Joint Sealant
Joint sealants are materials placed in pavement joints to prevent water and incompressible material infiltration, protecting the subbase and preventing joint sp...
37 min read
Pavement Maintenance
Concrete Pavement
+3
Silicone sealants are low-modulus, elastomeric joint sealing materials for concrete pavements that accommodate significant joint movement while maintaining a waterproof seal. They are preferred for airport PCC pavements due to fuel resistance and durability. Covers silicone chemistry, application, performance characteristics, and comparison with alternative sealant types.
Silicone joint sealant for pavements is a cold-applied, single-component, chemically curing elastomeric material formulated specifically for sealing joints in Portland Cement Concrete (PCC) pavements. Chemically, silicone sealants are based on polydimethylsiloxane (PDMS) polymers — long-chain silicon-oxygen backbone molecules with methyl side groups attached to each silicon atom. The silicon-oxygen (Si-O-Si) backbone provides the material’s defining characteristics: exceptional flexibility, thermal stability across extreme temperature ranges, resistance to ultraviolet (UV) radiation, and inherent chemical inertness. The bond energy of the siloxane linkage (Si-O) is approximately 444 kJ/mol, substantially higher than the carbon-carbon bond (348 kJ/mol) found in organic polymer backbones. This fundamental difference at the molecular level explains why silicone sealants resist oxidative degradation, ozone attack, and weathering far better than organic-based sealants such as polyurethanes and polysulfides.
The curing mechanism of pavement-grade silicone sealants follows the room-temperature vulcanization (RTV) process — a condensation cure reaction triggered by atmospheric moisture. When the single-component material is extruded from its sealed container and exposed to ambient humidity, water molecules diffuse into the silicone matrix and react with hydrolyzable end groups (typically acetoxy, alkoxy, or oxime functional groups) on the PDMS polymer chains. This reaction releases a small-molecule byproduct (acetic acid in acetoxy systems, alcohols in alkoxy systems, or oximes in neutral-cure systems) and forms crosslinks between adjacent polymer chains, building a three-dimensional elastomeric network. Most pavement-grade silicones utilize a neutral (alkoxy) cure chemistry to avoid corrosion concerns with embedded steel and to minimize odor during application on large-scale paving projects.
The low-modulus designation that characterizes pavement silicone sealants is a critical performance attribute. Modulus refers to the stress required to produce a given elongation in the material. Low-modulus silicones — typically exhibiting a 100% tensile modulus below 0.35 MPa (50 psi) per ASTM D5893 requirements — stretch easily under low stress, which means the sealant bead imposes minimal force on the bond line with the concrete substrate when the joint opens during cold-weather contraction. This property directly reduces the risk of adhesive failure (debonding from the joint wall) and cohesive failure (tearing within the sealant body), which are the two dominant failure modes in pavement joint sealants. The low-modulus characteristic is achieved through optimized polymer chain length, controlled crosslink density, and the incorporation of non-reactive silicone fluids that plasticize the cured network.
The rheological properties of pavement silicone sealants have been extensively studied through dynamic shear rheometry (DSR). Research conducted at the U.S. Army Engineer Waterways Experiment Station demonstrated that silicone sealants exhibit pronounced viscoelastic behavior, meaning they display both viscous (liquid-like, time-dependent) and elastic (solid-like, recoverable) responses to applied strain. This dual behavior governs how the sealant performs under the cyclic thermal movements experienced by concrete pavement joints — where daily and seasonal temperature swings of 40°C or more can cycle joint widths through substantial dimensional changes. The viscoelastic nature allows the sealant to dissipate stress through viscous flow during slow, sustained movements (such as seasonal thermal contraction) while rebounding elastically from rapid, transient displacements (such as aircraft wheel loading). The storage modulus (G’) — representing the elastic, recoverable component — and the loss modulus (G") — representing the viscous, dissipative component — vary significantly with temperature, frequency of loading, and degree of cure.
The chemistry of adhesion between silicone sealant and concrete is driven by both mechanical interlocking and chemical bonding. Freshly prepared PCC joint faces provide a microscopically rough, high-surface-energy substrate into which the low-viscosity (for self-leveling formulations) or tooled (for non-sag formulations) silicone can flow and mechanically key. Simultaneously, organofunctional silane adhesion promoters formulated into the sealant undergo hydrolysis and condensation reactions with silanol (Si-OH) groups present on the concrete surface and within hydrated cement paste, forming covalent siloxane bonds that chemically anchor the sealant to the substrate. This dual adhesion mechanism — mechanical interlock plus chemical bonding — is why surface preparation, specifically the removal of laitance, curing compounds, and contaminants that block access to reactive concrete surfaces, is the single most important determinant of sealant service life.
ASTM D5893 — Standard Specification for Cold Applied, Single Component, Chemically Curing Silicone Joint Sealant for Portland Cement Concrete Pavements — defines two distinct types of silicone sealant based on application rheology and intended use: Type SL (self-leveling) and Type NS (non-sag). These two types share the same base polysiloxane chemistry but are formulated with different rheological modifiers, filler packages, and viscosity profiles to serve different joint geometries and placement conditions.
Type SL (Self-Leveling) silicone sealants are formulated as low-viscosity, gravity-flow materials with sufficient fluidity to pour into horizontal joints and self-level to a smooth, flush, or slightly recessed surface without tooling. The viscosity is typically tuned below approximately 100,000 centipoise at application temperature, allowing the material to flow into joint irregularities, spall pockets, and surface texture while releasing entrapped air bubbles. Self-leveling silicones are the dominant choice for large-scale pavement production work — highway transverse and longitudinal joints, airport runway and taxiway contraction joints, and apron saw-cut joints — where speed of application, consistency of seal profile, and minimal crew intervention are priorities. Type SL sealants are pumped directly from 5-gallon (19-liter) pails or 55-gallon (208-liter) drums using air-operated bulk pumps with follower plates, enabling continuous application along thousands of linear feet per shift. Production rates of 800 to 2,000 linear feet per shift are typical depending on joint width and depth, crew size, and access conditions.
Type NS (Non-Sag) silicone sealants, also referred to as gun-grade or tooled sealants, are formulated with thixotropic additives that impart a yield stress sufficient to prevent flow or slump after placement, even on vertical or steeply sloped joint faces. Non-sag formulations are packaged in standard caulking-gun cartridges (10.3 or 20 fluid ounces) or bulk sausage packs for pneumatic guns. After extrusion into the joint, Type NS sealants must be tooled — pressed and smoothed with a spatula, trowel, or profiling tool — to achieve intimate contact with the joint walls, a proper recess below the pavement surface, and a concave profile that minimizes stress concentration at the bond line. Tooling also works the sealant into surface pores and removes air pockets. Type NS is specified for vertical joints in structures such as abutment walls, retaining walls, bridge parapets, and for sloped pavement transitions where gravity would pull a self-leveling formulation out of the joint. In airport applications, Type NS sealants find use in vertical construction joints at terminal interfaces, drainage structure connections, and sloped ramp transitions where self-leveling materials would not remain in place.
Both types cure by the same moisture-activated mechanism and must meet identical cured-property requirements under ASTM D5893 — including tensile modulus (maximum 0.35 MPa at 100% elongation), elongation at break (minimum 600%), hardness (Shore A 15 to 40 after cure), and bond durability after water immersion and oven aging. The differentiation is solely in the uncured rheology and the preparation and placement procedures appropriate for each type.
Some manufacturers produce dual-consistency products that can be applied as self-leveling formulations at lower ambient temperatures (where viscosity is higher) but behave more like non-sag materials in warm conditions. Specifiers must verify that the product submitted meets the specific ASTM D5893 type required by the project specification, as the two types are not interchangeable without careful consideration of joint geometry and orientation.
| Property | Type SL (Self-Leveling) | Type NS (Non-Sag/Tooled) |
|---|---|---|
| Uncured consistency | Low viscosity, pourable | Thixotropic, gun-grade |
| Application method | Bulk pump from pail or drum | Caulking gun or pneumatic gun |
| Joint orientation | Horizontal only (0–5° slope) | Horizontal, vertical, sloped |
| Tooling required | No — self-leveling | Yes — must be tooled |
| Typical packaging | 5-gallon pails, 55-gallon drums | 10.3 oz cartridges, 20 oz sausage packs |
| Production rate (lf/shift) | 800–2,000 | 500–1,200 |
Elasticity and Movement Accommodation. Silicone sealants specified under ASTM D5893 deliver a minimum elongation at break of 600%, but the more practically significant metric is the movement accommodation factor (MAF). Most pavement-grade silicones are rated for ±50% joint movement — meaning a sealant bead installed at a 10 mm width can accommodate a joint that cycles between 5 mm and 15 mm without loss of adhesion or cohesion. This exceeds the movement capability of hot-pour rubberized asphalt sealants (typically ±10% to ±25%) and approaches that of preformed compression seals. The ultra-low modulus characteristic ensures that the force transmitted to the bond line during joint opening is minimal — typically below 0.35 MPa at 100% elongation — so the stress concentration at the sealant-concrete interface remains below the bond strength of a properly prepared joint. The combination of high elongation capacity and low modulus means silicone can handle the daily thermal cycling and seasonal shrinkage movements characteristic of large concrete pavement slabs without progressive debonding. Research by the FAA Technical Center confirmed through field evaluations at five airports across different climatic regions that silicone sealants consistently outperformed hot-pour and polysulfide-based sealants in terms of adhesion retention and resistance to cohesive splitting over multi-year monitoring periods.
Fuel and Chemical Resistance. The inherent chemical structure of PDMS — with its non-polar methyl groups and fully oxidized silicon backbone — makes cured silicone sealant highly resistant to a broad spectrum of chemicals encountered on airfield pavements. Jet fuel (Jet A, Jet A-1, JP-8), aviation gasoline (AvGas), hydraulic fluids (Skydrol, MIL-PRF-83282), lubricating oils, and deicing fluids (glycol-based and potassium/ sodium acetate-based) do not dissolve, swell, or degrade properly cured silicone sealant to any significant degree. This is fundamentally different from organic-based sealants — polyurethanes can hydrolyze and soften with prolonged glycol exposure, polysulfides can swell in aromatic fuels, and hot-pour rubberized asphalts can dissolve entirely when exposed to fuel spills. For fueling aprons, hydrant pits, and aircraft parking positions where fuel spillage is routine, ASTM D7116 — Standard Specification for Joint Sealants for Use at Facilities Where Jet Fuel Spills on Concrete Pavements — provides additional performance requirements beyond ASTM D5893, including immersion testing in jet fuel and evaluation of changes in hardness, weight, and volume. ASTM D7116 was developed specifically because conventional D5893 testing does not include fuel-immersion requirements, and experience demonstrated that some sealants meeting D5893 properties could still fail prematurely in fuel-spill environments. Silicone sealants meeting D7116 requirements are the primary choice for these critical areas, with many airport authorities specifying them exclusively for all apron and fueling-area joint work.
Weather Resistance and Temperature Stability. The siloxane polymer backbone is inherently transparent to UV radiation in the solar spectrum, meaning silicone sealants do not require carbon black or other UV-absorbing fillers to resist photodegradation. While organic sealants rely on fillers and stabilizers that are gradually consumed by UV exposure, the silicone chemistry itself is unchanged by decades of direct sunlight. The service temperature range of cured silicone sealant spans from approximately −60°C to +200°C (−76°F to +400°F) for intermittent exposure, with continuous-service ratings typically −40°C to +150°C (−40°F to +300°F). Within this range, the material maintains its elastomeric properties without embrittlement at low temperatures or excessive softening at high temperatures — a critical capability for pavements in northern-tier climates where surface temperatures can swing from −40°C in winter to +65°C on summer afternoons. The glass transition temperature (Tg) of PDMS is approximately −125°C, far below any ambient temperature encountered on pavements, so the material never enters a brittle glassy state in service. This contrasts with hot-pour sealants, which can become brittle and crack-prone in extreme cold, and with preformed neoprene seals, which stiffen progressively as temperatures drop.
Long Service Life. Comparative field studies and state DOT performance databases converge on 8 to 15 years as the typical service life for silicone-sealed PCC pavement joints, compared with 3 to 8 years for hot-pour rubberized asphalt in the same application. This 2× to 3× life multiplier offsets the higher unit material cost (typically 2 to 4 times the per-foot material cost of hot-pour) when lifecycle cost analysis accounts for traffic control, crew mobilization, joint re-preparation, and the operational disruption of more frequent resealing cycles. The dominant failure mechanism for silicone in well-prepared joints is gradual loss of adhesion at the bond line, not degradation of the bulk material, which means that when a joint does eventually require resealing, the silicone material itself is typically still elastomeric and intact — the failure is interfacial, not bulk-material related.

The application of silicone joint sealant to PCC pavements follows a precise, sequential process where each step directly influences the service life of the installed seal. Joint preparation is the single most important determinant of sealant performance. Studies by the FAA, USACE, and state DOTs consistently identify inadequate surface preparation — not product defects — as the cause of premature sealant failure.
Step 1: Joint Reservoir Preparation. For new construction, the joint is formed by saw-cutting the green concrete (typically within 4 to 12 hours after placement, before uncontrolled shrinkage cracking occurs) to a depth of one-quarter to one-third of the slab thickness (D/4 to D/3). The saw-cut width is specified by the pavement design but is typically 6 to 10 mm (1/4 to 3/8 inch) for contraction joints. For resealing operations, the existing joint must be re-sawn (widened and cleaned) using a diamond-blade saw to remove all old sealant residue, contaminated concrete from the joint faces, and any spalled or fractured concrete at the joint edges. The resulting reservoir must present clean, sound, parallel faces of uniform width. The re-sawing depth should extend slightly below the original sealant reservoir to expose fresh concrete surface.
Step 2: Joint Cleaning. This is the step most commonly shortchanged in the field and most directly correlated to sealant failure. Immediately after sawing, the joint must be sandblasted or waterblasted to remove saw-cut slurry, laitance, curing compound residue, and any remaining old sealant film from the joint walls. Sandblasting using clean, dry, oil-free silica sand or equivalent abrasive at 90–120 psi is the reference method for most specifications. The blast nozzle must be directed at both joint faces to achieve a uniform, slightly etched surface with no visible contaminants. Following abrasive blasting, the joint is cleaned using oil-free compressed air at sufficient pressure and volume to eject all dust, sand, and debris from the joint cavity. The air supply must pass through an oil-water separator to prevent contamination of the cleaned joint face with compressor oil. A final visual inspection should confirm that the joint faces are dry, dust-free, and present a uniform light-gray appearance with no dark staining or residue.
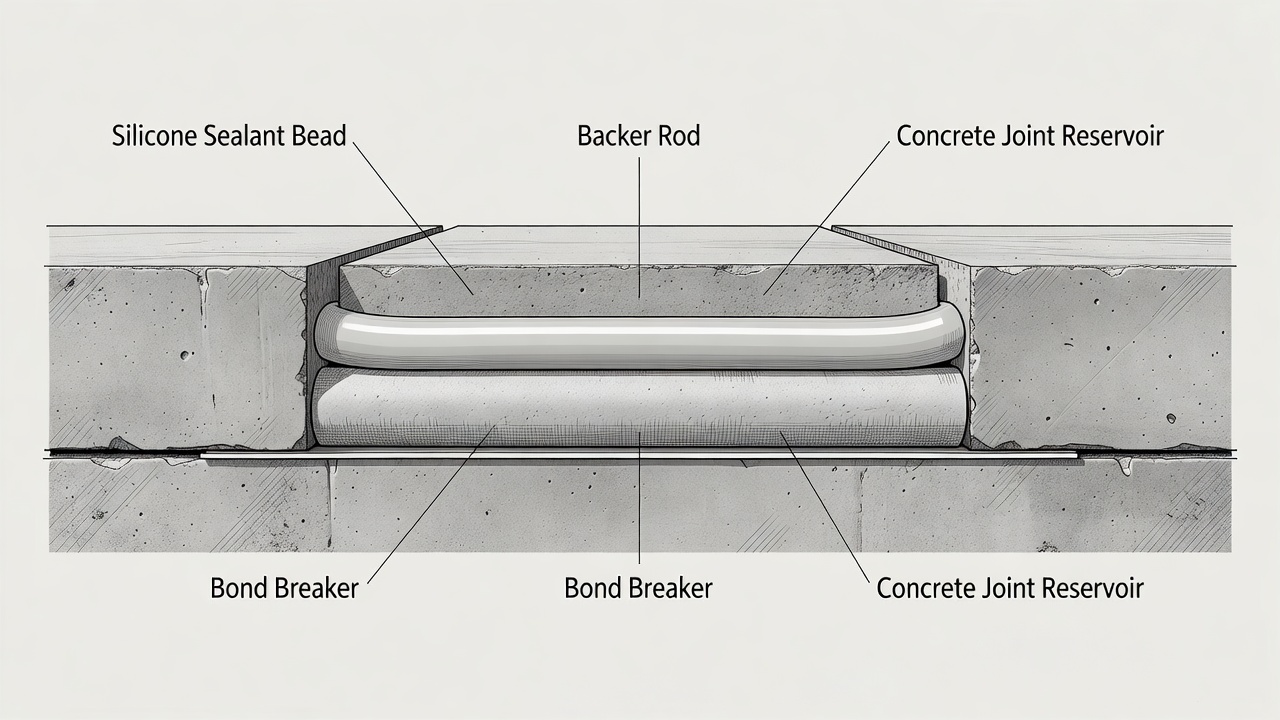
Step 3: Backer Rod and Bond Breaker Installation. A closed-cell polyethylene foam backer rod is installed into the joint to perform three functions: (a) it controls the depth of the sealant bead by providing a firm platform against which the sealant is placed, (b) it prevents the sealant from flowing into the bottom of the joint (wasting material and creating a three-sided adhesion condition), and (c) it acts as a bond breaker to ensure the sealant bonds only to the two vertical joint faces, not to the bottom of the reservoir. The backer rod diameter must be approximately 25% to 50% larger than the joint width to ensure a compression fit that holds the rod at the correct depth without slipping. It is installed to a depth that produces the specified sealant recess — the depth of the sealant bead from the pavement surface — typically 6 to 10 mm (1/4 to 3/8 inch). The target width-to-depth ratio for the sealant bead is 2:1 — for example, a joint 10 mm wide should receive a sealant bead 5 mm deep. This proportion, known as the shape factor, minimizes stress concentration at the bond line when the joint opens. If the joint is too narrow or the backer rod is set too deep, the sealant bead becomes excessively deep relative to its width, and the strain at the bond line during joint movement concentrates in a smaller area, increasing the probability of adhesive failure. The backer rod must be installed without puncturing, stretching, or twisting, all of which can create pathways for sealant to flow past the rod and bond to the bottom of the joint.
Step 4: Priming (if required). Some silicone sealant formulations require a primer applied to the cleaned concrete joint faces to maximize adhesion, particularly under conditions of potential moisture exposure, chemical contact, or extreme temperature cycling. The primer — typically a low-viscosity solution of silane coupling agents and reactive silicone resins in a volatile solvent carrier — is applied in a thin, continuous film using a brush, roller, or spray applicator and allowed to dry (solvent flash-off) before the sealant is placed. The pot life and recoat window specified by the manufacturer must be observed. Not all D5893 silicones require priming; many are formulated with integral adhesion promoters that bond directly to clean, dry concrete. The manufacturer’s published data sheet is the controlling document for whether primer is required for a given substrate and exposure condition.
Step 5: Sealant Placement. For Type SL (self-leveling) sealants, the material is pumped from the container using an air-operated bulk pump with a follower plate that seals against the inside of the pail or drum. The pump delivers sealant through a hose to an application wand with a nozzle sized to fit within the joint width. The operator walks the wand along the joint, filling it from the backer rod up to the specified recess. The material flows and self-levels to a smooth surface, releasing entrapped air. Overfilling should be avoided — excess sealant on the pavement surface is difficult to remove cleanly and can create a tacky area that picks up debris. For Type NS (non-sag) sealants, the material is extruded from cartridges or sausage packs using a manual or pneumatic caulking gun. The bead is placed slightly overfilled, then immediately tooled with a concave profiling tool or spatula to press the sealant firmly against both joint walls, eliminate air voids, and create a smooth, concave surface recessed 3 to 6 mm below the pavement surface. Tooling must be completed within the skin-over time of the sealant (typically 10 to 30 minutes depending on temperature and humidity). A tooling lubricant (mild soap solution) may be used to prevent the sealant from sticking to the tool, but care must be taken to avoid contaminating the joint walls with the lubricant.
Step 6: Curing and Traffic Opening. Silicone sealant cures by reaction with atmospheric moisture, progressing from the exposed surface downward. Cure rate depends on temperature, relative humidity, and bead depth. Under standard conditions (23°C, 50% RH), the sealant will be tack-free within 30 to 90 minutes and sufficiently cured for light traffic within 2 to 4 hours. Full cure through the entire bead depth may require 24 to 72 hours for deep joints. The sealant must be protected from rain, dust, and traffic during the initial cure period. For airfield applications, the sealant should be fully cured before aircraft traffic is permitted — premature loading can deform the uncured material, disrupt the bond line, and embed debris in the sealant surface. Cold weather (below 5°C) significantly retards cure rate, and most manufacturers specify a minimum application temperature below which cure is unacceptably slow.

ASTM D5893/D5893M is the primary material specification governing silicone joint sealants for PCC pavements in North America. It establishes requirements for both Type SL and Type NS sealants organized around uncured (application) properties and cured (performance) properties. Key performance requirements include:
| Property | ASTM D5893 Requirement | Test Method |
|---|---|---|
| Tack-free time | 30 to 180 minutes (Type SL); 30 to 240 minutes (Type NS) | ASTM C679 |
| Extrusion rate (Type NS only) | Minimum 50 g/min at 345 kPa | ASTM C1183 |
| Flow/Slump (Type SL) | Smooth, level surface; no bubbles | Visual after pour |
| Flow/Slump (Type NS) | Maximum 4.8 mm vertical slump | ASTM C639 |
| Hardness, Shore A | 15 to 40 after full cure | ASTM C661 |
| Tensile modulus at 100% elongation | Maximum 0.35 MPa (50 psi) | ASTM D412 (Die C) |
| Elongation at break | Minimum 600% | ASTM D412 (Die C) |
| Bond durability after water immersion | No adhesive or cohesive failure beyond 3 mm | ASTM C1135 (7 days water immersion) |
| Bond durability after oven aging | No adhesive or cohesive failure beyond 3 mm | ASTM C1135 (7 days at 70°C) |
| Aged elongation retention | Minimum 400% after heat aging | ASTM D412 after ASTM C793 aging |
FAA Item P-605 — Joint Sealants for Pavements is the controlling specification for airfield pavement joint sealing work funded through the FAA Airport Improvement Program (AIP) under Advisory Circular 150/5370-10. P-605 accepts three material categories for concrete pavement joints: hot-applied sealants conforming to ASTM D6690 (with type selection based on climate, excluding fuel-spillage areas), cold-applied silicone sealants conforming to ASTM D5893 (Type SL or Type NS as appropriate for joint orientation), and ASTM D7116 sealants for locations where jet fuel spillage occurs. P-605 mandates specific procedures for joint preparation, backer rod installation (closed-cell polyethylene foam sized 25% larger than joint width), sealant placement, and inspection. The specification requires that the joint sealing contractor demonstrate successful prior experience, that the sealant be from an approved qualified products list where one exists, and that the work be performed only when ambient and substrate temperatures exceed 4.4°C (40°F) and the joint surfaces are thoroughly dry.
ASTM D7116 — the standard for joint sealants in jet-fuel-spillage areas — was developed because standard D5893 testing does not include fuel-immersion requirements, and field experience demonstrated that some materials meeting D5893 properties could still degrade or lose bond in fuel-spill environments. D7116 incorporates all the mechanical property requirements of D5893 and adds fuel-immersion testing: the cured sealant is immersed in ASTM Reference Fuel B (a 70:30 isooctane:toluene blend simulating aromatic fuel exposure) for 72 hours at 23°C, after which hardness must not change by more than 15 points, weight change must not exceed 10%, and volume change must not exceed 15%. Silicone sealants perform exceptionally well in this test because the crosslinked PDMS network is fundamentally incompatible with hydrocarbon fuels — the fuel molecules cannot penetrate and swell the polymer matrix, unlike organic-based sealants that share chemical similarity with fuel components.
Other relevant standards include ASTM C920 (elastomeric joint sealants for building construction, a broader standard not specific to pavements), ASTM C1193 (standard guide for use of joint sealants), AASHTO M 220 (preformed polychloroprene compression seals, an alternative technology), and various state DOT material specifications (such as Caltrans Section 41, TxDOT DMS-6310/DMS-6320, and FDOT Section 932) that may layer additional requirements — qualified product lists, climate-specific polymer modifications, approved installer programs — on top of the national baseline standards.
Pavement joint sealant selection involves balancing material cost, installation complexity, service life, performance requirements, and site-specific conditions. The three primary families — cold-applied silicone (ASTM D5893), hot-applied rubberized asphalt (ASTM D6690), and preformed compression seals (AASHTO M 220) — each occupy distinct positions in this decision space.
Hot-applied rubberized asphalt (ASTM D6690) uses a blend of asphalt cement, rubber (reclaimed tire crumb or virgin polymer), plasticizers, and fillers, melted in oil-jacketed kettles at 175–200°C (350–390°F) and poured into joints. The lower per-foot material cost (typically 25% to 50% of silicone) and rapid production rates (1,000 to 3,000 linear feet per shift) make hot-pour the economic choice for large-volume crack sealing on asphalt pavements and for PCC highway joints where 3-to-8-year reseal cycles are acceptable. However, hot-pour sealants suffer from several inherent limitations relative to silicone: susceptibility to UV degradation and oxidative embrittlement over time, softening and tracking under warm-weather traffic, sensitivity to overheating during application (which permanently degrades the polymer), and complete unsuitability for fuel-spill areas. Hot-pour sealants are not permitted under FAA P-605 in fueling areas and are generally not recommended for airport aprons or parking positions where fuel exposure is possible.
Preformed polychloroprene (neoprene) compression seals (AASHTO M 220) are extruded elastomeric profiles with internal web structures that are compressed laterally and inserted into the joint, held in place by the rebound force of the compressed elastomer against the joint walls. They offer the longest service life of the three families — 15 to 25+ years when sized correctly — because there is no on-site curing, no bond dependence on chemical adhesion, and the neoprene material is inherently resistant to weathering and many chemicals. Their primary limitation is the requirement for tight joint-width control: each seal profile functions only within a defined compression range (typically 80% to 50% of its uncompressed width), so joint saw-cut width must be carefully controlled and maintained. If the joint opens beyond the seal’s expansion limit in cold weather, the seal loses wall contact and can drop or be pulled out. If the joint closes beyond the compression limit, the seal can be overstressed and permanently deform (compression set). Compression seals also have a higher upfront material cost than both hot-pour and silicone for narrow joints, and repairing a damaged section means pulling and replacing the affected segment.
| Attribute | Silicone (ASTM D5893) | Hot-Pour (ASTM D6690) | Preformed Compression (AASHTO M 220) |
|---|---|---|---|
| Typical service life | 8 to 15 years | 3 to 8 years | 15 to 25+ years |
| Material cost (relative) | Medium-High | Low | High |
| Movement capability | ±50% | ±10% to ±25% | ±25% to ±50% (profile-dependent) |
| Fuel resistance | Excellent | None — dissolves in fuel | Good (neoprene) |
| UV resistance | Excellent — inherent | Poor — relies on fillers | Good |
| Application temperature | 4°C–50°C (ambient) | 175°C–200°C (kettle) | Any (no curing) |
| Traffic-ready time | 2–4 hours (surface cure) | 30 min–2 hours (cool-down) | Immediate |
| Joint width tolerance | Moderate | Wide — fills variable widths | Tight — ±3 mm typical |
| Substrate moisture tolerance | None — must be dry | Moderate — heat drives off moisture | None — must be dry |
| Airport fuel-area approved | Yes (D5893/D7116 per P-605) | No | Limited (check manufacturer) |
| Dominant failure mode | Adhesive failure (bond loss) | Cohesive splitting, oxidation | Compression set, pullout |
Silicone joint sealants are specified across the full spectrum of airfield PCC pavement applications, with the specific product type and governing standard selected based on location, exposure conditions, and operational requirements.
Runway transverse and longitudinal contraction joints represent the highest-volume application. Runway PCC pavements are constructed in slabs typically 3.75 to 7.6 meters (12.5 to 25 feet) wide and 4.5 to 7.6 meters (15 to 25 feet) long, with transverse contraction joints at regular intervals to control shrinkage cracking. These joints are sealed with Type SL silicone to prevent water from penetrating to the subgrade, where it can cause pumping, erosion, and void formation under repeated heavy aircraft loading. Runway joint sealant failure allows water into the pavement structure, and on runways serving aircraft with tire pressures exceeding 1.4 MPa (200 psi), water trapped in joint reservoirs can be forced into microcracks and pores at high velocity during wheel passage, accelerating slab-edge deterioration. Silicone’s longevity under UV exposure is valuable on runways, where continuous sun exposure degrades organic sealants. The recessed sealant bead (6–10 mm below surface) prevents direct tire contact and abrasion of the sealant during aircraft operations.
Taxiway joints experience slower aircraft speeds but higher channelization — aircraft wheels track in predictable paths, concentrating loads near the pavement centerline and along fillet areas at intersections. Silicone sealant in taxiway joints must resist the higher shear forces induced by slow-turning aircraft with large gear configurations (such as the Boeing 777 with its six-wheel main bogie and the A380 with its wing and body gear assemblies). The low-modulus property of silicone is advantageous here, as it accommodates slab movements induced by aircraft braking and turning forces without transmitting excessive stress to the joint edges.
Apron and aircraft parking position joints present the most demanding environment for joint sealants. Apron slabs are typically thicker than runway slabs (350–450 mm versus 300–375 mm) to handle static aircraft loads and are frequently exposed to jet fuel drips and spills during refueling operations, hydraulic fluid leaks from landing gear and ground support equipment, glycol-based deicing fluids, and hot engine exhaust impingement during Auxiliary Power Unit (APU) operation at the gate. Silicone sealant meeting both ASTM D5893 and ASTM D7116 is the specified material for these areas under FAA P-605. The fuel resistance of silicone eliminates the risk of sealant dissolving and leaving an open joint that channels fuel directly into the subgrade — a scenario that has caused significant environmental remediation costs at airports where degraded sealants allowed fuel to migrate into groundwater beneath aprons. Many major airport authorities, including those operating large hubs, maintain their own qualified product lists for apron joint sealants, requiring independent laboratory verification of fuel-resistance properties beyond what ASTM testing covers.
Fuel hydrant pit and fueling island joints represent specialized applications where sealant must function in direct, continuous contact with jet fuel. The joints around cast-in-place hydrant pit frames, fueling island curbs, and containment trenches are sealed with D7116-compliant silicone to prevent fuel from bypassing the containment system. These joints are typically narrower (3–6 mm) and deeper than pavement contraction joints and may require Type NS (non-sag) sealant if the joint orientation includes vertical or near-vertical faces. The ability of silicone to bond to both concrete and the steel or cast-iron frames of hydrant pits — especially when a primer is used on the metal substrate — provides a continuous fluid-tight seal that prevents subsurface fuel migration.
Quality control during installation is the most effective means of ensuring long sealant service life. Inspection should verify each step of the installation sequence: joint reservoir dimensions (width, depth, cleanliness), backer rod size and depth (confirming the 2:1 width-to-depth ratio for the sealant bead), ambient and substrate conditions (temperature, humidity, presence of moisture or condensation on joint faces), sealant mixing or conditioning (if required by manufacturer), application technique (continuous, void-free placement), tooling (for Type NS), and recess depth. The cured sealant should be inspected after the manufacturer-specified cure period by pulling test beads at random locations to verify adhesion to the joint walls. A destructive adhesion test — making a transverse cut through the sealant bead, pulling the free end, and observing whether failure is cohesive (within the sealant body, which is acceptable) or adhesive (at the sealant-concrete interface, which indicates inadequate preparation, contamination, or missing primer) — provides direct evidence of bond quality. Adhesive failure of more than 10% of the examined length or cohesive failure at less than 80% of the sealant’s rated elongation indicates that the installation is not performing as designed.
In-service inspection of sealed joints should be integrated into the pavement management system and conducted at intervals not exceeding two years, with more frequent inspection in the first year after installation to catch early-life failures triggered by the first seasonal temperature cycle. Inspectors should look for the following failure indicators: (a) adhesive separation — the sealant bead has pulled away from one or both joint walls, visible as a gap or a bead that can be lifted from the joint; (b) cohesive tearing — the sealant has split down its own centerline, indicating that joint movement has exceeded the material’s elongation capacity or that the sealant was too deeply recessed (creating an unfavorable shape factor); (c) spalling of joint edges — concrete adjacent to the joint has fractured, usually because water entered through a failed seal and froze, or because incompressible debris lodged in the joint prevented closure during warm-weather expansion; (d) pumping or faulting — differential vertical displacement of slabs on either side of the joint, evidence that subgrade fines are being ejected through a failed seal during wheel loading; (e) surface degradation — pitting, cracking, or chalking of the sealant surface (rare for silicone but can occur if the material was incompletely cured, contaminated, or exposed to incompatible chemicals).
Replacement criteria for silicone-sealed joints are triggered when more than approximately 10% of the total joint length in a defined pavement section shows daylight visible to the backer rod, when ponding water is observed in joints after rain, or when spalling adjacent to joints exceeds 25 mm (1 inch) in width. Replacement follows the full joint preparation sequence: all old sealant and backer rod are removed (scraped, blown out, and where necessary, burned out with a hot-air lance — though this must be followed by abrasive blasting to remove combustion residue), the reservoir is re-sawn to clean concrete faces, the joint is sandblasted and blown out, a new backer rod is installed at the correct depth, and new sealant is placed. Attempting to overband or cap failed sealant with fresh material — applying a new layer of sealant on top of the old bead — is a common but ineffective practice. The new sealant bonds only to the old sealant surface, not to the joint walls, and any joint movement quickly reopens the underlying failure. Complete removal and replacement is required for durable performance.
Record-keeping for joint sealant installations and inspections provides the data needed for lifecycle analysis and budget planning. Records should document: sealant product (manufacturer, product name, lot/batch number, ASTM type), joint preparation method (saw-cut date and details, cleaning method, primer used if any), application conditions (date, ambient temperature, relative humidity, substrate temperature), installation details (backer rod size and depth set, sealant recess, linear feet installed), and inspection results over time. This data enables airport pavement managers to calibrate sealant service life expectations to their specific climate, traffic, and operational conditions, and to optimize resealing schedules based on actual performance rather than generic assumptions.
Ensure long-lasting pavement performance with properly specified and installed silicone joint sealants. Our experts can help with material selection, application guidance, and inspection protocols for airport and highway projects.
Joint sealants are materials placed in pavement joints to prevent water and incompressible material infiltration, protecting the subbase and preventing joint sp...
Silane and siloxane sealers are penetrating, hydrophobic treatments that impregnate concrete surfaces to repel water and chloride ions while allowing vapor tran...
Hot-pour sealants are thermoplastic materials heated to liquid state and poured or pumped into pavement cracks and joints, cooling to form a flexible, adhesive ...