Kapilláris jelenség
A kapilláris jelenség a folyadékok mozgása szűk terekben, amelyet a kohéziós és adhéziós erők kölcsönhatása idéz elő, meghatározó szerepű a természetben és a te...
5 perc olvasás
Physics
Fluid Mechanics
+3
A folyadékbehatolásos vizsgálat (PT) egy felületi roncsolásmentes vizsgálati módszer, amely során egy színes vagy fluoreszkáló folyadékot (behatoló anyagot) juttatnak a megtisztított felületre, amely kapilláris hatás révén behatol a felületre nyíló hibákba, majd a felesleges behatoló anyag eltávolítása után egy előhívó segítségével láthatóvá teszik azt. Repedéseket, porozitást és felületi zárványokat képes kimutatni nem porózus anyagokban (fémekben, kerámiákban, egyes műanyagokban). A cikk ismerteti az eljárást, az érzékenységi szinteket, valamint az acél- és betonvizsgálati alkalmazásokat.

A folyadékbehatolásos vizsgálat (PT), más néven folyékony behatoló anyagos vizsgálat (LPI) vagy behatoló anyagos vizsgálat (PT), egy felületi roncsolásmentes vizsgálati módszer, amely a felületre nyíló folytonossági hiányokat mutat ki nem porózus anyagokban. A módszer az egyik legrégebbi NDT-technika, amely az 1800-as évek végéről származik, amikor a vasúti karbantartó műhelyek az olaj-kréta módszert használták – az alkatrészeket használt gépolajba merítették, a felesleget letörölték, majd porított krétával vonták be. A felületi repedésekben csapdázódott olaj kiszivárgott és megfestette a fehér bevonatot, feltárva a hibákat egy olyan elv alapján, amelyet a modern behatoló anyagos vizsgálat is alkalmaz.
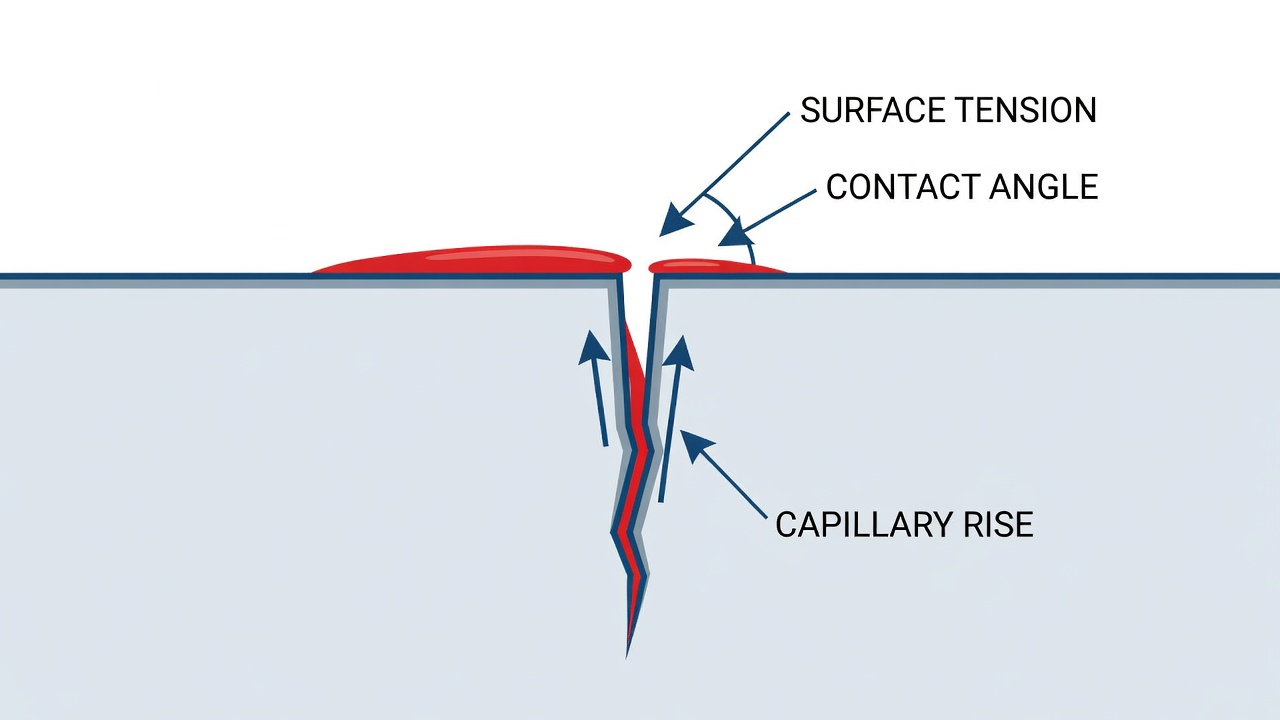
A PT fizikai alapja a kapilláris hatás, a folyadékok azon hajlama, hogy külső erők nélkül behatoljanak vagy bejussanak kis nyílásokba. A kapilláris hatás akkor következik be, amikor a folyadékmolekulák és a szilárd felület közötti adhéziós erők erősebbek, mint magában a folyadékban lévő kohéziós erők. Egy szűk nyílásban, például egy repedésben lévő folyadék esetében az emelkedési magasság a kapilláris emelkedési egyenletet követi: h = (2γ cos θ) / (ρgr), ahol h a kapilláris emelkedési magasság, γ a felületi feszültség, θ a folyadék és a szilárd felület közötti érintkezési szög, ρ a folyadék sűrűsége, g a gravitáció, és r a repedés vagy pórus sugara. Kritikus fontosságú, hogy ez az egyenlet azt mutatja: a kapilláris erő a hiba méretének csökkenésével növekszik – a kisebb folytonossági hiányok erősebb kapilláris vonzást fejtenek ki, ami ellentmondásos, de alapvető tulajdonság, amely lehetővé teszi, hogy a PT nanométeres méretű felületi nyílásokat is kimutasson.
Az érintkezési szög (θ) határozza meg, hogy egy folyadék nedvesíti-e a felületet és behatol-e egy repedésbe. A 0°-os érintkezési szög teljes nedvesítést és spontán szétterülést eredményez a felületen. A 90°-hoz közelítő vagy annál nagyobb szögek esetén a folyadék cseppeket képez és ellenáll a szűk nyílásokba való behatolásnak. A kereskedelmi behatoló anyagokat úgy állítják össze, hogy nagyon alacsony érintkezési szöget érjenek el fémfelületeken felületaktív anyagok és nedvesítőszerek hozzáadásával, amelyek a felületi feszültséget a víz 72 dyn/cm értékéről a behatoló anyagokra jellemző 25-35 dyn/cm tartományba csökkentik. Ez biztosítja az alapos felületi fedést és a hatékony kapilláris behatolást a legfinomabb hibákba.
A felületi feszültség az az erő, amely a folyadék felszínének kitágításához vagy széthúzásához szükséges, amelyet a felületi molekulákat összetartó kohéziós erők okoznak. Ezek az erők hatására a folyadékcseppek gömb alakot vesznek fel – ez a legkisebb felület egy adott térfogathoz. A behatoló anyag teljesítménye kritikus mértékben függ a felületi feszültségtől. Ha a felületi feszültség túl magas, a behatoló anyag nem hatol be a szűk repedésekbe. Ha túl alacsony, a behatoló anyag lefolyhat a függőleges felületekről, vagy nehezen távolítható el a felületről anélkül, hogy a hibákból is eltávolítanánk. A behatoló anyag gyártók gondosan egyensúlyozzák a felületi feszültséget a hordozófolyadékok, felületaktív anyagok és színezékek saját összetételén keresztül.
A kapilláris hatás fontos szempontja a csapdázódott gáz viselkedése a zárt végű hibákban. Amikor egy repedés vagy üreg nem halad át teljesen az anyagon, a behatoló anyag előrenyomulása összenyomja a hiba végénél csapdázódott levegőt vagy gázt. Ez a sűrített gáz ellennyomást hoz létre, amely ellenáll a további kapilláris behatolásnak, végül egyensúlyba kerülve, amikor a kapilláris nyomás egyenlő a gáznyomással. Ezért elengedhetetlen az előhívó lépés – az előhívó fizikailag visszahúzza a csapdázódott behatoló anyagot fordított kapilláris hatás révén, létrehozva a látható jelzést a felületen.
A modern behatoló anyagos vizsgálat a második világháború idején jelent meg, amikor a repülőgépiparnak szüksége volt nem vasas alumínium és magnézium ötvözetek vizsgálatára, amelyeket nem lehetett mágneses repedésvizsgálattal ellenőrizni. A fluoreszkáló színezékek hozzáadása a behatoló olajokhoz 1941-ben jelentős előrelépést jelentett, drámaian javítva az érzékenységet. A piros látható színezékek röviddel ezután követték. A háború utáni fejlesztések közé tartoztak a szabványosított emulgeálószerek, a vízzel lemosható összetételek, a több érzékenységi szint és az SAE AMS 2644 által meghatározott minősítési rendszer, amely ma is szabályozza a behatoló anyagokat.
A behatoló anyagos vizsgálati anyagok egyetemes osztályozását az SAE AMS 2644 — Inspection Material, Penetrant határozza meg. Ez a specifikáció szabályozza a behatoló anyagok teljesítménykövetelményeit, osztályozását, minősítését és a Minősített Termékjegyzék (QPL) jóváhagyását. Az anyagoknak át kell menniük a minősítési vizsgálaton a Wright-Patterson légibázis Légierő Kutatólaboratóriumában, Dayton, Ohio és szerepelniük kell a QPL-AMS-2644 listán, mielőtt repülőgépipari és védelmi alkalmazásokban használhatók lennének. Az osztályozási rendszer négy elsődleges kategóriával rendelkezik: Típus, Módszer, Szint és Forma, további Osztály megjelöléssel az oldószerek számára.
I. típus — Fluoreszkáló behatoló anyag: Ezek a behatoló anyagok olyan vegyi vegyületeket tartalmaznak, amelyek UV-A sugárzás (320-400 nm, csúcs 365 nm-en) hatására látható fényt bocsátanak ki. A fluoreszcencia mechanizmusa során az elektronok elnyelik a fotonenergiát az UV-fényből, magasabb pályahéjra ugranak, majd egyensúlyi állapotba visszatérve hosszabb hullámhosszú látható fényt bocsátanak ki, jellemzően sárga-zöldet 510-560 nm-en. Ez a hullámhossz-tartomány megfelel a sötéthez adaptált emberi szem csúcsérzékenységének szkotopikus látási körülmények között. Az I. típusú behatoló anyagok a legmagasabb kimutatási érzékenységet biztosítják, mert a behatoló anyag még parányi mennyiségei is erősen látható jelzéseket produkálnak sötét háttér előtt. A fluoreszkáló behatoló anyagok érzékenységét tovább fokozza az emberi szem azon képessége, hogy gyenge fényforrásokat észleljen sötét körülmények között – az emberi látás abszolút küszöbértéke körülbelül 10⁻⁶ kandela négyzetméterenként, ami a fluoreszkáló jelzéseket rendkívül alacsony koncentrációkban is láthatóvá teszi.
II. típus — Látható (színkontrasztos) behatoló anyag: Ezek a behatoló anyagok piros színezéket (jellemzően azofestékeket, mint a Solvent Red 164 vagy C.I. Solvent Red 24) tartalmaznak, amelyek behatoló olaj hordozóban oldódnak. Természetes vagy fehér fényben vizsgálják őket fehér előhívó háttér előtt, amely biztosítja a szükséges kontrasztot. A II. típusú behatoló anyagok egyszerűbben használhatók, mert nem igényelnek UV-fényforrást, így ideálisak terepi vizsgálatokhoz, helyszíni ellenőrzésekhez és olyan alkalmazásokhoz, ahol nincs elektromos áram. Az Egyesült Államok Védelmi Minisztériuma azonban megtiltja a látható behatoló anyag használatát repülőgépeken, hajtóműveken és rakétákon, kivéve azokat az alkatrészeket, amelyekre konkrét írásos mérnöki jóváhagyás van, mivel ezek érzékenysége alacsonyabb a fluoreszkáló módszerekhez képest.
III. típus — Kettős módusú behatoló anyag: Ezek a behatoló anyagok fehér fényben és UV-fényben is láthatók, bár mindkét módusban csökkent láthatósággal rendelkeznek a dedikált I. vagy II. típusú behatoló anyagokhoz képest. Speciális alkalmazásokban használják, ahol mindkét vizsgálati módra szükség lehet.
A Módszer osztályozás határozza meg, hogy a felesleges behatoló anyagot hogyan távolítják el a felületről a behatolási idő után.
A módszer — Vízzel lemosható (özemulgeáló): A behatoló anyag emulgeálószert integrált összetevőként tartalmaz a behatoló anyag hordozójában, lehetővé téve a közvetlen vízzel történő eltávolítást a behatolási idő után. Ez a módszer gyors, kényelmes és jól működik durva felületeken, menetes vagy hornyolt alkatrészeken, furatokban és nyílásokban. A vízsugár nyomása nem haladhatja meg a 40 psi (276 kPa) értéket, a víz hőmérsékletének 10-38 °C között kell lennie, és a permetnek durva permetezésűnek kell lennie legalább 30 cm távolságból. Kényelme ellenére az amerikai Légierő és Haditengerészet megtiltja az A módszert minden repüléskritikus repülőgép-alkatrészen és minden hajtómű-alkatrészen külön írásos mérnöki jóváhagyás nélkül, a sekély folytonossági hiányok túlmosásának kockázata miatt.
B módszer — Utóemulgeálható lipofil: A behatoló anyagot optimális behatolási és láthatósági jellemzőkkel állítják össze, de nem tartalmaz emulgeálószert. A behatolási idő után egy külön olaj alapú emulgeálószert (lipofil, azaz “olajkedvelő”) visznek fel az alkatrész felületére. Az emulgeálószer kémiailag bediffundál a felesleges felületi behatoló anyagba egy pontosan szabályozott emulgeálási behatolási idő alatt, vízzel eltávolítható keverékké alakítva azt. Az emulgeálási idő kritikus – a túl rövid idő eltávolíthatatlan behatoló anyagot hagy a felületen, míg a túl hosszú idő lehetővé teszi, hogy az emulgeálószer bediffundáljon a folytonossági hiányokban csapdázódott behatoló anyagba, kioldva a hibajelzéseket. A B módszer szintén tiltva van kritikus forgó hajtómű-alkatrészeken a katonai specifikációk szerint.
C módszer — Oldószerrel eltávolítható: A felesleges behatoló anyagot tiszta, szöszmentes ruhával vagy papírtörlővel felvitt oldószer segítségével távolítják el. Az oldószerrel eltávolítható behatoló anyagokat leggyakrabban helyszíni vizsgálatokhoz, terepi alkalmazásokhoz és hordozható vizsgálatokhoz használják, ahol víz nem áll rendelkezésre vagy a hozzáférés korlátozott. Az eljárás megtévesztően egyszerű – a technikusnak le kell törölnie a felületet egy enyhén oldószerbe mártott ruhával, minden törléshez tiszta ruhadarabot használva, és kerülnie kell az oldószer közvetlen felületre vitelét, ami kioldhatná a behatoló anyagot a hibákból. Az oldószereket vegyi összetétel alapján 1. osztályba (halogénezett), 2. osztályba (nem halogénezett) vagy 3. osztályba (speciális alkalmazás) sorolják.
D módszer — Utóemulgeálható hidrofil: Ez a módszer vizes bázisú eltávolító oldatot (hidrofil, azaz “vízkedvelő”) használ, amelyet koncentrátumként szállítanak és használat előtt vízzel hígítanak. Az eltávolítás detergens és felületaktív anyag hatáson keresztül működik, nem pedig kémiai diffúzióval – a hidrofil eltávolítóban lévő felületaktív anyagok a felesleges felületi behatoló anyagot kis cseppekre bontják és megakadályozzák a felülethez való újratapadást. Az eljárás magában foglal egy előöblítést vízzel, a hidrofil eltávolító oldatba merítést vagy permetezést kevergetéssel, majd egy végső vizes öblítést. A D módszer a repülőgépipar által használt szabványos módszer, mert kiváló eltávolítási kontrollt biztosít anélkül, hogy fennállna az emulgeálószer diffúziójának kockázata a hibában csapdázódott behatoló anyagba.
Az érzékenységi szintek csak az I. típusú (fluoreszkáló) behatoló anyagokra vonatkoznak – a II. és III. típusú behatoló anyagok csak 1. szintűként (alacsony érzékenység) vannak besorolva. Az öt érzékenységi szint:
| Szint | Megnevezés | Tipikus alkalmazás |
|---|---|---|
| ½ szint | Ultraalacsony érzékenység | Durva felületek, kovácsolt felületek, magas háttértűrés |
| 1. szint | Alacsony érzékenység | Általános vizsgálatok, autóipari alkatrészek, kevésbé kritikus részek |
| 2. szint | Közepes érzékenység | A legtöbb általános célú repülőgépipari alkalmazás |
| 3. szint | Nagy érzékenység | Biztonságkritikus repülőgépipari alkatrészek, repüléskritikus részek |
| 4. szint | Ultranagy érzékenység | Turbinalapátok, forgó alkatrészek, legigényesebb alkalmazások |
Az érzékenységi minősítő vizsgálatok titánból vagy nikkelötvözetből készült, laboratóriumban előállított, ismert méretű fáradási repedéseket tartalmazó próbatesteket használnak a fluoreszkáló behatoló anyagokhoz, és hővel repesztett alumínium blokkokat a látható behatoló anyagokhoz. A gyártók mintákat nyújtanak be a Wright-Patterson légibázisra, amely szabványos összehasonlító vizsgálatok alapján rendeli hozzá az érzékenységi szinteket. A megfelelő érzékenység az, amely maximalizálja a jelzéskontrasztot – nem feltétlenül a legmagasabb szint. A nagyobb érzékenységű behatoló anyagok kisebb repedéseket is kimutatnak, de erősebb háttérfluoreszcenciát produkálnak, ami elfedheti a jelzéseket. A túl érzékeny behatoló anyag a felületi állapothoz képest elfogadhatatlanul magas hátteret eredményezhet, ami csökkenti a kimutatás megbízhatóságát.
Az előhívó az az anyag, amelyet a felesleges behatoló anyag eltávolítása után alkalmaznak, hogy a csapdázódott behatoló anyagot kihúzza a folytonossági hiányokból és oldalirányban szétterítse, látható jelzést hozva létre.
a forma — Száraz por: Finomra őrölt inert porok (talkum, szilícium-dioxid, kalcium-karbonát, magnézium-karbonát, kaolin vagy hasonló abszorbens ásványok), amelyeket porolással, merítéssel vagy automatikus felhőkamrával visznek fel. Az alkatrésznek teljesen száraznak kell lennie a felvitel előtt. A száraz por előhívók vékony, egyenetlen bevonatot képeznek, és durva felületekhez alkalmasak.
b forma — Vízzel oldódó: Fehér porok, amelyek teljesen feloldódnak vízben, száradáskor egységes filmet képezve. Nem ajánlott vízzel lemosható behatoló anyagokkal való használatra, mert az oldható előhívó további emulgeálószerként működhet, és kioldhatja a behatoló anyagot a hibákból.
c forma — Vízzel szuszpendálható: Oldhatatlan fehér porok, amelyek vízben szuszpendálódnak. Folyamatos keverést igényel a szuszpenzió fenntartásához. Egységes bevonati réteget képez.
d forma — Nem vizes, oldószer alapú (I. típushoz): Fehér por illékony szerves oldószer hordozóban szuszpendálva, amely gyorsan elpárolog. Az aeroszolos permet formátum teszi ezt a leggyakoribb előhívóvá a fluoreszkáló behatoló anyagos vizsgálathoz, vékony, egységes, átlátszatlan fehér bevonatot biztosítva.
e forma — Nem vizes, oldószer alapú (II. típushoz): Hasonló a d formához, de kifejezetten a látható (piros színezékes) behatoló anyagokhoz összeállítva. A fehér háttér maximális kontrasztot biztosít a piros jelzések számára.
f forma — Speciális alkalmazás: Testreszabott követelményekhez, például magas hőmérsékletű környezetekhez vagy speciális anyagkompatibilitási korlátokhoz.
A C módszerben használt oldószer eltávolítókat vegyi összetétel alapján három csoportba sorolják:
1. osztály — Halogénezett: Klórt vagy fluorvegyületeket tartalmaznak (korábban 1,1,1-triklór-etán, ma már nagyrészt korlátozva környezetvédelmi előírások miatt). Nagy oldóerő, de környezetvédelmi és egészségügyi aggályok korlátozzák használatukat.
2. osztály — Nem halogénezett: Alifás vagy aromás szénhidrogén keverékek. Alacsonyabb oldóerő, mint a halogénezett oldószereké, de biztonságosabb az egészségre és a környezetre. Leggyakrabban terepi vizsgálatokban használják.
3. osztály — Speciális alkalmazás: Meghatározott anyagkompatibilitási követelményekhez, például alacsony kén- és klórtartalomhoz titán vagy ausztenites rozsdamentes acél alkalmazásokhoz.
A behatoló anyagos vizsgálat eljárása szigorúan meghatározott, hat lépésből álló sorrendet követ. Bármely lépés eltérése vagy elhagyása a hibák felismerésének elmaradását eredményezheti.
A felület-előkészítés a legkritikusabb lépés a teljes PT folyamatban. A felületnek mentesnek kell lennie minden olyan szennyeződéstől, amely blokkolhatja a behatoló anyag bejutását a folytonossági hiányokba: szennyeződés, olaj, zsír, festék, bevonatok, korróziós termékek, lerakódások, hegesztési fluxus, salak, nedvesség és vegyi maradványok. Ha a behatoló anyag nem tud bejutni a hibába, a vizsgálat hamis negatív eredményt fog produkálni, függetlenül a későbbi eljárási pontosságtól.
Szennyeződés-eltávolítási módszerek:
Kritikus felület-előkészítési korlátozások: A mechanikai tisztítási módszerek, amelyek elkenődött vagy eldeformált fémet hagynak, csak akkor előzhetik meg a PT-t, ha utána hatékony vegyi maratást végeznek a felületre nyíló folytonossági hiányok újranyitásához. A katonai műszaki kézikönyv USAF TO 33B-1-1 kifejezetten tiltja a PT elvégzését szerves bevonatokon, és a bevonatok teljes eltávolítását írja elő a vizsgálat előtt.
A behatoló anyagot merítéssel, permetezéssel, ecseteléssel vagy átöblítéssel viszik fel az előkészített felületre. A teljes vizsgálati felületet teljesen és egyenletesen le kell fedni. Összetett geometriájú alkatrészeknél a merítés biztosítja a teljes fedést. Nagy szerkezeteknél vagy terepi alkalmazásoknál a permetezés aeroszolos dobozokkal vagy permetező berendezéssel a szabványos. A behatoló anyag felvitele jelzi a behatolási idő kezdetét.
A behatolási idő az az időtartam, amely alatt a behatoló anyag a felületen marad, lehetővé téve a kapilláris hatás számára, hogy a felületre nyíló folytonossági hiányokba húzza azt. A behatolási idő nem fix érték – függ az anyag típusától, a termékformától, a várható hiba típusától, a behatoló anyag érzékenységétől és a hőmérséklettől. Az alábbi behatolási idő irányelvek az ASME V. kötet, 6. cikkből származnak:
| Anyag | Termékforma | Várható folytonossági hiányok | Behatolási idő (perc) |
|---|---|---|---|
| Szénacél, gyengén ötvözött acél | Hegesztések | Repedések, beolvadás hiánya, porozitás | 5 |
| Alumínium, magnézium, rozsdamentes acél | Kovácsolt formák | Repedések, felületi zárványok | 10 |
| Öntött alumínium, öntött magnézium | Öntvények | Repedések, zsugorodás, porozitás | 10 |
| Acél, titán, magas hőmérsékletű ötvözetek | Öntvények | Repedések, zsugorodás, porozitás | 20 |
| A legtöbb anyag | Minden forma | Szűk repedések, nagyon finom hibák | 30-60 |
Hőmérséklet hatásai a behatolási időre: A PT normál hőmérsékleti tartománya 10-52 °C. A 4-10 °C közötti vizsgálati tárgyhőmérséklet esetén a behatolási időt meg kell duplázni. 4 °C alatt a PT nem ajánlott, mert a behatoló anyag viszkozitása jelentősen megnő, csökkentve a kapilláris hatást. 52 °C felett a behatoló anyag elpárologhat, és a fluoreszkáló színezékek hőfakulást szenvedhetnek – a fluoreszcencia fényességének tartós elvesztését.
Fontos behatolási idő szempontok: Általában nincs kár a hosszabb behatolási idő használatában, feltéve, hogy a behatoló anyag nem szárad meg a felületen. Ha a behatoló anyag megszárad a behatolás során, nem távolítható el megfelelően, és magas hátteret fog produkálni, ami elfedheti a hibajelzéseket. A behatolási időt növelni kell szűk repedések, fáradási repedések és feszültségkorróziós repedések esetén, amelyek várhatóan nagyon finomak.
A felesleges behatoló anyag eltávolítása a leginkább kezelőfüggő lépés és a hamis negatív eredmények leggyakoribb forrása. Az eltávolítási módszernek ki kell küszöbölnie az összes felületi behatoló anyagot, miközben a folytonossági hiányokban csapdázódott behatoló anyagot zavartalanul hagyja.
A módszer — Vízzel lemosható eltávolítás: Vízsugár legfeljebb 40 psi (276 kPa) nyomáson, vízhőmérséklet 10-38 °C, durva permetezési mintázattal legalább 30 cm távolságból. A permetet úgy kell irányítani, hogy a behatoló anyagot lepasse a felületről, ne pedig rásugározza. A túlmosás a hamis negatív eredmények leggyakoribb oka az A módszernél.
B módszer — Lipofil utóemulgeálható eltávolítás: A lipofil emulgeálószert merítéssel vagy átöblítéssel kell felvinni a gyártó által meghatározott emulgeálási behatolási időre (jellemzően 1-5 perc). Ezután öblítés vízsugárral. Az emulgeálási idő kritikus – a nem elegendő idő eltávolíthatatlan felületi behatoló anyagot hagy, míg a túlzott idő lehetővé teszi, hogy az emulgeálószer a hibákba diffundáljon és kioldja a jelzéseket.
C módszer — Oldószerrel eltávolítható eltávolítás: Törölje le a felületet egy tiszta, szöszmentes ruhával, amely enyhén oldószerbe van mártva. Minden törléshez használjon tiszta ruhadarabot. Ne vigyen fel oldószert közvetlenül a felületre – ez kioldja a behatoló anyagot a folytonossági hiányokból. Ismételje a törlést tiszta ruhadarabokkal, amíg a ruha nem mutat behatoló anyag maradványt.
D módszer — Hidrofil utóemulgeálható eltávolítás: Előöblítés vízzel a tömeges felületi behatoló anyag eltávolításához. Merítés vagy permetezés hidrofil eltávolító oldattal (jellemzően 1-5% koncentrációban vízben) enyhe kevergetéssel a gyártó által meghatározott ideig (jellemzően 2-5 perc). Végső öblítés tiszta vízzel.
A felesleges behatoló anyag eltávolítása után az alkatrészt meg kell szárítani az előhívó felvitele előtt. A szárítás jellemzően az alábbiakkal történik:
Az előhívót ezután a gyártó utasításai szerint kell felvinni. Az előhívó három funkciót lát el:
Előhívó behatolási idő: Az előhívó felvitele után minimum 10 perc szükséges a fordított kapilláris hatáshoz, hogy a csapdázódott behatoló anyag teljesen kihúzódjon a folytonossági hiányokból. A vizsgálatot az előhívó felvitele után 10-60 percen belül kell elvégezni. 60 perc után a jelzések túlságosan kiszivároghatnak és eldiffundálhatnak, ami érvénytelenné teszi az értelmezést.
Az utolsó lépés a kifejlesztett felület szemrevételezése a jelzések tekintetében.
I. típusú (fluoreszkáló) behatoló anyaghoz: A vizsgálatot elsötétített területen kell végezni, ahol a környezeti fehér fény 8-20 luxra van korlátozva (specifikációtól függően). A felületet UV-A fénnyel (fekete fény) világítják meg 320-400 nm hullámhosszon, 365 nm-es csúccsal. A minimális UV-A intenzitás a vizsgálati felületen jellemzően 1 000 µW/cm² (10 W/m²). A vizsgálónak sötétadaptációs időt kell biztosítania (minimum 5-10 perc) a maximális vizuális érzékenység eléréséhez. A jelzések élénk sárga-zöld területekként jelennek meg sötét háttér előtt.
II. típusú (látható) behatoló anyaghoz: A vizsgálatot megfelelő fehér fény mellett kell végezni, minimum 500 lux (50 foot-candle) intenzitással a vizsgálati felületen. A jelzések élénk piros foltokként jelennek meg a fehér előhívó háttér előtt.
Értékelési szempontok:
Az elfogadási kritériumokat az alkalmazandó szabvány vagy specifikáció határozza meg (AWS D1.5 hídhegesztésekhez, ASME VIII. kötet nyomástartó edényekhez, ügyfélspecifikációk repülőgépipari alkatrészekhez). Minden olyan jelzést, amely meghaladja az elfogadási határokat, meg kell jelölni értékelésre vagy javításra.
Vizsgálat utáni tisztítás: Minden behatoló anyagot teljesen el kell távolítani az alkatrészről a vizsgálat után, hogy megakadályozzák a vegyi támadást, esztétikai elszíneződést vagy a későbbi eljárásokkal (festés, hegesztés, hőkezelés) való interferenciát.
A behatoló anyag hordozó (a folyékony alap) jellemzően kőolaj – magas forráspontú kerozin frakciók, ásványolajok vagy saját szénhidrogén keverékek. Az AMS 2644 által meghatározott kulcsfontosságú fizikai tulajdonságok: viszkozitás (befolyásolja a repedésekbe való bejutás sebességét – a magas viszkozitás lassan hatol be, de jobban tapad a függőleges felületekhez), fajsúly (jellemzően kisebb, mint 1,0, mivel a legtöbb behatoló anyag szerves és könnyebb a víznél; a víz szennyeződés a tartály aljára süllyed), lobbanáspont (minimum 200 °F vagy 93 °C nyitott tartályos használat esetén az AMS 2644 szerint) és illékonyság (alacsony illékonyság előnyös a párolgás, az alkatrészeken történő kiszáradás, a tűzveszély és a toxicitás minimalizálása érdekében).
A fluoreszkáló színezékek az I. típusú behatoló anyagokban kumarin, naftalimid vagy benzoxazol származékokon alapulnak. Ezeket a vegyületeket magas kvantumhatékonyságuk (az elnyelt UV-fény látható fénnyé alakítása), fotostabilitásuk (az UV-expozíció alatti fakulással szembeni ellenállás) és a behatoló anyag hordozóban való oldhatóságuk alapján választják ki. A színezékeket úgy állítják össze, hogy az 510-560 nm (sárga-zöld) tartományban bocsássanak ki, ami a sötéthez adaptált emberi szem csúcsérzékenységének felel meg.
A látható színezékek a II. típusú behatoló anyagokban piros azofestékek, mint a Solvent Red 164 vagy a C.I. Solvent Red 24. Ezek a színezékek maximális kontrasztot biztosítanak a fehér előhívó háttérrel szemben, és oldhatók a szénhidrogén hordozórendszerben.
Emulgeálószerek:
Előhívók:
Kémiai korlátozások vonatkoznak bizonyos anyagokra. Kén- és halogénhatárértékek szükségesek ausztenites rozsdamentes acélok (a későbbi hőkezelés során bekövetkező ridegedés elkerülése érdekében) és titánötvözetek (a magas hőmérsékleten jelentkező korrózió elkerülése érdekében) vizsgálatakor. Alacsony kéntartalmú/alacsony klórtartalmú behatoló anyagok (jellemzően kevesebb, mint 200 ppm egyenként) állnak rendelkezésre ezekhez az alkalmazásokhoz. Oxigén-kompatibilitás nem olaj alapú behatoló anyagokat igényel az oxigénrendszer alkatrészeihez, mert az olajmaradványok felrobbanhatnak vagy hevesen éghetnek oxigénben.
A behatoló anyag rendszer érzékenységi szintje a legfontosabb tényező a finom hibák kimutatási képességének meghatározásában. Az érzékenység-háttér kompromisszum az alapvető mérnöki megfontolás: a nagyobb érzékenységű behatoló anyagok kisebb repedéseket mutatnak ki, de erősebb háttérfluoreszcenciát produkálnak, amely elfedheti a jelzéseket. Az alacsonyabb érzékenységű behatoló anyagoknak kisebb a hátterük, de nem képesek a legfinomabb jelzéseket kimutatni. A megfelelő érzékenység az, amely maximalizálja a jelzéskontrasztot – a jelzés fényességének és a háttér fényességének arányát.
½ szint (ultraalacsony érzékenység): Elsősorban jelentős érdességű felületekhez használják, mint a kovácsolt vagy öntött felületek. A nagyobb érzékenységű behatoló anyag által ezeken a durva felületeken termelt magas háttér elfedné a hibajelzéseket. A ½ szintű behatoló anyagokat úgy állítják össze, hogy minimalizálják a hátteret, miközben még mindig megfelelő érzékenységet biztosítanak a durva felületeken aggodalomra okot adó hibaméretekhez.
1. szint (alacsony érzékenység): Alkalmas általános ipari vizsgálatokhoz, ahol a vizsgált hibaméret viszonylag nagy. Gyakori az autóiparban, a nehézgépiparban és a szerkezeti acélgyártásban, ahol a specifikációk nem igénylik a nagyon finom repedések kimutatását.
2. szint (közepes érzékenység): A leggyakoribb érzékenységi szint az általános célú repülőgépipari gyártásban és karbantartásban. Egyensúlyt teremt a kimutatási képesség és az elfogadható háttérszintek között a legtöbb felületen.
3. szint (nagy érzékenység): Biztonságkritikus repülőgépipari alkatrészekhez szükséges, beleértve a repülésirányító rendszereket, elsődleges szerkezeti elemeket és nyomástartó edényeket. A 3. szintű behatoló anyagok képesek kimutatni az 1-3 µm szélességű fáradási repedéseket.
4. szint (ultranagy érzékenység): A legmagasabb elérhető érzékenység, a legigényesebb alkalmazásokhoz használják, beleértve a turbina hajtómű forgó alkatrészeit (tárcsák, lapátok, tengelyek), ahol egyetlen nem észlelt repedés katasztrofális meghibásodást okozhat. A 4. szintű behatoló anyagok optimális körülmények között akár 150 nm-es repedéseket is képesek kimutatni, de rendkívül tiszta felületeket és gondos feldolgozást igényelnek a háttérszintek kezeléséhez.
Az érzékenységi szint kiválasztását a vizsgált alkatrészre vonatkozó irányadó specifikáció alapján kell meghozni. Ha semmilyen specifikáció nem határozza meg az érzékenységi szintet, ismert hibafajtákkal rendelkező tényleges gyártási alkatrészeken végzett értékelés ajánlott az optimális érzékenység meghatározásához az adott alkalmazáshoz.
A Szövetségi Autópálya-felügyelet (FHWA) elismeri a folyadékbehatolásos vizsgálatot érvényes NDT módszerként acél hidak vizsgálatához, különösen a felületre nyíló repedések kimutatására hegesztett kötésekben, töréskritikus elemekben és fáradásra hajlamos részletekben. A PT-t olyan hídalkatrészeken alkalmazzák, ahol a mágneses repedésvizsgálat (MT) nem használható nem ferromágneses anyagok vagy hozzáférési korlátozások miatt.

Alkalmazások hídvizsgálatban:
Eljárás híd terepi vizsgálatához: A híd PT-t jellemzően az oldószerrel eltávolítható (C módszer) módszerrel végzik, látható színezékes (II. típus) behatoló anyaggal hordozható aeroszolos készletekben. Az eljárás a következő: a vizsgálati terület tisztítása oldószerrel a szennyeződés, zsír és laza rozsda eltávolításához; köszörülés vagy drótkefe használata a csupasz fém feltárásához, ha szükséges; behatoló anyag felvitele aeroszolos permetezéssel megfelelő behatolási idővel (10-20 perc fáradási repedések kimutatásához); a felesleges behatoló anyag eltávolítása oldószerbe mártott ruhákkal; nem vizes előhívó (e forma) felvitele aeroszolos permetezéssel; és vizsgálat 10-60 perces előhívó behatolási idő után, megfelelő fehér fény mellett.
Korlátozások hídvizsgálatban: A PT csak felületre nyíló hibákat képes kimutatni – a belső hibák, besüllyedt salak vagy a felületre még ki nem terjedő felület alatti fáradási repedések nem észlelhetők. A durva hegesztési felületek hamis jelzéseket produkálhatnak a felületi egyenetlenségekben csapdázódott behatoló anyagtól. A PT megköveteli, hogy a híd elem felülete a megfelelő hőmérsékleten (10-52 °C) legyen és bevonatoktól mentes. A festéket el kell távolítani a vizsgálati területről a PT elvégzése előtt. A vizsgálat után minden behatoló anyag maradványt el kell távolítani a hídelemről.
A folyadékbehatolásos vizsgálatot széles körben használják hegesztések vizsgálatához gyártóüzemekben és helyszíni építésben. Elfogadási módszerként szerepel számos hegesztési szabványban, beleértve az AWS D1.1 (Szerkezeti Hegesztési Szabvány — Acél) és az AWS D1.5 (Híd Hegesztési Szabvány) szabványokat. A PT-t jellemzően olyan hegesztésekre alkalmazzák, ahol a radiográfia vagy ultrahangos vizsgálat nem biztosít megfelelő lefedettséget a kötés geometriája, a hozzáférési korlátozások vagy az anyagvastagság miatt.
A PT által kimutatható hegesztési folytonossági hiányok típusai:
| Folytonossági hiány | Leírás | Tipikus PT jelzés |
|---|---|---|
| Melegrepedések | Szilárdulási repedések, amelyek magas hőmérsékleten alakulnak ki a hegesztés hűlése során | Szabálytalan, elágazó lineáris jelzések a hegesztés középvonala mentén |
| Hidegrepedések | Hidrogén által kiváltott vagy késleltetett repedések a hőhatásövezetben | Éles, egyenes lineáris jelzések, jellemzően párhuzamosak a hegesztés tengelyével |
| Kráterrepedések | Repedések a hegesztési gyöngy végződési pontján | Csillag alakú vagy több rövid lineáris jelzés a kráterben |
| Porozitás | Gázzárványok a szilárduló hegesztési fémben | Kerek, kör alakú jelzések elosztva a hegesztésben |
| Beolvadás hiánya | Hiányos beolvadás a hegesztési fém és az alapfém vagy egymást követő hegesztési gyöngyök között | Sima, megnyúlt lineáris jelzések a beolvadási vonalnál |
| Alámetszés | Az alapfémbe olvadt horony a hegesztés lábánál, amely nem telt ki | Lineáris jelzés a hegesztés lábánál |
| Felületi salakzárványok | Nem fémes salak a hegesztés felületén | Szabálytalan, gömb alakú jelzések |
| Pinhole-ok | Nagyon kicsi egyedi gázpórusok | Finom pontszerű jelzések, gyakran csoportokban |
PT eljárás hegesztésvizsgálathoz: A hegesztési felületeket csupasz fémig kell tisztítani, eltávolítva az összes salakot, fröcskölést, csiszolási port és oxidokat. Szűk geometriájú hegesztéseknél (keskeny horonyhegesztések, sarokvarratok sarkokban) a behatolási időt 15-20 percre kell növelni a megfelelő behatolás biztosítása érdekében. Az előhívót vékony, egységes rétegben kell felvinni – a túlzott előhívó elfedheti a finom jelzéseket. A vizsgálatot a hegesztési felületre, a hegesztés lábaira (ahol a fáradási repedések jellemzően kezdődnek) és a hegesztés melletti hőhatásövezetre kell összpontosítani.
A PT előnyei hegesztésvizsgálathoz:
Korlátozások hegesztésvizsgálathoz:
Elfogadási kritériumok hegesztési jelzésekhez: Az AWS D1.5 (Híd Hegesztési Szabvány) előírja, hogy bármely lineáris jelzés (amelynek hossza nagyobb, mint háromszoros szélesség) elfogadhatatlan. A kerek jelzéseknek (amelyek hossza egyenlő vagy kisebb, mint háromszoros szélesség) meg kell felelniük a hegesztésvastagság alapján meghatározott méretkorlátoknak. A 150 mm hegesztési hosszon négynél több jelzés szintén elfogadhatatlan, függetlenül az egyes jelzések méretétől.
A folyadékbehatolásos vizsgálat alapvetően alkalmatlan beton és más porózus anyagok számára. Ezt a korlátozást egyértelműen kimondja valamennyi hiteles NDT hivatkozás, beleértve az ASTM E1417, SAE AMS 2644 és USAF TO 33B-1-1 szabványokat. Annak megértése, hogy a PT miért nem működik betonon, elengedhetetlen a vizsgálók és mérnökök számára, akik NDT programokat terveznek.
Miért nem működik a PT betonon:
Abszorpció a tömbi anyagba — A beton erősen porózus anyag, összetett pórusstruktúrával, kapilláris üregekkel és mikrorepedésekkel a teljes térfogatában. Amikor a behatoló anyagot felviszik, az ebbe a belső porozitásba szivárog, ahelyett, hogy meghatározott hibák lokalizált helyein maradna. A behatoló anyag a teljes felületen felszívódik, nem csak a repedésnyílásoknál.
A behatoló anyag visszatartása — Miután a behatoló anyag bejutott a beton porózus szerkezetébe, semmilyen gyakorlati módszerrel nem távolítható el. A törlés, oldószeres tisztítás vagy vizes mosás nem képes kivonni a behatoló anyagot az összekapcsolt pórus-hálózatból. Ez tartós elszíneződést hagy a betonfelületen.
Nincsenek hibaspecifikus jelzések — A behatoló anyaggal átitatott porózus felületre felvitt előhívó egységes elszíneződést mutat ahelyett, hogy a hibák helyén lokalizált jelzéseket adna. A teljes felület fluoreszkál vagy piros elszíneződést mutat, ami lehetetlenné teszi a belső porozitás és a tényleges repedések megkülönböztetését.
Hamis pozitívok — A behatoló anyag egységes felszívódása a betonfelületbe a teljes vizsgált területen jelzéseket produkál, ami széles körben elterjedt hibákként értelmezhető.
Alternatív módszerek beton repedésvizsgálathoz:
További anyagok, amelyek nem kompatibilisek a PT-vel:
A folyadékbehatolásos vizsgálat és a mágneses repedésvizsgálat egymást kiegészítő felületi NDT módszerek, amelyek osztoznak bizonyos alkalmazásokban, de alapvetően eltérő fizikai elvekkel és képességekkel rendelkeznek. Annak megértése, hogy mikor használjuk a PT-t az MT-vel szemben – és mikor használjuk mindkettőt – kritikus a hatékony vizsgálati tervezéshez.
| Képesség | Behatoló anyagos vizsgálat (PT) | Mágneses repedésvizsgálat (MT) |
|---|---|---|
| Anyagkorlátozás | Csak nem porózus anyagok | Csak ferromágneses anyagok (vas, nikkel, kobalt és ötvözeteik – elsősorban acél) |
| Kimutatható folytonossági hiányok | Csak felületre nyíló | Felületi és felület közeli (felület alatt akár 1-2 mm) |
| Nem mágneses anyagok | Minden nem porózus anyagon működik (Al, Ti, Cu, Mg, műanyagok, kerámiák) | Nem használható nem ferromágneses anyagokon |
| Összetett geometriák | Kiváló összetett geometriákon (minden felület egyszerre lefedve) | Mágneses tér beállítást igényel; összetett geometriák több mágnesezést igényelhetnek |
| Felületi minőség érzékenység | Tiszta, nem porózus felületet igényel; durva felületek háttérproblémákat okoznak | Kevesebb hatással van rá a mérsékelt felületi érdesség |
| Bevonat tűrés | Minden bevonatot el kell távolítani | Vékony nem ferromágneses bevonatokon keresztül is képes kimutatni (akár ~50 µm) |
| Hordozhatóság | Rendkívül hordozható – aeroszolos készletek nem igényelnek külső áramellátást (II. típus) | Áramforrást igényel az elektromágnesekhez; állandó mágnesek elérhetők, de kevésbé hatékonyak |
| Sebesség | Többlépcsős folyamat, összesen 15-70 perc tételenként | Gyorsabb egylépcsős folyamat egyedi alkatrészekhez |
| Érzékenység kis hibákra | Nagyon magas – különösen fluoreszkáló 3-4. szint | Nagyon magas – nagyon szűk repedéseket is képes kimutatni |
| Felület alatti kimutatás | Nincs – csak felület | Felület közeli, a felületre nem nyíló hibák kimutatása |
| Költség | Alacsonyabb berendezésköltség; ismétlődő fogyóeszköz költség | Mérsékelt berendezésköltség; alacsonyabb fogyóeszköz költség |
| Vizsgálat utáni tisztítás | Kötelező – minden behatoló anyag és előhívó maradvány eltávolítása | Minimális – a mágneses részecskék könnyen eltávolíthatók |
| Egészség és biztonság | Vegyi anyagok kezelése (oldószerek, színezékek, előhívók) | Elektromos biztonság (mágnesező berendezések); nincs vegyi veszély |
Mikor válasszuk a PT-t az MT helyett:
Mikor válasszuk az MT-t a PT helyett:
Kiegészítő használat a repülőgépiparban és hídvizsgálatban: Számos létesítményben mindkét módszert használják ugyanazon az alkatrészen – MT-t acél alkatrészeken és PT-t alumíniumötvözet alkatrészeken ugyanabban a szerelvényben. Például a repülőgép futómű-szerelvényeknél jellemzően MT-t használnak acél alkatrészeken (tengelyek, dugattyúk) és PT-t alumínium alkatrészeken (kovácsdarabok, öntvények) ugyanazon a vizsgálóállomáson, eltérő feldolgozási eljárásokkal.
A folyadékbehatolásos vizsgálatot átfogó, nemzetközi, nemzeti és iparág-specifikus szabványokból álló keretrendszer szabályozza, amelyek meghatározzák az anyagkövetelményeket, eljárásokat, kalibrációt, személyzeti képesítést és elfogadási kritériumokat.
ASTM E1417/E1417M — Szabványos gyakorlat a folyékony behatoló anyagos vizsgálathoz: Az elsődleges eljárási szabvány a PT számára az Egyesült Államokban. Meghatározza a nem porózus fém és nemfém alkatrészek folyékony behatoló anyagos vizsgálatának minimális követelményeit. Felváltja a MIL-STD-6866 szabványt. A szabvány lefedi az SAE AMS 2644 összes Típus/Módszer/Szint/Forma/Osztály kombinációját, és meghatározza az általános eljárásokat, kalibrációs követelményeket és jelentéstételt. Alkalmazható folyamat közbeni, végső és karbantartási (üzem közbeni) vizsgálatokra.
ASTM E165/E165M — Szabványos gyakorlat a folyékony behatoló anyagos vizsgálathoz általános ipari alkatrészekre: Részletes útmutatást tartalmaz az E1417 által megkövetelt részletes eljárások kidolgozásához. Lefedi a berendezés követelményeit, a felület-előkészítést, a behatoló anyag felvitelét, a behatolási időt, az eltávolítási technikákat, az előhívó felvitelét, a vizsgálatot, az értékelést és a jelentéstételt. Ez a szabvány az, amelyre a legtöbbször hivatkoznak ipari és infrastrukturális PT specifikációkban.
SAE AMS 2644 — Vizsgálati anyag, behatoló anyag: A behatoló anyagok osztályozási szabványa. Meghatározza a Típust (I fluoreszkáló, II látható, III kettős), Módszert (A vízzel lemosható, B lipofil PE, C oldószerrel eltávolítható, D hidrofil PE), Szintet (½, 1, 2, 3, 4), Formát (a száraz por, b vízzel oldódó, c vízzel szuszpendálható, d/e nem vizes, f speciális) és Osztályt (1 halogénezett, 2 nem halogénezett, 3 speciális). Szabályozza a minősítési vizsgálatokat és a QPL listázást a Wright-Patterson légibázison keresztül.
ASME V. kötet, 6. cikk — Folyékony behatoló anyagos vizsgálat: Szabályozza a PT-t nyomástartó edények és kazánok alkalmazásaiban. Meghatározza a behatolási időket, a hőmérséklet-korrekciós tényezőket, az előhívó behatolási időket és az elfogadási kritériumokat nukleáris és nyomástartó edény alkatrészekhez. A 6. cikk behatolási idő táblázatai a legszélesebb körben hivatkozottak az iparban.
AWS D1.5 — Híd Hegesztési Szabvány: Hivatkozik a PT-re, mint elfogadható NDT módszerre a hegesztésvizsgálathoz acél hídgyártásban és helyszíni hegesztésben. Meghatározza a PT jelzések elfogadási kritériumait hídhegesztésekben.
AWS D1.1 — Szerkezeti Hegesztési Szabvány — Acél: Hivatkozik a PT-re hegesztésvizsgálathoz általános szerkezeti acél alkalmazásokban. Meghatározza az eljárásokat és az elfogadási határokat.
ISO 3452 — Roncsolásmentes vizsgálat — Behatoló anyagos vizsgálat: A PT-t lefedő nemzetközi szabványsorozat. Az ISO 3452-1 az általános elveket, az ISO 3452-2 a behatoló anyagok vizsgálatát, az ISO 3452-3 a referenciateszt blokkokat, az ISO 3452-4 pedig a berendezéseket fedi le.
NAS-410 — Roncsolásmentes vizsgálati személyzet tanúsítása és minősítése: Szabályozza az NDT személyzet tanúsítását a repülőgépiparban. Meghatározza a képzési órákat, tapasztalati követelményeket és vizsgakövetelményeket a PT személyzet számára I., II. és III. szinten. Az ASNT SNT-TC-1A is hivatkozik rá ipari alkalmazásokhoz.
USAF TO 33B-1-1 / NAVAIR 01-1A-16-1 / TM 1-1500-335-23 — Közös háromszolgálati műszaki kézikönyv: A legátfogóbb eljárási dokumentum a katonai repülőgépek behatoló anyagos vizsgálatához. Részletes követelményeket tartalmaz a PT minden aspektusára vonatkozóan, beleértve az anyagminősítést, a folyamatellenőrzést, a behatolási időket, az érzékenység ellenőrzését és a berendezés követelményeit.
Nagy érzékenység a finom felületi hibákra. A fluoreszkáló behatoló anyagos vizsgálat 3-4. érzékenységi szinten képes kimutatni az akár 150 nanométer szélességű felületre nyíló repedéseket. Ez az érzékenység teszi a PT-t az egyik leghatékonyabb módszerré a fáradási repedések, feszültségkorróziós repedések és más finom felületi folytonossági hiányok kimutatására kritikus alkatrészekben.
Széles anyagválasztékra alkalmazható. A PT gyakorlatilag bármilyen nem porózus anyagon működik: minden fém (vasas és nem vasas), kerámia, üveg, bizonyos műanyagok és kompozitok. Ez a sokoldalúság teszi a PT-t alkalmazhatóvá a repülőgépiparban, autóiparban, energiaiparban, vegyi feldolgozásban, hídvizsgálatban és általános gyártásban.
Összetett geometriai képesség. Mivel a behatoló anyagot folyadékként viszik fel, amely bármilyen felülethez idomul, a PT képes olyan összetett geometriák vizsgálatára, amelyek más NDT módszerekkel nehezek vagy lehetetlenek. Menetes alkatrészek, fogaskerekek, bordás tengelyek és belső járatok mind vizsgálhatók egyszerre.
Nagyméretű terület vizsgálata. A PT egyetlen eljárással képes nagy felületi területek vizsgálatára. Több kis alkatrész tételes feldolgozása hatékony. Nagy szerkezeti alkatrészek esetén a teljes kritikus terület egy alkalmazásban vizsgálható.
Hordozható és terepen bevethető. Az aeroszolos behatoló anyag készletek lehetővé teszik a PT elvégzését bárhol, külső áramellátás vagy speciális berendezés nélkül. Ez teszi a PT-t ideálissá hidak, csővezetékek, tárolótartályok és üzem közbeni berendezések terepi vizsgálatához.
Azonnali vizuális eredmények. A PT jelzések közvetlenül a felületen láthatók, azonnali megerősítést nyújtva a hiba helyéről, méretéről és irányáról. Nincs szükség jelfeldolgozásra vagy összetett adatelemzésre.
Alacsony kezdeti berendezésköltség. Az ultrahangos, radiográfiás vagy örvényáramos vizsgálatokhoz képest a PT minimális tőkebefektetést igényel. Az elsődleges költségek a fogyóeszköz behatoló anyagok.
Csak felületre nyíló hibák. A PT nem képes kimutatni a felület alatti hibákat, belső üregeket vagy besüllyedt folytonossági hiányokat. A hibának a felületre kell nyílnia, hogy a behatoló anyag bejuthasson.
Csak nem porózus anyagok. A PT nem használható porózus anyagokon, mint a beton, fa, mázatlan kerámia, fémpor alkatrészek vagy eloxált alumínium. A behatoló anyag a tömbi anyagba szívódik, értelmezhetetlen eredményeket produkálva.
Több eljárási lépés. A hatlépcsős PT eljárás 15-70 percet vesz igénybe a behatolási idő követelményeitől függően. Ez lassabb, mint az MT a ferromágneses alkatrészekhez, és lényegesen lassabb, mint a szemrevételezés.
Kezelőfüggő eredmények. A PT erősen függ a kezelő készségétől és a részletekre való odafigyeléstől. A nem megfelelő tisztítás, elégtelen behatolási idő, túlmosás az eltávolítás során vagy helytelen előhívó felvitel mind hamis negatív eredményeket okozhat.
Felület-előkészítési követelmények. A felületeknek tisztának, száraznak és minden szennyeződéstől mentesnek kell lenniük. A bevonatokat, festéket, galvanizálást, zsírt, olajat, nedvességet és vegyi maradványokat teljesen el kell távolítani. Ez az előkészítési idő jelentős lehet üzem közbeni alkatrészek esetén.
Vegyi anyagok kezelése és ártalmatlanítása. A PT oldószereket, behatoló anyag vegyi anyagokat és előhívókat használ, amelyek megfelelő kezelést, tárolást és ártalmatlanítást igényelnek. Az egészségügyi és biztonsági szempontok magukban foglalják a gyúlékonyságot, a belélegzési veszélyeket, a bőrrel való érintkezést és a hulladékártalmatlanítást szabályozó környezetvédelmi előírásokat.
Hőmérséklet-érzékenység. A PT teljesítménye romlik a 10-52 °C tartományon kívül. Az alacsony hőmérséklet növeli a behatoló anyag viszkozitását és csökkenti a kapilláris hatást. A magas hőmérséklet a behatoló anyag párolgását, a fluoreszkáló színezék lebomlását és fokozott tűzveszélyt okoz.
Vizsgálat utáni tisztítás szükséges. Minden behatoló anyag és előhívó maradványt teljesen el kell távolítani a vizsgálat után. Ez időt és költséget növel, különösen azoknál az alkatrészeknél, amelyeket később festeni fognak, hegeszteni vagy magas hőmérsékletű szolgálatba helyezni.
Nincs állandó rekord. A PT jelzések átmenetiek – csak a vizsgálati ablakon belül léteznek (10-60 perccel az előhívó felvitele után). A fényképes dokumentáció elengedhetetlen az állandó rekordok létrehozásához. A jelzés változhat vagy eltűnhet, ahogy az előhívó megszárad vagy a behatoló anyag tovább terjed.
Hamis jelzések a felületi érdességből. A durva felületek, karcolások, megmunkálási nyomok és felületi porozitás csapdázhatják a behatoló anyagot, és hamis jelzéseket produkálhatnak, amelyeket nehéz megkülönböztetni a valódi hibáktól.
A folyékony behatoló anyagos vizsgálat az egyik legrégebbi NDT módszer. Eredete az 1800-as évek végére nyúlik vissza, amikor a vasúti karbantartó műhelyek kifejlesztették az olaj-kréta módszert. Az alkatrészeket használt gépolajba merítették, a felesleges olajat letörölték, majd porított krétának (meszes fehérítőnek) alkoholos szuszpenziójával vonták be. A felületi repedésekben csapdázódott olaj kapilláris hatással kiszivárgott és megfestette a fehér krétabevonatot, sötét vonalakként feltárva a hibákat.
A PT fejlődésének kulcsfontosságú mérföldkövei:
Napjainkban a PT továbbra is az egyik legszélesebb körben használt NDT módszer világszerte, amelyet egyszerűsége, érzékenysége, sokoldalúsága és alacsony költsége miatt értékelnek. Az örvényáramos, ultrahangos és radiográfiás módszerek fejlődése ellenére a PT-t továbbra is előírják kritikus vizsgálatokhoz a repülőgépiparban, az energiaiparban, a hídvizsgálatokban és az általános gyártásban. A módszer azon alapuló, hogy képzett emberi vizsgáló végzi az értékelést – nem pedig automatikus jelfeldolgozás – biztosítja, hogy a PT a belátható jövőben is értékes eszköz maradjon az NDT eszköztárában.
A TarmacView szakértői roncsolásmentes vizsgálati szolgáltatásokat nyújt hidak, repülőtéri burkolatok és betoninfrastruktúra számára. Vegye fel a kapcsolatot csapatunkkal, hogy megtudja, hogyan támogathatják NDT-módszereink, beleértve a folyadékbehatolásos vizsgálatot is, az Ön vizsgálati programját.
A kapilláris jelenség a folyadékok mozgása szűk terekben, amelyet a kohéziós és adhéziós erők kölcsönhatása idéz elő, meghatározó szerepű a természetben és a te...
A tárcsás terhelési vizsgálat (plate load test) statikus terhelést alkalmaz egy kör alakú acéllemezre a talajfelszínen, megmérve a süllyedést a talaj teherbírás...
A kátyúsodás (raveling) a burkolatfelületről történő progresszív kagylósodás és adalékanyag-szemcsék elvesztése, amelyet a kötőanyag öregedése, oxidációja vagy ...