Frezowanie na zimno, zwane również frezowaniem asfaltu, to mechaniczne usuwanie warstw nawierzchni do określonej głębokości i profilu za pomocą wirującego bębna z ostrzami z węglików spiekanych. Przywraca niweletę i spadek poprzeczny, usuwa zniszczony materiał oraz produkuje RAP do recyklingu.
Frezowanie na zimno (Milling) nawierzchni asfaltowych
Definicja i sprzęt
Frezowanie na zimno (CP), zwane również frezowaniem asfaltu, frezowaniem nawierzchni lub frezowaniem na zimno, to kontrolowane mechaniczne usuwanie powierzchni istniejącej nawierzchni do określonej głębokości, niwelety i spadku poprzecznego za pomocą samobieżnej frezarki. Stowarzyszenie Asphalt Recycling and Reclaiming Association (ARRA) formalnie definiuje frezowanie na zimno jako “kontrolowane usuwanie powierzchni istniejącej nawierzchni do żądanej głębokości, za pomocą specjalnie zaprojektowanego sprzętu, w celu przywrócenia powierzchni nawierzchni do określonej niwelety i spadku poprzecznego.” Proces powstał pod koniec lat 70. XX wieku i od tego czasu stał się preferowaną metodą na całym świecie do usuwania i odzyskiwania materiałów nawierzchni asfaltowych.
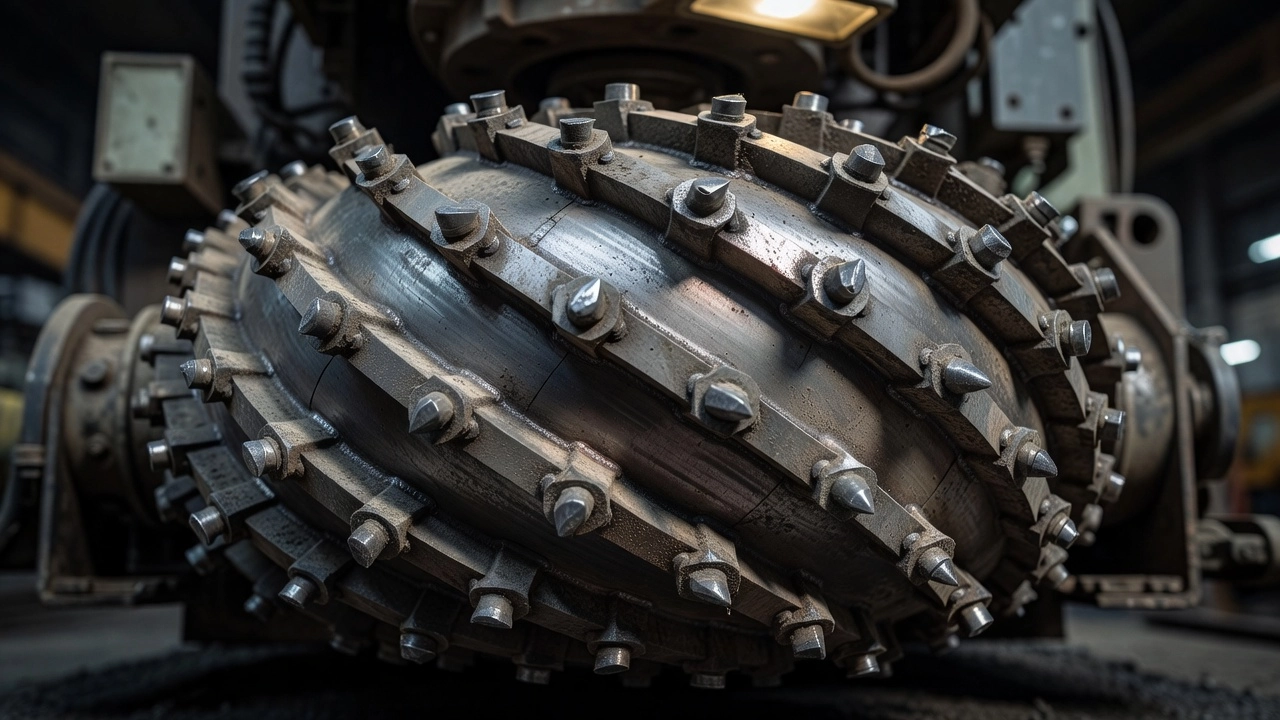
Główne elementy wyposażenia. Frezarka jest jednostką samobieżną o wystarczającej mocy, przyczepności i stabilności, aby utrzymać dokładną głębokość cięcia. Głównym elementem jest bęben tnący — wirujący cylinder pokryty 2, 3 lub 4 skrętami (konfiguracje spiralne), które przesuwają sfrezowany materiał w kierunku środka w celu załadunku na przenośnik. Standardowe bębny tnące są wyposażone w uchwyty narzędziowe i wymienne ostrza tnące z węglików spiekanych (zęby), które stykają się z nawierzchnią i powodują jej pękanie. W bębnie z potrójnym skrętem (3 skręty) narzędzia tnące są rozmieszczone poziomo co około 15 mm (5/8 cala). Bęben pracuje zazwyczaj w kierunku “do góry”, co oznacza, że obrót bębna porusza się w górę względem kierunku jazdy maszyny, co kontroluje wielkość sfrezowanych cząstek i teksturę powierzchni.
Narzędzia tnące i uchwyty narzędziowe. Narzędzia tnące to stalowe trzpienie z końcówkami z węglików spiekanych, które zużywają się podczas pracy i muszą być regularnie wymieniane, aby utrzymać stałą jakość cięcia. Nie ma jednego uniwersalnego stylu narzędzia tnącego — twardość, rozmiar i ścieralność kruszywa są głównymi czynnikami decydującymi o doborze narzędzia i jego żywotności. Narzędzie tnące może wytrzymać od godziny (na ściernym betonie lub zanieczyszczonym materiale) do kilku dni (na standardowym asfalcie). Uchwyty narzędziowe są dwojakiego rodzaju: uchwyty z szybką wymianą oraz systemy uchwytów i bloków spawanych. Uchwyty zużywają się z czasem i muszą być wymieniane, aby utrzymać dobrą jakość wzorca cięcia. Uchwyty mogą się odłamać, jeśli bęben uderzy w ukryte przeszkody, takie jak ramy studzienek lub zasuwy wodne.
Standardowe szerokości bębnów. Frezarki są dostępne z szerokościami bębnów tnących od 100 mm (4 cale) do prac rowowych do 4,2 m (14 stóp) do frezowania pełnych pasów. Standardowe klasyfikacje szerokości:
Kategoria bębna
Typowe szerokości
Rowowe
100, 200, 300 mm (4, 8, 12 cali)
Mini frezarki
300, 400, 500, 600 mm (12, 16, 20, 24 cali)
Małe frezarki
1,0, 1,2 m (3, 4 stopy)
Półpasa
1,8, 2,1 m (6, 7 stóp)
Pełnego pasa
3,0, 3,4, 3,8, 4,2 m (10, 11,25, 12,5, 14 stóp)
Systemy transportu materiału. Obudowa bębna tnącego zawiera cały sfrezowany materiał podczas cięcia. Ostrze zgarniające z węglików spiekanych przeciąga się po teksturowanej frezowanej powierzchni za bębnem, usuwając cały luźny materiał z wyjątkiem drobnego pyłu. Samoładowczy przenośnik taśmowy, przedni lub boczny, przenosi sfrezowany materiał z jezdni na wywrotki jadące w tandemie z frezarką. Nowoczesne maszyny wykorzystują przenośniki przednie, które poprawiają widoczność i manewrowość.
Systemy zraszania wodą. Frezowanie asfaltu generuje ogromną ilość ciepła w wyniku tarcia między narzędziami tnącymi a nawierzchnią. Do 2000 galonów (7570 litrów) wody na godzinę musi być stale rozpylane na narzędzia tnące i bęben wewnątrz obudowy w celu chłodzenia. System zraszania wodą służy również do tłumienia pyłu unoszącego się w powietrzu, kontrolując emisje i poprawiając widoczność operatora i otaczającego ruchu. W większości projektów frezarce towarzyszy beczkowóz o typowej pojemności 2500 galonów (9460 litrów).
Układy jezdne. Frezarki są wyposażone w trzy lub cztery gąsienice, każda napędzana oddzielnym silnikiem hydraulicznym z mechanizmami blokady przyczepności. Układy jezdne mają poliuretanowe lub gumowe nakładki gąsienicowe, które zapewniają równomierną przyczepność, minimalizując jednocześnie uszkodzenia leżącej pod spodem nawierzchni. Nowoczesne konstrukcje gąsienic zawierają blokadę przyczepności, która przekierowuje moc ze ślizgających się gąsienic na te z przyczepnością, utrzymując stały ruch do przodu i jakość cięcia.
Głębokości frezowania
Frezowanie na zimno może być wykonywane w trzech różnych zakresach głębokości w zależności od celów projektu, stanu istniejącej nawierzchni oraz wymagań strukturalnych strategii rehabilitacji.
Frezowanie powierzchniowe (6–50 mm / 0,25–2 cali). Frezowanie powierzchniowe usuwa tylko wierzchnią warstwę nawierzchni asfaltowej w celu skorygowania drobnych uszkodzeń powierzchni, takich jak wybruzowanie, wyługowanie i wygładzone kruszywo. Głębokość ta jest zazwyczaj stosowana, gdy leżąca pod spodem konstrukcja nawierzchni pozostaje zdrowa, a celem jest przywrócenie szorstkości lub przygotowanie powierzchni pod cienką warstwę nakładaną lub powierzchniowe utrwalenie. Frezowanie powierzchniowe służy również do usuwania zużytych powłok powierzchniowych, takich jak powłoki uszczelniające, powłoki grysowe lub mikrodywaniki, które zakończyły swój okres użytkowania. Głębokość frezowania musi być wystarczająca do usunięcia całego utlenionego i zestarzałego lepiszcza z warstwy wierzchniej.
Frezowanie częściowej głębokości (50–150 mm / 2–6 cali). Frezowanie częściowej głębokości usuwa jedną lub więcej warstw asfaltu, pozostawiając dolne warstwy nawierzchni nienaruszone. Jest to najczęstsze zastosowanie frezowania na zimno przed ułożeniem warstwy nakładanej. Typowe głębokości frezowania w ramach rehabilitacji dróg i lotnisk wynoszą od 50 do 100 mm (2 do 4 cali). Frezowanie częściowej głębokości usuwa koleiny, wybrzuszenia, fałdy i pęknięcia strukturalne rozciągające się przez górne warstwy. Głębokość dobiera się tak, aby odsłonić zdrowy materiał poniżej strefy uszkodzeń, zapewniając czyste, jednolite podłoże dla nowej warstwy nakładanej.
Frezowanie pełnej głębokości (150–300 mm / 6–12 cali). Frezowanie pełnej głębokości usuwa całą konstrukcję nawierzchni asfaltowej aż do podbudowy lub podłoża. Zastosowanie to stosuje się, gdy istniejący asfalt ma rozległe uszkodzenia strukturalne, odspojenie lub stwardnienie na całej grubości. Frezowanie pełnej głębokości jest również zalecane, gdy korekty niwelety lub spadku poprzecznego wymagają usunięcia całego przekroju nawierzchni, gdy istniejący profil nawierzchni nagromadził wiele warstw nakładanych, co podniosło powierzchnię powyżej odsłonięcia krawężników lub konstrukcji odwadniających, lub gdy istniejąca nawierzchnia ma być całkowicie wymieniona przy użyciu materiałów z recyklingu. Typowe maksymalne głębokości frezowania wynoszą od 300 mm (12 cali) dla standardowych maszyn do 350 mm (14 cali) w specjalistycznym sprzęcie.
Określona głębokość frezowania w planach projektu i specyfikacjach musi uwzględniać minimalną głębokość wymaganą do uzyskania czystej, jednolitej powierzchni poniżej poziomu istniejących uszkodzeń. Wytyczne budowlane ARRA (CP101) zalecają, że typowe głębokości frezowania mieszczą się w przedziale od 25 mm do 300 mm (1 do 12 cali).
Tekstura powierzchni po frezowaniu
Tekstura powierzchni wytworzona przez frezowanie na zimno jest krytycznym parametrem jakościowym, który bezpośrednio wpływa na przyczepność między frezowaną powierzchnią a nową warstwą nakładaną, jakość jazdy po tymczasowej powierzchni jezdnej oraz szorstkość frezowanej nawierzchni. Tekstura składa się z szeregu równoległych podłużnych prążków utworzonych przez narzędzia tnące podczas przejścia wirującego bębna po powierzchni nawierzchni.
Jakość tekstury a prędkość posuwu. Zależność między prędkością posuwu frezarki a prędkością obrotową bębna tnącego jest najważniejszym czynnikiem decydującym o jakości tekstury powierzchni. ARRA zaleca, aby prędkość posuwu w stopach na minutę nie przekraczała dwóch trzecich (2/3) prędkości obrotowej bębna wyrażonej w RPM. Na przykład, bęben tnący pracujący przy 100 RPM nie powinien przekraczać prędkości posuwu 20 m/min (66 stóp/min). Ten stosunek zapewnia jedną trzecią nakładania się cięć między sąsiednimi zębami, tworząc równomierny wzór prążków.
Gdy prędkość posuwu maszyny w stopach na minutę przekracza prędkość obrotową bębna w RPM, mówi się, że maszyna “wyprzedza frez”. Poszczególne narzędzia tnące nie nakładają się na sąsiednie cięcia, tworząc bardzo słabą jakość, szorstką powierzchnię charakteryzującą się śladami przypominającymi muszlę i pojedyncze wyżłobienia. Przy niedopuszczalnym stosunku 100 stóp/min przy 100 RPM poszczególne ślady narzędzi stają się około 50 mm (2 cale) długie, z odstępem 19 mm (0,75 cala) między śladami. Przy dopuszczalnym stosunku 33 stóp/min przy 100 RPM odstępy między prążkami zmniejszają się do około 2,4 mm (0,1 cala).
Dopuszczalna tolerancja tekstury. Najczęściej określanym wymaganiem końcowym dla standardowego frezowania na zimno jest, aby różnica między najwyższymi i najniższymi punktami frezowanej powierzchni nie przekraczała 6 mm (1/4 cala) przy pomiarze podłużnym łatą o długości 5 m (16 stóp) lub równoważnym profilografie. Ta sama tolerancja 6 mm zapewnia również, że bęben tnący jest prawidłowo utrzymany, a narzędzia są wyrównane i ustawione na równą głębokość cięcia. Większość nierównych, szorstkich frezowanych powierzchni wynika z niedostatecznej konserwacji frezu, szczególnie brakujących lub zużytych zębów tnących, i nie powinna być akceptowana przez agencję zamawiającą.
Badanie makrotekstury. Gdy głębokość frezowania jest równa lub mniejsza niż 100 mm (4 cale), zaleca się badanie makrotekstury przy użyciu metody badawczej ITM nr 812-13T stanu Indiana lub równoważnej wolumetrycznej metody piaskowej. Badanie to wykorzystuje kulki szklane typu 1 (zgodnie z AASHTO M 247) rozprowadzone na frezowanej powierzchni za pomocą płaskiego, sztywnego dysku z pleksiglasu o średnicy 8 ± 2 cali. Mierzy się objętość kulek wymaganą do wypełnienia pustek powierzchniowych i oblicza współczynnik makrotekstury. Typowy akceptowalny współczynnik makrotekstury wynosi 1,8 lub więcej. Badanie makrotekstury należy wykonać w dwóch losowych lokalizacjach na pas kontrolny, nie bliżej niż 150 m (500 stóp) od siebie.
Kryteria kontroli wizualnej. Frezowanie powinno dać powierzchnię nawierzchni zgodną z linią, niweletą i przekrojem poprzecznym, o jednolitej teksturze. Frezowana powierzchnia musi być wolna od:
odprysków (wybruzowania materiału spowodowanego stanem leżących poniżej warstw lub nadmierną prędkością roboczą)
luźnych zanieczyszczeń i pyłu
wyżłobień lub obszarów muszlowatych od zużytych lub brakujących narzędzi tnących
niedopuszczalnych przesunięć połączeń podłużnych lub poprzecznych
Kontrola niwelety i spadku poprzecznego
Frezarki wykorzystują automatyczne systemy poziomujące do utrzymania określonej niwelety (profilu podłużnego) i spadku poprzecznego (profilu poprzecznego) frezowanej powierzchni. Systemy te są kluczowe dla osiągnięcia geometrii nawierzchni wymaganej w planach projektu, szczególnie gdy frezowanie na zimno musi skorygować istniejące wady profilu, takie jak zagłębienia, wybrzuszenia lub problemy odwadniające.
Systemy czujników. Jeden lub więcej automatycznych systemów poziomujących działa niezależnie na frezarce, wykorzystując różne typy czujników:
Czujniki linkowe mechanicznie skanują płytę boczną maszyny w celu odniesienia do istniejącego poziomu nawierzchni
Bezstykowe czujniki ultradźwiękowe skanują płytę boczną lub dowolne stałe odniesienie obok maszyny bez fizycznego kontaktu
Czujniki przetwornikowe skanują ruchome odniesienie, takie jak narta (długa łata zamontowana do maszyny) lub sznurek (naprężony drut lub linka ustawiona na projektowaną niweletę)
Czujniki nachylenia (elektroniczne precyzyjne przyrządy do pomiaru kąta) montowane są na belce poprzecznej maszyny w celu pomiaru i utrzymania spadku poprzecznego
Możliwości sterowania. Frezarka musi być w stanie utrzymać głębokość cięcia z dokładnością do 6 mm (1/4 cala) od żądanej głębokości, z efektywnym sposobem kontroli spadku poprzecznego. Nowoczesne frezarki Wirtgen, Caterpillar, BOMAG i Roadtec są wyposażone w zaawansowane elektroniczne systemy sterowania, które integrują kontrolę niwelety 3D opartą na GPS do skomplikowanych zastosowań frezowania profilowego. Systemy te umożliwiają maszynie podążanie za cyfrowym modelem terenu (DTM) i wytwarzanie dokładnie określonej niwelety końcowej, nawet podczas frezowania wokół istniejących konstrukcji, takich jak studzienki, zasuwy i wpusty odwadniające.
Tolerancja spadku poprzecznego. Spadek poprzeczny frezowanej powierzchni powinien być jednolity, bez zagłębień lub odchyleń nachylenia większych niż 6 mm (1/4 cala) na 3,6 m (12 stóp). W przypadku dróg o prędkości projektowej 40 MPH (65 km/h) lub większej, do weryfikacji tolerancji profilu stosuje się łatę o długości 5 m (16 stóp). W przypadku dróg o prędkości poniżej 40 MPH można stosować łatę o długości 3 m (10 stóp).
Odcinek kontrolny. W pierwszym dniu produkcji wykonawca buduje odcinek kontrolny o długości co najmniej 300 m (1000 stóp), aby wykazać, że sprzęt, procesy i personel spełniają wymagania specyfikacji. Odcinek kontrolny musi wykazać jednolitą teksturę powierzchni i przekrój poprzeczny, spełnić wymagania makrotekstury oraz osiągnąć określone tolerancje równości. Jeśli odcinek kontrolny nie spełnia wymagań, wykonawca musi przedłożyć pisemny plan działań naprawczych i zbudować nowy odcinek testowy. Operacje frezowania na zimno nie mogą być kontynuowane po pierwszym dniu bez zatwierdzonego odcinka kontrolnego.
Produkcja RAP i recykling
Jedną z głównych korzyści ekonomicznych i środowiskowych frezowania na zimno jest wytwarzanie Materiału Asfaltowego z Recyklingu (RAP) — materiału w 100% nadającego się do recyklingu, który może być włączony do nowych materiałów konstrukcyjnych.
Charakterystyka RAP. RAP składa się z pokrytych asfaltem cząstek kruszywa sfrezowanych z istniejącej powierzchni nawierzchni. Materiał jest czysty i wolny od zanieczyszczeń ziemią, materiałami podbudowy, betonem lub innymi szkodliwymi substancjami, takimi jak muł i glina. RAP jest sortowany przez sam proces frezowania; rozkład wielkości cząstek jest kontrolowany przez prędkość obrotową bębna, prędkość posuwu, rozstaw narzędzi oraz charakterystykę istniejącej mieszanki nawierzchniowej.
Zastosowania RAP. Cały RAP wytworzony przez frezowanie na zimno może być ponownie wykorzystany w następujących zastosowaniach:
Nowa mieszanka asfaltowa na gorąco (HMA) — RAP może zastąpić do 30-50% dziewicze kruszywo i lepiszcze w nowych mieszankach nawierzchniowych do warstw pośrednich i podbudowy
Mieszanka asfaltowa na zimno — stosowana w recyklingu na zimno w miejscu (CIR) i recyklingu na zimno w centralnej wytwórni (CCPR)
Stabilizowana podbudowa kruszywowa — RAP mieszany z cementem, asfaltem spienionym lub asfaltem emulsyjnym do budowy podbudowy
Niewiążąca podbudowa i podłoże z kruszywa — RAP stosowany jako materiał wypełniający
Materiał na pobocza i tymczasowe drogi dojazdowe
Korzyści środowiskowe. Ponowne wykorzystanie asfaltu poprzez frezowanie na zimno i produkcję RAP oszczędza naturalne zasoby kruszywa, zmniejsza zużycie energii i popyt na ropę naftową oraz wydłuża żywotność składowisk poprzez kierowanie materiału nawierzchniowego z dala od miejsc utylizacji. Program FHWA Asphalt Pavement Recycling promuje wykorzystanie RAP w maksymalnym ekonomicznie i praktycznym zakresie w budownictwie drogowym.
Wymagania dotyczące postępowania z RAP. Gdy sfrezowany materiał staje się własnością wykonawcy, musi zostać usunięty z projektu. Gdy jest to określone, RAP jest składowany w wyznaczonych lokalizacjach z następującymi wymaganiami:
Równomierne składowanie do maksymalnej wysokości 3 m (10 stóp)
Utrzymanie istniejących wzorców odwadniania z obszaru składowania
Wyprofilowanie obszaru przechowywania w celu odprowadzania wody deszczowej z dala od materiału
Zarządzanie hałdami w celu zapobiegania degradacji materiału, segregacji i ponownej konsolidacji
Stosowanie przykrytych lub plandekowanych ciężarówek w celu zapobiegania wysypywaniu się podczas transportu
Frezowanie przed ułożeniem warstwy nakładanej
Frezowanie na zimno przed ułożeniem warstwy nakładanej jest jedną z najczęstszych strategii rehabilitacji nawierzchni na całym świecie. Proces usuwa uszkodzoną warstwę wierzchnią, przywraca profil nawierzchni oraz zapewnia czyste, teksturowane podłoże do związania z nową warstwą nakładaną.
Przygotowanie powierzchni pod warstwę nakładaną. Frezowana powierzchnia zapewnia mechaniczną blokadę między istniejącą nawierzchnią a nową warstwą nakładaną z mieszanki asfaltowej na gorąco. Teksturowany wzór powierzchni zwiększa powierzchnię dostępną do związania i zapewnia jednolite podłoże do aplikacji warstwy sczepnej. Specyfikacje standardowe FAA dla budowy lotnisk (AC 150/5370-10H) wymagają, aby istniejące powierzchnie nawierzchni były przygotowane zgodnie z planami projektu i specyfikacjami przed ułożeniem nowej nawierzchni asfaltowej.
Strefy przejściowe. Na zakończeniu każdego odcinka frezowania oraz w obszarach ramp, poprzeczne krawędzie muszą być ścięte z minimalnym nachyleniem 10:1 (poziomo:pionowo). Oznacza to, że na każde 25 mm (1 cal) głębokości frezowania, skos rozciąga się na co najmniej 250 mm (10 cali) w kierunku podłużnym. Minimalna odległość skosu wynosząca 5 m (15 stóp) jest zalecana w przypadku dróg o większym natężeniu ruchu. Skos zapewnia płynne przejście między frezowanym odcinkiem a sąsiednią niefrezowaną nawierzchnią, zapobiegając obciążeniom udarowym układu zawieszenia pojazdów.
Połączenia podłużne. Podczas frezowania połówek pasa, pionowe krawędzie podłużne o wysokości większej niż 25 mm (1 cal), które są wystawione na ruch, muszą być ścięte w minimalnym stosunku 3:1 (75 mm poziomo na każde 25 mm pionowo). Ze względów bezpieczeństwa większość specyfikacji stanowych wymaga, aby pas ruchu nie mógł być udostępniony dla ruchu, jeśli pionowe połączenie między sąsiednimi otwartymi pasami przekracza 50 mm (2 cale).
Tymczasowe powierzchnie jezdne. Frezowane powierzchnie mogą służyć jako tymczasowe powierzchnie jezdne, o ile powierzchnia nie ulega wybruzowaniu. W przypadku dróg o mniejszym natężeniu ruchu, warstwy nakładane są zwykle układane w ciągu 3-10 dni. W przypadku dróg o dużym natężeniu ruchu, agencje coraz częściej wymagają frezowania i ponownego profilowania w ramach tej samej zmiany przed ponownym dopuszczeniem ruchu. Frezowana powierzchnia musi być utrzymywana w stanie odpowiednim do bezpiecznego poruszania się pojazdów, a wszelkie oznakowanie poziome musi zostać przywrócone przed otwarciem. Większość agencji ogranicza czas trwania tymczasowego ruchu na frezowanych powierzchniach do maksymalnie 14 dni kalendarzowych.
Tymczasowe skosy poprzeczne. Poprzeczne połączenia na końcu każdego dnia frezowania wymagają tymczasowych ramp z mieszanki asfaltowej lub skosów frezowania na zimno. Nachylenie połączenia skośnego nie może być mniejsze niż 10:1, gdy jest udostępnione dla ruchu. W przypadku zastosowania tymczasowej rampy z mieszanki asfaltowej, frezowana powierzchnia na połączeniu musi być wykonana jako połączenie doczołowe na pełną głębokość układanej warstwy. Wykonawca jest odpowiedzialny za utrzymanie tych ramp asfaltowych do czasu ułożenia wszystkich wymaganych warstw.
Inspekcja frezowanej powierzchni
Inspekcja frezowanej powierzchni to proces zapewnienia jakości, który weryfikuje zgodność ze specyfikacjami projektu. Inspekcja obejmuje teksturę powierzchni, tolerancję profilu, równomierność spadku poprzecznego, dokładność głębokości i czystość.
Inspekcja przed budową. Przed rozpoczęciem frezowania na zimno wykonawca musi przedłożyć Plan Frezowania na Zimno oraz Plan Kontroli Jakości (QCP) do wglądu. Plany te muszą zawierać:
Liczbę, typy i rozmiary frezarek
Szerokość i lokalizację każdego przejścia frezującego
Proponowaną metodę frezowania wokół istniejących konstrukcji
Typowe przekroje podłużne i poprzeczne dla połączeń
Harmonogram wymiany zębów tnących
Częstotliwość badań równości i makrotekstury
Procedury naprawcze dla powierzchni niezgodnych
Inspekcja w trakcie procesu. Podczas frezowania inspektor weryfikuje:
Głębokość cięcia — mierzoną od frezowanej powierzchni do oryginalnej powierzchni nawierzchni w regularnych odstępach
Teksturę powierzchni — ocenę wizualną jednolitego wzoru prążków, braku wyżłobień lub obszarów muszlowatych
Tolerancję profilu — przy użyciu łaty o długości 5 m (16 stóp) lub 3 m (10 stóp), wszelkie nierówności nie powinny przekraczać 6 mm (1/4 cala)
Równomierność spadku poprzecznego — brak zagłębień lub odchyleń większych niż 6 mm (1/4 cala) na 3,6 m (12 stóp)
Jakość połączeń — przesunięcia połączeń podłużnych i poprzecznych mieszczące się w określonych tolerancjach
Czystość — frezowana powierzchnia wolna od pyłu, zanieczyszczeń i luźnego materiału przed ułożeniem warstwy nakładanej
Odpryski — wybruzowanie lub luźny materiał, który należy usunąć przez dodatkowe frezowanie
Prace wadliwe. Zniszczone lub nieregularne obszary niespełniające wymagań specyfikacji muszą zostać naprawione zgodnie z dokumentacją kontraktową. W przypadku wystąpienia odprysków, agencja zamawiająca jest powiadamiana. Odpryski spowodowane prędkością roboczą frezarki (odpowiedzialność wykonawcy) muszą zostać usunięte na koszt wykonawcy. Odpryski spowodowane stanem leżących poniżej warstw są opłacane z funduszu robót dodatkowych.
Pomiar równości jazdy. W przypadku frezowanych powierzchni na drogach o wyższych prędkościach, równość jest mierzona za pomocą profilografu drogowego lub maysmetru. Powszechnie stosowana specyfikacja ogranicza nierówności do 900 mm/km na trasach międzystanowych i 1000 mm/km na wszystkich innych trasach systemowych. Te specyfikacje końcowe pozwalają wykonawcom dobierać sprzęt i metody spełniające wymagane wykończenie, zachęcając do innowacji w technologii narzędzi tnących i systemach sterowania maszyn.
Kryteria odbioru. Ostateczny odbiór frezowanej powierzchni opiera się na następujących kryteriach:
Wizualne — jednolita tekstura, zgodna z linią, niweletą i przekrojem poprzecznym
Łata — nierówności nieprzekraczające 6 mm (1/4 cala)
Spadek poprzeczny — brak zagłębień lub odchyleń przekraczających 6 mm (1/4 cala) na 3,6 m (12 stóp)
Makrotekstura — współczynnik 1,8 lub więcej (gdy określono)
Równość — w określonych granicach profilografu lub maysmetru
Czystość — wolna od pyłu, zanieczyszczeń i luźnych cząstek
Frezowanie na zimno w rehabilitacji nawierzchni lotniskowych
Frezowanie na zimno jest szeroko stosowane w projektach rehabilitacji nawierzchni lotniskowych w ramach Załącznika 14 ICAO, Dokumentu ICAO 9157 Podręcznik projektowania lotnisk Część 3 — Nawierzchnie oraz Okólnika Doradczego FAA 150/5370-10H (Standardowe specyfikacje budowy lotnisk). Specyfikacje FAA dotyczące budowy lotnisk odnoszą się do frezowania na zimno poprzez pozycję P-101 (Przygotowanie istniejących powierzchni nawierzchni pod warstwę nakładaną) oraz pozycję P-102 (Usuwanie istniejącej nawierzchni).
Zastosowania specyficzne dla lotnisk. Frezowanie na zimno nawierzchni lotniskowych spełnia kilka kluczowych funkcji:
Przygotowanie drogi startowej pod warstwę nakładaną — frezowanie istniejących nawierzchni dróg startowych w celu usunięcia kolein w śladach kół, wybrzuszeń i pęknięć termicznych przed ułożeniem nowej warstwy nakładanej P-401
Korekta spadku poprzecznego — przywracanie spadku poprzecznego na drogach kołowania i płytach postojowych w celu spełnienia wymogów odwadniania ICAO i FAA, zapobiegając gromadzeniu się wody, które może powodować aquaplaning
Korekta niwelety — korygowanie odchyleń profilu podłużnego na drogach startowych w celu spełnienia wymogów poziomu operacyjnego dla statków powietrznych
Przejściowe połączenia — tworzenie gładkich skosów 10:1 lub łagodniejszych na skrzyżowaniach droga startowa-droga kołowania oraz na przejściach krawędzi nawierzchni
Usuwanie RAP do ponownego wykorzystania w strefie lotniska — wytwarzanie RAP spełniającego specyfikacje lotniskowe do stosowania w podbudowach lub zastosowaniach poza drogami lotniskowymi
Najczęściej Zadawane Pytania
Frezowanie na zimno (standardowe) wykorzystuje bęben tnący z rozstawem narzędzi około 15 mm (5/8 cala) między ostrzami, tworząc szorstką powierzchnię z podłużnymi prążkami. Mikrofrekowanie wykorzystuje bęben z narzędziami rozmieszczonymi co 3-6 mm (1/8-1/4 cala), zazwyczaj 450-500 narzędzi na bęben w porównaniu do 165-175 w standardowym frezowaniu. Mikrofrekowanie tworzy bardzo drobną, jednolitą fakturę, odpowiednią jako ostateczna warstwa jezdna lub jako przygotowanie pod cienkie warstwy nawierzchniowe, takie jak powłoki uszczelniające. Maksymalna głębokość cięcia dla mikrofrekowania wynosi około 50 mm (2 cale), podczas gdy standardowe frezowanie na zimno może usunąć do 300 mm (12 cali) w jednym przejściu.
Tak, frezarki są w stanie frezować zarówno nawierzchnie asfaltowe, jak i z cementu portlandzkiego (PCC). Jednak frezowanie betonu powoduje znacznie większe zużycie narzędzi tnących ze względu na twardość i ścieralność kruszywa oraz matrycy cementowej. Żywotność narzędzi przy frezowaniu betonu może zostać skrócona do godziny lub mniej, w porównaniu do kilku dni na asfalcie. Do frezowania betonu często stosuje się specjalne ostrza z węglików spiekanych lub z diamentowymi końcówkami. Proces ten jest powszechnie stosowany do usuwania nierówności powierzchni na stykach płyt betonowych, przywracania spadku poprzecznego na betonowych drogach startowych oraz przygotowania powierzchni betonowych pod warstwy nakładane z asfaltu (whitetopping lub nakładanie związane).
Makroteksturę frezowanej powierzchni nawierzchni mierzy się za pomocą testu piaskowego (technika wolumetryczna) lub profilometru laserowego. Najczęstsze wymaganie określa, że różnica między najwyższymi a najniższymi punktami frezowanej powierzchni nie może przekraczać 6 mm (1/4 cala) przy pomiarze łatą o długości 3 m (10 stóp) lub 5 m (16 stóp). W przypadku mikrofrekowania tolerancję zmniejsza się do 2 mm (1/16 cala). Metoda badawcza ITM nr 812-13T stanu Indiana określa badanie makrotekstury przy użyciu kulek szklanych, wymagając współczynnika makrotekstury wynoszącego 1,8 lub więcej. Prędkość posuwu frezarki nie może przekraczać dwóch trzecich prędkości obrotowej bębna tnącego, aby utrzymać odpowiednią jakość tekstury.
Frezowanie na zimno skutecznie leczy następujące uszkodzenia nawierzchni asfaltowej: koleiny (zagłębienia w śladach kół), wybruzowanie (utrata kruszywa), wyługowanie (nadmiar lepiszcza na powierzchni), wybrzuszenia i fałdy, zniszczony lub zestarzały asfalt, odspojenie (utrata wiązania lepiszcza z kruszywem) oraz problemy z równością jazdy, takie jak wybrzuszenia, garby, zapadliska i zagłębienia. Frezowanie na zimno usuwa uszkodzoną warstwę do głębokości odsłaniającej zdrowy materiał, zapewniając czystą, jednolitą powierzchnię pod ułożenie warstwy nakładanej. Proces koryguje również nieregularności profilu, w tym obszary gromadzenia wody, problemy z odsłonięciem krawężników oraz kwestie spadków poboczy.
Gdy frezowana powierzchnia jest udostępniona dla ruchu tymczasowego, obowiązuje kilka wymogów bezpieczeństwa. Podłużne pionowe krawędzie połączeń o wysokości większej niż 25 mm (1 cal) muszą być ścięte w stosunku 3:1 (poziomo:pionowo). Poprzeczne pionowe krawędzie z uskokiem większym niż 12,5 mm (1/2 cala) wymagają tymczasowych połączeń asfaltowych o minimalnym nachyleniu 10:1. Frezowana powierzchnia nie może zatrzymywać ani gromadzić wody. Oznakowanie poziome usunięte podczas frezowania musi zostać przywrócone przed dopuszczeniem ruchu. Specyfikacje stanowe zazwyczaj wymagają, aby pionowe połączenie między sąsiednimi otwartymi pasami ruchu nie przekraczało 50 mm (2 cali) ze względów bezpieczeństwa. Większość agencji ogranicza czas trwania tymczasowego ruchu na frezowanych powierzchniach do maksymalnie 14 dni kalendarzowych.
TarmacView oferuje profesjonalne badania stanu nawierzchni lotniskowych, w tym inspekcję jakości frezowanej powierzchni, ocenę stref przejściowych oraz ocenę przygotowania pod warstwę nakładaną. Skontaktuj się z naszym zespołem, aby umówić inspekcję.
Recykling na zimno in-situ (CIR) nawierzchni asfaltowych
Recykling na zimno in-situ (CIR) to metoda rehabilitacji nawierzchni, w której istniejące warstwy asfaltu są frezowane, mieszane ze środkami recyklingowymi (emu...
Freżowanie i uszczelnianie to metoda naprawy rys, w której czynną rysę poszerza się do określonej geometrii korytka za pomocą frezarki lub piły, a następnie czy...
Łatanie asfaltu obejmuje metody wyrzucania i walcowania, półtrwałe, natryskowo-iniekcyjne oraz naprawy na pełną głębokość dla lokalnych uszkodzeń nawierzchni. S...
29 min czytania
Pavement Maintenance
Asphalt Repair
+2
Zgoda na Pliki Cookie Używamy plików cookie, aby poprawić jakość przeglądania i analizować nasz ruch. See our privacy policy.