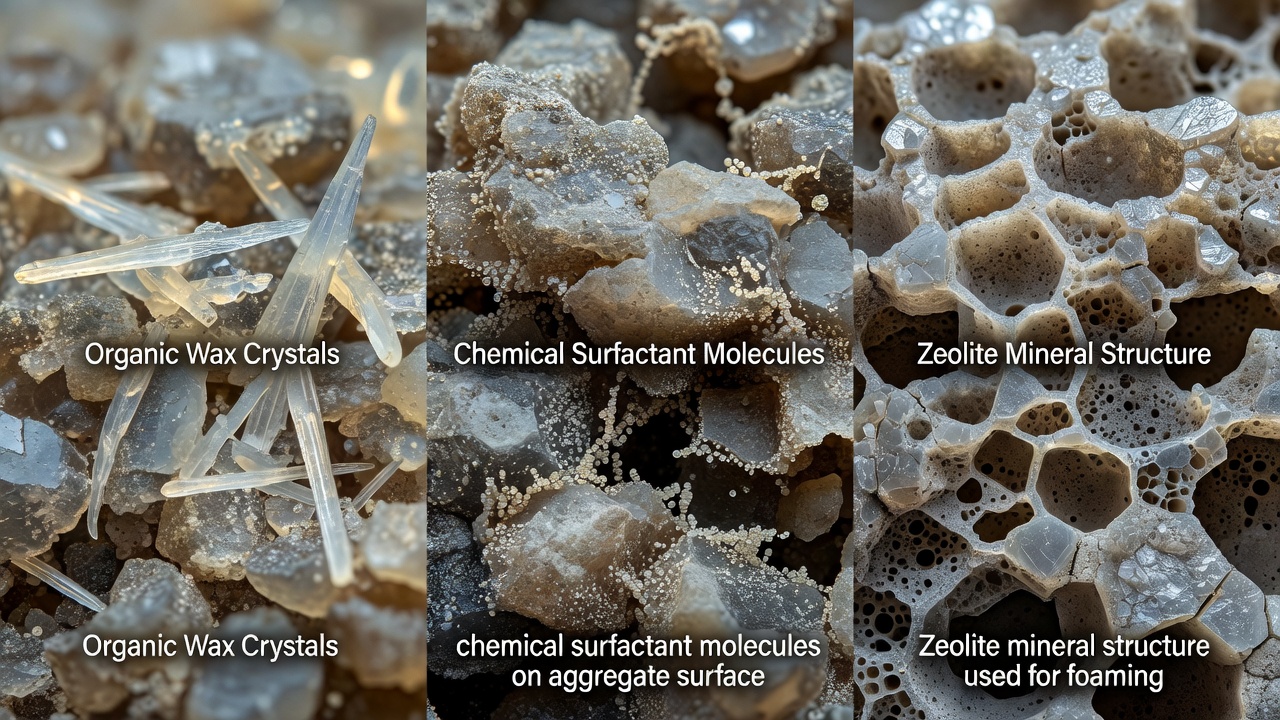
A melegaszfalt (WMA – Warm Mix Asphalt) adalékanyagai lehetővé teszik az aszfalt előállítását és tömörítését 20–40 °C-kal alacsonyabb hőmérsékleten, mint a hagyományos meleg aszfalt (HMA). A WMA-technológiák három kategóriába sorolhatók: szerves adalékanyagok (viaszok, amelyek csökkentik a kötőanyag viszkozitását), kémiai adalékanyagok (felületaktív anyagok, amelyek javítják a sóder bevonását) és habosítási technológiák (víz injektálása vagy zeolitok, amelyek ideiglenes kötőanyag-tágulást hoznak létre). További előnyök közé tartozik a csökkentett üzemanyag-fogyasztás, az alacsonyabb üvegházhatású gáz- és gőzkibocsátás, a jobb munkakörülmények, a hosszabb burkolási szezon, a csökkentett kötőanyag-öregedés, valamint a magas újrahasznosított aszfaltburkolat (RAP) tartalommal való kompatibilitás.
Melegaszfalt (WMA) adalékanyag – Fogalommeghatározás és áttekintés
A melegaszfalt (WMA) adalékanyag olyan anyag vagy technológiai eljárás, amely lehetővé teszi aszfaltkeverékek előállítását, beépítését és tömörítését a hagyományos meleg aszfaltnál (HMA) jelentősen alacsonyabb hőmérsékleten. A WMA-technológiák 20–40 °C-kal (36–72 °F) csökkentik a keverési és tömörítési hőmérsékletet a HMA-hoz képest, amelyet jellemzően 150–190 °C (300–375 °F) között gyártanak. A WMA körülbelül 100–150 °C (212–302 °F) hőmérsékleti tartományban működik, így a félig meleg aszfalt (70–100 °C) és a hagyományos HMA között helyezkedik el az aszfaltgyártási hőmérséklet-spektrumon.
Az első WMA-technikákat az 1990-es évek végén Európában fejlesztették ki. A WAM-Foam® eljárást (Warm Asphalt Mix Foam – meleg aszfaltkeverék habosítás) Norvégiában fejlesztették ki a Shell International Petroleum Company és a Kolo-Veidekke közös vállalkozásaként, míg Németországban szerves viasz adalékanyagokkal kísérleteztek. A WMA fejlesztésének mozgatórugója az 1997-es Kiotói Egyezmény volt, amely üvegházhatású gázok csökkentésére vonatkozó célokat tűzött ki az európai országok számára, ami az aszfaltipart alacsonyabb kibocsátású gyártási módszerek keresésére ösztönözte. A 2000-es évek eleje óta a WMA-technológia alkalmazása globálisan elterjedt, a környezetvédelmi előírások, az energiaköltségek, valamint a munkavállalók egészségének és biztonságának szempontjai által hajtva.
Az az alapvető kihívás, amelyet a WMA-adalékanyagok kezelnek, a kötőanyag megfelelő megmunkálhatóságának biztosítása a teljes sóderbevonás és a megfelelő tömörítési sűrűség eléréséhez csökkentett hőmérsékleten. A HMA-gyártás során a magas hőmérséklet (150–190 °C) eléggé csökkenti az aszfaltkötőanyag viszkozitását ahhoz, hogy bevonja a sódereket és megmunkálhatóságot biztosítson a terítés és tömörítés során. A hőmérséklet csökkentése adalékanyag nélkül magas kötőanyag-viszkozitást, gyenge bevonást, elégtelen tömörítést és végső soron nagy légüreg-tartalmú, csökkent tartósságú és idő előtti meghibásodású burkolatot eredményezne. A WMA-adalékanyagok három különböző mechanizmus révén hidalják át ezt az akadályt: viszkozitáscsökkentés (szerves viaszok), határfelületi súrlódás csökkentése (kémiai felületaktív anyagok) és ideiglenes kötőanyag-tágulás (habosítás).
A WMA koncepciója és előnyei
A WMA alapkoncepciója egyértelmű: a HMA-val egyenértékű tulajdonságokkal és teljesítménnyel rendelkező aszfaltkeverékek előállítása, miközben lényegesen kevesebb energiát használnak a sóder és a kötőanyag felmelegítésére. Az azonnali előny az energiafogyasztás csökkentése az aszfaltgyárban – kevesebb üzemanyag elégetése a sóder felmelegítéséhez közvetlenül csökkenti az üzemeltetési költségeket és a kibocsátást. Az FHWA kutatásai szerint a WMA 3–12%-kal csökkentheti az üzemanyag-energia fogyasztást a HMA-hoz képest, egyes technológiák akár 30–55%-os csökkentést is elérhetnek az alap hőmérséklettől és az alkalmazott technológiától függően.
A WMA környezeti és egészségügyi előnyei jelentősek és jól dokumentáltak. A WMA 20–35%-kal csökkenti az üvegházhatású gázok kibocsátását (elsősorban CO₂) a HMA-hoz képest, a teljes CO₂-csökkenés 92–96%-a a gyári alacsonyabb üzemanyag-fogyasztásnak tulajdonítható. Az SO₂, NOx, szilárdrészecske (PM10) és illékony szerves vegyületek (VOC) kibocsátása mind jelentősen csökken. A munkavállalók egészsége szempontjából a füstgőz (bitumengőz) kibocsátása körülbelül 50%-kal csökken minden 12 °C-os hőmérséklet-csökkenésre – egy 30 °C-os hőmérséklet-csökkenés nagyjából 80–85%-kal kevesebb füstgőz-expozíciót eredményez. Ez hűvösebb, biztonságosabb munkakörnyezetet teremt a burkolócsapatok számára, és csökkenti a szag- és kibocsátásterhelést a közeli közösségek és a zárt területeken (pl. alagutak, parkolóházak) dolgozók számára.
A WMA jelentős gyártási és burkolási előnyöket kínál a kibocsátáscsökkentésen túl is. Az alacsonyabb gyártási hőmérséklet kevésbé keményíti (öregíti) a kötőanyagot a gyártás során, ami javítja a burkolat termikus és fáradásos repedésállóságát az élettartama során. A WMA teljes mértékben kompatibilis az újrahasznosított aszfaltburkolattal (RAP) – sőt, a WMA alacsonyabb hőmérséklete magasabb RAP-tartalmat tesz lehetővé, mivel csökkenti a HMA-hőmérsékleteken fellépő további kötőanyag-öregedést. A WMA meghosszabbított megmunkálhatósága csökkentett hőmérsékleten lehetővé teszi a hosszabb szállítási távolságokat, a burkolási szezon kiterjesztését a hűvösebb hónapokra és az éjszakai burkolási munkálatokat. Ugyanaz a WMA-keverék HMA-hőmérsékleten előállítva hosszabb tömörítési ablakot biztosít az adalékanyagok jelenlétének köszönhetően, így a csapatoknak több idejük van a cél sűrűség elérésére. Fordítva, a normál alacsonyabb hőmérsékleten tömörített WMA gyorsabban hűl le a környezeti hőmérsékletre, lehetővé téve a korábbi forgalomba helyezést.
Technológiai kategóriák – A három fő WMA-megközelítés
A WMA-technológiákat a hatásmechanizmusuk alapján három fő kategóriába sorolják: szerves adalékanyagok, kémiai adalékanyagok és habosítási technikák. Minden kategóriának eltérő teljesítményjellemzői, előnyei és korlátai vannak.
Szerves adalékanyagok (viaszalapúak)
A szerves WMA-adalékanyagok jellemzően viaszok, amelyek az olvadáspontjuk feletti hőmérsékleten csökkentik az aszfaltkötőanyag viszkozitását. A leggyakoribb szerves adalékanyag a Sasobit®, egy Fischer–Tropsch (FT) paraffinviasz, amely szénelgázosításból származik. Az FT-eljárás szintézisgázt (CO + H₂) alakít át hosszú szénláncú szénhidrogénekké vas vagy kobalt katalizátor jelenlétében. A Sasobit uralkodó szénlánchossza 40–115 szénatom – jelentősen hosszabb, mint a természetben előforduló bitumenes paraffinviaszoké (22–45 szénatom), ami magasabb olvadáspontot (körülbelül 99 °C / 210 °F) eredményez. A Sasobit teljes mértékben oldódik az aszfaltkötőanyagban 115 °C (240 °F) feletti hőmérsékleten, és jellemzően 1,0–4,0% arányban adagolják a kötőanyag tömegére vonatkoztatva, a 3,0% a leggyakoribb adagolás.
További nevezetes szerves adalékanyagok közé tartozik az Asphaltan B® (Montánviasz barnaszénből, elsősorban Németországban használják 2,0–4,0% mennyiségben a kötőanyag tömegére vonatkoztatva), a Licomont BS® (zsírsavamid a Clariant-tól), valamint a 3E LT / Ecoflex (szabadalmaztatott viasztechnológia a Colas-tól, Franciaország).
A szerves viasz adalékanyagok hatásmechanizmusa két hőmérsékletfüggő fázisból áll. Az olvadáspont felett (körülbelül 90–115 °C, a konkrét viasztól függően) a viasz feloldódik a kötőanyagban és csökkenti annak viszkozitását, lehetővé téve a sóder bevonását és a tömörítést alacsonyabb hőmérsékleten. Az olvadáspont alatt (üzemi hőmérsékleten) a viasz kristályosodik és rácsszerkezetet képez a kötőanyagon belül, ami növeli a burkolat merevségét és alakváltozás-állóságát – javított nyomvályú-állóságot biztosítva a módosítatlan HMA-hoz képest. Ez a kettős viselkedés a szerves viasz adalékanyagok kulcsfontosságú előnye. A szerves adalékanyagok jellemzően 20–30 °C-os hőmérséklet-csökkentést érnek el.
Tulajdonság
Sasobit (FT viasz)
Asphaltan B (Montánviasz)
Licomont BS (Zsírsavamid)
Alapanyag
Fischer–Tropsch paraffinviasz
Montánviasz barnaszénből
Zsírsavamid
Lánchossz (C atom)
40–115
22–45+
Nincs megadva
Olvadáspont
~99 °C (210 °F)
~99 °C (210 °F)
~140 °C
Tipikus adagolás
1,0–4,0%
2,0–4,0%
3,0%
Hőmérséklet-csökkentés
20–30 °C (36–54 °F)
20–30 °C
20–30 °C
Nyomvályú-állóság
Javított (kristályosodás)
Javított
Javított
Kémiai adalékanyagok (felületaktív anyag alapúak)
A kémiai WMA-adalékanyagok nem csökkentik a kötőanyag viszkozitását – ehelyett a sóderrészecskék és az aszfaltkötőanyag közötti mikroszkopikus határfelületen fejtik ki hatásukat. Ezek az adalékanyagok felületaktív anyagok és emulgeálószerek, amelyek csökkentik a határfelületi felületi energiát és a belső súrlódást a sóderrészecskék és a kötőanyag film között. A sóder–kötőanyag határfelületén fellépő súrlódási erők csökkentésével a kémiai adalékanyagok lehetővé teszik a sóder bevonását és a keverék tömörítését alacsonyabb hőmérsékleten anélkül, hogy magának a kötőanyagnak a reológiai tulajdonságait megváltoztatnák.
A legszélesebb körben használt kémiai adalékanyag Észak-Amerikában az Evotherm™, amelyet a MeadWestvaco (ma Ingevity) fejlesztett ki. Az Evotherm egy emulzióként (diszpergált aszfalt technológia) szállított kémiai csomagot használ, amely sóderbevonást, megmunkálhatóságot, adhéziót és javított tömörítést biztosít. A harmadik generációs Evotherm 3G (más néven REVIX™) vízmentes, és a sóderrészecskék közötti belső súrlódás csökkentésén alapul nagy nyíróerő hatására keverés közben és nagy feszültség alatt tömörítés során. Az Evotherm adagolása 0,5–0,7% a kötőanyag tömegére vonatkoztatva, és 20–40 °C-os hőmérséklet-csökkentést érhet el, terepi tesztek akár 55 °C (100 °F) csökkentést is kimutattak.
A Rediset® (Akzo Nobel, ma Nouryon) egy kémiai adalékanyag, amely kationos felületaktív anyagokat kombinál egy szerves adalékanyag komponenssel. Adagolása 1,5–2,0% a kötőanyag tömegére vonatkoztatva, és körülbelül 30 °C-os hőmérséklet-csökkentést ér el. A Redisetet az Egyesült Államokban és Norvégiában használják.
További kémiai WMA-adalékanyagok közé tartozik az Anova® (Cargill), egy bioalapú, nem veszélyes, nem korrozív folyadék, amely megújuló forrásokból származik. Az Anova adagolása 0,2–0,7% a kötőanyag tömegére vonatkoztatva, és akár 44 °C (80 °F) hőmérséklet-csökkentést ér el. A Cargill műszaki dokumentációja szerint az Anova nem változtatja meg az aszfaltkötőanyag PG-osztályát az ajánlott adagolások mellett, és hozzáadható a terminálon vagy közvetlenül a HMA-üzembe befecskendezve.
A kémiai adalékanyagok számos előnnyel rendelkeznek: nem változtatják meg a kötőanyag reológiáját, gyakran javítják az adhéziót és a nedvességállóságot a sóder–kötőanyag határfelületen, széles sóderfajta-skálán hatékonyak, és nem igényelnek jelentős üzemi módosításokat (közvetlenül a kötőanyag-vonalba adagolhatók).
Habosítási technológiák (vízalapúak)
A habosítási technológiák az aszfaltkötőanyag effektív viszkozitását csökkentik azáltal, hogy kis mennyiségű vizet juttatnak a forró kötőanyagba, ami a víz gőzzé alakulását okozza, ezáltal megnöveli a kötőanyag térfogatát és ideiglenesen csökkenti viszkozitását. A habosítási hatás rövid ideig tart (jellemzően percekig), de elegendő a keverési és tömörítési fázisokhoz.
A habosítás két fő módszerrel érhető el:
1. Közvetlen vízbefecskendezés (habosító fúvókák): Ez a módszer szabályozott mennyiségű vizet juttat közvetlenül a forró kötőanyagba speciálisan kialakított habosító fúvókákon keresztül. A víz a forró kötőanyaggal (körülbelül 150–170 °C) érintkezve gőzzé alakul, nagy mennyiségű habot hozva létre, amely rövid időre 10–20-szorosára növeli a kötőanyag effektív térfogatát. Ez a technika üzemi módosításokat igényel (habosító fúvóka-rendszer, vízmérés és szabályozórendszer), de nem igényel adalékanyagokat. 20–40 °C-os hőmérséklet-csökkentés érhető el. A WAM-Foam® eljárás egy olyan változat, amely kétkomponensű kötőanyagrendszert használ: először egy lágy kötőanyag vonja be a sódereket, majd egy második keverési szakaszban egy kemény habosított kötőanyag következik. Ez a módszer az egyik legkorábbi WMA-technológia, amelyet az 1990-es évek végén fejlesztettek ki.
2. Vizet tartalmazó adalékanyagok (zeolitok): Ez a közvetett habosítási módszer a zeolit családba tartozó hidrofil ásványokat (nátrium-alumínium-szilikát) használ, amelyek tömegük körülbelül 18–21%-át kitevő kristályvizet tartalmaznak. Amikor a zeolitot a kötőanyaggal egy időben hozzáadják a keverékhez, a víz körülbelül 85–100 °C (185–212 °F) feletti hőmérsékleten szabadul fel, szabályozott habosítási hatást létrehozva. A habosítás 6–7 órán keresztül tart, vagy amíg a keverék hőmérséklete 100 °C alá nem csökken.
Két kereskedelmi zeolit termék széles körben használatos:
Aspha-Min® (Eurovia Services GmbH, Németország): Szintetikus zeolit, adagolása a teljes keverék tömegének 0,3%-a, körülbelül 30 °C (54 °F) hőmérséklet-csökkentést ér el, és 30%-os üzemanyag-energia fogyasztáscsökkenést eredményez. 25 vagy 50 kg-os zsákokban vagy silókhoz ömlesztve kapható.
Advera® WMA (PQ Corporation, USA): Szintetikus zeolit 18–21% kristályvíz-tartalommal, adagolása a teljes keverék tömegének 0,25%-a (5 font/tonna) . Az Adverát az USA Indiana állambeli Jeffersonville-ban és Georgia állambeli Augustában gyártják, és zsákokban, nagyzsákokban és ömlesztve szállítják. 28–39 °C (50–70 °F) hőmérséklet-csökkentést ér el. Az Advera nem változtatja meg a kötőanyag teljesítményosztályát, és működik sűrű, hézagos és nyitott gradációjú keverékekkel, beleértve a polimerrel módosított és magas RAP-tartalmú keverékeket is.
Egy harmadik közvetett habosítási módszer a nedves homok vagy RAP természetes nedvességét használja fel. Ebben a szekvenciális technikában a durva sóder (a keverék körülbelül 80%-a) szárítva és 130–160 °C-ra melegítve, kötőanyaggal bevonva, majd hideg/nedves finom sóder vagy RAP hozzáadásra kerül. A hideg frakcióban lévő nedvesség érintkezik a forró kötőanyaggal és habosodást okoz, elősegítve a bevonást. Ez a technika körülbelül 20–40 °C-os hőmérséklet-csökkentést ér el anélkül, hogy bármilyen vásárolt adalékanyagra lenne szükség.
Hibrid technológiák
A hibrid WMA-technológiák két vagy több megközelítést kombinálnak hatásuk elérése érdekében. Példák:
Low Energy Asphalt (LEA – Alacsony Energiájú Aszfalt): Kombinálja a habosítást (a RAP vagy homok nedvességéből) kémiai bevonásjavítókkal.
Tri-Mix Warm Mix Injection System: Kombinálja a kémiai adalékanyagokat a vízalapú habosítással.
Zeolit- vagy szálpelletek kombinálva szerves adalékanyagokkal: Előre formulázott termékek, amelyek egyetlen csomagban szállítanak habosítást (zeolitból) és viszkozitáscsökkentést (viaszból).
Kombinált habosítási és kémiai adalékanyag-rendszerek: Egyes üzemi rendszerek képesek egyidejűleg vízbefecskendezést és felületaktív anyag adagolást is végezni.
Hőmérséklet-csökkentési tartomány
A WMA-val elért hőmérséklet-csökkentés a technológia típusától, az adalékanyag adagolásától, a kötőanyag minőségétől és forrásától, a sóder típusától és nedvességtartalmától, valamint az üzem konfigurációjától függ. Az egyes technológiai kategóriák általánosan elfogadott hőmérséklet-csökkentési tartományai a következők:
WMA-technológia
Tipikus hőmérséklet-csökkentés
Tipikus gyártási hőmérséklet-tartomány
Szerves (viasz) adalékanyagok
20–30 °C (36–54 °F)
120–150 °C (248–302 °F)
Kémiai (felületaktív) adalékanyagok
20–40 °C (36–72 °F)
85–130 °C (185–266 °F)
Habosítás – vízbefecskendezés
20–40 °C (36–72 °F)
110–140 °C (230–284 °F)
Habosítás – zeolitok
28–39 °C (50–70 °F)
110–140 °C (230–284 °F)
Emulzióalapú (Evotherm)
Akár 55 °C (100 °F)
85–115 °C (185–239 °F)
Bioalapú (Anova)
Akár 44 °C (80 °F)
85–130 °C (185–266 °F)
A hőmérséklet-csökkentést jellemzően az azonos keveréktervhez tartozó egyenértékű HMA-gyártási hőmérséklethez viszonyítva fejezik ki. Fontos megjegyezni, hogy a teljes hőmérséklet-csökkentési potenciál eléréséhez az adalékanyag adagolásának, a keverési időnek és az üzemi beállításoknak a optimalizálása szükséges az anyagok minden egyes kombinációjához.
Kötőanyag-minőségre gyakorolt hatások
A WMA-adalékanyagok használata hatással van az aszfaltkötőanyag minőségének kiválasztására, amelyet alaposan meg kell fontolni a keveréktervezés során. Három tényező kölcsönhatása játszik szerepet:
1. Csökkentett kötőanyag-öregedés: A WMA alacsonyabb gyártási és tárolási hőmérséklete kevesebb oxidatív öregedést eredményez a kötőanyagban a gyártás során a HMA-hoz képest. Ez azt jelenti, hogy a végleges WMA-burkolatban lévő kötőanyag puhább lesz, mint egy egyenértékű HMA-kötőanyag. Bár ez a puhább kötőanyag javíthatja a termikus repedésállóságot és a fáradásos ellenállást, csökkentheti a nyomvályú-állóságot is, ha nem veszik figyelembe. Ez általában nettó előnynek tekinthető, mivel meghosszabbítja a burkolat fáradásos élettartamát és csökkenti az alacsony hőmérsékletű repedések kialakulását.
2. Szerves viasz kristályosodása üzemi hőmérsékleten: Szerves (viasz) adalékanyagok esetében a viasz az olvadáspontja alatti hőmérsékleten (körülbelül 90–100 °C / 194–212 °F) kristályosodik a kötőanyagban. Ez a kristályosodás rácsszerkezetet hoz létre, amely megmerevíti a kötőanyagot a tipikus burkolati üzemi hőmérsékleteken (akár 60–70 °C / 140–158 °F). A merevítő hatás növeli a nyomvályú-állóságot, de növelheti az alacsony hőmérsékletű merevséget is, és potenciálisan csökkentheti a termikus repedésállóságot. Emiatt egyes ügynökségek a szerves viasz adalékanyagok használatakor kötőanyag-osztály módosítást javasolnak – olyan kötőanyag kiválasztását, amely a magas hőmérsékletű osztályban egy fokozattal alacsonyabb (puhább) a viasz merevítő hatásának kompenzálására. Például egy HMA, amely PG 70-22-t használna, viaszalapú WMA esetén PG 64-28-at használhat. Az AASHTO M 320 és a Superpave előírások azonban lehetővé teszik ezt a kötőanyag adalékanyaggal történő vizsgálatával.
3. Kémiai és habosítási adalékanyagok: A kémiai adalékanyagok (felületaktív anyagok, emulgeálószerek) és a habosítási technológiák (zeolitok, vízbefecskendezés) általában nem változtatják meg a kötőanyag teljesítményosztályát az ajánlott adagolások mellett. Részletes reológiai vizsgálatok, beleértve a dinamikus nyíróreométeres (DSR) és hajlítógerenda-reométeres (BBR) vizsgálatokat a kötőanyagon adalékanyaggal és anélkül, javasoltak a PG-osztály ellenőrzésére. Zeolitok (pl. Advera) esetében a gyártó kifejezetten kijelenti, hogy az anyag nem befolyásolja a PG-osztályt, mivel szervetlen anyag, amely a víz felszabadulása után finom ásványi töltőanyagként marad a keverékben.
WMA nedvességérzékenysége
A nedvességérzékenység (más néven nedvességre való hajlam vagy leválás) az aszfaltkötőanyag és a sóder közötti adhézió elvesztésére utal víz jelenlétében. A WMA esetében a korai aggodalmak arra összpontosultak, hogy az alacsonyabb gyártási hőmérsékletek a következőkhöz vezethetnek:
Nem teljes sóderszárítás – ha a sóder nincs teljesen kiszárítva, maradék nedvesség maradhat a keverékben.
Nem megfelelő sóderbevonás – ha a kötőanyag viszkozitása nem csökken eléggé, a sóder nem biztos, hogy teljesen bevonódik, így a fedetlen sóderfelületek ki vannak téve a nedvességkárosodásnak.
Csökkentett adhézió – az alacsonyabb keverési hőmérséklet nem biztos, hogy teljes mértékben aktiválja a kémiai kötést a kötőanyag és a sóder között.
A kiterjedt kutatások és terepi tapasztalatok azonban kimutatták, hogy a megfelelően tervezett WMA elérheti vagy meghaladhatja a HMA nedvességállóságát, feltéve, hogy a megfelelő intézkedéseket meghozzák. Ezek az intézkedések a következők:
Tapadásgátló adalékanyagok: Oltott mész (jellemzően a száraz sóder tömegének 1,0–1,5%-a) vagy folyékony tapadásgátló szerek (jellemzően a kötőanyag tömegének 0,3–0,75%-a) hozzáadása a sóder–kötőanyag kötés javítása érdekében. Az FHWA kutatásai szerint az oltott mésszel kezelt keverékek átlagosan 25%-kal jobban teljesítenek a kezeletlen keverékeknél a leválásállóság tekintetében az ASTM D4867 szabvány szerint.
Kémiai felületaktív adalékanyagok: Számos kémiai WMA-adalékanyag (különösen a felületaktív/emulgeálószer kategóriában) a felületaktív kémiáján keresztül javított adhéziót biztosít, ténylegesen csökkentve a nedvességérzékenységet a kezeletlen HMA-hoz képest.
Nedvességérzékenységi vizsgálati protokollok: Az AASHTO T 283 (Tömörített aszfaltkeverékek nedvesség okozta károsodással szembeni ellenállása) és az ASTM D4867 (Szabványos vizsgálati módszer a nedvesség aszfaltbeton burkoló keverékekre gyakorolt hatására) szabványokat használják a nedvességállóság ellenőrzésére. A szakítószilárdsági aránynak (TSR) – a kondicionált (nedves) és a nem kondicionált (száraz) közvetett szakítószilárdság arányának – jellemzően legalább 0,80 (80%) értéket kell elérnie WMA esetében, ami megegyezik a HMA követelményével.
Habosítási vízgazdálkodás: Habosítási technológiák esetében a bevitt víz mennyisége nagyon kicsi (jellemzően a teljes keverék tömegének kevesebb mint 0,05%-a), és a tömörítés utáni maradék víztartalom elhanyagolható. A kötőanyag habosítási folyamata az ideiglenes térfogat-növekedés miatt egyenletes kötőanyagfilmet hoz létre a sóderfelületeken.
A megfelelő minőség-ellenőrzési vizsgálat a WMA-gyártás során, beleértve a TSR-vizsgálatot az üzemben előállított keverékeken, biztosítja a nedvességérzékenységi követelmények teljesülését.
WMA tömörítés és sűrűség
A cél helyszíni sűrűség elérése (jellemzően a maximális elméleti sűrűség 92–97%-a, ami 3–8% légüreg-tartalomnak felel meg az alkalmazástól függően) elengedhetetlen az aszfaltburkolat teljesítményéhez. Az alacsony sűrűség magas légüreg-tartalomhoz vezet, ami lehetővé teszi a víz és levegő bejutását, ami nedvességkárosodáshoz, oxidációhoz, felületi kopáshoz, repedésekhez és idő előtti meghibásodáshoz vezet.
A WMA számos tömörítéssel kapcsolatos előnyt kínál a HMA-val szemben:
Javított tömöríthetőség: A csökkentett kötőanyag-viszkozitás (viasz adalékanyagokból) vagy a csökkentett szemcsék közötti súrlódás (kémiai adalékanyagokból) lehetővé teszi, hogy ugyanaz a hengerkonfiguráció és erőmagasabb sűrűséget érjen el alacsonyabb hőmérsékleten a HMA-hoz képest.
Meghosszabbított tömörítési időablak: A HMA-hőmérsékleten előállított WMA (az adalékanyag megmunkálhatósági előnyének kihasználásával anélkül, hogy az üzemi hőmérsékletet csökkentenék) hosszabb időtartamot biztosít, amely alatt a keverék megmunkálható és tömöríthető marad. Ez különösen előnyös nagy burkolási projekteknél, hosszú szállításoknál és éjszakai burkolásnál.
Hűvös időjárású burkolási képesség: A WMA 10–20 °C-kal alacsonyabb hőmérsékleten tömöríthető, mint a HMA, lehetővé téve a burkolási szezon kiterjesztését a hűvösebb hónapokba és hidegebb éghajlatokon.
Alacsonyabb tömörítési hőmérséklet: A hőmérséklet, amelyen a tömörítés befejeződik (befejezési hőmérséklet), alacsonyabb lehet WMA esetében, mint HMA esetében, lehetővé téve a hengerek számára, hogy hosszabb ideig dolgozzanak és megbízhatóbban érjék el a cél sűrűséget.
A WMA tömörítési eljárása hasonló a HMA-éhoz, az hőmérsékleti ablak módosításával az adott adalékanyag és keverék alapján. A WMA tömörítés minőség-ellenőrzése jellemzően a következőket foglalja magában:
Sűrűségvizsgálat nukleáris sűrűségmérőkkel (ASTM D2950 / AASHTO T 355) vagy magmintákkal (AASHTO T 166 / ASTM D2726).
Hőmérséklet-monitoring a burkolatfelületről a finisher mögött és a hengerlés során infravörös hőmérőkkel vagy termográfiai kamerákkal a cél tömörítési hőmérsékleti ablak ellenőrzésére.
Hengerlési minta módosítása a WMA eltérő hűlési sebességének figyelembevételével (amely kevésbé hajlamos a termikus szegregációra, mint a HMA, a gyártási és környezeti hőmérséklet közötti alacsonyabb abszolút hőmérséklet-különbség miatt).
WMA és újrahasznosított aszfaltburkolat (RAP)
A WMA teljes mértékben kompatibilis az újrahasznosított aszfaltburkolat (RAP) használatával és kiegészíti azt. A WMA és a RAP-tartalom közötti szinergia jól dokumentált, és számos előnyt biztosít:
Csökkentett RAP-kötőanyag öregedés: A RAP öregedett (kemény, oxidált) kötőanyagot tartalmaz, amely HMA-hőmérsékletekre (150–190 °C) történő újramelegítéskor további öregedésen megy keresztül. A WMA alacsonyabb gyártási hőmérséklete (120–140 °C) csökkenti a termikus igénybevételt és a további öregedést a RAP-kötőanyagban, megőrizve a fennmaradó teljesítményjellemzők nagyobb részét.
Magasabb megengedett RAP-tartalom: A WMA-hőmérsékleteken bekövetkező csökkentett öregedés magasabb RAP-százalékot tesz lehetővé a keverékben azonos kötőanyag-minőség-cél mellett. Egyes ügynökségek akár 50–60% RAP-tartalmú WMA-RAP keverékeket is engedélyeztek a HMA tipikus 15–30%-ával szemben.
Kötőanyag elérhetősége: Az alacsonyabb hőmérsékleteken az a kérdés, hogy az öregedett RAP-kötőanyag nem keveredik-e el teljesen (vagy nem “aktiválódik”) a szűz kötőanyaggal. A kutatások azonban azt mutatják, hogy WMA-hőmérsékleteken is elegendő keveredés történik mechanikai keverés és termikus diffúzió révén. A megújítószerek (újrahasznosító szerek) WMA-adalékanyagokkal kombinált használata tovább javíthatja a RAP-kötőanyag hozzájárulását.
Nedvesség a RAP-ból: A RAP-depóniák jellemzően tartalmaznak némi nedvességet. A habosító WMA-technológiákban a RAP nedvessége (amikor szekvenciális keverési eljárásban hideg/nedves frakcióként adják hozzá) ténylegesen előnyös lehet – a nedvesség érintkezik a forró kötőanyaggal és természetes habosodást hoz létre, javítva a bevonást anélkül, hogy további vízre vagy zeolitra lenne szükség.
Környezeti szinergia: A WMA és a RAP kombinációja maximális környezeti előnyt biztosít – csökkentett energiafogyasztás (WMA) plusz csökkentett szűz anyagfelhasználás és hulladék-eltérítés (RAP). Ez a kombináció a fenntartható burkolatépítés sarokköve.
Paraméter
HMA RAP nélkül
HMA RAP-pal
WMA RAP-pal
Gyártási hőmérséklet
150–190 °C
150–190 °C
100–150 °C
Tipikus RAP-tartalom
0%
15–30%
20–50%+
Szűz kötőanyag-szükséglet
100%
70–85%
50–80%
Üzemanyag-energia fogyasztás
Alapérték
~Alapérték
5–12% csökkenés
CO₂-kibocsátás
Alapérték
10–20% csökkenés
20–40% csökkenés
Szükséges szűz sóder
100%
70–85%
50–80%
WMA hosszú távú teljesítménye
A WMA-burkolatok hosszú távú helyszíni teljesítményadatai a 2000-es évek eleje óta halmozódnak, és számos szakasz már meghaladja a 15–20 éves üzemi élettartamot. A hosszú távú teljesítményvizsgálatok főbb megállapításai a következők:
Nyomvályú-teljesítmény: A WMA-burkolatok általában egyenértékű vagy jobb nyomvályú-állóságot mutatnak a HMA-kontrollokhoz képest. A szerves viasz adalékanyagokkal (Sasobit, Asphaltan B) készült WMA a viaszkristályosodás merevítő hatásából profitál, ami növeli a maradandó alakváltozással szembeni ellenállást üzemi hőmérsékleten. A kémiai adalékanyaggal és habosítással készült WMA-burkolatok a HMA-hoz hasonló nyomvályú-állóságot mutattak, ha azonos kötőanyag-osztályt használtak.
Repedési teljesítmény: A WMA-burkolatok gyakran javított repedésállóságot mutatnak a HMA-hoz képest, különösen a termikus repedések és a fáradásos repedések tekintetében. Ez a javulás a csökkentett kötőanyag-öregedésnek tulajdonítható a gyártás során – a WMA kötőanyaga kevésbé oxidált, ezért alacsony hőmérsékleten rugalmasabb. A repedési teljesítmény azonban függhet az éghajlattól. A Long-Term Pavement Performance (LTPP) Specific Pavement Studies 10 (SPS-10) program kutatásai szerint a repedéskárosodás nedves éghajlati övezetekben jelent nagyobb aggodalmat a WMA esetében, míg a nyomvályúsodás száraz éghajlatokon jelentősebb. Az SPS-10 vizsgálat a WMA ráburkolások helyszíni teljesítményét elemezte az USA több államában.
Nedvességkárosodás: A korai WMA terepi kísérletek alkalmanként számoltak be nedvességkárosodásról olyan szakaszokon, ahol nem használtak tapadásgátló adalékanyagokat, vagy ahol a tömörítés nem volt megfelelő. A megfelelően tervezett WMA-burkolatok (tapadásgátló kezeléssel és megfelelő tömörítéssel) többsége azonban megfelelő hosszú távú nedvességállóságot mutatott, amely egyenértékű a HMA-val.
Öregedés és merevség: A WMA-burkolatokból hosszabb üzemelés után kivett helyszíni magminták alacsonyabb merevséget és jobb hajlékonyságot mutatnak a szomszédos HMA-szakaszokhoz képest. Ez megerősíti, hogy a gyártás során bekövetkező csökkentett kötőanyag-öregedés hosszabb burkolati élettartamban nyilvánul meg, különösen a fáradásos és termikus repedések tekintetében.
Átfogó teljesítményértékelés: Számos hosszú távú tanulmány (beleértve a Louisiana DOTD, NCAT Test Track, LTPP SPS-10 és európai terepi kísérletek) egyetértése szerint a WMA-burkolatok a HMA-burkolatokkal egyenértékűen teljesítenek, ha azokat az adott WMA-technológiához és anyagokhoz igazított előírások szerint tervezik, gyártják és tömörítik.
WMA a repülőtéri előírásokban (FAA Item P-401)
A WMA repülőtéri burkolatokon történő használatát az FAA 150/5370-10 számú Tanácsadó Körlevele (Repülőterek építésének meghatározására vonatkozó szabványok), különösen a P-401 tétel (Aszfaltkeverék-burkolatok) szabályozza. Az FAA értékelte a WMA-t repülőtéri alkalmazásokra, és megállapította, hogy a WMA életképes alternatíva a HMA helyett nagy forgalmú repülőtéri burkolatokon, feltéve, hogy megfelel az összes szabványos P-401 követelménynek.
Az Egységes Létesítményirányítási Műszaki Előírást (UFGS) 32 12 15 frissítették a WMA-technológiák befogadására. A WMA FAA P-401 szerinti használatának főbb követelményei a következők:
Keverékterv ellenőrzése: A WMA-keveréknek meg kell felelnie az összes szabványos P-401 követelménynek a szemeloszlás, az aszfalttartalom, a légüregek (jellemzően 3–5% tervezési légüreg a felületi rétegekhez), az ásványi anyag halmazban lévő üregek (VMA) és az aszfaltkitöltött üregek (VFA) tekintetében.
Nedvességérzékenység: A WMA-keveréknek meg kell felelnie a minimális 0,80 (80%) szakítószilárdsági aránynak (TSR) az AASHTO T 283 vagy ASTM D4867 szabvány szerint vizsgálva, ami megegyezik a HMA követelményével.
Teljesítményvizsgálat: További teljesítményvizsgálatok (mint a Hamburgi keréknyom-vizsgálat nyomvályú-állóságra és nedvességérzékenységre, valamint a félköríves hajlítás (SCB) vagy a korong alakú kompakt feszítés (DCT) repedésállóságra) előírhatók a kiíró ügynökség által.
Helyszíni tömörítés: A helyszíni sűrűségre vonatkozó követelmények (jellemzően a Marshall-sűrűség 96–98%-a vagy a maximális elméleti sűrűség 92–96%-a, a burkolat elhelyezkedésétől függően) egyaránt vonatkoznak a WMA-ra.
Hőmérsékleti követelmények: A P-401 előírás tartalmaz maximális hőmérsékleteket bizonyos keverékekre, de nem tartalmaz minimális hőmérsékleteket. A szállításkori minimális hőmérsékletet a gyártó határozza meg, ami rugalmasságot biztosít a WMA-hőmérsékletek számára.
Az FAA specifikus kutatásokat végzett a WMA repülőtéri burkolatokra vonatkozóan a Repülőtéri Technológiai Kutatási és Fejlesztési Részlegén keresztül, beleértve a Nemzeti Repülőtéri Burkolat Vizsgáló Létesítményben (NAPTF) és a William J. Hughes Műszaki Központban végzett tanulmányokat. Ezek a tanulmányok kimutatták, hogy a WMA egyenértékű szerkezeti teljesítményt érhet el a HMA-val repülőgép-terhelés alatt. A “Warm-Mix Asphalt for Airfield Pavements” (Mejias-Santiago, FAA) című tanulmány megállapította, hogy a WMA a HMA életképes alternatívájaként ajánlott nagy forgalmú repülőtéri burkolatokon történő használatra.
Repülőtéri burkolati mérnökök és ellenőrök számára a WMA-elfogadás főbb szempontjai a következők ellenőrzése:
A WMA-adalékanyag vagy technológia előzetesen jóváhagyott az ügynökség által, vagy egy próbaszakaszon bizonyítottan egyenértékű teljesítményt nyújt.
A minőség-ellenőrzési terv tartalmazza a WMA-specifikus hőmérséklet-monitoringot, sűrűségvizsgálatot és nedvességérzékenységi vizsgálatot.
A tömörítési terv figyelembe veszi az eltérő hőmérsékleti ablakot (a WMA-nak alacsonyabb, de potenciálisan hosszabb tömörítési hőmérsékleti ablaka lehet).
A keverékterv szükség szerint tartalmaz tapadásgátló adalékanyagokat a TSR-követelmények teljesítéséhez.
WMA fenntarthatóság
A WMA sarokköve a fenntartható burkolatépítésnek. Fenntarthatósági előnyei környezeti, gazdasági és társadalmi dimenziókra terjednek ki:
Környezeti fenntarthatóság
A WMA életciklus-értékelése (LCA) következetesen környezeti előnyöket mutat a HMA-hoz képest több hatáskategóriában:
Globális felmelegedési potenciál (GWP): A WMA 20–35%-kal csökkenti a CO₂-kibocsátást a HMA-hoz képest az alacsonyabb üzemanyag-fogyasztás miatt.
Energiafogyasztás:3–12%-os üzemanyag-energia megtakarítás a tipikus WMA-gyártásnál, egyes technológiák akár 30–55%-os csökkentést is elérnek.
Levegőminőség: Csökkenés a VOC-k (akár 41%), NOx (akár 60%), SO₂ (akár 45%) és szilárdrészecskék (PM10) esetében. A füstgőz-kibocsátás körülbelül 50%-kal csökken 12 °C-os hőmérséklet-csökkenésenként.
Erőforrás-megőrzés: A WMA magasabb RAP-tartalmat tesz lehetővé, csökkentve a szűz sóder és kötőanyag fogyasztását.
Teljes újrahasznosíthatóság: A WMA-burkolatok élettartamuk végén teljes mértékben újrahasznosíthatók, és a gyártás során bekövetkező csökkentett öregedés azt jelenti, hogy a WMA-RAP magasabb minőségű (kevésbé oxidált), mint a HMA-RAP.
Gazdasági fenntarthatóság
Üzemanyagköltség-megtakarítás: A csökkentett energiafogyasztás közvetlenül csökkenti a gyártási költségeket. Tanulmányok szerint a WMA tonnánként 0,50–1,50 USD üzemanyagköltség-megtakarítást eredményezhet az üzemanyagáraktól és a technológiától függően.
Meghosszabbított burkolási szezon: Az alacsonyabb környezeti hőmérsékleten történő burkolás lehetősége meghosszabbítja az építési szezont, növelve az üzem kihasználtságát és csökkentve a szezonon kívüli tárolás szükségességét.
Hosszabb szállítási távolságok: A WMA meghosszabbított megmunkálhatósága lehetővé teszi az üzemek számára, hogy távolabbi munkaterületeket szolgáljanak ki.
Csökkentett üzemi kopás: Az alacsonyabb gyártási hőmérséklet csökkenti a hőterhelést az üzem komponensein.
Társadalmi fenntarthatóság
Munkavállalói egészség és biztonság: A WMA legjelentősebb társadalmi előnye a füstgőz- és szagterhelés drámai csökkenése a burkolócsapatok és az üzemi dolgozók számára.
Közösségi hatás: A csökkentett kibocsátás és szag az üzemben és a burkolási helyszínen javítja a kapcsolatokat a közeli közösségekkel. A alagutakban és zárt területeken csökkentett szellőzési követelményekkel történő burkolás képessége egy specifikus társadalmi előny.
Éjszakai burkolás: A WMA csökkentett hőmérséklete és kibocsátása alkalmassá teszi éjszakai burkolási műveletekhez városi területeken.
Az Európai Aszfaltburkolati Szövetség (EAPA) és a Nemzeti Aszfaltburkolati Szövetség (NAPA) egyaránt rendelkezik állásfoglalásokkal, amelyek a WMA-t kulcsfontosságú fenntarthatósági stratégiaként támogatják. Az EAPA állásfoglalás “A melegaszfalt használata” és a NAPA “Hogyan támogatja a melegaszfalt a DOT fenntarthatósági és reziliencia céljait” (2024. június) című dokumentumai átfogó útmutatást nyújtanak a WMA bevezetését fontolgató ügynökségek számára.
Szabványok és előírások
A WMA a meglévő aszfalt-előírásokon belül a következőkön keresztül van elhelyezve:
Európai szabványok (EN 13108-1 – -7): Maximális hőmérsékletek szerepelnek, de minimális hőmérsékletek nem. A szállításkori minimális hőmérsékletet a gyártó határozza meg. Az adalékanyagokat tartalmazó keverékekre vonatkozó rendelkezések az egyenértékű teljesítmény bizonyításának feltételével.
AASHTO szabványok: Az AASHTO R 35 (Superpave térfogati tervezés), AASHTO T 312 (giratori tömörítő) és AASHTO T 283 (nedvességérzékenység) egyaránt vonatkozik a WMA-ra. Az AASHTO M 320 (teljesítményosztály szerinti kötőanyag-előírás) a WMA-adalékanyagokat a kötőanyag adalékanyaggal történő vizsgálatán keresztül kezeli.
ASTM szabványok: Az ASTM D6925 (Marshall-stabilitás és folyás), ASTM D6926 (próbatestek készítése) és ASTM D4867 (nedvességérzékenység) vonatkozik a WMA-keverékekre.
Állami DOT előírások: A legtöbb USA-beli állami DOT rendelkezik WMA-előírásokkal vagy különleges rendelkezésekkel, amelyek lehetővé teszik a WMA használatát.
ICAO és FAA: Az ICAO 14. melléklete és az FAA AC 150/5370-10 biztosítja a szabályozási keretet a WMA repülőtéri burkolatokon történő használatához.
A WMA-adalékanyag technológiák összefoglalása
Technológia
Mechanizmus
Hőmérséklet-csökkentés
Hatás a kötőanyagra
Hatás a teljesítményre
Szerves viasz (Sasobit, Asphaltan B)
Viszkozitáscsökkentés az olvadáspont felett; kristályosodás alatta
20–30 °C (36–54 °F)
Merevít üzemi hőmérsékleten
Javított nyomvályú-állóság; kötőanyag-osztály módosítása szükséges lehet
A megfelelő WMA-technológia kiválasztása a projektspecifikus tényezőktől függ, beleértve: az adalékanyagok és berendezések helyi elérhetősége, a sóder típusa és ásványtani összetétele, a kötőanyag minősége és forrása, a RAP-tartalom, az éghajlati viszonyok (környezeti hőmérséklet és páratartalom), az üzem konfigurációja (szakaszos vs. dobféle, habosító fúvókák vagy befecskendező rendszerek hozzáadásának képessége), valamint az irányító ügynökség előírásai.
Az FAA P-401 vagy azzal egyenértékű előírások hatálya alá tartozó repülőtéri burkolatok esetében a teljesítményvizsgálatok (Hamburgi keréknyom-vizsgálat, SCB, DCT) és a minőség-ellenőrzési igazolás (TSR, sűrűség, légüregek) további követelményeinek a technológiaválasztást olyan megoldások felé kell irányítaniuk, amelyek repülőtéri burkolatokon bizonyított helyszíni teljesítményadatokkal rendelkeznek.
Gyakran Ismételt Kérdések
A WMA-t körülbelül 100 °C és 150 °C (212 °F és 302 °F) közötti hőmérsékleten állítják elő és tömörítik. Ez 20–40 °C-kal alacsonyabb, mint a hagyományos meleg aszfalt (HMA), amelyet jellemzően 150 °C és 190 °C (300 °F és 375 °F) között gyártanak. A pontos hőmérséklet-csökkenés az adott WMA-technológiától, az adalékanyag adagolásától, a kötőanyag minőségétől, a sóder típusától és a keverék tervezési paramétereitől függ.
A három fő kategória: (1) Szerves adalékanyagok – viaszok, mint a Fischer–Tropsch-viasz (Sasobit) és a Montánviasz, amelyek körülbelül 90–100 °C felett olvadnak meg és csökkentik a kötőanyag viszkozitását, emellett javítják a nyomvályú-állóságot üzemi hőmérsékleten; (2) Kémiai adalékanyagok – felületaktív anyagok és emulgeálószerek, mint az Evotherm és a Rediset, amelyek a sóder és a kötőanyag határfelületén működnek, csökkentve a súrlódási erőket és javítva a bevonást anélkül, hogy megváltoztatnák a kötőanyag viszkozitását; (3) Habosítási technológiák – vízalapú technikák, beleértve a közvetlen vízbefecskendezést habosító fúvókákon keresztül és a víztartalmú adalékanyagokat, mint a szintetikus zeolitok (Aspha-Min, Advera), amelyek 100 °C felett 18–21% kristályvizet szabadítanak fel, ideiglenes kötőanyag-habosítást létrehozva.
Igen. Számos, több mint 15 évet átfogó tanulmány és helyszíni értékelés bizonyítja, hogy a megfelelően tervezett WMA-keverékek egyenértékű vagy jobb teljesítményt nyújtanak a HMA-hoz képest a tömörített sűrűség, a nyomvályú-állóság, a fáradásos repedésállóság és a nedvességkárosodás-állóság tekintetében. Az alacsonyabb gyártási hőmérséklet csökkenti a kötőanyag öregedését a gyártás során, ami javíthatja a termikus és fáradásos repedési teljesítményt. Egyes WMA-technológiák (különösen a szerves viaszok) javítják a nyomvályú-állóságot üzemi hőmérsékleten a viasz olvadáspontja alatt kialakuló kristályos rács szerkezete révén.
Igen. Az FAA értékelte a WMA-t repülőtéri burkolatokhoz, és életképes alternatívaként ajánlja a HMA helyett nagy forgalmú repülőtéri burkolatokhoz. Az FAA P-401 előírását és az Egységes Létesítményirányítási Műszaki Előírást (UFGS) 32 12 15 frissítették a WMA-technológiák befogadására, feltéve, hogy a keverék megfelel az összes szabványos P-401 követelménynek a szemeloszlás, az aszfalttartalom, a légüregek, az ásványi anyag halmazban lévő üregek (VMA) és a nedvességérzékenység (szakítószilárdsági arány) tekintetében. A repülőtéri alkalmazásokhoz használt WMA esetében további minőség-ellenőrzési igazolás szükséges, beleértve a teljesítményvizsgálatokat a hagyományos HMA-val egyenértékű vagy annál jobb tulajdonságok biztosítására.
A WMA 3–12%-kal csökkenti az üzemanyag-energia fogyasztást a gyárban (és a technológiától és az alap HMA-hőmérséklettől függően akár 30–55%-kal is). Ez 20–35%-os CO₂-kibocsátás-csökkenést, valamint csökkentett SO₂- és NOx-kibocsátást és szilárdrészecske-kibocsátást eredményez. A füstgőz (bitumengőz) kibocsátása körülbelül 50%-kal csökken minden 12 °C-os hőmérséklet-csökkenés után – egy 30 °C-os csökkenés körülbelül 80%-kal kevesebb füstgőz-expozíciót eredményez. A WMA emellett magasabb újrahasznosított aszfaltburkolat (RAP) tartalmat tesz lehetővé, tovább csökkentve a szénlábnyomot és a szűz anyagok felhasználását.
Az adagolás technológiatípusonként változik. Szerves viasz adalékanyagokhoz (pl. Sasobit): 1,0–4,0% a kötőanyag tömegére vonatkoztatva (jellemzően 3,0%). Kémiai adalékanyagokhoz és felületaktív anyagokhoz (pl. Evotherm, Rediset): 0,5–2,0% a kötőanyag tömegére vonatkoztatva. Habosító zeolitokhoz (pl. Aspha-Min, Advera): 0,25–0,30% a teljes keverék tömegére vonatkoztatva. Bioalapú kémiai adalékanyagokhoz (pl. Anova): 0,2–0,7% a kötőanyag tömegére vonatkoztatva. Az optimális adagolást keveréktervezési vizsgálatokkal kell meghatározni a helyi anyagok és előírások alapján.
Igen, a WMA kétféleképpen befolyásolhatja a kötőanyag-minőség kiválasztását. Először is, az alacsonyabb gyártási hőmérséklet csökkenti a kötőanyag öregedését a keverés során, így a WMA-ból visszanyert kötőanyag puhább lehet, mint az egyenértékű HMA-é – ez általában előnyös a repedésállóság szempontjából. Másodszor, egyes szerves viasz adalékanyagok (pl. Sasobit) megmerevíthetik a kötőanyagot üzemi hőmérsékleten a kristályosodás miatt, ami indokolhatja a magas hőmérsékletű kötőanyag egy fokozattal alacsonyabb osztályának választását a nyomvályú-állóság és a repedésállóság egyensúlyának fenntartása érdekében. A legtöbb kémiai adalékanyag és zeolit nem változtatja meg jelentősen a kötőanyag teljesítményosztályát (PG) az ajánlott adagolások mellett.
A korai aggodalmak a WMA nedvességérzékenységével kapcsolatban abból fakadtak, hogy az alacsonyabb gyártási hőmérséklet maradék nedvességet hagyhat a keverékben és csökkentheti a sóder bevonását. A megfelelő keveréktervezés azonban, beleértve a tapadásgátló adalékanyagokat (oltott mész vagy folyékony tapadásgátló szerek) és az AASHTO T 283 vagy ASTM D4867 nedvességérzékenységi vizsgálati protokollok betartását, biztosítja, hogy a WMA megfeleljen a HMA-val azonos szakítószilárdsági arány (TSR) követelményeinek. Számos kémiai WMA-adalékanyag tartalmaz olyan felületaktív anyagokat, amelyek ténylegesen javítják a sóder–kötőanyag kötést és a nedvességállóságot.
Optimalizálja aszfaltvizsgálati programját
A TarmacView mesterséges intelligenciával működő burkolatfelület-elemzést kínál, hogy segítsen felmérni WMA- és HMA-burkolatai állapotát, korai károsodásokat észlelni és aszfaltvagyonát kezelni – a repülőtéri futópályáktól az autópálya-hálózatokig.
Meleg Kevert Aszfalt (WMA) Adalékanyagok és Technológiai Megoldások
A meleg kevert aszfalt (WMA) technológiák 20-40°C-kal csökkentik az HMA gyártási és beépítési hőmérsékletét adalékanyagok vagy eljárások segítségével: szerves v...
Meleg Aszfaltkeverék (HMA) Repülőtéri és Útpályákhoz
A meleg aszfaltkeverék (HMA) a szabványos rugalmas útpálya-anyag, amelyet az adalékanyag és az aszfaltkötőanyag 150–180°C-on történő hevítésével és keverésével,...
Az ásványi adalékanyag közötti hézagok (VMA) a tömörített melegaszfalt-keverékben az adalékanyag szemcsék közötti szemcseközi hézagtérfogat, amely magában fogla...
31 perc olvasás
Pavement materials
Asphalt mix design
+2
Sütik Hozzájárulás A sütiket használjuk, hogy javítsuk a böngészési élményt és elemezzük a forgalmunkat. See our privacy policy.