Badania Nieniszczące (NDT)
Badania nieniszczące (NDT) obejmują metody oceny właściwości materiałów, wykrywania wad i oceny stanu konstrukcji bez powodowania uszkodzeń. W inspekcji infrast...
26 min czytania
Infrastructure Inspection
NDT
+4
Badania penetracyjne (PT) to powierzchniowa metoda NDT, w której kolorowy lub fluorescencyjny płynny penetrant nanosi się na czystą powierzchnię, wciągany jest do nieciągłości sięgających powierzchni poprzez działanie kapilarne, a następnie ujawniany przez wywoływacz po usunięciu nadmiaru penetrantu. Metoda wykrywa pęknięcia, porowatość i zaprasowania w materiałach nieporowatych (metale, ceramika, niektóre tworzywa sztuczne). Obejmuje procedurę, poziomy czułości oraz zastosowania w kontroli stali i betonu.

Badania penetracyjne (PT), określane również jako kontrola penetracyjna cieczą (LPI) lub badania penetracyjne (PT), to powierzchniowa nieniszcząca metoda badawcza wykrywająca nieciągłości otwarte na powierzchnię w materiałach nieporowatych. Metoda ta należy do najstarszych technik NDT, wywodzących się z końca XIX wieku, kiedy w kolejowych warsztatach naprawczych stosowano metodę olejowo-kredową — zanurzanie części w zużytym oleju maszynowym, wycieranie nadmiaru, a następnie pokrywanie sproszkowaną kredą. Olej uwięziony w pęknięciach powierzchniowych wyciekał i plamił białą powłokę, ujawniając wady na zasadzie stosowanej do dziś w nowoczesnych badaniach penetracyjnych.
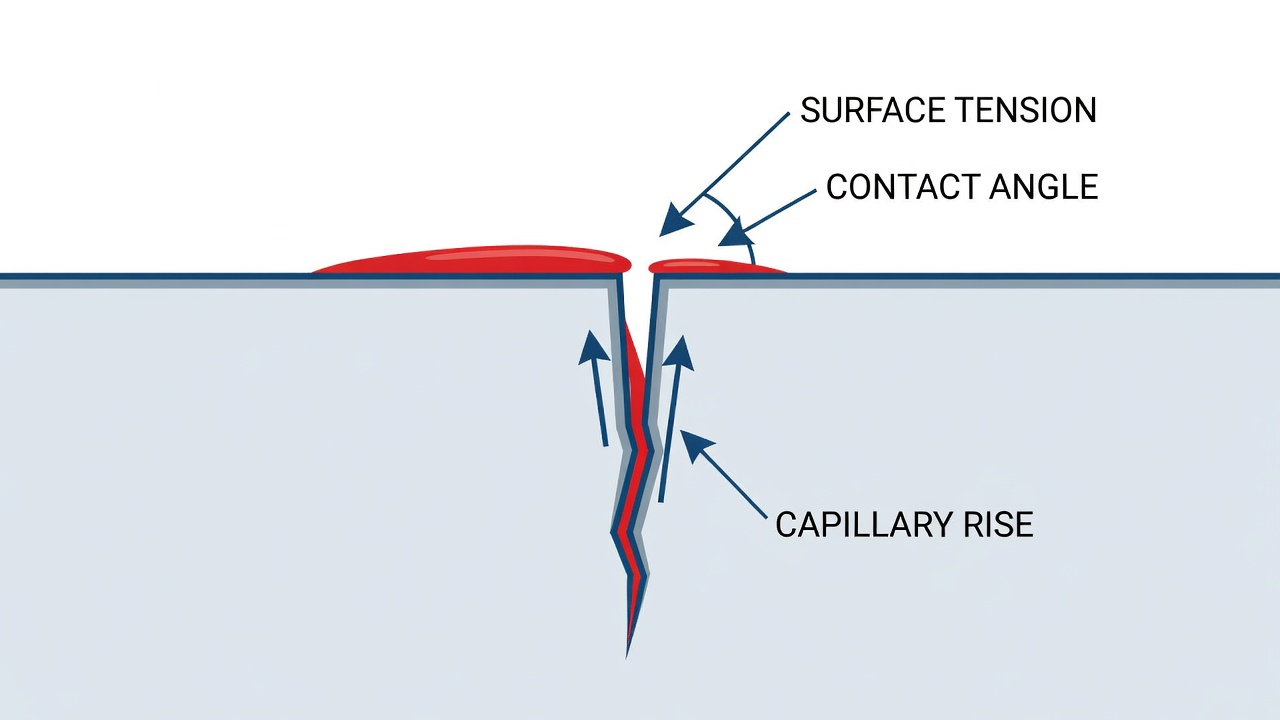
Fizyczną podstawą PT jest kapilarność (działanie kapilarne), czyli zdolność cieczy do wnikania lub migracji do małych otworów bez działania sił zewnętrznych. Kapilarność występuje, gdy siły adhezji między cząsteczkami cieczy a powierzchnią ciała stałego są silniejsze niż siły kohezji wewnątrz samej cieczy. Dla cieczy w wąskim otworze, takim jak szczelina, wysokość podnoszenia opisuje równanie podnoszenia kapilarnego: h = (2γ cos θ) / (ρgr), gdzie h to wysokość podnoszenia kapilarnego, γ to napięcie powierzchniowe, θ to kąt zwilżania między cieczą a powierzchnią ciała stałego, ρ to gęstość cieczy, g to przyspieszenie ziemskie, a r to promień szczeliny lub poru. Co istotne, równanie to ujawnia, że siła kapilarna wzrasta wraz ze zmniejszaniem się rozmiaru wady — mniejsze nieciągłości wywierają silniejsze działanie kapilarne, co jest nieintuicyjną, ale kluczową właściwością umożliwiającą PT wykrywanie otworów powierzchniowych w skali nanometrów.
Kąt zwilżania (θ) decyduje o tym, czy ciecz zwilży powierzchnię i wniknie w szczelinę. Kąt zwilżania 0° powoduje całkowite zwilżenie i samoistne rozpływanie się po powierzchni. Kąty zbliżające się do 90° lub większe powodują, że ciecz tworzy krople i opiera się wnikaniu w wąskie otwory. Przemysłowe penetranty są formułowane w celu osiągnięcia bardzo niskich kątów zwilżania na powierzchniach metalowych poprzez dodatek surfaktantów i środków zwilżających, które obniżają napięcie powierzchniowe z 72 dyn/cm dla wody do zakresu 25–35 dyn/cm typowego dla penetrantów. Zapewnia to dokładne pokrycie powierzchni i efektywne wnikanie kapilarne w najdrobniejsze wady.
Napięcie powierzchniowe to siła potrzebna do rozszerzenia lub rozdzielenia powierzchni cieczy, spowodowana siłami kohezji utrzymującymi razem cząsteczki na powierzchni. Siły te powodują, że kropelki cieczy przyjmują kształty kuliste — najmniejszą powierzchnię dla danej objętości. Skuteczność penetrantu zależy krytycznie od napięcia powierzchniowego. Jeśli napięcie powierzchniowe jest zbyt wysokie, penetrant nie wniknie w ciasne pęknięcia. Jeśli zbyt niskie, penetrant może spływać z powierzchni pionowych lub być trudny do usunięcia z powierzchni bez usuwania go również z wad. Producenci penetrantów starannie balansują napięcie powierzchniowe dzięki zastrzeżonym formulacjom cieczy nośnych, surfaktantów i barwników.
Istotnym aspektem kapilarności jest zachowanie uwięzionego gazu w wadach zamkniętych. Gdy pęknięcie lub pustka nie przebiega w pełni przez materiał, wnikający penetrant spręża powietrze lub gaz uwięziony na końcu wady. Ten sprężony gaz wytwarza przeciwciśnienie, które przeciwdziała dalszej penetracji kapilarnej, osiągając ostatecznie równowagę, gdy ciśnienie kapilarne zrówna się z ciśnieniem gazu. Dlatego etap wywoływania jest niezbędny — wywoływacz fizycznie wyciąga uwięziony penetrant z powrotem poprzez odwrotne działanie kapilarne, tworząc widoczne wskazanie na powierzchni.
Nowoczesne badania penetracyjne pojawiły się podczas II wojny światowej, gdy przemysł lotniczy potrzebował kontroli nieferromagnetycznych stopów aluminium i magnezu, których nie można było badać metodą magnetyczno-proszkową. Dodanie barwników fluorescencyjnych do olejów penetrujących w 1941 roku stanowiło znaczący postęp, radykalnie poprawiając czułość. Wkrótce potem pojawiły się czerwone barwniki widzialne. Po wojnie nastąpił rozwój standaryzowanych emulgatorów, formulacji zmywalnych wodą, wielu poziomów czułości oraz systemu kwalifikacji określonego przez SAE AMS 2644, który do dziś reguluje materiały penetracyjne.
Uniwersalna klasyfikacja materiałów do badań penetracyjnych jest zdefiniowana przez normę SAE AMS 2644 — Inspection Material, Penetrant. Specyfikacja ta określa wymagania dotyczące wydajności materiałów penetracyjnych, ich klasyfikację, kwalifikację oraz zatwierdzenie na liście QPL (Qualified Products List). Materiały muszą przejść testy kwalifikacyjne w Laboratorium Badawczym Sił Powietrznych, Wright-Patterson AFB, Dayton, Ohio i znajdować się na liście QPL-AMS-2644, zanim będą mogły być stosowane w zastosowaniach lotniczych i obronnych. System klasyfikacji obejmuje cztery główne kategorie: Typ, Metodę, Poziom i Formę, z dodatkowym oznaczeniem Klasy dla zmywaczy rozpuszczalnikowych.
Typ I — Penetrant fluorescencyjny: Penetranty te zawierają związki chemiczne, które emitują światło widzialne pod wpływem promieniowania UV-A (320–400 nm, szczyt przy 365 nm). Mechanizm fluorescencji polega na tym, że elektrony pochłaniają energię fotonów ze światła UV, przeskakując na wyższą orbitę, a następnie wracają do stanu równowagi, uwalniając energię w postaci światła widzialnego o dłuższej fali, zazwyczaj żółto-zielonego o długości 510–560 nm. Ten zakres długości fal odpowiada szczytowej czułości oka ludzkiego przystosowanego do ciemności w warunkach widzenia skotopowego. Penetranty typu I zapewniają najwyższą czułość detekcji, ponieważ nawet minimalne ilości penetrantu dają dobrze widoczne wskazania na ciemnym tle. Czułość penetrantów fluorescencyjnych jest dodatkowo zwiększona przez zdolność ludzkiego oka do wykrywania słabych źródeł światła w ciemnych warunkach — bezwzględny próg widzenia człowieka wynosi około 10⁻⁶ kandeli na metr kwadratowy, co sprawia, że wskazania fluorescencyjne są widoczne przy bardzo niskich stężeniach.
Typ II — Penetrant widzialny (kontrastowy): Penetranty te zawierają czerwony barwnik (zwykle barwniki azowe, takie jak Solvent Red 164 lub C.I. Solvent Red 24) rozpuszczony w oleistej cieczy nośnej. Są one oglądane w świetle naturalnym lub białym na białym tle wywoływacza, który zapewnia niezbędny kontrast. Penetranty typu II są prostsze w użyciu, ponieważ nie wymagają źródła światła UV, co czyni je idealnymi do kontroli terenowych, szybkich sprawdzeń i zastosowań, w których nie ma dostępu do energii elektrycznej. Jednak Departament Obrony Stanów Zjednoczonych zabrania stosowania penetrantów widzialnych na statkach powietrznych, silnikach i rakietach z wyjątkiem części posiadających szczegółową pisemną zgodę inżynieryjną, ze względu na ich niższą czułość w porównaniu z metodami fluorescencyjnymi.
Typ III — Penetrant dwutrybowy: Penetranty te są widoczne zarówno w świetle białym, jak i UV, choć z mniejszą widocznością w obu trybach w porównaniu z dedykowanymi penetrantami typu I lub II. Stosowane są w specjalistycznych zastosowaniach, w których oba tryby kontroli mogą być potrzebne.
Klasyfikacja Metody określa sposób usuwania nadmiaru penetrantu z powierzchni po czasie penetracji.
Metoda A — Zmywalna wodą (samoemulgująca): Penetrant zawiera emulgator jako integralny składnik cieczy nośnej, co umożliwia bezpośrednie usunięcie wodą po czasie penetracji. Metoda ta jest szybka, wygodna i dobrze sprawdza się na szorstkich powierzchniach, częściach gwintowanych lub rowkowanych, otworach i kryzach. Strumień wody nie może przekraczać ciśnienia 40 psi (276 kPa), temperatura wody musi wynosić 50–100°F (10–38°C), a strumień musi być gruboziarnisty z minimalnej odległości 12 cali (30 cm). Pomimo swojej wygody, Siły Powietrzne USA i Marynarka Wojenna zabraniają metody A we wszystkich krytycznych dla lotu elementach statków powietrznych i wszystkich elementach silników bez szczegółowej pisemnej zgody inżynieryjnej, ze względu na ryzyko wypłukania penetrantu z płytkich nieciągłości.
Metoda B — Poemulsyfikacyjna lipofilowa: Penetrant jest formułowany pod kątem optymalnych właściwości penetrujących i widoczności, ale nie zawiera emulgatora. Po czasie penetracji na powierzchnię części nanoszony jest oddzielny emulgator na bazie oleju (lipofilowy, czyli „lubiący tłuszcz"). Emulgator chemicznie dyfunduje do nadmiaru penetrantu na powierzchni w precyzyjnie kontrolowanym czasie emulgacji, przekształcając go w mieszaninę zmywalną wodą. Czas emulgacji jest krytyczny — zbyt krótki pozostawia nieusuwalny penetrant na powierzchni, podczas gdy zbyt długi umożliwia dyfuzję emulgatora do penetrantu uwięzionego w nieciągłościach, wypłukując wskazania wad. Metoda B jest również zabroniona na krytycznych elementach wirujących silników zgodnie ze specyfikacjami wojskowymi.
Metoda C — Usuwana rozpuszczalnikiem: Nadmiar penetrantu usuwany jest za pomocą rozpuszczalnika naniesionego na czyste, niestrzępiące się szmatki lub ręczniki papierowe. Penetranty usuwane rozpuszczalnikiem są najczęściej używane do kontroli punktowych, zastosowań terenowych i badań przenośnych, gdzie woda jest niedostępna lub dostęp jest ograniczony. Procedura jest pozornie prosta — technik musi przetrzeć powierzchnię szmatką lekko zwilżoną rozpuszczalnikiem, używając świeżego obszaru szmatki przy każdym przetarciu, i unikać nakładania rozpuszczalnika bezpośrednio na powierzchnię, co mogłoby wypłukać penetrant z wad. Zmywacze rozpuszczalnikowe dzielą się na klasę 1 (halogenowane), klasę 2 (niehalogenowane) lub klasę 3 (specjalnego zastosowania) w zależności od składu chemicznego.
Metoda D — Poemulsyfikacyjna hydrofilowa: Metoda ta wykorzystuje roztwór zmywający na bazie wody (hydrofilowy, czyli „lubiący wodę"), który jest dostarczany jako koncentrat i rozcieńczany wodą przed użyciem. Usuwanie działa poprzez działanie detergentowe i surfaktantów, a nie poprzez dyfuzję chemiczną — surfaktanty w hydrofilowym zmywaczu rozbijają nadmiar penetrantu powierzchniowego na małe kropelki i zapobiegają ponownemu przyleganiu do powierzchni. Proces obejmuje wstępne płukanie wodą, zanurzenie lub natrysk hydrofilowego zmywacza z delikatnym mieszaniem, a następnie końcowe płukanie czystą wodą. Metoda D jest standardową metodą stosowaną w przemyśle lotniczym, ponieważ zapewnia doskonałą kontrolę usuwania bez ryzyka dyfuzji emulgatora do penetrantu uwięzionego w wadach.
Poziomy czułości dotyczą wyłącznie penetrantów typu I (fluorescencyjnych) — penetranty typu II i III są klasyfikowane wyłącznie jako poziom 1 (niska czułość). Pięć poziomów czułości to:
| Poziom | Oznaczenie | Typowe zastosowanie |
|---|---|---|
| Poziom ½ | Ultraniska czułość | Szorstkie powierzchnie, powierzchnie kute, wysoka tolerancja tła |
| Poziom 1 | Niska czułość | Kontrole ogólne, elementy samochodowe, części mniej krytyczne |
| Poziom 2 | Średnia czułość | Większość ogólnych zastosowań lotniczych |
| Poziom 3 | Wysoka czułość | Elementy lotnicze krytyczne dla bezpieczeństwa, części krytyczne dla lotu |
| Poziom 4 | Ultrawysoka czułość | Łopatki turbin, elementy wirujące, najbardziej wymagające zastosowania |
Testy kwalifikacyjne czułości wykorzystują panele tytanowe lub ze stopów niklu zawierające laboratoryjnie wytworzone pęknięcia zmęczeniowe o znanych rozmiarach dla penetrantów fluorescencyjnych oraz termicznie pęknięte bloki aluminiowe dla penetrantów widzialnych. Producenci przesyłają próbki do bazy Wright-Patterson AFB, która przypisuje poziomy czułości na podstawie standaryzowanych testów porównawczych. Właściwa czułość to taka, która maksymalizuje kontrast wskazania — niekoniecznie najwyższy poziom. Penetranty o wyższej czułości wykrywają mniejsze pęknięcia, ale wytwarzają silniejszą fluorescencję tła, która może maskować wskazania. Penetrant o zbyt wysokiej czułości dla danego stanu powierzchni może dawać niedopuszczalnie wysokie tło, które zmniejsza niezawodność detekcji.
Wywoływacz to materiał nakładany po usunięciu nadmiaru penetrantu, który wyciąga uwięziony penetrant z nieciągłości i rozprzestrzenia go bocznie, tworząc widoczne wskazanie.
Forma a — Proszek suchy: Drobno zmielone, obojętne proszki (talk, krzemionka, węglan wapnia, węglan magnezu, kaolin lub podobne materiały absorpcyjne) nakładane przez opylanie, zanurzenie lub automatyczną komorę pyłową. Część musi być całkowicie sucha przed aplikacją. Wywoływacze w postaci suchego proszku tworzą cienką, nierównomierną powłokę i najlepiej nadają się do szorstkich powierzchni.
Forma b — Rozpuszczalna w wodzie: Białe proszki, które całkowicie rozpuszczają się w wodzie, tworząc jednolitą warstwę po wyschnięciu. Nie zalecane do stosowania z penetrantami zmywalnymi wodą, ponieważ rozpuszczalny wywoływacz może działać jak dodatkowy emulgator i wypłukiwać penetrant z wad.
Forma c — Zawiesinowa w wodzie: Nierozpuszczalne białe proszki zawieszone w wodzie. Wymaga ciągłego mieszania w celu utrzymania zawiesiny. Tworzy równomierną warstwę powłoki.
Forma d — Niewodna na bazie rozpuszczalnika (typ I): Biały proszek zawieszony w lotnym rozpuszczalniku organicznym, który szybko odparowuje. Format aerozolowy czyni go najpopularniejszym wywoływaczem do fluorescencyjnych badań penetracyjnych, zapewniając cienką, równomierną, nieprzezroczystą białą powłokę.
Forma e — Niewodna na bazie rozpuszczalnika (typ II): Podobna do formy d, ale formułowana specjalnie dla penetrantów widzialnych (czerwony barwnik). Białe tło zapewnia maksymalny kontrast dla czerwonych wskazań.
Forma f — Specjalnego zastosowania: Do dostosowanych wymagań, takich jak środowiska wysokotemperaturowe lub specyficzne ograniczenia zgodności materiałowej.
Zmywacze rozpuszczalnikowe stosowane w metodzie C dzielą się na trzy grupy w zależności od składu chemicznego:
Klasa 1 — Halogenowane: Zawierają związki chloru lub fluoru (historycznie 1,1,1-trichloroetan, obecnie w dużej mierze ograniczone przepisami środowiskowymi). Wysoka siła rozpuszczania, ale ograniczenia środowiskowe i zdrowotne ograniczają ich stosowanie.
Klasa 2 — Niehalogenowane: Mieszaniny węglowodorów alifatycznych lub aromatycznych. Niższa siła rozpuszczania niż w przypadku rozpuszczalników halogenowanych, ale bezpieczniejsze dla zdrowia i środowiska. Najczęściej stosowane w kontrolach terenowych.
Klasa 3 — Specjalnego zastosowania: Do specyficznych wymagań zgodności materiałowej, takich jak niska zawartość siarki i chloru do zastosowań z tytanem lub austenityczną stalą nierdzewną.
Procedura badań penetracyjnych przebiega według ściśle określonej sekwencji sześciu etapów. Odstępstwo od lub pominięcie któregokolwiek etapu może skutkować niewykryciem wad.
Przygotowanie powierzchni to najbardziej krytyczny etap w całym procesie PT. Powierzchnia musi być wolna od wszelkich zanieczyszczeń, które mogłyby zablokować wnikanie penetrantu do nieciągłości: brudu, oleju, smaru, farby, powłok, produktów korozji, zgorzeliny, topników spawalniczych, żużla, wilgoci i pozostałości chemicznych. Jeśli penetrant nie może dostać się do wady, kontrola da fałszywie negatywny wynik, niezależnie od precyzji dalszej procedury.
Metody usuwania zanieczyszczeń:
Krytyczne ograniczenia przygotowania powierzchni: Mechaniczne metody czyszczenia, które zacinają lub zagniatają metal, mogą poprzedzać PT tylko wtedy, gdy po nich wykonane zostanie skuteczne trawienie chemiczne w celu ponownego otwarcia nieciągłości sięgających powierzchni. Wojskowy podręcznik techniczny USAF TO 33B-1-1 wyraźnie zabrania przeprowadzania PT na powłokach organicznych i wymaga całkowitego usunięcia powłok przed kontrolą.
Penetrant nanosi się na przygotowaną powierzchnię przez zanurzenie, natrysk, naniesienie pędzlem lub zalewanie. Cała kontrolowana powierzchnia musi być całkowicie i równomiernie pokryta. W przypadku części o złożonej geometrii zanurzenie zapewnia pełne pokrycie. W przypadku dużych konstrukcji lub zastosowań polowych standardem jest natrysk z użyciem puszek aerozolowych lub sprzętu natryskowego. Naniesienie penetrantu oznacza początek czasu penetracji.
Czas penetracji to okres, w którym penetrant pozostaje na powierzchni, umożliwiając działaniu kapilarnemu wciągnięcie go do nieciągłości sięgających powierzchni. Czas penetracji nie jest wartością stałą — zależy od rodzaju materiału, postaci produktu, oczekiwanego rodzaju wady, czułości penetrantu i temperatury. Poniższe wytyczne dotyczące czasu penetracji pochodzą z ASME Section V, Article 6:
| Materiał | Postać produktu | Oczekiwane nieciągłości | Czas penetracji (minuty) |
|---|---|---|---|
| Stal węglowa, stal niskostopowa | Spoiny | Pęknięcia, brak wtopienia, porowatość | 5 |
| Aluminium, magnez, stal nierdzewna | Wyroby kute | Pęknięcia, zaprasowania | 10 |
| Odlewy aluminiowe, odlewy magnezowe | Odlewy | Pęknięcia, skurcze, porowatość | 10 |
| Stal, tytan, stopy wysokotemperaturowe | Odlewy | Pęknięcia, skurcze, porowatość | 20 |
| Większość materiałów | Wszystkie formy | Ciasne pęknięcia, bardzo drobne wady | 30–60 |
Wpływ temperatury na czas penetracji: Normalny zakres temperatur dla PT wynosi 50–125°F (10–52°C). Dla temperatury badanego obiektu między 40–50°F (4–10°C) czas penetracji należy podwoić. Poniżej 40°F (4°C) PT nie jest zalecane, ponieważ lepkość penetrantu znacznie wzrasta, zmniejszając działanie kapilarne. Powyżej 125°F (52°C) penetrant może parować, a barwniki fluorescencyjne mogą ulec zanikowi cieplnemu — trwałej utracie jasności fluorescencji.
Ważne uwagi dotyczące czasu penetracji: Zazwyczaj nie ma szkody w stosowaniu dłuższych czasów penetracji, pod warunkiem że penetrant nie wyschnie na powierzchni. Jeśli penetrant wyschnie podczas penetracji, nie można go odpowiednio usunąć, co spowoduje wysokie tło maskujące wskazania wad. Czas penetracji należy wydłużyć w przypadku ciasnych pęknięć, pęknięć zmęczeniowych i pęknięć korozyjnych naprężeniowych, które są spodziewane jako bardzo drobne.
Usunięcie nadmiaru penetrantu to etap najbardziej wrażliwy na umiejętności operatora i najczęstsze źródło fałszywie negatywnych wyników. Metoda usuwania musi wyeliminować cały penetrant z powierzchni, pozostawiając nienaruszony penetrant uwięziony w nieciągłościach.
Metoda A — Usuwanie zmywalne wodą: Strumień wody pod ciśnieniem nieprzekraczającym 40 psi (276 kPa), temperatura wody 50–100°F (10–38°C), przy użyciu gruboziarnistego wzorca natrysku z minimalnej odległości 12 cali (30 cm). Strumień powinien być skierowany tak, aby zamiatać penetrant z powierzchni, a nie uderzać w nią. Nadmierne zmywanie jest najczęstszą przyczyną fałszywie negatywnych wyników w metodzie A.
Metoda B — Usuwanie lipofilowe poemulsyfikacyjne: Nanieść emulgator lipofilowy przez zanurzenie lub zalanie na czas emulgacji określony przez producenta (zazwyczaj 1–5 minut). Następnie spłukać strumieniem wody. Czas emulgacji jest krytyczny — niewystarczający czas pozostawia nieusuwalny penetrant na powierzchni, podczas gdy zbyt długi czas umożliwia dyfuzję emulgatora do wad i wypłukanie wskazań.
Metoda C — Usuwanie rozpuszczalnikiem: Przetrzeć powierzchnię czystą, niestrzępiącą się szmatką lekko zwilżoną rozpuszczalnikiem. Używać świeżego obszaru szmatki przy każdym przetarciu. Nie nanosić rozpuszczalnika bezpośrednio na powierzchnię — spowoduje to wypłukanie penetrantu z nieciągłości. Powtarzać przecieranie czystymi obszarami szmatki, aż szmatka nie będzie wykazywać pozostałości penetrantu.
Metoda D — Usuwanie hydrofilowe poemulsyfikacyjne: Wstępnie spłukać wodą w celu usunięcia masowego penetrantu powierzchniowego. Zanurzyć lub natryskiwać roztworem zmywacza hydrofilowego (zazwyczaj stężenie 1–5% w wodzie) z delikatnym mieszaniem przez czas określony przez producenta (zazwyczaj 2–5 minut). Końcowe płukanie czystą wodą.
Po usunięciu nadmiaru penetrantu część musi zostać wysuszona przed naniesieniem wywoływacza. Suszenie odbywa się zazwyczaj przez:
Wywoływacz jest następnie nakładany zgodnie z instrukcjami producenta. Wywoływacz pełni trzy funkcje:
Czas wywoływania: Po naniesieniu wywoływacza wymagane jest minimum 10 minut, aby odwrotne działanie kapilarne w pełni wyciągnęło uwięziony penetrant z nieciągłości. Kontrolę należy przeprowadzić w ciągu 10–60 minut po nałożeniu wywoływacza. Po 60 minutach wskazania mogą zbytnio wyciec i ulec dyfuzji, co unieważnia interpretację.
Ostatnim etapem jest oględziny wywołanej powierzchni w poszukiwaniu wskazań.
Dla penetrantów typu I (fluorescencyjnych): Kontrolę przeprowadza się w zaciemnionym pomieszczeniu z ograniczeniem światła białego otoczenia do 8–20 luksów (w zależności od specyfikacji). Powierzchnia oświetlana jest światłem UV-A (lampa czarnego światła) o długości fali 320–400 nm ze szczytem przy 365 nm. Minimalne natężenie UV-A na kontrolowanej powierzchni wynosi zazwyczaj 1000 µW/cm² (10 W/m²). Inspektor musi poświęcić czas na adaptację do ciemności (minimum 5–10 minut) dla maksymalnej czułości wzroku. Wskazania pojawiają się jako jasnożółto-zielone obszary na ciemnym tle.
Dla penetrantów typu II (widzialnych): Kontrolę przeprowadza się przy odpowiednim świetle białym o natężeniu minimum 500 luksów (50 fc) na kontrolowanej powierzchni. Wskazania pojawiają się jako jaskrawoczerwone ślady na białym tle wywoływacza.
Kryteria oceny obejmują:
Kryteria akceptacji są określone przez obowiązującą normę lub specyfikację (AWS D1.5 dla spoin mostowych, ASME Section VIII dla zbiorników ciśnieniowych, specyfikacje klienta dla elementów lotniczych). Wszystkie wskazania przekraczające limity akceptacji muszą być oznaczone do oceny lub naprawy.
Czyszczenie po kontroli: Wszystkie materiały penetracyjne muszą być całkowicie usunięte z części po kontroli, aby zapobiec atakowi chemicznemu, przebarwieniom kosmetycznym lub zakłóceniom w późniejszych procesach, takich jak malowanie, spawanie lub obróbka cieplna.
Ciecz nośna penetrantu (baza ciekła) to zazwyczaj olej naftowy — wysokowrzące frakcje nafty, oleje mineralne lub zastrzeżone mieszaniny węglowodorów. Kluczowe właściwości fizyczne określone przez AMS 2644 obejmują: lepkość (wpływa na prędkość wnikania w pęknięcia — wysoka lepkość wnika wolno, ale lepiej przylega do powierzchni pionowych), gęstość właściwą (zazwyczaj mniejszą niż 1,0, ponieważ większość penetrantów jest organiczna i lżejsza od wody; zanieczyszczenie wodą opada na dno zbiornika), temperaturę zapłonu (minimum 200°F lub 93°C dla stosowania w otwartych zbiornikach zgodnie z AMS 2644) oraz lotność (niska lotność jest preferowana, aby zminimalizować parowanie, wysychanie na częściach, zagrożenie pożarowe i toksyczność).
Barwniki fluorescencyjne stosowane w penetrantach typu I oparte są na pochodnych kumaryny, naftalimidu lub benzoksazolu. Związki te są wybierane ze względu na wysoką wydajność kwantową (konwersję pochłoniętego światła UV na światło widzialne), fotostabilność (odporność na blaknięcie pod wpływem promieniowania UV) oraz rozpuszczalność w cieczy nośnej penetrantu. Barwniki są formułowane tak, aby emitować w zakresie 510–560 nm (żółto-zielony), co odpowiada szczytowej czułości oka ludzkiego przystosowanego do ciemności.
Barwniki widzialne w penetrantach typu II to czerwone barwniki azowe, takie jak Solvent Red 164 lub C.I. Solvent Red 24. Barwniki te zapewniają maksymalny kontrast na białym tle wywoływacza i są rozpuszczalne w węglowodorowym układzie nośnym.
Emulgatory:
Wywoływacze:
Ograniczenia chemiczne obowiązują dla określonych materiałów. Limity siarki i halogenów są wymagane przy badaniu austenitycznych stali nierdzewnych (aby uniknąć kruchości podczas późniejszej obróbki cieplnej) oraz stopów tytanu (aby uniknąć korozji w podwyższonych temperaturach). Penetranty o niskiej zawartości siarki i chloru (zazwyczaj poniżej 200 ppm każdego) są dostępne do tych zastosowań. Zgodność z tlenem wymaga penetrantów nie na bazie oleju do elementów systemów tlenowych, ponieważ pozostałości oleju mogą eksplodować lub gwałtownie spalać się w obecności tlenu.
Poziom czułości systemu penetracyjnego jest najważniejszym czynnikiem określającym jego zdolność do wykrywania drobnych wad. Kompromis między czułością a tłem to fundamentalna kwestia inżynieryjna: penetranty o wyższej czułości wykrywają mniejsze pęknięcia, ale wytwarzają silniejszą fluorescencję tła, która może maskować wskazania. Penetranty o niższej czułości mają mniejsze tło, ale nie wykrywają najdrobniejszych wskazań. Właściwa czułość to taka, która maksymalizuje kontrast wskazania — stosunek jasności wskazania do jasności tła.
Poziom ½ (ultraniska czułość): Stosowany głównie na powierzchniach o znacznej chropowatości, takich jak powierzchnie po kuciu lub odlewaniu. Wysokie tło, które wytworzyłby penetrant o wyższej czułości na tych szorstkich powierzchniach, maskowałoby wszelkie wskazania wad. Penetranty poziomu ½ są formułowane tak, aby minimalizować tło, przy jednoczesnym zapewnieniu odpowiedniej czułości dla rozmiarów wad istotnych na szorstkich powierzchniach.
Poziom 1 (niska czułość): Odpowiedni do ogólnych kontroli przemysłowych, gdzie interesujący rozmiar wady jest stosunkowo duży. Powszechny w motoryzacji, ciężkim sprzęcie i produkcji konstrukcji stalowych, gdzie specyfikacje nie wymagają wykrywania bardzo drobnych pęknięć.
Poziom 2 (średnia czułość): Najczęściej stosowany poziom czułości w ogólnych zastosowaniach produkcyjnych i obsłudze technicznej w lotnictwie. Równoważy zdolność wykrywania z akceptowalnym poziomem tła na większości powierzchni.
Poziom 3 (wysoka czułość): Wymagany dla elementów lotniczych krytycznych dla bezpieczeństwa, w tym systemów sterowania lotem, głównych elementów konstrukcyjnych i zbiorników ciśnieniowych. Penetranty poziomu 3 mogą wykrywać pęknięcia zmęczeniowe o szerokości w zakresie 1–3 µm.
Poziom 4 (ultrawysoka czułość): Najwyższa dostępna czułość, stosowana w najbardziej wymagających zastosowaniach, w tym elementach wirujących silników turbinowych (tarcze, łopatki, wały), gdzie pojedyncze niewykryte pęknięcie może skutkować katastrofalną awarią. Penetranty poziomu 4 mogą wykrywać pęknięcia o szerokości do 150 nm w optymalnych warunkach, ale wymagają wyjątkowo czystych powierzchni i starannego prowadzenia procesu w celu kontrolowania poziomu tła.
Wybór poziomu czułości powinien opierać się na obowiązującej specyfikacji dla kontrolowanego elementu. Gdy żadna specyfikacja nie określa poziomu czułości, zaleca się ocenę na rzeczywistych częściach produkcyjnych ze znanymi rodzajami wad w celu określenia optymalnej czułości dla konkretnego zastosowania.
Federalna Administracja Drogowa (FHWA) uznaje badania penetracyjne za ważną metodę NDT do kontroli mostów stalowych, szczególnie do wykrywania pęknięć powierzchniowych w złączach spawanych, elementach krytycznych dla zniszczenia oraz detalach podatnych na zmęczenie. PT stosuje się do elementów mostów, w których badania magnetyczno-proszkowe (MT) nie mogą być użyte ze względu na materiały nieferromagnetyczne lub ograniczenia dostępu.

Zastosowania w kontroli mostów:
Procedura terenowej kontroli mostów: PT mostów jest zazwyczaj wykonywane metodą usuwania rozpuszczalnikiem (metoda C) z penetrantem widzialnym (typ II) w przenośnych zestawach aerozolowych. Procedura obejmuje: czyszczenie obszaru kontroli rozpuszczalnikiem w celu usunięcia brudu, smaru i luźnej rdzy; szlifowanie lub szczotkowanie druciane w celu odsłonięcia gołego metalu, jeśli to konieczne; naniesienie penetrantu aerozolem z odpowiednim czasem penetracji (10–20 minut do wykrywania pęknięć zmęczeniowych); usunięcie nadmiaru penetrantu szmatkami zwilżonymi rozpuszczalnikiem; naniesienie wywoływacza niewodnego (forma e) z aerozolu; oraz kontrola po 10–60 minutach czasu wywoływania w odpowiednim świetle białym.
Ograniczenia w kontroli mostów: PT może wykrywać tylko wady sięgające powierzchni — wad wewnętrznych, wtrąceń żużla ani podpowierzchniowych pęknięć zmęczeniowych, które nie rozprzestrzeniły się do powierzchni, nie można wykryć. Szorstkie powierzchnie spoin mogą dawać fałszywe wskazania z penetrantu uwięzionego w nierównościach powierzchni. PT wymaga, aby powierzchnia elementu mostu miała odpowiednią temperaturę (50–125°F, 10–52°C) i była wolna od powłok. Farba musi być usunięta z obszaru kontroli przed wykonaniem PT. Po badaniu wszelkie pozostałości penetrantu muszą być oczyszczone z elementu mostu.
Badania penetracyjne są szeroko stosowane do kontroli spoin w warsztatach produkcyjnych i na budowach. Są określone jako metoda akceptacji w kilku kodach spawalniczych, w tym AWS D1.1 (Structural Welding Code — Steel) i AWS D1.5 (Bridge Welding Code). PT jest zazwyczaj stosowane do spoin, w których radiografia lub badania ultradźwiękowe nie mogą zapewnić odpowiedniego pokrycia ze względu na geometrię złącza, ograniczenia dostępu lub grubość materiału.
Rodzaje niezgodności spawalniczych wykrywalnych przez PT:
| Niezgodność | Opis | Typowe wskazanie PT |
|---|---|---|
| Pęknięcia gorące | Pęknięcia krystalizacyjne powstające w podwyższonych temperaturach podczas stygnięcia spoiny | Nieregularne, rozgałęzione wskazania liniowe wzdłuż osi spoiny |
| Pęknięcia zimne | Pęknięcia wodorowe lub opóźnione w strefie wpływu ciepła | Ostre, proste wskazania liniowe, zazwyczaj równoległe do osi spoiny |
| Pęknięcia kraterowe | Pęknięcia w punkcie zakończenia ściegu spoiny | Gwiaździste lub wielokrotne krótkie wskazania liniowe w kraterze |
| Porowatość | Kieszenie gazowe uwięzione w krzepnącym metalu spoiny | Okrągłe, koliste wskazania rozmieszczone w całej spoinie |
| Brak wtopienia | Niepełne wtopienie między metalem spoiny a metalem rodzimym lub między kolejnymi ściegami | Gładkie, wydłużone wskazania liniowe w linii wtopienia |
| Podtopienie | Rowek wytopiony w metalu rodzimym przy linii wtopienia, który nie został wypełniony | Wskazanie liniowe przy linii wtopienia |
| Powierzchniowe wtrącenia żużla | Niemetaliczny żużel uwięziony na powierzchni spoiny | Nieregularne, kuliste wskazania |
| Pinhole | Bardzo małe pojedyncze pory gazowe | Drobne punktowe wskazania, często w skupiskach |
Procedura PT w kontroli spoin: Powierzchnie spoin muszą być oczyszczone do gołego metalu, z usunięciem całego żużla, odprysków, pyłu szlifierskiego i tlenków. W przypadku spoin o ciasnej geometrii (spoin wąskich rowków, spoin pachwinowych w narożnikach) czas penetracji należy wydłużyć do 15–20 minut, aby zapewnić odpowiednią penetrację. Wywoływacz należy nakładać cienką, równomierną warstwą — nadmiar wywoływacza może maskować drobne wskazania. Kontrolę należy skoncentrować na licu spoiny, liniach wtopienia (gdzie zazwyczaj inicjują się pęknięcia zmęczeniowe) oraz strefie wpływu ciepła przylegającej do spoiny.
Zalety PT w kontroli spoin:
Ograniczenia w kontroli spoin:
Kryteria akceptacji dla wskazań w spoinach: Norma AWS D1.5 (Bridge Welding Code) określa, że każde wskazanie liniowe (długość większa niż trzykrotność szerokości) jest niedopuszczalne. Wskazania zaokrąglone (długość równa lub mniejsza niż trzykrotność szerokości) muszą spełniać określone limity wielkości w zależności od grubości spoiny. Wskazania występujące w liczbie większej niż cztery na dowolnym odcinku spoiny o długości 6 cali (150 mm) są również niedopuszczalne, niezależnie od indywidualnego rozmiaru.
Badania penetracyjne są zasadniczo nieodpowiednie dla betonu i innych materiałów porowatych. To ograniczenie jest wyraźnie stwierdzone we wszystkich autorytatywnych źródłach dotyczących NDT, w tym ASTM E1417, SAE AMS 2644 i USAF TO 33B-1-1. Zrozumienie, dlaczego PT zawodzi na betonie, jest kluczowe dla inspektorów i inżynierów planujących programy NDT.
Dlaczego PT zawodzi na betonie:
Absorpcja w głąb materiału — Beton jest materiałem wysoce porowatym o złożonej strukturze porów, pustek kapilarnych i mikropęknięć w całej swojej objętości. Po naniesieniu penetrant wsiąka w tę wewnętrzną porowatość, zamiast pozostawać zlokalizowany w określonych miejscach wad. Penetrant jest absorbowany na całej powierzchni, nie tylko przy otworach pęknięć.
Zatrzymywanie penetrantu — Gdy penetrant dostanie się w porowatą strukturę betonu, nie można go usunąć żadną praktyczną metodą. Wycieranie, czyszczenie rozpuszczalnikiem ani płukanie wodą nie są w stanie wydobyć penetrantu z połączonej sieci porów. Powoduje to trwałe przebarwienia powierzchni betonu.
Brak wskazań specyficznych dla wad — Wywoływacz naniesiony na nasączoną penetrantem porowatą powierzchnię wykazuje równomierne zabarwienie, a nie zlokalizowane wskazania w miejscach wad. Cała powierzchnia fluoryzuje lub wykazuje czerwone zabarwienie, co uniemożliwia odróżnienie wewnętrznej porowatości od rzeczywistych pęknięć.
Fałszywie pozytywne wyniki — Równomierna absorpcja penetrantu w powierzchnię betonu daje wskazania na całym kontrolowanym obszarze, co może być błędnie interpretowane jako rozległe wady.
Alternatywne metody wykrywania pęknięć w betonie:
Inne materiały niekompatybilne z PT:
Badania penetracyjne i magnetyczno-proszkowe to uzupełniające się powierzchniowe metody NDT, które mają pewne wspólne zastosowania, ale różnią się fundamentalnie zasadami fizycznymi i możliwościami. Zrozumienie, kiedy stosować PT, a kiedy MT — oraz kiedy stosować obie metody — jest kluczowe dla skutecznego planowania kontroli.
| Możliwość | Badania penetracyjne (PT) | Badania magnetyczno-proszkowe (MT) |
|---|---|---|
| Ograniczenie materiałowe | Tylko materiały nieporowate | Tylko materiały ferromagnetyczne (żelazo, nikiel, kobalt i ich stopy — głównie stal) |
| Wykrywalne nieciągłości | Tylko sięgające powierzchni | Powierzchniowe i przypowierzchniowe (podpowierzchniowe do 1–2 mm) |
| Materiały niemagnetyczne | Działa na wszystkich nieporowatych (Al, Ti, Cu, Mg, tworzywa sztuczne, ceramika) | Nie można stosować na materiałach nieferromagnetycznych |
| Złożone geometrie | Sprawdza się przy złożonych geometriach (wszystkie powierzchnie pokrywane jednocześnie) | Wymaga ustawienia pola magnetycznego; złożone geometrie mogą wymagać wielokrotnego magnesowania |
| Wrażliwość na wykończenie powierzchni | Wymaga czystej, nieporowatej powierzchni; szorstkie powierzchnie powodują problemy z tłem | Mniej wrażliwa na umiarkowaną chropowatość powierzchni |
| Tolerancja powłok | Należy usunąć wszystkie powłoki | Może wykrywać przez cienkie powłoki nieferromagnetyczne (do około 50 µm) |
| Przenośność | Wysoce przenośna — zestawy aerozolowe nie wymagają zasilania zewnętrznego (typ II) | Wymaga źródła zasilania dla elektromagnesów; magnesy stałe dostępne, ale mniej skuteczne |
| Szybkość | Proces wieloetapowy 15–70 minut łącznie na partię | Szybszy proces jednoetapowy dla pojedynczych części |
| Czułość na małe wady | Bardzo wysoka — szczególnie fluorescencyjny poziom 3–4 | Bardzo wysoka — może wykrywać bardzo ciasne pęknięcia |
| Wykrywanie podpowierzchniowe | Brak — tylko powierzchnia | Może wykrywać wady przypowierzchniowe nieotwarte na powierzchnię |
| Koszt | Niższy koszt sprzętu; koszty materiałów eksploatacyjnych | Umiarkowany koszt sprzętu; niższe koszty materiałów eksploatacyjnych |
| Czyszczenie po kontroli | Wymagane — usunąć wszystkie pozostałości penetrantu i wywoływacza | Minimalne — cząstki magnetyczne łatwo usunąć |
| Bezpieczeństwo i higiena | Obsługa chemikaliów (rozpuszczalniki, barwniki, wywoływacze) | Bezpieczeństwo elektryczne (sprzęt magnesujący); brak zagrożeń chemicznych |
Kiedy wybrać PT zamiast MT:
Kiedy wybrać MT zamiast PT:
Zastosowanie uzupełniające w lotnictwie i kontroli mostów: W wielu zakładach obie metody są stosowane na tym samym zespole — MT na częściach stalowych i PT na częściach aluminiowych w tym samym zespole. Na przykład, zespoły podwozia samolotów zazwyczaj wykorzystują MT na elementach stalowych (osie, tłoki) i PT na elementach aluminiowych (odkuwki, odlewy) na tym samym stanowisku kontrolnym, przy różnych procedurach przetwarzania.
Badania penetracyjne są regulowane przez kompleksowe ramy norm międzynarodowych, krajowych i branżowych, które określają wymagania dotyczące materiałów, procedur, kalibracji, kwalifikacji personelu i kryteriów akceptacji.
ASTM E1417/E1417M — Standard Practice for Liquid Penetrant Testing: Podstawowa norma procesowa dla PT w Stanach Zjednoczonych. Określa minimalne wymagania dotyczące przeprowadzania badań penetracyjnych nieporowatych elementów metalowych i niemetalowych. Zastępuje MIL-STD-6866. Norma obejmuje wszystkie kombinacje Typ/Metoda/Poziom/Forma/Klasa z SAE AMS 2644 oraz definiuje ogólne procedury, wymagania kalibracyjne i raportowanie. Ma zastosowanie do badań międzyoperacyjnych, końcowych i eksploatacyjnych.
ASTM E165/E165M — Standard Practice for Liquid Penetrant Testing for General Industrial Components: Zawiera szczegółowe informacje dotyczące opracowywania szczegółowych procedur wymaganych przez E1417. Obejmuje wymagania dotyczące sprzętu, przygotowania powierzchni, naniesienia penetrantu, czasu penetracji, technik usuwania, naniesienia wywoływacza, kontroli, oceny i raportowania. Jest to norma najczęściej przywoływana w przemysłowych i infrastrukturalnych specyfikacjach PT.
SAE AMS 2644 — Inspection Material, Penetrant: Norma klasyfikacyjna dla materiałów penetracyjnych. Definiuje Typ (I fluorescencyjny, II widzialny, III dwutrybowy), Metodę (A zmywalna wodą, B lipofilowa PE, C usuwana rozpuszczalnikiem, D hydrofilowa PE), Poziom (½, 1, 2, 3, 4), Formę (a suchy proszek, b rozpuszczalna w wodzie, c zawiesinowa w wodzie, d/e niewodna, f specjalna) i Klasę (1 halogenowana, 2 niehalogenowana, 3 specjalna). Reguluje testy kwalifikacyjne i wpis na QPL w bazie Wright-Patterson AFB.
ASME Section V, Article 6 — Liquid Penetrant Examination: Reguluje PT w zastosowaniach dla zbiorników ciśnieniowych i kotłów. Określa czasy penetracji, współczynniki korekcji temperatury, czasy wywoływania i kryteria akceptacji dla elementów jądrowych i zbiorników ciśnieniowych. Tabele czasów penetracji z Article 6 są najszerzej przywoływane w przemyśle.
AWS D1.5 — Bridge Welding Code: Wskazuje PT jako dopuszczalną metodę NDT do kontroli spoin w produkcji mostów stalowych i spawaniu montażowym. Definiuje kryteria akceptacji dla wskazań PT w spoinach mostowych.
AWS D1.1 — Structural Welding Code — Steel: Wskazuje PT do kontroli spoin w ogólnych zastosowaniach konstrukcji stalowych. Definiuje procedury i limity akceptacji.
ISO 3452 — Non-Destructive Testing — Penetrant Testing: Międzynarodowa seria norm dotyczących PT. ISO 3452-1 obejmuje ogólne zasady, ISO 3452-2 obejmuje badanie materiałów penetracyjnych, ISO 3452-3 obejmuje wzorcowe bloki kontrolne, a ISO 3452-4 obejmuje sprzęt.
NAS-410 — Certification and Qualification of Nondestructive Test Personnel: Reguluje certyfikację personelu NDT w przemyśle lotniczym. Definiuje godziny szkolenia, wymagania dotyczące doświadczenia i wymagania egzaminacyjne dla personelu PT na poziomach I, II i III. Przywoływana również przez ASNT SNT-TC-1A dla zastosowań przemysłowych.
USAF TO 33B-1-1 / NAVAIR 01-1A-16-1 / TM 1-1500-335-23 — Joint Tri-Service Technical Manual: Najbardziej kompleksowy dokument proceduralny do kontroli penetracyjnej wojskowych statków powietrznych. Zawiera szczegółowe wymagania dotyczące wszystkich aspektów PT, w tym kwalifikacji materiałów, kontroli procesu, czasów penetracji, weryfikacji czułości i wymagań sprzętowych.
Wysoka czułość na drobne wady powierzchniowe. Fluorescencyjne badania penetracyjne przy czułości poziomu 3–4 mogą wykrywać pęknięcia powierzchniowe o szerokości już od 150 nanometrów. Ta czułość czyni PT jedną z najskuteczniejszych metod wykrywania pęknięć zmęczeniowych, pęknięć korozyjnych naprężeniowych i innych drobnych nieciągłości powierzchniowych w krytycznych elementach.
Szeroki zakres materiałów. PT działa na praktycznie każdym materiale nieporowatym: wszystkich metalach (żelaznych i nieżelaznych), ceramice, szkle, niektórych tworzywach sztucznych i kompozytach. Ta wszechstronność sprawia, że PT ma zastosowanie w lotnictwie, motoryzacji, energetyce, przetwórstwie chemicznym, kontroli mostów i produkcji ogólnej.
Możliwość kontroli złożonych geometrii. Ponieważ penetrant jest nanoszony jako ciecz dopasowująca się do każdej powierzchni, PT może kontrolować złożone geometrie, które są trudne lub niemożliwe do zbadania innymi metodami NDT. Części gwintowane, koła zębate, wały wielowypustowe i wewnętrzne kanały mogą być kontrolowane jednocześnie.
Kontrola dużych powierzchni. PT może kontrolować duże powierzchnie w jednym procesie. Przetwarzanie partii wielu małych części jest wydajne. W przypadku dużych elementów konstrukcyjnych cały krytyczny obszar może być skontrolowany w jednej aplikacji.
Przenośność i możliwość użycia w terenie. Zestawy aerozolowe do PT umożliwiają przeprowadzenie badań w dowolnym miejscu bez zewnętrznego zasilania lub specjalistycznego sprzętu. To czyni PT idealnym do kontroli terenowej mostów, rurociągów, zbiorników magazynowych i urządzeń eksploatacyjnych.
Natychmiastowe wyniki wizualne. Wskazania PT są bezpośrednio widoczne na powierzchni, zapewniając natychmiastowe potwierdzenie lokalizacji, rozmiaru i orientacji wady. Nie jest wymagana interpretacja sygnałów ani złożona analiza danych.
Niski początkowy koszt sprzętu. W porównaniu z badaniami ultradźwiękowymi, radiograficznymi lub wirami prądowymi, PT wymaga minimalnych nakładów inwestycyjnych. Główne koszty to materiały eksploatacyjne (penetranty).
Tylko wady sięgające powierzchni. PT nie może wykrywać wad podpowierzchniowych, pustek wewnętrznych ani nieciągłości wtopionych. Wada musi być otwarta na powierzchnię, aby penetrant mógł do niej wniknąć.
Tylko materiały nieporowate. PT nie można stosować na materiałach porowatych, takich jak beton, drewno, nieszkliwiona ceramika, części z proszków metali lub aluminium anodowane. Penetrant jest absorbowany w głąb materiału, dając wyniki niemożliwe do interpretacji.
Wieloetapowy proces. Sześcioetapowa procedura PT trwa 15–70 minut w zależności od wymagań dotyczących czasu penetracji. Jest to wolniejsze niż MT w przypadku części ferromagnetycznych i znacznie wolniejsze niż kontrola wizualna.
Wyniki zależne od operatora. PT jest wysoce zależna od umiejętności operatora i dbałości o szczegóły. Niewłaściwe czyszczenie, niewystarczający czas penetracji, nadmierne zmywanie podczas usuwania lub nieprawidłowe naniesienie wywoływacza mogą spowodować fałszywie negatywne wyniki.
Wymagania dotyczące przygotowania powierzchni. Powierzchnie muszą być czyste, suche i wolne od wszelkich zanieczyszczeń. Powłoki, farba, galwanizacja, smary, olej, wilgoć i pozostałości chemiczne muszą być całkowicie usunięte. Ten czas przygotowania może być znaczący w przypadku elementów eksploatacyjnych.
Obsługa chemikaliów i utylizacja. PT wykorzystuje rozpuszczalniki, chemikalia penetracyjne i wywoływacze, które wymagają właściwego obchodzenia, przechowywania i utylizacji. Zagadnienia bezpieczeństwa i higieny obejmują palność, zagrożenia inhalacyjne, kontakt ze skórą oraz przepisy środowiskowe dotyczące utylizacji odpadów.
Wrażliwość na temperaturę. Wydajność PT pogarsza się poza zakresem 50–125°F (10–52°C). Niskie temperatury zwiększają lepkość penetrantu i zmniejszają działanie kapilarne. Wysokie temperatury powodują parowanie penetrantu, degradację barwnika fluorescencyjnego i zwiększone ryzyko pożaru.
Wymagane czyszczenie po kontroli. Wszystkie pozostałości penetrantu i wywoływacza muszą być całkowicie usunięte po badaniu. Zwiększa to czas i koszt, szczególnie w przypadku elementów, które będą później malowane, spawane lub poddawane eksploatacji w wysokich temperaturach.
Brak trwałego zapisu. Wskazania PT są przejściowe — istnieją tylko w oknie kontrolnym (10–60 minut po nałożeniu wywoływacza). Dokumentacja fotograficzna jest niezbędna do tworzenia trwałych zapisów. Wskazanie może się zmienić lub zniknąć w miarę wysychania wywoływacza lub dalszego rozprzestrzeniania się penetrantu.
Fałszywe wskazania z chropowatości powierzchni. Szorstkie powierzchnie, rysy, ślady obróbki skrawaniem i porowatość powierzchni mogą zatrzymać penetrant i dawać fałszywe wskazania, które są trudne do odróżnienia od rzeczywistych wad.
Kontrola penetracyjna cieczą jest jedną z najstarszych metod NDT. Jej początki sięgają końca XIX wieku, kiedy w kolejowych warsztatach naprawczych opracowano metodę olejowo-kredową. Części zanurzano w zużytym oleju maszynowym, wycierano do sucha z nadmiaru oleju, a następnie pokrywano zawiesiną sproszkowanej kredy w alkoholu. Olej uwięziony w pęknięciach powierzchniowych wyciekał przez działanie kapilarne i plamił białą powłokę kredową, ujawniając wady jako ciemne linie.
Kluczowe kamienie milowe w rozwoju PT:
Dziś PT pozostaje jedną z najszerzej stosowanych metod NDT na świecie, cenioną za swoją prostotę, czułość, wszechstronność i niski koszt. Pomimo postępów w metodach wirowych, ultradźwiękowych i radiograficznych, PT jest nadal określany do krytycznych kontroli w lotnictwie, energetyce, kontroli mostów i produkcji ogólnej. Poleganie metody na przeszkolonym ludzkim inspektorze do oceny — a nie na automatycznej interpretacji sygnału — zapewnia, że pozostanie ona cennym narzędziem w arsenale NDT w przewidywalnej przyszłości.
TarmacView zapewnia profesjonalne nieniszczące oceny dla mostów, nawierzchni lotniskowych i infrastruktury betonowej. Skontaktuj się z naszym zespołem, aby dowiedzieć się, w jaki sposób nasze metody NDT, w tym badania penetracyjne, mogą wesprzeć Twój program kontroli.
Badania nieniszczące (NDT) obejmują metody oceny właściwości materiałów, wykrywania wad i oceny stanu konstrukcji bez powodowania uszkodzeń. W inspekcji infrast...
+++ title = “Badania Magnetyczno-Proszkowe (MT) Konstrukcji Stalowych” description = “Badania Magnetyczno-Proszkowe (MT) to powierzchniowa i p...
Penetrometr Stożkowy Dynamiczny (DCP) to przenośne urządzenie terenowe służące do pomiaru wytrzymałości gruntu i kruszywa poprzez rejestrację szybkości penetrac...