A fenntartható burkolatok minimalizálják a környezeti hatásokat újrahasznosított anyagok (RAP, RAS, újrahasznosított beton adalékanyag, pernye, salak), meleg-aszfalt technológiák, áteresztő burkolatok, hosszú élettartamú tervek és helyszíni újrahasznosítás révén. Lefedi a fenntarthatósági stratégiákat, életciklus-értékelést (LCA), környezeti terméknyilatkozatokat (EPD), valamint azt, hogy a fenntartható választások hogyan befolyásolják a burkolatvizsgálatot és a teljesítményt.
Fenntartható Burkolástechnológiák és Gyakorlatok
A Fenntarthatóság Dimenziói
A fenntartható burkolatok olyan tervezett rendszerek, amelyek biztosítják a szükséges szerkezeti és funkcionális teljesítményt, miközben minimalizálják a környezeti hatásokat öt egymással összefüggő dimenzió mentén: anyagok, energia, kibocsátások, víz és élettartam. Ezek a dimenziók alkotják azt a keretrendszert, amelyben a burkolatok fenntarthatóságát értékelik, tervezik és igazolják.
Anyagok Dimenziója
Az anyagok dimenziója a természeti erőforrások fogyasztásával és a hulladékkeletkezéssel foglalkozik. A hagyományos burkolatépítés hatalmas mennyiségű szűz adalékanyagot fogyaszt — évente körülbelül 1,5-2 milliárd tonnát csak az Egyesült Államokban — és jelentős mennyiségű aszfaltkötőanyagot és portlandcementet, amelyek mindegyikének gyártása energiaigényes. A fenntartható burkolatok csökkentik a szűz anyagok felhasználását azáltal, hogy újrahasznosított és hulladékanyagokat használnak ahol műszakilag lehetséges. A helyettesítési arány — a szűz anyag újrahasznosított tartalommal való helyettesítésének százaléka — az elsődleges mérőszám az anyagfenntarthatóság számszerűsítésére.
A National Asphalt Pavement Association (NAPA) szerint az amerikai aszfaltburkolat-ipar 2019-ben több mint 97 millió tonna visszanyert aszfaltburkolatot (RAP) és 921 000 tonna újrahasznosított aszfaltzsindelyt (RAS) használt fel új keverékekben, ami közel 60 millió köbméter lerakóhelyet takarított meg. Az aszfaltburkoló anyagok újrahasznosítási aránya körülbelül 94%, ami az aszfaltot teszi a legtöbbet újrahasznosított anyaggá az Egyesült Államokban — meghaladva a papír (68%), az alumíniumdobozok (50%) és az üveg (33%) újrahasznosítási arányát.
Cementbeton burkolatok esetében az anyagok dimenziója a cementhelyettesítésre összpontosít kiegészítő cementáló anyagok (SCM-ek) használatával. A portlandcement gyártása a globális CO₂-kibocsátás körülbelül 8%-áért felelős. A cement 30-50%-ának pernyével, salakcementtel vagy szilícium-dioxid füsttel való helyettesítése közvetlenül, hasonló arányban csökkenti a betonburkolatok szénlábnyomát. A cementhelyettesítési arány a szabványos mérőszám. Emellett az újrahasznosított beton adalékanyag (RCA) használata lebontott burkolatokból adalékanyagként új betonban vagy alaprétegekben tovább csökkenti a szűz adalékanyag iránti keresletet.
Az anyagfenntarthatóság magában foglalja az anyagok szállítási távolságát is. Az adalékanyagok nagy távolságra történő szállítása üzemanyagot fogyaszt és kibocsátásokat generál. A helyi anyagtartalom — gyakran a projekttől számított 50 mérföldön (80 km) belül beszerzett anyagokként meghatározva — gyakori fenntarthatósági mérőszám az olyan minősítő rendszerekben, mint a LEED és az Envision. A helyi anyaghasználat maximalizálása csökkenti a szállítással kapcsolatos környezeti hatásokat.
Energia Dimenziója
Az energia dimenziója a burkolatok gyártásával, szállításával, építésével és karbantartásával kapcsolatos energiafogyasztással foglalkozik. A burkolat teljes beágyazott energiája magában foglalja a nyersanyagok kitermeléséhez és feldolgozásához, a burkolati komponensek (aszfaltkötőanyag, cement, adalékanyagok) gyártásához, az anyagok építési helyszínre szállításához, a burkolat építéséhez (beleértve a burkoló- és tömörítőberendezések üzemanyagát), valamint a burkolat élettartama során végzett karbantartási és felújítási tevékenységekhez szükséges energiát.
A meleg keverésű aszfalt (HMA) gyártása az adalékanyagok és a kötőanyag 300-350°F-ra (150-175°C) történő felmelegítését igényli, ami tonnánként körülbelül 280 000-370 000 brit termikus egység (BTU) energiát fogyaszt — ami tonnánként 2,5-3,5 gallon fűtőolajnak felel meg. A meleg-aszfalt (WMA) 50-120°F-fal (30-50°C) csökkenti a gyártási hőmérsékletet, 20-35%-kal csökkentve az üzemanyag-fogyasztást — tonnánként körülbelül 55 000-130 000 BTU megtakarítást eredményezve. Amikor az amerikai aszfaltipar teljesen áttér a WMA-ra, a teljes éves üzemanyag-megtakarítást 150 millió gallon 2-es számú fűtőolajra becsülik.
A portlandcement beton gyártása nagyon magas beágyazott energia terhet hordoz: tonnánként körülbelül 4000-5500 BTU csak a cementgyártás esetében, leginkább a cementkemencék 2640°F-ra (1450°C) történő fűtéséhez szükséges energiából. A cement SCM-ekkel való helyettesítése közvetlenül csökkenti ezt az energiateher. A Hengerelt tömör beton (RCC) és a Vízáteresztő beton keverékek jellemzően alacsonyabb cementtartalmat használnak, tovább csökkentve a beágyazott energiát.
A használati szakasz energiája szintén jelentős. A burkolat felületi jellemzői — különösen az érdesség és a makrotextúra — befolyásolják a járművek üzemanyag-fogyasztását. A Federal Highway Administration (FHWA) WesTrack tesztjei számszerűsítették, hogy a simább burkolatok akár 4,5%-kal csökkentik a járművek üzemanyag-fogyasztását. Az a burkolat, amely élettartama során megőrzi simaságát, közvetve milliárd gallon üzemanyagot takarít meg a használó járműflotta számára. A Nemzetközi Érdességi Index (IRI) a szabványos mérőszám, amely összekapcsolja a burkolat állapotát a járművek üzemanyag-hatékonyságával.
Kibocsátások Dimenziója
A kibocsátások dimenziója nyomon követi a burkolat életciklusa során keletkező összes légszennyező anyagot. A fő aggodalomra okot adó kibocsátások az üvegházhatású gázok (GHG) — szén-dioxid (CO₂), metán (CH₄) és dinitrogén-oxid (N₂O) —, amelyeket együttesen globális felmelegedési potenciálként (GWP) fejeznek ki kilogramm CO₂-egyenértékben (kg CO₂e). A burkolatokkal kapcsolatos kibocsátási források a következők:
Anyaggyártási kibocsátások: A cementklinker gyártása körülbelül 0,9 kg CO₂-t bocsát ki kg klankerenként. Az aszfaltkötőanyag gyártása körülbelül 0,1-0,3 kg CO₂-t bocsát ki kg kötőanyagonként, a nyersolaj forrásától és a finomító hatékonyságától függően. Az adalékanyag-gyártás körülbelül 0,005-0,015 kg CO₂-t bocsát ki kg adalékanyagonként (főként a zúzó- és osztályozó berendezésekből).
Építési kibocsátások: A burkolóberendezések (aszfaltterítők, hengerek, betonterítők), anyagszállító járművek és segédberendezések dízelüzemanyagot égetnek, CO₂-t, nitrogén-oxidokat (NOx), szilárd részecskéket (PM) és illékony szerves vegyületeket (VOC) kibocsátva. A dízel szilárd részecskék (DPM) különös aggodalomra adnak okot a levegőminőség szempontjából az építkezések közelében és a nem-megfelelőségi területeken.
WMA kibocsátáscsökkentések jól dokumentáltak: az aszfaltgyártás 50°F-os hőmérséklet-csökkentése 15-25%-kal csökkenti a CO₂-kibocsátást, 18-35%-kal az SO₂-t, 18-30%-kal a NOx-ot és 30-50%-kal a VOC-okat a megfelelő HMA-hoz képest. A hideg keverésű aszfalt (CMA) környezeti hőmérsékleten gyártva teljesen megszünteti a fűtéssel kapcsolatos kibocsátásokat, 35-50%-os kibocsátáscsökkentést érve el.
Szén-dioxid megkötés az aszfaltkötőanyagban egy egyedi fenntarthatósági tulajdonság. Az Egyesült Államok Környezetvédelmi Ügynöksége szerint az aszfaltkötőanyagban lévő szén 99,6%-a maradandóan tárolva marad — soha nem kerül a légkörbe —, mivel a kötőanyag olyan fosszilis tüzelőanyagok mellékterméke, amelyeket soha nem égettek el energiatermelés céljából. Az aszfaltburkolatok ezért hosszú távú szénnyelőként működnek, tárolva a beágyazott szenet a burkolat teljes élettartama alatt (és azon túl is, ha új burkolatokban újrahasznosítják).
Víz Dimenziója
A víz dimenziója mind a burkolatgyártásban és -építésben felhasznált vízzel, mind a burkolati elfolyás vízminőségi hatásaival foglalkozik.
A vízfogyasztás a burkolatépítéshez viszonylag alacsony az aszfaltburkolatok esetében (minimális vízhasználat a gyártásban), de jelentős a betonburkolatoknál, amelyek nagy mennyiségű keverővizet és utókezelő vizet igényelnek. A cementgyártás szintén jelentős vizet fogyaszt a hűtési és feldolgozási műveletekben. A burkolatokkal kapcsolatos teljes vízfogyasztást jellemzően gallonnál per négyzetlábban mérik az épített burkolatra vonatkoztatva.
A csapadékvíz elfolyás minősége és mennyisége jelentős környezeti aggály a burkolatok esetében. A vízzáró burkolatok olyan elfolyást generálnak, amely szennyezőanyagokat — olaj, zsír, nehézfémek, jégtelenítő vegyszerek, gumiabroncs-kopási részecskék — szállít közvetlenül a befogadó vizekbe. Az Egyesült Államokban a Tiszta Víz Törvény (Clean Water Act) és a Nemzeti Szennyezéskibocsátás Megszüntetési Rendszer (NPDES) engedélyezési programja szabályozza a burkolati felületekről származó csapadékvíz-kibocsátásokat, megkövetelve az első csapadékhullám kezelését vagy beszivárogtatását.
Az áteresztő burkolatok közvetlenül kezelik a víz dimenzióját azáltal, hogy lehetővé teszik a csapadék beszivárgását a burkolat felületén keresztül az alatta lévő kőtárolókba és az eredeti talajba. A New Hampshire-i Egyetem Csapadékvíz Központjának és másoknak a kutatása bizonyítja, hogy az áteresztő burkolatok a hagyományos vízzáró burkolatokhoz képest 80-90%-kal csökkentik a teljes lebegőanyag-tartalmat (TSS), 60-70%-kal az összes foszfort, 50-60%-kal az összes nitrogént, 90%+ felett a nehézfémeket (cink, réz, ólom), és 50-90%-kal az elfolyás mennyiségét.
Élettartam Dimenziója
Az élettartam dimenziója felismeri, hogy a leghosszabb élettartamú burkolat eleve a legfenntarthatóbb, mert elhalasztja vagy megszünteti az újjáépítés környezeti hatásait. A burkolat élettartamának 20-ról 50 évre történő meghosszabbítása örökburkolat-tervezéssel 30-50%-kal csökkenti a teljes életciklus-energiafogyasztást és 25-45%-kal az üvegházhatásúgáz-kibocsátást szolgálati évenként, összehasonlítva a 20. évben újjáépítést igénylő hagyományos burkolatokkal.
Az élettartam fenntarthatóságát az élettartam (a végállapotig eltelt évek száma) és az életciklus-költség (LCC) méri dollárban négyzetlábanként szolgálati évenként. Az 50+ évre tervezett örökburkolatok jellemzően 20-40%-kal alacsonyabb életciklus-költséget érnek el, mint a hagyományos 20 éves burkolatok, ha a karbantartási, felújítási és felhasználói késleltetési költségeket is figyelembe vesszük.
Újrahasznosított Anyagok
Az újrahasznosított és hulladékanyagok használata a burkolatokban a legközvetlenebb és legmérhetőbb fenntartható burkolati stratégia. Az újrahasznosított anyagok megőrzik a természeti erőforrásokat, csökkentik a lerakókba kerülő hulladékot, mérséklik az energiafogyasztást és alacsonyabb kibocsátást eredményeznek. Az alábbi anyagok a legszélesebb körben használtak a fenntartható burkolatépítésben.
Visszanyert Aszfaltburkolat (RAP)
A visszanyert aszfaltburkolat (RAP) a legértékesebb újrahasznosított anyag a burkolóiparban. A RAP akkor keletkezik, amikor a meglévő aszfaltburkolatokat felmarják vagy feltörik a felújítás vagy újjáépítés során. Az anyag öregedett aszfaltkötőanyagból áll, amely kiváló minőségű adalékanyagokat von be, jelentős befektetést képviselve mind a kötőanyag, mind az adalékanyag tekintetében, amely teljes mértékben visszanyerhető és újra felhasználható.
A RAP feldolgozása jellemzően zúzást és osztályozást foglal magában, hogy az új meleg vagy meleg keverésű aszfalthoz megfelelő konzisztens szemeloszlást állítsanak elő. A modern RAP-feldolgozó üzemek elsődleges és másodlagos törőket, osztályozókat és néha frakcionáló rendszereket használnak, amelyek a RAP-ot durva és finom frakciókra választják szét. A feldolgozott RAP-ot fedett vagy burkolt területeken tárolják, hogy minimalizálják a nedvességtartalom-ingadozást.
A RAP felhasználási szintjei rétegenként és alkalmazásonként változnak: a kopórétegek jellemzően 15-30% RAP-ot építhetnek be kisebb kötőanyag-osztály módosításokkal; a köztes és alaprétegek 30-50% RAP-ot építhetnek be; az ágyazati vagy alapozási alkalmazások akár 100% RAP-ot is használhatnak. A magas RAP-tartalmú keverékek (25% felett) gyakran fiatalító szereket igényelnek az öregedett kötőanyag tulajdonságainak helyreállításához és a repedésállóság fenntartásához, amint azt a NCHRP 752. jelentés és a NCHRP 09-58. projekt dokumentálja.
Az FHWA jelentése szerint a RAP használata 2019-ben megtakarított: közel 60 millió köbméter lerakóhelyet; több mint 20 millió hordó aszfaltkötőanyagot (egy nem megújuló erőforrás); és több mint 2,6 milliárd font CO₂-kibocsátást a megfelelő burkolati szerkezetekhez használt szűz anyagokhoz képest. Az Aszfaltburkolat Szövetség (Asphalt Pavement Alliance) megjegyzi, hogy a RAP a megfelelően tervezett és épített burkolatokban ugyanolyan jól vagy jobban teljesít, mint a szűz keverékek.
RAP-tartalom (%)
Tipikus alkalmazás
Kötőanyag-módosítás szükséges
Fiatalító gyakran szükséges
0–15%
Kopórétegek
Nincs vagy kisebb osztályemelés
Nem
15–30%
Kopó-, köztes réteg
Lágyabb kötőanyag (1 osztály)
Opcionális
30–50%
Köztes, alapréteg
Lágyabb kötőanyag (1-2 osztály)
Ajánlott
50–100%
Alap, ágyazat, kis forgalom
Jelentős módosítás
Kötelező
Újrahasznosított Aszfaltzsindely (RAS)
Az újrahasznosított aszfaltzsindely (RAS) magában foglalja mind a gyártói hulladékot (zsindelygyártásból származó levágott hulladék — „fogyasztás előtti"), mind a bontott zsindelyt tetőfelújítási projektekből („fogyasztás utáni"). A RAS tömeg szerint 20-30% aszfaltkötőanyagot tartalmaz (szemben a RAP 5-6%-ával), így az újrahasznosított kötőanyag koncentrált forrása. A RAS ásványi töltőanyagot, finom adalékanyagot és szerves vagy üvegszálas erősítést is tartalmaz.
A RAS aszfaltkeverékekben történő felhasználását az ASTM D7309 (Aszfalt Tetőzsindelyek Szabványos Előírása) és az állami DOT előírások szabályozzák. A tipikus RAS-tartalom a teljes keverék tömegének 3-5%-ára korlátozódik (körülbelül 10-20% a kötőanyag tömegére vonatkoztatva) a zsindelyek rendkívül merev, erősen öregedett kötőanyaga miatt, valamint a keverék törékenységével és megmunkálhatóságával kapcsolatos aggályok miatt.
A 2019-es NAPA Ipari Felmérés szerint az Egyesült Államokban körülbelül 921 000 tonna RAS-t használtak fel aszfaltkeverékekben, megtakarítva több mint 50 000 tonna aszfaltkötőanyagot és több mint 920 000 tonna adalékanyagot. A RAS használata emellett eltereli a zsindelyeket a lerakókról, ahol jelentős hulladékáramot képviselnek (az Egyesült Államokban évente körülbelül 10 millió tonna aszfaltzsindely-hulladék keletkezik).
Kihívások a RAS-szal kapcsolatban: a kötőanyag-tulajdonságok változékonysága (különösen a bontott zsindelyek esetében, amelyek évtizedes naptári oxidáción estek át); káros anyagok jelenléte (szegek, nemez, fa, műanyag); valamint a túlzott keverékmerevség kockázata, amely idő előtti repedéshez vezethet. A RAS keverékek gondos kötőanyag-keverési táblázatokat igényelnek, és gyakran fiatalítókat igényelnek magasabb arányban, mint a megfelelő RAP keverékek.
Újrahasznosított Beton Adalékanyag (RCA)
Az újrahasznosított beton adalékanyag (RCA) lebontott betonburkolatok, szerkezetek vagy hulladékok zúzásával készül. Az anyag eredeti adalékanyag-részecskékből áll, hozzátapadó cementhabarcs finom résszel és betonacéllal (amelyet mágneses elválasztással távolítanak el). Az RCA-t a burkolatépítésben elsősorban a következőként használják:
Szemcsés ágyazati és alapréteg anyag: Az RCA jellemzően magasabb Kaliforniai Teherbírási Aránnyal (CBR) és jobb vízelvezetési jellemzőkkel rendelkezik, mint a szűz adalékanyag-alapanyagok, így kiváló alapréteget képez. Az US Szövetségi Útügyi Hivatal jelentése szerint évente több mint 100 millió tonna RCA-t használnak fel ágyazati és alapréteg alkalmazásokban.
Adalékanyag új betonban: Az RCA az új betonburkolatok durva adalékanyagának 20-50%-át helyettesítheti, bár a tapadó habarcs növeli a vízigényt és csökkenti a megmunkálhatóságot. A keveréktervezésnek figyelembe kell vennie az RCA magasabb vízfelvételét (4-8% vs. 1-2% a szűz adalékanyagoknál) és alacsonyabb fajsúlyát.
Adalékanyag meleg keverésű aszfaltban: Az RCA a durva adalékanyagok 15-25%-át helyettesítheti aszfalt alaprétegekben, bár az RCA magas szögletessége csökkentheti a megmunkálhatóságot.
Az RCA-ban lévő maradék habarcs cementáló értéke további előnyt biztosít az alapréteg alkalmazásokban — a habarcsban lévő hidratálatlan cement tovább hidratálódhat, idővel növelve a szilárdságot. Az AASHTO R-15 Bizottság kutatása dokumentálta, hogy az RCA alaprétegek a szolgálat első 12 hónapja során 25-40%-kal további szilárdságot nyernek a szűz adalékanyag-alapokhoz képest.
Pernye
A pernye a szénerőművi villamosenergia-termelés finom, porszerű mellékterméke, amelyet a füstgázokból elektrosztatikus leválasztókkal vagy zsákos szűrőkkel gyűjtenek össze. A pernyét F osztályba és C osztályba sorolják az ASTM C618 szerint, a szilícium-dioxid, alumínium-oxid és vas-oxid tartalom összege, valamint a kalcium-oxid tartalom alapján. Az F osztályú pernye (alacsony kalciumtartalom, jellemzően bitumenes szénből) pozzolános tulajdonságokkal rendelkezik, és cementáló aktivátort (általában portlandcementet vagy meszet) igényel. A C osztályú pernye (magas kalciumtartalom, jellemzően feketekőszén alatti vagy lignit szénből) mind pozzolános, mind öncementáló tulajdonságokkal rendelkezik.
Alkalmazások burkolatokban:
Betonburkolatok: A pernye tömeg szerint a portlandcement 15-40%-át helyettesíti. Előnyei közé tartoznak: csökkentett hidratációs hő (fontos tömeges betonozásoknál és vastag burkolati födémeknél); javított megmunkálhatóság és szivattyúzhatóság; csökkentett áteresztőképesség és javított tartósság; megnövekedett hosszú távú szilárdság; csökkentett alkáli-szilikát reakció (ASR) potenciál; és csökkentett költség. A beton fenntarthatósági mérőszáma — CO₂-csökkentés köbméterenként — egyenesen arányos a cementhelyettesítés százalékával.
Stabilizált alaprétegek: A C osztályú pernye önálló kötőanyagként használható talaj- és adalékanyag-stabilizációhoz, Teljes mélységű rekultivációs (FDR) és Cementkel kezelt alap (CTB) alkalmazásokban.
Aszfaltburkolatok: A pernye ásványi töltőanyagként (a 200-as szitán áteső rész) használatos aszfaltkeverékekben az összes adalékanyag tömegének 2-6%-ában. Előnyei közé tartozik a javított merevség, nedvességkárosodás-állóság és öregedésállóság.
Környezeti megfontolások: Az amerikai villamosenergia-ipar változásai — különösen a szénerőművek leállítása és a földgázalapú és megújuló termelés növekedése — egyes régiókban csökkentették a pernye elérhetőségét. Az American Coal Ash Association (ACAA) jelentése szerint 2022-ben körülbelül 38 millió tonna pernyét hasznosítottak (57%-os hasznosítási arány). A hosszú távú ellátási bizonytalanság megfontolandó szempont a pernye használatát előíró specifikációk esetében.
Őrölt Szemcsés Kohósalak (GGBFS)
Az őrölt szemcsés kohósalak (GGBFS) a vasgyártás mellékterméke. A kohókból származó olvadt salakot gyorsan vízben hűtik (edzik), hogy üveges, szemcsés anyagot képezzenek, majd szárítják és a portlandcementhez hasonló finomságúra őrlik. A GGBFS-t az ASTM C989 szabvány szerint a salakaktivitási indexe alapján osztályozzák, amely a portlandcementhez viszonyított szilárdsági hozzájárulást méri.
GGBFS betonburkolatokban: A GGBFS tömeg szerint a cement 25-70%-át helyettesíti. A magasabb helyettesítési szintek gyakoribbak tömeges beton alkalmazásokban (mint például vastag burkolati födémek és nagy előterek). Előnyei közé tartoznak: jelentősen csökkentett hidratációs hő; javított megmunkálhatóság; világosabb szín (csökkenti a hősziget-hatást); javított ellenállás a szulfáttámadással és ASR-rel szemben; magasabb végszilárdság; és csökkentett áteresztőképesség. A salakcement beton világosabb színe növeli a burkolati felületek albedóját (napfényvisszaverő képességét), csökkentve a városi hősziget-hatást és potenciálisan 2-5°F-fal alacsonyabb környezeti hőmérsékletet eredményezve a burkolt területeken.
Korlátozások: A salakcement beton lassabb korai szilárdfejlődéssel rendelkezik (a 7-14 napos szilárdságok alacsonyabbak, mint a portlandcement betoné), ami aggodalomra adhat okot a forgalom számára gyorsan megnyitandó burkolatok esetében. A hideg időjárási beépítés különös figyelmet igényel az utókezelés és védelem tekintetében.
Gumiabroncs-granulátum (Gumiőrlemény)
A hulladék gumiabroncsokból származó gumiőrleményt aszfaltburkolatokban két fő eljárással használják:
Nedves eljárás (Aszfaltgumi): A gumiőrleményt (jellemzően a kötőanyag tömegének 10-20%-a) forró aszfaltkötőanyaggal keverik 350-400°F-on (175-200°C) 45-90 percig, hogy reagált kötőanyagot állítsanak elő, amely megnövelt viszkozitással, rugalmassággal és hőmérséklet-érzékenységgel rendelkezik. Az aszfaltgumi kötőanyagokat hézagos kopórétegekben használják (gyakran Aszfaltgumi Hézagos vagy AR-GG néven), hogy kivételes repedésállóságot, nyomvályú-állóságot és tartósságot biztosítsanak.
Száraz eljárás (Gumimódosított Aszfalt): A gumiőrleményt az adalékanyag részeként adják hozzá (jellemzően a teljes keverék tömegének 1-3%-ában), és hagyományos kötőanyaggal keverik össze. A száraz eljárás egyszerűbb, de kevésbé javítja a teljesítményt, mint a nedves eljárás.
Az EPA és a Gumiabroncs Gyártók Szövetsége becslése szerint az Egyesült Államokban évente körülbelül 290 millió használt gumiabroncs keletkezik. A gumiőrlemény aszfaltburkolatokban történő felhasználása eltereli ezeket a gumiabroncsokat a lerakókról és gumiabroncs-telepekről, kilométerenként 500-2000 gumiabroncsot fogyasztva gumimódosított aszfaltburkolati sávonként. A gumival módosított burkolatok csökkentett közlekedési zajt is biztosítanak (jellemzően 2-5 dB csökkenés a hagyományos aszfaltfelületekhez képest), hozzájárulva a csendes burkolati kezdeményezésekhez.
Újrahasznosított anyag
Tipikus szűz helyettesítés
Elsődleges alkalmazás
Fő környezeti előny
RAP
15–50%
Aszfaltkeverékek
Kötőanyagot, adalékanyagot, lerakóhelyet takarít meg
RAS
A keverék 3-5%-a
Aszfaltkeverékek
Koncentrált kötőanyag-forrás, hulladék-eltérítés
RCA
20–100%
Alap, ágyazat, beton
Adalékanyagot takarít meg, csökkenti a bontási hulladékot
Pernye
15–40%
Beton, stabilizált alap
Csökkenti a cementigényt, hozzáadott értékű felhasználás
GGBFS
25–70%
Betonburkolatok
Csökkenti a cementet, javítja a tartósságot
Gumiőrlemény
A keverék 1-3%-a, a kötőanyag 10-20%-a
Aszfaltburkolat
Gumiabroncs-hulladék eltérítés, zajcsökkentés
Meleg- és Hidegkeverék Technológia
A meleg keverésű aszfalt (WMA) és a hideg keverésű aszfalt (CMA) olyan gyártási technológiák, amelyek csökkentik az aszfaltkeverékek gyártási és beépítési hőmérsékletét, jelentős környezeti és üzemeltetési előnyöket biztosítva a hagyományos meleg keverésű aszfalthoz (HMA) képest.
Meleg Keverésű Aszfalt (WMA)
A WMA-t a HMA-nál 30-120°F-fal (20-50°C) alacsonyabb hőmérsékleten gyártják — jellemzően 200-275°F (95-135°C) tartományban, szemben a HMA 300-350°F-jával (150-175°C). Az FHWA 2003 óta ismeri el a WMA-t kiemelt technológiaként, és kutatásokat, demonstrációs projekteket és bevezetést támogat a Warm Mix Asphalt Technical Working Group (TWG) segítségével.
A WMA technológiák három kategóriába sorolhatók:
Habosítási technológiák: A vízbázisú habosítás a legszélesebb körben használt WMA technológia. Finoman porlasztott vizet (jellemzően a kötőanyag tömegének 1,5-2,5%-a) fecskendeznek a forró kötőanyagba a keverés során, ami azonnali párolgást és a kötőanyag térfogatának növekedését okozza, átmenetileg csökkentve annak viszkozitását és javítva az adalékanyag bevonatát alacsonyabb hőmérsékleten. A vízbefecskendező rendszerek (pl. AquaBlack, Accu-Shear, Tri-Mix) a leggyakoribbak, ezeket követik a szintetikus zeolit adalékanyagok (pl. Advera, Aspha-Min), amelyek tömegük 18-21%-ában vizet tartalmaznak, amely 185-360°F-on (85-180°C) szabadul fel, szabályozott habosító hatást keltve.
Szerves adalékanyagok:Fischer-Tropsch (FT) viaszok (pl. Sasobit) és zsírsav-amidok (pl. Asphaltan B) a kötőanyag tömegének 0,5-3%-ában adagolva. Ezek az anyagok körülbelül 200°F (95°C) feletti hőmérsékleten olvadnak meg, csökkentve a kötőanyag viszkozitását, és lehűléskor kristályosodnak, növelve a merevséget és a nyomvályú-állóságot. Az FT viaszokat földgázból vagy szénelgázosításból állítják elő.
Kémiai adalékanyagok: Felületaktív anyag alapú adalékanyagok (pl. Evotherm, Cecabase, Iterlow) csökkentik a kötőanyag-adalékanyag rendszer felületi feszültségét, javítva a bevonatot és a megmunkálhatóságot csökkentett hőmérsékleten. A kémiai adalékanyagokat jellemzően a kötőanyag tömegének 0,3-0,8%-ában adagolják, és előnyük, hogy nem igényelnek berendezés-módosításokat.
WMA előnyök: A NAPA WMA Felmérése (2019) szerint 147,4 millió tonna WMA-t gyártottak az Egyesült Államokban, ami 26%-os növekedést jelent 2016-hoz képest. Dokumentált előnyök közé tartoznak: 20-35%-os üzemanyag-fogyasztás csökkenés; 15-40%-os CO₂-kibocsátás csökkenés; 18-35%-os SO₂-csökkenés; 18-30%-os NOx-csökkenés; 30-50%-os VOC- és füstkibocsátás csökkenés; javított munkakörülmények a gyárban és a burkolás helyszínén; meghosszabbított burkolási szezon (képesség alacsonyabb környezeti hőmérsékleten történő burkolásra); hosszabb szállítási távolságok (csökkentett keverékhűlés); javított tömörítés (alacsonyabb légpórustartalom azonos tömörítési erőfeszítés mellett); és a RAP-tartalom 5-15%-os növelésének képessége.
Hideg Keverésű Aszfalt (CMA)
A hideg keverésű aszfaltot környezeti hőmérsékleten — jellemzően 50-100°F-on (10-38°C) — gyártják és építik be, emulgeált aszfaltot vagy habosított aszfaltot használva kötőanyagként. A CMA megszüntet minden fűtéssel kapcsolatos energiafogyasztást és kibocsátást a gyártási folyamatból, elérve a maximális lehetséges energia- és kibocsátáscsökkentést az aszfaltkeverékek esetében.
Emulgeált aszfalt hideg keverékek aszfaltemulziót (60-70% aszfaltkötőanyag, 30-40% víz emulgeátorral) használnak, amely környezeti hőmérsékleten vonja be az adalékanyagot. A keveréket leterítik és tömörítik, majd az emulzió „megtörik" (kötőanyagra és vízre válik szét) párolgás útján, a maradék kötőanyag összekötve az adalékanyagokat. Kationos lassú kötésű (CSS) emulziókat használnak leggyakrabban sűrű szemeloszlású hideg keverékekhez; kationos közepes kötésű (CMS) és gyors kötésű (CRS) emulziókat nyitott szemeloszlású és javító keverékekhez használnak.
Habosított aszfalt hideg keverékek forró kötőanyagot (300-350°F / 150-175°C) használnak, amelyet víz befecskendezésével (a kötőanyag tömegének 1,5-3%-a) habosítanak a kötőanyag áramába, mielőtt hideg, nedves adalékanyagokkal kevernék össze. A hab gyorsan összeomlik, vékony kötőanyag-filmekkel vonva be az adalékanyagokat. A habosított aszfalt hideg keverékek különösen hatékonyak Hideg helyszíni újrahasznosítási (CIR) és Teljes mélységű rekultivációs (FDR) alkalmazásokban.
CMA teljesítmény: A Sustainability (MDPI) folyóiratban publikált átfogó áttekintések dokumentálják, hogy a CMA 35-50%-kal csökkenti az energiafogyasztást és 40-60%-kal a kibocsátásokat a HMA-hoz képest. A CMA azonban jellemzően hosszabb utókezelési időt igényel (7-28 nap a teljes szilárdság eléréséhez), alacsonyabb kezdeti szilárdsággal és magasabb légpórus-tartalommal rendelkezik, mint a HMA vagy WMA, ami alaprétegekre, kis forgalmú utakra, padkákra és ideiglenes burkolatokra korlátozza a használatát.
Helyszíni Újrahasznosítás
A helyszíni újrahasznosítási módszerek a meglévő burkolati anyagot a helyszínen dolgozzák fel és használják fel újra az új burkolati szerkezet részeként, kiküszöbölve a szállítást, lerakást és szűz anyaggyártást. Ezek a módszerek érik el a legmagasabb anyag-újrahasznosítási arányokat (70-100%) és a legnagyobb csökkenést a szállítással kapcsolatos környezeti hatásokban.
Hideg Helyszíni Újrahasznosítás (CIR)
A hideg helyszíni újrahasznosítás (CIR) egy burkolatfelújítási technika, amely a meglévő aszfaltburkolatot 3-6 hüvelyk (75-150 mm) mélységig marja, feldolgozza az anyagot (zúzás és osztályozás), stabilizáló szerrel (aszfaltemulzió, habosított aszfalt vagy kémiai adalékanyag) és gyakran fiatalítóval keveri össze, majd visszateríti és tömöríti az újrahasznosított keveréket — mindezt folyamatos gépsori műveletben, környezeti hőmérsékleten. A CIR a meglévő burkolati anyag 70-100%-át hasznosítja újra.
A CIR eljárás jellemzően 20-40%-os anyag- és költségmegtakarítást ér el a hagyományos marás-és-ráterhelés felújításhoz képest. Életciklus-értékelési tanulmányok (Cross et al., 2011) dokumentálják, hogy a CIR 40-65%-kal csökkenti az energiafogyasztást és 45-60%-kal az üvegházhatásúgáz-kibocsátást a hagyományos felújítási módszerekhez képest, amelyek magukban foglalják a mart anyag elszállítását és szűz adalékanyagok és kötőanyag behozatalát.
Az ARRA (Aszfalt Újrahasznosítási és Visszanyerési Szövetség) a CIR-t bevált technológiaként ismeri el, több mint 30 éves dokumentált teljesítményrekordokkal. A CIR-rel kezelt burkolatok jellemzően 8-15 év további élettartamot biztosítanak, ha meleg keverésű vagy meleg-aszfalt kopóréteggel kerülnek lefedésre.
Meleg Helyszíni Újrahasznosítás (HIR)
A meleg helyszíni újrahasznosítás (HIR) egy felújítási folyamat, amely a meglévő aszfaltburkolat felületét 250-300°F-ra (120-150°C) melegíti, a felmelegített anyagot ¾-2 hüvelyk (20-50 mm) mélységig felkaparja, a felkapart anyagot fiatalító szerrel és opcionálisan szűz adalékanyagokkal és kötőanyaggal keveri össze, majd az újrahasznosított keveréket egyetlen, folyamatos műveletben visszateríti és tömöríti. Az ARRA három HIR eljárást ismer el:
A melegítő felkaparás többszöri melegítési menetet, mechanikus felkaparást, fiatalító alkalmazást és újratömörítést foglal magában — legfeljebb 1 hüvelyk (25 mm) mélységig alkalmas. Az újraburkolás a HIR újrahasznosított réteget egyidejű vékony új HMA ráterheléssel kombinálja, amely közvetlenül az újrahasznosító gépsor mögött kerül leterítésre, termikus kötést létrehozva az újrahasznosított és az új rétegek között. Az újrakeverés összegyűjti a felkapart anyagot, fiatalítóval és opcionális szűz HMA-val keveri össze egy keverőben, majd a kevert anyagot egyetlen homogén rétegként alkalmazza.
A HIR ráterhelés nélkül jellemzően 3-8 év további burkolati élettartamot biztosít; a HIR ráterheléssel 10-12 évet vagy többet. A HIR megszünteti az anyagszállítást, 70-90%-kal csökkenti a szűz anyagfelhasználást, és 30-50%-kal csökkenti a teljes projekt energiafogyasztását a hagyományos marás-és-ráterheléshez képest. Az FHWA jelentése szerint a kaliforniai, wisconsini és texasi HIR projektek egyenértékű vagy jobb teljesítményt mutattak a hagyományos felújításhoz képest 30-50%-kal alacsonyabb költség mellett.
Teljes Mélységű Rekultiváció (FDR)
A teljes mélységű rekultiváció (FDR) egy burkolatfelújítási technika, amely a meglévő burkolati szerkezet teljes vastagságát (mind az aszfalt, mind az alaprétegeket) 6-18 hüvelyk (150-450 mm) mélységig porítja, a porított anyagot stabilizáló szerrel (cement, pernye, mész, habosított aszfalt vagy emulzió) keveri össze, majd a stabilizált anyagot új, homogén alaprétegként tömöríti. Az FDR általában kopóréteg ráterhelést kap.
Az FDR a meglévő burkolati anyagok 100%-át hasznosítja újra — aszfalt, alap és néha az altalaj is. Az Aszfalt Újrahasznosítási és Visszanyerési Szövetség jelentése szerint az FDR 50-70%-kal csökkenti az anyagköltségeket, 50-65%-kal az energiafogyasztást és 45-60%-kal az üvegházhatásúgáz-kibocsátást az újjáépítéshez (teljes eltávolítás és csere) képest. Az FDR emellett megszünteti a meglévő burkolati rétegek szerkezeti problémáit (tükröződő repedések, lehámlás, alapszennyeződés) egy új, homogén alapréteg létrehozásával.
Road Science — a Portland Cement Szövetség és az Aszfalt Intézet közös kiadványa — dokumentálja, hogy a megfelelően tervezett FDR projektek a hagyományos szemcsés alap 4-8 hüvelykének (100-200 mm) megfelelő szerkezeti számokat érnek el, 100 000-400 000 psi rugalmassági modulus értékekkel, a stabilizátor típusától és adagolásától függően.
Áteresztő Burkolatok
Az áteresztő burkolatok olyan tervezett burkolati rendszerek, amelyek lehetővé teszik a csapadékvíz beszivárgását a felületen keresztül az alatta lévő kőtároló rétegekbe és az eredeti talajba. Kulcsfontosságú Alacsony Hatású Fejlesztési (LID) és Zöld Infrastruktúra (GI) gyakorlatot képviselnek a városi csapadékvíz-gazdálkodásban. Két elsődleges típust használnak a burkolati alkalmazásokban: porózus aszfaltot és vízáteresztő betont.
Porózus Aszfalt
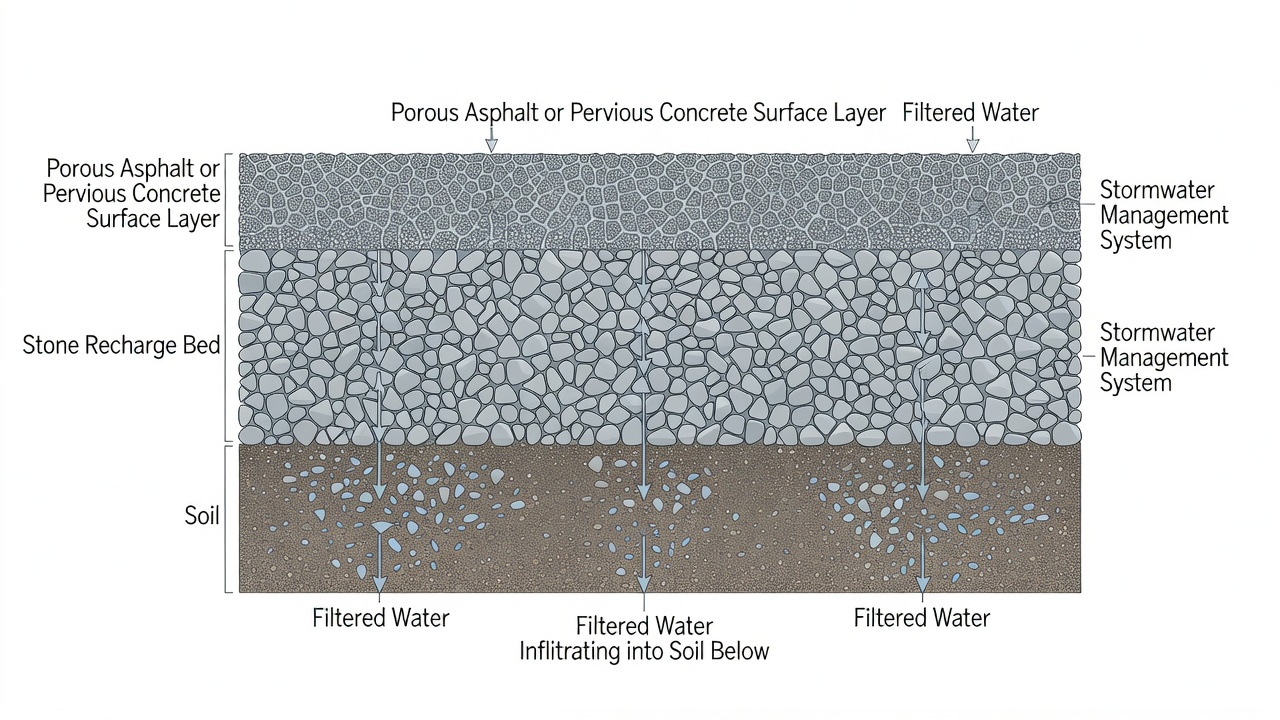
A porózus aszfalt egy nyitott szemeloszlású aszfaltkeverék csökkentett finomrész-tartalommal (jellemzően 12-18% légpórus-tartalom, szemben a sűrű szemeloszlású HMA 3-5%-ával), amely lehetővé teszi a víz áthaladását a burkolat felületén. A porózus aszfalt felületet egy kőtároló ágyra helyezik — egy vastag rétegre (jellemzően 12-36 hüvelyk / 300-900 mm) tiszta, egyenletes szemeloszlású zúzott kőből — amely tárolja a beszivárgott vizet és lehetővé teszi annak a altalajba szivárgását. A kőágy szerkezeti támaszt is biztosít a burkolat számára.
A porózus aszfalt rendszer a következőkből áll:
Porózus aszfalt felület: 2-4 hüvelyk (50-100 mm) vastag, bitumentartalma jellemzően 5,5-6,5%, polimerrel módosított kötőanyaggal a tartósság érdekében
Fojtóréteg: egy vékony (1-2 hüvelyk / 25-50 mm) réteg kisebb kőből (0,5 hüvelyk / 12,5 mm), amely megakadályozza a felületi anyag bevándorlását a tárolóágyba
Kőtároló ágy: 12-36 hüvelyk (300-900 mm) 1,5-2,5 hüvelykes (38-63 mm) tiszta zúzott kő, amely a tervezési csapadékeseményből (jellemzően a 90. percentilis vagy 1 éves, 24 órás esemény) származó csapadéknak megfelelő tároló térfogatot biztosít
Szűrőgeotextília: egy nem szőtt geotextília, amely elválasztja a kőágyat az altalajtól a finomrészek bevándorlásának megakadályozására
Alagcsövezés (opcionális): egy perforált cső a tárolóágy alján vagy annak közelében a felesleges víz elvezetésére, amikor az ágy megtelt, vagy amikor az altalaj beszivárgási sebessége nem elegendő
Teljesítményadatok: A New Hampshire-i Egyetem Csapadékvíz Központja (UNHSC) , az EPA és mások dokumentálták, hogy a megfelelően tervezett porózus aszfalt rendszerek: 80-98%-kal csökkentik a teljes elfolyási mennyiséget; 60-90%-kal csökkentik a csúcs elfolyási sebességet; 80-95%-ban eltávolítják a teljes lebegőanyagot (TSS); 60-70%-kal csökkentik az összes foszfort; 50-60%-kal csökkentik az összes nitrogént; 90-99%-kal csökkentik a nehézfémeket (cink, réz, ólom, kadmium); és 90%+ felett eltávolítják a kőolaj-szénhidrogéneket.
Vízáteresztő Beton
A vízáteresztő beton (más néven porózus beton vagy finomrész nélküli beton) portlandcement, durva adalékanyag, víz és kevés vagy semmilyen finom adalékanyag keveréke. A homok méretű adalékanyag hiánya összekapcsolódó üregeket hoz létre (15-35% térfogatarányban), amelyek lehetővé teszik a víz áthaladását az anyagon, jellemzően 2-10 gallon/perc/négyzetláb (80-400 L/perc/m²) beszivárgási sebességgel.
A vízáteresztő betont a porózus aszfalthoz hasonló kőtároló ágy rendszerre helyezik. A keveréktervezés jellemzően egyenletes szemeloszlású durva adalékanyagot (3/8-3/4 hüvelyk / 9,5-19 mm), víz-cement tényezőt 0,35-0,45 (kritikus a pórusösszeköttetés fenntartásához), cementtartalmat 500-700 lb/yd³ (300-420 kg/m³) használ, és gyakran tartalmaz kémiai adalékanyagokat (vízcsökkentők, kötéskésleltetők, hidratációs stabilizátorok) és kiegészítő cementáló anyagokat (pernye, szilícium-dioxid füst) a megmunkálhatóság és tartósság javítására.
Szerkezeti tervezés: A vízáteresztő beton burkolatokat jellemzően kis forgalmú alkalmazásokra tervezik, mint például parkolók, járdák, kerékpárutak és padkák. A nyomószilárdság 2000-4000 psi (14-28 MPa), a hajlítószilárdság pedig 350-600 psi (2,4-4,1 MPa) tartományban van.
Hosszú Élettartamú Burkolat (Örökburkolat)
Az örökburkolat (más néven hosszú élettartamú burkolat) olyan aszfaltburkolat, amelyet 50 évre vagy annál hosszabb élettartamra terveztek és építettek anélkül, hogy jelentős szerkezeti felújításra vagy újjáépítésre lenne szükség. A koncepciót először az Aszfaltburkolat Szövetség (APA) fogalmazta meg 2000-ben, és azóta világszerte gyorsan elfogadottá vált, mint a hagyományos 20 éves tervezés fenntartható alternatívája nagy forgalmú létesítmények esetében.
Tervezési Filozófia
Az örökburkolat koncepciója felismeri, hogy a burkolat fáradásos meghibásodása alulról felfelé terjedő repedésként indul — az aszfaltréteg alján lévő húzó igénybevételek a forgalmi terhelés hatására repedéseket indítanak el, amelyek felfelé terjednek. Ha az aszfaltréteg alján lévő húzó alakváltozás az anyag fáradási határértéke alatt tartható — az alakváltozási szint, amely alatt nem halmozódik fel fáradási károsodás a terhelésismétlések számától függetlenül — akkor a burkolat elméletileg korlátlan ideig tartósan szerkezeti fáradásos meghibásodás nélkül maradhat.
Az aszfaltkeverékek fáradási határértékét jellemzően 70-100 mikro alakváltozásnak (με) tekintik laboratóriumi vizsgálatok és terepi kalibráció alapján. Az örökburkolat-tervezés mechanisztikus-empirikus (M-E) elemzést használ (gyakran a PerRoad szoftverrel, amelyet az Auburn Egyetem Nemzeti Aszfalttechnológiai Központja fejlesztett ki) a kritikus húzó alakváltozás kiszámítására az aszfaltréteg alján, és a rétegvastagságok olyan megválasztására, hogy a húzó alakváltozás a tervezési forgalmi spektrum esetén a fáradási határérték alatt maradjon.
Szerkezeti Rétegek
Az örökburkolatok többrétegű rendszerként épülnek fel, eltérő funkciókkal:
Alsó réteg (fáradásálló réteg): 4-6 hüvelyk (100-150 mm) vastag, magas kötőanyag-tartalommal (jellemzően a keverék tömegének 5,5-6,5%-a), optimalizált VMA-val (ásványi adalékanyag hézagtartalma 14-17%) és lágy kötőanyag osztállyal (PG 58-28 vagy lágyabb) tervezve. Ez a réteg biztosítja a maximális ellenállást az alulról felfelé terjedő fáradási repedéssel szemben. A gazdag alsó rétegek Gazdag Alsó Alap (RBB) tervezést használhatnak, a kötőanyag-tartalom 0,5-1,0%-kal magasabb a hagyományos keverékeknél.
Köztes réteg (terheléselosztó réteg): 4-6 hüvelyk (100-150 mm) nagy modulusú aszfaltkeverék, amelyet a forgalmi terhelések széles területen történő elosztására terveztek, csökkentve az alsó réteg és az altalaj feszültségét. Ez a réteg merev kötőanyagot (PG 76-22 vagy magasabb) és kiváló minőségű adalékanyagokat használ a 1 500 000-2 500 000 psi (10 000-17 500 MPa) modulusértékek eléréséhez szabványos körülmények között.
Kopóréteg: 1,5-2,5 hüvelyk (38-63 mm) nyomvályú-álló, tartós felületi keverék, jellemzően polimerrel módosított kötőanyagot és hézagos vagy kőmasztix aszfalt (SMA) szemeloszlást használva. A kopóréteget 15-20 évenként újítják meg a felső 1,5-2,5 hüvelyk lemarásával és új felületi keverékkel való helyettesítésével — ez az egyetlen karbantartás, amely a burkolat szerkezeti élettartama alatt szükséges.
Előnyök és Teljesítmény
Az APA Örökburkolat Díj programja több mint 200 örökburkolati projektet ismert el az Egyesült Államokban. Dokumentált előnyök közé tartoznak: 50+ év szerkezeti tervezési élettartam; 20-40%-os életciklus-költség megtakarítás a hagyományos 20 éves burkolattervezéshez képest; csökkentett anyagfelhasználás (nincs újjáépítési ciklus); csökkentett felhasználói késleltetések (csak vékony felületmegújítási fennakadások); csökkentett hulladékkeletkezés (nincs bontási törmelék); és 25-45%-kal alacsonyabb életciklus-energiafogyasztás és -kibocsátás.
Figyelemre méltó örökburkolati példák közé tartozik az I-35 Texasban (eredeti szakasz az 1960-as évekből, még mindig üzemben, csak időszakos felületmegújítással), az I-295 Baltimore közelében, Maryland (50+ évre tervezve, a felület a 20. évben megújítva minimális beavatkozással), valamint a Missouri és Wisconsin államközi autópályái, amelyek meghaladták a 30 éves szolgálatot csak felületmegújítással.
Életciklus-értékelés (LCA)
Az életciklus-értékelés (LCA) az a szisztematikus módszertan, amelyet a burkolat környezeti hatásainak számszerűsítésére használnak az életciklus minden szakaszában. Az LCA-t az ISO 14040 (elvek és keretrendszer) és az ISO 14044 (követelmények és irányelvek) szabályozza, a burkolatokra vonatkozó ágazatspecifikus útmutatást az FHWA Burkolat LCA Keretrendszere, a Nemzetközi EPD Rendszer és az ISO 21930 (fenntarthatóság az épületépítésben — környezeti terméknyilatkozatok építési termékekhez) biztosítja.
LCA Szakaszok Burkolatok Esetében
A burkolat életciklusát életciklus-szakaszokra osztják az EN 15804 és ISO 21930 szerint:
Termék szakasz (A1–A3): Lefedi a nyersanyagok kitermelését és feldolgozását (A1), a nyersanyagok gyártásba szállítását (A2), valamint a burkolati komponensek gyártását (A3). Aszfalt esetében ez magában foglalja az adalékanyag-kitermelést és zúzást, az aszfaltkötőanyag finomítását és szállítását, valamint a meleg/meleg keverésű gyártást. Beton esetében ez magában foglalja a cementgyártást, adalékanyag-kitermelést, betonkeverést. A termék szakasz jellemzően a burkolatok teljes életciklus-hatásainak 50-80%-áért felelős.
Építési szakasz (A4–A5): Lefedi az anyagok szállítását a gyártóüzemből a projekt helyszínére (A4) és az építőberendezések műveleteit (A5) — terítés, tömörítés, befejezés, utókezelés. Az építés jellemzően a teljes hatások 5-20%-át teszi ki.
Használati szakasz (B1–B8): Lefedi a burkolat teljes élettartamát, beleértve: karbantartás (B1–B2) — repedéskitöltés, foltozás, felületkezelések; felújítás (B3–B5) — ráterhelések, újrahasznosítás, födémcsere; üzemeltetési energiafelhasználás (B6) — világítás, szivattyúzás; és felhasználói hatások — jármű-üzemanyag-fogyasztás, gördülési ellenállás (B8). A használati szakasz a teljes életciklus-hatások 50-80%-át teheti ki, ha a felhasználói üzemanyag-fogyasztási hatásokat is figyelembe veszik (a MIT Beton Fenntarthatósági Központja által dokumentált „használati szakasz dominancia" hatás).
Életciklus vége szakasz (C1–C4): Lefedi a bontást (C1), a hulladékfeldolgozásba szállítást (C2), a hulladékfeldolgozást (C3) és a lerakást (C4). Az újrahasznosítás és újrafelhasználás életciklus végi jóváírásait a D modulban (a rendszerhatáron túli előnyök és terhek) számolják el.
Hatáskategóriák
A burkolati LCA több környezeti hatáskategóriát értékel, amelyeket az Egyesült Államokban a TRACI (Tool for Reduction and Assessment of Chemicals and Other Environmental Impacts) , Európában a CML és ReCiPe módszerek határoznak meg:
Hatáskategória
Mértékegység
Elsődleges burkolati hozzájárulók
Globális felmelegedési potenciál (GWP)
kg CO₂ eq
Cementgyártás, aszfaltfűtés, dízel égés
Savasodási potenciál (AP)
kg SO₂ eq
Dízel berendezések, cementkemencék
Eutrofizációs potenciál (EP)
kg N eq
Építési elfolyás, anyaggyártás
Szmogképződési potenciál (SFP)
kg O₃ eq
VOC-kibocsátások aszfaltból, dízel NOx
Ózonréteg-károsítási potenciál (ODP)
kg CFC-11 eq
Hűtőközegek, habosítószerek
Elsődleges energiaigény (PED)
MJ
Minden gyártási és építési energia
Vízfogyasztás
m³
Betongyártás, porcsökkentés
LCA a Döntéshozatalban
A MIT Beton Fenntarthatósági Központja (CSHub) széles körben publikált a burkolati LCA módszertanról és eredményekről. A CSHub kutatásának kulcsfontosságú megállapításai: a burkolat élettartamának 20-ról 50 évre történő meghosszabbítása 30-50%-kal csökkenti a teljes életciklus-hatásokat; a használati szakasz (a burkolat érdességével és merevségével kapcsolatos jármű-üzemanyag-fogyasztás) dominálhatja a teljes életciklus-hatásokat nagy forgalmú utak esetében; az újrahasznosított anyagok használata 15-30%-kal csökkenti a termék szakasz hatásait.
Az FHWA Burkolat LCA Keretrendszere (FHWA-HIF-15-015 szám alatt publikálva) szabványosított útmutatást nyújt burkolati projektek LCA-jának elvégzéséhez. A keretrendszer javasolja, hogy minden burkolati LCA tanulmány: egyértelműen határozza meg a funkcionális egységet, a rendszerhatárt és az elemzési időszakot; foglaljon magában minden életciklus-szakaszt (minimum A1–A5, B3–B5 és C1–C4); használjon konzisztens hatásértékelési módszereket; és az átláthatóság érdekében jelentse az összes kulcsfontosságú adatforrást és feltételezést.
Környezeti Terméknyilatkozatok (EPD-k)
A környezeti terméknyilatkozatok (EPD-k) szabványosított, harmadik fél által ellenőrzött dokumentumok, amelyek átláthatóan kommunikálják egy termék környezeti hatásait annak életciklusa során. Az EPD-k az ISO 14025 (III. típusú környezeti nyilatkozatok) és ISO 21930 (az építési termékek EPD-jének alapszabálya) szerint elvégzett életciklus-értékelésen (LCA) alapulnak. Az EPD-k lehetővé teszik a különböző, azonos funkciót betöltő termékek környezeti teljesítményének közvetlen összehasonlítását, és támogatják a tájékozott beszerzési döntéseket.
EPD Szerkezet és Tartalom
Egy burkolati anyag EPD egy Termékkategória Szabály (PCR) alapján készül — ez egy adott termékkategóriára vonatkozó specifikus szabályok, követelmények és irányelvek összessége az EPD-k kidolgozásához. A National Asphalt Pavement Association (NAPA) és a Portland Cement Association (PCA) iparági (általános) PCR-eket és EPD-ket dolgozott ki aszfaltkeverékekre, illetve betonra. Az egyes gyártók termékspecifikus EPD-ket is kidolgozhatnak a tényleges gyártási adataik alapján.
Egy EPD a környezeti hatásokat deklarált egységenként jelenti — jellemzően 1 metrikus tonna aszfaltkeverék vagy 1 köbméter beton. A hatásokat életciklus-modulonként (A1–A3, A4, A5 stb.) jelentik a következőkre:
Globális felmelegedési potenciál (GWP) kg CO₂ eq-ban
Ózonréteg-károsítási potenciál (ODP) kg CFC-11 eq-ban
Savasodási potenciál (AP) kg SO₂ eq-ban
Eutrofizációs potenciál (EP) kg N eq-ban
Szmogképződési potenciál (SFP) kg O₃ eq-ban
Elsődleges energiaigény (PED), mind megújuló, mind nem megújuló, MJ-ban
Anyagi erőforrás-fogyasztás kg-ban
EPD Ellenőrzés és Regisztráció
Az EPD-ket harmadik fél által kell ellenőriztetnie egy akkreditált ellenőrző szervvel. Az ellenőrzés megerősíti, hogy az LCA és az EPD megfelel az ISO 14025, ISO 21930 és az alkalmazandó PCR követelményeinek. Az ellenőrzött EPD-ket közzéteszik és regisztrálják egy EPD programüzemeltetőnél — ilyen például a UL Environment, az ASTM International, a Nemzetközi EPD Rendszer és az NSF International.
2025-ig Észak-Amerikában több mint 2500 építőanyag EPD-t regisztráltak, köztük több száz aszfaltkeverék és beton EPD-t. A NAPA Emerald Eco-Label programja több mint 200 EPD-t publikált aszfaltkeverékekre 60+ gyártótól, lefedve mind az 50 amerikai államot.
EPD Használata a Beszerzésben
Az EPD-ket egyre gyakrabban követelik meg a burkolati beszerzésekben, amit a Buy Clean politikák és a zöld épületminősítési rendszerek hajtanak:
Buy Clean California (2022) EPD-ket követel meg szerkezeti acél, betonacél, beton és aszfalt esetében az államilag finanszírozott infrastrukturális projektekben bizonyos küszöbértékek felett.
Buy Clean Washington (2023) EPD-ket követel meg betonra és aszfaltra az államilag finanszírozott projektekben, meghirdetett maximális GWP-határértékekkel.
Buy Clean Colorado (2024) EPD-ket követel meg betonra, acélra és aszfaltra az állami infrastrukturális projektekben.
LEED v5 (2024) krediteket tartalmaz az EPD-optimalizálásra, megkövetelve az EPD-vel fedett termékek használatát és jutalmazva az alacsonyabb GWP-vel rendelkező termékek kiválasztását.
Envision (fenntartható infrastruktúra minősítés) krediteket ad az EPD-k megköveteléséért és használatáért a projekt anyagaihoz.
A Greenroads tartalmazza az EPD-dokumentáció és -használat követelményeit.
Az EPD-alapú beszerzés tendenciája piaci ösztönzőket teremt a gyártók számára termékeik környezeti lábnyomának csökkentésére, valamint a tervezők számára az alacsonyabb hatású anyagok előnyben részesítésére.
Fenntarthatósági Előírások
A műszaki előírások és minősítő rendszerek biztosítják azt a keretrendszert, amelyen belül a fenntartható burkolatokat tervezik, építik és ellenőrzik. A legfontosabb előírások a következők:
Nemzetközi Szabványok
ISO 14040/14044: Az LCA módszertan alapvető szabványai, amelyek meghatározzák az LCA négy fázisát: a cél és hatókör meghatározása, leltárelemzés, hatásértékelés és értelmezés.
ISO 14025: Meghatározza a III. típusú környezeti nyilatkozatok (EPD-k) elveit és eljárásait, beleértve a termékkategória szabályok (PCR-ek) és a harmadik fél általi ellenőrzés követelményét.
ISO 21930: Megadja az építési termékek és szolgáltatások, beleértve a burkolatokat, környezeti terméknyilatkozatainak alapszabályait. Ez a szabvány határozza meg az életciklus-modulokat, a jelentési formátumot és a hatáskategóriákat.
EN 15804: Az európai szabvány az építési termékek EPD-jére, harmonizálva az ISO 21930 szabvánnyal. Az EN 15804+A2 (2021) további hatáskategóriákat és frissített jellemzési tényezőket tartalmaz.
Burkolattervezési Előírások
FHWA Fenntartható Burkolat Program: Átfogó program, amely útmutatást, eszközöket és forrásokat biztosít a fenntarthatóság burkolattervezésbe és -gazdálkodásba való integrálásához. A program magában foglalja a Burkolat LCA Keretrendszert, a Fenntartható Burkolatok Eszközt és a RAP-ra, WMA-ra és áteresztő burkolatokra vonatkozó műszaki útmutatást.
FAA AC 150/5320-6G: Repülőtéri burkolat tervezés és értékelés — engedélyezi az újrahasznosított anyagok (RAP, RCA, pernye) és meleg keverésű technológiák használatát repülőtéri burkolatokban, feltéve, hogy az újrahasznosított keverékek megfelelnek az összes alkalmazandó teljesítmény-előírásnak (P-401, P-501, P-209 stb.).
ICAO Doc 9157 3. rész: Repülőtér-tervezési Kézikönyv, 3. rész: Burkolatok — nemzetközi útmutatást nyújt a fenntartható burkolati gyakorlatokról, beleértve az újrahasznosított anyagok használatát, LCA elveket és burkolatmegőrzési stratégiákat.
AASHTO PP 105: Szabványos gyakorlat a kiegyensúlyozott keveréktervezéshez — keretet biztosít a teljesítményalapú aszfaltkeverék-tervezéshez, amely lehetővé teszi a megnövelt RAP-tartalmat, miközben biztosítja a repedés- és nyomvályú-állóságot teljesítményvizsgálatokon keresztül.
Fenntarthatósági Minősítő Rendszerek
LEED (Leadership in Energy and Environmental Design): A LEED v5 minősítő rendszer krediteket tartalmaz a következőkhöz: Fenntartható Helyszínek (csapadékvíz-gazdálkodás áteresztő burkolatokon keresztül), Anyagok és Erőforrások (újrahasznosított tartalom, regionális anyagok, EPD-k) és Innováció (fejlett fenntarthatósági gyakorlatok). A burkolatok hozzájárulhatnak a LEED-tanúsítványhoz épület- és kampuszprojektek esetében.
Envision: Átfogó fenntartható infrastruktúra minősítő rendszer, amelyet a Fenntartható Infrastruktúra Intézete (ISI) fejlesztett ki. Az Envision 64 fenntarthatósági kreditet fed le öt kategóriában: Életminőség, Vezetés, Erőforrás-elosztás, Természeti Világ, valamint Klíma és Ellenálló képesség. A burkolati projektek krediteket szerezhetnek az újrahasznosított anyaghasználatért, LCA-ért, EPD-kért, csapadékvíz-gazdálkodásért és meghosszabbított élettartamért.
Greenroads: Kifejezetten úthálózati projektekre kidolgozott fenntarthatósági minősítő rendszer, amelyet a Greenroads Alapítvány fejlesztett ki. A Greenroads krediteket ad a következőkért: burkolati technológia (WMA, áteresztő burkolat, örökburkolat), anyagok (újrahasznosított tartalom, helyi anyagok, EPD-k), hozzáférés és méltányosság, valamint építési gyakorlatok (kibocsátáscsökkentés, hulladékgazdálkodás).
Buy Clean Politikák
A Buy Clean politikák megkövetelik, hogy a közinfrastrukturális projektekben használt építőanyagok megfeleljenek a maximális beágyazott szén-dioxid határértékeknek, és EPD-k fedjék le őket. 2025-ig a Buy Clean politikákat a következők fogadták el: Kalifornia, Colorado, Washington, Minnesota, Oregon, New Jersey, New York és az Egyesült Államok Általános Szolgáltatási Hivatala (szövetségi projektekre). Ezek a politikák közvetlenül befolyásolják a burkolati anyagokra vonatkozó előírásokat azáltal, hogy EPD-benyújtást követelnek meg az ajánlatokkal együtt, és maximális GWP-határértékeket határoznak meg, kg CO₂ eq per tonna aszfaltkeverék vagy per köbméter beton formájában.
Fenntartható Burkolatok Vizsgálata
A fenntartható burkolati választások — újrahasznosított tartalom, meleg keverésű gyártás, áteresztő felületek, hosszú élettartamú tervezés — a burkolatvizsgálat minden aspektusát érintik, az építés előtti anyagellenőrzéstől az építés utáni átvételi vizsgálaton át a folyamatos állapotfigyelésig. A vizsgálati szakembereknek ismerniük kell az egyes fenntartható technológiák speciális vizsgálati követelményeit.
Anyagellenőrzési Vizsgálat
Újrahasznosított tartalmú burkolatok esetében a vizsgálatnak ellenőriznie kell:
RAP minőség és konzisztencia: A vizsgálóknak ellenőrizniük kell, hogy a RAP készletek megfelelően forrásonként elkülönítve, előírás szerint zúzva és osztályozva, valamint káros anyagoktól mentesek. A RAP mintavétel és vizsgálat az AASHTO T 2 és AASHTO T 168 szerint meg kell, hogy erősítse a kötőanyag-tartalmat (AASHTO T 164), a szemeloszlást (AASHTO T 30) és a kötőanyag tulajdonságait (kitermelés és visszanyerés ASTM D2172/D1856 szerint). A RAP nedvességtartalmát figyelni kell, mivel a magas nedvességtartalom befolyásolhatja a WMA gyártást és a keverék hőmérséklet-szabályozását.
RAS minőség: A vizsgálóknak ellenőrizniük kell, hogy a RAS-t feldolgozták a káros anyagok (szegek, fa, nemez, műanyag) eltávolítása céljából, és az előírásnak megfelelő méretű. A RAS kötőanyag-tartalom vizsgálata kritikus a magas kötőanyag-tartalom (20-30%) és annak a teljes kötőanyag-tartalom számítására gyakorolt hatása miatt.
SCM ellenőrzés: Pernye és GGBFS esetében betonburkolatokban a vizsgálóknak ellenőrizniük kell: a forrás tanúsítását az ASTM C618 (pernye) vagy ASTM C989 (GGBFS) szerint; finomságot, fajsúlyt és kémiai összetételt; valamint tárolási körülményeket (a pernyét száraz silókban kell tárolni a hidratáció megelőzése érdekében). A cementhelyettesítés százalékát a jóváhagyott keveréktervben és a keverési nyilvántartásokon keresztül kell ellenőrizni.
Gumiőrlemény ellenőrzés: Aszfaltgumi kötőanyagok esetében a vizsgálóknak ellenőrizniük kell: a gumiőrlemény szemeloszlását, forrását (gumiabroncs típusa) és a kötőanyag tömegére vonatkoztatott százalékát; a reakció hőmérsékletét és idejét (45-90 perc 350-400°F-on); valamint a kötőanyag tulajdonságait (viszkozitás, rugalmasság) az ASTM D6114 (Aszfalt-Gumi Kötőanyag Szabványos Előírása) szerint.
Meleg-Aszfalt Vizsgálat
A WMA speciális vizsgálati eljárásokat igényel a hagyományos HMA vizsgálaton túl:
Hőmérséklet-figyelés: A WMA kulcsfontosságú átvételi kritériuma a gyártási hőmérséklet. Infravörös hőmérők és hőmérséklet-szondák segítségével ellenőrizni kell, hogy a WMA-t az előírt hőmérséklet-tartományban (jellemzően 200-275°F / 95-135°C, technológiától függően) gyártják és helyezik el. Mind a gyártási hőmérsékletet (az üzemben), mind a beépítési hőmérsékletet (a terítőnél) dokumentálni kell.
Habosítási rendszer ellenőrzés: Vízbefecskendezéses WMA esetében a vizsgálóknak ellenőrizniük kell, hogy a befecskendező rendszer megfelelően működik: víz áramlási sebesség (a kötőanyag tömegének 0,8-2,5%-a), kötőanyag áramlási sebesség és a habosító fúvóka állapota. A habosítási jellemzőket — beleértve a tágulási arányt (jellemzően az eredeti kötőanyag-térfogat 3-8-szorosa) és a felezési időt (a hab összeomlásának ideje a maximális térfogat felére, jellemzően 10-30 másodperc) — az AASHTO előírások szerint kell ellenőrizni.
Adalékanyag adagolás ellenőrzés: Kémiai és szerves adalékanyagos WMA technológiák esetében a vizsgálóknak ellenőrizniük kell, hogy az adalékanyagot az előírt arányban adagolják. Ez magában foglalja: az adalékanyag-tartályszintek, áramlásmérő leolvasások és befecskendező rendszer kalibrációjának ellenőrzését; az adalékanyag elemzési tanúsítványainak áttekintését; valamint annak megerősítését, hogy az adalékanyag nem lépte túl eltarthatósági idejét.
Tömörítési vizsgálat: A WMA a HMA-tól eltérően tömörödik a csökkentett hőmérséklet és a módosított kötőanyag-reológia miatt. Nukleáris sűrűségmérővel vagy magmintás sűrűségvizsgálattal azonos gyakorisággal kell vizsgálni, mint a HMA projekteknél, de az átvételi kritériumokat a WMA technológiától függően módosítani kell. Hőmérséklet-sűrűség görbéket kell készíteni a próbaszakasz (tesztszakasz) során a tömörítési hőmérsékleti ablak meghatározásához.
Áteresztő Burkolatok Vizsgálata
Az áteresztő burkolatok olyan vizsgálati protokollokat igényelnek, amelyek egyediek a kettős csapadékvíz-szerkezeti funkciójukhoz:
Felületi beszivárgási sebesség: Az ASTM C1701/C1701M vizsgálat (Szabványos Vizsgálati Módszer a Helyszíni Vízáteresztő Beton Beszivárgási Sebességére) mind vízáteresztő betonra, mind porózus aszfaltra használatos. Egy dupla gyűrűs infiltrométert vízvezeték-szigetelő gitt segítségével rögzítenek a burkolat felületéhez, a vizet a belső gyűrűn keresztül előnedvesítik, és a beszivárgási sebességet a mért vízmennyiség beszivárgásához szükséges időként mérik. A minimálisan elfogadható beszivárgási sebességek jellemzően 0,8-1,0 hüvelyk/óra (20-25 mm/óra). Az átvételi vizsgálatot a burkolat 5000-10 000 négyzetláb (450-950 m²) területére vetítve egy vizsgálat gyakorisággal kell elvégezni.
Légpórus-tartalom: A porózus aszfalt átvételéhez jellemzően a légpórus-tartalom (cél: 15-20%) ellenőrzése szükséges magmintás vizsgálattal az ASTM D3203 vagy AASHTO T 269 szerint. Vízáteresztő beton esetében a pórustartalmat az ASTM C1754 (Szabványos Vizsgálati Módszer a Vízáteresztő Beton Sűrűségének és Pórustartalmának Meghatározására) szerint mérik.
Kőtároló ágy vizsgálata: A kőtároló ágyat ellenőrizni kell: adalékanyag szemeloszlás (egyenletes szemeloszlású 1,5-2,5 hüvelykes kő az előírás szerint); ágyvastagság (felméréssel vagy szondával mérve); szűrőgeotextília állapota (nincs szakadás, megfelelő 12-18 hüvelykes átfedés); valamint alagcső elhelyezés, lejtés és kifolyási állapot.
Üledékfelhalmozódás figyelése: Az áteresztő burkolat teljesítménye idővel romlik, ahogy üledék halmozódik fel a felületi pórusokban. A rendszeres vizsgálatnak (negyedévente-évente) tartalmaznia kell: vizuális ellenőrzést a felületi vízgyülemlésre; felületi üledékmérést (felgyülemlett üledék mélysége, ha van); eltömődés felmérést felületi beszivárgási vizsgálattal; és porszívózás ütemezését, amikor a beszivárgási sebességek a minimális küszöbérték alá esnek.
Örökburkolat Vizsgálata
Az örökburkolat vizsgálata a szerkezeti rétegek tulajdonságainak ellenőrzésére és a hosszú élettartamú tervezést veszélyeztető károsodási mechanizmusok figyelésére összpontosít:
Gazdag alsó alap vizsgálata: A fáradásálló alsó réteg ellenőrzést igényel: kötőanyag-tartalom (0,5-1,0%-kal magasabb, mint a hagyományos alapkeverékeknél); légpórus-tartalom (cél: 3-5%); és VMA (minimum 14-17%). A kötőanyag-tartalmat és a szemeloszlást 500-1000 tonnánként kell ellenőrizni.
Köztes réteg modulusza: A nagy modulusú köztes rétegnek el kell érnie a tervezési modulusértéket. A dinamikus modulus vizsgálatot (AASHTO TP 132) laboratóriumban tömörített vagy terepi magmintákon kell elvégezni annak ellenőrzésére, hogy a modulus 68°F-on (20°C), 10 Hz-en eléri vagy meghaladja a tervezési értéket.
Kopófelület megújításának figyelése: Az örökburkolatoktól elvárt egyetlen rutin karbantartás a felület 15-20 évenkénti megújítása. A vizsgálatnak figyelnie kell: nyomvályú mélységet (jellemzően < 0,25 hüvelyk / 6 mm váltja ki a megújítás tervezését); felületi repedezettséget (hálós repedések, termikus repedések, kigömbölyödés); és súrlódást (μ-értékek az FAA szabványok szerint). Falling Weight Deflectometer (FWD) vizsgálatot 5-7 évenként kell végezni annak ellenőrzésére, hogy a szerkezeti rétegek épek (nincs alulról felfelé terjedő fáradási károsodás), és hogy csak a felületi réteg szorul megújításra.
Helyszíni Újrahasznosítás Vizsgálata
A CIR, HIR és FDR projektek speciális vizsgálatot igényelnek:
Újrahasznosított réteg vastagsága és egyenletessége: A vizsgálóknak rendszeres időközönként (jellemzően 500-1000 láb / 150-300 m) mérniük kell a feldolgozási mélységet. Az AASHTO T 310 (nukleáris mérőműszeres mélységmérés) vagy magminta-vétel ellenőrizheti, hogy a marási/felkaparási mélység megegyezik-e a tervezési mélységgel.
Fiatalító adagolás és keverés: CIR és HIR esetében a fiatalító adagolást ellenőrizni kell a jóváhagyott keveréktervhez képest. A fiatalító befecskendező rendszer áramlásmérőit kalibrálni kell, és a leolvasásokat rögzíteni kell. A keverés egyenletességét vizuálisan kell értékelni — az újrahasznosított anyagnak színben és textúrában homogénnek kell lennie, csíkok vagy csomók nélkül.
CIR nedvességtartalom: Emulzióalapú CIR esetében az újrahasznosított keverék nedvességtartalma a beépítéskor kritikus. Az ASTM D4643 (mikrohullámú nedvességvizsgálat) vagy ASTM D6307 (izzításos módszer) használható a nedvességtartalom ellenőrzésére az előírt tartományon belül (jellemzően 3,5-6,0% a keverékre a beépítéskor).
FDR stabilizátor-tartalom: Cementtel vagy pernyével történő stabilizáció esetén a vizsgálóknak ellenőrizniük kell: a stabilizátor kijuttatási arányát (jellemzően a szóró teherautó kalibrációs jegyeivel mérve); a keverési mélységet és egyenletességet; a nedvességtartalmat a tömörítéshez; és a tömörséget (nukleáris mérőműszerrel vagy homokkúppal az AASHTO T 191 vagy T 310 szerint).
EPD és Dokumentáció Vizsgálata
Ahogy az EPD-k és a Buy Clean politikák egyre elterjedtebbé válnak, a vizsgálat magában foglalja a környezeti dokumentáció ellenőrzését:
EPD ellenőrzés: A vizsgálóknak meg kell erősíteniük, hogy: az EPD-k érvényesek (5 éven belüli érvényességi időszak); az EPD-k megegyeznek a szállított konkrét termékkel (ugyanaz az üzem, ugyanaz a keverékterv, ugyanaz a jelentett GWP); az EPD-k harmadik fél által ellenőrzöttek és egy jóváhagyott programüzemeltetőnél regisztráltak; valamint az EPD által megkövetelt dokumentációt (anyagmennyiségek, forrástávolságok, gyártási dátumok) vezetik.
Újrahasznosított tartalom dokumentációja: Minden újrahasznosított anyag szállítását dokumentálni kell: anyagforrás, mennyiség, dátum és a beszállító tanúsítása az újrahasznosított tartalom százalékáról.
Helyi anyagok dokumentációja: Ha helyi anyagkövetelmények léteznek (pl. 50 mérföldes sugár), a szállítási dokumentációt (teherautó-jegyek, forráshely-térképek) meg kell őrizni.
Építési kibocsátások dokumentációja: Kibocsátáscsökkentési követelményekkel rendelkező projektek esetében (pl. nem-megfelelőségi területi projektek) az üzemanyag-felhasználási nyilvántartásokat, a berendezések kibocsátási tanúsítványait (Tier 4 motorok) és az alapjárati csökkentési dokumentációt meg kell őrizni.
A Fenntartható Burkolati Elvek Összefoglalása
A fenntartható burkolattervezés integrálja az anyaghatékonyságot, az energiamegtakarítást, a kibocsátáscsökkentést, a vízgazdálkodást és a meghosszabbított élettartamot egy egységes tervezési és építési keretrendszerbe. Az ebből az átfogó áttekintésből kirajzolódó legfontosabb elvek a következők:
Az anyagok az elsők: A legnagyobb hatású fenntartható burkolati stratégia az újrahasznosított és hulladékanyagok — RAP, RAS, RCA, pernye, GGBFS és gumiőrlemény — használatának maximalizálása. Ezek az anyagok megőrzik a természeti erőforrásokat, csökkentik az energiafogyasztást, alacsonyabb kibocsátást eredményeznek, és eltérítik a hulladékot a lerakókról, miközben megfelelő tervezés esetén fenntartják vagy javítják a burkolat teljesítményét.
A hőmérséklet számít: A gyártási és beépítési hőmérsékletek csökkentése WMA technológiával azonnali, igazolható energiafogyasztás- (20-35%) és kibocsátáscsökkenést (15-40%) eredményez. A CMA még nagyobb csökkenést ér el, bizonyos teljesítménybeli kompromisszumok árán.
A víz erőforrás: Az áteresztő burkolatok a burkolati felületeket csapadékvíz-problémából csapadékvíz-megoldássá alakítják, 50-90%-kal csökkentve az elfolyás mennyiségét és olyan vízminőségi kezelést biztosítva, amely megfelel vagy meghaladja a szabályozási követelményeket.
Életciklus-szemlélet: Az LCA tudományos alapot nyújt a különböző burkolati anyagok, tervek és karbantartási stratégiák közötti kompromisszumok értékeléséhez. Biztosítja, hogy az egyik életciklus-szakaszban a hatások csökkentésére hozott döntések ne növeljék meg véletlenül a hatásokat egy másik szakaszban.
A hosszú élettartam zöld: A burkolat élettartamának meghosszabbítása örökburkolat-tervezéssel 25-50%-kal csökkenti az összes környezeti hatást szolgálati évenként a rövidebb tervezési élettartamú, újjáépítést igénylő hagyományos burkolatokhoz képest.
A mérés lehetővé teszi a gazdálkodást: Az EPD-k és a Buy Clean politikák olyan piaci mechanizmusokat hoznak létre, amelyek folyamatos fejlődést hajtanak a burkolati anyagok környezeti teljesítményében. Átlátható, ellenőrzött környezeti adatok nélkül a fenntarthatósági állítások nem igazolhatók.
A vizsgálat alkalmazkodik: A fenntartható burkolati technológiák adaptált vizsgálati protokollokat igényelnek — az újrahasznosított anyagminőség, a WMA gyártási körülmények, az áteresztő burkolat teljesítmény, az örökburkolat szerkezeti megfigyelés és az EPD dokumentáció területén. A vizsgálókat ki kell képezni annak ellenőrzésére, hogy a fenntartható burkolatok megfelelnek-e minden műszaki és környezeti előírásnak.
Gyakran Ismételt Kérdések
A fenntartható burkolat öt kulcsfontosságú dimenzió mentén minimalizálja a környezeti hatásokat: újrahasznosított és hulladékanyagok használata (RAP, RAS, pernye, salak, gumiabroncs-granulátum); csökkentett energiafogyasztás és üvegházhatásúgáz-kibocsátás a gyártás és építés során (meleg- és hidegkeverék technológiák); csapadékvíz-gazdálkodás (áteresztő burkolatok); meghosszabbított élettartam (örökburkolat-tervezés 50 év felett); valamint életciklus-értékelés (LCA) és környezeti terméknyilatkozatok (EPD) használata a környezeti teljesítmény számszerűsítésére és kommunikálására. A fenntartható burkolatok a hagyományos burkolatokhoz képest fenntartják vagy javítják a teljesítményt, tartósságot, biztonságot és költséghatékonyságot.
A fenntartható burkolatok a következőket építik be: Visszanyert aszfaltburkolat (RAP) — akár 50%-ig a kopórétegben és magasabb arányban az alaprétegekben; Újrahasznosított aszfaltzsindely (RAS) — tömeg szerint akár 5%-ig; Újrahasznosított beton adalékanyag (RCA) — természetes adalékanyagok helyettesítése ágyazati és alaprétegekben, valamint új betonkeverékekben; pernye (C és F osztály) — a portlandcement 15-50%-ának helyettesítése betonburkolatokban; őrölt szemcsés kohósalak (GGBFS) — a cement 25-70%-ának helyettesítése; szilícium-dioxid füst; valamint gumiőrlemény hulladék gumiabroncsokból — aszfaltgumi kötőanyagokban. Ezek az anyagok elterelik a hulladékot a lerakókról, megőrzik a természeti erőforrásokat, és gyakran javítanak bizonyos burkolati teljesítménytulajdonságokat.
A meleg-aszfalt (WMA) 30-120°F (20-50°C) fokkal alacsonyabb hőmérsékleten készül és helyezhető el, mint a hagyományos meleg keverésű aszfalt (HMA). Ezt a hőmérséklet-csökkentést habosítási technológiákkal (vízbefecskendezés vagy zeolit hozzáadása), szerves adalékanyagokkal (viaszok) vagy kémiai adalékanyagokkal (felületaktív anyagok és emulgeátorok) érik el. A WMA 20-35%-kal csökkenti az üzemanyag-fogyasztást, 15-40%-kal vágja vissza a CO₂-kibocsátást, csökkenti a füst- és szagkibocsátást a gyárban és a burkolás helyszínén, lehetővé teszi a hosszabb szállítási távolságokat és meghosszabbított burkolási szezont, javítja a tömörítést, és lehetővé teszi a magasabb RAP-tartalmat. A hideg keverésű aszfalt (CMA) környezeti hőmérsékleten működik, 35-50%-os még nagyobb energia- és kibocsátáscsökkentést érve el.
Az áteresztő burkolatok — beleértve a porózus aszfaltot és a vízáteresztő betont — lehetővé teszik a csapadékvíz beszivárgását a burkolat felületén keresztül az alatta lévő kőtároló rétegekbe és az eredeti talajba. Ez 50-90%-kal csökkenti a csapadékvíz elfolyásának mennyiségét, feltölti a talajvízrétegeket, kiszűri a szennyezőanyagokat (a teljes lebegőanyag-tartalmat 80-90%-kal csökkentve), csökkenti a városi hősziget-hatást párolgási hűtéssel, kiküszöböli a hagyományos csapadékvíz-csatorna infrastruktúra szükségességét bizonyos alkalmazásokban, és csökkentheti vagy megszüntetheti a csapadékvíz-hatásdíjakat. Az áteresztő burkolatok parkolók, kis forgalmú utak, padkák és bizonyos repülőtéri alkalmazások (pl. jégtelenítő felületek) számára alkalmasak.
Az örökburkolat (más néven hosszú élettartamú burkolat) olyan aszfaltburkolat, amelyet 50 évre vagy annál hosszabb élettartamra terveztek és építettek anélkül, hogy jelentős szerkezeti felújításra vagy újjáépítésre lenne szükség. A tervezés több szerkezeti réteget használ különböző funkciókkal: egy fáradásálló alsó réteget (kötőanyagban gazdag, az alulról felfelé induló repedések ellen tervezve), egy nagy modulusú köztes réteget a terheléselosztáshoz, valamint egy nyomvályú-álló, tartós kopóréteget. A karbantartás a felület 15-20 évenkénti megújítására korlátozódik a felső réteg lemarásával és új réteg lerakásával. Az örökburkolat 20-40%-kal csökkenti az életciklus-költségeket, megszünteti az újjáépítéssel járó fennakadásokat, és hosszú távon minimalizálja az anyagfelhasználást és a hulladékkeletkezést.
Az életciklus-értékelés (LCA) egy szisztematikus módszertan a burkolat környezeti hatásainak számszerűsítésére az életciklus minden szakaszában: anyagkitermelés és gyártás (A1-A3), építés (A4-A5), használati szakasz, beleértve a karbantartást és felújítást (B1-B8), valamint életciklus vége (C1-C4). Az LCA számos hatáskategóriát mér, beleértve a globális felmelegedési potenciált (GWP, kg CO₂-egyenértékben mérve), energiafogyasztást (MJ), vízfogyasztást, ózonréteg-károsítást, savasodást, eutrofizációt és szmogképződést. Az LCA módszertanát az ISO 14040/14044 szabványok szabályozzák. A burkolatok LCA-ja lehetővé teszi a különböző tervek és anyagok összehasonlítását a leginkább környezetbarát lehetőség kiválasztásához, a környezeti forró pontok azonosítását a burkolat életciklusában, valamint környezeti terméknyilatkozatok (EPD) előállítását.
A fenntartható burkolati választások többféleképpen befolyásolják a vizsgálatot: az újrahasznosított tartalmú anyagok eltérő vizuális jellemzőkkel (szín, textúra) rendelkezhetnek, ami módosított vizsgálati kritériumokat igényel; a meleg- és hidegkeverékű burkolatok eltérő tömörítési viselkedéssel és sűrűség-elfogadási kritériumokkal rendelkeznek; az áteresztő burkolatok speciális vizsgálatot igényelnek a beszivárgási sebesség, felületi porozitás és üledékfelhalmozódás tekintetében; az örökburkolatok szerkezeti megfigyelést (FWD) igényelnek a rétegállapot ellenőrzéséhez a felületmegújítás előtt; a helyszíni újrahasznosított burkolatok a fiatalítószerek hatékonyságának és a RAP kötőanyag-tulajdonságainak vizsgálatát igénylik; az EPD-k az anyaggyártási adatok ellenőrzését teszik szükségessé; az LCA-alapú beszerzés pedig a tényleges anyagmennyiségek és források dokumentálását. A vizsgálóknak képzést kell kapniuk ezekre a speciális követelményekre.
A környezeti terméknyilatkozatok (EPD-k) szabványosított, harmadik fél által ellenőrzött dokumentumok, amelyek egy termék környezeti hatásait kommunikálják az életciklus-értékelés (LCA) alapján, az ISO 14025 és ISO 21930 szerint. A burkolati anyagok EPD-i (aszfaltkeverékek, beton, adalékanyagok, cement, acélbetétek esetében) a környezeti hatásokat funkcionális egységenként (jellemzően 1 tonna anyag) jelentik a bölcsőtől-kapuig (A1-A3) vagy a bölcsőtől-sírig modulokban. Az EPD-k lehetővé teszik a tájékozott beszerzési döntéseket, támogatják a zöld épületminősítéseket (LEED, Envision, Greenroads), kielégítik a feltörekvő Buy Clean politikákat, és piaci ösztönzőket teremtenek a gyártók számára a környezeti hatások csökkentésére. 2025-ig Észak-Amerikában több mint 2500 építőanyag EPD-t regisztráltak.
A legfontosabb fenntarthatósági előírások közé tartoznak: ISO 14040/14044 (LCA keretrendszer), ISO 14025 és ISO 21930 (EPD szabványok építőipari termékekhez), ASTM D4552 (újrahasznosító szerek osztályozása), AASHTO PP 105 (kiegyensúlyozott keveréktervezés), FAA AC 150/5320-6G (repülőtéri burkolattervezés újrahasznosított anyagokkal), ICAO Doc 9157 3. rész (repülőtéri burkolattervezés), FHWA Fenntartható Burkolat Program iránymutatásai, LEED v5 közlekedésre, Envision (fenntartható infrastruktúra minősítés), Greenroads (úthálózati fenntarthatósági minősítés) és a Buy Clean beszerzési politikák. Ezek az előírások követelményeket határoznak meg az újrahasznosított tartalomra, a gyártási energiahatárokra, az EPD-benyújtásra és a környezeti teljesítményküszöbökre.
Fejlessze tovább a fenntartható burkolati gyakorlatokat
Ismerje meg, hogyan javíthatják az újrahasznosított anyagok, a meleg-aszfalt technológiák és az életciklus-értékelés a repülőtéri vagy úthálózati burkolatok környezeti teljesítményét, miközben csökkentik a költségeket. Szakértőink útmutatást nyújtanak a fenntartható burkolattervezéshez, anyagválasztáshoz és vizsgálati protokollokhoz.
Újrahasznosított Aszfaltburkolat (RAP) a Fenntartható Burkolatokban
Az újrahasznosított aszfaltburkolat (RAP) eltávolított és feldolgozott aszfaltburkolati anyag, amelyet új aszfaltkeverékekben használnak fel, csökkentve a szűz ...
Aszfaltfiatalító szerek és újrahasznosító adalékok
Az aszfaltfiatalító szerek olyan adalékanyagok, amelyek helyreállítják az öregedett, oxidált aszfaltkötőanyag kémiai és fizikai tulajdonságait a RAP-ban, RAS-ba...
Forró-öntésű tömítőanyagok burkolati repedésekhez és hézagokhoz
A forró-öntésű tömítőanyagok hőre lágyuló anyagok, amelyeket folyékony állapotba hevítenek, majd burkolati repedésekbe és hézagokba öntenek vagy pumpálnak, ahol...
36 perc olvasás
Pavement Maintenance
Crack Sealing
+3
Sütik Hozzájárulás A sütiket használjuk, hogy javítsuk a böngészési élményt és elemezzük a forgalmunkat. See our privacy policy.