Ochrona katodowa
Ochrona katodowa (CP) to elektrochemiczna technika ograniczania korozji, która kontroluje korozję stali zbrojeniowej w konstrukcjach betonowych poprzez uczynien...
27 min czytania
Reinforcement
Corrosion protection
+3
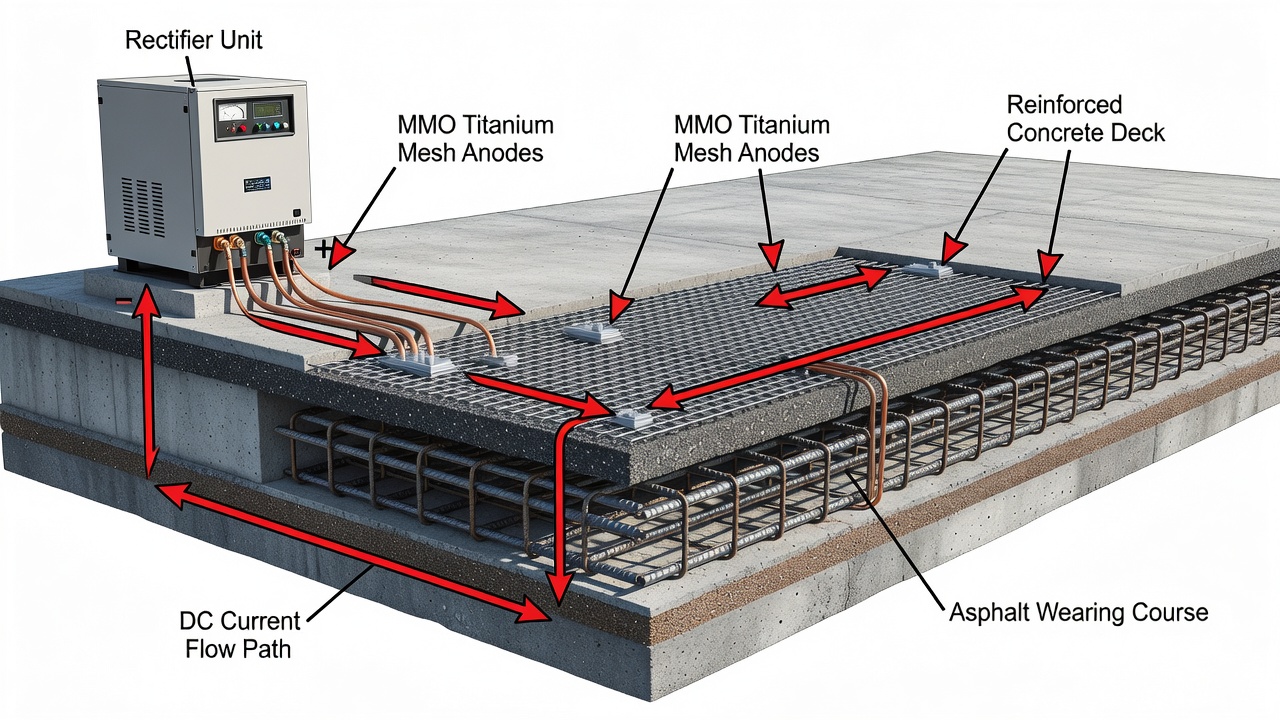
Ochrona katodowa z wymuszonym prądem (ICCP) wykorzystuje niewielki prąd stały z zewnętrznego źródła zasilania przez anody obojętne do stali zbrojeniowej, wymuszając na stali rolę katody i zatrzymując korozję. ICCP jest stosowana na dużych pomostach mostowych, podkonstrukcjach, parkingach wielopoziomowych i infrastrukturze lotniskowej z rozległym zanieczyszczeniem chlorkami. Obejmuje komponenty systemu ICCP, typy anod (MMO tytan, powłoka przewodząca, cynk natryskiwany łukowo, ceramika), sterowanie prostownikiem, monitorowanie, kryteria NACE SP0290 i inspekcję.
Ochrona katodowa z wymuszonym prądem (ICCP) to aktywna elektrochemiczna metoda kontroli korozji, która wymusza na stali zbrojeniowej w betonie rolę katody ogniwa elektrochemicznego, tym samym tłumiąc anodową reakcję roztwarzania (korozji). System przykłada niewielki, regulowany prąd stały z zewnętrznego źródła zasilania przez anody obojętne rozmieszczone na powierzchni betonu, przez elektrolit betonowy, do stali zbrojeniowej. Ten zewnętrznie wymuszony prąd polaryzuje stal do potencjału, przy którym korozja jest termodynamicznie niemożliwa lub kinetycznie pomijalna.
Ogniwo korozyjne w betonie zbrojonym jest identyczne z baterią: składa się z miejsca anodowego (gdzie stal się roztwarza), miejsca katodowego (gdzie zachodzi redukcja tlenu), wody porowej betonu jako elektrolitu (zapewniającej przewodnictwo jonowe) oraz samej stali jako ścieżki metalicznej. Bez ochrony katodowej prąd płynący z anody jest równy prądowi płynącemu do katody (Ia = Ic). Po zastosowaniu ICCP, prąd zewnętrzny z prostownika uzupełnia prąd katodowy, zmniejszając prąd, który musi być dostarczony przez anodową reakcję korozyjną. Jeśli zostanie przyłożony wystarczający prąd zewnętrzny, anodowy prąd korozyjny zbliża się do zera, a korozja efektywnie ustaje.
Zachowanie elektrochemiczne stali w betonie opisuje diagram Pourbaix (wykres potencjał-pH) dla żelaza. Dla konstrukcji osadzonych w gruncie, CP ma na celu przesunięcie potencjału stali w obszar odporności, gdzie żelazo metaliczne jest stabilne. Jednak dla stali w betonie, osiągnięcie obszaru odporności wymaga potencjałów bardziej ujemnych niż około -900 mV względem Cu/CuSO₄ (CSE) — potencjałów, które mogą powodować wydzielanie wodoru na powierzchni stali, prowadząc do utraty przyczepności między stalą a betonem, a w konstrukcjach sprężonych do kruchości wodorowej stali wysokowytrzymałej. Dlatego ICCP dla betonu działa w obszarze pasywacji diagramu Pourbaix, a nie w obszarze odporności. Prąd CP powoduje zmiany elektrochemiczne na powierzchni stali: jony hydroksylowe (OH⁻) są generowane przez katodową redukcję wody i tlenu, zwiększając pH na granicy stal-beton i repasywując stal. Ten mechanizm repasywacji — tak zwany „efekt wtórny" CP — jest obecnie rozumiany przez wielu badaczy jako dominujący mechanizm, za pomocą którego ICCP zatrzymuje korozję w betonie, a nie „pierwotny" efekt tłumienia termodynamicznego.
ICCP vs CP Galwaniczna (Ofiarowa) — Kluczowe Różnice:
| Parametr | ICCP | CP Galwaniczna |
|---|---|---|
| Źródło zasilania | Zewnętrzny prostownik DC (sieć AC) | Naturalna różnica potencjałów galwanicznych |
| Napięcie wymuszające | 6–24V (do 50V max), regulowane | 0,5–1,2V max, stałe |
| Prąd wyjściowy | Regulowany, do 50A na system | Ograniczony, 0,5–50 mA/m² stali |
| Materiał anody | Obojętny (MMO tytan, powłoka przewodząca) | Ofiarowy (cynk, magnez, aluminium) |
| Zużycie anody | Minimalne — <1 g/rok na anodę | Wysokie — masa anody ulega zużyciu, okresowa wymiana |
| Żywotność projektowa | 25–75+ lat (MMO tytan) | 5–30 lat (cynk) |
| Najlepsze zastosowanie | Duże konstrukcje, wysokie zapotrzebowanie na prąd, regulowane sterowanie | Małe konstrukcje, naprawy lokalne, brak zasilania |
| Koszt początkowy na m² | $150–$500 (różni się w zależności od typu anody) | $50–$200 |
| Wymagania monitorowania | Miesięczne dzienniki prostownika, coroczne testy depolaryzacji | Okresowe kontrole potencjału |
| Normy | NACE SP0290 / AMPP SP0216, ISO 12696 | NACE SP0408 (dla zakopanych/zanurzonych) |
Prąd ICCP wywołuje dwa odrębne efekty. Podstawowy efekt elektrokinetyczny przesuwa szybkości reakcji anodowych i katodowych. Przy wystarczającym prądzie potencjał stali przesuwa się do wartości, przy której szybkość anodowego roztwarzania jest zmniejszona o współczynnik 10 000 lub więcej. Wtórny efekt elektrochemiczny generuje jony hydroksylowe na powierzchni stali poprzez reakcje katodowe: O₂ + 2H₂O + 4e⁻ → 4OH⁻ (redukcja tlenu) i 2H₂O + 2e⁻ → H₂ + 2OH⁻ (redukcja wody przy bardziej ujemnych potencjałach). Te jony hydroksylowe zwiększają lokalne pH, przywracając warstwę pasywną, która chroni stal w alkalicznym betonie. Dodatkowo, przyłożony prąd stały powoduje elektromigrację jonów chlorkowych z dala od stali w kierunku anod zewnętrznych, stopniowo zmniejszając stężenie chlorków na powierzchni stali w czasie. To wielomechanizmowe działanie wyjaśnia, dlaczego ICCP jest skuteczna nawet w betonie o bardzo wysokiej zawartości chlorków, gdzie inne metody naprawcze zawodzą.
Hybrydowa CP (HCP) łączy zarówno ICCP, jak i ochronę galwaniczną w podejściu dwufazowym. W pierwszej fazie, wymuszony prąd jest przykładany na podwyższonym poziomie (typowe 20–60 mA/m² przez 2–8 tygodni, dostarczając ładunki o gęstości 50–500 kC/m²) w celu przywrócenia warstwy pasywnej stali. Źródło zasilania jest następnie odłączane, a anody galwaniczne (typowo cynk lub stopy aluminium) utrzymują pasywność przy znacznie niższych gęstościach prądu (0,2–2 mA/m² zgodnie z ISO 12696 dla prewencji katodowej). HCP to stosunkowo nowy rozwój, który wykorzystuje wysoką wydajność prądową ICCP do wstępnej pasywacji w połączeniu z niskimi wymaganiami konserwacyjnymi systemów galwanicznych do długoterminowej ochrony. Faza ICCP w HCP zazwyczaj wykorzystuje anody tytanowe MMO, które pozostają na miejscu jako anody galwaniczne w drugiej fazie, połączone ze stalą przez rezystor w celu ograniczenia prądu wyjściowego.
System ICCP dla betonu zbrojonego składa się z sześciu głównych komponentów, które współpracują ze sobą, aby dostarczać kontrolowany prąd do stali zbrojeniowej. Każdy komponent musi być odpowiednio zaprojektowany, zainstalowany i utrzymany, aby osiągnąć wymaganą żywotność 25–75+ lat.
Źródło Prądu Stałego (Transformator-Prostownik / Zasilacz): Prostownik przekształca prąd przemienny (AC) z sieci zasilającej na regulowany prąd stały (DC). Specyfikacje prostownika dla ICCP betonu zazwyczaj obejmują: zakres napięcia wyjściowego 0–24V DC (z minimalnym zapasem 15–25% powyżej obliczonego napięcia projektowego, aby uwzględnić przyszły wzrost rezystywności betonu lub starzenie się anody), wydajność prądową 5–50A na system (w zależności od chronionej powierzchni stali i wymaganej gęstości prądu) oraz tryb sterowania stałym prądem z zabezpieczeniem nadprądowym przy stałym napięciu. Prostownik musi posiadać funkcję natychmiastowego wyłączenia (przerwanie prądu w ciągu 0,1–0,5 sekundy do pomiarów depolaryzacji), zabezpieczenie przeciwprzepięciowe o wartości minimum 500 dżuli, zakres temperatur pracy 45°C otoczenia oraz obudowę zgodną z NEMA 3R lub 4X dla instalacji zewnętrznych. Typy prostowników obejmują tap-set (ręczna regulacja napięcia za pomocą zaczepów transformatora), tyrystorowe (prostownik sterowany krzemem do automatycznej regulacji), variac (zmienny autotransformator) oraz switch-mode (wysokoczęstotliwościowe przełączanie z regulacją cyfrową). Nowoczesne prostowniki zawierają Transformer Rectifier Integration Module (TRIM) firmy Vector Corrosion lub odpowiednik — uniwersalny interfejs sterowania i monitorowania, który zapewnia zdalny dostęp przez GSM, Ethernet lub integrację SCADA, rejestrację danych odczytów prądu, napięcia i potencjału, powiadomienia alarmowe o usterkach systemu oraz automatyczne przerywanie instant-off do testów depolaryzacji.
System Anodowy: Układ anod rozprowadza prąd z zacisku dodatniego prostownika po powierzchni betonu. Typy anod są szczegółowo opisane w następnej sekcji. System anodowy musi zapewniać równomierny rozkład prądu, aby wszystkie obszary stali zbrojeniowej osiągnęły odpowiednią polaryzację, unikając jednocześnie nadmiernej gęstości prądu, która mogłaby spowodować zakwaszenie granicy anoda-beton (limit gęstości prądu anody wynosi około 110 mA/m² powierzchni betonu — powyżej tego progu utlenianie wody na anodzie generuje jony H⁺, które obniżają pH, potencjalnie uszkadzając matrycę betonową w sąsiedztwie anody). Projekt systemu anodowego obejmuje obliczenie całkowitej długości lub powierzchni anody na podstawie zapotrzebowania na prąd i znamionowej wydajności konkretnego materiału anodowego. Dla anod taśmowych MMO z tytanu w betonie standardowe obciążalności prądowe wynoszą: taśma o szerokości 10 mm — 2,8 mA/m, taśma 12,7 mm — 3,5 mA/m, taśma 19,05 mm — 5,28 mA/m, a taśma 25,4 mm — 7,0 mA/m. Dla anod siatkowych MMO z tytanu: standardowa 16 mA/m² (1,5 mA/ft²), średnia 22 mA/m² (2,1 mA/ft²) i duża 32 mA/m² (3,0 mA/ft²) powierzchni anody.
Stal Zbrojeniowa (Katoda): Stal zbrojeniowa jest podłączona do zacisku ujemnego prostownika i pełni funkcję katody obwodu ICCP. Stal musi być elektrycznie ciągła — wszystkie pręty, strzemiona, wiązania i siatki muszą być połączone z rezystancją mniejszą niż 1 om między dowolnymi dwoma punktami. Testy ciągłości według specyfikacji ASTM są przeprowadzane podczas instalacji poprzez pomiar rezystancji między wieloma punktami na klatce lub macie zbrojeniowej. Jeśli ciągłość nie może być zweryfikowana (częste w konstrukcjach z prętami zakładkowymi bez połączeń mechanicznych lub w starszych konstrukcjach z nieciągłym zbrojeniem), należy zainstalować dodatkowe połączenia ciągłościowe, odsłaniając zbrojenie w wybranych miejscach i spawając lub łącząc mechanicznie kable miedziane. W betonie sprężonym wymagana jest szczególna ostrożność, ponieważ stal sprężająca znajduje się pod wysokim naprężeniem i może być podatna na kruchość wodorową, jeśli zostanie spolaryzowana powyżej -900 mV względem Ag/AgCl/0,5M KCl (limit nadmiernej ochrony określony w ISO 12696). Dla konstrukcji sprężonych projekt ICCP zazwyczaj obejmuje dodatkowe elektrody odniesienia w krytycznych miejscach i nadmiarowe monitorowanie, aby zapewnić, że potencjał nigdy nie przekroczy tego limitu.

Elektrody Odniesienia: Trwale zainstalowane elektrody odniesienia są niezbędnymi elementami monitorującymi, które mierzą potencjał polaryzacji stali zbrojeniowej. Standardową elektrodą odniesienia dla ICCP betonu jest srebro/srebro-chlorek (Ag/AgCl/0,5M KCl), która zapewnia stabilny, powtarzalny potencjał przez cały okres użytkowania systemu. Inne typy obejmują miedź/miedź-siarczan (Cu/CuSO₄ lub CSE) do stosowania, gdy beton ma kontakt z gruntem, oraz cynkowe elektrody odniesienia do długoterminowej stabilności w zastosowaniach podziemnych. NACE SP0290 zaleca minimum 2–4 elektrody odniesienia na strefę ochrony, umieszczone w lokalizacjach reprezentatywnych dla warunków narażenia konstrukcji — typowo w środku rozpiętości pomostów mostowych, u podstaw słupów w podkonstrukcjach oraz w miejscach o najwyższym przewidywanym stężeniu chlorków. Elektrody odniesienia muszą być instalowane w rurach dostępowych lub osadzone bezpośrednio w betonie podczas budowy lub modernizacji. Muszą być okresowo weryfikowane względem przenośnej elektrody odniesienia (kontrola dokładności), aby potwierdzić, że nie odchyliły się o więcej niż ±10 mV od swojej pierwotnej kalibracji. Odchylenie powyżej tej tolerancji wymaga wymiany lub ponownej kalibracji. Dokładność odczytów elektrod odniesienia bezpośrednio wpływa na ważność wyników testów depolaryzacji używanych do weryfikacji ochrony według kryterium 100 mV.
Okablowanie i Puszki Przyłączeniowe: System okablowania łączy prostownik z siecią dystrybucyjną anod (obwód dodatni) i ze stalą zbrojeniową (obwód ujemny), a puszki przyłączeniowe zapewniają dostępne punkty pomiarowe napięcia, prądu i potencjału. Każda strefa ochrony musi mieć dedykowane okablowanie dodatnie i ujemne. Okablowanie jest oznaczone kolorami — typowo czerwony dla dodatniego (obwód anody) i czarny lub biały dla ujemnego (obwód stali) — i instalowane w oznakowanych kanałach kablowych, aby zapobiec przypadkowemu krzyżowemu połączeniu podczas konserwacji. Puszki przyłączeniowe zawierają rezystory bocznikowe do pomiaru prądu (wyskalowane do dostarczania 1 mV na amper lub odpowiedniego odczytu), zaciski testowe do odczytów potencjału elektrod odniesienia oraz wyłączniki do izolowania poszczególnych stref. Rezystancja połączenia przewód-anoda nie może przekraczać 0,004 oma (4 miliomy), aby zapobiec lokalnemu przegrzewaniu i spadkowi napięcia zmniejszającemu wydajność systemu. Należy unikać wszystkich łączeń w okablowaniu obwodu dodatniego między puszką przyłączeniową a anodą — wymagane są ciągłe przebiegi przewodów od puszki przyłączeniowej do pierwszego punktu podłączenia anody.
Nakładka Cementowa lub Zaprawa: Dla anod siatkowych MMO z tytanu osadzonych w nakładkach pomostów mostowych, materiał nakładki to zazwyczaj beton modyfikowany lateksem, beton z mikrokrzemionką lub polimerowo-modyfikowana zaprawa cementowa nakładana na minimalną grubość 40–75 mm nad siatką anodową. Nakładka służy jako fizyczne środowisko dla ścieżki prądu jonowego od anody do podłoża betonowego i stali zbrojeniowej poniżej. Nakładka musi mieć kontrolowaną rezystywność (typowe 10–50 kΩ·cm) i wystarczającą wytrzymałość wiązania z istniejącym podłożem betonowym (minimum 1,0 MPa według testu odrywania ASTM C1583). Dla anod taśmowych zatopionych w szczelinach ciętych piłą, zaprawa jest przewodzącym materiałem cementowym lub modyfikowanym polimerem, który zapewnia ścisły kontakt elektryczny między taśmą tytanową a otaczającym betonem.
W systemach ICCP dla konstrukcji betonowych stosuje się cztery podstawowe typy anod. Wybór typu anody zależy od chronionego elementu konstrukcyjnego (pomost, słup, spód płyty, przyczółek), wymaganej gęstości prądu, dostępu do instalacji, wymagań dotyczących przygotowania powierzchni betonu i docelowej żywotności.
Siatka Tytanowa MMO: Siatka tytanowa z powłoką z mieszanego tlenku metalu (MMO) jest najczęściej specyfikowaną anodą dla ICCP na pomostach mostowych i dużych powierzchniach poziomych. Podłoże stanowi arkusz tytanu ekspandowanego wykonany z tytanu gatunku 1 lub 2 według ASTM B265 — wybrany ze względu na doskonałą odporność korozyjną w środowisku anodowym i zdolność do tworzenia stabilnej warstwy tlenkowej. Powłoka MMO składa się ze spieku mieszaniny tlenków metali szlachetnych — tlenku irydu (IrO₂) i tlenku tantalu (Ta₂O₅) dla środowisk z wydzielaniem tlenu (standard dla betonu, gdzie główną reakcją anodową jest utlenianie wody: 2H₂O → O₂ + 4H⁺ + 4e⁻) lub tlenku rutenu (RuO₂) i tlenku irydu (IrO₂) dla środowisk z wydzielaniem chloru (ekspozycja na wodę morską, gdzie dominuje utlenianie chlorków: 2Cl⁻ → Cl₂ + 2e⁻). Powłoka jest nakładana metodą rozkładu termicznego (malowanie podłoża tytanowego roztworem soli chlorków metali w rozpuszczalnikach organicznych, a następnie ogrzewanie do 350–500°C w celu rozłożenia soli na warstwy tlenków) w wielu warstwach w celu osiągnięcia określonego obciążenia powłoką.
| Typ anody | Obciążalność prądowa | Typowy rozstaw | Żywotność projektowa | Najlepsze zastosowanie |
|---|---|---|---|---|
| Siatka MMO Ti (standardowa) | 16 mA/m² (1,5 mA/ft²) | Rozstaw 260–500 mm | 50–75+ lat | Pomosty mostowe, pomosty placów |
| Siatka MMO Ti (ciężka) | 32 mA/m² (3,0 mA/ft²) | Rozstaw 200–350 mm | 50–75+ lat | Strefy o wysokim zapotrzebowaniu na prąd |
| Taśma MMO Ti 10 mm | 2,8 mA/m | Rozstaw osi 200–400 mm | 50+ lat | Słupy, ściany, spody płyt |
| Taśma MMO Ti 25 mm | 7,0 mA/m | Rozstaw osi 200–400 mm | 50+ lat | Większe obszary podkonstrukcji |
| Przewodząca farba węglowa | Zależy od systemu | Rozstaw anod 150–300 mm | 15–25 lat | Powierzchnie pionowe, złożona geometria |
| Cynk natryskiwany łukowo | Zależy od systemu | Powłoka ciągła | 10–20 lat | Podkonstrukcje, strefy pływów |
| Ceramika przewodząca | Do 35 mA/m² | Niestandardowy | 25–50 lat | Trudne środowiska |
Siatka tytanowa MMO jest instalowana poprzez rozwijanie siatki na przygotowanej powierzchni betonu, mocowanie jej za pomocą plastikowych łączników „choinkowych" lub szpilek ze stali nierdzewnej w rozstawie 300–600 mm, a następnie zakładanie sąsiednich arkuszy siatki na zakład 50–100 mm, przy czym zakłady są wiązane lub punktowo zgrzewane w celu zapewnienia ciągłości elektrycznej. Pręty przewodzące (perforowane paski tytanowe lub pręty ze stali nierdzewnej) są umieszczane prostopadle do orientacji siatki w odstępach co 3–6 metrów, aby zbierać prąd z przewodów zasilających prostownika i rozprowadzać go do siatki. Siatka jest następnie pokrywana nakładką cementową (minimalna grubość 40–75 mm). Wielkość oczek siatki wynosi typowo 40–100 mm we wzór rombu, zapewniając około 40–60% wolnej powierzchni dla penetracji nakładki i wiązania z podłożem.
Taśma Tytanowa MMO: Anody taśmowe to paski o szerokości 10–25 mm wycięte z arkusza tytanu pokrytego MMO, instalowane w wąskich szczelinach ciętych piłą (typowe 12 mm szerokości × 20 mm głębokości) w powierzchni betonu i wypełnione przewodzącą zaprawą cementową lub polimerem wypełnionym węglem. Taśma jest łączona wzdłużnie z ciągłym prętem przewodzącym lub łączona w odstępach z poprzecznymi prętami zasilającymi biegnącymi w głębszych szczelinach. Anody taśmowe są stosowane, gdy nakładka jest niepraktyczna — dla słupów, głowic filarów, ścian i powierzchni spodów płyt, gdzie dodanie 40–75 mm nakładki naruszyłoby skrajnie, dodałoby nadmierne obciążenie stałe lub kolidowałoby z elementami architektonicznymi. Metoda instalacji w szczelinach ciętych piłą wytwarza mniej odpadów budowlanych niż układanie nakładki i może być wykonywana etapami na częściowo użytkowanych konstrukcjach. Rozstaw między sąsiednimi szczelinami taśm jest obliczany na podstawie zapotrzebowania na prąd na metr kwadratowy powierzchni betonu — typowy rozstaw wynosi 200–400 mm w osiach dla standardowych wymagań prądowych. Zaprawa musi osiągnąć wytrzymałość wiązania minimum 1,0 MPa i rezystywność zgodną z istniejącym betonem (±20% rezystywności podłoża). Anody taśmowe mogą być również instalowane w nakładce betonowej dla nowych konstrukcji — taśma jest układana na podłożu przed nałożeniem nakładki, zapewniając cieńszy profil niż siatka.
Przewodząca Farba Węglowa (Conductive Anode System — CAS): Przewodzące powłoki polimerowe to farby rozpuszczalnikowe lub wodne z dodatkiem przewodzącej sadzy węglowej, nakładane bezpośrednio na powierzchnię betonu w wielu warstwach do całkowitej grubości suchej folii 10–15 mils (250–380 μm) . System powłokowy zawiera przewód anody pierwotnej — typowo drut z rdzeniem platynowo-niobowo-miedzianym o średnicy 0,031 cala (0,79 mm) — instalowany w płytkich szczelinach ciętych piłą (szerokość 3/8 do 1/2 cala × głębokość 3/4 cala) wypełnionych przewodzącą zaprawą polimerową. System CAS rozprowadza prąd z przewodu anody pierwotnej przez farbę z dodatkiem węgla do otaczającego betonu. Zalety obejmują możliwość stosowania na złożonych geometriach (powierzchnie zakrzywione, łuki, słupy z profilowanymi żłobieniami), minimalne dodatkowe obciążenie stałe i łatwość naprawy — powłokę można naprawić punktowo, czyszcząc powierzchnię i nakładając nową farbę. Główną wadą jest ograniczona żywotność 15–25 lat — polimer z dodatkiem węgla może ulegać degradacji pod wpływem promieniowania UV, a granica anoda-beton może z czasem stać się kwaśna z powodu utleniania wody na anodzie, powodując delaminację powłoki. CAS jest przystosowany do gęstości prądu do około 35 mA/m² powierzchni betonu. Nadaje się do konstrukcji lądowych narażonych na sole odladzające, ale nie jest zalecany do agresywnych środowisk morskich, gdzie rozpylona woda morska przyspiesza degradację.
Cynk Natryskiwany Łukowo (Thermal Sprayed Zinc — TSZ): Ten typ anody składa się z warstwy o grubości 20 mils (500 μm) z 99% czystego cynku nałożonej na piaskowaną powierzchnię betonu za pomocą natryskiwania łukiem elektrycznym — dwa druty cynkowe są podawane do łuku elektrycznego, który topi metal, a sprężone powietrze rozpyla stopiony metal na przygotowaną powierzchnię. Powłoka jest nakładana w wielu zachodzących na siebie przejściach w celu uzyskania jednolitej grubości. Prąd jest rozprowadzany do powłoki cynkowej przez tytanowe pręty rozdzielcze (typowe 12,7 mm szerokości × 1 mm grubości, pokryte mieszanym tlenkiem metalu), które są osadzone w warstwie cynku lub przymocowane do powierzchni betonu przed natryskiwaniem. Sama warstwa cynku ma stosunkowo wysoką rezystywność elektryczną, a tytanowe pręty rozdzielcze muszą być rozmieszczone w odstępach 3–6 metrów, aby zapewnić odpowiedni rozkład prądu na dużych obszarach. Cynk natryskiwany łukowo był szeroko stosowany na podkonstrukcjach mostów na Florydzie, w Wirginii i Oregonie, a koszt wahał się od $12/ft² do $41/ft² w wielu kontraktach na moście Howard Frankland (1992–2009). Żywotność wynosi typowo 10–20 lat przed ponownym nałożeniem, ponieważ powłoka cynkowa koroduje ofiarowo, a tworząca się warstwa tlenku może zwiększyć rezystancję styku. Humektanty (substancje przyciągające wilgoć, takie jak bromek litu) mogą być nakładane na powierzchnię cynku w celu utrzymania wilgoci na granicy anoda-beton, poprawiając wydajność prądową nawet 7× w porównaniu do suchych powłok cynkowych.
Przewodzące Anody Ceramiczne: Przewodzące anody ceramiczne składają się z wypalanych płytek ceramicznych z przewodzącymi powłokami tlenkowymi (typowo tlenek cyny domieszkowany antymonem lub tlenkiem indu) połączonych z powierzchnią betonu. Oferują wysoką wydajność prądową (do 35 mA/m²) i długą żywotność (25–50 lat) w trudnych środowiskach. Są jednak droższe niż alternatywy z tytanu MMO i węgla i rzadko są specyfikowane w Ameryce Północnej — większość zastosowań to europejskie projekty mostowe i tunelowe.
Podsumowanie Kryteriów Wyboru Anody:
| Czynnik | Siatka MMO Ti | Taśma MMO Ti | Farba CAS | Cynk natryskiwany łukowo | Ceramika |
|---|---|---|---|---|---|
| Powierzchnie poziome | Doskonałe | Dobre | Słabe | Dostateczne | Słabe |
| Powierzchnie pionowe | Słabe | Dobre | Doskonałe | Doskonałe | Dostateczne |
| Złożona geometria | Słabe | Słabe | Doskonałe | Dobre | Słabe |
| Żywotność >50 lat | Tak | Tak | Nie | Nie | Ograniczona |
| Koszt na m² | Średnio-wysoki | Średni | Niski-średni | Średni | Wysoki |
| Wymagania konserwacyjne | Niskie | Niskie | Średnie | Wysokie | Niskie |
| Dostępność w eksploatacji | Wymaga nakładki | Dostępna z powierzchni | Dostępna z powierzchni | Dostępna z powierzchni | Dostępna z powierzchni |
Prostownik jest sercem systemu ICCP, przekształcając prąd przemienny z sieci na regulowany prąd stały i zapewniając napięcie wymuszające, które polaryzuje stal zbrojeniową. Nowoczesne prostowniki ICCP posiadają zaawansowane możliwości sterowania, monitorowania i komunikacji, które umożliwiają zdalne zarządzanie systemem i zautomatyzowane testy depolaryzacji.
Typy Prostowników:
| Typ | Metoda sterowania | Typowa sprawność | Koszt | Najlepsze zastosowanie |
|---|---|---|---|---|
| Tap-set | Ręczna regulacja zaczepów transformatora | 80–85% | Niski | Małe systemy, niskie wymagania konserwacyjne |
| Tyrystorowy (SCR) | Sterowanie kątem zapłonu prostowników sterowanych krzemem | 85–92% | Średni | Systemy średnie i duże, stały prąd |
| Variac | Zmienny autotransformator | 85–90% | Średni | Badania, potrzeby regulacyjne |
| Switch-mode | Wysokoczęstotliwościowe PWM (10–100 kHz) | 90–96% | Średnio-wysoki | Duże systemy, zdalne monitorowanie |
Prostowniki tap-set są najprostszym i najbardziej wytrzymałym typem. Napięcie wyjściowe jest regulowane poprzez wybór różnych zaczepów na uzwojeniu wtórnym transformatora, typowo zapewniając 4–8 dyskretnych stopni napięcia. Prąd wyjściowy nie jest regulowany — zmienia się wraz z rezystancją obciążenia (rezystywność betonu, stan anody). Prostowniki tap-set są odpowiednie dla małych systemów o stabilnych warunkach betonowych, gdzie wymagana jest rzadka regulacja. Prostowniki tyrystorowe (SCR) wykorzystują sterowanie kątem zapłonu prostowników sterowanych krzemem na wejściu AC transformatora, zapewniając ciągłą regulację od 0–100% wyjścia. Pętla sprzężenia zwrotnego utrzymuje stały prąd wyjściowy niezależnie od zmian rezystancji obciążenia — jest to preferowany tryb sterowania dla ICCP, ponieważ wymagana gęstość prądu (mA/m² stali) jest podstawowym parametrem projektowym. Jeśli rezystywność betonu wzrasta (np. podczas suchych warunków letnich), prostownik automatycznie zwiększa napięcie, aby utrzymać zadany prąd. Jeśli rezystywność maleje (np. podczas mokrej zimy z solami odladzającymi), napięcie automatycznie spada.
Prostowniki switch-mode wykorzystują wysokoczęstotliwościową modulację szerokości impulsu (PWM) przy 10–100 kHz do regulacji wyjścia, eliminując ciężki transformator 50/60 Hz. Osiągają 90–96% sprawności w porównaniu do 80–85% dla tradycyjnych prostowników tyrystorowych. Redukcja wagi (60–80% lżejsze) i poprawa wydajności są znaczące dla dużych systemów ICCP na mostach, gdzie wiele prostowników (jeden na strefę) jest umieszczonych w szafach lub bunkrach. Prostowniki switch-mode posiadają sterowanie cyfrowe z programowalnymi czasami narastania (aby uniknąć nagłych skoków prądu, które mogłyby uszkodzić granicę anoda-beton), funkcje miękkiego startu i automatyczne sekwencje przerywania instant-off.
Tryby Sterowania: Systemy ICCP działają w trybie stałego prądu jako podstawowej strategii sterowania. Prąd wyjściowy jest ustawiany na wartość projektową (typowe 10–20 mA/m² powierzchni stali dla pomostów mostowych), a prostownik dostosowuje napięcie w razie potrzeby, aby utrzymać ten prąd. Tryb stałego napięcia jest używany jako zapasowy lub do początkowego uruchomienia systemu — napięcie jest ustawiane na obliczoną wartość projektową, a prąd może zmieniać się wraz ze zmianami obciążenia. Tryb stałego potencjału (zwany również sterowaniem potencjostatycznym) utrzymuje potencjał stali na zadanej wartości względem elektrody odniesienia — jest to najbardziej zaawansowany tryb sterowania i jest stosowany w konstrukcjach z betonu sprężonego, gdzie należy ściśle unikać nadmiernej ochrony. Potencjał elektrody odniesienia jest przekazywany z powrotem do sterownika prostownika, który dostosowuje prąd wyjściowy, aby utrzymać stal na docelowym potencjale (typowe -700 do -800 mV względem Ag/AgCl).
Zdalne Monitorowanie i Sterowanie (Integracja SCADA): Nowoczesne prostowniki ICCP są wyposażone w moduły komunikacyjne, które umożliwiają pełne zdalne zarządzanie systemem. Transformer Rectifier Integration Module (TRIM) firmy Vector Corrosion to uniwersalny dodatek, który zapewnia: monitorowanie w czasie rzeczywistym napięcia, prądu i potencjałów elektrod odniesienia; automatyczne przerywanie instant-off w programowalnych odstępach (typowe co 24 godziny na 1–4 sekundy w celu rejestracji potencjałów instant-off, plus pełny 24-godzinny test depolaryzacji rocznie); rejestrację danych z historią wszystkich parametrów systemu z oznaczeniem czasu; powiadomienia alarmowe o zdarzeniach wysokiego/niskiego prądu, usterkach prostownika, zwarć doziemnych i dryfcie elektrody odniesienia; zdalną regulację punktu nastawy prądu wyjściowego; oraz interfejs webowy przez GSM, Ethernet lub sieć SCADA. Integracja zdalnego monitorowania z automatycznym testowaniem depolaryzacji jest znaczącym osiągnięciem — eliminuje konieczność dojazdu personelu terenowego do każdej lokalizacji prostownika w celu okresowych testów i zapewnia ciągły zapis wydajności systemu, który można przeglądać pod kątem zgodności z kryteriami NACE SP0290.
Dobór Wielkości Prostownika: Prostownik musi być dobrany z odpowiednią wydajnością, aby sprostać najgorszemu zapotrzebowaniu na prąd w chronionej strefie. Proces projektowania obejmuje: obliczenie całkowitej powierzchni stali w strefie (wymaga to przeglądu rysunków zbrojeniowych, wymiarów prętów i rozstawów), pomnożenie przez projektową gęstość prądu (typowe 2–20 mA/m²), dodanie współczynnika bezpieczeństwa 1,25–1,50 na przyszły wzrost zapotrzebowania, obliczenie napięcia wymaganego do przepchnięcia tego prądu przez rezystancję obwodu (rezystywność betonu × rozstaw anod + rezystancja okablowania + rezystancje połączeń) oraz dodanie zapasu napięcia 15–25% powyżej obliczonej wartości. Dla typowej strefy pomostu mostowego o powierzchni stali 1000 m² przy 15 mA/m², zapotrzebowanie na prąd wynosi 15A. Przy obliczonym wymaganiu napięciowym 12V w oparciu o rezystywność betonu 20 kΩ·cm i rozstaw anod 300 mm, specyfikacja prostownika będzie: minimum 20A przy 15V, tryb stałego prądu, z monitorowaniem zdalnym.
Monitorowanie jest niezbędne do weryfikacji, czy system ICCP zapewnia skuteczną ochronę i do wykrywania problemów — usterek prostownika, degradacji anody, dryftu elektrody odniesienia lub problemów z okablowaniem — zanim naruszą one ochronę stali zbrojeniowej. NACE SP0290 definiuje wymagania monitorowania dla ICCP na betonie narażonym na warunki atmosferyczne.
Pomiary Potencjału: Podstawowym pomiarem monitorującym jest potencjał konstrukcja-elektrolit — różnica napięcia między stalą zbrojeniową a elektrodą odniesienia umieszczoną na betonie lub w nim osadzoną. Pomiar ten wyrażany jest w miliwoltach (mV) względem typu elektrody odniesienia (Ag/AgCl/0,5M KCl lub Cu/CuSO₄). Pomiar jest wykonywany w trzech warunkach: potencjał własny (swobodnej korozji) — potencjał przed zastosowaniem CP, wskazujący, czy korozja jest aktywna; potencjał instant-off — potencjał mierzony w ciągu 0,1–0,5 sekundy po przerwaniu prądu CP, reprezentujący spolaryzowany potencjał stali bez błędu spadku IR spowodowanego przepływem prądu przez rezystancję betonu; oraz potencjał zdepolaryzowany (zaniku) — potencjał mierzony po wyłączeniu prądu CP na 24 godziny (lub dłużej dla masywnych konstrukcji), reprezentujący naturalny potencjał korozyjny stali w miarę zaniku polaryzacji.
Kryterium Zaniku Polaryzacji 100 mV (NACE SP0290 / AMPP SP0216): Standardowym kryterium skutecznej CP jest wymóg, aby stal zbrojeniowa wykazywała minimalny zanik polaryzacji 100 mV w ciągu 24 godzin (lub dłuższego okresu z odpowiednim uzasadnieniem) od potencjału instant-off. Kryterium 100 mV jest preferowane w stosunku do kryteriów bezwzględnego potencjału, ponieważ jest niezależne od typu elektrody odniesienia (działa z elektrodami Ag/AgCl, CSE lub cynkowymi), jest niezależne od własnego potencjału korozyjnego stali (który może wahać się od -100 mV dla stali pasywnej do -600 mV dla stali aktywnie korodującej) i uwzględnia efekt repasywacji CP, a nie tylko tłumienie termodynamiczne. Zanik polaryzacji reprezentuje przesunięcie potencjału stali spowodowane prądem CP — jeśli po wyłączeniu prądu potencjał zanika o co najmniej 100 mV, dowodzi to, że CP osiągała co najmniej 100 mV polaryzacji. Kryterium 100 mV zostało skorelowane z redukcją szybkości korozji o co najmniej jeden rząd wielkości (redukcja 90%) poprzez badania laboratoryjne i walidację terenową.

Procedura Testu Depolaryzacji: Test wykonuje się poprzez przerwanie prądu CP (ręcznie lub za pomocą zdalnej funkcji instant-off prostownika), rejestrację potencjału instant-off w ciągu 0,5 sekundy, a następnie rejestrację potencjału w odstępach czasu przez kolejne 24 godziny — typowo po 1, 2, 4, 8, 12 i 24 godzinach. Zanik potencjału w każdym przedziale oblicza się jako różnicę między potencjałem w tym czasie a potencjałem instant-off. Całkowity zanik 100 mV lub więcej w dowolnym momencie w ciągu 24 godzin (lub dłużej) spełnia kryterium. Kształt krzywej zaniku potencjału dostarcza dodatkowych informacji diagnostycznych: szybki początkowy zanik (stromy spadek w pierwszych 1–4 godzinach) wskazuje, że duża część polaryzacji była spowodowana efektami stężeniowymi na powierzchni stali, co jest normalne w dobrze spolaryzowanych systemach. Płytki, powolny zanik (stopniowe nachylenie przez 12–24 godziny) wskazuje, że CP osiągnęła znaczące zmiany chemiczne na granicy stal-beton (wtórny efekt repasywacji), co jest najkorzystniejszą formą polaryzacji.
Monitorowanie Gęstości Prądu: Robocza gęstość prądu na powierzchni stali musi być mierzona i rejestrowana, aby zweryfikować, że pozostaje w zakresie projektowym. ISO 12696 stwierdza, że CP dla większości konstrukcji betonowych działa przy 2–20 mA/m² powierzchni stali. Dla prewencji katodowej (ochrona stali, która nie rozpoczęła jeszcze korozji), wymagana gęstość prądu wynosi 0,2–2 mA/m². Gęstość prądu oblicza się, dzieląc całkowity prąd strefy (mierzony na prostowniku lub przez rezystory bocznikowe w puszkach przyłączeniowych) przez szacowaną powierzchnię stali w strefie. Wartości gęstości prądu poniżej zakresu projektowego sugerują, że system niedostatecznie chroni stal; wartości znacznie powyżej zakresu projektowego mogą wskazywać na zwarcie elektryczne lub nadmierne zapotrzebowanie na prąd, które może prowadzić do przedwczesnego zużycia anody lub uszkodzenia betonu na granicy anoda-beton. Górny limit na granicy anoda-beton wynosi około 110 mA/m² — powyżej tego zakwaszenie z utleniania wody może spowodować odspojenie nakładki lub zaprawy.
Limity Nadmiernej Ochrony: Dla zwykłej stali zbrojeniowej, potencjał instant-off musi być utrzymywany bardziej dodatni niż -900 mV względem Ag/AgCl/0,5M KCl (około -1100 mV względem CSE), aby zapobiec wydzielaniu wodoru na powierzchni stali. Dla stali sprężającej limit jest surowszy: potencjały instant-off nie mogą przekraczać -900 mV względem Ag/AgCl/0,5M KCl (ISO 12696). Potencjały bardziej ujemne niż ta wartość mogą spowodować tworzenie się wodoru atomowego na powierzchni stali i dyfuzję do stali wysokowytrzymałej, prowadząc do kruchości wodorowej — katastrofalnego, kruchego mechanizmu pękania bez ostrzeżenia. Systemy ICCP dla betonu sprężonego muszą zawierać nadmiarowe elektrody odniesienia, automatyczne alarmy nadpotencjału na prostowniku oraz limity wyjścia prostownika, które zapobiegają przekroczeniu prądu poziomu wymaganego do utrzymania potencjałów powyżej progu nadmiernej ochrony.
Monitorowanie Rezystywności Betonu: Rezystywność betonu jest ważnym parametrem wpływającym zarówno na wydajność systemu CP (rezystywność określa napięcie wymagane do przepchnięcia prądu projektowego), jak i na szybkość korozji niechronionej stali (niska rezystywność sprzyja wysokim szybkościom korozji). Rezystywność można mierzyć za pomocą osadzonych czujników rezystywności 2- lub 4-sondowych zgodnie z metodyką ASTM G57. Typowe wartości rezystywności betonu: nasycony chlorkami (strefa zanurzenia morskiego) — 0,9–1,5 kΩ·cm; nasycony solami odladzającymi (zimowe warunki pomostu mostowego) — 2–10 kΩ·cm; wilgotny beton — 10–50 kΩ·cm; suchy beton (wewnętrzny parking, suchy klimat) — 50–200+ kΩ·cm. Gdy rezystywność betonu znacznie wzrasta (np. suche warunki letnie), napięcie systemu CP musi wzrosnąć, aby utrzymać zadany prąd. Jeśli prostownik jest już przy maksymalnym napięciu, prąd wyjściowy spadnie, a stal może nie osiągnąć odpowiedniej polaryzacji. Ta sezonowa zmienność jest normalna i jest uwzględniana w zapasie projektowym 15–25% wydajności napięcia.
NACE SP0290 (obecnie utrzymywana przez AMPP jako SP0216) — „Standard Practice — Impressed Current Cathodic Protection of Reinforcing Steel in Atmospherically Exposed Concrete Structures" — jest wiodącą normą dla projektowania, instalacji, eksploatacji i monitorowania systemów ICCP. Norma została po raz pierwszy opublikowana przez NACE International w 1990 roku, zaktualizowana w 2007 i ostatnio w 2019 roku (pozycja nr 21043, ISBN 1-57590-103-X).
Zakres Zastosowania: SP0290 obejmuje ICCP dla konstrukcji z betonu zbrojonego narażonych na warunki atmosferyczne — pomosty mostowe, parkingi wielopoziomowe, elewacje budynków, filary powyżej strefy ochlapania. Dla zakopanych lub zanurzonych konstrukcji betonowych stosuje się NACE SP0408 (Cathodic Protection of Reinforcing Steel in Buried or Submerged Concrete Structures). Dla projektów międzynarodowych ISO 12696:2016 (Cathodic Protection of Steel in Concrete) zapewnia równoważne kryteria z pewnymi różnicami w konwencjach elektrod odniesienia i konkretnych wartościach granicznych.
Wymagania Eksperta Tematycznego (SME): Norma wymaga, aby osoba odpowiedzialna za projektowanie, monitorowanie i interpretację systemów ICCP była certyfikowana do NACE CP Level 4 (Cathodic Protection Specialist) lub posiadała równoważne krajowe lub międzynarodowe kwalifikacje i doświadczenie. Minimalne wymaganie doświadczenia dla SME to trzy lata udokumentowanej pracy w zakresie ochrony katodowej konstrukcji betonowych.
Kryteria Ochrony (Sekcja 5 SP0290): Podstawowym kryterium jest zanik polaryzacji 100 mV w okresie nieprzekraczającym 24 godzin (lub dłuższym, jeśli jest to uzasadnione charakterystyką konstrukcji i udokumentowane w dokumentacji projektu). Polaryzacja jest definiowana jako zmiana netto potencjału mierzona między konstrukcją a elektrodą odniesienia po przerwaniu prądu CP, z wyłączeniem udziału spadku IR. Norma dopuszcza kryteria alternatywne — przesunięcie polaryzacji 100 mV (różnica potencjałów między potencjałem własnym a potencjałem spolaryzowanym przy włączonej CP, skorygowana o spadek IR) lub kryterium bezwzględnego potencjału (-850 mV względem CSE dla stali w środowiskach symulujących grunt) — ale zanik 100 mV jest najczęściej specyfikowaną i akceptowaną metodą dla konstrukcji betonowych, ponieważ automatycznie wyklucza spadek IR.
Limity Nadmiernej Ochrony (Sekcja 6): SP0290 ostrzega przed stosowaniem nadmiernego prądu CP, który może spowodować: kruchość wodorową stali sprężającej (ogranicza potencjały instant-off do -900 mV względem Ag/AgCl/0,5M KCl), utratę przyczepności między stalą a betonem lub uszkodzenie matrycy betonowej. Norma wymaga, aby jeśli którykolwiek z tych warunków może wystąpić, system CP musi być zaprojektowany z nadmiarowym monitorowaniem, automatycznym ograniczeniem prądu i funkcjami bezpieczeństwa.
Wymagania Monitorowania (Sekcja 7): Norma określa: miesięczną inspekcję źródeł zasilania — sprawdzenie, czy napięcie i prąd wyjściowy mieszczą się w granicach ±10% wartości projektowych, kontrola lampek kontrolnych i mierników, rejestracja wszystkich odczytów; coroczne przeglądy — pomiar potencjałów konstrukcja-elektrolit na wszystkich elektrodach odniesienia, wykonanie testów depolaryzacji w celu weryfikacji kryterium 100 mV, inspekcja puszek przyłączeniowych i okablowania; oraz dokładne inspekcje w odstępach nieprzekraczających 3–5 lat — weryfikacja dokładności elektrod odniesienia względem przenośnych elektrod odniesienia, inspekcja stanu anod (badanie delaminacji nakładki, testowanie przyczepności powłoki, integralność zaprawy), sprawdzenie zwarć elektrycznych, połączeń uziemiających, dokładności mierników, wydajności prostownika i rezystancji obwodu.
Wymagania Dokumentacyjne (Sekcja 8): SP0290 wymaga pełnej dokumentacji obejmującej: rysunki powykonawcze pokazujące lokalizacje wszystkich komponentów systemu (prostownik, anody, elektrody odniesienia, puszki przyłączeniowe, kanały kablowe); obliczenia projektowe pokazujące powierzchnię stali na strefę, wymaganą gęstość prądu, wymagania napięciowe, dobór wielkości anod; wstępne wyniki testów obejmujące potencjały własne, potencjały instant-off po pierwszym uruchomieniu i rozkład gęstości prądu; okresowe raporty z przeglądów ze wszystkimi pomiarami potencjałów, krzywymi depolaryzacji i danymi z dziennika prostownika; oraz dokumentację konserwacyjną wszystkich napraw, regulacji i wymian komponentów.
Inne Obowiązujące Normy:
| Norma | Tytuł | Główny zakres |
|---|---|---|
| NACE SP0290-2019 (AMPP SP0216) | ICCP of Reinforcing Steel in Atmospherically Exposed Concrete Structures | Projektowanie, instalacja, monitorowanie ICCP |
| NACE SP0408-2019 | CP of Reinforcing Steel in Buried or Submerged Concrete Structures | CP dla zakopanego/zanurzonego betonu |
| ISO 12696:2016 | Cathodic Protection of Steel in Concrete | Międzynarodowe kryteria CP dla betonu |
| ASTM C876-15 | Standard Test Method for Corrosion Potentials of Uncoated Reinforcing Steel in Concrete | Mapowanie potencjałów półogniwa |
| ASTM G57-06(2012) | Field Measurement of Soil Resistivity Using Wenner Four-Electrode Method | Pomiar rezystywności do projektowania CP |
| NACE TM0294-2018 | Testing of Embeddable Reference Electrodes for Concrete | Testy kwalifikacyjne dla stałych elektrod odniesienia |
Regularna inspekcja jest kluczowa dla zapewnienia, że systemy ICCP nadal zapewniają skuteczną ochronę przed korozją przez cały okres ich żywotności projektowej. Badanie Virginia DOT (VTRC 07-R35) udokumentowało, że wiele z 12 systemów ICCP zainstalowanych na mostach w Wirginii w latach 80. i 90. XX wieku uległo awarii lub działało poniżej optymalnego poziomu, ponieważ inspekcja i konserwacja były zaniedbywane po zakończeniu projektów badawczych.
Inspekcja Miesięczna (Kontrola Prostownika): Prostownik powinien być odwiedzany co miesiąc w celu weryfikacji: napięcie wyjściowe w granicach ±10% wartości zadanej; prąd wyjściowy w granicach ±10% wartości zadanej; lampki kontrolne i wyświetlacz cyfrowy działające prawidłowo; brak kodów błędów lub stanów alarmowych; brak oznak uszkodzeń fizycznych, wnikania wody lub infestacji gryzoni w szafie prostownika; oraz wszystkie wyłączniki automatyczne i bezpieczniki w pozycji zamkniętej. Odczyty są rejestrowane w dzienniku systemu (papierowym lub cyfrowym). Jeśli jakikolwiek odczyt odbiega o więcej niż 10% od wartości projektowej, należy zbadać przyczynę — typowe przyczyny obejmują: wysychanie betonu (zwiększona rezystywność, niższy prąd), zwilżenie betonu solami odladzającymi (zmniejszona rezystywność, wyższy prąd), degradację anody (zwiększona rezystancja, niższy prąd), uszkodzenie okablowania lub awarię komponentów prostownika.
Inspekcja Roczna (Weryfikacja Wydajności): Coroczny przegląd musi obejmować: pomiar potencjałów instant-off na wszystkich stałych elektrodach odniesienia — prąd jest przerywany (ręcznie lub za pomocą zdalnej funkcji prostownika), a potencjał rejestrowany w ciągu 0,5 sekundy; 24-godzinny test depolaryzacji — prąd pozostaje wyłączony przez 24 godziny (lub dłużej), a pomiary potencjału są rejestrowane po 1, 2, 4, 8, 12 i 24 godzinach w celu skonstruowania krzywej depolaryzacji; weryfikacja, że kryterium zaniku polaryzacji 100 mV jest spełnione; jeśli kryterium nie jest spełnione, zbadanie przyczyny (niewystarczający prąd, odłączenie anody, dryft elektrody odniesienia lub zwiększona aktywność korozyjna wymagająca wyższego prądu); oraz pomiar dokładności elektrody odniesienia poprzez porównanie odczytów elektrody stałej z przenośną elektrodą odniesienia umieszczoną obok każdej elektrody stałej (różnica powinna być mniejsza niż ±10 mV).

Co 3–5 lat (Kompleksowa Inspekcja Systemu): Pełna inspekcja systemu obejmuje: ocenę stanu anod — dla siatki MMO w nakładkach, nakładka jest sprawdzana pod kątem delaminacji (przeciąganie łańcucha lub opukiwanie młotkiem), a próbki rdzeniowe pobierane są z reprezentatywnych lokalizacji (minimum 2 na strefę) do wizualnej inspekcji granicy anoda-beton; dla powłok przewodzących, wykonuje się test przyczepności według ASTM D3359, a wszelkie obszary z pęcherzami, łuszczeniem się lub odbarwieniami są kwantyfikowane; dla cynku natryskiwanego łukowo, grubość jest mierzona za pomocą mierników magnetycznych (minimum 15 mils pozostałe), a powierzchnia cynku jest kontrolowana pod kątem nagromadzenia tlenków. Sprawdzenie systemu okablowania — pomiary rezystancji we wszystkich puszkach przyłączeniowych weryfikują ciągłość obwodu dodatniego i ujemnego; wszystkie połączenia są kontrolowane pod kątem korozji lub poluzowanych zacisków; testy zwarć doziemnych weryfikują, że obwód ujemny nie jest uziemiony (rezystancja do masy >1 MΩ). Test wydajności prostownika — mierzy się moc wejściową AC i moc wyjściową DC w celu obliczenia wydajności; jeśli wydajność spadła poniżej 80% dla jednostek tap-set lub tyrystorowych lub poniżej 88% dla jednostek switch-mode, prostownik może wymagać serwisu lub wymiany. Wymiana lub ponowna kalibracja elektrody odniesienia — każda stała elektroda odniesienia, która odchyliła się o więcej niż ±20 mV od swojej pierwotnej kalibracji, powinna zostać wymieniona. Inwentaryzacja części zamiennych — bezpieczniki, ochronniki przepięciowe i płyty sterujące prostownika powinny być sprawdzone pod kątem dostępności.
Typowe Awarie Systemów ICCP (z ankiety terenowej Virginia DOT): Badanie VTRC 07-R35 udokumentowało następujące tryby awarii w 12 systemach ICCP na mostach w Wirginii: zasilanie odłączone, ale nigdy nie przywrócone (Route 99 nad Peak Creek — system odłączony od słupa energetycznego i nigdy nie podłączony ponownie; Route 15 nad Willis River — zasilanie odłączone z nieznanych przyczyn, konstrukcja całkowicie wymieniona w 2006 roku); brakujące bezpieczniki (Strefa 3 na Smart Road Bridge działała przez lata z zerowym prądem z powodu brakującego bezpiecznika, który nigdy nie został wykryty, ponieważ miesięczne monitorowanie nie było przeprowadzane); awarie kart sterownika (I-64 WBL Hampton Roads Bridge-Tunnel — system nigdy nie został pomyślnie uruchomiony po instalacji; problemy z kartą sterownika, zwarcia, problemy z prostownikiem i uziemieniem były teoretyzowane, ale nigdy nie zostały rozwiązane na pomoście o powierzchni 400 000+ ft²); awarie wyświetlaczy LCD (I-64 EBL nad 13th View Street — wyświetlacz LCD niedziałający, system działał na ślepo bez weryfikacji wyjścia); uszkodzenia piorunowe i wandalizm powodujące awarie prostowników.
Rejestracja i Śledzenie: Każdy system ICCP powinien być zarejestrowany w systemie zarządzania aktywami agencji z: unikalnym identyfikatorem, datą instalacji, żywotnością projektową, konfiguracją stref, modelem i numerem seryjnym prostownika, kluczowymi parametrami wydajności (projektowa gęstość prądu, typ anody, lokalizacje elektrod odniesienia) oraz bieżącym statusem inspekcji. Ta rejestracja zapewnia, że systemy nie zostaną „osierocone" po wygaśnięciu początkowych kontraktów instalacyjnych lub po zmianie odpowiedzialnego personelu na nowe stanowiska.
Pomosty mostowe są najczęstszym zastosowaniem ICCP dla konstrukcji betonowych — są bezpośrednio narażone na sole odladzające, zużycie przez ruch i cykle zamrażania-rozmrażania, co czyni je najbardziej podatnym na korozję elementem większości konstrukcji mostowych.
Rozwój Historyczny: Pierwszy system ICCP na pomoście mostowym został zainstalowany przez California Department of Transportation (Caltrans) na moście Sly Park Road w czerwcu 1973 roku. System wykorzystywał przewodzącą nakładkę asfaltową z bryzą koksową (kruszywo węglowe) jako anodę. Po kilku latach eksploatacji chroniona sekcja pomostu nie wykazywała żadnych nowych delaminacji (z wyjątkiem obszarów, które były iniekowane żywicą epoksydową w celu naprawy pęknięć przed instalacją CP), podczas gdy niechroniona sekcja tego samego pomostu nadal ulegała degradacji z nowymi ubytkami i delaminacjami pojawiającymi się każdego roku. Ta demonstracja ostatecznie udowodniła, że ICCP może zatrzymać trwającą korozję w pomostach mostowych zanieczyszczonych chlorkami.
Badanie Battelle (1988–1989): Do 1988 roku ponad 275 konstrukcji mostowych w USA i Kanadzie zostało wyposażonych w systemy ochrony katodowej, pokrywające całkowitą powierzchnię betonu około 9 000 000 ft² (840 000 m²) . Większość mostów miała 20–35 lat w momencie zastosowania CP. 90% systemów znajdowało się w regionach z solami odladzającymi, a 10% w środowiskach morskich. Badanie wykazało, że 80% systemów CP działało zadowalająco, z czego większość wykorzystywała technologię ICCP. 20% wskaźnik niesprawności przypisano przede wszystkim brakowi monitorowania i konserwacji, a nie zasadniczym awariom technologicznym.
Główne Instalacje ICCP na Pomostach Mostowych:
Tunel Clyde, Glasgow, Szkocja: 2460 ft (750 m) długości, 30 ft (9 m) średnicy tunel dwukomorowy pod rzeką Clyde. Specyfikacja ICCP wymagała 25-letniej żywotności eksploatacyjnej. System wykorzystywał siatkę tytanową MMO w nakładce betonowej na ściany tunelu i anody taśmowe MMO z tytanu zatopione w szczelinach na strop tunelu (spód płyty). Tunel został podzielony na 187 niezależnych stref ochrony, każda o szerokości około 4 ft (1,2 m), odpowiadających połączeniom segmentowych pierścieni żeliwnych tunelu. Każda strefa była zasilana własnym prostownikiem z niezależnym sterowaniem i monitorowaniem. Według raportu o stanie z 2015 roku (20 lat po instalacji), system ICCP działał zgodnie z projektem, a naprawy betonu nie były potrzebne — CP skutecznie złagodziła wszelkie dalsze uszkodzenia korozyjne od czasu instalacji.
Wiadukty Autostrady Midland Links, Wielka Brytania: Około 13 mil (21 km) wyniesionych dwujezdniowych dróg składających się z ponad 1300 przęseł, poprzecznic i dylatacji, wspartych na ponad 3600 słupach. ICCP została zainstalowana na ponad 740 indywidualnych konstrukcjach mostowych w ramach tego kompleksu, co czyni go jednym z największych wdrożeń ICCP na świecie. System wykorzystywał anody taśmowe MMO z tytanu w szczelinach ciętych piłą dla słupów i siatkę MMO w nakładkach dla powierzchni pomostów. Projekt Midland Links był kluczowy w opracowaniu technik instalacyjnych dla ICCP na dużą skalę — w tym strategii strefowania dla konstrukcji wieloelementowych, technik zapewniania ciągłości elektrycznej w złożonych układach zbrojenia oraz usprawnionych podejść monitorowania dla setek indywidualnych stref.
Most Howard Frankland, Tampa, Floryda: Ponad 3-milowy, 8-pasmowy most przewożący 180 000 pojazdów dziennie przez zatokę Tampa Bay, zbudowany w 1960 roku. Florida DOT zrealizowała łącznie 21 kontraktów CP na tej konstrukcji o łącznej wartości około 15 mln USD. Pierwszy kontrakt (1987) zainstalował ICCP na wybranych głowicach pali i słupach w cenie $25/ft² — system ten obejmował możliwości zdalnego monitorowania, co było pionierskie jak na swoje czasy. Kolejne kontrakty wykorzystywały zarówno ICCP (siatka tytanowa zatopiona w gunicie dla słupów i zastrzałów, wyceniona na $161,50/ft² w 2009 roku), jak i systemy galwaniczne (metalizacja cynkiem natryskiwanym łukowo w cenie $12–41/ft², płaszcze pali w cenie $42/ft² początkowo, wzrastające do $12 187 na pal do 2009 roku). Most pozostaje w pełnej eksploatacji pod obciążeniem 60+ lat po budowie, a systemy CP stale chronią elementy podkonstrukcji przed korozją w agresywnym środowisku morskim.
Hampton Roads Bridge-Tunnel, Wirginia: Oryginalna konstrukcja z 1958 roku przecina ujście rzeki James z szacowaną 400 000+ ft² powierzchni pomostu. Rehabilitacja w 1998 roku obejmowała nakładkę z betonu modyfikowanego lateksem zawierającą osadzoną siatkę anodową tytanową z katalizatorem MMO dla ICCP. Niestety, uruchomienie systemu było problematyczne — system nigdy nie został pomyślnie włączony z powodu problemów z kartą sterownika, zwarć i usterek prostownika, które nigdy nie zostały w pełni rozwiązane. Ten przypadek ilustruje znaczenie dokładnych testów podczas uruchamiania systemu i konsekwencji nierozwiązanych problemów z uruchomieniem.
Virginia Smart Road Bridge, Blacksburg, Wirginia: Ta konstrukcja jest godna uwagi, ponieważ system ICCP został zainstalowany podczas nowej budowy — rzadkie zastosowanie CP na nowym moście, a nie jako środek naprawczy. Pomost o powierzchni 14 000 ft² był chroniony w 5 niezależnych strefach przy użyciu siatki taśmowej MMO z tytanu osadzonej bezpośrednio w oryginalnym betonie wylewanym na miejscu (nie w nakładce). System został uruchomiony w styczniu 2000 roku z początkowymi gęstościami prądu 5,76–11,03 mA/m² (0,576–1,103 mA/ft²). Zmierzone wymagania napięciowe wynosiły początkowo 1,38–2,38V, wzrastając do 2,10–3,34V po 16 miesiącach, a następnie stabilizując się na poziomie 1,9–3,3V do 2002 roku. Do 2007 roku stwierdzono, że w Strefie 3 brakuje bezpiecznika (zerowy prąd), a Strefa 4 spadła z 3,34A do 2,12A. System wykazał, że ICCP może skutecznie zapobiegać inicjacji korozji w nowych konstrukcjach, ale także podkreślił ciągłe wymagania monitorowania.
Parametry Projektowe dla ICCP na Pomostach Mostowych:
| Parametr | Typowy zakres | Uwagi |
|---|---|---|
| Gęstość prądu na powierzchni stali | 10–20 mA/m² (1–2 mA/ft²) | W oparciu o powierzchnię stali na m² pomostu |
| Gęstość prądu na powierzchni betonu | 0,5–3 mA/m² | W oparciu o powierzchnię planu pomostu |
| Wymagane napięcie prostownika | 6–24V DC | Zależy od rezystywności betonu i rozstawu anod |
| Rozstaw anod (taśma MMO) | 200–400 mm | Mniejszy rozstaw dla wyższej rezystywności |
| Rozstaw anod (siatka MMO) | 260–500 mm | Wielkość oczek siatki wpływa na wiązanie nakładki |
| Elektrody odniesienia na strefę | Minimum 2–4 | Wymaganie NACE SP0290 |
| Wielkość strefy | 250–2500 m² powierzchni pomostu | Ograniczona spadkiem napięcia i dystrybucją prądu |
| Grubość nakładki (anody siatkowe) | 40–75 mm | Z wyłączeniem przygotowania podłoża |
| Żywotność projektowa systemu anodowego | 50–75 lat | MMO tytan — ograniczona zużyciem powłoki |
Żywotność systemu ICCP zależy od trwałości jego komponentów — w szczególności anod, elektrod odniesienia, okablowania i prostownika. Komponenty elektroniczne (prostowniki, sterowniki, rejestratory danych) są zazwyczaj pierwszymi, które ulegają awarii, a nie anody. Kompleksowy plan żywotności musi uwzględniać zarówno komponenty elektrochemiczne, jak i elektryczne/elektroniczne.
Żywotność Anody:
| Typ anody | Żywotność projektowa | Doświadczenie terenowe | Tryb awarii |
|---|---|---|---|
| Siatka tytanowa MMO | 50–75+ lat | >30 lat wykazane (Howard Frankland 1987) | Wyczerpanie powłoki przy nadmiernej gęstości prądu |
| Taśma tytanowa MMO | 50+ lat | >25 lat wykazane (Tunel Clyde, Midland Links) | Wyczerpanie powłoki, degradacja zaprawy w szczelinach |
| Przewodząca farba węglowa (CAS) | 15–25 lat | Typowe 15–20 lat (badanie Virginia DOT) | Zakwaszenie na anodzie, delaminacja powłoki |
| Cynk natryskiwany łukowo | 10–20 lat | 5–15 lat przed ponownym nałożeniem (Florida DOT) | Zużycie cynku, tworzenie warstwy tlenku |
| Ceramika przewodząca | 25–50 lat | Ograniczone dane terenowe | Pęknięcie płytki, utrata wiązania |
Kluczowe Czynniki Wpływające na Żywotność ICCP:
Szybkość wyczerpywania powłoki — Powłoki MMO na anodach tytanowych są zużywane w tempie proporcjonalnym do roboczej gęstości prądu. Przy projektowej gęstości prądu (16 mA/m² dla standardowej siatki), szybkość zużycia powłoki wynosi mniej niż 1 gram rocznie na metr kwadratowy anody. Przy wyższych gęstościach prądu lub jeśli system jest eksploatowany przy podwyższonej wydajności (z powodu zwiększonej rezystywności betonu lub zapasu napięcia prostownika), zużycie powłoki przyspiesza. Obciążenie powłoki metalem szlachetnym (typowe 5–15 g/m² IrO₂ + Ta₂O₅) określa całkowity ładunek, który może zostać przepuszczony przed wyczerpaniem powłoki. Przyspieszone testy żywotności w elektrolicie Na₂SO₄ lub NaCl w podwyższonej temperaturze (60–80°C) i wysokiej gęstości prądu (100–1000× wartości projektowej) są stosowane przez producentów do przewidywania żywotności.
Atak fluorkowy na podłoże tytanowe — Tytan jest podatny na korozję w obecności jonów fluorkowych (F⁻), które mogą występować w betonie z zanieczyszczonego kruszywa, niektórych domieszek chemicznych lub środowisk narażonych na chemikalia zawierające fluorki. Jony fluorkowe atakują ochronną warstwę tlenkową na tytanie, prowadząc do szybkiej lokalnej korozji podłoża. Jeśli anody tytanowe będą narażone na środowiska fluorkowe, powłoka MMO musi zapewniać pełne pokrycie bez niepokrytych obszarów, a alternatywne materiały anodowe (np. podłoże niobowe) powinny być rozważone.
Szczelność uszczelnienia kabla — Połączenie między anodą tytanową a przewodem miedzianym jest najbardziej narażonym punktem w obwodzie anodowym. Wnikanie wody do tego połączenia tworzy ogniwo galwaniczne między tytanem a miedzią, prowadząc do szybkiej korozji przewodu miedzianego. Wszystkie połączenia anoda-kabel muszą być hermetycznie uszczelnione wieloma warstwami koszulki termokurczliwej, zalewy epoksydowej i związków blokujących wilgoć. Testy wyrywające (minimum 100 N), testy IR (rezystancja izolacji >100 MΩ) i testy ciśnienia hydrostatycznego (dla instalacji zanurzonych) są stosowane do weryfikacji integralności uszczelnienia kabla.
Dryft elektrody odniesienia — Stałe elektrody odniesienia mają ograniczoną żywotność. Elektrody Ag/AgCl/0,5M KCl zazwyczaj wytrzymują 10–20 lat, zanim wewnętrzny elektrolit wyschnie lub ulegnie zanieczyszczeniu. Cynkowe elektrody odniesienia mogą wytrzymać 25+ lat w zastosowaniach podziemnych, ale mogą wytworzyć pasywną warstwę tlenku zwiększającą rezystancję. Elektrody odniesienia powinny być weryfikowane względem przenośnego standardu podczas każdej corocznej inspekcji, a elektrody, które odchyliły się o więcej niż ±20 mV, powinny być wymienione.
Żywotność prostownika i elektroniki — Zasilacz prostownika ma typową żywotność 15–25 lat dla jednostek opartych na kondensatorach elektrolitycznych (kondensatory wysychają z czasem, zwiększając tętnienia i zmniejszając wydajność) i 20–30 lat dla jednostek opartych na transformatorach (ograniczonych starzeniem się izolacji i nasyceniem rdzenia). Prostowniki switch-mode z transformatorami wysokiej częstotliwości mają najwyższą gęstość komponentów i są bardziej podatne na awarie z powodu przepięć piorunowych, skoków napięcia i stresu termicznego. Urządzenia przeciwprzepięciowe (o nominale minimum 500 dżuli zgodnie z NACE) muszą być weryfikowane podczas każdej corocznej inspekcji i wymieniane co 5–10 lat. Wymiana prostownika powinna być uwzględniona w planie kosztów cyklu życia systemu w odstępach 20-letnich.
Żywotność nakładki betonowej: Dla systemów z siatką MMO osadzonych w nakładkach cementowych, sama nakładka ma żywotność 15–35 lat w zależności od obciążenia ruchem, ekspozycji na zamrażanie-rozmrażanie, materiału nakładki (beton modyfikowany lateksem ma najdłuższą udowodnioną terenowo żywotność dla pomostów mostowych) i jakości instalacji. Delaminacja lub przetarcie nakładki odsłania siatkę na bezpośrednie działanie ruchu i uszkodzenia mechaniczne, wymagając wymiany nakładki. Koszt wymiany nakładki jest znaczący i może przekraczać 60% całkowitego kosztu systemu ICCP. Jednak siatka anodowa MMO może być ponownie użyta po wymianie nakładki, jeśli nie uległa uszkodzeniu mechanicznemu podczas usuwania nakładki. Jest to ważne rozważenie w analizie kosztów cyklu życia.
Rozważania Kosztów Cyklu Życia:
| Komponent kosztu | % całkowitego kosztu cyklu życia | Częstotliwość |
|---|---|---|
| Wstępne projektowanie i instalacja | 40–60% | Raz (rok 0) |
| Miesięczna inspekcja prostownika | 5–10% | Miesięcznie (12 wizyt/rok) |
| Coroczne testy depolaryzacji | 3–8% | Rocznie |
| Kompleksowe inspekcje co 3–5 lat | 5–10% | Co 3–5 lat |
| Wymiana nakładki | 15–25% | Co 20–35 lat |
| Wymiana prostownika | 5–10% | Co 20–25 lat |
| Wymiana elektrody odniesienia | 2–5% | Co 10–20 lat |
| Naprawa/wymiana punktowa anody | 2–5% | W razie potrzeby |
Statystyki Wydajności Terenowej (z CONREPNET i US Army Corps of Engineers): Następujące dane porównują konwencjonalną naprawę betonu (naprawa łatami bez CP) z naprawą z ochroną katodową: po 5 latach — 80% napraw konwencjonalnych zadowalających vs 85% napraw z CP zadowalających; po 10 latach — 30% napraw konwencjonalnych zadowalających vs 80% napraw z CP zadowalających; po 25 latach — 10% napraw konwencjonalnych zadowalających vs 60% napraw z CP zadowalających. Wniosek jest jasny: CP (w tym ICCP) zapewnia dramatycznie lepszą długoterminową wydajność niż konwencjonalna naprawa dla konstrukcji zanieczyszczonych chlorkami, a przewaga ta zwiększa się z czasem.
ICCP dla infrastruktury lotniskowej jest stosowana przede wszystkim do elementów z betonu zbrojonego w parkingach wielopoziomowych, budynkach terminali i obiektach pomocniczych, które są narażone na chemikalia do odladzania i środowiska morskie. Sztywne nawierzchnie lotniskowe (pasy startowe, drogi kołowania, płyty postojowe) to zazwyczaj zwykły beton z dylatacjami (JPCC) bez ciągłego zbrojenia — jedyną osadzoną stalą są pręty dystansowe na złączach — więc ICCP jest rzadziej specyfikowana dla samych nawierzchni lotniskowych.
Port lotniczy Hartsfield-Jackson Atlanta International — najruchliwsze lotnisko świata pod względem ruchu pasażerskiego — przywołuje ochronę katodową w swoich Capital Project Standards, wymagając zakotwienia, odpowietrzania i ochrony katodowej dla niektórych zakopanych elementów metalowych w systemie paliwowym i infrastrukturze mediów. Parkingi lotniskowe w Atlancie i innych głównych węzłach często zawierają ICCP lub galwaniczną CP dla pomostów betonowych i ramp narażonych na chemikalia do odladzania, które są wnoszone przez pojazdy z płyt odladzania samolotów.
Parkingi Lotniskowe: Wielopoziomowe parkingi na lotniskach należą do najbardziej podatnych na korozję konstrukcji w środowisku zbudowanym. Otrzymują chemikalia do odladzania wnoszone przez pojazdy pasażerskie, które były parkowane na parkingach krótkoterminowych w pobliżu terminali, lub przez pojazdy serwisowe linii lotniczych operujące na płytach lotniskowych. Chlorki z płynów odladzających (głównie octan potasu, mrówczan sodu i glikol etylenowo-propylenowy z dodatkami) penetrują powierzchnie pomostów betonowych przez złącza, pęknięcia i zużycie powierzchni. Ryzyko korozji jest zwiększone przez zamknięty, wilgotny mikroklimat typowy dla zamkniętych parkingów — wysoka wilgotność względna (70–95%) i ograniczona cyrkulacja powietrza utrzymują beton w wilgotnym stanie, który wspomaga transport jonów i reakcje korozyjne. ICCP dla parkingów zazwyczaj wykorzystuje anody taśmowe MMO lub systemy anod z przewodzącą farbą węglową, ze strefowaniem dopasowanym do poszczególnych poziomów parkingów lub boksów dylatacyjnych. Monitorowanie jest niezbędne, ponieważ parkingi są użytkowane przez publiczność i mają ograniczony dostęp do inspekcji bez zakłócania ruchu.
Infrastruktura Płyt Postojowych i Płyt Odladzania Lotnisk: Podczas gdy pasy startowe i drogi kołowania są niezbrojone, płyty postojowe i płyty do odladzania czasami zawierają zbrojenie stalowe, jeśli zostały zaprojektowane do dużych obciążeń samolotów, i są narażone na najwyższe stężenia chemikaliów do odladzania. Systemy zbierania płynów odladzających, konstrukcje zabezpieczające i kanały odwadniające w tych obszarach zawierają beton zbrojony, który może korzystać z ICCP. Raporty rozwoju lotnisk JICA (Japan International Cooperation Agency) odnoszą się do okresów projektowania nawierzchni 20 lat i podkreślają znaczenie ochrony antykorozyjnej stali zbrojeniowej w konstrukcjach lotniskowych, szczególnie w przybrzeżnych rozbudowach lotnisk. Ocena oddziaływania na środowisko Hongkongu dla rozbudowy Hong Kong International Airport odnosi się do ochrony katodowej dla infrastruktury pasa startowego zgodnie z wymaganiami ICAO dla bezpiecznej eksploatacji i trwałości infrastruktury.
Lotniska Morskie i Infrastruktura Przybrzeżna: Badania Korea Maritime and Ocean University (2025) wyraźnie identyfikują „lotniska morskie" jako krytyczne zastosowanie dla ICCP — konstrukcje z betonu zbrojonego w środowiskach morskich, w tym terminale lotniskowe zbudowane na zrekultywowanym gruncie lub na palach nad wodą, doświadczają przedwczesnego zniszczenia z powodu korozji wywołanej chlorkami. Konstrukcje mostowe łączące lotniska z sieciami transportu lądowego, mury morskie i konstrukcje falochronów związane z lotniskami przybrzeżnymi wymagają CP. Przykład mostu Howard Frankland (choć nie jest to konstrukcja lotniskowa per se) pokazuje skuteczność ICCP dla typu dużych, narażonych na działanie morza podkonstrukcji betonowych, powszechnych na lotniskach przybrzeżnych.
Magazynowanie i Dystrybucja Paliw: Farmy paliw lotniskowych i systemy zasilania hydrantowego obejmują zakopane rurociągi stalowe, dna zbiorników i konstrukcje zabezpieczające, które wymagają CP zgodnie z API 651 i innymi obowiązującymi normami. Podczas gdy te systemy są zazwyczaj chronione konwencjonalną ICCP dla zakopanej stali (przy użyciu anod z żeliwa wysokokrzemowego lub anod kasetowych MMO w podsypce węglowej), betonowe ściany zabezpieczające i konstrukcje zapobiegające rozlewom w sąsiedztwie obszarów obsługi paliw mogą wymagać ICCP dla ich osadzonej stali.
Uwarunkowania Środowiskowe: Systemy ICCP na lotniskach muszą być projektowane tak, aby unikać zakłóceń z czułym sprzętem elektronicznym (lotnicze pomoce nawigacyjne, radary, systemy łączności). Prąd stały z ICCP może wytwarzać prądy błądzące, które powodują zakłócenia elektromagnetyczne (EMI) z czułymi awionikami i sprzętem nawigacyjnym. Badania zakłóceń prądów błądzących muszą być wykonane podczas projektowania w celu weryfikacji, że prąd CP nie tworzy problematycznych gradientów napięcia w gruncie sąsiadującym z obwodami oświetlenia pasa startowego, systemami lądowania według przyrządów (ILS) lub oświetleniem podejścia. W praktyce niskie gęstości prądu stosowane dla ICCP betonu (0,5–3 mA/m² powierzchni betonu) wytwarzają pomijalne pola elektromagnetyczne w porównaniu z siecią dystrybucji AC i systemami oświetlenia już obecnymi na lotniskach. Niemniej jednak, dokumentacja projektowa powinna zawierać oświadczenie o kompatybilności elektromagnetycznej, a wszelkie specyficzne dla lotniska wymagania EMI powinny być uwzględnione w specyfikacjach systemu CP.
Znaczenie ICAO: ICAO Aerodrome Design Manual (Doc 9157) i Annex 14 — Aerodromes nie określają bezpośrednio ICCP dla betonowych konstrukcji lotniskowych — dotyczą one nośności nawierzchni (metoda ACR-PCR), charakterystyk tarcia powierzchni i norm geometrycznych. Jednak podstawowy wymóg bezpiecznej i ciągłej eksploatacji infrastruktury lotniskowej przez cały okres jej żywotności projektowej (typowe 20–40 lat dla konstrukcji nawierzchni) implikuje, że środki ochrony przed korozją muszą być odpowiednie, aby zapobiec awarii konstrukcyjnej lub nieplanowanym przerwom w świadczeniu usług. Operatorzy lotnisk są odpowiedzialni na mocy ICAO Annex 14 za utrzymanie lotniska w stanie bezpiecznym dla operacji lotniczych, co wymaga zapobiegania degradacji elementów z betonu zbrojonego, która mogłaby prowadzić do zawalenia, odspajania lub generowania zanieczyszczeń na obszarach operacyjnych. ICCP jest jednym z narzędzi dostępnych dla operatorów lotnisk w środowiskach korozyjnych — lotniska przybrzeżne, lotniska w zimnym klimacie stosujące chemikalia do odladzania oraz lotniska ze starzejącą się infrastrukturą betonową — do wypełnienia tego obowiązku.
Odniesienia Specyfikacji Lotniskowych (Stany Zjednoczone): FAA Advisory Circular AC 150/5370-10H (pozycja P-501 — Portland Cement Concrete Pavement) nie odnosi się konkretnie do CP dla nawierzchni lotniskowych, ponieważ standardowym typem nawierzchni jest beton niezbrojony. Jednak AC 150/5320-6G (Airport Pavement Design and Evaluation) i AC 150/5380-6C (Pavement Maintenance) podkreślają znaczenie integralności uszczelnienia złączy (pozycje P-604, P-605) dla zapobiegania korozji — najczęstszą przyczyną korozji prętów dystansowych w nawierzchniach lotniskowych jest awaria uszczelnienia złączy. Dla specjalistycznych konstrukcji lotniskowych (mosty w granicach lotniska, budynki terminali, parkingi wielopoziomowe) obowiązujące normy ochrony antykorozyjnej obejmują normy ACI, ASTM i NACE przyjęte przez specyfikację projektu.
| Czynność inspekcyjna | Interwał | Kluczowe pomiary | Kryteria akceptacji |
|---|---|---|---|
| Kontrola wyjścia prostownika | Miesięcznie | Napięcie, prąd vs wartości projektowe | W granicach ±10% wartości zadanej |
| Potencjał elektrody odniesienia | Miesięcznie | Potencjał konstrukcja-elektrolit | Rejestrowany do analizy trendów |
| Test depolaryzacji | Rocznie | 24-godzinna krzywa zaniku potencjału | Zanik ≥ 100 mV w ciągu 24 godzin |
| Weryfikacja elektrody odniesienia | Rocznie | Porównanie z przenośną elektrodą odniesienia | Dryft < ±10 mV |
| Kontrola nadmiernej ochrony | Rocznie | Potencjał instant-off vs limit | Bardziej dodatni niż -900 mV vs Ag/AgCl |
| Stan anody (nakładka) | Co 3 lata | Badanie delaminacji, próbki rdzeniowe | Brak delaminacji >2% powierzchni strefy |
| Stan anody (powłoka) | Co 3 lata | Przyczepność (ASTM D3359), grubość | Grubość >10 mils, brak pęcherzy |
| Rezystancja okablowania/połączeń | Co 3 lata | Ciągłość obwodu, zwarcie doziemne | < 0,004 oma na połączenie |
| Wydajność prostownika | Co 5 lat | Wejście AC vs wyjście DC | > 80% (tap-set/SCR), > 88% (switch-mode) |
| Ochrona przeciwprzepięciowa | Co 5 lat | Wskaźnik stanu urządzenia | Sprawne, nie zadziałało |
| Pełna dokumentacja systemu | Co 3–5 lat | Aktualizacja rysunków powykonawczych, arkuszy dziennika, raportów z przeglądów | Kompletna, dokładna, podpisana przez SME |
Zapewnij swoim konstrukcjom z betonu zbrojonego maksymalną żywotność dzięki prawidłowo zaprojektowanym, zainstalowanym i utrzymywanym systemom ICCP. Nasi eksperci mogą pomóc w wyborze odpowiedniego systemu anodowego, specyfikacji sprzętu monitorującego i ustaleniu protokołów inspekcji dla pomostów mostowych, nawierzchni lotniskowych i kluczowych aktywów infrastrukturalnych.
Ochrona katodowa (CP) to elektrochemiczna technika ograniczania korozji, która kontroluje korozję stali zbrojeniowej w konstrukcjach betonowych poprzez uczynien...
Ochrona katodowa za pomocą anod galwanicznych (ofiarowanych) w zbrojonym betonie wykorzystuje metale ofiarowane (cynk, stopy aluminium, magnez) połączone elektr...
+++ title = “Systemy ochrony przed korozją żelbetu” description = “Ochrona przed korozją żelbetu obejmuje wiele strategii: odpowiednią otulinę...