not exceed the stated value in more than 5% of cases. Reproducibility (d2s) — the difference between two test results obtained by different operators in different laboratories — should not exceed the stated value in more than 5% of cases.
These precision values have important practical implications. For PG binder grade verification per AASHTO R 29, the DSR rutting requirement of G*/sin δ ≥ 2.20 kPa on RTFO residue has a reproducibility of 28%. This means that a binder with a true value of 2.50 kPa could be reported as low as 1.80 kPa (failing) or as high as 3.20 kPa (passing) by different laboratories. This scatter is the reason why PG grade verification typically requires duplicate testing and consensus evaluation. For borderline materials, additional replicate testing and statistical analysis are essential to avoid incorrect acceptance or rejection.
The Shear Susceptibility of binder test results also affects precision. Binders that are highly shear-sensitive (viscosity decreases significantly with increasing shear rate) may show different results depending on the specific DSR or viscometer setup. Polymer-modified binders are particularly susceptible to this effect because the polymer network is disrupted at high shear rates. The use of controlled-strain versus controlled-stress DSR testing modes can produce different results for modified binders, a factor that must be considered when comparing results between laboratories using different DSR equipment.
Conclusion: The Role of Binder Testing in Pavement Engineering
Asphalt cement and binder testing provides the essential link between material selection and pavement performance. The evolution from empirical tests (penetration, softening point) to rheological characterization (DSR, BBR, MSCR) and aging simulation (RTFO, PAV) has transformed the ability of pavement engineers to select binders that will perform under the specific climatic and traffic conditions of each project.
For the pavement inspector and condition assessment professional, understanding binder test results enables: correct diagnosis of observed distress patterns — rutting points to inadequate high-temperature grade or traffic bumping, thermal cracking points to inadequate low-temperature grade, and fatigue cracking points to excessive stiffness at intermediate temperatures; verification of materials compliance — comparing delivered binder test results to the project specifications and identifying discrepancies that explain premature failures; forensic evaluation — testing binder recovered from field cores (using Abson Recovery per ASTM D1856 or Rotary Evaporator Recovery per ASTM D5404) to determine if the in-place binder properties match the specified grade or if excessive aging has occurred; and pavement preservation planning — predicting the remaining service life based on the rate of binder aging and selecting appropriate maintenance treatments.
The PG binder specification — whether AASHTO M 320 (DSR-based) or AASHTO M 332 (MSCR-based) — represents the current state of the art in binder characterization. Engineers, inspectors, and materials specialists who understand the principles, procedures, and interpretation of binder tests are equipped to make informed decisions that directly impact pavement performance, safety, and lifecycle costs.
Frequently Asked Questions
Asphalt cement (also called asphalt binder in North America or bitumen in Europe and most international contexts per EN 12591) is the dark brown to black cementitious material obtained from petroleum refining through vacuum distillation of crude oil. It is the constituent that binds aggregate particles together in asphalt concrete. In North American practice, the term asphalt cement typically refers to the unmodified base binder before any polymer or additive modification. Asphalt binder is the broader term encompassing both unmodified and modified (polymer, rubber, chemical) binders regulated under specifications like AASHTO M 320. The term bitumen is used internationally and in ICAO documents — chemically identical to asphalt cement — and is classified by penetration grade per EN 12591. All three terms refer to essentially the same material produced from the vacuum distillation residue of crude oil.
A standard asphalt binder testing program includes tests on three binder ages: (1) Original (unaged) binder — Flash Point (AASHTO T 48), Rotational Viscosity (AASHTO T 316), and Dynamic Shear Rheometer (AASHTO T 315) for G*/sin δ; (2) RTFO-aged residue (AASHTO T 240) — mass loss and DSR for G*/sin δ; and (3) PAV-aged residue (AASHTO R 28) — DSR for G*×sin δ and BBR (AASHTO T 313) for creep stiffness and m-value. For AASHTO M 332 grading, the MSCR test (AASHTO T 350) on RTFO residue replaces the DSR rutting requirement. Additional tests include Penetration (AASHTO T 49) for older specifications, Softening Point (AASHTO T 53), Ductility (AASHTO T 51), and Elastic Recovery (AASHTO T 301) for polymer-modified binders.
The Rolling Thin Film Oven (RTFO) test per AASHTO T 240 simulates short-term aging by placing 35 g of asphalt binder in a cylindrical glass bottle (64 mm diameter, 140 mm length) and rotating it at 15 RPM in a convection oven at 163°C with an air jet of 4000 mL/min for 85 minutes. The rotation creates a thin film of binder on the inner wall of the bottle, maximizing surface area exposure to heat and air. This simulates the oxidative aging that occurs during hot-mix asphalt production (mixing at 160-180°C), transport, and placement — approximately 2-4 hours. The mass loss is measured, and the residue is used for short-term aged testing including DSR rutting and MSCR evaluation.
The Pressure Aging Vessel (PAV) test per AASHTO R 28 simulates 5 to 10 years of in-service oxidative aging of asphalt binder. RTFO-aged residue (already short-term aged) is placed in stainless steel pans inside a pressurized vessel at 2.07 MPa (300 psi) and a temperature of 90°C to 110°C (typically 100°C for standard PG grades, 110°C for PG 76+ grades) for 20 hours. The high pressure accelerates oxygen diffusion into the binder film, producing aged residue equivalent to years of field aging. After PAV aging, the residue must be vacuum degassed (at 170°C for standard grades) to remove entrapped air bubbles before testing. The residue is used for fatigue cracking evaluation (DSR G*×sin δ) and low-temperature cracking evaluation (BBR).
The Dynamic Shear Rheometer (DSR) per AASHTO T 315 measures the viscoelastic properties of asphalt binder by applying oscillatory shear stress to a thin binder specimen between parallel plates at 10 radians/second (≈1.59 Hz, simulating 55 mph traffic loading). The DSR measures two fundamental parameters: the complex shear modulus (G*) representing total resistance to deformation under shear, and the phase angle (δ) representing the time lag between stress and strain — indicating viscoelastic balance. For rutting resistance, G*/sin δ must be ≥ 1.00 kPa on original binder and ≥ 2.20 kPa on RTFO-aged binder. For fatigue resistance, G*×sin δ must be ≤ 5000 kPa on PAV-aged binder at the intermediate pavement temperature.
The Bending Beam Rheometer (BBR) test per AASHTO T 313 evaluates an asphalt binder's resistance to low-temperature (thermal) cracking. A PAV-aged binder beam (127 mm × 12.7 mm × 6.35 mm) is placed in a temperature-controlled fluid bath at the low pavement design temperature plus 10°C and subjected to a constant 100 g (980 mN) creep load at the midpoint over a 102 mm simple span for 240 seconds. Two parameters are measured after 60 seconds: creep stiffness (S(60)) — the ratio of stress to strain, must be ≤ 300 MPa; and m-value — the absolute slope of the log stiffness versus log time curve, must be ≥ 0.300. The m-value is critical because it measures the binder's ability to relax thermal stresses as they build during cooling — a low m-value means the binder cannot relax stresses quickly enough, leading to thermal cracking even if the stiffness is acceptable.
Penetration grade (AASHTO M 20) classifies binders by the depth a standard needle penetrates at 25°C in tenths of millimeters. Common grades include: 40/50 (penetration 40-49 dmm) — approximately equivalent to PG 70-22 or PG 76-22; 60/70 (60-69 dmm) — approximately PG 64-22; 80/100 (80-99 dmm) — approximately PG 58-28; and 120/150 (120-149 dmm) — approximately PG 52-34. These equivalencies are approximate only — PG grades are performance-based and depend on the actual crude source and modifier type, while penetration grading is purely empirical at 25°C. Many international specifications (EN 12591) still use penetration grading, while North America has largely converted to PG grading for new construction.
The Multiple Stress Creep Recovery (MSCR) test per AASHTO T 350 addresses a critical limitation of the DSR G*/sin δ test: it does not accurately evaluate polymer-modified binders because of steric hardening — a reversible molecular stiffening that inflates G*/sin δ values. The MSCR test applies 1-second creep loads followed by 9-second recovery periods — 10 cycles at 0.1 kPa and 10 cycles at 3.2 kPa — using the DSR equipment. The non-recoverable creep compliance (Jnr3.2) is a direct measure of permanent deformation potential: lower Jnr = better rutting resistance. The percent recovery (%R) identifies the elastic component from polymer modification. AASHTO M 332 uses Jnr3.2 limits of 4.5 (Standard), 2.0 (Heavy), 1.0 (Very Heavy), and 0.5 (Extreme) kPa⁻¹, replacing grade bumping.
The FAA P-401 specification (AC 150/5370-10H) incorporates Performance Grade (PG) binder testing per ASTM D6373 for airport pavements, with key differences from highway practice: (1) Grade selection uses the same LTPP Bind climate data but at 98% reliability for commercial airports; (2) Grade bumping accounts for aircraft tire pressures of 100-250 psi versus 100-120 psi for highway trucks; (3) PG Plus testing is required for binders with temperature spreads ≥ 92°C (e.g., PG 76-22); (4) Airport mixes require loaded wheel testing (APA per AASHTO T 340) at 250 psi hose pressure; (5) Fuel-resistant binders are required near refueling positions; and (6) ICAO Annex 14 references ASTM and FAA standards for international airport pavement binder selection.
Need Asphalt Binder Testing and Pavement Materials Expertise?
Our team provides comprehensive pavement materials evaluation including asphalt binder testing verification, construction quality control testing, forensic analysis of binder-related pavement distress, and consulting on PG binder grade selection per AASHTO M 320, M 332, and FAA P-401 specifications for airport and highway projects.
Asphalt binder content (Pb) is the percentage by weight of binder in hot-mix asphalt — the single most important compositional parameter controlling durability,...
Asphalt (Bituminous) Pavement Material in Airport Infrastructure
A technical glossary on asphalt (bituminous) pavement materials used in airport infrastructure. Covers definitions, performance criteria, binder types, and inte...
Asphalt emulsion is a dispersion of asphalt binder droplets in water stabilized by an emulsifying agent, enabling cold-application pavement construction and mai...
33 min read
Pavement Materials
Asphalt Construction
+2
Cookie Consent We use cookies to enhance your browsing experience and analyze our traffic. See our privacy policy.