Ochrona katodowa
Ochrona katodowa (CP) to elektrochemiczna technika ograniczania korozji, która kontroluje korozję stali zbrojeniowej w konstrukcjach betonowych poprzez uczynien...
27 min czytania
Reinforcement
Corrosion protection
+3
Ochrona katodowa za pomocą anod galwanicznych (ofiarowanych) w zbrojonym betonie wykorzystuje metale ofiarowane (cynk, stopy aluminium, magnez) połączone elektrycznie ze stalą zbrojeniową w celu zapewnienia pasywnej ochrony przeciwkorozyjnej bez zasilania zewnętrznego. Obejmuje anody wbudowane w nowych konstrukcjach, dyskretne anody do napraw miejscowych, systemy nakładane powierzchniowo (siatka cynkowa, hydrożel, cynk natryskiwany łukowo), projektowanie rozstawu, okres eksploatacji, szybkość zużycia oraz procedury inspekcji zgodne z normami ICAO, FAA i NACE.
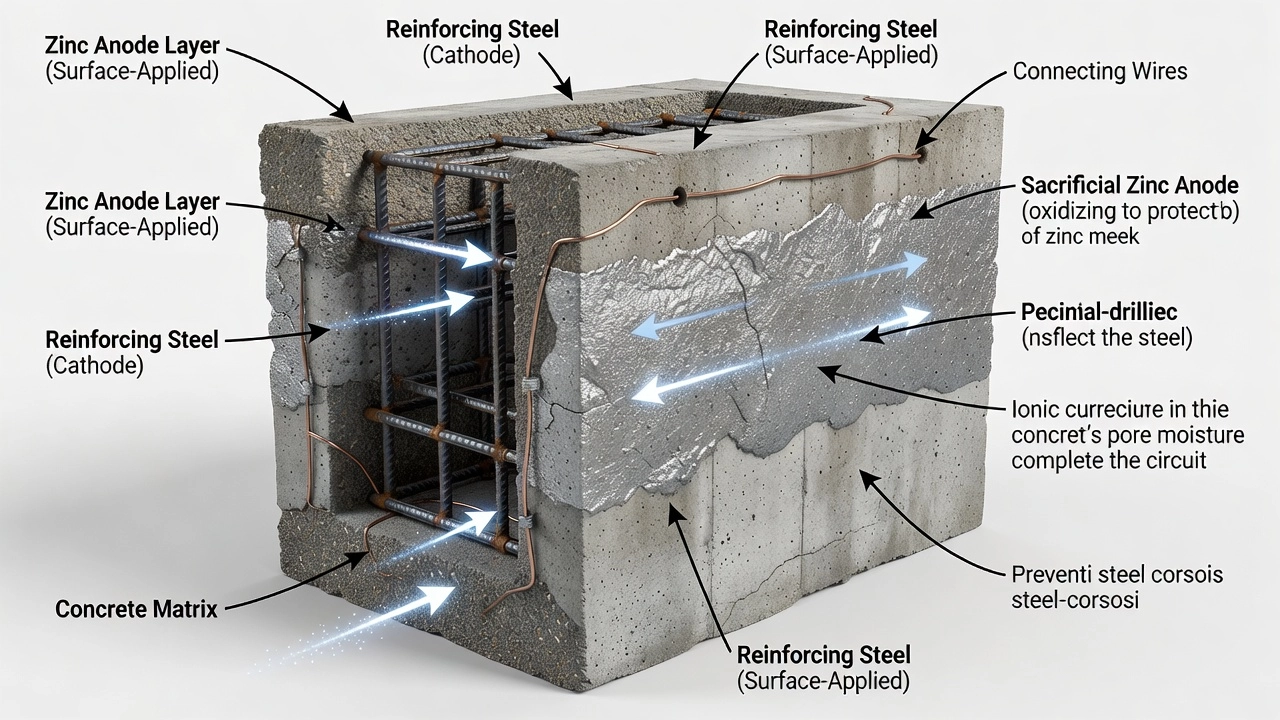
Anoda galwaniczna — nazywana również anodą ofiarowaną — to element metalowy zapewniający ochronę katodową (CP) stali zbrojeniowej w konstrukcjach betonowych poprzez elektrochemiczną zasadę korozji metali różnorodnych. Anoda jest wykonana z metalu bardziej elektrochemicznie aktywnego (mniej szlachetnego) niż stal, co oznacza, że ma bardziej ujemny potencjał korozyjny w szeregu galwanicznym. Po połączeniu elektrycznym z prętami zbrojeniowymi i osadzeniu w tym samym elektrolicie (woda porowa betonu) powstaje ogniwo galwaniczne: anoda koroduje preferencyjnie, uwalniając elektrony, które przepływają przez połączenie metaliczne do stalowych prętów zbrojeniowych, wprowadzając stal w termodynamicznie odporny region, w którym rozpuszczanie anodowe nie może zachodzić.

W przeciwieństwie do systemów ochrony katodowej z prądem wymuszonym (ICCP), które wymagają zewnętrznego źródła prądu stałego (prostownika) i trwałych anod inertnych, takich jak siatka tytanowa pokryta tlenkami metali mieszanych (MMO), systemy z anodami galwanicznymi generują własny prąd ochronny z naturalnej różnicy potencjałów między metalem anody a stalą. Dzięki temu są one z natury pasywne, łatwe w utrzymaniu i samoregulujące się — wydajność prądowa maleje w miarę polaryzacji stali i zawężania się różnicy potencjałów. Federalna Administracja Drogowa (FHWA) stwierdza od 1982 roku, że ochrona katodowa jest jedyną techniką renowacji, która udowodniła skuteczność w zatrzymywaniu korozji w zasolonych płytach mostowych niezależnie od zawartości chlorków w betonie, a anody galwaniczne są jedną z dwóch podstawowych metod realizacji CP uznanych w normach NACE SP0290 i ASTM G96.
Działanie anody galwanicznej w betonie jest regulowane przez szereg galwaniczny w wodzie porowej betonu — ranking metali i stopów według ich zmierzonego potencjału korozyjnego w środowiskach alkalicznych (pH 12,5 do 13,5). Szereg galwaniczny różni się od standardowego szeregu emf, ponieważ odzwierciedla rzeczywiste potencjały w konkretnym elektrolicie, uwzględniając wpływ warstw powierzchniowych, napowietrzenia i stężenia chlorków.
| Metal / Stop | Typowy potencjał względem Cu/CuSO₄ (CSE) w betonie | Zachowanie |
|---|---|---|
| Magnez | −1600 do −1500 mV | Bardzo aktywny — szybka korozja |
| Cynk (wysoka czystość, ASTM B418 Type II) | −1100 do −950 mV | Aktywny — odpowiednia anoda |
| Stop aluminium-cynk-indu | −1100 do −1000 mV | Aktywny — odpowiednia anoda |
| Stal (pasywna, nieskorodowana) | −200 do +100 mV | Szlachetna — chroniona |
| Stal (aktywna, korodująca) | −600 do −350 mV | Pośrednia |
| Miedź | −200 do 0 mV | Bardzo szlachetna — niestosowana |
Gdy anoda cynkowa (≈ −1050 mV CSE) jest połączona z korodującą stalą zbrojeniową (≈ −400 mV CSE), napięcie robocze wynosi około 650 mV. Napięcie to napędza prąd ochronny od anody przez elektrolit betonowy do powierzchni stali. Gęstość prądu docierającego do stali musi być wystarczająca, aby przesunąć potencjał stali w kierunku ujemnym o co najmniej 100 mV (kryterium zaniku polaryzacji o 100 mV zgodnie z NACE Standard RP0290-2000) lub osiągnąć potencjał instant-off bardziej ujemny niż −850 mV CSE.
Wydajność prądowa jest regulowana przez prawo Ohma: I = E / R, gdzie E to napięcie robocze (różnica między potencjałem anody a stali), a R to całkowita rezystancja obwodu. Rezystancja obwodu obejmuje rezystancję styku anoda-beton, rezystancję elektrolitu betonowego, rezystancję styku stal-beton oraz rezystancję przewodów łączących. Oporność betonu jest krytyczną zmienną — anody galwaniczne są generalnie nieskuteczne w betonie o oporności przekraczającej 15 000 om·cm (15 kΩ·cm), zgodnie z wytycznymi NYSDOT Bridge Maintenance i raportem NCHRP Report 558.
Trzy główne klasy metali są używane do anod galwanicznych w zbrojonym betonie: cynk, stopy aluminium-cynk-indu i magnez. Każdy z nich ma odrębne cechy elektrochemiczne, mechaniczne i ekonomiczne, które determinują jego zastosowanie.
Cynk jest dominującym materiałem anodowym do zastosowań w betonie, zgodnym z ASTM B418 Type II (odlewane i kute anody galwaniczne cynkowe). Wymagany jest cynk o wysokiej czystości (minimum 99,85% Zn), ponieważ zanieczyszczenia, takie jak żelazo i miedź, zmniejszają wydajność prądową. Cynk ma wydajność elektrochemiczną około 90 do 95% w środowisku betonowym, co oznacza, że 90 do 95% teoretycznego prądu (w oparciu o utratę masy) jest faktycznie dostarczane do chronionej konstrukcji. Teoretyczny równoważnik elektrochemiczny cynku wynosi 3954 kulombów na gram (lub 1098 miliamperogodzin na gram). W praktyce, 1 kg zużytego cynku dostarcza około 820 amperogodzin ładunku ochronnego po uwzględnieniu strat wydajności. Produkty korozji cynku — głównie wodorotlenek cynku [Zn(OH)₂] i tlenek cynku [ZnO] — zajmują znacznie więcej objętości niż pierwotny metal (około 3 do 5 razy więcej objętości), co wymaga starannego zaprojektowania obudowy anody, aby pomieścić ekspansję bez powodowania pękania betonu.
Stopy aluminium-cynk-indu (Al-Zn-In) są używane głównie w środowiskach morskich i do konstrukcji narażonych na działanie wody morskiej. Stop zazwyczaj zawiera 5 do 7% cynku i 0,01 do 0,02% indu, a resztę stanowi aluminium o wysokiej czystości. Stopy te wytwarzają wyższe napięcie robocze (około −1100 do −1000 mV CSE) niż czysty cynk i utrzymują stabilną wydajność w środowiskach o wysokiej zawartości chlorków i wilgoci. Wydajność elektrochemiczna stopów Al-Zn-In wynosi około 80 do 85% i są one mniej podatne na pasywację w środowiskach morskich niż czysty cynk. Stopy te są standardowym materiałem anodowym do ochrony galwanicznej morskich pali betonowych i konstrukcji nabrzeżnych.
Magnez ma najwyższe napięcie robocze (około −1600 do −1500 mV CSE), ale jest rzadko stosowany w betonie ze względu na znaczące wady. Bardzo wysokie napięcie robocze i wydajność prądowa mogą powodować wydzielanie wodoru na powierzchni stali, prowadząc do ryzyka kruchości wodorowej w stali o wysokiej wytrzymałości, splotach sprężających i kablach naciągowych. Magnez podnosi również pH na styku stal-beton, co teoretycznie może przyspieszyć reakcję alkaliczno-krzemionkową (ASR) w reaktywnych kruszywach. Ponadto magnez koroduje szybko z niską wydajnością elektrochemiczną (około 50 do 60%), prowadząc do przedwczesnego zużycia. Anody magnezowe są generalnie ograniczone do ochrony od strony gruntu zagłębionych fundamentów betonowych, gdzie oporność jest wysoka i żaden inny materiał anodowy nie jest w stanie dostarczyć wystarczającego prądu.
| Materiał anody | Potencjał względem CSE | Wydajność | Typowy okres eksploatacji | Podstawowe zastosowanie |
|---|---|---|---|---|
| Cynk (ASTM B418 Type II) | −1100 do −950 mV | 90–95% | 5–15 lat | Płyty mostowe, naprawy miejscowe, anody wbudowane |
| Stop Al-Zn-In | −1100 do −1000 mV | 80–85% | 10–20 lat | Beton morski, strefy pływów/rozbryzgów |
| Magnez | −1600 do −1500 mV | 50–60% | 3–8 lat | Zagłębione fundamenty (rzadko w betonie) |
Wbudowane anody galwaniczne to fabrycznie wykonane jednostki zawierające element cynkowy osadzony w specjalistycznej zaprawie aktywowanej alkalicznie lub halogenkowo. Jednostki te są instalowane bezpośrednio w betonie podczas nowej konstrukcji lub większej renowacji, albo wbetonowane, albo umieszczone w wywierconych otworach. Anoda jest przywiązywana do stali zbrojeniowej drutem, pokrywana zaprawą naprawczą lub betonem i staje się trwałym elementem konstrukcji.
Galvashield® N (Vector Corrosion Technologies) to dyskretna wbudowana anoda zaprojektowana specjalnie dla nowych konstrukcji. Zawiera element cynkowy otoczony zaprawą aktywatora, która utrzymuje wysokie pH (≥ 14), zapobiegając pasywacji cynku i utrzymując stałą wydajność prądową. Chemia aktywatora opiera się zazwyczaj na formułach z wodorotlenkiem litu lub sodu, które utrzymują powierzchnię cynku w stanie aktywnym poprzez rozpuszczanie pasywujących produktów korozji. Jednostka jest przywiązywana do kosza zbrojeniowego przed ułożeniem betonu, a połączenie elektryczne wykonuje się za pomocą drucika wiązałkowego ze stali nierdzewnej. Osadzenie anody w świeżym betonie zapewnia doskonałe sprzężenie jonowe między anodą a otaczającym elektrolitem.
Wbudowane jednostki anodowe są również używane w instalacjach w wywierconych otworach dla istniejących konstrukcji. Anody Galvashield® CC (beton połączony) i CCX to jednostki cylindryczne instalowane w otworach wywierconych w zdrowym betonie w układzie siatki. Otwór ma zazwyczaj średnicę 25 do 35 mm (1 do 1,4 cala) i głębokość 100 do 200 mm (4 do 8 cali), w zależności od rozmiaru anody. Po włożeniu anody otwór jest wypełniany zaprawą osadzającą o niskiej oporności (zazwyczaj oporność mniejsza niż 5000 om·cm). Anoda jest połączona ze stalą zbrojeniową za pomocą wierconego łącznika rozprężnego lub poprzez przyspawanie trzpienia do pręta zbrojeniowego. Anody CC są używane do zapewnienia ochrony rozproszonej na dużych obszarach, a nie ukierunkowanej ochrony wokół napraw, co czyni je odpowiednimi dla konstrukcji parkingowych, podkonstrukcji mostowych i obudów tuneli.
Filozofia projektowania anod wbudowanych wymaga uwzględnienia wskaźnika gęstości zbrojenia — całkowitej powierzchni stali zbrojeniowej na jednostkę powierzchni betonu. NYSDOT udostępnia tabelaryczne maksymalne rozstawy anod w oparciu o wskaźnik gęstości zbrojenia dla anod Galvashield XP+ i Sentinel-GL. Dla wskaźnika gęstości zbrojenia mniejszego niż 0,2 (lekkie zbrojenie) maksymalny rozstaw wynosi 28 cali (710 mm). Dla wskaźnika gęstości zbrojenia od 1,08 do 1,20 (ciężkie zbrojenie) maksymalny rozstaw zmniejsza się do 13 cali (330 mm). Rozstawy te są zalecane dla skorodowanych prętów — dla nieskorodowanych prętów dozwolony jest większy rozstaw, ponieważ zapotrzebowanie na prąd jest niższe.
Anody galwaniczne do napraw miejscowych są specjalnie zaprojektowane do przeciwdziałania efektowi halo — przyspieszonej korozji występującej w betonie bezpośrednio otaczającym naprawę miejscową. Gdy beton zanieczyszczony chlorkami pozostaje w sąsiedztwie naprawy, naprawiony obszar staje się silnie alkaliczny (ze świeżego cementowego materiału naprawczego), podczas gdy sąsiedni beton zatrzymuje chlorki. Tworzy to makroogniwo korozyjne: pasywna stal w nowej naprawie działa jako katoda, a aktywna stal w sąsiednim betonie zanieczyszczonym chlorkami działa jako anoda, napędzając korozję na zewnątrz od krawędzi naprawy. Pęknięcia pierścieniowe na styku naprawa-beton są częstym skutkiem.
Dyskretne anody do napraw miejscowych — często w kształcie krążków hokejowych — są instalowane na obwodzie naprawy betonowej przed ułożeniem materiału naprawczego. Galvashield® XP+ (dawniej XP) zawiera 100 gramów kapsułkowanego cynku i ma średnicę 65 mm (2,6 cala). Sentinel-GL (Euclid Chemical) zawiera 40 gramów cynku i ma mniejszą konfigurację bloku z nacięciem w kształcie litery V. Anody te są wstępnie nawilżane w wodzie przez 10 do 30 minut przed instalacją w celu aktywacji wewnętrznego elektrolitu, a następnie przywiązywane drutem bezpośrednio do oczyszczonych prętów zbrojeniowych. Anoda musi być umieszczona jak najbliżej obwodu naprawy — zazwyczaj w odległości 25 do 50 mm (1 do 2 cali) od krawędzi cięcia — aby przechwycić prąd korozyjny w strefie halo.
Rozstaw dyskretnych anod do napraw miejscowych jest określany na podstawie tabel rozstawu producenta anod lub standardowej specyfikacji zarządcy mostu. Dla Galvashield XP+ typowy rozstaw wynosi 12 do 24 cali (300 do 600 mm) wokół obwodu naprawy, w zależności od wskaźnika gęstości zbrojenia i nasilenia środowiska korozyjnego. NYSDOT klasyfikuje środowiska jako silnie korozyjne (zawartość chlorków > około 5 lb/yd³ lub 3 kg/m³) lub słabo korozyjne (zawartość chlorków < 5 lb/yd³). Dla warunków silnie korozyjnych z umiarkowaną gęstością zbrojenia (wskaźnik 0,5 do 1,0) maksymalny rozstaw Sentinel-GL wynosi 18 cali (460 mm). Dla warunków silnie korozyjnych z lekką gęstością zbrojenia (< 0,5) maksymalny rozstaw wynosi 24 cale (610 mm).
Materiał naprawczy stosowany z anodami galwanicznymi musi mieć oporność elektryczną mniejszą niż 15 000 om·cm (15 kΩ·cm). Standardowe zaprawy i betony cementu portlandzkiego (ze wskaźnikiem w/c 0,40 do 0,50) mają zazwyczaj oporność od 2000 do 8000 om·cm i są kompatybilne. Jednak materiały naprawcze o niskiej przepuszczalności zawierające mikrokrzemionkę (dym krzemionkowy), wysoką zawartość popiołu lotnego lub modyfikatory polimerowe często mają oporność przekraczającą 20 000 om·cm i nie mogą być stosowane bezpośrednio z anodami galwanicznymi bez dodatkowych środków. W przypadku konieczności użycia materiałów o wysokiej oporności, anodę należy najpierw osadzić w zaprawie o normalnej oporności (standardowa zaprawa cementowa), która zapewnia ścieżkę przewodzącą do otaczającego betonu, zgodnie z ICRI Technical Guideline No. 03730 i ACI Repair Application Procedure RAP8.
Anody galwaniczne nakładane powierzchniowo są instalowane na zewnętrznej powierzchni istniejących konstrukcji betonowych, eliminując konieczność usuwania betonu. Stosowane są trzy główne typy: siatka cynkowa z hydrożelem, arkusz cynkowy z warstwą klejącą oraz powłoki cynkowe natryskiwane łukowo (termicznie).
Siatka cynkowa z hydrożelem składa się z rozciągniętej siatki cynkowej (zazwyczaj średnica drutu 0,5 do 1,0 mm, oczko rombowe 12 do 25 mm), która jest dociskana do przygotowanej powierzchni betonu i pokrywana hydrożelem — polimerem absorbującym wodę, który utrzymuje warstwę przewodzącą między cynkiem a betonem. Galvanode® VP (Vector Corrosion Technologies) to system nakładany powierzchniowo, który wykorzystuje siatkę cynkową osadzoną w hydrożelu aktywowanym humektantem. Hydrożel przyciąga i zatrzymuje wilgoć, utrzymując przewodnictwo jonowe między cynkiem a betonem nawet w stosunkowo suchych środowiskach. System jest pokrywany nakładką cementową lub powłoką ochronną. Siatka cynkowa zapewnia rozproszony obszar anodowy, zmniejszając gęstość prądu na jednostkę powierzchni i wydłużając okres eksploatacji.
Systemy z arkusza cynkowego (np. Galvanode® ZincSheet) wykorzystują cienki arkusz cynkowy (grubość 0,5 do 1,0 mm) przyklejony do powierzchni betonu za pomocą przewodzącego kleju. Arkusz cynkowy jest dostarczany w rolkach i przycinany na miejscu. Połączenie elektryczne ze stalą zbrojeniową wykonuje się poprzez przyspawanie kabla miedzianego do arkusza cynkowego i połączenie kabla ze zbrojeniem stalowym przez wywiercone otwory. System z arkusza cynkowego jest szczególnie odpowiedni do ochrony spodniej strony płyt mostowych, stropów parkingów podziemnych i głowic filarów, gdzie ruch pojazdów nie stanowi problemu. System został z powodzeniem zastosowany na ponad 50 konstrukcjach w Ameryce Północnej.
Cynk natryskiwany łukowo (termicznie) (ASZ) — znany również jako metalizacja — polega na natryskiwaniu stopionego cynku na powierzchnię betonu za pomocą pistoletu łukowego lub płomieniowego. System Galvanode® ASZ+ nakłada cienką powłokę (zazwyczaj grubość 0,3 do 0,5 mm) cynku o wysokiej czystości na przygotowaną powierzchnię betonu. Po instalacji na powierzchnię cynku nakładany jest roztwór aktywatora humektantowego. Niezależne badania wykazały, że aktywacja humektantem zwiększa wydajność prądową nawet do 7 razy w porównaniu z nieprzetworzonym cynkiem, w zależności od warunków środowiskowych. Humektant przyciąga wilgoć, utrzymując aktywność elektrochemiczną i zmniejszając rezystancję obwodu między powłoką cynkową a stalą. Jedną z kluczowych zalet ASZ+ jest możliwość reaktywacji systemu poprzez ponowne nałożenie aktywatora humektantowego w odstępach czasu w okresie eksploatacji, wydłużając efektywny okres ochrony do 15 do 20 lat.

Wytrzymałość wiązania cynku natryskiwanego łukowo z betonem jest krytycznym parametrem wydajności. Badania na mostach, w tym Disraeli Freeway w Winnipeg, Manitoba i Yaquina Bay Bridge w Oregonie, wykazały, że cynk natryskiwany łukowo aktywowany humektantem osiąga wytrzymałość wiązania przekraczającą 2 MPa (290 psi) na odpowiednio przygotowanych powierzchniach betonowych. Przygotowanie powierzchni wymaga zazwyczaj piaskowania strumieniowo-ściernego w celu uzyskania profilu powierzchni zbliżonego do białego metalu (SSPC-SP10 / NACE No. 2) z minimalnym profilem zakotwienia 75 do 100 μm (3 do 4 mils).
Okres eksploatacji anody galwanicznej jest określany przez masę dostępnego metalu ofiarowanego oraz szybkość, z jaką jest zużywany w reakcji elektrochemicznej. Podstawowa zależność jest regulowana przez prawo Faradaya:
L = (m × E × η) / (I × 8760)
Gdzie:
Typowa dyskretna anoda do napraw miejscowych zawierająca 100 gramów cynku (Galvashield XP+) dostarczająca średni prąd 1 mA (0,001 A) w okresie eksploatacji: L = (0,100 × 820 × 0,90) / (0,001 × 8760) = 8,4 roku. Jeśli średni prąd wynosi 0,5 mA, okres eksploatacji wydłuża się do około 16,8 roku. Jednak wydajność prądowa nie jest stała — maleje w czasie, gdy produkty korozji cynku gromadzą się na powierzchni anody, zmniejszając aktywną powierzchnię i zwiększając rezystancję. Dane terenowe z 23-letnich badań w Wielkiej Brytanii (Sergi, 2023) wskazują, że wydajność prądowa anod galwanicznych aktywowanych alkalicznie maleje w przybliżeniu wykładniczo z czasem.
Producenci udostępniają wytyczne dotyczące szybkości zużycia na podstawie przyspieszonych badań laboratoryjnych (ASTM G97 — Standardowa metoda badania laboratoryjnego próbek anod ofiarowanych magnezowych) i walidacji terenowej. Dla dyskretnych wbudowanych anod cynkowych w płytach mostowych szybkość zużycia wynosi zazwyczaj początkowo 0,5 do 2 mA na anodę, spadając do 0,1 do 0,5 mA po 5 do 10 latach. Całkowita masa cynku jest podstawową zmienną projektową — większe anody (np. 135-gramowa Galvashield CC 135) zapewniają dłuższy okres eksploatacji niż standardowe jednostki 65-gramowe, ale przy wyższym koszcie na anodę.
| Typ anody | Masa cynku | Typowy prąd początkowy | Okres eksploatacji (prognozowany) |
|---|---|---|---|
| Sentinel-GL (dyskretna naprawa miejscowa) | 40 g | 0,3–0,8 mA | 5–10 lat |
| Galvashield XP+ (dyskretna naprawa miejscowa) | 100 g | 0,5–2 mA | 7–15 lat |
| Galvashield CC 135 (siatka wbudowana) | 135 g | 0,8–3 mA | 10–20 lat |
| Cynk natryskiwany łukowo (ASZ+) 0,3 mm | ~220 g/m² | 1–5 mA/m² | 10–15 lat |
| Cynk natryskiwany łukowo (ASZ+) 0,5 mm | ~360 g/m² | 1–5 mA/m² | 15–20 lat |
Projekt systemu ochrony katodowej z anodami galwanicznymi wymaga określenia liczby, typu i rozstawu anod, aby dostarczyć wystarczający prąd do spolaryzowania stali zbrojeniowej do kryterium ochrony przez projektowany okres eksploatacji. Proces projektowania krok po kroku, zgodnie z wytycznymi NYSDOT Bridge Maintenance i NACE SP0290, wygląda następująco:
Krok 1 — Ocena stanu: Przeprowadź badanie stanu obejmujące sonifikację delaminacji (przeciąganie łańcuchem lub sonifikacja młotkiem), mapowanie potencjału półogniwa (ASTM C876), profilowanie zawartości chlorków (ASTM C1152), pomiar otuliny betonowej (miernik otuliny ASTM C876) oraz pomiar oporności betonu (metoda Wennera z 4 sondami zgodnie z ASTM C1876).
Krok 2 — Obliczenie wskaźnika gęstości zbrojenia: Oblicz wskaźnik gęstości zbrojenia (SDR) za pomocą wzoru:
SDR = (π × d₁ / s₁) + (π × d₂ / s₂)
Gdzie d₁ i d₂ to średnice prętów w kierunku podłużnym i poprzecznym, a s₁ i s₂ to rozstawy prętów. Dla płyty mostowej z prętami #5 (średnica 0,625 cala) w rozstawie 8 cali w obu kierunkach: SDR = (π × 0,625 / 8) + (π × 0,625 / 8) = 0,245 + 0,245 = 0,490.
Krok 3 — Klasyfikacja środowiska: Sklasyfikuj środowisko jako silnie korozyjne (zawartość chlorków > 5 lb/yd³, widoczna aktywna korozja, występowanie odspajania/delaminacji) lub słabo korozyjne (zawartość chlorków < 5 lb/yd³, minimalne uszkodzenia korozyjne). Tabele NYSDOT stosują różne kategorie rozstawu dla każdego z nich.
Krok 4 — Wybór i rozstaw anody: Korzystając z SDR i klasyfikacji środowiska, wybierz rozstaw anody z tabel producenta. Dla Sentinel-GL: SDR < 0,5 w środowisku silnie korozyjnym → maksymalny rozstaw 24 cale; SDR 0,5 do 1,0 w środowisku silnie korozyjnym → maksymalny rozstaw 18 cali; SDR > 1,0 w środowisku silnie korozyjnym → maksymalny rozstaw 12 cali.
Krok 5 — Weryfikacja połączeń: Cała stal zbrojeniowa w chronionej strefie musi być elektrycznie ciągła. Pręty na zakład, połączenia drucikiem wiązałkowym i połączenia spawane zapewniają ciągłość. W przypadku stwierdzenia nieciągłości stali (np. oddzielne maty, pręty z powłoką epoksydową z uszkodzoną powłoką), ciągłość musi zostać przywrócona poprzez przyspawanie przewodu łączącego z drutu miedzianego o minimalnym przekroju 12 AWG lub poprzez przyspawanie odcinka pręta #4 w poprzek nieciągłości. Ciągłość jest weryfikowana multimetrem — rezystancja między dowolnymi dwoma punktami zbrojenia powinna być mniejsza niż 1 om.
Dla betonu sprężonego i kablobetonu wymagane jest szczególne uwzględnienie. Połączenie elektryczne między anodą a splotami sprężającymi musi być zaprojektowane tak, aby uniknąć nadmiernego prądu, który mógłby spowodować kruchość wodorową. Gęstość prądu dostarczanego do stali o wysokiej wytrzymałości powinna być ograniczona do mniej niż 1 mA na splot, aby zminimalizować to ryzyko.
Ciągłość elektryczna jest warunkiem wstępnym działania anody galwanicznej. Bez ciągłej ścieżki metalicznej prąd ochronny nie może krążyć od anody przez beton do stali i z powrotem przez okablowanie do anody. Badanie ciągłości odbywa się zgodnie z procedurami NACE Standard TM0108 (Badanie systemów ochrony katodowej) i ASTM G96.
Badanie ciągłości wykonuje się za pomocą multimetru cyfrowego (dokładność ±0,1 mV, minimalna impedancja wejściowa 10 MΩ). Procedura:
Dla systemów nakładanych powierzchniowo, takich jak siatka cynkowa lub cynk natryskiwany łukowo, ciągłość jest weryfikowana poprzez pomiar rezystancji od powierzchni anody w wielu miejscach do stali zbrojeniowej. Nasączoną wodą gąbkę umieszcza się między półogniwem a powierzchnią anody, aby zapewnić kontakt jonowy. Zmierzona rezystancja powinna być mniejsza niż 100 omów dla systemów z siatką cynkową nakładaną powierzchniowo i mniejsza niż 500 omów dla powłok natryskiwanych łukowo.
Regularna inspekcja zapewnia, że systemy anod galwanicznych nadal zapewniają skuteczną ochronę przeciwkorozyjną. Program inspekcji jest zgodny z wymaganiami NACE SP0290 (Ochrona katodowa prądem wymuszonym stali zbrojeniowej w konstrukcjach betonowych narażonych na działanie atmosfery — stosowana przez analogię do systemów galwanicznych), ASTM C876 (Potencjały półogniwa niepowlekanej stali zbrojeniowej w betonie) oraz ICAO Annex 14 dla zastosowań lotniskowych.

Mapowanie potencjału półogniwa jest wykonywane corocznie z użyciem elektrody odniesienia CSE zgodnie z ASTM C876. Pomiary potencjału są wykonywane na siatce (zazwyczaj rozstaw 1 do 5 stóp / 0,3 do 1,5 m). Kryteria interpretacyjne według ASTM C876:
Do oceny CP z anodami galwanicznymi standardowym kryterium wydajności jest test zaniku polaryzacji o 100 mV. Test polega na przerwaniu obwodu galwanicznego (odłączeniu przewodu anody) i pomiarze potencjału stali zbrojeniowej w odstępach czasu przez 4 do 24 godzin. Zanik potencjału o 100 mV lub więcej od potencjału instant-off wskazuje na skuteczną ochronę katodową zgodnie z NACE RP0290.
Inspekcja zużycia anody w systemach nakładanych powierzchniowo jest przeprowadzana co 2 do 5 lat. Dla cynku natryskiwanego łukowo grubość powłoki jest mierzona za pomocą elektromagnetycznego miernika grubości (ASTM D7091). Nominalna powłoka 0,3 mm będzie wykazywać postępujące pocienienie. Gdy pozostała grubość spadnie poniżej 0,1 mm, system wymaga reaktywacji lub wymiany. Dla systemów z siatką cynkową przeprowadza się inspekcję wizualną pod kątem nagromadzenia produktów korozji i delaminacji. Aktywator hydrożelowy jest oceniany pod kątem zawartości wilgoci — jeśli hydrożel wysechł, aktywator humektantowy jest nakładany ponownie.
Dyskretne anody wbudowane nie mogą być bezpośrednio sprawdzane pod kątem zużycia bez usunięcia destrukcyjnego. Zamiast tego przeprowadza się ocenę pośrednią poprzez pomiar:
Zalecana częstotliwość inspekcji okresowych według FHWA i NACE:
Ochrona katodowa za pomocą anod galwanicznych ma szerokie zastosowanie zarówno w infrastrukturze nawierzchni lotniskowych, jak i konstrukcjach mostów drogowych/kolejowych, gdzie korozja stali zbrojeniowej jest głównym mechanizmem degradacji ograniczającym okres eksploatacji.
Betonowe nawierzchnie lotniskowe są narażone na korozję spowodowaną przez chemikalia do odladzania — głównie ciekły octan potasu, mrówczan sodu i preparaty na bazie mocznika — stosowane na pasach startowych, drogach kołowania i płytach postojowych. Chemikalia te penetrują beton i obniżają pH, niszcząc pasywną warstwę na stali. FAA Advisory Circular AC 150/5320-6G (Projektowanie i ocena nawierzchni lotniskowych) i AC 150/5370-10H (Standardy specyfikacji budowy lotnisk) uznają ochronę katodową za strategię kontroli korozji. Biuletyny inżynieryjne FAA określają, że anody galwaniczne mogą być instalowane na złączach i wokół prętów dyblowych podczas odbudowy nawierzchni.
Dyskretne anody galwaniczne są instalowane na złączach konstrukcyjnych i złączach dylatacyjnych w nowych nawierzchniach lotniskowych. Anody chronią pręty dyblowe i łączące, które są pierwszymi elementami zbrojeniowymi ulegającymi korozji ze względu na ich położenie na styku złącza, gdzie chemikalia do odladzania wnikają do betonu. Anody są umieszczane w rozstawie 12 do 24 cali (300 do 600 mm) po obu stronach złącza, przywiązane do kosza prętów dyblowych przed ułożeniem betonu. Międzynarodowy port lotniczy Denver i Międzynarodowy port lotniczy Seattle-Tacoma zastosowały ochronę anodami galwanicznymi w wybranych obszarach płyt postojowych.
ICAO Annex 14 — Lotniska, Tom I, Rozdział 10 (Sekcja 10.4 Utrzymanie nawierzchni) wymaga, aby powierzchnie nawierzchni lotniskowych były utrzymywane w celu zapobiegania zanieczyszczeniom ciałami obcymi (FOD) spowodowanym odspajaniem się betonu od skorodowanej stali zbrojeniowej. Ochrona katodowa z anodami galwanicznymi jest uznanym środkiem zapobiegawczym w ramach Ram certyfikacji lotnisk ICAO.
Zastosowania mostowe są najbardziej rozpowszechnionym zastosowaniem anod galwanicznych. W Ameryce Północnej ponad 350 konstrukcji jest chronionych ochroną katodową (zarówno galwaniczną, jak i z prądem wymuszonym), według SHRP-S-337 (Strategiczny program badań autostrad). Missouri DOT przoduje z ponad 100 instalacjami CP, a następnie Ministerstwo Transportu Ontario z prawie 50. Ankieta cytowana w SHRP-S-337 wskazała, że 90% instalacji działało zadowalająco zgodnie z projektem.
Typowe zastosowania mostowe:
Korzyść kosztowa w cyklu życia ochrony anodami galwanicznymi jest znacząca. Badania Krishnan i in. (2021, Journal of Building Engineering) wykazały, że naprawa z użyciem anod galwanicznych może osiągnąć około 90% oszczędności kosztów cyklu życia w porównaniu z konwencjonalnymi strategiami napraw miejscowych, głównie poprzez eliminację efektu halo i zapobieganie powtarzającym się naprawom. Wytyczne NYSDOT Bridge Maintenance zalecają anody galwaniczne jako opłacalną strategię, gdy pożądana jest naprawa średnioterminowa (5 do 10 lat), zauważając, że przyrostowy koszt dodania anod do standardowej naprawy miejscowej betonu wynosi około 15 do 25% podstawowego kosztu naprawy.
| Typ konstrukcji | System anodowy | Przedłużenie okresu eksploatacji | Koszt za m² (zainstalowany) |
|---|---|---|---|
| Naprawa miejscowa płyty mostowej | Dyskretna XP+ (100 g) | 7–15 lat | 25–50 $/m² przyrostowo |
| Nakładka na płytę mostową | Siatka cynkowa + hydrożel | 10–15 lat | 40–80 $/m² |
| Podkonstrukcja morska | Cynk natryskiwany łukowo ASZ+ | 10–20 lat | 60–120 $/m² |
| Złącze nawierzchni lotniskowej | Dyskretna Sentinel-GL | 5–10 lat | 30–60 $/m² |
| Strop parkingu podziemnego | Arkusz cynkowy klejony | 10–15 lat | 50–90 $/m² |
Uzyskaj fachowe doradztwo w zakresie systemów ochrony katodowej z anodami galwanicznymi dla mostów, nawierzchni lotniskowych i morskich konstrukcji betonowych. Nasi specjaliści oceniają ryzyko korozji i projektują trwałe rozwiązania ochronne.
Ochrona katodowa (CP) to elektrochemiczna technika ograniczania korozji, która kontroluje korozję stali zbrojeniowej w konstrukcjach betonowych poprzez uczynien...
Ochrona katodowa z wymuszonym prądem (ICCP) wykorzystuje niewielki prąd stały z zewnętrznego źródła zasilania przez anody obojętne do stali zbrojeniowej, wymusz...
+++ title = “Systemy ochrony przed korozją żelbetu” description = “Ochrona przed korozją żelbetu obejmuje wiele strategii: odpowiednią otulinę...