Keresztirányú Repedések
A keresztirányú repedések merőlegesen futnak a burkolat középvonalára, leggyakrabban alacsony hőmérsékleten bekövetkező hőmérsékleti zsugorodás (hőrepedés) vagy...
25 perc olvasás
Pavement defects
Asphalt cracking
+3
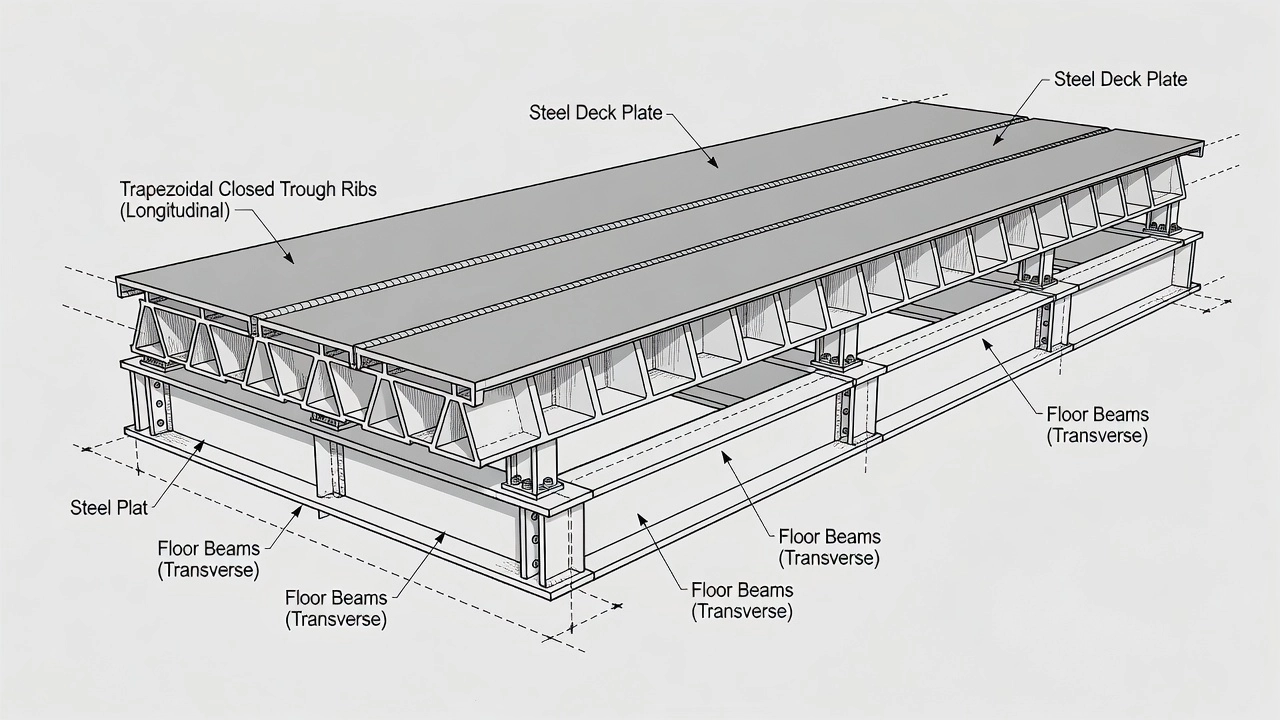
Az ortotrop acél pálya (OAP) egy hídpálya-rendszer, amely egy vékony acéllemezből áll, amelyet hossz- és keresztirányban hegesztett bordák és keresztgerendák merevítenek. Az ‘ortotrop’ kifejezés az ortogonális és anizotróp szavak összevonása, utalva a pálya eltérő rugalmassági tulajdonságaira a két merőleges merevítési irányban. Az OAP-kat nagy fesztávú függőhidakban, kábelhidakban, mozgó hidakban és pályacseréknél alkalmazzák, ahol a holtteher csökkentése kritikus fontosságú. Covers ortotrop pálya anatómiája, fáradásra hajlamos hegesztési részletek, pályaburkoló rendszerek, hegesztésvizsgálati módszerek és szerkezeti állapotfigyelés.

Az ortotrop kifejezés az ortogonális és anizotróp szavak összevonása, amely olyan szerkezeti lemezrendszert ír le, amelynek rugalmassági tulajdonságai eltérőek két merőleges irányban. Az ortotrop acél pálya (OAP) egy hídpálya-rendszer, amely egy vékony acéllemezből áll, amelyet a híd tengelyével párhuzamosan futó hosszbordák és a híd tengelyére merőlegesen átívelő keresztirányú keresztgerendák (vagy diafragmák) merevítenek. Ez a kétirányú merevítés olyan szerkezetet hoz létre, ahol a hosszirányú hajlítási és csavarási merevség — amelyet a bordák határoznak meg — jelentősen eltér a keresztirányú merevségtől — amelyet a keresztgerendák határoznak meg.
Az OAP meghatározó működési elve, hogy az acél pályalemez egyidejűleg szolgál felső övként három szerkezeti alkatrész számára: a hosszbordák, a keresztirányú keresztgerendák és a fő hídtartók számára. Ez az integráció kiküszöböli a felesleges anyagot, ami egy olyan pályarendszert eredményez, amely súlya körülbelül 30%-a egy hasonló fesztávú és szilárdságú hagyományos vasbeton pályának. A koncepciót először Németországban fejlesztették ki és szabadalmaztatták az 1930-as és 1940-es években, az első jelentős megvalósítás a Severn hídon volt az Egyesült Királyságban (1966), amely úttörőként alkalmazta a zárt trapéz bordákat egy aerodinamikai doboztartón belül.
Az ortotrop pályákat a Nemzetközi Szabványügyi Szervezet (ISO) és az American Association of State Highway and Transportation Officials (AASHTO) önálló pályarendszerként osztályozza, megkülönböztetve az acélrácsos betonpályáktól, a szál-erősítésű polimer (FRP) pályáktól és a hagyományos betonlemezektől. A Federal Highway Administration (FHWA) a FHWA-IF-12-027: Manual for Design, Construction, and Maintenance of Orthotropic Steel Bridges című kiadványában teszi közzé a végleges tervezési és kivitelezési útmutatást.
Az ortotrop pálya besorolás vonatkozik mind a pályaszerkezetű ortotrop hidakra, ahol az ortotrop lemez a lemeztartók vagy doboztartók felső öveként szolgál, mind az áthajtós ortotrop hidakra, ahol a pálya a fő teherhordó szerkezet tetején helyezkedik el. A modern nagy fesztávú hídtervezésben az ortotrop pálya szinte mindig egy zárt acél doboztartóba van integrálva, amely aerodinamikai burkolatként funkcionál, biztosítva mind a szerkezeti kapacitást, mind a szélállóságot.
Az ortotrop acél pálya anatómiája három elsődleges alkatrészből áll, amelyek integrált szerkezeti rendszerként működnek együtt: a pályalemez, a hosszbordák és a keresztirányú keresztgerendák. Ezeket az alkatrészeket hegesztett kötések kapcsolják össze, amelyeket pontosan kell tervezni és gyártani a várható fáradási élettartam eléréséhez.
A pályalemez a lapos acéllemez, amely az ortotrop pálya felső felületét képezi. Közvetlenül támasztja alá a kopóréteget (burkolórendszert) és továbbítja a kerékterheket az alatta lévő hosszbordákhoz. A pályalemez jellemzően AASHTO M270 / ASTM A709 Grade 50 acélból készül, minimum 50 ksi (345 MPa) folyáshatárral. Magasabb teljesítményű osztályok, mint a Grade 50W vagy HPS 70W, speciális alkalmazásokhoz írhatók elő, amelyek fokozott szívósságot vagy korrózióállóságot igényelnek.
| Tervezési paraméter | FHWA 1. lehetőség | FHWA 2. lehetőség |
|---|---|---|
| Pályalemez vastagsága | 5/8 in. (15,9 mm) | 3/4 in. (19 mm) |
| Maximális borda fesztáv | 15 ft (4,6 m) | 18 ft (5,5 m) |
| Ajánlott bordatípus | Zárt vagy nyitott | Zárt vagy nyitott |
| Panel síklapúsági tűrés | 1/8 in. 10 ft-onként | 1/8 in. 10 ft-onként |
A pályalemez vastagsága kritikus tervezési paraméter, mert közvetlenül befolyásolja a borda-pályalemez hegesztés helyén fellépő lokális hajlítófeszültségek nagyságát. Vastagabb pályalemezek csökkentik a lokális hajlítófeszültség amplitúdóját kerékterhek alatt, meghosszabbítva a hegesztett kapcsolat fáradási élettartamát. A FHWA Turner-Fairbank Highway Research Center és a Japan Public Works Research Institute (PWRI) kutatásai kimutatták, hogy a pályalemez vastagsága a legbefolyásosabb egyetlen geometriai paraméter, amely szabályozza a fáradási repedés keletkezését a borda-pályalemez hegesztésnél. A kaliforniai San Mateo-Hayward híd 3/4 in. (19 mm) vastag pályalemeze 47 évig tartott, mielőtt jelentős fáradási javításokra lett volna szükség, míg a Danziger híd vékonyabb, 1/2 in. (12,7 mm) vastag pályalemeze felgyorsult burkolati repedezést és fáradási károsodást tapasztalt.
A hosszbordák az elsődleges merevítő elemek, amelyek a híd tengelyével párhuzamosan futnak. A pályalemez alsó oldalához vannak hegesztve, és a terheket a keresztirányú keresztgerendákhoz továbbítják. Két típusú bordát használnak: zárt bordákat és nyitott bordákat.
A zárt bordák, más néven vályúbordák vagy trapéz bordák, U alakú vagy trapéz keresztmetszettel rendelkeznek, amelyet egy lapos acéllemez hajlításával alakítanak ki. Ezek a domináns bordatípus a modern ortotrop pályákban kiváló csavarási merevségük miatt, amely jobb terheléselosztást biztosít a szomszédos bordák között, és lehetővé teszi, hogy a pályalemez nagyobb távolságokat hidaljon át a keresztgerendák között. A trapéz alak — körülbelül 72 fokos ferde oldalakkal a vízszintestől mérve — előnyösebb a tiszta U alakkal szemben, mert egyszerűsíti a gyártást, csökkenti a szükséges hajlítási sugarat, és hatékonyabb keresztmetszetet biztosít. A zárt bordák jellemző méretei az FHWA 1. szintű tervezési lehetőségei szerint:
| Paraméter | Zárt borda 1. lehetőség | Zárt borda 2. lehetőség |
|---|---|---|
| Borda magasság (A) | 10,5 in. (267 mm) | 14 in. (356 mm) |
| Borda lemezvastagság | 5/16 in. (8 mm) | 3/8 in. (10 mm) |
| Maximális borda fesztáv | 15 ft (4,6 m) | 18 ft (5,5 m) |
| Borda távolság | 2 ft 2 in. (660 mm) | 2 ft 2 in. (660 mm) |
| Alsó lapos szélesség | 6,5 in. (165 mm) | 6,5 in. (165 mm) |
| Hajlítási szög (vízszintestől) | 72 fok | 72 fok |
| Hajlítási sugár | 1,5 in. (38 mm) | 1,5 in. (38 mm) |
A zárt bordákat a pályalemezhez résbedolgozó (PJP) horonyvarratokkal hegesztik, amelyeket a borda külső oldaláról készítenek. A hegesztésnek minimum 60%-os beolvadást kell elérnie a borda falvastagságában az AASHTO LRFD 9. kiadása (2020) szerint, ami enyhítés a korábbi 70–80%-os követelményhez képest, kiterjedt fáradási vizsgálatok alapján. A zárt bordák belsejének vizsgálati hozzáférését kézinyílások biztosítják — jellemzően 4 in. × 24 in. (100 mm × 610 mm) méretű nyílások a borda alján, minden keresztgerendánál. Ezeket a kézinyílásokat csavarozott dróthálóval fedik le a vizsgálat után, hogy megakadályozzák a törmelék felhalmozódását.
A nyitott bordák egyszerűbb szelvények — lapos lemezek, bulb-T szelvények vagy hengerelt szögacél szelvények — amelyeket közvetlenül a pályalemez alsó oldalához hegesztenek. Sarokvarratokat igényelnek a borda mindkét oldalán, nem pedig PJP horonyvarratokat, ami egyszerűsíti a gyártást és a vizsgálatot. A nyitott bordák azonban nem rendelkeznek a zárt bordák csavarási merevségével, ami szorosabb elrendezést és korlátozott maximális keresztgerenda-távolságot igényel. A nyitott bordák jellemző távolsága körülbelül 1 ft 3 in. (380 mm) , szemben a zárt bordák 2 ft 2 in.-jával. Az FHWA 1. szintű tervezési lehetőségei a nyitott bordákhoz:
| Paraméter | Nyitott borda 1. lehetőség | Nyitott borda 2. lehetőség |
|---|---|---|
| Borda magasság (A) | 10 in. (254 mm) | 12 in. (305 mm) |
| Borda lemezvastagság (B) | 5/8 in. (16 mm) | 3/4 in. (19 mm) |
| Maximális borda fesztáv | 10 ft (3,0 m) | 15 ft (4,6 m) |
| Pályalemez vastagsága | 5/8 in. (16 mm) | 3/4 in. (19 mm) |
| Borda távolság | 1 ft 3 in. (380 mm) | 1 ft 3 in. (380 mm) |
A nyitott bordák könnyebben illeszthetők helyszínen és jobb vizsgálati hozzáférést biztosítanak a hegesztett kapcsolatokhoz. A George Washington híd felső pályájának cseréje (1978) nyitott T-bordákat használt, ami 46%-os súlycsökkentést ért el az eredeti betonpályához képest.
A keresztgerendák (más néven keresztirányú tartók) a keresztirányú merevítő elemek, amelyek rendszeres időközönként támasztják alá a hosszbordákat, és továbbítják a terheket a pályáról a fő hídtartókhoz. A keresztgerendák közötti távolság megegyezik a borda fesztávval — azzal a távolsággal, amelyet a hosszbordáknak közbenső támasz nélkül át kell hidalniuk. A keresztgerendák jellemzően összeépített lemeztartókból készülnek, gerinclemezzel, valamint felső és alsó övlemezzel.
A keresztgerenda gerincét minden bordahelyen át kell törni, hogy a hosszborda folyamatosan áthaladjon. A borda és a keresztgerenda gerincének kapcsolata az egyik legkritikusabb fáradási részlet az egész ortotrop pályarendszerben. Két kapcsolati típust használnak: az illesztett kapcsolatot, ahol a keresztgerenda gerincét a borda kontúrjához vágják és sarokvarrattal a bordához hegesztik, valamint a hasítékos vagy kiterjesztett kivágásos kapcsolatot, ahol a keresztgerenda gerincében a borda alja alatt egy kivágás csökkenti a feszültségkoncentrációt. Az FHWA a kiterjesztett kivágásos kapcsolatot ajánlja új tervekhez a jobb fáradási teljesítmény alapján.
A keresztgerenda gerincének vastagsága jellemzően 1/2 in. (13 mm) a 15–18 ft fesztávtartományban, az alsó öv vastagsága körülbelül 3/4 in. (19 mm) . A gerinc mélységének a borda alatt legalább el kell érnie a borda magasságát a szomszédos bordák közötti eltérő lehajlások kezeléséhez szükséges megfelelő rugalmasság fenntartása érdekében.
Az ortotrop acél pályák elsődleges előnye a rendkívül alacsony önsúly. Egy OAP a hasonló betonpálya holtteherének körülbelül 20–30%-át hordozza. Egy tipikus 8 in. (200 mm) vastag vasbeton pálya esetében 7 ft (2,1 m) tartótávolság mellett a holtteher körülbelül 100 psf (4,8 kPa). Egy hasonló ortotrop acél pálya 5/8 in. pályalemezzel és zárt bordákkal körülbelül 20–25 psf (1,0–1,2 kPa) súlyú az acél önmagában, plusz 20–35 psf (1,0–1,7 kPa) a burkolórendszer, összesen 40–60 psf holtteherrel. Ez a súlycsökkentés közvetlenül alacsonyabb igényeket jelent a főkábelekre, tornyokra, alapozásokra és alépítményi elemekre a nagy fesztávú hidakban.
Az ortotrop pályák a választott pályarendszerek azoknál a hidaknál, amelyek fő fesztávja meghaladja a körülbelül 500 m-t (1 640 ft) . Függőhidakban a pálya holtteher a főkábelek teljes feszültségének 60–70%-át teszi ki 1 000–2 000 m-es tervezési fesztávhosszaknál. Minden egységnyi csökkentés a pálya súlyában többszörösen csökkenti a kábelacél tömegét, a torony méretét és az alapozási követelményeket. A Japánban található Akashi Kaikyo híd — a világ leghosszabb függőhídja 1 991 m-es (6 532 ft) fesztávval — rekordfesztávját ortotrop acél pálya használatával érte el, amely minimalizálta a holtteher olyan szintre, amely más pályarendszerrel nem érhető el.
Az ortotrop pályaelemeket ellenőrzött műhelykörnyezetben gyártják automatikus hegesztőberendezésekkel, biztosítva a hegesztés egyenletes minőségét és méretpontosságát. A paneleket jellemzően 10–16 ft (3–5 m) szélességben és 40–60 ft (12–18 m) hosszúságban gyártják, majd szállítják a híd helyszínére szereléshez. A Golden Gate híd pályacseréje (1985–1986) 567 000 négyzetlábnyi betonpályát cserélt ki előregyártott ortotrop panelekre 401 munkanap alatt, minden munkát éjszaka, félszélességben végezve, miközben nappali forgalmat biztosítottak. A Macdonald híd “Big Lift” projektje Halifaxban, Új-Skóciában 46 ortotrop pályaszakaszt cserélt ki éjszakai és hétvégi lezárások alatt, miközben a híd nyitva maradt a hétközi ingázó forgalom számára. A műhelygyártás akár 80%-kal csökkenti a helyszíni hegesztést, minimalizálva a helyszíni körülményekkel kapcsolatos minőségi kockázatokat.
Az ortotrop pályák könnyű súlya csökkenti a szeizmikus tehetetlenségi erőket az alépítményen, ami előnyössé teszi őket magas szeizmicitású régiókban. A bordázott lemezrendszer rejlő szerkezeti redundanciája több terhelési utat biztosít — ha egy borda fáradási repedést fejleszt, a szomszédos bordák újraelosztják a terhet. Ezt a redundanciát hivatalosan elismeri az AASHTO LRFD Hídtervezési Szabvány, amely az ortotrop pálya részleteket fáradási kategóriákba sorolja a redundáns teherutak száma alapján.
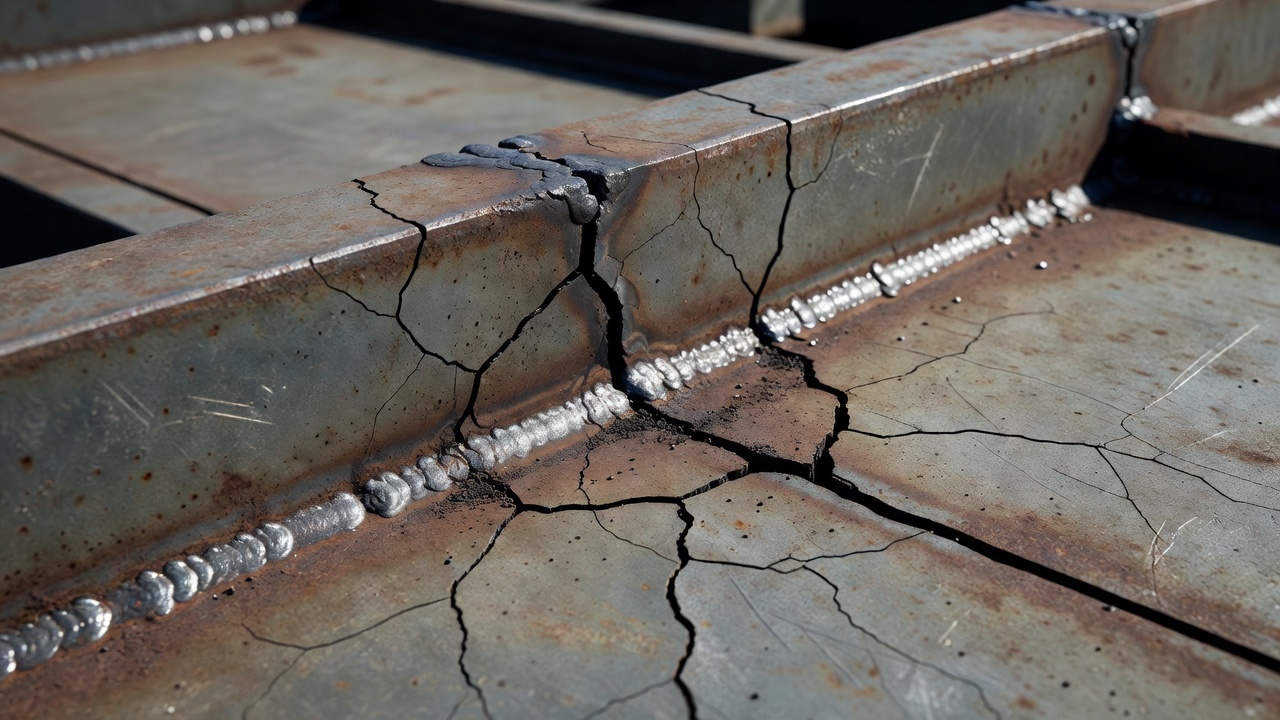
A fáradási repedés az elsődleges tartóssági probléma az ortotrop acél pályáknál. Az FHWA négy elsődleges típusba sorolja a fáradási repedéseket az ortotrop pályákban, mindegyik egy adott hegesztett kapcsolati részlethez kapcsolódik. Az FHWA Manual for Repair and Retrofit of Fatigue Cracks in Steel Bridges (FHWA-IF-13-020) átfogó útmutatást nyújt a felderítéshez és javításhoz.
Az 1. típusú repedések a hegesztési lábnyomnál keletkeznek a pályalemez oldalán, a borda-pályalemez sarokvarratnál. Lefelé terjednek a pályalemez vastagságán keresztül a kerékterhek által okozott ciklikus hajlítófeszültség hatására, amelyek közvetlenül a borda felett haladnak el. A bordák közötti pályalemez rövid fesztávú födémként működik, amely koncentrált kerékterheknek van kitéve, nagy lokális hajlítófeszültségeket hozva létre. A hegesztési lábnyom súlyos feszültségkoncentrációként működik, a feszültségkoncentrációs tényezők jellemzően 2,5–4,0 között vannak a hegesztési profil geometriájától függően.
Az 1. típusú repedések a felső felületről érzékelhetők a burkolat eltávolítása után mágneses részecske vizsgálattal (MT) vagy festékes behatolásos vizsgálattal (PT) , vagy alulról ultrahangos vizsgálattal (UT) . A repedés növekedési sebessége a Paris-törvény szerinti terjedést követi a pályalemez vastagságán keresztül, amely jellemzően 5/8 in. és 3/4 in. (16–19 mm) között van. Ha a repedés áthatol a teljes pályalemez vastagságon, hosszirányban terjedhet a hegesztési vonal mentén, potenciálisan burkolati meghibásodást és vízbehatolást okozva.
A 2. típusú repedések a hegesztési gyöknél keletkeznek a résbedolgozó sarokvarratban, amely a bordát a pályalemezhez köti. A hiányos kötésbeolvadás — amely tervezés szerint egy hegesztetlen rést hagy a gyöknél — beépített repedéscsúcsként működik. Ciklikus terhelés alatt ez a gyökrepedés két különböző úton terjedhet: az A1 típus felfelé terjed a pályalemezben a felső felület felé, míg az A3 típus a hegesztési torok mentén terjed a fúziós felület mentén.
A gyökrepedések különösen veszélyesek, mert észrevétlenül terjedhetnek az alsó oldalról, amíg át nem törik a pályalemez felső felületét, amikor is vízbehatolás és gyorsított korrózió következik be. A japán PWRI kutatásai kimutatták, hogy a gyökrepedések bizonyos feszültségi körülmények között megállhatnak a pályalemez vastagságának körülbelül 75%-ánál, de nagy forgalom esetén teljes vastagságú töréssé is terjedhetnek. Az AASHTO LRFD szabvány most 60% minimális hegesztési beolvadást ír elő (enyhítve a 80%-ról), azon kutatások alapján, hogy a beolvadás mérsékelt csökkentése nem csökkenti jelentősen a fáradási élettartamot, míg a hegesztési követelmények kapcsolódó enyhítése javítja a gyártási minőséget és csökkenti az átégési hibák előfordulását.
A 3. típusú repedések a borda gerincének és a keresztgerenda gerincének találkozásánál keletkeznek, konkrétan a kivágásnál — a keresztgerenda gerincében lévő nyílásnál, amelyen a borda áthalad. A kivágás súlyos geometriai feszültségkoncentrációt hoz létre, amelyet súlyosbít a keresztgerenda gerincének síkon kívüli torzulása, amikor a szomszédos bordák eltérően deformálódnak a teherautó kerekeinek terhelése alatt. Ez az eltérő lehajlás Vierendeel-típusú keret hatást hoz létre a borda-keresztgerenda csomópontnál, nagy másodlagos feszültségeket generálva.
A 3. típusú repedések a kivágás szélénél keletkeznek és a keresztgerenda gerincébe terjednek, gyakran követve a borda-keresztgerenda sarokvarrat hegesztési lábnyomát. Ez volt a domináns repedési mód a korai ortotrop pályákon, beleértve a Severn hidat (Egyesült Királyság, megnyitva 1966) és a Forth Road hidat (Skócia, megnyitva 1964), amelyek mindegyike kiterjedt megerősítési programokat igényelt az 1970-es és 2000-es évek között. A 3. típusú repedések utólagos megerősítési intézkedései közé tartozik a kivágás geometriájának módosítása (a kivágás sugarának növelése a feszültségkoncentráció csökkentésére), belső válaszfalak beépítése a kivágásoknál, és a keresztgerenda gerincének utófeszítése.
A 4. típusú repedések magában a borda gerincében terjednek a borda-keresztgerenda hegesztés mellett, gyakran a kivágás végződése közelében. Ezeket a borda és a keresztgerenda közötti függőleges nyíróerő-átadás, valamint a bordafal síkon kívüli hajlításának kombinált hatása okozza a kapcsolatnál. Ezek a repedések függőlegesen vagy ferde szögben terjednek, és a felderítés előtt több hüvelyk hosszúságúra is nőhetnek.
A kopóréteg egy ortotrop acél pályán több kritikus funkciót is ellát a csúszásmentes vezetési felület biztosításán túl. Oldalirányban osztja el a koncentrált kerékterheket a pályalemez felett, 30–50%-kal csökkentve a lokális hajlítást a borda-pályalemez hegesztésnél. Vízzáróvá teszi az acéllemezt a korrózió megelőzése érdekében, és sima gördülőfelületet biztosít, amely megvédi az acélt a kopástól és az ütésektől. Burkolat nélkül a pályalemez közvetlenül alkalmazott kerékterheknek lenne kitéve, amelyek elfogadhatatlanul magas lokális hajlítófeszültségeket hoznának létre.
Az öntött aszfalt, Németországban Gussasphalt néven ismert, a legelterjedtebb burkolórendszer az ortotrop pályákhoz Európában. Ez egy magas homoktartalmú, finom szemcséjű aszfaltbeton magas kötőanyag-tartalommal (12–14% bitumen súly szerint), amelyet forrón hordanak fel és öntömörödő. Az anyagot úsztatják és simítják a kész szintre tömörítési hengerlés nélkül, vízzáró felületet érve el, amely közvetlenül egy alapozott acélpályához kötődik.
Az öntött aszfaltot 1,5–2,5 in. (35–65 mm) kész vastagságban hordják fel, és a legtöbb alkalmazásban nem igényel külön vízszigetelő membránt. A rendszert Németországban fejlesztették ki az 1950-es években, és több mint 400 ortotrop hídpályán használták Európában, beleértve a Severn hidat és a Millau-i völgyhíd (Franciaország, 2004) felhajtó szakaszait. Az elsődleges meghibásodási módok a nyomvályúsodás meleg időben, az alacsony hőmérsékleten bekövetkező ridegedés repedéshez vezetve, valamint a tapadás elvesztése az acél felületén.
Az epoxi aszfalt egy kétkomponensű hőre keményedő kötőanyag, amelyet kiválasztott adalékanyagokkal kevernek, és kémiai reakcióval, nem pedig hűléssel köt meg. Rendkívül nagy szilárdságot, kiváló acélhoz való tapadást, kúszásállóságot magas hőmérsékleten, valamint ellenállást biztosít az üzemanyag- és olajkiömlésekkel szemben. A ChemCo Systems szabadalmaztatott epoxi aszfalt összetételét az 1960-as évek óta használják ortotrop pályákon, több mint 40 év bizonyított teljesítménnyel.
A Golden Gate híd pályacseréje (1985–1986) kétrétegű epoxi aszfalt rendszert használt: egy 1/4 in. (6 mm) vastag epoxi tömítőréteget, amelyet a műhelyben hordtak fel, majd egy 2 in. (50 mm) vastag epoxi aszfalt kopóréteget, amelyet a helyszínen helyeztek el. A teljes rendszer súlya körülbelül 28 psf (1,34 kPa). A felhordás pontos hőmérséklet-szabályozást igényel — az epoxi gyantát és a keményítőszert emelt hőmérsékleten keverik össze, és 200–250°F (93–121°C) hőmérsékleten hordják fel, a kötési idő 24–72 óra, mielőtt a forgalom megengedhető.
A vékony polimer bevonatok — jellemzően polimer-metil-metakrilát (PMMA) , poliuretán vagy poliészter rendszerek — 0,25–0,5 in. (6–12 mm) vastagságban kerülnek felhordásra, és mindössze 3–8 psf (0,14–0,38 kPa) súlyúak. Gyorsan kötnek (1–4 óra), lehetővé téve az éjszakai beépítést és a forgalomnak való még aznap történő átadást. Azonban kisebb terheléselosztást biztosítanak, mint a vastagabb aszfalt rendszerek, és rövidebb, 8–15 éves élettartammal rendelkeznek a 20–30+ évvel szemben az epoxi aszfalt esetében. Érzékenyek a felület-előkészítésre és a felhordási körülményekre, közel fehérfémes szemcseszórást (SSPC-SP10/NACE No. 2) és szigorú hőmérséklet- és páratartalom-szabályozást igényelnek a felhordás során.
A polimerrel módosított bitumen rendszerek SBS (sztirol-butadién-sztirol) vagy EVA (etilén-vinil-acetát) polimereket tartalmaznak a magas hőmérsékletű nyomvályúsodás-állóság és az alacsony hőmérsékletű rugalmasság javítása érdekében. Külön szórt vagy lemezes vízszigetelő membránt igényelnek az acélpálya és a kopóréteg között. A felhordott vastagság jellemzően 1,5–2,5 in. (40–65 mm), hasonlóan a hagyományos öntött aszfalthoz.
| Burkolórendszer | Jellemző vastagság | Súly (psf) | Élettartam | Kötési idő |
|---|---|---|---|---|
| Öntött aszfalt | 1,5–2,5 in. | 20–35 | 15–25 év | 2–4 óra |
| Epoxi aszfalt | 1,5–2,0 in. | 20–28 | 20–30+ év | 24–72 óra |
| Polimerrel módosított bitumen | 1,5–2,5 in. | 20–35 | 10–20 év | 2–6 óra |
| Vékony polimer bevonat | 0,25–0,5 in. | 3–8 | 8–15 év | 1–4 óra |
Az ortotrop acél pályák hegesztett kapcsolatainak vizsgálata speciális roncsolásmentes vizsgálati (NDT) módszereket igényel, amelyeket az AWS D1.5/D1.5M Bridge Welding Code és az AASHTO LRFD Bridge Construction Specifications szabályoz. A zárt trapéz bordák belső szűk geometriája és a borda-keresztgerenda kapcsolatoknál fellépő összetett feszültségmezők gondosan adaptált vizsgálati eljárásokat tesznek szükségessé.
A szemrevételezéses vizsgálat az elsődleges NDT módszer, és 100%-ban minden hegesztésre kötelező az AWS D1.5 szerint. A vizsgálónak AWS Certified Welding Inspector (CWI) minősítéssel kell rendelkeznie, és minimum 4x nagyítású nagyítót kell használnia a repedésfelderítéshez, 10x javasolt a finom felületi repedések érzékeléséhez. A megvilágításnak a vizsgálati felületen legalább 50 foot-candle (538 lux) értékűnek kell lennie. A zárt bordákon belüli borda-pályalemez hegesztésekhez a hozzáférés a keresztgerendáknál a borda alján kialakított kézinyílásokon keresztül történik — jellemzően 4 in. × 24 in. méretű nyílások 15–18 ft távolságban. Boreszkópot vagy vizsgálati tükröt használnak a hegesztés nem hozzáférhető részeinek megtekintéséhez. A vizsgálatot a hegesztés előtt, alatt és után is el kell végezni a melegrepedés, a beolvadás hiánya, a bemaródás, a porozitás és a salakzárvány kimutatására.
A hagyományos ultrahangos vizsgálat egyelemes jelátalakítókat használ 2,25–10 MHz frekvencián, hogy hanghullámokat vezessen a hegesztésbe, és érzékelje a belső folytonossági hiányosságokról visszaverődéseket. A kalibráció az AWS D1.5 VII. melléklete szerint IIW (International Institute of Welding) típusú referencia blokkokat használ. 45°, 60° és 70°-os szögű nyalábokat használnak a horonyvarratok nyíróhullámos vizsgálatához. Ortotrop pályahegesztéseknél a hagyományos UT-t korlátozzák a zárt bordákon belüli hozzáférési korlátok és a gyökgeometria és a tényleges repedésjelzések közötti megkülönböztetés nehézsége.
A fázisvezérelt ultrahangos vizsgálat (PAUT) a preferált módszer a borda-pályalemez hegesztések vizsgálatára, és hivatalosan az AWS D1.5 2015-ös kiadása ismerte el. A PAUT egy több elemből álló szondát használ (jellemzően 16–128 elemet), amely elektronikusan irányítja az ultrahangos nyalábot egy szögtartományon (35°–75°) keresztül egyetlen szonda pozícióból. Az eredményül kapott szektoriális letapogatás (S-scan) valós időben mutatja a teljes hegesztési keresztmetszetet, lehetővé téve a kezelő számára a hegesztési geometria, a beolvadási mélység és a belső folytonossági hiányosságok vizualizálását. A PAUT kiváló észlelési valószínűséget mutatott mind a hegesztési lábnyom, mind a hegesztési gyök repedések esetében a borda-pályalemez kapcsolatoknál a hagyományos UT-hoz képest.
Az FHWA testreszabott PAUT eljárásokat dolgozott ki az ortotrop pályák vizsgálatához (FHWA-HRT-24-010 jelentés), amely egy 5 MHz-es, 32 elemből álló tömböt ír elő 0,6 mm elemosztással, egyedi ékkel, amely a trapéz borda geometriájához illeszkedik. A kalibrációt gyártás-reprezentatív próbadarabokban lévő bemetszésekkel végzik, és a rendszer megbízhatóan képes érzékelni az 1 mm-es vagy nagyobb gyökrepedéseket. A PAUT-kezelőknek minimum 100 dokumentált órányi hídspecifikus PAUT tapasztalattal kell rendelkezniük az AASHTO követelményei szerint.
A mágneses részecske vizsgálat az elsődleges módszer a felületi és közeli felületi fáradási repedések kimutatására a borda-keresztgerenda kapcsolatoknál és kivágási területeken. Egy AC elektromágneses iga a preferált mágnesezési módszer — ez mágneses teret hoz létre a hegesztés két oldalán elhelyezett két pólus között, és finom vasrészecskéket (száraz látható por vagy nedves fluoreszkáló szuszpenzió) alkalmaznak a repedéseknél fellépő mágneses fluxus szivárgásának feltárására. Az AC iga vizsgálat a mágneses fluxust a felületre koncentrálja (bőrhatás), optimalizálva az érzékenységet a finom felületi fáradási repedésekre, 0,001 in. (0,025 mm) repedésszélesség kimutatási határig.
Az összes borda-keresztgerenda sarokvarratot jellemzően 100%-ban MT-vel vizsgálják a kezdeti gyártás során és a használat közbeni vizsgálat során. Az igát két merőleges irányban helyezik el a repedések minden irányú kimutatására — a hegesztési vonalra merőleges és azzal párhuzamos repedések. DC igákat néha használnak mélyebb behatoláshoz, ha felület alatti hibák gyanúja merül fel, de az AC igák előnyösebbek a felületi repedések kimutatására használatban lévő ortotrop pályákon.
| Hegesztési típus | Elsődleges NDT módszer | Másodlagos módszer | Gyakoriság |
|---|---|---|---|
| Borda-pályalemez (RD) sarokvarrat | PAUT | VT (100%) | 100% gyártás |
| Borda-keresztgerenda (RF) sarokvarrat | MT | VT (100%) | 100% gyártás |
| Pályalemez tompa illesztése | PAUT vagy RT | VT + MT | 100% gyártás |
| Borda illesztés (tompavarrat) | PAUT vagy RT | VT + MT | 100% gyártás |
| Helyszíni illesztések | PAUT vagy RT | VT + MT | 100% helyszíni hegesztés |
A fáradási repedések használat közbeni felderítése az ortotrop pályákban szisztematikus megközelítést igényel, amely ötvözi a hozzáférhető hegesztések szemrevételezését, az ismerten fáradásra hajlamos részletek célzott NDT vizsgálatát, valamint a burkolat állapotának figyelését az alatta lévő pályarepedés indikátoraként. Azok a repedések, amelyek a pályalemez felső felületéig terjednek, burkolati repedésekként jelenhetnek meg közvetlenül a borda-pályalemez hegesztési vonalai felett — ezek a tükröződő repedések gyakran a pályalemez repedésének első látható jelei.
A zárt bordákon belüli vizsgálathoz speciális miniatürizált UT szondákat és boreszkópokat használnak. Egyes hídtulajdonosok kúszó robotokat telepítettek kamerákkal és NDT érzékelőkkel, amelyek a zárt trapéz bordák belsejében navigálnak, távoli vizsgálati képességet biztosítva anélkül, hogy személyzetnek zárt térbe kellene belépnie. A zárt bordák zárt tér besorolása (jellemzően kevesebb mint 24 in. szabad magasság) légköri vizsgálatot, szellőztetést és mentési tervet igényel az OSHA 29 CFR 1910.146 szerint.
Az FHWA Manual for Repair and Retrofit of Fatigue Cracks in Steel Bridges a javítási módszereket a repedés súlyossága és helye szerint kategorizálja.
Felületi kezelések a hegesztési lábnyom repedésekhez (1. típus) teljes vastagságú terjedés nélkül: korongcsiszolás a felületi hibák eltávolítására 0,5 mm mélységig, sorcsiszolás mélyebb eltávolításhoz (1–2 mm), és Ultrahangos Ütéskezelés (UIT) — jelenleg a leghatékonyabb megelőző és javítási módszer a hegesztési lábnyom repedésekhez. Az UIT egy nagyfrekvenciás (20–40 kHz) ütő szerszámot használ, amely plasztikusan deformálja a hegesztési lábnyom felületét, előnyös nyomó maradófeszültségeket hozva létre, amelyek lassítják a repedés keletkezését és terjedését.
Teljes vastagságú repedésjavítási módszerek: lyukfúrás (lyukmegállítás) minden repedéscsúcsnál — 3/4–1 in. (19–25 mm) átmérőjű lyuk fúrása gyűrűs fúrókkal, a repedéscsúcs teljes eltávolításának ellenőrzése MT vagy PT segítségével. Hosszabb repedések esetén a V-kivésés és hegesztés módszer levegő-ív vésést használ a repedezett fém eltávolítására, majd csiszolást és újrahegesztést alacsony hidrogéntartalmú hegesztési eljárásokkal. Azokon a helyeken, ahol az újrahegesztés nem praktikus, csavarozott duplázó vagy toldó lemezek nagy szilárdságú csavarokkal szerelhetők fel a teherút helyreállítására a repedezett szakaszon keresztül. Szénszál-erősítésű polimer (CFRP) foltokat a repedezett zónákra ragasztva egyre gyakrabban használnak, különösen a borda-pályalemez hegesztés fáradási javításához, biztosítva a merevség helyreállítását anélkül, hogy új hegesztett részleteket hoznának létre.
Ortotrop acél pályákat használnak a világ számos legjelentősebb nagy fesztávú hídjában. Az alábbi táblázat összefoglalja a főbb beépítéseket:
| Híd | Ország | Év | Típus | Fő fesztáv (ft) | Borda típus | Burkolat |
|---|---|---|---|---|---|---|
| Akashi Kaikyo híd | Japán | 1998 | Függőhíd | 6 532 | Trapéz zárt | Epoxi aszfalt |
| Severn híd | Egyesült Királyság | 1966 | Függőhíd | 3 240 | Trapéz zárt | Öntött aszfalt |
| Forth Road híd | Egyesült Királyság | 1964 | Függőhíd | 3 300 | Trapéz zárt | Polimerrel módosított aszfalt |
| Golden Gate híd (pályacsere) | USA | 1985 | Függőhíd | 4 200 | Trapéz zárt | Epoxi aszfalt |
| Millau-i völgyhíd | Franciaország | 2004 | Kábelhíd | 1 122 (max.) | Trapéz zárt | Öntött aszfalt |
| San Fran-Oakland Bay (SAS) | USA | 2013 | Önhorgonyzó függőhíd | 1 263 | Trapéz zárt | Epoxi aszfalt |
| George Washington híd (pályacsere) | USA | 1978 | Függőhíd | 3 500 | Nyitott T-bordák | Bitumenes |
| Benjamin Franklin híd (pályacsere) | USA | 1987 | Függőhíd | 1 750 | Nyitott bulb szelvények | Epoxi + bitumenes |
| Lions Gate híd | Kanada | 1975 | Függőhíd | 1 550 | Trapéz zárt | Polimerrel módosított |
| Macdonald híd | Kanada | 1990-es évek | Függőhíd | ~1 700 | Trapéz zárt | Aszfalt |
A Severn híd volt a világ első jelentős ortotrop doboztartós pályája, úttörő szerepet játszva az aerodinamikai hídkeresztmetszetben, amely szabvánnyá vált a későbbi nagy fesztávú függőhidaknál. Az Akashi Kaikyo híd éri el a világ leghosszabb függőhíd fesztávját ortotrop pályával, amelynek alacsony holttehere elengedhetetlen volt a tornyok közötti 1 991 m eléréséhez — ezen a mérettartományon a pálya minden tonnája körülbelül 3–4 tonna kábelacélt igényel. A Millau-i völgyhíd tartalmazza a legnagyobb ortotrop pályafelületet bármely egyetlen híd esetében, 1 989 168 négyzetláb (184 800 m²) területtel, nyolc kábelhidas szakaszon átívelve a Tarn-völgy felett Franciaországban.
A Golden Gate híd pályacseréje projekt az 1937-es eredeti betonpályát cserélte ki előregyártott ortotrop panelekre, amelyek 46%-kal könnyebbek voltak, csökkentve a holtteher 104 psf-ról 56 psf-ra az acél panel esetében önmagában. A teljes 567 000 négyzetlábnyi csere 401 munkanap alatt készült el, minden munkát éjszaka, félszélességű lezárások mellett végezve, nappal az összes forgalmi sávot nyitva tartva.
Az ortotrop acél pályák szerkezeti állapotfigyelése (SHM) folyamatos vagy időszakos értékelést biztosít a fáradási repedések fejlődéséről, a feszültségi ciklusokról és a szerkezeti teljesítményről. Az FHWA és az európai közútkezelő hatóságok átfogó monitoring programokat dolgoztak ki a tervezett fáradási élettartamukhoz közelítő ortotrop pályák számára.
A fólia ellenállás-nyúlásmérő bélyegek a pályalemezre a borda-pályalemez hegesztési lábnyomoknál és a borda gerincekre a borda-keresztgerenda kapcsolatok közelében felszerelve közvetlen mérést biztosítanak a lokális feszültségamplitúdókról forgalmi terhelés alatt. A hosszú bázishosszú száloptikai érzékelők (Fiber Bragg Grating — FBG) előnyöket kínálnak az ortotrop pálya monitoringhoz, mert átlagos nyúlást mérnek 100–500 mm-es mérési hosszakon, megragadva az elosztott viselkedést a pontszerű feszültségek helyett. Az FBG érzékelők beágyazhatók az acéllemez és a kopóréteg közé a pályalemez hajlítási nyúlásának mérésére, ragaszthatók a borda gerincek mentén a repedéskeletkezés érzékelésére a nyúlásprofil változásain keresztül, vagy multiplexálhatók egyetlen, a zárt bordákon belül futó száloptikai kábel mentén.
Az Akusztikus Emisszió (AE) monitoring az egyik leghatékonyabb módszer a valós idejű fáradási repedés érzékelésére ortotrop pályákban. Az ismerten fáradásra hajlamos részleteknél elhelyezett piezoelektromos érzékelők érzékelik a feszültséghullámokat, amelyek akkor szabadulnak fel, amikor egy repedés terjed forgalmi terhelés alatt. A holland közútkezelő hatóság, a Rijkswaterstaat, hosszú távú AE monitoringot végzett ortotrop hidakon, beleértve a Hollandse Brug és Galecopperbrug hidakat, korrelálva a repedés növekedési sebességét a menet közbeni mérlegelés (WIM) forgalmi adataival. Az AE monitoring lokalizálhatja a repedési aktivitást néhány hüvelyk pontossággal érzékelő tömbök segítségével, és megkülönböztetheti az aktív repedésterjedést a környezeti zajtól jel frekvenciaanalízis és amplitúdó-eloszlás (b-érték analízis) segítségével.
Gyorsulásmérő hálózatok, amelyek az egyes pályaelemek sajátfrekvenciáit és rezgésalakjait mérik, képesek érzékelni a teljes merevségvesztést a felhalmozódott fáradási károsodásból. A lokális rezgésalakok változásai jelzik a károsodás helyét, és a sajátfrekvencia 5–10%-os eltolódása jellemzően jelentős repedésfejlődésre utal. A rezgésmonitoring kiegészíti az AE és nyúlásmonitoringot — a károsodás globális hatását érzékeli, míg az AE a lokális terjedési eseményeket érzékeli.
A pilóta nélküli légi járműveket (UAV) nagy felbontású kamerákkal (4K+) és hőképalkotó érzékelőkkel egyre gyakrabban használják az ortotrop pályák alsó oldalának szemrevételezésére, sok esetben kiküszöbölve a híd alatti vizsgálójárművek és sávlezárások szükségességét. A drónok fel tudják mérni a borda-keresztgerenda kapcsolatok és kivágások állapotát, észlelni tudják a korróziót és bevonathibákat, valamint hőképalkotás segítségével azonosítani tudják a burkolati hibákat a pálya felső felületén. Miniatürizált drónokat fejlesztenek a zárt trapéz bordákon belüli bevetésre, bár a korlátozott hozzáférés továbbra is kihívást jelent.
Egy tipikus SHM rendszer egy ortotrop pályához kombinálja a nyúlásmérő bélyegeket a kritikus hegesztési részleteknél, az AE érzékelő klasztereket az ismerten repedésre hajlamos helyeken (különösen a borda-keresztgerenda kivágásoknál), a gyorsulásmérőket a pályaelemeken, és a hőmérséklet-érzékelőket a termikus hatások szétválasztására. Az adatokat mobil vagy száloptikai kapcsolaton keresztül továbbítják egy központi feldolgozó platformra, amely küszöbérték-alapú riasztásokat és trendelemzést alkalmaz. Tipikus riasztási küszöbértékek: a nyúlástartomány meghaladja az AASHTO C kategória állandó amplitúdójú fáradási határát, az AE ütem meghaladja az 5 ütést teherautó-áthaladásonként egy hónapon át fenntartva, a sajátfrekvencia eltolódása meghaladja az 5%-ot, és a repedés növekedési sebessége meghaladja a 0,01 in.-t havonta az észlelt repedéseknél.
Az ortotrop acél pályák tervezését, gyártását, vizsgálatát és karbantartását a következő elsődleges szabványok és referenciák szabályozzák:
Az ortotrop acél pályák egy érett, nagy fesztávú hídpálya-technológiát képviselnek, amely lehetővé teszi a világ leghosszabb hídjainak megépítését. Sikeres alkalmazásuk gondos figyelmet igényel a hegesztési részlettervezés, a gyártási minőségellenőrzés, a burkolórendszer kiválasztása és felhordása, valamint a borda-pályalemez és borda-keresztgerenda kapcsolatok egyedi fáradási viselkedésére szabott, rendszeres használat közbeni vizsgálati és monitoring programok terén.
A TarmacView szakértői vizsgálati és szerkezeti értékelési szolgáltatásokat nyújt ortotrop acél hídpályákhoz, beleértve drónos szemrevételezést, fáradási repedések érzékelését és szerkezeti állapotfigyelést. Vegye fel a kapcsolatot csapatunkkal egy konzultációért.
A keresztirányú repedések merőlegesen futnak a burkolat középvonalára, leggyakrabban alacsony hőmérsékleten bekövetkező hőmérsékleti zsugorodás (hőrepedés) vagy...
A repülőtéri forgalmi kör egy szabványosított, téglalap alakú repülési pálya, amelyet a repülőgépek a repülőterek közelében repülnek a biztonságos, rendezett ér...
A széli repedések félhold alakú vagy hosszanti repedések a burkolat szélétől számított 0,3–0,6 m-en belül, amelyeket jellemzően oldaltámasz hiánya, rossz vízelv...