+++ title = “Sprężanie następcze (PT) w Konstrukcjach Betonowych” description = “Sprężanie następcze (PT) to metoda sprężania betonu, w której...
36 min czytania
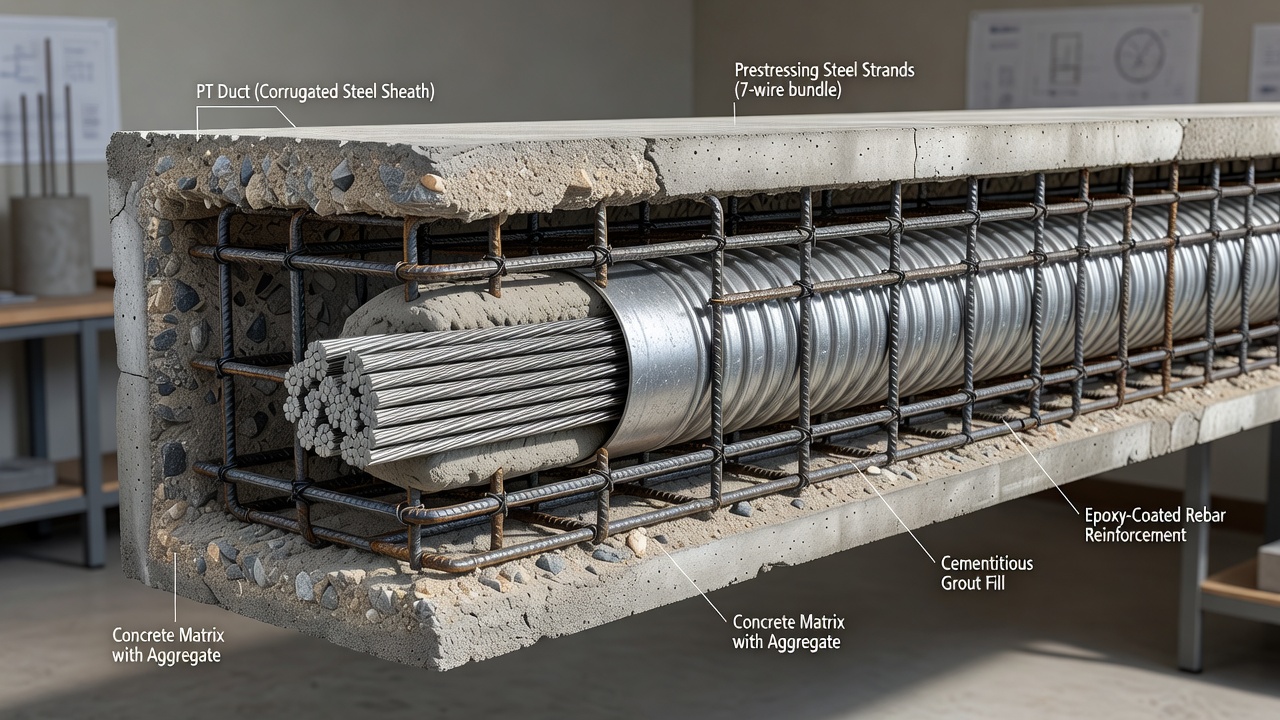
Kanał PT jest osłoną lub przewodem otaczającym cięgna sprężenia następczego w betonie, tworzącym pustkę umożliwiającą ruch cięgna podczas napinania oraz zapewniającym drogę do iniekcji ochronnego zaczynu cementowego. Rodzaje kanałów obejmują kanały z metalu karbowanego, z gładkiego tworzywa sztucznego oraz owalne płaskie. Jakość zaczynu, wnikanie wody i wykrywanie korozji są kluczowe dla trwałości cięgien.

Kanał do sprężania następczego (kanał PT) to osłona lub przewód otaczający cięgna sprężenia następczego w konstrukcjach betonowych. Tworzy on zaprojektowaną pustkę, która umożliwia zamontowanie wysokowytrzymałego cięgna stalowego po stwardnieniu betonu oraz jego swobodny ruch podczas napinania. Po naprężeniu cięgna do określonej siły, kanał zapewnia uszczelnioną drogę do iniekcji zaczynu cementowego, który wypełnia przestrzeń pierścieniową między cięgnem a ścianką kanału, ustanawiając trwałą przyczepność między stalą a otaczającym betonem.
Kanał PT pełni pięć kluczowych funkcji w systemie sprężania następczego z przyczepnością:
Tworzenie pustki i pomieszczenie cięgna. Kanał musi utrzymywać czysty, ciągły przejazd przez beton od zakotwienia do zakotwienia, zgodnie z zaprojektowanym profilem cięgna, z precyzyjnymi tolerancjami pionowego i poziomego ułożenia. Wewnętrzne pole przekroju poprzecznego kanału musi być wystarczające do pomieszczenia całego zespołu cięgna — wielu splotów lub prętów — plus luzu dla przepływu zaczynu podczas iniekcji. Zgodnie z AASHTO LRFD Bridge Design Specifications, minimalne wewnętrzne pole przekroju poprzecznego kanału musi wynosić co najmniej 2,0 razy pole netto stali sprężającej, a PTI zaleca współczynnik 2,0 do 2,5 w celu zapewnienia odpowiedniego przepływu zaczynu i całkowitego otulenia wszystkich przestrzeni między splotami.
Droga napinania. Kanał umożliwia swobodny ruch cięgna podczas hydraulicznego napinania. Tarcie między cięgnem a ścianką kanału jest krytycznym parametrem projektowym wpływającym na wielkość strat sprężenia i wymaganą siłę naciągu. Uwzględnia się dwa składniki tarcia: wpływ krzywizny (μ), spowodowany zamierzonym zakrzywieniem profilu cięgna, oraz wpływ chwiejności (k), spowodowany niezamierzonymi drobnymi odchyleniami w ułożeniu kanału. Według AASHTO LRFD, typowe wartości dla kanałów stalowych wynoszą μ = 0,15–0,25 i k = 0,0002/ft, podczas gdy kanały z tworzyw sztucznych mają zazwyczaj niższe wartości μ = 0,05–0,12 i k = 0,0001–0,001/ft, w zależności od profilu kanału i rozstawu podpór.
Zamknięcie zaczynu. Po naprężeniu kanał musi być wodoszczelny, aby utrzymać zaczyn cementowy pod ciśnieniem pompowania bez wycieków. Zaczyn jest wtłaczany w najniższym punkcie profilu cięgna i płynie w górę, wypierając powietrze przez odpowiedrzniki w punktach wysokich. Kanał musi wytrzymać ciśnienie pompowania zaczynu — typowo minimum 0,5–1,0 MPa na najwyższym wylocie — bez pękania lub rozdzielania się na złączach. Zamknięcie zaczynu jest krytyczne: nieszczelny kanał spowoduje niepełne otulenie cięgna, tworząc pustki, które stają się miejscami inicjacji korozji.
Mechanizm przenoszenia przyczepności. W systemach sprężania następczego z przyczepnością, karbowania lub żebra na zewnętrznej powierzchni kanału zapewniają mechaniczne zazębienie z otaczającym betonem, podczas gdy wewnętrzna powierzchnia kanału zazębia się ze stwardniałym zaczynem. Ten mechanizm podwójnego zazębienia umożliwia przenoszenie siły sprężającej z cięgna przez zaczyn i kanał do przekroju betonowego — wymóg dla rozwoju ostatecznej wytrzymałości na zginanie w warunkach przeciążenia. Zgodnie z ACI 318 i AASHTO LRFD, długość zakotwienia dla splotów sprężających z przyczepnością zależy od jakości przyczepności między splotem a zaczynem oraz między zaczynem a kanałem.
Bariera ochrony przeciwkorozyjnej. Kanał zapewnia fizyczną barierę przed wilgocią, chlorkami i innymi agresywnymi czynnikami, które mogłyby dotrzeć do stali sprężającej. W połączeniu z alkalicznym zaczynem (pH 12,5–13,0) i zewnętrzną otuliną betonową, kanał stanowi część wielowarstwowego systemu ochrony przeciwkorozyjnej. Dla agresywnych środowisk — narażenie morskie, stosowanie soli odladzających, strefy przemysłowe — stosuje się kanały z tworzyw sztucznych, ponieważ zapewniają one lepszą odporność korozyjną w porównaniu do kanałów ze stali ocynkowanej, które same mogą z czasem ulegać korozji i perforacji.
Kanały do sprężania następczego są produkowane w trzech głównych konfiguracjach, każda dostosowana do konkretnych zastosowań i wymagań eksploatacyjnych. Wybór typu kanału zależy od wielkości cięgna, krzywizny profilu cięgna, ograniczeń głębokości konstrukcyjnej, narażenia środowiskowego i wymaganego poziomu ochrony przeciwkorozyjnej.
Kanały z metalu karbowanego to tradycyjny i najczęściej stosowany typ kanału do sprężania następczego z przyczepnością. Są produkowane poprzez spiralne nawijanie taśmy ze stali ocynkowanej — typowo o grubości 0,3–0,6 mm (0,012–0,024 cala) — w elastyczną, ale odporną na zgniatanie rurę z zewnętrznymi helicalnymi karbowaniami. Karbowania zapewniają mechaniczną przyczepność między kanałem a otaczającym betonem, gwarantując zespolenie po iniekcji.
Specyfikacje materiałowe. Taśma stalowa jest zgodna z ASTM A653/A653M z powłoką cynkową G60 lub G90 (60 lub 90 g/m² łącznie obie strony). Powłoka cynkowa zapewnia ochronę antykorozyjną podczas przechowywania, transportu i budowy, choć nie jest wystarczająca do długoterminowej ochrony w agresywnych środowiskach. Minimalna grubość ścianki jest określana przez wymagania projektu, przy czym grubsze ścianki są stosowane dla kanałów o większej średnicy i bardziej ostrych promieniach gięcia.
Charakterystyka eksploatacyjna. Kanały metalowe oferują wysoką sztywność promieniową odporną na zgniatanie podczas układania betonu, dobrą stabilność wymiarową i stosunkowo niski koszt materiału. Mogą być gięte na budowie w celu dopasowania do zakrzywionych profili cięgien, choć nadmierne gięcie może powodować załamania lub spłaszczenia utrudniające montaż cięgna. Minimalny promień gięcia dla kanałów metalowych wynosi zazwyczaj 100 średnic wewnętrznych (R ≥ 100 Øwew.), co oznacza, że kanał o średnicy wewnętrznej 85 mm ma minimalny promień gięcia 8,5 m.
Ograniczenia. Kanały metalowe są podatne na korozję w środowiskach o wysokiej zawartości chlorków. Powłoka cynkowa może z czasem ulec zużyciu, a stal ocynkowana może ulec perforacji, tworząc drogi dla wody i chlorków. Istnieje również potencjalne sprzężenie galwaniczne między powłoką cynkową a splotami ze stali wysokowytrzymałej w obecności elektrolitu, które może przyspieszyć korozję stali sprężającej. Z tych powodów wiele agencji transportowych — w tym Caltrans i FDOT — wymaga obecnie kanałów z tworzyw sztucznych dla wszystkich wewnętrznych cięgien w budowie mostów.
Kanały z tworzywa sztucznego karbowanego są produkowane z polietylenu wysokiej gęstości (HDPE) lub polipropylenu (PP) przy użyciu procesów wytłaczania, które wytwarzają profil karbowany z zewnętrznymi żebrami. Są coraz częściej stosowane w sprężaniu następczym z przyczepnością, szczególnie w agresywnych środowiskach i dla konstrukcji wymagających wydłużonego okresu użytkowania.
Badania eksploatacyjne według fib Bulletin 7. Fédération International du Béton (fib) Bulletin 7, opublikowany w 2000 roku, ustanowił pierwsze kompleksowe normy eksploatacyjne dla karbowanych kanałów z tworzywa sztucznego. Wymaganych jest siedem badań:
| Badanie | Cel | Kryteria akceptacji |
|---|---|---|
| Zachowanie przy zginaniu | Sprawdza, czy kanał jest wystarczająco sztywny, aby ograniczyć ugięcia między podporami spowodowane temperaturą i obciążeniami betonowymi | Ugięcie w określonych granicach w temperaturze 100°C |
| Elastyczność | Potwierdza, że kanał i łącznik umożliwiają łatwe wyginanie do minimalnego promienia bez nadmiernej deformacji przekroju | Brak załamań lub spłaszczenia > 10% przy określonym promieniu |
| Odporność na obciążenia poprzeczne | Potwierdza, że kanał wytrzymuje skupione obciążenia poprzeczne od podpór i konstrukcji | Odkształcenie w określonej granicy przy obciążeniu 500 N |
| Odporność na obciążenia podłużne | Potwierdza, że kanał wytrzymuje obciążenia od ograniczeń termicznych | Brak uszkodzenia przy określonym obciążeniu rozciągającym |
| Szczelność | Potwierdza wodoszczelność kanału i łączników przy minimalnym promieniu gięcia | Brak przecieków pod ciśnieniem powietrza 0,1 bara |
| Odporność na ścieranie | Potwierdza, że kanał jest odporny na ścieranie przez stal sprężającą podczas napinania przy minimalnym promieniu | Pozostała grubość ścianki ≥ 1,0 mm (fib) lub ≥ 1,5 mm (FDOT) |
| Zachowanie przyczepności | Potwierdza, że kanał może przenosić siły sprężające poprzez karbowania | Siła wyrywania ≥ określona wartość |
Zalety w porównaniu do kanałów metalowych. Kanały z tworzywa sztucznego oferują kilka kluczowych zalet. Są z natury odporne na korozję bez potencjalnego sprzężenia galwanicznego ze stalą sprężającą. Zapewniają wodoszczelną obudowę, gdy połączenia są odpowiednio zgrzewane termicznie lub łączone złączkami mechanicznymi. Mają niższe współczynniki tarcia niż kanały stalowe, co zmniejsza straty sprężenia i umożliwia bardziej efektywne profile cięgien. Są lżejsze — około jednej piątej wagi równoważnych kanałów stalowych — co zmniejsza nakład pracy przy montażu. Mogą pomieścić ciaśniejsze promienie gięcia dzięki zastosowaniu specjalnie opracowanych materiałów kompozytowych, umożliwiając bardziej strome profile cięgien w blisterach zakotwień i przestawnikach.
Formuły materiałowe. Standardowym materiałem kanałów z tworzywa sztucznego jest HDPE, ale opracowano specjalnie formułowane materiały kompozytowe do zastosowań o małych promieniach gięcia. Te zastrzeżone mieszanki zawierają dodatki zwiększające odporność na ścieranie bez pogarszania elastyczności. Firma General Technologies Inc. (GTI) produkuje kanały o małym promieniu gięcia, które osiągają minimalne promienie gięcia o 30–50% ciaśniejsze niż standardowe kanały z tworzywa sztucznego dzięki zoptymalizowanym mieszankom polimerów. Współczynnik kabla k w równaniu odporności na ścieranie fib Bulletin 7 uwzględnia liczbę splotów działających na kanał, z wartościami w zakresie od około 1,8 dla 5 splotów do 6,3 dla 37 splotów.
Kanały owalne płaskie to specjalistyczny profil stosowany tam, gdzie przestrzeń pionowa jest ograniczona, ale dostępna jest szerokość pozioma. Mają spłaszczony przekrój poprzeczny z dwoma równoległymi płaskimi bokami połączonymi półokrągłymi końcami — zasadniczo kształt prostokątny z zaokrąglonymi narożnikami. Profil maksymalizuje poziomy układ splotów przy jednoczesnym minimalizowaniu głębokości konstrukcyjnej zajmowanej przez kanał.
Zastosowania. Kanały owalne płaskie są stosowane w cienkich płytach betonowych, pokładach parkingów, płytach transferowych w budynkach i segmentowych pomostach mostów, gdzie dostępna głębokość konstrukcyjna jest ograniczona przez skrajnię lub ograniczenia architektoniczne. W pomostach mostów płaskie kanały umożliwiają umieszczenie poprzecznego sprężania następczego w typowej grubości płyty 200–275 mm bez nadmiernych wymogów otuliny betonowej.
Uwagi projektowe. Zmniejszony wymiar pionowy ogranicza liczbę warstw splotów, które można pomieścić. Płaskie kanały mają również inne charakterystyki tarcia niż kanały okrągłe, typowo z wyższymi współczynnikami chwiejności ze względu na nieokrągły przekrój poprzeczny. Sztywność poprzeczna na zginanie płaskiego kanału jest mniejsza niż kanału okrągłego o równoważnym polu, co wymaga ciaśniejszego rozstawu podpór podczas układania betonu. Przepływ zaczynu w płaskich kanałach może być mniej równomierny w kierunku poprzecznym, co wymaga starannego projektowania lokalizacji wlotów i wylotów.
Ochrona przeciwkorozyjna. Płaskie kanały z tworzywa sztucznego są obecnie preferowane nad płaskimi kanałami metalowymi z tych samych powodów odporności korozyjnej co kanały okrągłe. Dostępne są wstępnie zmontowane płaskie kanały z fabrycznie zamocowanymi łącznikami i elementami przejściowymi, co zmniejsza nakład pracy w terenie i poprawia kontrolę jakości.
Instalacja kanału jest precyzyjną operacją, która bezpośrednio wpływa na wydajność konstrukcyjną i trwałość systemu sprężania następczego. Podręcznik FHWA Post-Tensioning Tendon Installation and Grouting Manual (FHWA-NHI-13-026, Wersja 2.0) zawiera szczegółowe wytyczne dotyczące procedur instalacji kanałów.
Kanały muszą być bezpiecznie podparte w deskowaniu, aby utrzymać zaprojektowany profil cięgna podczas układania betonu. Rozstaw podpór jest określony przez normy projektowe:
| Typ kanału | Maksymalny rozstaw podpór |
|---|---|
| Rury stalowe (sztywne) | 48 cali (1,22 m) |
| Okrągły kanał z tworzywa sztucznego | 24 cale (0,61 m) |
| Płaski kanał z tworzywa sztucznego | 12 cali (0,30 m) |
| W miejscach łączeń | Obie strony łączenia |
Podpory są zazwyczaj wykonane z profili ze stali zbrojeniowej (stojaki z prętów żebrowanych) lub prefabrykowanych podpór stalowych przywiązanych do głównego kosza zbrojeniowego. Podpory muszą być wystarczająco sztywne, aby zapobiec przemieszczeniu kanału podczas układania i zagęszczania betonu. Każde odchylenie od zaprojektowanego profilu zmienia mimośród cięgna i może zmniejszyć nośność konstrukcji lub spowodować niezamierzone koncentracje naprężeń w zakotwieniach.
Tolerancje ułożenia kanałów według AASHTO LRFD Bridge Construction Specifications wynoszą zazwyczaj:
Złącza kanałów muszą być wodoszczelne i zapewniać gładkie ułożenie wewnętrzne bez warg, stopni lub zagięć, które mogłyby utrudnić montaż cięgna lub uszkodzić powierzchnię splotu podczas napinania.
Złącza kanałów metalowych. Odcinki kanałów metalowych są łączone za pomocą złączek zewnętrznych — cylindrycznych tulei nakładanych na końce kanału. Złączka jest zaciskana lub samozatrzaskowa na kanale, a złącze jest oklejane wodoodporną taśmą. W krytycznych zastosowaniach rękawy termokurczliwe zapewniają dodatkową wodoszczelność.
Złącza kanałów z tworzywa sztucznego. Odcinki kanałów z tworzywa sztucznego można łączyć kilkoma metodami: zgrzewanie termiczne tworzy monolityczne złącze z pełną wodoszczelnością; złączki mechaniczne z uszczelkami O-ring zapewniają wodoszczelne połączenia, które można zdemontować w razie potrzeby; a połączenia gwintowane są dostępne dla niektórych systemów zastrzeżonych. Metoda łączenia musi utrzymywać tę samą wodoszczelność i wytrzymałość co sam kanał.
Wloty zaczynu są instalowane w najniższych punktach profilu cięgna, a wyloty zaczynu (odpowietrzniki) są instalowane w najwyższych punktach. Według FHWA-NHI-13-026:
Kanały są podatne na uszkodzenia podczas układania betonu. Określone są następujące środki ochronne:
Po ułożeniu betonu i przed montażem cięgna, każdy kanał musi być sprawdzony — potwierdzony jako drożny i niezablokowany — za pomocą cylindrycznego stalowego mandrynu. Mandryn ma średnicę o 3 mm mniejszą niż nominalna średnica wewnętrzna kanału i długość równą minimalnej praktycznej długości dla zastosowania (zazwyczaj 150–300 mm). Mandryn musi przejść przez całą długość kanału od zakotwienia do zakotwienia bez przeszkód. Jeśli mandryn nie może przejść, przeszkoda musi być zlokalizowana i usunięta przed montażem cięgna. Sprawdzenie drożności jest dokumentowane w dokumentacji budowlanej.
Iniekcja to proces wtłaczania zaczynu cementowego do kanału po naprężeniu w celu wypełnienia wszystkich pustek wokół cięgna i stworzenia trwałej przyczepności. Operacja iniekcji jest najważniejszą czynnością kontroli jakości w budowie sprężonych konstrukcji z przyczepnością.
Według PTI M55.1-19 (Specyfikacja iniekcji konstrukcji sprężonych), zaczyn musi spełniać następujące wymagania:
| Właściwość | Wymaganie |
|---|---|
| Współczynnik wodno-cementowy (w/c) | ≤ 0,44 dla gotowych mieszanek |
| Wytrzymałość na ściskanie po 28 dniach (ASTM C109) | ≥ 35 MPa (5000 psi) |
| Woda odsączona (ASTM C940) | Zerowy odsącz po początkowym wymieszaniu |
| Ekspansja plastyczna (ASTM C1741) | 0–10% po 3 godzinach |
| Czas wypływu (ASTM C939, lejek przepływowy) | 11–30 sekund |
| Maksymalna zawartość jonów chlorkowych | ≤ 0,08% masy materiału wiążącego |
| Utrzymanie płynności | ≥ 30 minut po wymieszaniu |
Gotowe mieszanki iniekcyjne są zdecydowanie preferowane, ponieważ są fabrycznie mieszane z precyzyjnie kontrolowanymi proporcjami cementu, dodatkowych materiałów wiążących (dym krzemionkowy, popiół lotny), środków ekspansyjnych, plastyfikatorów i inhibitorów korozji. Zaczyny mieszane na budowie wymagają rygorystycznych badań kontroli jakości każdej partii i nie są już dopuszczane przez większość agencji transportowych w budowie mostów.
Zaczyny tiksotropowe są formułowane tak, aby pozostawały sztywne w spoczynku, ale swobodnie płynęły pod wpływem ciśnienia pompowania. Ta odwracalna właściwość sprawia, że są idealne do cięgien pionowych i ukośnych cięgien środników, gdzie konwencjonalny zaczyn opadałby lub spływał. Zaczyny tiksotropowe są wymagane przez wiele specyfikacji dla cięgien o nachyleniu większym niż 45 stopni od poziomu.
Operacja iniekcji musi być wykonana w ograniczonym czasie po naprężeniu — zazwyczaj ≤ 20 dni, z krótszymi odstępami dla agresywnych środowisk. Sekwencja operacji według FHWA-NHI-13-026:
Dla długich cięgien (powyżej 50 m), profili pionowych i agresywnych środowisk, stosuje się iniekcję próżniową. Proces iniekcji próżniowej:
Pustki iniekcyjne są najczęstszą i najpoważniejszą wadą trwałości w sprężeniu następczym z przyczepnością. Pustka to objętość wewnątrz kanału, która nie jest wypełniona zaczynem, tworząc przestrzeń wypełnioną powietrzem lub wodą, w której stal sprężająca jest wystawiona na działanie środowiska wewnętrznego kanału, a nie osadzona w alkalicznym zaczynie.
Pustki powstają w wyniku kilku mechanizmów, często łącznie:
Odparowanie wody odsączonej. Konwencjonalny zaczyn cementowo-wodny naturalnie wytwarza wodę odsączoną — typowo 3–5% całkowitej objętości zaczynu dla standardowych mieszanek cementu z wodą i do 10–15% w źle kontrolowanych mieszankach. Woda odsączona unosi się do wysokich punktów profilu cięgna, gromadząc się za zakotwieniami i w pośrednich punktach wysokich. Gdy woda odsączona odparowuje z czasem, pozostaje pustka. Był to główny mechanizm powstawania pustek w mostach zbudowanych przed 2001 rokiem, przed opracowaniem zaczynów odpornych na odsączanie.
Niepełna iniekcja. Zła praktyka iniekcyjna — niewystarczające ciśnienie pompowania, nieprawidłowa sekwencja zamykania odpowiedrzników, przedwczesne zatrzymanie pompowania — pozostawia części kanału niewypełnione. Zatory w kanale spowodowane zanieczyszczeniami, zgniecionymi odcinkami lub rozsegregowanym zaczynem mogą uniemożliwić dotarcie zaczynu do odległych części cięgna.
Niewystarczające odpowiedrzenie. Jeśli rurki odpowiedrzające w wysokich punktach są zgniecione, zatkane lub pominięte, powietrze uwięzione w wysokim punkcie nie może uciec podczas iniekcji, a pod uwięzioną kieszenią powietrzną tworzy się pustka. W strefach gęstego zbrojenia rurki odpowiedrzające są podatne na uszkodzenia podczas układania betonu.
Wyciek zaczynu. Jeśli kanał nie jest wodoszczelny — w złączach, łącznikach lub miejscach uszkodzenia kanału — zaczyn może wyciekać podczas iniekcji, pozostawiając niewypełnione części. Wyciekający zaczyn narusza również ochronę przeciwkorozyjną cięgna w miejscu wycieku.
Segregacja zaczynu. Gotowe mieszanki iniekcyjne z nadmiarem wody dodanym na budowie mogą ulegać segregacji — cięższe cząstki cementu opadają, podczas gdy lżejsza woda unosi się, tworząc strefę porowatego zaczynu o wysokim współczynniku wodno-cementowym w górnej części kanału. Segregacja jest wykrywana poprzez analizę petrograficzną próbek zaczynu wykazującą stratyfikację.
Pustki są najczęściej spotykane w:
Pustki iniekcyjne stwarzają warunki do przyspieszonej zlokalizowanej korozji stali sprężającej. Wewnątrz pustki:
Szybkość korozji w pustce może być o rzędy wielkości wyższa niż w prawidłowo zaczynionych obszarach. Badania FDOT udokumentowały korozję cięgien wynoszącą 10% lub więcej przekroju splotów w obrębie pustek w mostach mających mniej niż 20 lat — konstrukcjach zaprojektowanych na 75–100 lat użytkowania.
Wnikanie wody do kanałów sprężenia następczego jest drugim najważniejszym zagrożeniem trwałości po pustkach iniekcyjnych. Woda wnikająca do systemu kanałów niesie ze sobą chlorki, siarczany i inne agresywne czynniki atakujące stal sprężającą.
Zakotwienia. Zakotwienie jest najbardziej podatnym punktem wejścia. Nieprawidłowo uszczelnione kieszenie napinające, uszkodzone zaślepki, niewypełnione zaczynem wnęki zaślepek oraz szczeliny między płytą oporową a trąbką stanowią bezpośrednie drogi dla wody do dotarcia do klinów i końcówek splotów. Woda wnikająca w zakotwieniu może migrować wzdłuż cięgna na znaczne odległości przez przestrzenie między poszczególnymi drutami splotów — zjawisko znane jako migracja wody wywołana działaniem kapilarnym (wick-induced water migration).
Uszkodzone kanały. Kanały zgniecione lub rozdarte podczas budowy — na skutek nadmiernego zagęszczania, ruchu deskowania lub gęstego zbrojenia — tworzą otwory dla wnikania wody. W trakcie eksploatacji korozja kanałów metalowych może perforować osłonę, tworząc dodatkowe punkty wejścia.
Uszkodzone złącza i łączniki. Złącza, które nie zostały prawidłowo uszczelnione podczas budowy lub które ulegają degradacji z czasem, umożliwiają wnikanie wody w połączeniu.
Odpowietrzniki i wloty. Odpowietrzniki i wloty zaczynu, które nie zostały prawidłowo uszczelnione po iniekcji lub w których uszczelniacze ulegają z czasem degradacji, stanowią punkty wejścia wody w najwyższych punktach cięgna — dokładnie tam, gdzie pustki są najbardziej prawdopodobne.
Jony chlorkowe z soli odladzających, aerozolu morskiego lub środowisk przemysłowych penetrują otulinę betonową poprzez dyfuzję i absorpcję kapilarną. Gdy chlorki dotrą do kanału, mogą wejść przez każde otwarcie i gromadzić się na powierzchni stali. Krytyczny próg chlorkowy dla stali sprężającej wynosi około 0,2% masy cementu — znacznie niższy niż próg 0,4–1,0% dla konwencjonalnej stali zbrojeniowej — ponieważ wyższy poziom naprężeń czyni stal sprężającą bardziej podatną na korozję wżerową wywołaną chlorkami.
Wnikanie wody jest wykrywane poprzez:
Korozja kanałów dotyczy kanałów metalowych i w skrajnych przypadkach może zagrozić funkcji ochronnej kanału. Kanały z tworzywa sztucznego są z natury odporne na korozję, eliminując ten tryb awarii.
Kanały ze stali ocynkowanej ulegają korozji w wyniku kilku mechanizmów:
Zużycie cynku. Powłoka cynkowa zapewnia ochronę ofiarną — cynk koroduje preferencyjnie w stosunku do stali podstawowej. W agresywnych środowiskach (wysoka zawartość chlorków, niskie pH, wysoka wilgotność) powłoka cynkowa może ulec zużyciu w ciągu 10–20 lat.
Perforacja stali. Po wyczerpaniu cynku, stal podstawowa ulega korozji. Perforacja ścianki kanału tworzy bezpośrednią drogę dla wody i chlorków do cięgna. Korozja wżerowa może wytworzyć otwory perforacyjne w ciągu 5–15 lat w agresywnych środowiskach.
Sprzężenie galwaniczne. W obecności elektrolitu (woda z chlorkami) tworzy się ogniwo galwaniczne między powłoką cynkową a splotami ze stali wysokowytrzymałej. Cynk, będąc bardziej anodowym, koroduje preferencyjnie — ale potencjał galwaniczny może również napędzać korozję splotu, jeśli cynk zostanie lokalnie zużyty.
Korozja kanałów jest wykrywana poprzez:
Inspekcja kanałów sprężenia następczego opiera się na kombinacji metod badań nieniszczących (NDT) i ukierunkowanych badań niszczących. Postępujący protokół inspekcji zalecany przez praktykę branżową (według FPrimeC, FDOT i PTI DC80.3-12) składa się z czterech kroków.

GPR wykorzystuje fale elektromagnetyczne o wysokiej częstotliwości (anteny 900–1600 MHz do inspekcji PT) transmitowane w beton. Odbicia występują na granicach, gdzie zmienia się przenikalność dielektryczna. GPR szybko odwzorowuje pełny układ cięgien wzdłuż elementu, identyfikuje kanały metalowe w porównaniu do tworzywowych na podstawie polaryzacji sygnału odbitego oraz wykrywa akumulację wilgoci wokół kanałów. Badanie GPR typowego przęsła mostu można ukończyć w 2–4 godziny przy minimalnym przygotowaniu powierzchni. Kluczowe ograniczenie: GPR nie jest w stanie wiarygodnie odróżnić litego zaczynu od miękkiego zaczynu lub małych pustek, ponieważ kontrast dielektryczny między stwardniałym zaczynem a małymi pustkami jest niewystarczający.
Echo uderzeniowe to jednostronna metoda NDT, która wykorzystuje mechaniczne uderzenie do generowania fal naprężeniowych (2–50 kHz) w betonie. Fale rozchodzą się w elemencie i odbijają od granic wewnętrznych — pustek, delaminacji, kanałów lub powierzchni tylnej. Przetwornik rejestruje przemieszczenie powierzchni spowodowane falami odbitymi, a sygnał w dziedzinie czasu jest przekształcany do dziedziny częstotliwości za pomocą szybkiej transformaty Fouriera (FFT).
Częstotliwość dominująca f jest związana z głębokością d granicy odbijającej zależnością:
d = β × Vp / (2f)
gdzie Vp to prędkość fali podłużnej w betonie (typowo 3600–4200 m/s dla dobrej jakości betonu), a β to współczynnik kształtu (typowo 0,96 dla płyty). Pustka iniekcyjna w kanale powoduje wyraźne przesunięcie częstotliwości — zazwyczaj niższą częstotliwość — w porównaniu do litego zaczynu w kanale. Badanie IE jest szybkie, ekonomiczne i wymaga tylko jednostronnego dostępu.
Najnowsze osiągnięcia łączą IE z uczeniem głębokim — dwuetapowa metoda wykorzystująca echo uderzeniowe i splotowe sieci neuronowe do automatycznego wykrywania zagęszczenia iniekcji, osiągająca >90% dokładności w identyfikacji pustek w kontrolowanych testach.
Tomografia UPE wykorzystuje układy niskoczęstotliwościowych przetworników ultradźwiękowych (25–100 kHz) do tworzenia trójwymiarowych obrazów tomograficznych cech wewnętrznych. Wiele przetworników jest uruchamianych sekwencyjnie, a odbite sygnały są przetwarzane przy użyciu algorytmów Syntetycznej Apertury Skupiającej (SAFT) lub Pełnego Przechwytywania Macierzy z Metodą Całkowitego Skupienia (FMC/TFM).
UPE dostarcza szczegółowych informacji przekrojowych o stanie kanału — rozróżniając lity zaczyn, miękki zaczyn, pustki i pustki wypełnione wodą na podstawie kontrastów impedancji akustycznej. Nowoczesne systemy (np. Proceq Pundit PD8050) integrują się z wizualizacją rozszerzonej rzeczywistości, zapewniając inspektorom intuicyjne trójwymiarowe reprezentacje lokalizacji pustek.
Ograniczeniem jest wolniejsza prędkość skanowania w porównaniu do badań przesiewowych GPR i potrzeba wykwalifikowanej interpretacji. Jednak gdy UPE jest stosowany w połączeniu z GPR do precyzyjnej lokalizacji kanałów, dokładność wykrywania pustek iniekcyjnych przekracza 85%.
Inspekcja boreskopowa zapewnia bezpośrednie potwierdzenie wizualne warunków wewnętrznych. Boreskop światłowodowy lub wideo o małej średnicy (typowo 6–10 mm) jest wprowadzany przez wloty, wyloty zaczynu lub wywiercone otwory inspekcyjne. Boreskopy z końcówkami artykułowanymi mogą badać w wielu kierunkach z jednego punktu dostępu, a te z głowicami kamer zapewniają wysokiej rozdzielczości obraz wideo i zdjęcia.
Inspektor bezpośrednio obserwuje:
W studium przypadku mostu w Kolumbii Brytyjskiej (Haixue, PTI Journal 2017), otwory 3/4 cala wywiercono w podejrzanych lokalizacjach pustek potwierdzonych echem uderzeniowym. Inspekcja boreskopowa ujawniła produkty korozji wzdłuż splotów w obrębie pustek, potwierdzając istnienie pustek o długości 25–33 stóp, które zainicjowały korozję.
Zgodnie z praktyką branżową, co najmniej 5% miejsc badawczych powinno być walidowanych metodami inwazyjnymi — przewiercenie otuliny betonowej w celu odsłonięcia kanału lub inspekcja boreskopowa przez wywiercone otwory. Ta walidacja kalibruje wyniki NDT i dostarcza ostatecznych dowodów stanu kanału. Zarówno FDOT, jak i FHWA zalecają postępujące protokoły wielometodowe, w których wyniki GPR określają lokalizacje badań IE/UPE, a wyniki NDT określają lokalizacje boreskopii i rdzeniowań.
Konsekwencje wad kanałów — pustek, wnikania wody, korozji — wahają się od zlokalizowanego zniszczenia splotów do całkowitego uszkodzenia konstrukcji.
Wewnątrz pustego lub wypełnionego wodą kanału, trzy mechanizmy korozji wpływają na stal sprężającą:
Korozja równomierna. Ogólna utrata przekroju występuje na odsłoniętej powierzchni. Szybkość korozji w pustce z cyklicznym zwilżaniem i suszeniem może osiągnąć 0,1–0,5 mm/rok — wystarczającą do zredukowania drutu o średnicy 5 mm do 4 mm w ciągu 2–5 lat. Ponieważ splot jest naprężony do 70–80% wytrzymałości na rozciąganie, 20% redukcja przekroju zmniejsza współczynnik bezpieczeństwa z 1,25 do 1,0, a każdy dodatkowy obciążenie może spowodować pęknięcie.
Korozja wżerowa. Zlokalizowany atak tworzy głębokie, wąskie wżery, które działają jako koncentratory naprężeń. Wżer o głębokości zaledwie 1 mm w drucie 5 mm może zmniejszyć przekrój netto i stworzyć współczynnik koncentracji naprężeń 3–5, inicjując kruche pęknięcie przy nominalnych naprężeniach znacznie poniżej granicy plastyczności.
Korozja naprężeniowa (SCC). Połączone działanie stałego naprężenia rozciągającego i agresywnego środowiska powoduje powstawanie kruchych pęknięć rozchodzących się prostopadle do kierunku naprężenia. SCC w stali sprężającej występuje przy stężeniach chlorków powyżej 0,07% wagowo zaczynu i może spowodować uszkodzenie w ciągu miesięcy od inicjacji.
Kruchość wodorowa. Atomowy wodór wytwarzany przez reakcje korozji dyfunduje do sieci krystalicznej stali, zmniejszając ciągliwość i powodując nagłe kruche pęknięcie. Stale wysokowytrzymałe (>1200 MPa wytrzymałości na rozciąganie) są najbardziej podatne — wszystkie sploty sprężające Grade 270 (1860 MPa) mieszczą się w tej kategorii.
Mid-Bay Bridge, Floryda (inspekcja w latach 90.). Inspekcja ujawniła głowicę kotwiącą sprężoną leżącą na powierzchni betonu ze wszystkimi łączącymi splotami silnie skorodowanymi. Uszkodzone cięgno stanowiło 16% strat nośności konstrukcji. Dalsze dochodzenie wykazało pęknięty kanał z tworzywa sztucznego, słabą jakość zaczynu i rozległą korozję związaną z pustkami.
Sunshine Skyway Bridge, Floryda. Pionowe cięgna pętlowe w słupach mostu wykazywały korozję przekraczającą 10% całkowitej długości splotów w mniej niż 20 latach eksploatacji — konstrukcja zaprojektowana na 100 lat. Wnikanie wody w zakotwieniach i niewystarczające wypełnienie zaczynem były przyczynami źródłowymi.
Huntingdon Railway Viaduct, Wielka Brytania (projekt Structures Moonshot). Badanie NDT z użyciem GPR, ultradźwiękowego echa impulsowego i echa uderzeniowego ujawniło liczne pustki iniekcyjne, nieprawidłowo umieszczone zbrojenie poprzeczne, brakujące zbrojenie poziome nad kanałami oraz zlokalizowane pustkowanie wokół podwójnych prętów zbrojeniowych. Badanie wykazało, że wielotechnologiczne podejścia NDT zapewniają najwyższą pewność identyfikacji wad kanałów.
Wpływ ekonomiczny problemów z kanałami jest znaczący. Koszty wykrycia pustek i naprawy zaczynem wahają się typowo od 5 000–20 000 USD za cięgno, w zależności od dostępu i zakresu pustki. Wymiana cięgna (dla systemów bez przyczepności) kosztuje 50 000–200 000 USD za cięgno. Pełna rehabilitacja konstrukcyjna mostów PT uszkodzonych przez korozję może przekroczyć 10 milionów USD. Koszt zapobiegawczy prawidłowej iniekcji i kontroli jakości podczas budowy stanowi ułamek kosztów naprawy.
W przypadku wykrycia i potwierdzenia pustek, naprawa jest niezbędna w celu przywrócenia ochrony przeciwkorozyjnej i przyczepności konstrukcyjnej.
Iniekcja próżniowa jest najskuteczniejszą metodą naprawy istniejących pustek. Procedura według PCI i praktyki branżowej:
W przypadku długich pustek (przekraczających 5–10 metrów), proces iniekcji próżniowej jest wykonywany sekwencyjnie — pustka jest dzielona na segmenty poprzez wiercenie otworów dostępowych w odstępach, a każdy segment jest iniektowany próżniowo niezależnie. Zapewnia to całkowite wypełnienie całej długości pustki bez ryzyka uwięzienia kieszeni powietrznych.
Po ponownej iniekcji, opcje łagodzenia korozji obejmują:
Kanał do sprężania następczego jest krytycznym elementem systemów PT z przyczepnością, pełniącym zasadnicze funkcje tworzenia pustki, pomieszczenia cięgna, zamknięcia zaczynu, przenoszenia przyczepności i ochrony przeciwkorozyjnej. Rodzaje kanałów obejmują kanały z metalu karbowanego (tradycyjne, ekonomiczne, ale podatne na korozję), kanały z tworzywa sztucznego karbowanego (odporne na korozję, wodoszczelne, niższe tarcie) oraz owalne płaskie (zastosowania z ograniczoną przestrzenią). Prawidłowa instalacja kanału — w tym rozstaw podpór, tolerancja ułożenia, wodoszczelne złącza i rozmieszczenie wlotów/wylotów zaczynu — jest niezbędna dla wydajności systemu. Jakość iniekcji jest najważniejszym czynnikiem decydującym o długoterminowej trwałości, przy czym nowoczesne gotowe mieszanki iniekcyjne odporne na odsączanie oraz techniki iniekcji próżniowej znacząco zmniejszają ryzyko powstawania pustek. Wykrywanie pustek iniekcyjnych, wnikania wody i korozji kanałów wymaga postępującego, wielometodowego podejścia NDT łączącego GPR, echo uderzeniowe, ultradźwiękowe echo impulsowe i inspekcję boreskopową. Problemy z kanałami — pustki, wnikanie wody, korozja — prowadzą bezpośrednio do korozji cięgien i potencjalnego uszkodzenia konstrukcji, jeśli nie zostaną wykryte i naprawione. Iniekcja próżniowa jest najskuteczniejszą metodą naprawy istniejących pustek.
Opracowano na podstawie FHWA-NHI-13-026 Post-Tensioning Tendon Installation and Grouting Manual (2013), PTI M55.1-19 Specification for Grouting of Post-Tensioned Structures, PTI TAB.3-13 Post-Tensioning Terminology, AASHTO LRFD Bridge Design and Construction Specifications, fib Bulletin 7 (2000), Fédération International du Béton, PTI Journal Technical Papers (Haixue 2017), FDOT corrosion investigation reports, PCI vacuum grouting guidelines, Screening Eagle/Proceq case studies, FPrimeC NDT methodology, Caltrans plastic duct research, and industry technical resources.
TarmacView oferuje profesjonalne usługi nieniszczącej oceny sprężonych mostów i infrastruktury betonowej, w tym badania echem uderzeniowym, GPR i ultradźwiękowe do oceny stanu kanałów PT. Skontaktuj się z nami, aby umówić się na badanie pustek iniekcyjnych lub inspekcję cięgien.
+++ title = “Sprężanie następcze (PT) w Konstrukcjach Betonowych” description = “Sprężanie następcze (PT) to metoda sprężania betonu, w której...
Cięgno sprężające to wysokowytrzymały element stalowy — najczęściej splot siedmiodrutowy, drut lub pręt — stosowany w betonie sprężonym lub kablobetonie do wywo...
Pręty łączące to odkształcone pręty stalowe umieszczane w poprzek podłużnych spoin w nawierzchni betonowej, aby zapobiec rozdzielaniu się pasów ruchu i utrzymać...