Systemy Prefabrykowanych Nawierzchni Betonowych (PCP)
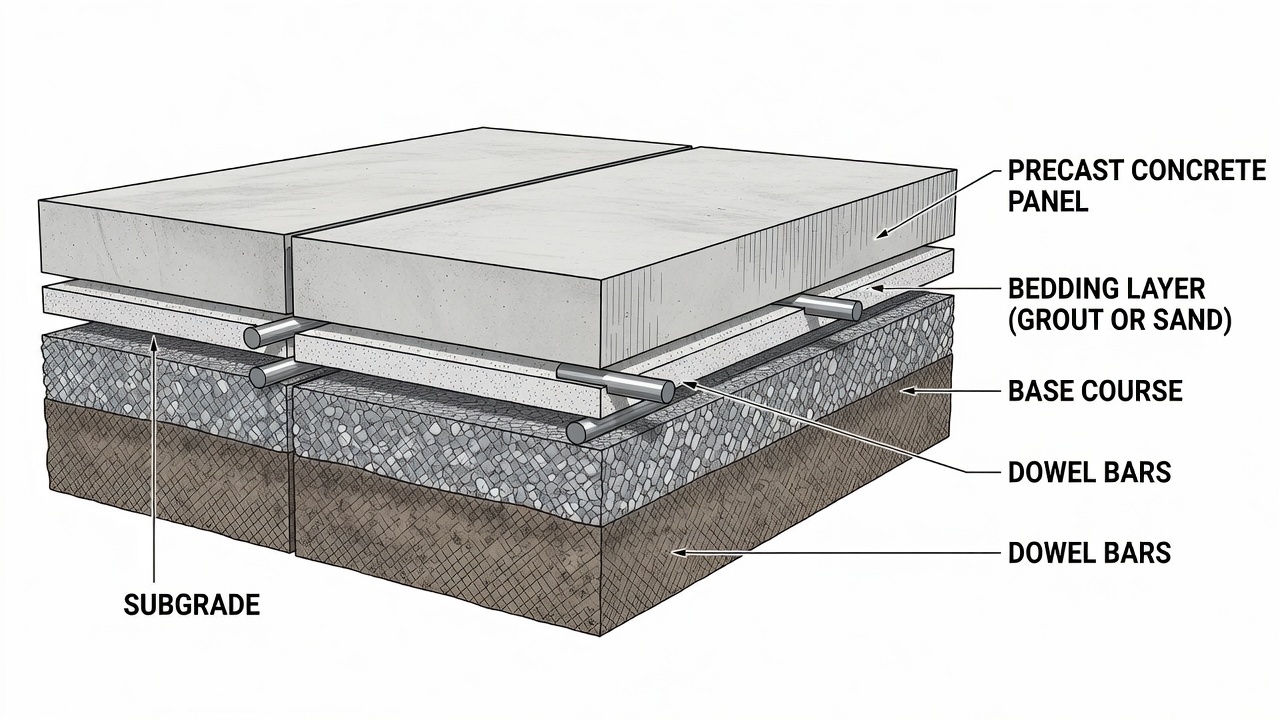
Prefabrykowana nawierzchnia betonowa wykorzystuje fabrycznie produkowane płyty betonowe montowane na miejscu, umożliwiając szybką budowę i naprawę przy minimalnym czasie zamknięcia pasa ruchu. Płyty prefabrykowane są sprężane kablami lub łączone za pomocą prętów dyblowych. Obejmuje typy nawierzchni prefabrykowanych, szczegóły połączeń, podbudowę/zaprawę oraz inspekcję pod kątem osiadania płyt, wydajności połączeń i erozji podbudowy.
Systemy prefabrykowanej nawierzchni betonowej (PCP) — Kompleksowy glosariusz
1. Definicja: Czym jest prefabrykowana nawierzchnia betonowa?
Prefabrykowana nawierzchnia betonowa (PCP) to modułowa technologia nawierzchni, w której płyty z betonu cementowego portlandzkiego (PCC) są wytwarzane w kontrolowanych warunkach zakładowych, transportowane na plac budowy i instalowane na przygotowanym podłożu lub podbudowie. W przeciwieństwie do konwencjonalnej nawierzchni betonowej wykonywanej na miejscu — gdzie beton jest mieszany, układany, wykańczany i pielęgnowany w terenie — panele PCP przybywają na miejsce w pełni utwardzone i gotowe do natychmiastowego montażu, eliminując krytyczne ograniczenie czasowe związane z pielęgnacją betonu w terenie.
Federalna Administracja Drogowa (FHWA) definiuje technologię PCP jako obejmującą dwie podstawowe kategorie systemów: System prefabrykowanej nawierzchni z płyt łączonych na styk (JPrCP), który wykorzystuje płyty zbrojone lub sprężone, montowane pojedynczo lub w ciągłej serii z przeniesieniem obciążenia na każdym poprzecznym złączu; oraz System prefabrykowanej nawierzchni sprężonej kablami (PPCP), który obejmuje cieńsze płyty montowane w ciągłej serii i sprężane razem za pomocą wysokowytrzymałych cięgien stalowych, co skutkuje znacznie mniejszą liczbą złączy poprzecznych. Trzecia kategoria — prefabrykowana nawierzchnia łączona przyrostowo — wykorzystuje łączniki mechaniczne lub pręty łączące do spinania płyt sekwencyjnie podczas montażu.
Technologia PCP jest stosowana w dwóch różnych typach zastosowań: naprawy punktowe — izolowane naprawy złączy na pełną głębokość lub wymiana całych płyt w istniejących nawierzchniach — oraz zastosowania ciągłe — pełnowymiarowa rehabilitacja lub odbudowa dłuższych odcinków nawierzchni na poziomie projektu. FHWA podaje, że oczekiwana żywotność wynosi co najmniej 20 lat dla napraw punktowych i co najmniej 40 lat dla zastosowań ciągłych bez znaczących przyszłych zabiegów naprawczych, w oparciu o dane z badań terenowych projektów zrealizowanych w Stanach Zjednoczonych od początku lat 2000.
Głównymi czynnikami przemawiającymi za wyborem PCP zamiast betonu wykonywanego na miejscu są szybkość budowy i minimalizacja wpływu na ruch drogowy. PCP umożliwia wykonanie napraw nawierzchni podczas pojedynczego nocnego zamknięcia pasa ruchu na 8 godzin lub krócej, przywracając ruch do rana. Według raportu SHRP2 Project R05, PCP jest najbardziej opłacalny na trasach o natężeniu ruchu ponad 100 000 pojazdów dziennie, gdzie koszty zamknięcia pasa ruchu przekraczają 100 000 USD dziennie i gdzie nie są dostępne trasy objazdowe. Na takich trasach wyższy koszt płyt prefabrykowanych (zazwyczaj o 15–30 procent wyższy niż w przypadku równoważnego betonu wykonywanego na miejscu) jest równoważony przez eliminację kosztów opóźnień w ruchu i uniknięcie wydłużonego czasu trwania strefy robót.
2. Pięć kluczowych cech udanych systemów PCP
FHWA, w oparciu o kompleksowy przegląd projektów zrealizowanych w Stanach Zjednoczonych oraz badania terenowe wybranych instalacji, zidentyfikowała pięć kluczowych cech, które muszą spełniać udane systemy PCP:
Możliwość wykonania (Constructability) — Dostępne są techniki i sprzęt zapewniające akceptowalne tempo produkcji montażu płyt. Proces budowlany musi uwzględniać wymagania logistyczne dostawy płyt na zasadzie just-in-time, pozycjonowania dźwigu, układania warstwy podsypki, prac iniekcyjnych i wykończenia złączy w ramach pojedynczego okna zamknięcia pasa ruchu. Typowe tempo montażu dla ciągłych instalacji PCP wynosi od 20 do 40 płyt na noc, w zależności od doświadczenia ekipy, rozmiaru płyt i ograniczeń terenowych.
Trwałość betonu — Produkcja zakładowa płyt prefabrykowanych daje beton o wyższej wytrzymałości i trwałości w porównaniu z betonem układanym w terenie. Warunki fabryczne umożliwiają precyzyjną kontrolę stosunku wodno-cementowego (zazwyczaj 0,38–0,42), dokładne dozowanie kruszywa, kontrolowaną temperaturę pielęgnacji (przyspieszona pielęgnacja parowa lub pielęgnacja wilgotna w temperaturze 70–100°F) oraz równomierne zagęszczenie za pomocą wibracji stołowej. Efektem jest beton o 28-dniowej wytrzymałości na ściskanie 5000–8000 psi (34,5–55 MPa), niskiej przepuszczalności (penetracja jonów chlorkowych poniżej 1000 kulombów według ASTM C1202) oraz wysokiej odporności na cykle zamrażania-rozmrażania (współczynnik trwałości przekraczający 90 procent według ASTM C666).
Przenoszenie obciążenia na złączach — Niezawodne i ekonomiczne techniki zapewniają skuteczne przenoszenie obciążenia na złączach poprzecznych zarówno w systemach PCP łączonych na styk, jak i sprężonych. Efektywność przenoszenia obciążenia (LTE) — stosunek ugięcia po nieobciążonej stronie złącza do ugięcia po stronie obciążonej — musi przekraczać 70 procent (a najlepiej 80 procent) dla zadowalającej długoterminowej wydajności. PCP osiąga to za pomocą prętów dyblowych montowanych w preformowanych szczelinach, z tolerancjami ustawienia zapewniającymi nieskrępowany ruch złącza przy jednoczesnym ciągłym przenoszeniu obciążenia.
Podparcie płyt — Niezbędne jest odpowiednie i równomierne podparcie podłoża. Warstwa podsypki (warstwa pośrednia) kompensuje niedopasowanie między płaskim spodem płyty a wyprofilowaną powierzchnią podłoża, wypełniając puste przestrzenie i zapewniając pełny kontakt. FHWA Tech Brief HIF-16-009 podkreśla, że najlepiej wykonane płyty prefabrykowane nie mogą działać prawidłowo, jeśli zostaną umieszczone na słabym podłożu. Nierównomierne podparcie prowadzi do „efektu mostu", w którym płyty są utrzymywane na miejscu wyłącznie przez mechanizmy przenoszenia obciążenia na złączach, co skutkuje szybką degradacją.
Wydajność i efektywność — Płyty PCP mogą być cieńsze niż równoważne płyty betonowe wykonywane na miejscu ze względu na elementy sprężające i/lub zbrojeniowe. Płyty PPCP mają zazwyczaj 6–8 cali grubości w zastosowaniach drogowych w porównaniu do 10–12 cali dla płyt JPCP wykonywanych na miejscu, co zmniejsza ilość materiałów i umożliwia montaż na istniejących warstwach podbudowy przy minimalnych pracach wykopaliskowych.
3. Typy systemów
3.1 Prefabrykowana nawierzchnia z płyt łączonych na styk (JPrCP)
Prefabrykowana nawierzchnia z płyt łączonych na styk to najczęściej stosowany system PCP w Stanach Zjednoczonych. JPrCP wykorzystuje pojedyncze płyty prefabrykowane, które są zbrojone lub sprężone, montowane pojedynczo lub w ciągłej serii, z przeniesieniem obciążenia na każdym poprzecznym złączu. Specyfikacja Wytyczna FHWA FHWA-HIF-19-017 określa materiały, tolerancje produkcyjne, procedury montażu i kryteria odbioru dla JPrCP.
Płyty JPrCP są produkowane z preformowanymi szczelinami na pręty dyblowe na powierzchniach złączy poprzecznych. Konfiguracja szczelin różni się w zależności od systemu własnościowego lub specyficznego dla danej agencji:
Typ szczeliny
Opis
Agencja/Właściciel systemu
Szczelina dolna
Szczeliny na pręty dyblowe na spodzie płyty, iniekowane po ułożeniu
Wiele systemów własnościowych
Szczelina górna (wąska)
Wąskie szczeliny na powierzchni płyty, częściowo otwarte po iniekcji
Illinois Tollway (niewłasnościowy)
Szczelina górna w kształcie kropli
Powierzchniowe szczeliny w kształcie kropli poszerzające się w kierunku dybla
Caltrans (niewłasnościowy)
Hybrydowa szczelina górna i kanał
Połączenie szczeliny powierzchniowej i wewnętrznego kanału
Systemy własnościowe
Głębokość szczeliny nie może przekraczać połowy grubości płyty plus 1,25 cala. W przypadku szczelin górnych szerokość przy górnej powierzchni wynosi maksymalnie 1,5 cala, a szerokość w miejscu dybla wynosi 2,5 do 3,5 cala. W przypadku szczelin dolnych szerokość przy dolnej powierzchni wynosi maksymalnie 2,5 cala, a w miejscu dybla 3,0 do 3,5 cala. Długość szczeliny nie przekracza długości pręta dyblowego plus 1 cal.
JPrCP jest preferowanym systemem do napraw punktowych oraz zastosowań ciągłych o długości do około 1 mili. Pojedyncze płyty mają zazwyczaj 12 stóp długości na 12 stóp szerokości (odpowiadające standardowej szerokości pasa ruchu) o grubości od 8 do 12 cali w zależności od obciążenia ruchem. System wymaga złącza poprzecznego na każdym końcu płyty, co oznacza około 440 złączy na milę nawierzchni — każde złącze wymagające prętów dyblowych, iniekcji szczelin i montażu uszczelnienia złącza.
Prefabrykowana nawierzchnia sprężona kablami wykorzystuje cieńsze płyty (zazwyczaj 6–8 cali w zastosowaniach drogowych), które są montowane w ciągłej serii i sprężane razem za pomocą wysokowytrzymałych splotów lub prętów stalowych. Cięgna sprężające są przewlekane przez preformowane kanały zatopione w każdej płycie, a po ułożeniu wszystkich płyt w serii cięgna są naprężane w celu przyłożenia siły ściskającej o wartości 200–400 psi (1,4–2,8 MPa) do całego systemu nawierzchni.
PPCP oferuje znaczące zalety w porównaniu z JPrCP: mniej złączy poprzecznych (typowe odcinki sprężania wynoszą 200–500 stóp, co zmniejsza liczbę złączy o 90 procent w porównaniu z JPrCP); cieńsze płyty wymagające mniej materiału; ciągłe sprężenie minimalizujące powstawanie rys i utrzymujące szczelne zamknięcie rys, gdy już wystąpią; oraz lepsze przenoszenie obciążenia na złączach, ponieważ ciągłe ściskanie zapewnia nieodłączne przenoszenie sił poprzecznych przez rysy.
California Department of Transportation (Caltrans) opracował standardowe plany i specyfikacje zarówno dla nawierzchni PCP łączonych na styk, jak i sprężonych kablami, oraz zrealizował wiele projektów z wykorzystaniem PPCP, w tym instalacje składające się z kilkuset do kilku tysięcy płyt. Caltrans wymaga płyt na podsypce iniekcyjnej dla wszystkich instalacji PCP w celu zapewnienia równomiernego podparcia.
Ograniczenia PPCP obejmują: większą złożoność projektową; potrzebę specjalistycznego sprzętu do sprężania i przeszkolonych ekip; dłuższy początkowy czas montażu na płytę ze względu na operacje przewlekania i naprężania cięgien; oraz trudność wymiany pojedynczych płyt w serii sprężonej, jeśli płyta zostanie uszkodzona podczas eksploatacji.
Prefabrykowana nawierzchnia łączona przyrostowo to system hybrydowy, w którym płyty są łączone sekwencyjnie podczas montażu za pomocą łączników mechanicznych, prętów łączących lub połączeń spawanych zamiast sprężania kablami. System ten zapewnia ciągłe działanie konstrukcyjne, ale umożliwia przyrostowy montaż płyt bez konieczności pełnego montażu i naprężania cięgien charakterystycznego dla PPCP.
Systemy łączone przyrostowo są mniej powszechne niż JPrCP lub PPCP i są stosowane głównie w zastosowaniach specjalistycznych, takich jak płyty przejściowe przy obiektach mostowych, gdzie połączenie z konstrukcją mostu i potrzeba uzyskania gładkiej strefy przejściowej sprawiają, że łączenie przyrostowe jest korzystne. Połączenia są zaprojektowane do przenoszenia sił poprzecznych i rozciągających między sąsiednimi płytami, przy jednoczesnym uwzględnieniu rozszerzalności cieplnej i skurczu.
4. Produkcja płyt i tolerancje
4.1 Proces produkcyjny
Prefabrykowane płyty betonowe są wytwarzane w dedykowanych zakładach prefabrykacji z użyciem prefabrykowanych form odwzorowujących dokładną geometrię płyty, konfigurację szczelin na pręty dyblowe i teksturę powierzchni określoną w dokumentacji kontraktowej. Proces produkcji przebiega według kontrolowanej sekwencji:
Przygotowanie formy i układanie zbrojenia — Formy stalowe są czyszczone, olejowane i składane do wymaganych wymiarów płyty. Siatka zgrzewana (WWF) lub żebrowane pręty zbrojeniowe są układane w formie z określonym otuleniem betonem minimum 2 cale dla górnej powierzchni (powierzchni ruchu) i 1,5 cala dla spodu. Sploty sprężające (w przypadku płyt sprężonych) są naprężane do wymaganej siły przed ułożeniem betonu.
Montaż prętów dyblowych i kształtek szczelin — Kształtki szczelin lub formy wgłębne są umieszczane na powierzchniach złączy poprzecznych w celu utworzenia precyzyjnej geometrii szczelin na pręty dyblowe. Pręty dyblowe są podparte w połowie grubości płyty wewnątrz kształtek szczelin i utrzymywane w ścisłych tolerancjach ustawienia: ustawienie pionowe w granicach ± 0,25 cala od połowy grubości i ustawienie poziome w granicach ± 0,125 cala od planowanej pozycji.
Układanie i zagęszczanie betonu — Beton o określonym opadzie stożka wynoszącym 1–3 cale (25–75 mm) i zawartości powietrza 6,5 procent ± 1,5 procent jest układany w formie i zagęszczany za pomocą wibracji stołowej i/lub wibratorów wgłębnych. Wykończenie powierzchni nadaje określoną teksturę — zazwyczaj przeciąganie juty w przypadku nawierzchni drogowych lub rowkowanie/żłobkowanie w przypadku nawierzchni lotniskowych.
Pielęgnacja — Płyty są pielęgnowane za pomocą przyspieszonej pielęgnacji parowej (temperatura podnoszona do 120–150°F przez 3–6 godzin i utrzymywana przez 6–12 godzin) lub pielęgnacji wilgotnej w temperaturze 70–100°F przez 7 dni. Przyspieszona pielęgnacja umożliwia rozformowanie płyt w ciągu 24 godzin od zalania i transport na place składowe w ciągu 3–5 dni.
4.2 Tolerancje wymiarowe
Specyfikacja Wytyczna FHWA FHWA-HIF-19-017 określa następujące tolerancje produkcyjne dla prefabrykowanych płyt betonowych:
Parametr
Tolerancja
Metoda badania
Długość płyty
± 0,125 cala (3 mm)
Taśma stalowa, mierzona w połowie grubości
Szerokość płyty
± 0,125 cala (3 mm)
Taśma stalowa, mierzona w połowie grubości
Grubość płyty: ≤ 10 cali
± 0,125 cala (3 mm)
Suwmiarka lub głębokościomierz
Grubość płyty: > 10 cali
± 0,25 cala (6 mm)
Suwmiarka lub głębokościomierz
Prostokątność
0,0625 cala/stopę wymiaru (5 mm/m)
Różnica pomiarów po przekątnej
Płaskość powierzchni
0,125 cala pod łatą 10-stopową
Łata i szczelinomierz
Ustawienie pionowe pręta dyblowego
± 0,25 cala od połowy grubości
Pomiar głębokości od powierzchni
Ustawienie poziome pręta dyblowego
± 0,5 cala od końca do końca
Sznur traserski lub laser
Szerokość szczeliny (góra/dół)
± 0,125 cala
Suwmiarka
Głębokość szczeliny
± 0,25 cala
Głębokościomierz
Płyty niespełniające tych tolerancji są odrzucane i muszą być wymienione na koszt wykonawcy. Wadliwe płyty, które dotrą na plac budowy, są oznakowane i usuwane przed rozpoczęciem montażu.
5. Systemy Podbudowy i Iniekcji
5.1 Wymagania dotyczące Podbudowy
Warstwa podbudowy (międzywarstwa) pomiędzy spodem płyty prefabrykowanej a przygotowaną powierzchnią podstawy jest prawdopodobnie najbardziej krytycznym elementem wpływającym na długoterminowe działanie PCP. Biuletyn Techniczny FHWA HIF-16-009 stwierdza kategorycznie: „Podpora pod płytami musi być mocna (wytrzymała) i jednolita. Najlepiej wykonane płyty prefabrykowane nie mogą działać prawidłowo, jeśli zostaną ułożone na słabej podporze."
Warstwa podbudowy pełni dwie główne funkcje: kontrolę niwelety — kompensację nierówności powierzchni istniejącej lub nowej podstawy w celu osiągnięcia wymaganej rzędnej nawierzchni i poprzecznego nachylenia; oraz wypełnianie pustek — zapewnienie pełnego kontaktu pomiędzy spodem płyty a powierzchnią podpory, aby zapobiec naprężeniom zginającym, które mogłyby spowodować pęknięcie płyty pod obciążeniem ruchem.
FHWA wyróżnia trzy systemy podbudowy, każdy o odrębnych właściwościach materiałowych, procedurach instalacyjnych i charakterystykach eksploatacyjnych.
5.2 Podbudowa z Iniekcji Cementowej
Szybkowiążąca iniekcja cementowa jest najczęściej stosowanym materiałem podbudowy dla systemów JPrCP i PPCP w Stanach Zjednoczonych. Jest to płynny, samopoziomujący, niskoskurczowy materiał cementowy, który osiąga wytrzymałość na ściskanie 3 000–5 000 psi (20,7–34,5 MPa) w ciągu 24 godzin.
Sekwencja montażu dla płyt podpartych iniekcją jest następująca: płyty są ustawiane około 0,25–0,5 cala (6–13 mm) nad gotową podstawą za pomocą systemu podnosząco-poziomującego — zazwyczaj czterech lub więcej gwintowanych śrub poziomujących osadzonych w płycie i regulowanych z powierzchni za pomocą klucza lub imbusaka. Po wypoziomowaniu płyt i zazębieniu prętów dyblowych w szczelinach, przestrzeń pod płytą jest wypełniana iniekcją podbudowy przez wywiercone otwory iniekcyjne (zazwyczaj otwory o średnicy 1,5–2 cali w każdym narożniku i na środku płyty). Iniekcja jest pompowana, aż zacznie wypływać ze wszystkich otworów wentylacyjnych, co potwierdza całkowite wypełnienie.
Śruby poziomujące są odkręcane po osiągnięciu wstępnego wiązania iniekcji (zazwyczaj 1–2 godziny), przenosząc ciężar płyty na warstwę iniekcji. Ostateczne otwory po śrubach są wypełniane iniekcją niskoskurczową. Gotowa podbudowa zapewnia jednolite podparcie na całej powierzchni płyty, zapobiegając punktowemu obciążeniu i „syndromowi mostu", w którym niepodparte płyty są utrzymywane tylko przez przenoszenie obciążenia na złączach.
Podbudowa cementowa wymaga starannej kontroli jakości: iniekcja musi być wystarczająco płynna, aby przepływać pod płytą, ale nie może być tak rzadka, aby migrować poza obszar płyty lub tracić wytrzymałość. Stosunek wodno-cementowy jest ściśle kontrolowany, maksymalnie 0,35–0,40, a do uzyskania płynności bez nadmiaru wody stosuje się zazwyczaj domieszkę redukującą wodę wysokiego zakresu. Obowiązują ograniczenia temperaturowe: iniekcji podbudowy nie wykonuje się, gdy temperatura otoczenia jest poniżej 40°F (4°C) lub powyżej 95°F (35°C) bez specjalnych środków ostrożności.
5.3 Podbudowa z Pianki Poliuretanowej
Podbudowa z pianki poliuretanowej o wysokiej gęstości jest alternatywnym systemem podbudowy stosowanym głównie w naprawach, gdzie wymagane jest natychmiastowe podparcie, a szybkie przywrócenie ruchu ma kluczowe znaczenie. System poliuretanowy wykorzystuje dwa składniki ciekłe — polimeryczny izocyjanian i żywicę poliolową — które są wtryskiwane przez wywiercone otwory w płycie prefabrykowanej (zazwyczaj otwory o średnicy 0,5–0,75 cala w rozstawie co 3–4 stopy).
Reakcja chemiczna między dwoma składnikami wywołuje egzotermiczne działanie pianotwórcze, które podnosi płytę do prawidłowej niwelety i wypełnia wszystkie pustki między spodem płyty a podstawą. Pianka rozpręża się do 10–20 razy swojej objętości cieczy w ciągu kilku sekund po wtrysku, wytwarzając ciśnienie podnoszące o 5–15 psi w zależności od receptury. Pełne utwardzenie (95 procent wytrzymałości ostatecznej) następuje w ciągu 15–30 minut w temperaturze 70°F, po czym płyta może być oddana do ruchu.
Pianka poliuretanowa oferuje wyraźne zalety: brak czasu utwardzania (ruch może być przywrócony w ciągu 30–60 minut od wtrysku); doskonała zdolność wypełniania pustek (pianka wpływa w nieregularne pustki i szczeliny); minimalne wymagania sprzętowe (pojedynczy agregat wtryskowy i dwuskładnikowa pompa dozująca); oraz możliwość podnoszenia osiadłych płyt z powrotem do właściwej niwelety poprzez precyzyjny wtrysk (kontrolowane podnoszenie o 0,01–0,1 cala na cykl wtrysku).
Ograniczenia obejmują: wyższy koszt materiału w porównaniu do iniekcji cementowej (3–5 dolarów za stopę kwadratową w porównaniu do 0,50–1,00 dolara za stopę kwadratową dla iniekcji); wrażliwość na wilgoć na powierzchni wtrysku (pianka nie wiąże się z mokrymi powierzchniami); oraz trudność w weryfikacji całkowitego wypełnienia pustek pod dużymi płytami. Pianka poliuretanowa nie jest zalecana do ciągłych zastosowań PCP, gdzie podbudowa musi zapewniać długoterminowe jednolite podparcie pod dużym ruchem.
5.4 Podbudowa Piaskowa
Podbudowa z piasku granulowanego jest najprostszym i najtańszym systemem podbudowy, stosowanym głównie do zastosowań o niskim natężeniu ruchu oraz do instalacji, gdzie powierzchnia podłoża jest dobrze wyprofilowana i jednolita. Cienka warstwa drobnego, czystego piasku — zazwyczaj o grubości 0,125–0,25 cala (3–6 mm) — jest rozkładana na przygotowanej powierzchni podłoża bezpośrednio przed ułożeniem płyty. Płyta jest następnie pozycjonowana i osadzana w warstwie piasku za pomocą ciężaru statycznego (własnego ciężaru płyty) lub lekkich wibracji.
Biuletyn Techniczny FHWA HIF-16-009 zauważa, że grubość podbudowy piaskowej powinna być ograniczona do maksymalnie 0,25 cala w zastosowaniach naprawczych, ponieważ grubszy niezageszczony materiał granulowany ulega konsolidacji pod wpływem ruchu, powodując osiadanie płyty. Nie ma korzyści ze stosowania grubszej podbudowy piaskowej, a użycie grubszego, niezagęszczalnego materiału granulowanego może być szkodliwe dla długoterminowej wydajności nawierzchni.
W przypadku stosowania podbudowy piaskowej, płyty muszą być podiniektowane — płynna iniekcja cementowa jest wtryskiwana po montażu płyty w celu wypełnienia wszelkich pozostałych pustek lub szczelin pod płytą. Iniekcja uszczelniająca kompensuje ograniczone jednolite podparcie zapewniane przez samą warstwę piasku.
Podbudowa piaskowa jest odradzana do ciągłych zastosowań PCP oraz do nawierzchni lotniskowych, ponieważ nieodłączna niejednorodność podparcia prowadzi do różnicowego osiadania płyt i schodkowania złączy w czasie. Podręcznik NPCA dla JPrCP zaleca stosowanie podbudowy piaskowej tylko do tymczasowych napraw lub do napraw trwałych na drogach o małym natężeniu ruchu, poniżej 500 pojazdów dziennie.
6. Przenoszenie Obciążenia na Złączach Płyt
6.1 Mechanizmy Przenoszenia Obciążenia
Efektywne przenoszenie obciążenia na złączach poprzecznych jest niezbędne dla długoterminowego działania spoinowanej nawierzchni z betonu prefabrykowanego. Przenoszenie obciążenia odnosi się do zdolności złącza do rozdzielenia obciążenia kołem przyłożonego po jednej stronie złącza na sąsiednią płytę po drugiej stronie, zmniejszając tym samym ugięcie i naprężenia na krawędzi złącza. Standardowym miernikiem jest Efektywność Przenoszenia Obciążenia (LTE) , definiowana jako stosunek ugięcia po stronie nieobciążonej do ugięcia po stronie obciążonej, wyrażony w procentach. FHWA zaleca minimalną LTE wynoszącą 70 procent przy instalacji i 80 procent dla zadowalającego długoterminowego działania.
PCP osiąga przenoszenie obciążenia za pomocą prętów dyblowych — gładkich, okrągłych prętów stalowych, które mostkują złącze, przenosząc siły ścinające z obciążonej płyty na nieobciążoną, jednocześnie umożliwiając nieskrępowany ruch poziomy (otwieranie i zamykanie złącza na skutek rozszerzalności cieplnej i skurczu).
6.2 Projekt i Konfiguracja Prętów Dyblowych
Zgodnie ze Specyfikacją Przewodnią FHWA, pręty dyblowe dla systemów JPrCP spełniają następujące wymagania: średnica 1,25 do 1,5 cala (32–38 mm) dla standardowych zastosowań drogowych i 1,5 cala (38 mm) dla nawierzchni lotniskowych; długość 18 cali (457 mm) ; rozstaw 12 cali (305 mm) na szerokość złącza; oraz umiejscowienie w połowie grubości płyty (± 0,25 cala tolerancji pionowej). Pręty są powlekane epoksydem (zgodnie z AASHTO M-284) w celu ochrony przed korozją, a jeden koniec każdego pręta jest wyposażony w kapturek rozprężny (zazwyczaj plastikową lub PVC tuleję o długości 2–3 cali), aby umożliwić swobodny ruch poziomy podczas otwierania i zamykania złącza.
Pręty dyblowe są wstępnie umieszczane w szczelinach płyt podczas produkcji. Szczeliny są formowane za pomocą wyjmowanych szalunków lub stałych wkładek szczelinowych. Po ułożeniu sąsiedniej płyty i zazębieniu prętów dyblowych w pasujących szczelinach, szczeliny są wypełniane niskoskurczową iniekcją cementową (minimalna wytrzymałość na ściskanie 5 000 psi w ciągu 24 godzin) lub żywicą epoksydową w zależności od typu szczeliny i specyfikacji agencji.
6.3 Iniekcja Szczelin i Wykończenie Złączy
Operacja iniekcji szczelin jest kluczowa dla wydajności przenoszenia obciążenia. Dla szczelin górnych, szczeliny są oczyszczane sprężonym powietrzem, zwilżane i wypełniane iniekcją, która jest wygładzana do poziomu powierzchni nawierzchni. Iniekcja musi być zagęszczona w celu wyeliminowania pustek wokół prętów dyblowych, zazwyczaj za pomocą pręta o małej średnicy lub wibracji przykładanej do boków szczeliny.
Dla szczelin dolnych, iniekcja jest wykonywana przed całkowitym osadzeniem płyty, gdy szczeliny są jeszcze dostępne z boku. Po iniekcji płyta jest opuszczana na warstwę podbudowy, a iniekcja jest pozostawiana do utwardzenia przed obciążeniem ruchem.
Po iniekcji szczelin, samo złącze poprzeczne jest uszczelniane za pomocą gorąco lub zimno aplikowanego środka uszczelniającego do złączy, zgodnie ze specyfikacjami AASHTO lub agencji. Zbiornik środka uszczelniającego jest formowany przez wycięcie szczeliny o szerokości 0,25 cala i głębokości 1,5 cala wyśrodkowanej nad złączem po utwardzeniu iniekcji. Środek uszczelniający zapobiega infiltracji wody i wnikaniu materiałów nieściśliwych do złącza.
7. Prefabrykaty do Szybkiej Naprawy Lotnisk
7.1 Wymagania dla Zastosowań Lotniskowych
Nawierzchnia z betonu prefabrykowanego dla pasów startowych, dróg kołowania i płyt postojowych lotnisk podlega okólnikowi doradczemu FAA AC 150/5370-16 — Rapid Construction of Rigid (Portland Cement Concrete) Airfield Pavements. Lotniskowy PCP musi spełniać wymagania wykraczające poza zastosowania drogowe: wyższe wielkości obciążeń od statków powietrznych (obciążenia podwozia Boeinga 747 przekraczają 100 000 funtów na golen); szersze płyty dopasowane do istniejącej geometrii nawierzchni; ostrzejsze tolerancje gładkości powierzchni (maksymalne odchylenie 0,125 cala pod 16-stopową łatą zgodnie ze standardami FAA); oraz zapobieganie Ciałom Obcym (FOD) — wszystkie złącza, szczeliny i połączenia muszą być wykończone równo i uszczelnione, aby zapobiec powstawaniu luźnych materiałów.
Centrum Badawczo-Rozwojowe Inżynierów Armii USA (ERDC) przeprowadziło przyspieszone testy obciążeniowe płyt prefabrykowanych do użytku lotniskowego, wykazując, że prawidłowo zaprojektowane i zainstalowane systemy PCP mogą wytrzymać 50 000–100 000 ekwiwalentnych pokryć statkiem powietrznym bez awarii konstrukcyjnej — co odpowiada 20–40 latom eksploatacji na lotniskach o średnim natężeniu ruchu.
7.2 Studium przypadku — Port Lotniczy Waszyngton Dulles
Najczęściej cytowanym lotniskowym projektem PCP jest remont drogi kołowania na Międzynarodowym Porcie Lotniczym Waszyngton Dulles, zrealizowany w 2003 roku przy użyciu prefabrykowanego systemu Super-Slab firmy Fort Miller. Projekt zastąpił zniszczoną nawierzchnię betonową na Drodze Kołowania Bravo i Drodze Kołowania Yankee płytami prefabrykowanymi o wymiarach odpowiednio 25 stóp długości na 12,5 stopy szerokości oraz 20 stóp długości na 12,5 stopy szerokości.
Kluczowe szczegóły techniczne obejmują: płyty były celowo wygięte podczas betonowania, aby dopasować się do poprzecznego nachylenia drogi kołowania (około 1,5 procent) i rzędnych sąsiednich płyt, zapewniając bezszwowe połączenie z istniejącą nawierzchnią; płyty były silnie zbrojone stalą (wskaźnik zbrojenia około 1,5 procent), aby osiągnąć wymaganą wytrzymałość na zginanie przy cieńszym przekroju (11 cali) niż istniejąca nawierzchnia (14 cali), umożliwiając montaż bez konieczności wykopywania lub wymiany istniejących warstw podłoża; a montaż był wykonywany podczas nocnych zamknięć trwających 8–8,5 godziny, a płyty były oddawane do ruchu lotniczego tej samej nocy.
Projekt osiągnął: zero utraconych godzin operacyjnych lotniska; brak opóźnień lotów przypisanych pracom nawierzchniowym; udane ułożenie odcinka 50×50 stóp w ciągu dwóch nocy (Droga Kołowania Bravo) i odcinka 25×40 stóp w ciągu jednej nocy (Droga Kołowania Yankee). FAA uznała ten projekt za wiodący przykład przyspieszonej naprawy nawierzchni lotniskowej, a system Super-Slab został od tego czasu zastosowany na ponad 100 projektach lotniskowych w całym kraju.
7.3 Naprawa Drogi Kołowania Prefabrykatami na YVR (Międzynarodowy Port Lotniczy Vancouver)
Nowszy lotniskowy projekt prefabrykowany na Międzynarodowym Porcie Lotniczym Vancouver (YVR) wykorzystywał płyty prefabrykowane Super-Slab do napraw drogi kołowania wymagających minimalnych zakłóceń operacyjnych. Projekt wykazał zastosowanie technologii prefabrykowanej w środowiskach międzynarodowych lotnisk, gdzie okna zamknięć są niezwykle ograniczone i obowiązują ograniczenia hałasu w przypadku budowy nocnej. Płyty YVR zostały zaprojektowane do przenoszenia obciążeń podwozia Boeing 777 i Airbus A380, przy grubości płyty 14 cali i średnicy prętów dyblowych 1,5 cala w rozstawie 12 cali.
8. Prefabrykaty do Przebudowy Autostrad
8.1 Zastosowania Ciągłe na Drogach Międzystanowych
Najszerszym zastosowaniem PCP w Stanach Zjednoczonych jest ciągła rehabilitacja silnie obciążonych autostrad międzystanowych, gdzie zamknięcia pasów ruchu są ograniczone do okresów nocnych lub okien weekendowych. Specyfikacja Specjalna 4070 Texas Department of Transportation (TxDOT) zawiera jedną z najbardziej szczegółowych stanowych specyfikacji PCP w kraju, obejmującą spoinowaną nawierzchnię z betonu prefabrykowanego zarówno do napraw, jak i zastosowań ciągłych.
Specyfikacja PCP TxDOT wymaga: płyty muszą być zbrojone siatką WWF lub prętami żebrowanymi o minimalnym wskaźniku zbrojenia 0,05 procent powierzchni przekroju poprzecznego; grubość płyty zgodnie z planami (zazwyczaj 10–12 cali do użytku autostradowego); wszystkie złącza poprzeczne muszą być wyposażone w pręty dyblowe powlekane epoksydem (średnica 1,5 cala, długość 18 cali, rozstaw 12 cali); iniekcja podbudowy musi osiągnąć minimalną wytrzymałość na ściskanie 3 000 psi w ciągu 24 godzin; a każda płyta musi mieć cztery kotwy podnoszące o znamionowym bezpiecznym obciążeniu roboczym wynoszącym co najmniej 2,5 razy ciężar płyty.
Illinois Tollway zrealizował wiele projektów PCP przy użyciu nieopatentowanego projektu płyty ze szczeliną górną — jednego z nielicznych projektów płyt opracowanych przez agencję, dostępnych w domenie publicznej. Wersja Illinois Tollway wykorzystuje wąskie szczeliny powierzchniowe (szerokość 0,75 cala na powierzchni, rozszerzające się do 2,5 cala w miejscu dybla), które są częściowo wypełnione iniekcją, pozostawiając płytki rowek na powierzchni, który jest uszczelniany środkiem do złączy. Ten projekt umożliwia szybki montaż prętów dyblowych i iniekcję szczelin bez konieczności dostępu do spodu płyty.
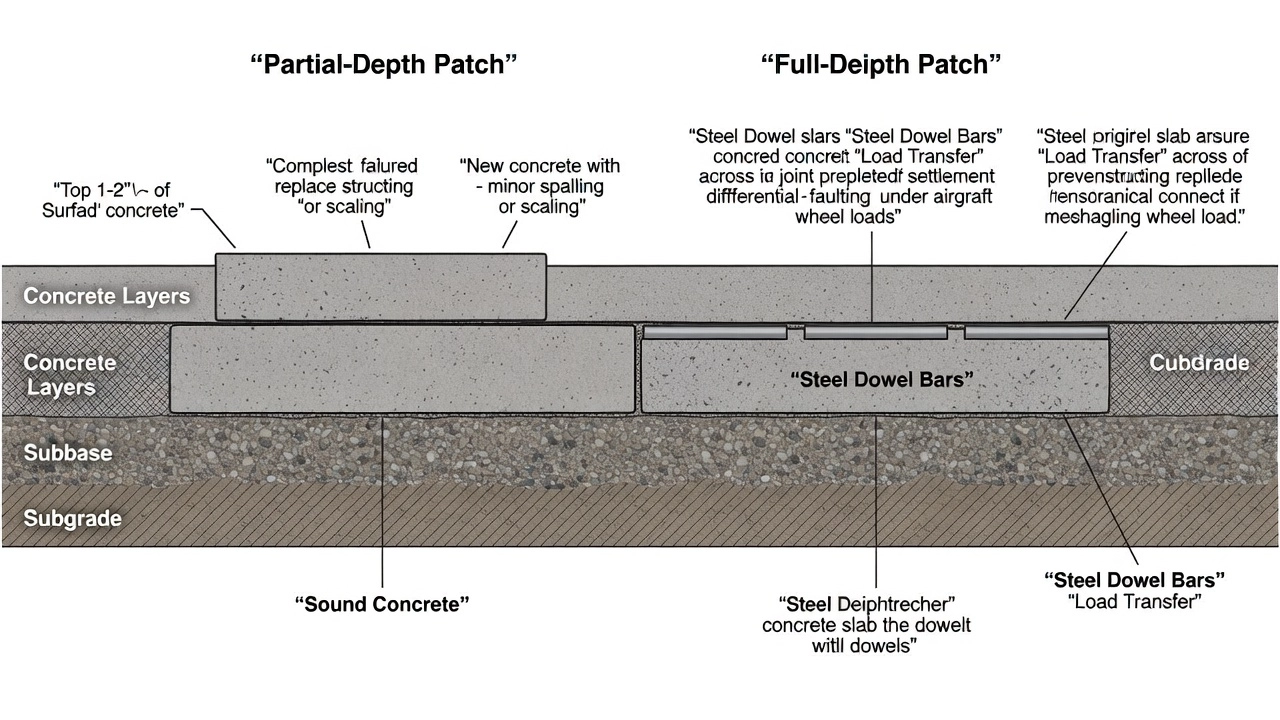
8.2 Zastosowania Napraw Przerywanych
Przerywana naprawa PCP obejmuje naprawy złączy na pełną głębokość (wymiana zniszczonego betonu w istniejącym złączu poprzecznym) oraz wymianę całej płyty (wymiana popękanej lub rozbitej płyty). Obie naprawy przebiegają według podobnego procesu: zniszczony beton jest nacinany i usuwany; istniejące podłoże jest kontrolowane, przycinane i zagęszczane w razie potrzeby; układany jest materiał podbudowy lub obszar przygotowywany do iniekcji; płyta prefabrykowana jest opuszczana na miejsce za pomocą dźwigu; pręty dyblowe w szczelinach płyty zazębiają się z prętami w sąsiedniej nawierzchni; szczelina podbudowy jest iniektowana; a ruch jest przywracany po utwardzeniu iniekcji (zazwyczaj 2–4 godziny dla iniekcji szybkowiążącej).
Naprawy przerywane zazwyczaj wykorzystują płyty o wymiarach 12 stóp długości na 12 stóp szerokości (pełna szerokość pasa ruchu) o grubości odpowiadającej istniejącej nawierzchni. W przypadku napraw połowy pasa, płyty mogą mieć wymiary 6 stóp na 12 stóp. FHWA zauważa, że co najmniej cztery pręty dyblowe powinny być umieszczone w każdym śladzie koła w przypadku napraw izolowanych, z kapturkiem rozprężnym na jednym końcu każdego pręta, aby umożliwić ruch złącza.
Inspekcja produkcji prefabrykowanych paneli przeprowadzana jest w zakładzie produkcyjnym i obejmuje: weryfikację materiałów betonowych — rodzaj cementu, uziarnienie kruszywa, dawkowanie domieszek, stosunek wodno-cementowy, zawartość powietrza oraz wyniki badań wytrzymałości na ściskanie (minimum 4 000 psi po 28 dniach dla dróg, 5 000 psi dla lotnisk zgodnie z FAA P-501); ułożenie zbrojenia — średnica prętów, rozstaw, otulina i integralność wiązań; wyrównanie prętów dyblowych — położenie pionowe w połowie grubości ± 0,25 cala, wyrównanie poziome; kontrole wymiarowe — długość, szerokość, grubość, prostokątność, równość powierzchni zgodnie z tolerancjami FHWA; oraz wykończenie powierzchni — głębokość tekstury, brak wad powierzchniowych (raków, powierzchni gąbczastych, spękań).
Każdy panel otrzymuje unikalny numer identyfikacyjny wbudowany w powierzchnię, a dokumentacja produkcyjna (karty wylewki betonowej, dokumentacja pielęgnacji, listy kontrolne inspekcji) jest przechowywana dla każdego panelu. Panele, które nie przejdą inspekcji, są oznaczane jako odrzucone i nie są wysyłane na plac budowy.
9.2 Inspekcja montażu
Inspekcja montażu obejmuje następujące kryteria odbioru zgodnie z wytycznymi FHWA Guide Specification FHWA-HIF-19-017:
Parametr
Kryteria odbioru
Metoda badania
Różnica wysokości pionowej na złączach
≤ 0,06 cala (1,5 mm)
Łata 4-stopowa na złączu
Szerokość złącza
0,25 – 0,5 cala (6–13 mm)
Szczelinomierz lub suwmiarka
Równość powierzchni
≤ 0,125 cala pod łatą 10-stopową
Łata i szczelinomierz
Wypełnienie zaprawą podłoża
100 procent powierzchni panelu
Weryfikacja przez otwory wentylacyjne
Wytrzymałość zaprawy na ściskanie
≥ 3 000 psi po 24 godzinach
Badanie ściskania próbek zaprawy
Wypełnienie szczelin dyblowych
100 procent, bez pustek
Inspekcja wizualna, opukiwanie
Pękanie paneli
Niedozwolone
Inspekcja wizualna
Wykruszenia na złączach
Niedozwolone
Inspekcja wizualna
Uszczelnienie złączy
Ciągłe, bez przerw
Inspekcja wizualna
Inżynier (przedstawiciel agencji) musi zweryfikować, że każdy panel spełnia te kryteria przed odbiorem instalacji. Wadliwe panele — te z przekroczonymi tolerancjami różnic wysokości na złączach, pęknięciami, wykruszeniami lub brakami w zaprawie — muszą zostać usunięte i wymienione na koszt wykonawcy.
9.3 Inspekcja eksploatacyjna
Długoterminowa inspekcja eksploatacyjna PCP odbywa się według tej samej metodyki, co inspekcja konwencjonalnych nawierzchni betonowych zgodnie z ASTM D5340 (Badania wskaźnika stanu nawierzchni lotniskowych) lub protokołami zarządzania nawierzchnią danej agencji. Do uszkodzeń monitorowanych w PCP należą:
Osadanie paneli — Różnicowe przemieszczenie pionowe poszczególnych paneli względem sąsiednich paneli lub krawędzi nawierzchni. Osadanie mierzy się za pomocą łaty 4-stopowej umieszczonej na złączu lub profilografu dipstick do ciągłego pomiaru profilu. Osadzenie przekraczające 0,25 cala na złączach uznaje się za uszkodzenie o średnim stopniu nasilenia wymagające działań naprawczych (zazwyczaj podnoszenie metodą iniekcji poliuretanowej lub częściowa odbudowa).
Powstawanie uskoków na złączach — Różnica wysokości pionowej między krawędzią najazdową a zjazdową złącza poprzecznego. Uskoki powstają w wyniku gromadzenia się materiałów nieściśliwych pod płytą zjazdową, erozji podłoża na złączu lub utraty podparcia. Uskoki rzędu 0,1–0,2 cala stanowią próg dla rutynowego monitorowania; uskoki przekraczające 0,25 cala wymagają szlifowania lub stabilizacji płyty.
Erozja podłoża — Utrata materiału podłoża spod panelu, wykrywana za pomocą badań ugięciomierzem dynamicznym (FWD) . Badania FWD mierzą misę ugięcia pod znormalizowanym obciążeniem impulsowym — podwyższone ugięcie na złączu i obniżona wydajność przenoszenia obciążeń wskazują na erozję podłoża. Badania FWD wykonuje się corocznie dla instalacji PCP o dużym natężeniu ruchu i co dwa lata dla instalacji o średnim natężeniu ruchu.
Korozja i niewspółosiowość prętów dyblowych — Wykrywane za pomocą georadaru (GPR) lub magnetycznej tomografii obrazowej (MIT-Scan) . Skorodowane lub nieprawidłowo ustawione pręty dyblowe zmniejszają wydajność przenoszenia obciążeń i mogą powodować wykruszenia i pękanie złączy.
Wykruszenia na złączach — Rozpad betonu na krawędzi złącza, zazwyczaj w zakresie 6–12 cali od złącza. Wykruszenia w PCP są najczęściej spowodowane niedostatecznym wypełnieniem szczelin zaprawą (pustki wokół prętów dyblowych), niewspółosiowością prętów dyblowych (ograniczającą ruch złącza) lub wnikaniem materiałów nieściśliwych do złącza.
Awarie wypełnienia szczelin dyblowych — Zniszczenie lub przemieszczenie materiału zaprawy w szczelinach dyblowych, wykrywane przez opukiwanie (głuchy dźwięk przy opukiwaniu) lub inspekcję wizualną (pękanie lub wykruszenia wzdłuż krawędzi szczelin). Szczeliny, które utraciły integralność zaprawy, należy oczyścić i ponownie wypełnić zaprawą w celu przywrócenia przenoszenia obciążeń.
10. Wydajność i trwałość
10.1 Wyniki badań przyspieszonego obciążenia
FHWA oraz kilka agencji stanowych przeprowadziło przyspieszone badania nawierzchni (APT) systemów PCP w celu walidacji oczekiwań dotyczących wydajności. Przyspieszone stanowisko badawcze Caltrans testowało panele PCP z dolnymi szczelinami za pomocą symulatora pojazdów ciężkich, przykładając równoważne obciążenia osi pojedynczej (ESAL) o wartości 80 000 funtów (36 300 kg). Wyniki wykazały, że prawidłowo wykonany PCP utrzymywał LTE powyżej 80 procent przez ponad 5 milionów ESAL bez pęknięć konstrukcyjnych.
Kansas DOT oraz Uniwersytet Kansas przeprowadzili badania symulatorem pojazdów ciężkich na prefabrykowanych panelach złączowych w Laboratorium Systemów Infrastruktury Budowlanej, przykładając obciążenia osi o wartości 100 000 funtów. Badania wykazały, że panele PCP z cementowym podłożem utrzymywały LTE powyżej 85 procent po 10 milionach przyłożeń obciążenia — co odpowiada 30–40 latom ruchu na autostradzie międzystanowej.
10.2 Żywotność i koszt w cyklu życia
FHWA podaje następujące oczekiwania dotyczące żywotności PCP na podstawie danych eksploatacyjnych i wyników APT: naprawy doraźne (naprawy złączy na pełną głębokość i wymiana pojedynczych paneli) — 20–25 lat; ciągłe zastosowania JPrCP — 30–40 lat; oraz ciągłe zastosowania PPCP — 40–50 lat.
Analiza kosztów w cyklu życia porównująca PCP z betonem wylewanym na miejscu dla typowej odbudowy autostrady międzystanowej: początkowy koszt budowy PCP jest o 15–30 procent wyższy (85–110 USD za jard kwadratowy w porównaniu do 65–85 USD za jard kwadratowy dla betonu wylewanego na miejscu); jednak po uwzględnieniu kosztów opóźnień użytkowników (wycenianych na 25–50 USD za pojazdogodzinę), PCP jest zazwyczaj o 10–20 procent tańszy w całkowitym koszcie, ponieważ nocne zamknięcia eliminują wielodniowe utrudnienia w ruchu wymagane przy budowie betonu wylewanego na miejscu. Kalifornijski Departament Transportu szacuje, że PCP staje się konkurencyjny kosztowo względem betonu wylewanego na miejscu na trasach o natężeniu ruchu przekraczającym 50 000 pojazdów dziennie w każdym kierunku.
10.3 Czynniki trwałości
Produkcja w zakładzie zapewnia następujące korzyści trwałościowe dla PCP: stały stosunek wodno-cementowy (zazwyczaj 0,38–0,42 w porównaniu do 0,42–0,48 dla betonu wylewanego na miejscu); mniejsza przepuszczalność (wnikanie jonów chlorkowych 800–1 200 kulombów dla betonu z zakładu w porównaniu do 1 500–2 500 kulombów dla betonu wylewanego na miejscu); wyższa wytrzymałość (5 000–8 000 psi w zakładzie w porównaniu do 4 000–5 500 psi na miejscu); lepsza odporność na zamrażanie-rozmrażanie (współczynnik trwałości 90–95 procent dla zakładu w porównaniu do 80–85 procent dla miejsca budowy); oraz kontrolowane dojrzewanie eliminujące zmienność wytrzymałości wynikającą z warunków pogodowych.
W przypadku PCP sprężonego kablami, ciągłe naprężenie ściskające (200–400 psi) zapewnia dodatkowe korzyści trwałościowe: sprężenie utrzymuje szczelne zamknięcie rys (szerokość rys mniejsza niż 0,004 cala w porównaniu do 0,01–0,02 cala dla JPCP), zapobiegając infiltracji wody; ściskanie w dolnej części płyty zmniejsza naprężenia rozciągające pod obciążeniem ruchem o 40–60 procent, wydłużając żywotność zmęczeniową; a eliminacja złączy poprzecznych (zmniejszenie z 440 złączy na milę dla JPrCP do 10–20 złączy na milę dla PPCP) usuwa główne miejsca wnikania wody i degradacji związanej z obciążeniem.
11. Normy i specyfikacje
11.1 Dokumenty wytyczne FHWA
Główne publikacje FHWA regulujące projektowanie, budowę i inspekcję PCP obejmują:
Numer dokumentu
Tytuł
Treść
FHWA-HIF-19-017
Specyfikacja wytyczna dla złączowych prefabrykowanych nawierzchni betonowych
Kompleksowa specyfikacja materiałów JPrCP, produkcji, montażu i odbioru
FHWA-HIF-19-011
Wdrażanie prefabrykowanych nawierzchni betonowych przez amerykańskie agencje drogowe
Studia przypadków i wytyczne wdrożeniowe z 29 agencji
FHWA-HIF-19-013
Wdrażanie technologii prefabrykowanych nawierzchni betonowych
Raport końcowy z programu pomocy wdrożeniowej SHRP2
FHWA-HIF-16-008
Systemy przenoszenia obciążeń dla prefabrykowanych nawierzchni betonowych
Nota techniczna dotycząca projektowania prętów dyblowych i przenoszenia obciążeń na złączach
FHWA-HIF-16-009
Systemy podłoża pod prefabrykowane nawierzchnie betonowe
Nota techniczna dotycząca materiałów podłoża i montażu
FHWA-HIF-019-099
Przegląd prefabrykowanych nawierzchni betonowych w Stanach Zjednoczonych
Podsumowanie stanu technologii PCP
11.2 Okólniki doradcze FAA
W przypadku zastosowań lotniskowych głównymi dokumentami wytycznymi są: AC 150/5370-16 — Szybkie wznoszenie sztywnych (z cementu portlandzkiego) nawierzchni lotniskowych; AC 150/5370-10H — Normy specyfikacji budowy lotnisk (pozycja P-501 dla nawierzchni PCC); oraz AC 150/5380-6C — Wytyczne i procedury utrzymania nawierzchni lotniskowych.
11.3 Normy AASHTO i branżowe
Techniczna Grupa Wdrożeniowa AASHTO ds. Systemów Prefabrykowanych Nawierzchni Betonowych (TIG na PCPS) zapewnia wytyczne specyfikacji na poziomie stanów i promuje ujednolicone praktyki PCP w agencjach członkowskich. Podręcznik NPCA dla złączowych prefabrykowanych nawierzchni betonowych (3. wydanie, 2022) jest branżową publikacją referencyjną obejmującą projektowanie paneli, kontrolę jakości produkcji, logistykę transportu i procedury montażu. Podręcznik projektowania PCI zawiera normy projektowania konstrukcyjnego dla prefabrykowanych i sprężonych elementów betonowych.
12. Nawierzchnia prefabrykowana na przejściach uzbrojenia i w zastosowaniach specjalnych
Poza standardowym zastosowaniem na drogach i lotniskach, technologia PCP znalazła zastosowanie w kilku specjalistycznych scenariuszach. Płyty dojazdowe do mostów — gdzie różnicowe osiadanie między konstrukcją mostu a sąsiednią nawierzchnią powoduje problemy z jakością przejazdu — korzystają z PCP, ponieważ prefabrykowane płyty dojazdowe mogą być montowane z połączeniami dyblowymi z przyczółkiem mostowym i wzajemnie połączonymi panelami rozciągającymi się na strefę podatną na osiadanie. Colorado DOT wykonało niezwiązane nakładki PCP na I-25 z wykorzystaniem zastrzeżonego systemu URETEK Stitch-in-Time (poprzednika obecnego poziomowania PCP poliuretanem).
Mostki mediów — gdzie uszkodzone rury drenażowe lub przepusty przechodzą pod nawierzchnią — mogą być naprawiane przy użyciu paneli PCP zaprojektowanych jako przęsło nad uszkodzoną konstrukcją mediów, rozkładając obciążenia ruchowe na stabilny grunt po obu stronach. Panele do tego zastosowania są zbrojone lub sprężone, aby zapewnić wymaganą nośność na zginanie jako belka nad wykopem.
Zatoki autobusowe i przystanki komunikacji miejskiej — gdzie powtarzające się duże obciążenia osi od autobusów powodują koleiny w nawierzchni asfaltowej i wykruszenia w betonie wylewanym na miejscu — to rosnące zastosowanie dla PCP. Connecticut DOT zainstalowało PCP na dwóch zatokach autobusowych wzdłuż trasy autobusowej CTfastrak w New Britain w październiku 2016 r., stosując 24 panele z dolnymi szczelinami podparte na przygotowanym podłożu. Zatoki autobusowe zostały zainstalowane podczas dwóch nocnych zamknięć i udostępnione ruchowi autobusów następnego ranka, eliminując wielomiesięczne zamknięcie, które byłoby wymagane w przypadku budowy z betonu wylewanego na miejscu.
13. Zagadnienia transportu i logistyki
Transport paneli PCP wymaga starannego planowania logistycznego. Panele są przewożone z zakładu produkcyjnego na plac budowy na przyczepach platformowych o nośności odpowiedniej do ciężaru panelu. Typowy panel drogowy o wymiarach 12×12 stóp (grubość 10 cali) waży około 18 000 funtów (8 165 kg) , co mieści się w standardowej ładowności ciężarówek do przewozów ciężkich. Panele lotniskowe o wymiarach 25×12,5 stopy i grubości 14 cali ważą około 45 000 funtów (20 400 kg) , co wymaga specjalistycznych przyczep i pozwoleń na przewóz ponadnormatywny.
Specyfikacja wytyczna FHWA wymaga dostawy na czas (just-in-time) w celu zminimalizowania potrzeb w zakresie składowania na miejscu. Panele powinny dotrzeć na plac budowy w ciągu 3–4 godzin od planowanego montażu i zostać zamontowane w ciągu 2 godzin od przybycia, aby zapobiec odkształceniom termicznym wynikającym z nierównomiernego nagrzewania. Panele składowane na miejscu dłużej niż 24 godziny muszą być przechowywane na podkładkach drewnianych w 4–6 punktach podparcia na panel, przy czym podkładki należy umieszczać bezpośrednio nad punktami mocowania kotew podnoszących, aby zapobiec naprężeniom zginającym.
Podnoszenie paneli odbywa się za pomocą trawersów z regulowanymi punktami podnoszenia dopasowanymi do położenia kotew podnoszących panelu. Trawers musi być wystarczająco długi, aby liny podnoszące tworzyły kąt 60 stopni lub więcej od poziomu, co zapobiega nadmiernym siłom poziomym, które mogłyby spowodować pęknięcie panelu w miejscu kotew podnoszących.
Prefabrykowana nawierzchnia betonowa (PCP) wykorzystuje płyty betonowe produkowane w kontrolowanym środowisku zakładu, a następnie transportowane i montowane na przygotowanej podbudowie na placu budowy. Beton wylewany na miejscu jest mieszany i układany bezpośrednio w terenie z użyciem szalunków. Kluczowe różnice: płyty PCP osiągają wyższą i bardziej równomierną wytrzymałość dzięki warunkom dojrzewania w zakładzie; montaż PCP trwa godziny, a nie dni, ponieważ nie wymaga czasu dojrzewania na miejscu przed otwarciem dla ruchu; PCP wymaga warstwy podsadzkowej między płytą a podbudową w celu zapewnienia równomiernego podparcia; a złącza PCP zawierają prefabrykowane szczeliny na pręty dyblowe do przenoszenia obciążeń. Beton wylewany na miejscu wymaga minimum 4-6 godzin dojrzewania dla mieszanek szybkowiążących lub 7-14 dni dla standardowego betonu przed dopuszczeniem ruchu, podczas gdy PCP może być otwarty dla ruchu natychmiast po zakończeniu prac iniekcyjnych.
Trzy główne typy systemów PCP to: (1) Spoinowana Prefabrykowana Nawierzchnia Betonowa (JPrCP) — płyty zbrojone lub sprężone montowane pojedynczo lub w szeregu, z przenoszeniem obciążeń na każdym złączu poprzecznym za pomocą prętów dyblowych w prefabrykowanych szczelinach; (2) Sprężona Kablami Prefabrykowana Nawierzchnia Betonowa (PPCP) — cieńsze płyty montowane w szeregu ciągłym i sprężane kablami za pomocą wysokowytrzymałych ścięgien stalowych przewleczonych przez kanały, tworząc ciągłą nawierzchnię sprężoną ze znacznie mniejszą liczbą złączy; oraz (3) Łączona Stopniowo Nawierzchnia Prefabrykowana — płyty łączone sekwencyjnie za pomocą łączników mechanicznych lub prętów wiążących, tworząc ciągły system konstrukcyjny. JPrCP jest najczęściej stosowana do napraw punktowych i krótszych zastosowań ciągłych. PPCP jest preferowana do rekonstrukcji długich korytarzy, gdzie minimalizacja liczby złączy jest pożądana. Specyfikacja przewodnia FHWA HIF-19-017 zawiera szczegółowe wymagania dla systemów JPrCP.
Przenoszenie obciążeń na złączach poprzecznych w prefabrykowanej nawierzchni betonowej realizowane jest przede wszystkim za pomocą prętów dyblowych — gładkich, okrągłych, pokrytych epoksydem prętów stalowych umieszczanych w prefabrykowanych szczelinach w każdej płycie. Pręty dyblowe mają zazwyczaj średnicę 1,25 do 1,5 cala i długość 18 cali, umieszczone w połowie grubości płyty w rozstawie 12 cali. Konfiguracje szczelin obejmują: szczeliny górne (wąskie szczeliny na powierzchni płyty, maksymalnie 1,5 cala szerokości u góry, 2,5-3,5 cala w miejscu dybla); szczeliny dolne (szczeliny na spodzie płyty, maksymalnie 2,5 cala szerokości na dole, 3-3,5 cala w miejscu dybla); szczeliny górne w kształcie kropli (projekt Caltrans); oraz hybrydowe konfiguracje szczelin górnych i kanałów. Po zamontowaniu płyt szczeliny wypełniane są niskoskurczową zaprawą cementową lub materiałem do napraw epoksydowych. Efektywność przenoszenia obciążeń (LTE) weryfikowana jest za pomocą badań ugięciomierzem FWD, przy czym typowo wymagana jest minimalna LTE wynosząca 70-80 procent.
W prefabrykowanych nawierzchniach betonowych stosuje się trzy główne systemy podparcia podbudowy: (1) Podbudowa cementowa — płynna, szybkowiążąca zaprawa cementowa pompowana pod płyty po ułożeniu, z użyciem śrub poziomujących lub ściągów do utrzymania płyt na prawidłowej wysokości. Zaprawa osiąga wytrzymałość na ściskanie 3000-5000 psi w ciągu 24 godzin. Grubość wynosi zazwyczaj od 0,25 do 0,5 cala. (2) Pianka poliuretanowa — poliuretan o wysokiej gęstości wstrzykiwany przez nawiercone otwory w płycie, rozprężający się wypełniając puste przestrzenie i podnosząc płyty do prawidłowego poziomu. Podbudowa poliuretanowa osiąga pełną wytrzymałość w ciągu kilku minut i zapewnia natychmiastowe podparcie. Szczególnie przydatna w zastosowaniach naprawczych, gdzie kluczowe jest szybkie ponowne otwarcie. (3) Podbudowa z piasku granulowanego — cienka warstwa (maksymalnie 0,25 cala) drobnego piasku rozłożona na przygotowanej podbudowie przed ułożeniem płyt. Płyty są osadzane w podbudowie piaskowej za pomocą wibracji lub obciążenia statycznego. Podbudowa piaskowa jest najtańszą opcją, ale zapewnia najmniej równomierne podparcie i nie jest zalecana do zastosowań ciągłych z dużym obciążeniem ruchem.
Inspekcja prefabrykowanej nawierzchni betonowej obejmuje trzy etapy. (1) Inspekcja produkcji płyt: tolerancje wymiarowe zgodnie z FHWA-HIF-19-017 (długość ± 0,125 cala, szerokość ± 0,125 cala, grubość ± 0,125 cala, prostokątność w granicach 0,0625 cala na stopę); weryfikacja wytrzymałości betonu na ściskanie (minimum 4000 psi po 28 dniach dla zastosowań lotniskowych); rozmieszczenie zbrojenia; ustawienie prętów dyblowych (w granicach 0,125 cala pionowo od połowy grubości); oraz tekstura powierzchni. (2) Inspekcja montażu: przygotowanie podbudowy i weryfikacja niwelety; pokrycie i grubość materiału podsadzkowego; ustawienie płyt i niweleta (różnica wysokości na złączach ≤ 0,06 cala); szerokość złącza (typowe 0,25-0,5 cala); jakość wypełnienia szczelin/zaprawy; oraz weryfikacja położenia prętów dyblowych. (3) Inspekcja wydajności: pomiar stopniowania złączy (różnica wysokości pionowej); monitorowanie osiadania płyt; wykrywanie erozji podbudowy poprzez badania ugięć (FWD lub lekki ugięciomierz); badanie efektywności przenoszenia obciążeń na złączach; badanie równości za pomocą 10-stopowej łaty (maksymalne odchylenie 0,125 cala); oraz oględziny pod kątem wykruszeń, spękań i stanu uszczelnienia złączy.
Tak, prefabrykowana nawierzchnia betonowa była z powodzeniem stosowana do napraw lotniskowych pasów startowych i dróg kołowania. Najbardziej znanym przykładem jest Międzynarodowy Port Lotniczy Waszyngton-Dulles, gdzie system Super-Slab firmy Fort Miller zastąpił nawierzchnię betonową na pełną głębokość na drodze kołowania Bravo (odcinek 50×50 stóp przez dwie noce) i drodze kołowania Yankee (odcinek 25×40 stóp podczas jednego 8,5-godzinnego nocnego zamknięcia). Płyty zostały wykonane na zamówienie, aby dopasować się do nachylenia poprzecznego drogi kołowania i wstępnie wyprofilowane podczas odlewania dla dokładnego dopasowania. System został oddany do ruchu lotniczego tej samej nocy, z zerową utratą godzin operacyjnych. Okólnik doradczy FAA AC 150/5370-16 zawiera wytyczne dotyczące szybkiego wznoszenia sztywnych (PCC) nawierzchni lotniskowych z użyciem metod prefabrykowanych. Płyty prefabrykowane do użytku lotniskowego są zazwyczaj silnie zbrojone stalą, aby osiągnąć wymaganą wytrzymałość przy cieńszych przekrojach, co umożliwia montaż na istniejących warstwach podbudowy bez konieczności ich odtwarzania. Ponad 100 lotniskowych projektów nawierzchni prefabrykowanych zrealizowano w Stanach Zjednoczonych.
Typowe wymiary prefabrykowanych płyt betonowych dla zastosowań drogowych to 12 stóp długości na 12 stóp szerokości (zgodnie z szerokością pasa ruchu) o grubości od 8 do 12 cali. Płyty lotniskowe są wymiarowane w zależności od istniejącej geometrii nawierzchni, ale zazwyczaj mieszczą się w zakresie od 12,5×25 stóp do 20×25 stóp, o grubości 12-18 cali w zależności od klasyfikacji obciążenia statku powietrznego. Specyfikacja przewodnia FHWA FHWA-HIF-19-017 określa tolerancje produkcyjne: długość ± 0,125 cala (3 mm); szerokość ± 0,125 cala (3 mm); grubość ± 0,125 cala (3 mm) dla płyt o grubości do 10 cali, ± 0,25 cala dla płyt o grubości powyżej 10 cali; tolerancja prostokątności 0,0625 cala na stopę wymiaru płyty; odchylenie powierzchni nieprzekraczające 0,125 cala pod 10-stopową łatą; oraz pionowe ustawienie prętów dyblowych w granicach ± 0,25 cala od połowy grubości. Płyty muszą być odlewane z możliwością podnoszenia i przenoszenia, zazwyczaj z użyciem wbudowanych kotew podnośnikowych o udźwigu 2-3 razy większym niż ciężar płyty.
FHWA podaje, że oczekiwana żywotność prefabrykowanej nawierzchni betonowej wynosi co najmniej 20 lat dla napraw punktowych (naprawy złączy na pełną głębokość i wymiana pojedynczych płyt) oraz co najmniej 40 lat dla zastosowań ciągłych (rekonstrukcja dłuższych korytarzy i rehabilitacja na pełną szerokość), bez konieczności znaczących przyszłych zabiegów korekcyjnych. Te docelowe żywotności oparte są na danych z rzeczywistych projektów realizowanych od początku lat 2000., wynikach przyspieszonych badań obciążeniowych oraz nieodłącznych zaletach trwałościowych betonu produkowanego w zakładzie. Produkcja w zakładzie zapewnia lepszą kontrolę jakości niż beton wylewany na miejscu: stały stosunek wody do cementu, precyzyjną gradację kruszywa, kontrolowaną temperaturę i wilgotność dojrzewania oraz wyższą zawartość cementu. Sprężone kablami systemy PCP mają przewagę trwałościową, ponieważ sprężenie ściskające zmniejsza naprężenia rozciągające na spodzie płyty pod obciążeniem ruchem i minimalizuje powstawanie spękań. Spoinowane systemy PCP wymagają odpowiedniego utrzymania przenoszenia obciążeń dla długoterminowej wydajności — stopniowanie złączy na poziomie 0,1-0,2 cala uznaje się za próg wymagający działań korygujących.
Prefabrykowana nawierzchnia betonowa podlega kilku kluczowym normom i dokumentom wytycznym. Dla zastosowań drogowych: FHWA-HIF-19-017 (Specyfikacja przewodnia dla spoinowanej prefabrykowanej nawierzchni betonowej), FHWA-HIF-16-008 (Dokument techniczny dot. systemów przenoszenia obciążeń), FHWA-HIF-16-009 (Dokument techniczny dot. systemów podbudowy), FHWA-HIF-19-011 (Wdrożenie przez amerykańskie agencje drogowe) oraz FHWA-HIF-19-013 (Raport końcowy wdrożenia technologii PCP). Grupa AASHTO TIG ds. PCPS zapewnia wytyczne specyfikacyjne na poziomie stanowym. Raport projektu SHRP2 R05 zawiera wytyczne techniczne dotyczące szybkiego wdrażania. Dla zastosowań lotniskowych: FAA AC 150/5370-16 (Szybkie wznoszenie sztywnych PCC nawierzchni lotniskowych) oraz FAA AC 150/5370-10 (Standardy specyfikacji budowy lotnisk - pozycja P-501). Podręcznik NPCA dotyczący spoinowanej prefabrykowanej nawierzchni betonowej (wydanie 3.) jest branżowym standardowym odniesieniem dla produkcji i montażu. PCI zapewnia normy projektowe dla elementów prefabrykowanych/sprężonych.
Zoptymalizuj Naprawy Nawierzchni Lotniskowych
Systemy prefabrykowanych nawierzchni betonowych mogą skrócić czas zamykania pasów startowych i kołowania z dni do godzin nocnych, zapewniając jednocześnie 40-letnią żywotność. Nasz zespół zapewnia doradztwo techniczne w zakresie doboru systemu PCP, opracowywania specyfikacji i inspekcji zapewnienia jakości dla lotniskowych projektów nawierzchni prefabrykowanych. Skontaktuj się z nami, aby omówić swoje potrzeby w zakresie szybkiej naprawy nawierzchni.
Beton walcowany (RCC) to beton o zerowym opadzie stożka układany za pomocą sprzętu do nawierzchni asfaltowych i zagęszczany walcami wibracyjnymi, zapewniający w...
Pęknięta płyta to płyta nawierzchni z betonu cementowego portlandzkiego (PCC) rozbita na cztery lub więcej części przez przecinające się pęknięcia, co stanowi k...
Beton Pervious dla Odwodnienia i Zrównoważonego Rozwoju
Beton pervious (zwany także betonem przepuszczalnym lub porowatym) to beton o wysokiej zawartości połączonych ze sobą pustek (15-35%), umożliwiający przepływ wo...
30 min czytania
Concrete Materials
Drainage
+2
Zgoda na Pliki Cookie Używamy plików cookie, aby poprawić jakość przeglądania i analizować nasz ruch. See our privacy policy.