Nano-silica (colloidal silica) and nano-clay are ultra-fine particles (1-100 nm) added to concrete to dramatically improve strength, reduce permeability, and accelerate hydration through high reactivity and nucleation. Nano-silica produces denser C-S-H and refines pore structure. Covers nano-material types, dosage, effects, and inspection considerations for nano-modified concrete.
Nano-silica (also referred to as nanosilica, colloidal silica, or silicon dioxide nanoparticles, SiO₂) and nano-clay are engineered nanomaterials with particle dimensions in the range of 1 to 100 nanometers in at least one dimension, conforming to the definition of nanomaterials established by ISO/TS 80004 and ASTM E2456-06. These ultra-fine particles are incorporated into concrete mixtures to modify material behavior at the nanoscale — the scale at which calcium-silicate-hydrate (C-S-H), the primary binding phase in cement paste, itself exists and operates. The extraordinary specific surface area of these materials, ranging from 80 to over 500 m²/g for nano-silica, provides 5 to 30 times more surface interaction sites than conventional supplementary cementitious materials such as silica fume, enabling chemical and physical effects that are unattainable with micron-scale additives.
Definition and Particle Size
The defining characteristic of nano-materials in concrete is their particle size, which falls within the nanoscale range. For reference, a human hair is approximately 80,000 nanometers wide, and a strand of human DNA measures 2.5 nanometers in diameter. Nano-silica particles range from 1 to 100 nm, with the most commonly studied and commercially produced sizes falling between 5 and 50 nm. The specific surface area (SSA) measured by the Brunauer-Emmett-Teller (BET) method is the critical performance parameter — typical values for nano-silica range from 80 to 500+ m²/g, compared to 15-25 m²/g for silica fume (microsilica). This enormous surface area is the fundamental source of nano-silica’s enhanced reactivity.
Property
Typical Range for Nano-Silica
Primary particle size
1–100 nm (most common: 5–50 nm)
Specific surface area (BET)
80–500+ m²/g
Apparent density (powder)
0.03–0.30 g/cm³
Density (colloidal suspension)
~1.2 g/cm³
SiO₂ content
≥99% (amorphous)
pH (in suspension)
8–11 (alkaline-stabilized)
Crystal structure
Amorphous (non-crystalline)
Nano-silica is amorphous (non-crystalline), which is essential for pozzolanic reactivity. Crystalline silica at the nanoscale would not only be chemically inert in the cement hydration environment but would also pose significant respiratory health hazards. The amorphous nature of nano-silica ensures that the SiO₂ tetrahedra are disordered and readily available to dissolve and react with calcium hydroxide (portlandite) produced during cement hydration.
Nano-clay particles differ from nano-silica in both composition and morphology. Nano-clays are primarily composed of layered aluminosilicate minerals, most commonly montmorillonite (a smectite clay), kaolinite, or sepiolite. These materials have a platelet-like (layered) morphology with thickness on the order of 1 nm and lateral dimensions of 50-500 nm, giving them very high aspect ratios. The specific surface area of exfoliated nano-clay can reach 700-800 m²/g. Unlike nano-silica which acts primarily through chemical reactivity, nano-clay’s primary contribution to concrete is through rheological modification — the high aspect ratio platelets increase thixotropy, yield stress, and structural build-up at rest, making nano-clay particularly valuable for 3D-printed concrete and self-compacting concrete applications.
Types of Nano-Silica
Two primary commercial forms of nano-silica exist, each with fundamentally different dispersion characteristics, handling requirements, and performance in concrete:
Colloidal Nano-Silica (CNS) is a stable aqueous suspension of discrete SiO₂ nanoparticles, typically supplied with solid contents of 15-50% by weight (most commonly 30-40%). The particles are already dispersed in the liquid medium and stabilized at alkaline pH (8-11) to prevent gelation. The primary particle size in CNS ranges from 5 to 50 nm, and the suspension appears as a translucent to milky white liquid with low viscosity (typically <10 Pa·s). The key advantage of colloidal nano-silica is that it arrives pre-dispersed — the nanoparticles are already separated and stabilized, minimizing the need for additional dispersion energy. This results in more consistent and reproducible performance in concrete. Research by Kong et al. (2012) demonstrated that colloidal nano-silica produces a more pronounced acceleration effect on cement hydration compared to equivalent amounts of dry nano-silica powder that must be redispersed. The disadvantages include higher shipping cost due to the water content (60-70% water by weight), limited shelf life (typically 6-12 months), and potential incompatibility with some admixture chemistries. When using CNS in mix design, the dosage must be calculated on a solid content basis — for example, a target of 2% nano-silica solids from a 40% solids suspension means adding 5% of the suspension by weight of cementitious materials.
Powdered or Dry Nano-Silica is produced as a white, free-flowing nanopowder through processes such as fumed silica production (pyrogenic), precipitation, sol-gel synthesis, or plasma processing. While the primary particles measure 5-50 nm, commercial powders typically form agglomerates of 1-100 μm due to the high surface energy driving particle-particle attraction during drying and storage. The bulk density is extremely low (0.03-0.10 g/cm³), making handling and incorporation into concrete difficult. The advantages include higher SiO₂ content per unit mass (~100%), lower shipping cost per kg of active silica, and practically indefinite shelf life if stored dry. However, the severe agglomeration requires high-energy dispersion — typically ultrasonication, high-shear mixing, or high-pressure homogenization — to break the agglomerates and release the primary nanoparticles. Without proper dispersion, powdered nano-silica can actually harm concrete performance by creating micron-sized weak zones in the matrix.
Parameter
Colloidal NS
Powdered NS
As-received dispersion
Excellent (pre-dispersed)
Poor (heavily agglomerated)
SiO₂ content
15–50%
~100%
Handling form
Liquid (easy dosing)
Powder (dust hazard, clumping)
Dispersion energy needed
Minimal
Very high (ultrasonication required)
Shelf life
6–12 months
Indefinite (dry storage)
Suitability for dry-mix
No
Yes
Cost per kg of SiO₂
Higher ($5–20/kg solid)
Lower ($10–50/kg)
Research reproducibility
Higher
Variable (dispersion-dependent)
Commercial suppliers
Nouryon (Levasil®), Grace (E5®)
Evonik (Aerosil®), Cabot (Cab-O-Sil®)
Mechanisms of Action in Cementitious Systems
Nano-silica operates through four distinct but synergistic mechanisms within cementitious systems — pozzolanic reaction, nucleation seeding, filler effect, and pore refinement. Together, these mechanisms transform the microstructure of concrete at multiple length scales.
Pozzolanic Reaction
The primary chemical mechanism of nano-silica is the pozzolanic reaction, in which amorphous SiO₂ reacts with calcium hydroxide (CH, portlandite), a byproduct of cement hydration that contributes nothing to strength and is a durability liability, to form additional calcium-silicate-hydrate (C-S-H) gel — the primary binding phase in concrete. The reaction equation is: SiO₂ (amorphous) + Ca(OH)₂ + H₂O → C-S-H gel (modified).
The kinetics of this reaction are extraordinary at the nanoscale. Land and Stephan (2012) calculated that 100 nm nano-silica particles fully react within 66 to 197 seconds based on kinetic dissolution models, compared to weeks or months for micron-sized silica fume. Three factors drive this extreme reactivity. First, dissolution rate is proportional to surface area, and nano-silica has the highest surface area of any pozzolan used in concrete. Second, the diffusion distance for Ca²⁺ ions to reach the particle surface from the surrounding pore solution is minimal. Third, the reaction product (secondary C-S-H) forms directly at the particle surface, filling space with maximum efficiency. The resulting C-S-H has a lower Ca/Si ratio (~1.2-1.7) and higher polymerization degree compared to primary C-S-H (~1.7-2.0), contributing to improved mechanical properties and chemical stability. At 3% CNS addition, the Ca/Si ratio in the interfacial transition zone (ITZ) decreases from approximately 3.18 to 2.22, indicating substantial CH consumption.
Nucleation Effect (Seeding Effect)
Nano-silica particles act as nucleation sites for the precipitation of hydration products, particularly C-S-H. This seeding effect is distinct from and complementary to the pozzolanic reaction — it occurs earlier, within hours of mixing, before significant pozzolanic reaction has begun. The mechanism is purely physical, driven by the high surface energy and low interfacial energy barrier of the nanoparticles. The effects include acceleration of early-age hydration kinetics (reduction of the induction period), provision of a template for organized C-S-H growth, promotion of a more uniform distribution of hydration products throughout the matrix, and reduction of preferential growth of large CH crystals at aggregate interfaces.
Regalla et al. (2024) found that as little as 0.3% nano-silica measurably accelerated early-age compressive strength gain through nucleation seeding alone. Isothermal calorimetry studies consistently show that nano-silica reduces the time to peak heat evolution by 1-4 hours, depending on dosage and particle size. This acceleration effect is particularly valuable in precast concrete operations where early formwork removal is desired, and in repair applications where rapid strength gain is critical.
Filler Effect (Microfilling / Nano-Filling)
Nano-silica particles are 1 to 3 orders of magnitude smaller than cement grains (typical cement particles: 1-50 μm). They physically occupy interstitial spaces between cement particles and between hydration products at a scale that no other concrete additive can access. The filler effect produces several measurable changes: reduction in capillary pore volume (pores >50 nm), densification of the interfacial transition zone (ITZ) — the zone within 20-50 μm of aggregate surfaces that is traditionally the weakest region in concrete — and reduction in total porosity as nanoparticles fill spaces that would otherwise remain as water-filled capillary pores.
The filler effect is size-dependent — particles smaller than approximately 100 nm are required to fill the gel pore spaces that conventional supplementary cementitious materials (SCMs) cannot reach. This is why even silica fume, with particles of 100-500 nm, cannot fully replicate the pore refinement achieved by true nano-silica. The sequential filling mechanism — silica fume filling between cement grains (~0.1-0.5 μm gaps) and nano-silica filling between silica fume particles (<0.1 μm gaps) — is the basis of ultra-high-performance concrete optimization.
Pore Refinement and Microstructure Modification
The combination of pozzolanic, nucleation, and filler effects yields a transformed pore structure in nano-silica modified concrete. Total porosity is reduced by 15-35% at optimal dosage. The critical pore diameter — the size at which connected pore pathways exist — shifts from approximately 50-100 nm to 10-30 nm as measured by mercury intrusion porosimetry (MIP). Pore connectivity is dramatically reduced, as quantified by fractal dimension analysis showing increased complexity and tortuosity of the remaining pore network. The ITZ width decreases from approximately 30-50 μm to 15-25 μm. The gel-to-space ratio increases, indicating more efficient use of available volume for hydration product formation.
Wang et al. (2022) demonstrated through fractal dimension analysis that CNS addition increases the complexity and tortuosity of the pore network, directly correlating with reduced permeability. Transport phenomena such as water absorption and chloride diffusion require connected pore pathways — the pore refinement achieved by nano-silica disrupts these pathways even when total porosity is only modestly reduced.
Effects on Concrete Properties
Nano-silica produces some of the most significant property enhancements among all supplementary cementitious materials, particularly at early ages and in durability-related characteristics.
Compressive Strength
The compressive strength enhancement from nano-silica is disproportionately high at early ages, making it exceptionally effective for rapid strength gain applications. At optimal dosage (2-3% by weight of cementitious materials), typical 28-day strength increases range from 15% to 25%, with early-age (3-day) increases of 25% to 40%. The enhancement follows a consistent pattern across hundreds of studies: the early-age benefit is largest, relative improvement decreases with age but remains significant at 28 days and beyond, and there is a clear optimal dosage range beyond which performance degrades.
At dosages below 2%, the strength increase is roughly proportional to dosage. At dosages above 3-4%, diminishing returns and eventual strength reversal occur due to nanoparticle agglomeration creating weak zones, incomplete dispersion leaving unreacted clusters, excessive viscosity preventing proper consolidation, and self-desiccation microcracking from accelerated hydration consuming mixing water. The optimal dosage for strength is generally 2-3% by weight of cementitious materials, with colloidal nano-silica typically showing sharper optima than powdered forms due to better dispersion quality.
Flexural and Tensile Strength
Nano-silica also improves flexural and splitting tensile strength, though to a lesser relative degree than compressive strength. Flexural strength increases of 15-27% at optimal dosage have been reported (Zhang et al., 2021), while splitting tensile strength increases range from 10% to 19%. The improvement mechanism is attributed primarily to ITZ densification — the weaker paste-aggregate interface is strengthened when CH crystals (which tend to grow preferentially at aggregate surfaces) are consumed by pozzolanic reaction and replaced with dense C-S-H. This also reduces microcracking at the ITZ, which is where tensile failure typically initiates.
Permeability and Chloride Resistance
This is where nano-silica provides some of its most valuable contributions for durability. Water absorption is reduced by up to 58% at 2% nano-silica dosage (Saraswathy et al., 2022). The chloride migration coefficient is reduced by approximately 28.7% at 2% dosage. Rapid chloride permeability test (RCPT, ASTM C 1202) values are reduced by approximately 44% at 2% nano-silica. The sorptivity coefficient (rate of capillary water absorption) is significantly reduced. All of these effects are the direct consequence of the pore refinement mechanisms described earlier — specifically, the disruption of pore connectivity that limits transport of aggressive agents through the concrete cover to reinforcement.
The mechanism of permeability reduction is twofold: reduced total porosity and, more importantly, disrupted pore connectivity. The latter is more significant for transport phenomena because chloride and water ingress require connected pore pathways. Even a modest reduction in total porosity combined with significant disruption of connectivity can produce large reductions in permeability coefficients.
Durability Enhancement
Nano-silica modified concrete exhibits substantially improved resistance to multiple durability threats. Freeze-thaw resistance is enhanced because the denser microstructure limits water saturation of capillary pores, reducing internal expansive pressure during freeze-thaw events. The critical saturation point — the degree of saturation above which freeze-thaw damage occurs — is shifted higher because fewer pores are available for water ingress. Zhang et al. (2021) demonstrated that nano-silica addition (2-3%) increased the relative dynamic elastic modulus (RDEM) after freeze-thaw cycling, indicating superior resistance.
Chemical resistance is improved through the reduction of calcium hydroxide content. CH is consumed by the pozzolanic reaction, reducing the availability of this highly soluble and acid-reactive phase. This improves resistance to sulfate attack (CH is a primary reactant in sulfate expansion reactions), acid attack (CH is the most acid-soluble phase in concrete), and potentially alkali-silica reaction mitigation through reduced pore solution alkalinity.
Impact resistance is enhanced in nano-silica modified concrete. Zhang et al. (2021) reported up to 23.3% more blows to first crack in drop-weight impact testing at 2% dosage, with total impact energy absorption also showing improvement. Abrasion and erosion resistance are also significantly improved, as documented by Chithra et al., due to the denser, harder surface layer created by nano-silica modification.
Workability and Rheology
This is the primary practical drawback of nano-silica. The enormous specific surface area requires substantial water to wet all particle surfaces, leading to slump reductions of 20-50% at 2-3% dosage. Water demand can increase by 10-30% compared to plain concrete at equivalent slump. Plastic viscosity increases substantially and yield stress also increases. Setting time is accelerated, with initial and final set times reduced by 30-60 minutes or more.
The mechanisms driving workability loss include: water adsorption onto the high surface area of nanoparticles, flocculation where nanoparticles bridge between cement grains creating rigid structures, and the acceleration of hydration which consumes mixing water more rapidly. Mitigation strategies include the use of high-range water reducers (superplasticizers) — typically polycarboxylate ether (PCE) type at dosages 25-100% higher than required for plain concrete — and the use of colloidal rather than powdered nano-silica, which causes less workability loss due to its pre-dispersed state.
Nano-Clay in Concrete
Nano-clay differs fundamentally from nano-silica in composition, morphology, and mechanism of action. While nano-silica particles are roughly spherical and act primarily through chemical reactivity, nano-clays are platelet-like particles with thickness of approximately 1 nm and lateral dimensions of 50-500 nm, giving aspect ratios of 50:1 to 500:1. The most commonly used nano-clay in concrete research is montmorillonite (a smectite clay mineral), followed by kaolinite and sepiolite.
The primary mechanism of nano-clay in concrete is rheological modification rather than chemical reactivity. The high aspect ratio platelets increase thixotropy and structural build-up at rest through particle-particle interactions and water intercalation between clay layers. When mixed into concrete, nano-clay particles can form a percolated network that increases yield stress and viscosity, preventing segregation and improving stability of the fresh concrete. At rest (during pauses in placement, for example), the clay platelets reorient and re-flocculate, rapidly increasing the static yield stress — a property that is highly desirable for 3D-printed concrete where deposited layers must support their own weight without formwork.
Nano-clay also contributes to durability improvement through a barrier effect. The dispersed platelets create a tortuous path for fluid transport through the hardened concrete — similar to the mechanism by which nano-clay improves barrier properties in polymer-clay nanocomposites. Chloride ions and water molecules must navigate around the impermeable clay platelets, significantly increasing the diffusion path length through the concrete cover.
The typical dosage range for nano-clay in concrete is 0.5% to 5% by weight of cementitious materials, with optimal benefits reported at 1-3%. Compared to nano-silica, nano-clay has less effect on compressive strength at equivalent dosages, but provides superior improvements in rheological control, thixotropy, and early-age structural build-up. Sepiolite has been found to be more effective than nano-montmorillonite in improving thixotropy, structural build-up, and recovery properties in cementitious systems, making it preferred for 3D printing and slipform paving applications.
Dispersion Challenges
Dispersion quality is the single most critical factor determining whether nano-material addition benefits or harms concrete performance. Poorly dispersed nanoparticles form micron-sized agglomerates that act as flaws in the hardened matrix, reducing strength and increasing permeability rather than improving them.
Agglomeration Physics
Nanoparticles naturally agglomerate due to several physical forces. Van der Waals forces — attractive forces between particles that scale with surface area — are extremely strong at the nanoscale because of the high surface-to-volume ratio. High surface energy creates a thermodynamic drive to reduce the surface-to-volume ratio through particle-particle attachment. In the concrete environment specifically, Ca²⁺ bridging occurs where calcium ions in the pore solution create ionic bridges between negatively charged SiO₂ particles, causing flocculation and agglomeration. The high ionic strength of the pore solution compresses the electrical double layer around each particle, reducing electrostatic repulsion and allowing attractive forces to dominate.
The practical consequence is that although commercial nano-silica powders are produced as primary particles below 50 nm, they typically form agglomerates of 1-100 μm upon addition to mixing water. These agglomerates are within the size range of cement grains and do not provide any of the benefits of true nanoscale dispersion.
Dispersion Methods
Ultrasonication is the gold standard for deagglomeration of nanoparticles. The process uses high-frequency (20-24 kHz) sound waves to generate cavitation bubbles in the liquid, which collapse violently and produce localized high-energy microjets that break apart particle agglomerates. Typical parameters for concrete applications are 100-500 W/L energy input for 5-30 minutes, depending on volume and agglomerate severity. Ultrasonic probe systems are more effective than ultrasonic bath systems because the direct cavitation at the probe tip provides higher localized energy.
Other dispersion methods include high-shear mixing (moderate effectiveness, useful as pre-dispersion), high-pressure homogenization (very effective but expensive at scale), and ball milling (slow, risk of contamination). Chemical dispersion aids such as superplasticizers (PCE type), surfactants, and pH control enhance dispersion by providing steric stabilization and electrostatic repulsion between particles. The combination of mechanical ultrasonication with chemical stabilization typically provides the best dispersion quality.
Colloidal Nano-Silica as a Solution
Colloidal nano-silica inherently addresses dispersion issues because the particles are already dispersed and stabilized in suspension during manufacture. The manufacturer controls the pH, ionic environment, and stabilizer chemistry to maintain particle separation during storage. This is why many researchers report better and more consistent results with colloidal nano-silica compared to equivalent dosages of powdered nano-silica that must be dispersed on site. For commercial concrete production where on-site ultrasonication is impractical, colloidal nano-silica is the preferred form.
Dosage Optimization
The optimal dosage of nano-silica varies by application, but the consensus across hundreds of peer-reviewed studies converges on 2-3% by weight of cementitious materials as the most frequently reported optimal range. Below this range, the benefits are real but proportionally smaller. Above 3-4%, performance degradation is commonly observed.
Application
Optimal NS Dosage (% bwoc)
Normal strength concrete
0.5–2.0%
High-performance concrete
1.5–3.0%
Ultra-high-performance concrete (UHPC)
1.0–3.0% (in combination with silica fume)
Self-compacting concrete
1.0–2.5%
Repair mortars
0.5–2.0%
Fly ash concrete (compensating for low early strength)
2.0–4.0%
Shotcrete
0.5–1.5%
For nano-clay, the typical dosage range is 0.5-5% by weight of cementitious materials, with optimal benefits for rheological properties typically found at 1-3%. Higher dosages of nano-clay (above 5%) can produce excessive stiffening, making the concrete unworkable even with high superplasticizer dosages.
Applications of Nano-Modified Concrete
Nano-silica modified concrete finds its most valuable applications where conventional concrete or even silica fume-modified concrete cannot meet performance requirements. Ultra-high-performance concrete (UHPC) is one of the most promising applications — the matrix must achieve extremely high packing density (>98%), and nano-silica fills the gaps between silica fume particles that micron-sized additives cannot reach. Ghafari et al. (2016) demonstrated that substituting nano-silica for a portion of silica fume in UHPC improved compressive strength by 5.9% while potentially reducing total SCM content.
Repair materials benefit enormously from nano-silica’s rapid strength gain — 3-day strengths can reach the 28-day values of the parent concrete, minimizing downtime for repairs. The denser microstructure also reduces shrinkage and provides superior bond strength to the substrate concrete. Typical applications include bridge deck repairs, industrial floor overlays, and marine structure repairs where chloride protection and rapid return to service are critical.
High-durability structures in aggressive environments benefit most from nano-silica’s permeability reduction. Marine structures benefit from the 30-50% reduction in chloride diffusion coefficients. Chemical plants gain improved acid and sulfate resistance. Cold-region infrastructure gains enhanced freeze-thaw resistance. Nuclear waste encapsulation benefits from increased structural compactness and reduced leaching of radionuclides. Water and wastewater structures gain reduced permeability and chemical attack resistance.
Emerging applications include 3D-printed concrete, where nano-silica provides thixotropy and early strength build-up needed for layer deposition without formwork, and high-performance grouts where reduced bleeding and improved bond are critical.
Cost and Availability
The global nano-silica market was valued at approximately USD 5.7-7.3 billion in 2024-2025 and is projected to reach USD 9.8-12.3 billion by 2032-2034, with a CAGR of 5.4-6.7%. However, these figures include all nano-silica applications (tires, electronics, coatings, personal care), of which concrete represents a small but growing segment. Colloidal nano-silica (30-40% solids) costs approximately $2-8 per kg of suspension ($5-20 per kg of solid SiO₂), while powdered nano-silica costs $10-50 per kg depending on grade. For comparison, silica fume costs $0.30-1.00 per kg and portland cement costs $0.08-0.15 per kg.
Despite the high unit cost, nano-silica can be cost-effective in specific applications because very small dosages (0.5-3%) are effective, it enables thinner structural sections (reducing material volume), it extends service life dramatically (reducing lifecycle cost), and it enables performance that cannot be achieved otherwise (UHPC, ultra-durable structures). From a lifecycle cost perspective, a structure lasting 100+ years versus 50 years due to nano-silica enhanced durability can justify a significant initial cost premium.
Inspection of Nano-Modified Concrete
Nano-modified concrete presents a particular challenge for field inspection because the surface appearance is generally indistinguishable from conventional concrete. The visual cues that experienced inspectors use to assess conventional concrete aging — surface texture, color, cracking patterns — are not reliable indicators of nano-modification. The differences exist at the microstructure level, not the visible surface level.
However, certain non-destructive test methods can reveal the internal differences. Surface hardness tests (rebound hammer, ASTM C 805) typically show higher rebound numbers for nano-modified concrete due to the denser surface layer. Ultrasonic pulse velocity (ASTM C 597) measurements show higher pulse velocities through the denser matrix. Electrical resistivity (AASHTO TP 95, ASTM C 1760) measurements show significantly higher resistivity values for nano-modified concrete due to the disrupted pore connectivity — a 30-50% increase in surface resistivity is typical at optimal NS dosage. The chloride penetration profile obtained from cores (ASTM C 1556) shows dramatically reduced chloride ingress depths.
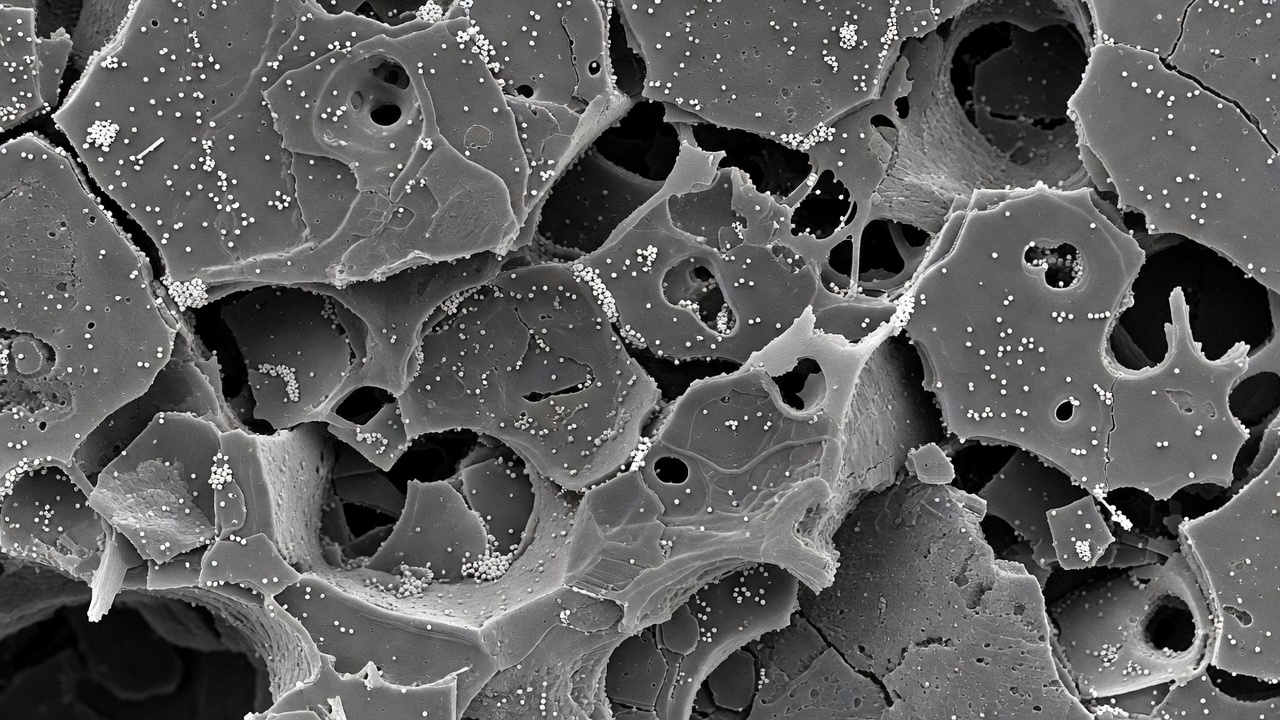
Petrographic examination (ASTM C 856) using scanning electron microscopy (SEM) is the definitive method for verifying nano-silica modification in hardened concrete. The petrographer looks for: a uniform, dense C-S-H microstructure with no visible large CH crystals; a narrow, dense interfacial transition zone around aggregates; fine, evenly distributed pores rather than large capillary pores; and in some cases, the presence of unreacted nano-silica particles visible at high magnification.
For TarmacView’s automated pavement inspection, nano-modified concrete elements are documented through the same visual survey protocols as conventional concrete, with the understanding that performance predictions should account for the enhanced materials. The surface distress types, severities, and densities are recorded per standard protocols (ASTM D 5340, ASTM D 6433, or FAA PAVEAIR as applicable), but the expected deterioration rates for nano-modified concrete are slower than for conventional concrete of the same strength grade.
Standards and Regulatory Framework
There is currently no dedicated ASTM or ACI standard specifically for nano-silica in concrete, which is a recognized gap in the standards framework. The most directly relevant document is ACI 241R-17 (Report on Application of Nanotechnology and Nanomaterials in Concrete), which addresses nano-silica among other nanomaterials. Ongoing work by ACI Committee 236 (Nanotechnology of Concrete) is developing additional guidance.
In the absence of dedicated standards, practitioners typically reference ASTM C1240 (silica fume specification) as a framework for chemical composition and pozzolanic activity requirements, apply ASTM C311 test methods for pozzolanic activity index, verify performance through project-specific testing including trial batches and durability testing (chloride permeability per ASTM C1202 or C1556, freeze-thaw resistance per ASTM C666), and require manufacturers to provide data on dispersion quality, particle size distribution, and consistency. For airport concrete under FAA P-501, nano-silica modified concrete would require individual project approval with supporting test data demonstrating compliance with the specification’s performance requirements.
Summary of Key Technical Data
Nano-silica and nano-clay represent one of the most significant advances in concrete materials technology, enabling performance enhancements that conventional supplementary cementitious materials cannot match. The critical technical data points include: optimal dosage of 2-3% by weight of cementitious materials; compressive strength increase of 15-25% at 28 days (up to 40% at early ages); water absorption reduction of up to 58%; chloride permeability reduction of 30-50%; 1% nano-silica providing comparable performance to approximately 10% silica fume in relative effectiveness. The primary limitation is workability loss requiring increased superplasticizer dosage, and the primary challenge is dispersion quality being the difference between success and failure.
The most promising applications include ultra-high-performance concrete, marine structures, chemical-resistant infrastructure, nuclear waste encapsulation, rapid repair materials, and any application where extended service life justifies the cost premium. The absence of dedicated specifications or standardized test methods for dispersion quality remains a barrier to widespread adoption, but ongoing work by ACI Committee 236 and the growing body of research data is steadily addressing this gap.
Frequently Asked Questions
Nano-silica (nanosilica) is amorphous silicon dioxide (SiO₂) with particle sizes ranging from 1 to 100 nanometers, compared to silica fume which has particles of 100-500 nanometers (0.1-0.5 microns). The specific surface area of nano-silica (80-500+ m²/g by BET method) is 5-30 times greater than silica fume (15-25 m²/g). This enormous surface area drives vastly faster pozzolanic reactions — a 100 nm nano-silica particle can fully react within 66-197 seconds based on kinetic dissolution models, while micron-sized silica fume requires weeks to months. Additionally, nano-silica fills gel pores (<50 nm) that silica fume cannot access, providing superior pore refinement. As a broad approximation, 1% nano-silica provides comparable performance to approximately 10% silica fume.
Based on hundreds of peer-reviewed studies, the consensus optimal dosage of nano-silica is 2-3% by weight of cementitious materials. At this dosage range, compressive strength improvements of 15-25% at 28 days (and up to 40% at early ages) are typically reported. For normal strength concrete, lower dosages of 0.5-2% are effective, while high-performance concrete benefits from 1.5-3%. For ultra-high-performance concrete (UHPC), the optimal range is 1-3% in combination with silica fume. At dosages exceeding 3-4%, performance degradation commonly occurs due to nanoparticle agglomeration creating weak zones, incomplete dispersion leaving unreacted clusters, excessive viscosity hindering proper consolidation, and self-desiccation microcracking from accelerated hydration.
The primary challenges are: (1) Dispersion quality — the single most critical factor determining success or failure. Nanoparticles naturally agglomerate due to Van der Waals forces, high surface energy, Ca²⁺ bridging in pore solution, and high ionic strength compressing the electrical double layer. Without proper dispersion, NS forms micron-sized clusters that act as flaws. (2) Workability loss — slump reductions of 20-50% at 2-3% dosage, requiring substantially increased superplasticizer dosages (25-100% higher). (3) High cost — nano-silica is typically 50-300 times more expensive than cement and 10-50 times more expensive than silica fume. (4) The absence of dedicated ASTM or ACI standards specifically for nano-silica in concrete. Practitioners must rely on project-specific testing and reference documents such as ACI 241R-17.
Colloidal nano-silica (CNS) is a pre-dispersed aqueous suspension of discrete SiO₂ nanoparticles, typically with 15-50% solid content and particle sizes of 5-50 nm. It offers excellent as-received dispersion, minimal agglomeration risk, and easier dosing as a liquid admixture. Powdered nano-silica (fumed or precipitated) contains approximately 100% SiO₂ but suffers from severe agglomeration into micron-sized clusters (1-100 μm) that require high-energy dispersion methods such as ultrasonication. Colloidal nano-silica generally provides more consistent and reproducible results in concrete applications, though powdered form has lower shipping cost per kg of active silica and longer shelf life.
Nano-modified concrete generally has a similar surface appearance to conventional concrete, making visual distinction impossible without documentation. However, the internal microstructure differs significantly — nano-modified concrete exhibits a denser, more homogeneous matrix with refined pore structure, reduced calcium hydroxide content, and denser interfacial transition zone. For inspection purposes, key differences include: higher surface hardness (resistivity readings, rebound hammer values); lower permeability (electrical resistivity tests show higher values); reduced water absorption (sorptivity testing); and improved freeze-thaw resistance. Petrographic examination (ASTM C 856) using scanning electron microscopy can reveal the uniform C-S-H microstructure and the absence of large CH crystals characteristic of nano-silica modification. TarmacView's inspection services can accommodate these advanced concrete technologies during condition assessment.
The most promising applications include: (1) Ultra-high-performance concrete (UHPC) — where nano-silica fills spaces between silica fume particles to achieve >98% packing density; (2) Marine structures — chloride resistance is critical, and NS reduces chloride diffusion coefficients by 30-50%; (3) Bridge deck and industrial floor repairs — rapid strength gain (3-day strengths reaching 28-day values of plain concrete) and superior bond strength; (4) Nuclear waste encapsulation — increased structural compactness and reduced leaching; (5) Cold-region infrastructure — enhanced freeze-thaw resistance through pore refinement; (6) 3D-printed concrete — nano-silica provides thixotropy and early strength build-up needed for layer deposition without formwork.
Inspect Nano-Modified Concrete Pavements
TarmacView provides AI-powered pavement inspection that can detect and classify surface distresses on nano-modified concrete elements. Schedule a demo to see how automated condition assessment connects to advanced concrete technology compliance.
Reactive Powder Concrete (RPC), a class of Ultra-High Performance Concrete (UHPC), is a fiber-reinforced, cement-based composite with extremely low water/binder...
Aggregate gradation is the particle size distribution of the aggregate blend in asphalt or concrete, determined by sieve analysis. Gradation controls mixture de...
Dry pack mortar is a very stiff, low-water-content cement mortar rammed into confined repair areas (spall pockets, cone bolt holes, narrow slots), achieving hig...
37 min read
Concrete Repair
Airport Pavement Maintenance
+3
Cookie Consent We use cookies to enhance your browsing experience and analyze our traffic. See our privacy policy.