Reclaimed Asphalt Pavement (RAP)
Reclaimed Asphalt Pavement (RAP) is removed and processed pavement material containing aged asphalt binder and aggregates, reused in new asphalt mixtures as a s...
31 min read
Pavement Materials
Asphalt
+3
Sustainable pavements minimize environmental impact through recycled materials (RAP, RAS, recycled concrete aggregate, fly ash, slag), warm-mix technologies, permeable pavements, long-life designs, and in-place recycling. Covers sustainability strategies, life cycle assessment (LCA), environmental product declarations (EPDs), and how sustainable choices affect pavement inspection and performance.

Sustainable pavements are engineered systems that deliver required structural and functional performance while minimizing environmental impacts across five interconnected dimensions: materials, energy, emissions, water, and service life. These dimensions form the framework within which pavement sustainability is evaluated, designed, and verified.
The materials dimension addresses the consumption of natural resources and the generation of waste. Conventional pavement construction consumes vast quantities of virgin aggregates — approximately 1.5 to 2 billion tons annually in the United States alone — and significant amounts of asphalt binder and Portland cement, both of which are energy-intensive to produce. Sustainable pavements reduce virgin material consumption by substituting recycled and waste materials wherever technically feasible. The replacement ratio — the percentage of virgin material replaced by recycled content — is the primary metric used to quantify materials sustainability.
According to the National Asphalt Pavement Association (NAPA) , the U.S. asphalt pavement industry used over 97 million tons of Reclaimed Asphalt Pavement (RAP) and 921,000 tons of Recycled Asphalt Shingles (RAS) in new mixtures in 2019, saving nearly 60 million cubic yards of landfill space. The recycling rate for asphalt pavement materials stands at approximately 94%, making asphalt the most recycled material in the United States — exceeding the recycling rates of paper (68%), aluminum cans (50%), and glass (33%).
For cement concrete pavements, the materials dimension focuses on cement replacement using supplementary cementitious materials (SCMs). The production of Portland cement is responsible for approximately 8% of global CO₂ emissions. Replacing 30–50% of cement with fly ash, slag cement, or silica fume directly reduces the carbon footprint of concrete pavements by a comparable percentage. The cement substitution ratio is the standard metric. Additionally, using recycled concrete aggregate (RCA) from demolished pavements as aggregate in new concrete or base layers further reduces virgin aggregate demand.
Materials sustainability also encompasses the source distance of materials. Transporting aggregates over long distances consumes fuel and generates emissions. The local materials content — often defined as materials sourced within 50 miles (80 km) of the project — is a common sustainability metric used in rating systems like LEED and Envision. Maximizing local material use reduces transportation-related environmental impacts.
The energy dimension addresses the energy consumed in producing, transporting, constructing, and maintaining pavements. The total embodied energy of a pavement includes the energy required to extract and process raw materials, manufacture pavement components (asphalt binder, cement, aggregates), transport materials to the project site, construct the pavement (including paving and compaction equipment fuel), and perform maintenance and rehabilitation activities over the pavement’s service life.
Hot Mix Asphalt (HMA) production requires heating aggregates and binder to 300–350°F (150–175°C), consuming approximately 280,000 to 370,000 British Thermal Units (BTU) per ton of mix — equivalent to 2.5 to 3.5 gallons of fuel oil per ton. Warm Mix Asphalt (WMA) reduces production temperatures by 50–120°F (30–50°C), cutting fuel consumption by 20–35% — approximately 55,000 to 130,000 BTU saved per ton. When the U.S. asphalt industry fully transitions to WMA, total annual fuel savings are estimated at 150 million gallons of No. 2 fuel oil.
Portland cement concrete production carries a very high embodied energy burden: approximately 4,000 to 5,500 BTU per ton for cement production alone, mostly from the energy required to heat cement kilns to 2,640°F (1,450°C). Replacing cement with SCMs directly reduces this energy burden. Roller Compacted Concrete (RCC) and Pervious Concrete mixes typically use lower cement contents, further reducing embodied energy.
The use phase energy is also significant. Pavement surface characteristics — particularly roughness and macrotexture — affect vehicle fuel consumption. The Federal Highway Administration (FHWA) WesTrack tests quantified that smoother pavements reduce vehicle fuel consumption by up to 4.5%. A pavement that maintains smoothness throughout its life indirectly saves billions of gallons of fuel across the vehicle fleet that uses it. The International Roughness Index (IRI) is the standard metric linking pavement condition to vehicle fuel efficiency.
The emissions dimension tracks all airborne pollutants generated throughout the pavement life cycle. The primary emissions of concern are greenhouse gases (GHGs) — carbon dioxide (CO₂), methane (CH₄), and nitrous oxide (N₂O) — expressed collectively as Global Warming Potential (GWP) in kilograms of CO₂ equivalent (kg CO₂e). Pavement-related emissions sources include:
Material production emissions: Cement clinker production emits approximately 0.9 kg CO₂ per kg of clinker. Asphalt binder production emits approximately 0.1 to 0.3 kg CO₂ per kg of binder, depending on the crude source and refinery efficiency. Aggregate production emits approximately 0.005 to 0.015 kg CO₂ per kg of aggregate (mostly from crushing and screening equipment).
Construction emissions: Paving equipment (asphalt pavers, rollers, concrete placers), material transfer vehicles, and support equipment burn diesel fuel, emitting CO₂, nitrogen oxides (NOx), particulate matter (PM), and volatile organic compounds (VOCs). Diesel particulate matter (DPM) is a particular concern for air quality near construction sites and in non-attainment areas.
WMA emission reductions are well documented: a 50°F temperature reduction in asphalt production reduces CO₂ emissions by 15–25%, SO₂ by 18–35%, NOx by 18–30%, and VOCs by 30–50% compared to equivalent HMA. Cold-mix asphalt (CMA) produced at ambient temperatures eliminates heating-related emissions entirely, reducing total production emissions by 35–50%.
Carbon sequestration in asphalt binder is a unique sustainability attribute. According to the U.S. Environmental Protection Agency, 99.6% of the carbon in asphalt binder remains permanently stored — never released into the atmosphere — because the binder is a byproduct of fossil fuels that were never burned as energy. Asphalt pavements therefore function as a long-term carbon sink, storing the embodied carbon for the pavement’s entire service life (and beyond if recycled into new pavements).
The water dimension addresses both the water consumed in pavement production and construction and the water quality impacts of pavement runoff.
Water consumption for pavement construction is relatively low for asphalt pavements (minimal water use in production) but significant for concrete pavements, which require large volumes of mixing water and curing water. Cement production also consumes substantial water in cooling and processing operations. Total pavement-related water consumption is typically measured in gallons per square yard of pavement constructed.
Stormwater runoff quality and quantity is a major environmental concern for pavements. Impervious pavements generate runoff that carries pollutants — oil, grease, heavy metals, deicing chemicals, tire wear particles — directly into receiving waters. In the United States, the Clean Water Act and National Pollutant Discharge Elimination System (NPDES) permit program regulate stormwater discharges from pavement surfaces, requiring treatment or infiltration of the first flush of rainfall.
Permeable pavements address the water dimension directly by allowing rainfall to infiltrate through the pavement surface into underlying stone reservoirs and native soils. Research by the University of New Hampshire Stormwater Center and others demonstrates that permeable pavements reduce total suspended solids (TSS) by 80–90%, total phosphorus by 60–70%, total nitrogen by 50–60%, heavy metals (zinc, copper, lead) by 90%+, and runoff volume by 50–90% compared to conventional impervious pavements.
The service life dimension recognizes that the longest-lasting pavement is inherently the most sustainable, because it defers or eliminates the environmental impacts of reconstruction. Extending pavement service life from 20 to 50 years through perpetual pavement design reduces total life cycle energy consumption by 30–50% and total greenhouse gas emissions by 25–45% per year of service, compared to conventional pavements that require reconstruction at year 20.
Service life sustainability is measured by life expectancy (years to terminal condition) and life cycle cost (LCC) in dollars per square yard per year of service. Perpetual pavements designed for 50+ year life typically achieve life cycle costs 20–40% lower than conventional 20-year pavements when maintenance, rehabilitation, and user delay costs are included.
The use of recycled and waste materials in pavements is the most direct and measurable sustainable pavement strategy. Recycled materials conserve natural resources, reduce landfill disposal, decrease energy consumption, and lower emissions. The following materials are the most widely used in sustainable pavement construction.
Reclaimed Asphalt Pavement (RAP) is the most valuable recycled material in the paving industry. RAP is generated when existing asphalt pavements are milled or broken up during rehabilitation or reconstruction. The material consists of aged asphalt binder coating high-quality aggregates, representing a significant investment of both binder and aggregate that can be fully recovered and reused.
RAP processing typically involves crushing and screening to produce a consistent gradation suitable for use in new hot-mix or warm-mix asphalt. Modern RAP processing plants use primary and secondary crushers, screens, and sometimes fractionation systems that separate RAP into coarse and fine fractions. The processed RAP is stockpiled in covered or paved areas to minimize moisture content variation.
RAP usage levels vary by layer and application: surface courses can typically incorporate 15–30% RAP with minor binder grade adjustments; intermediate and base courses can incorporate 30–50% RAP; and base or subbase applications can use up to 100% RAP. High-RAP mixes (over 25% RAP) often require rejuvenating agents to restore the aged binder properties and maintain cracking resistance, as documented in NCHRP Report 752 and NCHRP Project 09-58.
The FHWA reports that RAP use in 2019 saved: nearly 60 million cubic yards of landfill space; over 20 million barrels of asphalt binder (a non-renewable resource); and over 2.6 billion pounds of CO₂ emissions compared to using virgin materials for equivalent pavement structures. The Asphalt Pavement Alliance notes that RAP performs as well or better than virgin mixes in properly designed and constructed pavements.
| RAP Content (%) | Typical Application | Binder Adjustment Required | Rejuvenator Often Needed |
|---|---|---|---|
| 0–15% | Surface courses | None or minor grade bump | No |
| 15–30% | Surface, intermediate | Soft binder (1 grade) | Optional |
| 30–50% | Intermediate, base | Soft binder (1–2 grades) | Recommended |
| 50–100% | Base, subbase, low-volume | Significant adjustment | Required |
Recycled Asphalt Shingles (RAS) include both manufacturer waste (tear-off scraps from shingle production — “pre-consumer”) and tear-off shingles from roof replacement projects (“post-consumer”). RAS contains 20–30% asphalt binder by weight (compared to 5–6% in RAP), making it a concentrated source of recycled binder. RAS also contains mineral filler, fine aggregate, and organic or fiberglass reinforcement.
The use of RAS in asphalt mixtures is governed by ASTM D7309 (Standard Specification for Asphalt Roofing Shingles) and state DOT specifications. Typical RAS content is limited to 3–5% by weight of total mix (approximately 10–20% by binder weight) due to the extremely stiff, highly aged binder in shingles and concerns about mixture brittleness and workability.
The 2019 NAPA Industry Survey reported that approximately 921,000 tons of RAS were used in asphalt mixtures in the United States, saving over 50,000 tons of asphalt binder and over 920,000 tons of aggregate. RAS use also diverts shingles from landfills, where they represent a significant waste stream (approximately 10 million tons of asphalt shingle waste is generated annually in the U.S.).
Challenges with RAS include: variability in binder properties (particularly tear-off shingles that have experienced decades of solar oxidation); presence of deleterious materials (nails, felt, wood, plastic); and the risk of excessive mixture stiffness leading to premature cracking. RAS mixes require careful binder blending charts and often require rejuvenators at higher rates than equivalent RAP mixes.
Recycled Concrete Aggregate (RCA) is produced by crushing demolished concrete pavements, structures, or wastes. The material consists of original aggregate particles with attached cement mortar, fines, and reinforcement steel (which is removed by magnetic separation). RCA is used in pavement construction primarily as:
The cementitious value of the residual mortar in RCA provides additional benefit in base course applications — the unhydrated cement in the mortar can continue to hydrate, increasing strength over time. Research by the AASHTO R-15 Committee has documented that RCA base courses gain 25–40% additional strength over the first 12 months of service compared to virgin aggregate bases.
Fly ash is a fine, powdery byproduct of coal-fired power generation, collected from flue gases by electrostatic precipitators or baghouses. Fly ash is classified into Class F and Class C according to ASTM C618, based on the sum of silica, alumina, and iron oxide content and the calcium oxide content. Class F fly ash (low calcium, typically from bituminous coal) has pozzolanic properties and requires a cementitious activator (usually Portland cement or lime). Class C fly ash (high calcium, typically from sub-bituminous or lignite coal) has both pozzolanic and self-cementing properties.
Applications in pavements:
Concrete pavements: Fly ash replaces 15–40% of Portland cement by weight. Benefits include: reduced heat of hydration (important for mass concrete placements and thick pavement slabs); improved workability and pumpability; reduced permeability and improved durability; increased long-term strength; reduced alkali-silica reaction (ASR) potential; and reduced cost. The concrete sustainability metric — CO₂ reduction per cubic yard — is directly proportional to the cement replacement percentage.
Stabilized base courses: Class C fly ash can be used as a standalone binder for soil and aggregate stabilization, with applications in Full Depth Reclamation (FDR) and Cement-Treated Base (CTB) .
Asphalt pavements: Fly ash is used as a mineral filler (passing the No. 200 sieve) in asphalt mixtures at 2–6% by weight of total aggregate. Benefits include improved stiffness, moisture damage resistance, and aging resistance.
Environmental considerations: Changes in the U.S. electric power industry — particularly the retirement of coal-fired plants and increased natural gas and renewable generation — have reduced fly ash availability in some regions. The American Coal Ash Association (ACAA) reported that approximately 38 million tons of fly ash were used beneficially in 2022 (57% utilization rate). Long-term supply uncertainty is a consideration for specifications that mandate fly ash use.
Ground Granulated Blast Furnace Slag (GGBFS) is a byproduct of iron manufacturing. Molten slag from blast furnaces is rapidly quenched in water to form a glassy, granular material, then dried and ground to a fineness similar to Portland cement. GGBFS is classified in ASTM C989 by its slag activity index, which measures the strength contribution relative to Portland cement.
GGBFS in concrete pavements: GGBFS replaces 25–70% of cement by weight. Higher replacement levels are more common in mass concrete applications (such as thick pavement slabs and large aprons). Benefits include: significantly reduced heat of hydration; improved workability; lighter color (reduces heat island effect); improved resistance to sulfate attack and ASR; higher ultimate strength; and reduced permeability. The lighter color of slag cement concrete increases the albedo (solar reflectance) of pavement surfaces, reducing the urban heat island effect and potentially lowering ambient temperatures in paved areas by 2–5°F.
Limitations: Slag cement concrete has slower early strength development (7- to 14-day strengths are lower than Portland cement concrete), which can be a concern for pavements that must be opened to traffic quickly. Cold weather placement requires special attention to curing and protection.
Crumb rubber from scrap tires is used in asphalt pavements through two primary processes:
Wet process (Asphalt Rubber): Crumb rubber (typically 10–20% by weight of binder) is blended with hot asphalt binder at 350–400°F (175–200°C) for 45–90 minutes to produce a reacted binder with increased viscosity, elasticity, and temperature susceptibility. Asphalt rubber binders are used in gap-graded surface courses (often called Asphalt Rubber Gap-Graded or AR-GG) to provide exceptional crack resistance, rut resistance, and durability.
Dry process (Rubber-Modified Asphalt): Crumb rubber is added as a portion of the aggregate (typically 1–3% by weight of total mix) and mixed with conventional binder. The dry process is simpler but provides less performance improvement than the wet process.
The EPA and Rubber Manufacturers Association estimate that approximately 290 million scrap tires are generated annually in the United States. Using crumb rubber in asphalt pavements diverts these tires from landfills and tire piles, consuming 500–2,000 tires per lane-mile of rubber-modified asphalt pavement. Tire rubber-modified pavements also provide reduced traffic noise (typically 2–5 dB reduction compared to conventional asphalt surfaces), contributing to quiet pavement initiatives.
| Recycled Material | Typical Virgin Replacement | Primary Application | Key Environmental Benefit |
|---|---|---|---|
| RAP | 15–50% | Asphalt mixtures | Saves binder, aggregate, landfill space |
| RAS | 3–5% of mix | Asphalt mixtures | Concentrated binder source, waste diversion |
| RCA | 20–100% | Base, subbase, concrete | Saves aggregate, reduces demolition waste |
| Fly Ash | 15–40% | Concrete, stabilized base | Reduces cement demand, value-added use |
| GGBFS | 25–70% | Concrete pavements | Reduces cement, improves durability |
| Crumb Rubber | 1–3% of mix, 10–20% of binder | Asphalt surfacing | Tire waste diversion, noise reduction |
Warm-Mix Asphalt (WMA) and Cold-Mix Asphalt (CMA) are production technologies that reduce the temperature at which asphalt mixtures are produced and placed, delivering significant environmental and operational benefits compared to conventional Hot-Mix Asphalt (HMA).
WMA is produced at temperatures 30–120°F (20–50°C) lower than HMA — typically in the range of 200–275°F (95–135°C) compared to 300–350°F (150–175°C) for HMA. The FHWA has recognized WMA as a priority technology since 2003 and has supported research, demonstration projects, and implementation through the Warm Mix Asphalt Technical Working Group (TWG) .
WMA technologies fall into three categories:
Foaming technologies: Water-based foaming is the most widely used WMA technology. Finely atomized water (typically 1.5–2.5% by weight of binder) is injected into the hot binder during mixing, causing instantaneous vaporization and volume expansion of the binder, temporarily reducing its viscosity and improving aggregate coating at lower temperatures. Water injection systems (e.g., AquaBlack, Accu-Shear, Tri-Mix) are the most common, followed by synthetic zeolite additives (e.g., Advera, Aspha-Min) that contain 18–21% water by mass, released at 185–360°F (85–180°C) to create a controlled foaming effect.
Organic additives: Fischer-Tropsch (FT) waxes (e.g., Sasobit) and fatty acid amides (e.g., Asphaltan B) are added at 0.5–3% by weight of binder. These materials melt at temperatures above approximately 200°F (95°C), reducing binder viscosity, and crystallize upon cooling, increasing stiffness and rutting resistance. FT waxes are produced from natural gas or coal gasification.
Chemical additives: Surfactant-based additives (e.g., Evotherm, Cecabase, Iterlow) reduce the surface tension of the binder-aggregate system, improving coating and workability at reduced temperatures. Chemical additives are typically dosed at 0.3–0.8% by weight of binder and offer the advantage of not requiring equipment modifications.
WMA benefits: The NAPA WMA Survey (2019) reported that 147.4 million tons of WMA were produced in the U.S., representing 26% growth from 2016. Documented benefits include: 20–35% reduction in fuel consumption; 15–40% reduction in CO₂ emissions; 18–35% reduction in SO₂; 18–30% reduction in NOx; 30–50% reduction in VOC and fume emissions; improved working conditions at the plant and paving site; extended paving season (ability to pave at lower ambient temperatures); longer haul distances (reduced mix cooling); improved compaction (lower air voids at same compactive effort); and ability to increase RAP content by 5–15%.
Cold-mix asphalt is produced and placed at ambient temperatures — typically 50–100°F (10–38°C) — using emulsified asphalt or foamed asphalt as the binder. CMA eliminates all heating-related energy consumption and emissions from the production process, achieving the maximum possible energy and emission reductions for asphalt mixtures.
Emulsified asphalt cold mixes use an asphalt emulsion (60–70% asphalt binder, 30–40% water with emulsifier) that coats the aggregate at ambient temperature. The mix is placed and compacted, and the emulsion “breaks” (separates into binder and water) through evaporation, leaving the residual binder to bind the aggregates. Cationic slow-setting (CSS) emulsions are most commonly used for dense-graded cold mixes; cationic medium-setting (CMS) and rapid-setting (CRS) are used for open-graded and patching mixes.
Foamed asphalt cold mixes use hot binder (300–350°F / 150–175°C) that is foamed by injecting water (1.5–3% by weight of binder) into the binder stream before mixing with cold, moist aggregates. The foam collapses rapidly, coating the aggregates in thin binder films. Foamed asphalt cold mixes are particularly effective for Cold In-Place Recycling (CIR) and Full Depth Reclamation (FDR) applications.
CMA performance: Comprehensive reviews published in Sustainability (MDPI) document that CMA reduces energy consumption by 35–50% and emissions by 40–60% compared to HMA. However, CMA typically has longer curing times (7–28 days to achieve full strength), lower initial strength, and higher air voids than HMA or WMA, limiting its use to base courses, low-volume roads, shoulders, and temporary pavements.
In-place recycling methods process the existing pavement material on site and reuse it as part of the new pavement structure, eliminating hauling, disposal, and virgin material production. These methods achieve the highest material reuse rates (70–100%) and the greatest reduction in transportation-related environmental impacts.
Cold In-Place Recycling (CIR) is a pavement rehabilitation technique that mills the existing asphalt pavement to a depth of 3–6 inches (75–150 mm), processes the material (crushing and screening), mixes it with a stabilizing agent (asphalt emulsion, foamed asphalt, or chemical additive) and often a rejuvenator, and relays and compacts the recycled mixture — all in a continuous train operation at ambient temperature. CIR reuses 70–100% of the existing pavement material.
The CIR process typically achieves material and cost savings of 20–40% compared to conventional mill-and-overlay rehabilitation. Life cycle assessment studies (Cross et al., 2011) document that CIR reduces energy consumption by 40–65% and greenhouse gas emissions by 45–60% compared to traditional rehabilitation methods that involve hauling away milled material and importing virgin aggregates and binder.
ARRA (Asphalt Recycling and Reclaiming Association) recognizes CIR as an established technology with documented performance records exceeding 30 years. CIR-treated pavements typically provide 8–15 years of additional service life when overlaid with a hot-mix or warm-mix wearing course.
Hot In-Place Recycling (HIR) is a rehabilitation process that heats the existing asphalt pavement surface to 250–300°F (120–150°C), scarifies the heated material to a depth of ¾–2 inches (20–50 mm), mixes the scarified material with a rejuvenating agent and optionally virgin aggregates and binder, and relays and compacts the recycled mixture in a single, continuous operation. Three HIR processes are recognized by ARRA:
Heater scarification involves multiple heating passes, mechanical scarification, rejuvenator application, and recompaction — suitable for depths up to 1 inch (25 mm). Repaving combines the HIR recycled layer with a simultaneous thin overlay of new HMA placed directly behind the recycling train, creating a thermal bond between the recycled and new layers. Remixing collects the scarified material, mixes it with rejuvenator and optional virgin HMA in a pugmill, and applies the blended material as a single homogeneous layer.
HIR without overlay typically provides 3–8 years of additional pavement life; HIR with overlay provides 10–12 years or more. HIR eliminates material hauling, reduces virgin material consumption by 70–90%, and reduces total project energy consumption by 30–50% compared to conventional mill-and-overlay. The FHWA reports that HIR projects in California, Wisconsin, and Texas have demonstrated equivalent or superior performance to conventional rehabilitation at 30–50% lower cost.
Full Depth Reclamation (FDR) is a pavement rehabilitation technique that pulverizes the full thickness of the existing pavement structure (both asphalt and base layers) to a depth of 6–18 inches (150–450 mm), mixes the pulverized material with a stabilizing agent (cement, fly ash, lime, foamed asphalt, or emulsion), and compacts the stabilized material as a new, homogeneous base course. FDR typically receives a wearing course overlay.
FDR reuses 100% of the existing pavement materials — asphalt, base, and sometimes subgrade. The Asphalt Recycling and Reclaiming Association reports that FDR reduces material costs by 50–70%, energy consumption by 50–65%, and greenhouse gas emissions by 45–60% compared to reconstruction (full removal and replacement). FDR also eliminates the structural problem of existing pavement layers (reflective cracking, stripping, base contamination) by creating a new, homogeneous base layer.
Road Science — a joint publication of the Portland Cement Association and the Asphalt Institute — documents that properly designed FDR projects achieve structural numbers equivalent to 4–8 inches (100–200 mm) of conventional granular base, with resilient modulus values of 100,000–400,000 psi depending on stabilizer type and dosage.
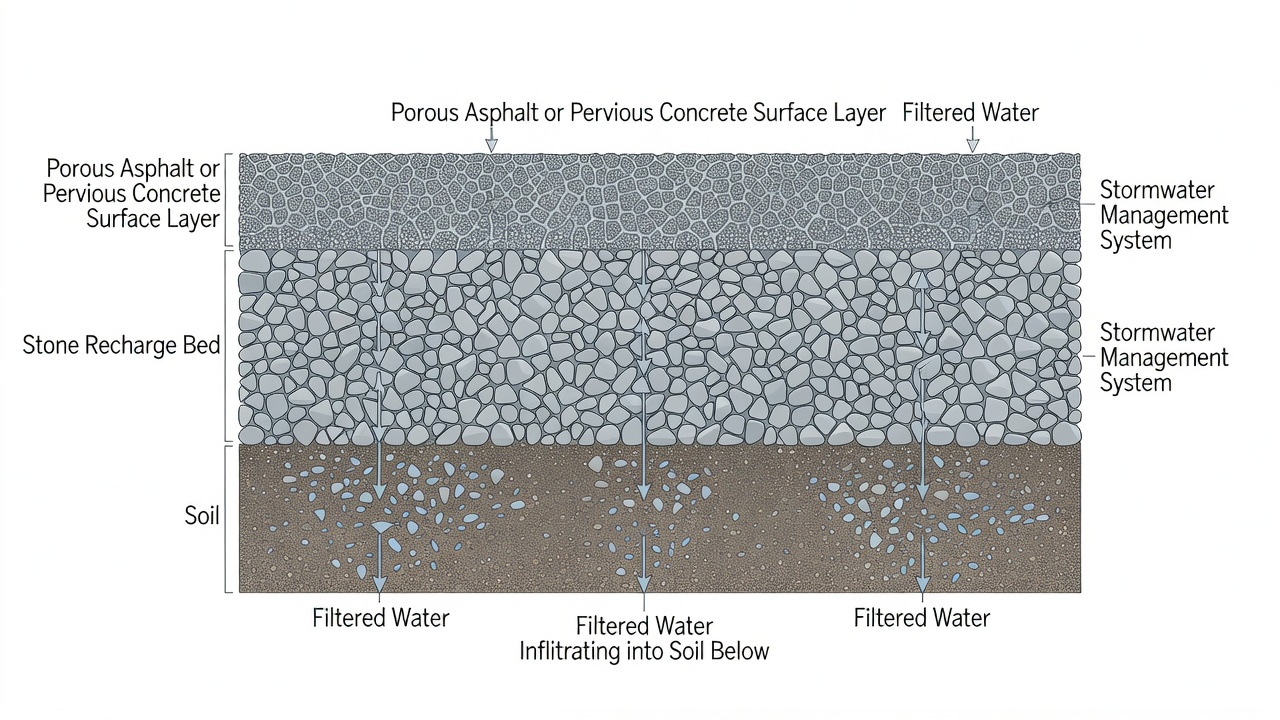
Permeable pavements are engineered pavement systems that allow stormwater to infiltrate through the surface into underlying stone storage layers and native soils. They are a key Low Impact Development (LID) and Green Infrastructure (GI) practice for managing urban stormwater. Two primary types are used in pavement applications: porous asphalt and pervious concrete.
Porous asphalt is an open-graded asphalt mixture with reduced fines content (typically 12–18% air voids compared to 3–5% for dense-graded HMA) that allows water to pass through the pavement surface. The porous asphalt surface is placed over a stone recharge bed — a thick layer (typically 12–36 inches / 300–900 mm) of clean, uniformly graded crushed stone — that stores the infiltrated water and allows it to percolate into the subgrade. The stone bed also provides structural support for the pavement.
The porous asphalt system consists of:
Performance data: The University of New Hampshire Stormwater Center (UNHSC) , the EPA, and others have documented that properly designed porous asphalt systems: reduce total runoff volume by 80–98%; reduce peak runoff rates by 60–90%; remove 80–95% of total suspended solids (TSS); reduce total phosphorus by 60–70%; reduce total nitrogen by 50–60%; reduce heavy metals (zinc, copper, lead, cadmium) by 90–99%; and remove 90%+ of petroleum hydrocarbons.
Pervious concrete (also called porous concrete or no-fines concrete) is a mixture of Portland cement, coarse aggregate, water, and little or no fine aggregate. The absence of sand-sized aggregate creates interconnected voids (15–35% by volume) that allow water to pass through the material at typical infiltration rates of 2–10 gallons per minute per square foot (80–400 L/min/m²).
Pervious concrete is placed over a similar stone recharge bed system as porous asphalt. Mix design typically uses uniformly graded coarse aggregate (3/8–3/4 inch / 9.5–19 mm), a water-to-cement ratio of 0.35–0.45 (critical for maintaining void connectivity), cement content of 500–700 lb/yd³ (300–420 kg/m³), and often includes chemical admixtures (water reducers, retarders, hydration stabilizers) and supplementary cementitious materials (fly ash, silica fume) to improve workability and durability.
Structural design: Pervious concrete pavements are typically designed for low-volume applications such as parking lots, sidewalks, bike paths, and shoulders. The compressive strength ranges from 2,000–4,000 psi (14–28 MPa), and the flexural strength ranges from 350–600 psi (2.4–4.1 MPa).

Perpetual pavement (also called long-life pavement) is an asphalt pavement designed and built to last 50 years or longer without requiring major structural rehabilitation or reconstruction. The concept was first articulated by the Asphalt Pavement Alliance (APA) in 2000 and has rapidly gained acceptance worldwide as a sustainable alternative to conventional 20-year design for high-traffic facilities.
The perpetual pavement concept recognizes that pavement fatigue failure originates as bottom-up cracking — tensile strains at the bottom of the asphalt layer under traffic loading cause cracks to initiate and propagate upward. If the tensile strain at the bottom of the asphalt layer can be kept below the material’s endurance limit — the strain level below which no fatigue damage accumulates regardless of the number of load repetitions — then the pavement can theoretically last indefinitely without structural fatigue failure.
The endurance limit for asphalt mixtures is typically taken as 70–100 microstrain (με) based on laboratory testing and field calibration. Perpetual pavement design uses mechanistic-empirical (M-E) analysis (often with the PerRoad software developed at Auburn University’s National Center for Asphalt Technology) to compute the critical tensile strain at the bottom of the asphalt layer and select layer thicknesses such that the tensile strain remains below the endurance limit for the design traffic spectrum.
Perpetual pavements are structured as multi-layer systems with distinct functions:
Bottom layer (fatigue-resistant layer): 4–6 inches (100–150 mm) thick, designed with high binder content (typically 5.5–6.5% by weight of mix), optimized VMA (voids in mineral aggregate of 14–17%), and soft binder grade (PG 58-28 or softer). This layer provides maximum resistance to bottom-up fatigue cracking. Rich bottom layers may use Rich Bottom Base (RBB) design with binder content 0.5–1.0% higher than conventional mixes.
Intermediate layer (load-distributing layer): 4–6 inches (100–150 mm) of high-modulus asphalt mix designed to distribute traffic loads over a wide area, reducing stress on the bottom layer and the subgrade. This layer uses stiff binder (PG 76-22 or higher) and high-quality aggregates to achieve modulus values of 1,500,000–2,500,000 psi (10,000–17,500 MPa) at standard conditions.
Wearing surface: 1.5–2.5 inches (38–63 mm) of rut-resistant, durable surface mix, typically using polymer-modified binder and gap-graded or stone mastic asphalt (SMA) gradation. The wearing surface is renewed every 15–20 years by milling off the top 1.5–2.5 inches and replacing with new surface mix — the only maintenance required over the pavement’s structural life.
The APA Perpetual Pavement Awards program has recognized over 200 perpetual pavement projects in the United States. Documented benefits include: 50+ year structural design life; life cycle cost savings of 20–40% compared to conventional 20-year pavement design; reduced material consumption (no reconstruction cycle); reduced user delays (only thin surface renewal disruptions); reduced waste generation (no demolition debris); and lower life cycle energy consumption and emissions by 25–45%.
Notable perpetual pavement examples include the I-35 in Texas (original section from the 1960s, still in service with periodic surface renewal only), I-295 near Baltimore, Maryland (designed for 50+ years, surface renewed at year 20 with minimal intervention), and Interstate highways in Missouri and Wisconsin that have exceeded 30 years of service with surface renewal only.
Life Cycle Assessment (LCA) is the systematic methodology used to quantify the environmental impacts of a pavement throughout all stages of its life cycle. LCA is governed by ISO 14040 (principles and framework) and ISO 14044 (requirements and guidelines), with sector-specific guidance for pavements provided by FHWA’s Pavement LCA Framework, the International EPD System, and ISO 21930 (sustainability in building construction — environmental product declarations for construction products).
The pavement life cycle is divided into life cycle stages as defined in EN 15804 and ISO 21930:
Product stage (A1–A3): Covers the extraction and processing of raw materials (A1), transportation of raw materials to manufacturing (A2), and the manufacturing of pavement components (A3). For asphalt, this includes aggregate extraction and crushing, asphalt binder refining and transportation, and hot-mix/warm-mix production. For concrete, this includes cement production, aggregate extraction, concrete batching. The product stage typically accounts for 50–80% of total life cycle impacts for pavements.
Construction stage (A4–A5): Covers the transportation of materials from the production plant to the project site (A4) and the construction equipment operations (A5) — paving, compaction, finishing, curing. Construction typically accounts for 5–20% of total impacts.
Use stage (B1–B8): Covers the entire service life of the pavement, including: maintenance (B1–B2) — crack sealing, patching, surface treatments; rehabilitation (B3–B5) — overlays, recycling, slab replacement; operational energy use (B6) — lighting, pumping; and user impacts — vehicle fuel consumption, rolling resistance (B8). The use stage can account for 50–80% of total life cycle impacts when user fuel consumption effects are included (the “use phase dominance” effect documented by the MIT Concrete Sustainability Hub).
End-of-life stage (C1–C4): Covers demolition (C1), transportation to waste processing (C2), waste processing (C3), and disposal (C4). End-of-life credits for recycling and reuse are accounted in module D (benefits and loads beyond the system boundary).
Pavement LCA evaluates multiple environmental impact categories, defined by TRACI (Tool for Reduction and Assessment of Chemicals and Other Environmental Impacts) in the U.S. or CML and ReCiPe methods in Europe:
| Impact Category | Unit | Primary Pavement Contributors |
|---|---|---|
| Global Warming Potential (GWP) | kg CO₂ eq | Cement production, asphalt heating, diesel combustion |
| Acidification Potential (AP) | kg SO₂ eq | Diesel equipment, cement kilns |
| Eutrophication Potential (EP) | kg N eq | Construction runoff, material production |
| Smog Formation Potential (SFP) | kg O₃ eq | VOC emissions from asphalt, diesel NOx |
| Ozone Depletion Potential (ODP) | kg CFC-11 eq | Refrigerants, blowing agents |
| Primary Energy Demand (PED) | MJ | All production and construction energy |
| Water Consumption | m³ | Concrete production, dust control |
The MIT Concrete Sustainability Hub (CSHub) has published extensively on pavement LCA methodology and findings. Key insights from CSHub research: extending pavement service life from 20 to 50 years reduces total life cycle impacts by 30–50%; the use phase (vehicle fuel consumption related to pavement roughness and stiffness) can dominate total life cycle impacts for high-traffic roads; and using recycled materials reduces product-stage impacts by 15–30%.
The FHWA Pavement LCA Framework (published as FHWA-HIF-15-015) provides standardized guidance for conducting LCAs of pavement projects. The framework recommends that all pavement LCA studies: clearly define the functional unit, system boundary, and analysis period; include all life cycle stages (at minimum A1–A5, B3–B5, and C1–C4); use consistent impact assessment methods; and report all key data sources and assumptions for transparency.
Environmental Product Declarations (EPDs) are standardized, third-party-verified documents that transparently communicate the environmental impacts of a product throughout its life cycle. EPDs are based on Life Cycle Assessment (LCA) conducted per ISO 14025 (type III environmental declarations) and ISO 21930 (the core rule for construction product EPDs). EPDs enable direct comparison of the environmental performance of different products fulfilling the same function and support informed procurement decisions.
A pavement material EPD follows a Product Category Rule (PCR) — a set of specific rules, requirements, and guidelines for developing EPDs for a particular product category. The National Asphalt Pavement Association (NAPA) and the Portland Cement Association (PCA) have developed Industry-wide (generic) PCRs and EPDs for asphalt mixtures and concrete, respectively. Individual producers can also develop product-specific EPDs based on their actual production data.
An EPD reports environmental impacts per declared unit — typically 1 metric ton of asphalt mixture or 1 cubic yard (or cubic meter) of concrete. The impacts are reported by life cycle module (A1–A3, A4, A5, etc.) for:
EPDs must be third-party verified by an accredited verification body. Verification confirms that the LCA and EPD comply with ISO 14025, ISO 21930, and the applicable PCR. Verified EPDs are published and registered with an EPD program operator — examples include UL Environment, ASTM International, the International EPD System, and the NSF International.
As of 2025, over 2,500 construction material EPDs are registered in North America, including hundreds of asphalt mixture and concrete EPDs. NAPA’s Emerald Eco-Label program has published over 200 EPDs for asphalt mixtures from 60+ producers, covering all 50 U.S. states.
EPDs are increasingly required in pavement procurement, driven by Buy Clean policies and green building rating systems:
The trend toward EPD-based procurement creates market incentives for producers to reduce the environmental footprint of their products and for specifiers to prioritize lower-impact materials.
Specification standards and rating systems provide the framework within which sustainable pavements are designed, constructed, and verified. Key specifications include:
ISO 14040/14044: The foundational standards for LCA methodology, defining the four phases of LCA: goal and scope definition, inventory analysis, impact assessment, and interpretation.
ISO 14025: Establishes the principles and procedures for Type III environmental declarations (EPDs), including the requirement for product category rules (PCRs) and third-party verification.
ISO 21930: Provides the core rules for environmental product declarations of construction products and services, including pavements. This standard defines the life cycle modules, reporting format, and impact categories.
EN 15804: The European standard for construction product EPDs, harmonized with ISO 21930. EN 15804+A2 (2021) includes additional impact categories and updated characterization factors.
FHWA Sustainable Pavement Program: A comprehensive program providing guidance, tools, and resources for integrating sustainability into pavement design and management. The program includes the Pavement LCA Framework, the Sustainable Pavements Tool, and technical guidance on RAP, WMA, and permeable pavements.
FAA AC 150/5320-6G: Airport Pavement Design and Evaluation — permits the use of recycled materials (RAP, RCA, fly ash) and warm-mix technologies in airfield pavements, provided the recycled mixtures meet all applicable performance specifications (P-401, P-501, P-209, etc.).
ICAO Doc 9157 Part 3: Aerodrome Design Manual, Part 3: Pavements — provides international guidance on sustainable pavement practices, including use of recycled materials, LCA principles, and pavement preservation strategies.
AASHTO PP 105: Standard Practice for Balanced Mix Design — provides the framework for performance-based asphalt mixture design that allows increased RAP content while ensuring cracking and rutting resistance through performance testing.
LEED (Leadership in Energy and Environmental Design): The LEED v5 rating system includes credits for: Sustainable Sites (stormwater management through permeable pavements), Materials and Resources (recycled content, regional materials, EPDs), and Innovation (advanced sustainability practices). Pavements can contribute to LEED certification for building and campus projects.
Envision: A comprehensive sustainable infrastructure rating system developed by the Institute for Sustainable Infrastructure (ISI) . Envision covers 64 sustainability credits across five categories: Quality of Life, Leadership, Resource Allocation, Natural World, and Climate and Resilience. Pavement projects can earn credits for recycled material use, LCA, EPDs, stormwater management, and extended service life.
Greenroads: A sustainability rating system specifically for roadway projects, developed by the Greenroads Foundation. Greenroads awards credits for: pavement technology (WMA, permeable pavement, perpetual pavement), materials (recycled content, local materials, EPDs), access and equity, and construction practices (emissions reduction, waste management).
Buy Clean policies require that construction materials used in public infrastructure projects meet maximum embodied carbon limits and are covered by EPDs. As of 2025, Buy Clean policies have been adopted by: California, Colorado, Washington, Minnesota, Oregon, New Jersey, New York, and the U.S. General Services Administration (for federal projects). These policies directly influence pavement material specifications by requiring EPD submission with bids and establishing maximum GWP limits expressed as kg CO₂ eq per ton of asphalt mixture or per cubic yard of concrete.
Sustainable pavement choices — recycled content, warm-mix production, permeable surfaces, long-life design — affect every aspect of pavement inspection, from pre-construction material verification through post-construction acceptance testing and ongoing condition monitoring. Inspection professionals must be knowledgeable about the specific inspection requirements for each sustainable technology.
For recycled content pavements, inspection must verify:
RAP quality and consistency: Inspectors must verify that RAP stockpiles are properly separated by source, crushed and screened to specification, and free of deleterious materials. RAP sampling and testing per AASHTO T 2 and AASHTO T 168 must confirm binder content (AASHTO T 164), gradation (AASHTO T 30), and binder properties (extraction and recovery per ASTM D2172/D1856). Moisture content of RAP must be monitored, as high moisture can affect WMA production and mix temperature control.
RAS quality: Inspectors must verify that RAS is processed to remove deleterious materials (nails, wood, felt, plastic) and sized to specification. RAS binder content testing is critical due to the high binder content (20–30%) and its impact on total binder content calculations.
SCM verification: For fly ash and GGBFS in concrete pavements, inspectors must verify: source certification per ASTM C618 (fly ash) or ASTM C989 (GGBFS); fineness, specific gravity, and chemical composition; and storage condition (fly ash must be stored in dry silos to prevent hydration). Cement replacement percentage must be verified in the approved mix design and confirmed through batching records.
Crumb rubber verification: For asphalt rubber binders, inspectors must verify: crumb rubber gradation, source (tire type), and percentage by weight of binder; reaction temperature and time (45–90 minutes at 350–400°F); and binder properties (viscosity, elasticity) per ASTM D6114 (Standard Specification for Asphalt-Rubber Binder).
WMA requires specialized inspection procedures beyond conventional HMA inspection:
Temperature monitoring: The key acceptance criterion for WMA is production temperature. Infrared thermometers and temperature probes must verify that WMA is produced and placed within the specified temperature range (typically 200–275°F / 95–135°C depending on technology). Both production temperature (at the plant) and placement temperature (at the paver) must be documented.
Foaming system verification: For water-injection WMA, inspectors must verify that the injection system is operating correctly: water flow rate (0.8–2.5% by weight of binder), binder flow rate, and foaming nozzle condition. Foaming characteristics — including expansion ratio (typically 3–8 times original binder volume) and half-life (time for foam to collapse to half its maximum volume, typically 10–30 seconds) — should be verified per AASHTO specifications.
Additive dosing verification: For chemical and organic additive WMA technologies, inspectors must verify that the additive is being dosed at the specified rate. This includes: verifying additive tank levels, flow meter readings, and injection system calibration; reviewing additive certificates of analysis; and confirming that the additive has not exceeded its shelf life.
Compaction testing: WMA compacts differently than HMA due to the reduced temperature and modified binder rheology. Nuclear density gauge or core density testing must be performed at the same frequency as HMA projects, but the acceptance criteria may need adjustment based on the specific WMA technology. Temperature-density curves should be developed during the control strip (test section) to establish the compaction temperature window.
Permeable pavements require inspection protocols unique to their dual stormwater-structural function:
Surface infiltration rate: The ASTM C1701/C1701M test (Standard Test Method for Infiltration Rate of In-Place Pervious Concrete) is used for both pervious concrete and porous asphalt. A double-ring infiltrometer is sealed to the pavement surface with plumber’s putty, water is pre-wet through the inner ring, and the infiltration rate is measured as the time for a measured water volume to infiltrate. Minimum acceptable infiltration rates are typically 0.8–1.0 inches per hour (20–25 mm/hr). Acceptance testing should be performed at a frequency of one test per 5,000–10,000 sq ft (450–950 m²) of pavement.
Air void content: Porous asphalt acceptance typically requires verification of air void content (target 15–20%) through core testing per ASTM D3203 or AASHTO T 269. For pervious concrete, void content is measured per ASTM C1754 (Standard Test Method for Density and Void Content of Pervious Concrete).
Stone recharge bed inspection: The stone recharge bed must be inspected for: aggregate gradation (uniformly graded 1.5–2.5 inch stone per specification); bed thickness (measured by survey or probe); filter fabric condition (no tears, proper overlap of 12–18 inches); and underdrain pipe placement, slope, and outfall condition.
Sediment accumulation monitoring: Permeable pavement performance degrades over time as sediment accumulates in the surface pores. Regular inspection (quarterly to annually) should include: visual inspection for surface ponding; surface sediment measurement (depth of accumulated sediment, if any); clogging assessment through surface infiltration testing; and vacuum cleaning scheduling when infiltration rates drop below minimum thresholds.
Perpetual pavement inspection focuses on verifying structural layer properties and monitoring for distress mechanisms that could compromise the long-life design:
Rich bottom base inspection: The fatigue-resistant bottom layer requires verification of: binder content (0.5–1.0% higher than conventional base mixes); air voids (target 3–5%); and VMA (minimum 14–17%). Binder content and gradation must be verified every 500–1,000 tons of production.
Intermediate layer modulus: The high-modulus intermediate layer must achieve the design modulus value. Dynamic modulus testing (AASHTO TP 132) on lab-compacted or field cores should verify that the modulus at 68°F (20°C), 10 Hz meets or exceeds the design value.
Wearing surface renewal monitoring: The only routine maintenance expected for perpetual pavements is surface renewal every 15–20 years. Inspection must monitor: rut depth (typically < 0.25 inches / 6 mm triggers renewal planning); surface cracking (block cracking, thermal cracking, raveling); and friction (mu values per FAA standards). Falling Weight Deflectometer (FWD) testing every 5–7 years should verify that the structural layers remain sound (no bottom-up fatigue damage) and that only the surface layer requires renewal.
CIR, HIR, and FDR projects require specialized inspection:
Recycled layer thickness and uniformity: Inspectors must measure the processed depth at regular intervals (typically every 500–1,000 ft / 150–300 m). AASHTO T 310 (nuclear gauge depth measurement) or core extraction can verify that the milling/scarifying depth matches the design depth.
Rejuvenator dosing and mixing: For CIR and HIR, the rejuvenator dosage must be verified against the approved mix design. Flow meters on the rejuvenator injection system must be calibrated and readings recorded. Mixing uniformity should be assessed visually — the recycled material should be homogeneous in color and texture without streaks or clumps.
CIR moisture content: For emulsion-based CIR, the moisture content of the recycled mix at placement is critical. ASTM D4643 (microwave moisture test) or ASTM D6307 (ignition method) should be used to verify moisture content within the specified range (typically 3.5–6.0% for the mixture at placement).
FDR stabilizer content: For FDR with cement or fly ash stabilization, inspectors must verify: stabilizer application rate (typically measured by spreader truck calibration tickets); mixing depth and uniformity; moisture content for compaction; and field density (nuclear gauge or sand cone per AASHTO T 191 or T 310).
As EPDs and Buy Clean policies become more prevalent, inspection includes verification of environmental documentation:
EPD verification: Inspectors must confirm that: EPDs are current (within 5-year validity period); EPDs match the specific product delivered (same plant, same mix design, same reported GWP); EPDs are third-party verified and registered with an approved program operator; and EPD-required documentation (material quantities, source distances, production dates) is maintained.
Recycled content documentation: All recycled material deliveries must be documented with: material source, quantity, date, and supplier certification of recycled content percentage.
Local materials documentation: If local material requirements exist (e.g., 50-mile radius), transportation documentation (trucking tickets, source location maps) must be maintained.
Construction emissions documentation: For projects with construction emissions reduction requirements (e.g., non-attainment area projects), fuel usage records, equipment emission certifications (Tier 4 engines), and idling reduction documentation must be maintained.

Sustainable pavement engineering integrates materials efficiency, energy conservation, emission reduction, water management, and extended service life into a unified design and construction framework. The key principles that emerge from this comprehensive review are:
Materials first: The most impactful sustainable pavement strategy is to maximize the use of recycled and waste materials — RAP, RAS, RCA, fly ash, GGBFS, and crumb rubber. These materials conserve natural resources, reduce energy consumption, lower emissions, and divert waste from landfills while maintaining or improving pavement performance when properly designed.
Temperature matters: Reducing production and placement temperatures through WMA technology delivers immediate, verifiable reductions in energy consumption (20–35%) and emissions (15–40%). CMA achieves even greater reductions at the cost of some performance trade-offs.
Water is a resource: Permeable pavements transform pavement surfaces from stormwater problems into stormwater solutions, reducing runoff volumes by 50–90% and providing water quality treatment that meets or exceeds regulatory requirements.
Life cycle thinking: LCA provides the scientific basis for evaluating trade-offs between different pavement materials, designs, and maintenance strategies. It ensures that decisions made to reduce impacts in one life cycle stage do not inadvertently increase impacts in another stage.
Long life is green: Extending pavement service life through perpetual pavement design reduces all environmental impacts per year of service by 25–50% compared to conventional pavements with shorter design lives that require reconstruction.
Measurement enables management: EPDs and Buy Clean policies create market mechanisms that drive continuous improvement in pavement material environmental performance. Without transparent, verified environmental data, sustainability claims cannot be substantiated.
Inspection adapts: Sustainable pavement technologies require adapted inspection protocols — for recycled material quality, WMA production conditions, permeable pavement performance, perpetual pavement structural monitoring, and EPD documentation. Inspectors must be trained to verify that sustainable pavements meet all technical and environmental specifications.
Learn how recycled materials, warm-mix technologies, and life cycle assessment can improve the environmental performance of your airport or roadway pavements while reducing costs. Our experts provide guidance on sustainable pavement design, material selection, and inspection protocols.
Reclaimed Asphalt Pavement (RAP) is removed and processed pavement material containing aged asphalt binder and aggregates, reused in new asphalt mixtures as a s...
Cold In-Place Recycling (CIR) is a pavement rehabilitation method where existing asphalt layers are milled, mixed with recycling agents (emulsion or foamed asph...
Runway surface refers to the engineered materials and layered pavement systems forming the load-bearing surface of airport runways, designed to support aircraft...