Zrównoważone technologie i praktyki w zakresie nawierzchni
Zrównoważone nawierzchnie minimalizują wpływ na środowisko dzięki materiałom z recyklingu (RAP, RAS, kruszywo z betonu z recyklingu, popiół lotny, żużel), technologiom ciepłym, nawierzchniom przepuszczalnym, konstrukcjom długowiecznym i recyklingowi in situ. Obejmuje strategie zrównoważonego rozwoju, ocenę cyklu życia (LCA), deklaracje środowiskowe produktu (EPD) oraz wpływ zrównoważonych wyborów na inspekcję i wydajność nawierzchni.
Zrównoważone technologie i praktyki w zakresie nawierzchni
Wymiary zrównoważoności
Zrównoważone nawierzchnie to systemy inżynieryjne, które zapewniają wymaganą wydajność strukturalną i funkcjonalną, jednocześnie minimalizując wpływ na środowisko w pięciu wzajemnie powiązanych wymiarach: materiały, energia, emisje, woda i okres eksploatacji. Wymiary te tworzą ramy, w ramach których ocenia się, projektuje i weryfikuje zrównoważoność nawierzchni.
Wymiar materiałowy
Wymiar materiałowy dotyczy zużycia zasobów naturalnych i wytwarzania odpadów. Konwencjonalne budownictwo nawierzchniowe zużywa ogromne ilości kruszyw naturalnych — około 1,5 do 2 miliardów ton rocznie w samych Stanach Zjednoczonych — oraz znaczne ilości lepiszcza asfaltowego i cementu portlandzkiego, których produkcja jest energochłonna. Zrównoważone nawierzchnie zmniejszają zużycie materiałów naturalnych poprzez zastępowanie ich materiałami z recyklingu i odpadowymi, gdziekolwiek jest to technicznie wykonalne. Wskaźnik zastąpienia — procent materiału naturalnego zastąpionego zawartością z recyklingu — jest podstawowym miernikiem służącym do ilościowego określenia zrównoważoności materiałowej.
Według National Asphalt Pavement Association (NAPA) , amerykański przemysł nawierzchni asfaltowych zużył w 2019 roku ponad 97 milionów ton Mieszanki Mineralno-Asfaltowej z Recyklingu (RAP) i 921 000 ton Gontów Asfaltowych z Recyklingu (RAS) w nowych mieszankach, oszczędzając prawie 60 milionów jardów sześciennych przestrzeni składowiskowej. Wskaźnik recyklingu materiałów nawierzchni asfaltowej wynosi około 94%, co czyni asfalt najbardziej poddanym recyklingowi materiałem w Stanach Zjednoczonych — przewyższającym wskaźniki recyklingu papieru (68%), puszek aluminiowych (50%) i szkła (33%).
W przypadku nawierzchni z betonu cementowego wymiar materiałowy koncentruje się na zastępowaniu cementu materiałami wiążącymi o właściwościach pucolanowych (SCM). Produkcja cementu portlandzkiego odpowiada za około 8% globalnych emisji CO₂. Zastąpienie 30–50% cementu popiołem lotnym, cementem żużlowym lub pyłem krzemionkowym bezpośrednio zmniejsza ślad węglowy nawierzchni betonowych o porównywalny procent. Wskaźnik substytucji cementu jest standardowym miernikiem. Ponadto zastosowanie kruszywa z betonu z recyklingu (RCA) z rozebranych nawierzchni jako kruszywa w nowym betonie lub warstwach podbudowy dodatkowo zmniejsza zapotrzebowanie na kruszywo naturalne.
Zrównoważoność materiałowa obejmuje również odległość źródła materiałów. Transport kruszyw na duże odległości zużywa paliwo i generuje emisje. Udział materiałów lokalnych — często definiowany jako materiały pozyskiwane w promieniu 50 mil (80 km) od projektu — jest powszechnym wskaźnikiem zrównoważoności stosowanym w systemach oceny takich jak LEED i Envision. Maksymalizacja wykorzystania materiałów lokalnych zmniejsza wpływ transportu na środowisko.
Wymiar energetyczny
Wymiar energetyczny dotyczy energii zużywanej na produkcję, transport, budowę i utrzymanie nawierzchni. Całkowita energia związana z nawierzchnią obejmuje energię potrzebną do wydobycia i przetworzenia surowców, wytworzenia składników nawierzchni (lepiszcza asfaltowego, cementu, kruszyw), transportu materiałów na plac budowy, wykonania nawierzchni (w tym paliwo do sprzętu układającego i zagęszczającego) oraz wykonania czynności utrzymaniowych i naprawczych w okresie eksploatacji nawierzchni.
Produkcja asfaltu w technologii gorącej (HMA) wymaga podgrzania kruszyw i lepiszcza do temperatury 300–350°F (150–175°C), zużywając około 280 000 do 370 000 brytyjskich jednostek cieplnych (BTU) na tonę mieszanki — co odpowiada 2,5 do 3,5 galonom oleju opałowego na tonę. Asfalt w technologii ciepłej (WMA) obniża temperatury produkcji o 50–120°F (30–50°C), zmniejszając zużycie paliwa o 20–35% — oszczędność około 55 000 do 130 000 BTU na tonę. Gdy amerykański przemysł asfaltowy w pełni przejdzie na WMA, całkowite roczne oszczędności paliwa szacuje się na 150 milionów galonów oleju opałowego nr 2.
Produkcja betonu cementowego portlandzkiego wiąże się z bardzo wysokim obciążeniem energetycznym: około 4 000 do 5 500 BTU na tonę samego cementu, głównie z energii potrzebnej do ogrzania pieców cementowych do 2 640°F (1 450°C). Zastąpienie cementu materiałami SCM bezpośrednio zmniejsza to obciążenie energetyczne. Mieszanki betonu walcowanego (RCC) i betonu przepuszczalnego zazwyczaj zawierają mniej cementu, co dodatkowo zmniejsza energię związaną.
Energia fazy użytkowania jest również znacząca. Cechy powierzchni nawierzchni — szczególnie nierówność i makrotekstura — wpływają na zużycie paliwa przez pojazdy. Testy WesTrack Federal Highway Administration (FHWA) wykazały, że gładsze nawierzchnie zmniejszają zużycie paliwa przez pojazdy nawet o 4,5%. Nawierzchnia utrzymująca gładkość przez cały okres eksploatacji pośrednio oszczędza miliardy galonów paliwa w całej flocie pojazdów z niej korzystającej. Międzynarodowy Wskaźnik Nierówności (IRI) jest standardowym miernikiem łączącym stan nawierzchni z efektywnością paliwową pojazdów.
Wymiar emisyjny
Wymiar emisyjny śledzi wszystkie zanieczyszczenia powietrza wytwarzane w całym cyklu życia nawierzchni. Główne emisje będące przedmiotem zainteresowania to gazy cieplarniane (GHG) — dwutlenek węgla (CO₂), metan (CH₄) i podtlenek azotu (N₂O) — wyrażane łącznie jako Potencjał Globalnego Ocieplenia (GWP) w kilogramach ekwiwalentu CO₂ (kg CO₂e). Źródła emisji związanych z nawierzchnią obejmują:
Emisje z produkcji materiałów: Produkcja klinkieru cementowego emituje około 0,9 kg CO₂ na kg klinkieru. Produkcja lepiszcza asfaltowego emituje około 0,1 do 0,3 kg CO₂ na kg lepiszcza, w zależności od źródła ropy naftowej i wydajności rafinerii. Produkcja kruszywa emituje około 0,005 do 0,015 kg CO₂ na kg kruszywa (głównie z urządzeń kruszących i przesiewających).
Emisje z budowy: Sprzęt do układania nawierzchni (układarki asfaltu, walce, układarki betonu), pojazdy do transportu materiałów i sprzęt pomocniczy spalają olej napędowy, emitując CO₂, tlenki azotu (NOx), pyły zawieszone (PM) i lotne związki organiczne (VOC). Pył zawieszony z oleju napędowego (DPM) jest szczególnym zagrożeniem dla jakości powietrza w pobliżu placów budowy i na obszarach przekroczeń norm.
Redukcje emisji WMA są dobrze udokumentowane: obniżenie temperatury produkcji asfaltu o 50°F zmniejsza emisje CO₂ o 15–25%, SO₂ o 18–35%, NOx o 18–30% i VOC o 30–50% w porównaniu do równoważnego HMA. Asfalt w technologii zimnej (CMA) produkowany w temperaturze otoczenia całkowicie eliminuje emisje związane z ogrzewaniem, zmniejszając całkowite emisje produkcyjne o 35–50%.
Sekwestracja dwutlenku węgla w lepiszczu asfaltowym to unikalna cecha zrównoważoności. Według Amerykańskiej Agencji Ochrony Środowiska, 99,6% węgla w lepiszczu asfaltowym pozostaje trwale zmagazynowane — nigdy nie jest uwalniane do atmosfery — ponieważ lepiszcze jest produktem ubocznym paliw kopalnych, które nigdy nie zostały spalone jako energia. Nawierzchnie asfaltowe działają zatem jako długoterminowy magazyn węgla, przechowując związany węgiel przez cały okres eksploatacji nawierzchni (i dłużej, jeśli zostaną poddane recyklingowi w nowych nawierzchniach).
Wymiar wodny
Wymiar wodny dotyczy zarówno wody zużywanej przy produkcji i budowie nawierzchni, jak i wpływu spływu z nawierzchni na jakość wody.
Zużycie wody przy budowie nawierzchni jest stosunkowo niskie w przypadku nawierzchni asfaltowych (minimalne zużycie wody w produkcji), ale znaczące w przypadku nawierzchni betonowych, które wymagają dużych ilości wody zarobowej i pielęgnacyjnej. Produkcja cementu również zużywa znaczne ilości wody w operacjach chłodzenia i przetwarzania. Całkowite zużycie wody związane z nawierzchnią mierzy się zazwyczaj w galonach na jard kwadratowy wykonanej nawierzchni.
Jakość i ilość spływu wód opadowych to poważny problem środowiskowy związany z nawierzchniami. Nawierzchnie nieprzepuszczalne generują spływ, który przenosi zanieczyszczenia — olej, smary, metale ciężkie, chemikalia do odladzania, cząstki ścierania opon — bezpośrednio do wód odbiorczych. W Stanach Zjednoczonych Ustawa o Czystej Wodzie (Clean Water Act) i program pozwoleń Krajowego Systemu Eliminacji Zrzutów Zanieczyszczeń (NPDES) regulują zrzuty wód opadowych z powierzchni nawierzchni, wymagając oczyszczania lub infiltracji pierwszego spływu opadowego.
Nawierzchnie przepuszczalne bezpośrednio rozwiązują problem wymiaru wodnego, umożliwiając infiltrację opadów przez powierzchnię nawierzchni do podziemnych zbiorników kamiennych i rodzimych gruntów. Badania przeprowadzone przez University of New Hampshire Stormwater Center i inne instytucje wykazują, że nawierzchnie przepuszczalne redukują całkowite zawiesiny stałe (TSS) o 80–90%, fosfor całkowity o 60–70%, azot całkowity o 50–60%, metale ciężkie (cynk, miedź, ołów) o 90%+ oraz objętość spływu o 50–90% w porównaniu do konwencjonalnych nawierzchni nieprzepuszczalnych.
Wymiar okresu eksploatacji
Wymiar okresu eksploatacji uznaje, że najdłużej wytrzymująca nawierzchnia jest z natury najbardziej zrównoważona, ponieważ opóźnia lub eliminuje wpływ odbudowy na środowisko. Wydłużenie okresu eksploatacji nawierzchni z 20 do 50 lat poprzez projektowanie nawierzchni wiecznej zmniejsza całkowite zużycie energii w cyklu życia o 30–50% i całkowite emisje gazów cieplarnianych o 25–45% na rok eksploatacji, w porównaniu do konwencjonalnych nawierzchni wymagających odbudowy w 20. roku.
Zrównoważoność okresu eksploatacji mierzy się oczekiwaną żywotnością (lata do osiągnięcia stanu krańcowego) oraz kosztem cyklu życia (LCC) w dolarach na jard kwadratowy na rok eksploatacji. Nawierzchnie wieczne zaprojektowane na 50+ lat życia zazwyczaj osiągają koszty cyklu życia o 20–40% niższe niż konwencjonalne nawierzchnie 20-letnie, gdy uwzględni się koszty utrzymania, napraw i opóźnień użytkowników.
Materiały z recyklingu
Wykorzystanie materiałów z recyklingu i odpadowych w nawierzchniach jest najbardziej bezpośrednią i mierzalną strategią zrównoważonej nawierzchni. Materiały z recyklingu chronią zasoby naturalne, zmniejszają ilość odpadów na składowiskach, obniżają zużycie energii i emisje. Poniższe materiały są najczęściej stosowane w zrównoważonym budownictwie nawierzchniowym.
Mieszanka Mineralno-Asfaltowa z Recyklingu (RAP)
Mieszanka Mineralno-Asfaltowa z Recyklingu (RAP) jest najcenniejszym materiałem z recyklingu w przemyśle nawierzchniowym. RAP powstaje, gdy istniejące nawierzchnie asfaltowe są frezowane lub rozbijane podczas napraw lub odbudowy. Materiał składa się ze starzonego lepiszcza asfaltowego pokrywającego wysokiej jakości kruszywa, stanowiąc znaczącą inwestycję zarówno w lepiszcze, jak i kruszywo, która może być w pełni odzyskana i ponownie wykorzystana.
Przetwarzanie RAP zazwyczaj obejmuje kruszenie i przesiewanie w celu uzyskania jednolitego uziarnienia odpowiedniego do stosowania w nowym asfalcie w technologii gorącej lub ciepłej. Nowoczesne zakłady przetwarzania RAP wykorzystują kruszarki pierwotne i wtórne, przesiewacze, a czasem systemy frakcjonowania, które oddzielają RAP na frakcje grubą i drobną. Przetworzony RAP jest składowany w zadaszonych lub utwardzonych obszarach, aby zminimalizować zmiany wilgotności.
Poziomy wykorzystania RAP różnią się w zależności od warstwy i zastosowania: warstwy ścieralne mogą zazwyczaj zawierać 15–30% RAP z niewielkimi korektami klasy lepiszcza; warstwy pośrednie i podbudowy mogą zawierać 30–50% RAP; a warstwy podbudowy lub podłoża mogą wykorzystywać do 100% RAP. Mieszanki o wysokiej zawartości RAP (powyżej 25% RAP) często wymagają środków odmładzających w celu przywrócenia właściwości starzonego lepiszcza i utrzymania odporności na spękania, co udokumentowano w NCHRP Report 752 i NCHRP Project 09-58.
Według FHWA, wykorzystanie RAP w 2019 roku pozwoliło zaoszczędzić: prawie 60 milionów jardów sześciennych przestrzeni składowiskowej; ponad 20 milionów baryłek lepiszcza asfaltowego (surowca nieodnawialnego); oraz ponad 2,6 miliarda funtów emisji CO₂ w porównaniu do użycia materiałów naturalnych dla równoważnych konstrukcji nawierzchni. Asphalt Pavement Alliance zauważa, że RAP działa równie dobrze lub lepiej niż mieszanki naturalne w prawidłowo zaprojektowanych i wykonanych nawierzchniach.
Zawartość RAP (%)
Typowe zastosowanie
Wymagana korekta lepiszcza
Środek odmładzający często potrzebny
0–15%
Warstwy ścieralne
Brak lub niewielka zmiana klasy
Nie
15–30%
Warstwy ścieralne, pośrednie
Miękkie lepiszcze (1 klasa)
Opcjonalnie
30–50%
Warstwy pośrednie, podbudowa
Miękkie lepiszcze (1–2 klas)
Zalecany
50–100%
Podbudowa, podłoże, niski ruch
Znacząca korekta
Wymagany
Gonty Asfaltowe z Recyklingu (RAS)
Gonty Asfaltowe z Recyklingu (RAS) obejmują zarówno odpady produkcyjne (skrawki z produkcji gontów — „pre-consumer"), jak i gonty z wymiany pokryć dachowych („post-consumer"). RAS zawiera 20–30% lepiszcza asfaltowego wagowo (w porównaniu do 5–6% w RAP), co czyni go skoncentrowanym źródłem lepiszcza z recyklingu. RAS zawiera również wypełniacz mineralny, drobne kruszywo oraz wzmocnienie organiczne lub z włókna szklanego.
Stosowanie RAS w mieszankach asfaltowych reguluje ASTM D7309 (Standardowa Specyfikacja dla Asfaltowych Gontów Dachowych) oraz specyfikacje stanowych departamentów transportu (DOT). Typowa zawartość RAS jest ograniczona do 3–5% wagowo całkowitej mieszanki (około 10–20% wagowo lepiszcza) ze względu na wyjątkowo sztywne, mocno starzone lepiszcze w gontach oraz obawy dotyczące kruchości i urabialności mieszanki.
Badanie branżowe NAPA z 2019 roku wykazało, że w Stanach Zjednoczonych wykorzystano około 921 000 ton RAS w mieszankach asfaltowych, oszczędzając ponad 50 000 ton lepiszcza asfaltowego i ponad 920 000 ton kruszywa. Stosowanie RAS usuwa również gonty ze składowisk, gdzie stanowią one znaczący strumień odpadów (w USA rocznie powstaje około 10 milionów ton odpadów gontów asfaltowych).
Wyzwania związane z RAS obejmują: zmienność właściwości lepiszcza (szczególnie gontów z wymiany, które przez dziesięciolecia były narażone na utlenianie słoneczne); obecność materiałów szkodliwych (gwoździe, filc, drewno, plastik); oraz ryzyko nadmiernej sztywności mieszanki prowadzącej do przedwczesnych spękań. Mieszanki z RAS wymagają starannego opracowania krzywych mieszania lepiszczy i często wymagają środków odmładzających w wyższych dawkach niż równoważne mieszanki z RAP.
Kruszywo z Betonu z Recyklingu (RCA)
Kruszywo z Betonu z Recyklingu (RCA) powstaje poprzez kruszenie rozebranych nawierzchni betonowych, konstrukcji lub odpadów. Materiał składa się z pierwotnych ziaren kruszywa z przylegającą zaprawą cementową, miału i zbrojenia stalowego (które jest usuwane przez separację magnetyczną). RCA jest stosowane w budownictwie nawierzchniowym głównie jako:
Materiał podbudowy i podłoża: RCA ma zazwyczaj wyższy wskaźnik nośności wg CBR i lepsze właściwości drenażowe niż materiały podbudowy z kruszywa naturalnego, co czyni go doskonałą warstwą podbudowy. Federal Highway Administration USA podaje, że ponad 100 milionów ton RCA jest wykorzystywane rocznie w podbudowach i podłożach.
Kruszywo w nowym betonie: RCA może zastąpić 20–50% kruszywa grubego w nowych nawierzchniach betonowych, chociaż przylegająca zaprawa zwiększa zapotrzebowanie na wodę i zmniejsza urabialność. Projekty mieszanek muszą uwzględniać wyższą nasiąkliwość RCA (4–8% w porównaniu do 1–2% dla kruszyw naturalnych) i niższy ciężar właściwy.
Kruszywo w asfalcie w technologii gorącej: RCA może zastąpić 15–25% kruszywa grubego w warstwach podbudowy asfaltowej, chociaż wysoka kanciastość RCA może zmniejszać urabialność.
Wartość wiążąca pozostałej zaprawy w RCA zapewnia dodatkowe korzyści w zastosowaniach podbudowy — nieuwodniony cement w zaprawie może nadal hydratyzować, zwiększając wytrzymałość w czasie. Badania przeprowadzone przez Komitet AASHTO R-15 wykazały, że podbudowy z RCA zyskują 25–40% dodatkowej wytrzymałości w ciągu pierwszych 12 miesięcy eksploatacji w porównaniu do podbudów z kruszywa naturalnego.
Popiół lotny
Popiół lotny to drobny, proszkowy produkt uboczny wytwarzania energii z węgla, zbierany z gazów spalinowych za pomocą elektrofiltrów lub filtrów workowych. Popiół lotny dzieli się na klasę F i klasę C według ASTM C618, w oparciu o sumę zawartości krzemionki, tlenku glinu i tlenku żelaza oraz zawartość tlenku wapnia. Popiół lotny klasy F (niskowapniowy, typowo z węgla bitumicznego) ma właściwości pucolanowe i wymaga aktywatora wiążącego (najczęściej cementu portlandzkiego lub wapna). Popiół lotny klasy C (wysokowapniowy, typowo z węgla podbitumicznego lub brunatnego) ma zarówno właściwości pucolanowe, jak i samowiążące.
Zastosowania w nawierzchniach:
Nawierzchnie betonowe: Popiół lotny zastępuje 15–40% cementu portlandzkiego wagowo. Korzyści obejmują: zmniejszone ciepło hydratacji (ważne przy masywnych wylewkach betonowych i grubych płytach nawierzchni); poprawioną urabialność i pompowalność; zmniejszoną przepuszczalność i poprawioną trwałość; zwiększoną wytrzymałość długoterminową; zmniejszone ryzyko reakcji alkaliczno-krzemionkowej (ASR); oraz niższy koszt. Metryka zrównoważoności betonu — redukcja CO₂ na jard sześcienny — jest wprost proporcjonalna do procentu zastąpienia cementu.
Stabilizowane podbudowy: Popiół lotny klasy C może być stosowany jako samodzielne lepiszcze do stabilizacji gruntów i kruszyw, z zastosowaniami w Pełnej Głębokościowej Recyklingu (FDR) i Podbudowie Cementowej (CTB) .
Nawierzchnie asfaltowe: Popiół lotny jest stosowany jako wypełniacz mineralny (przechodzący przez sito nr 200) w mieszankach asfaltowych w ilości 2–6% wagowo całkowitego kruszywa. Korzyści obejmują poprawioną sztywność, odporność na uszkodzenia wilgociowe i odporność na starzenie.
Aspekty środowiskowe: Zmiany w amerykańskim przemyśle elektroenergetycznym — w szczególności wycofywanie elektrowni węglowych i zwiększone wykorzystanie gazu ziemnego oraz energii odnawialnej — zmniejszyły dostępność popiołu lotnego w niektórych regionach. American Coal Ash Association (ACAA) podało, że w 2022 roku około 38 milionów ton popiołu lotnego zostało wykorzystanych w sposób korzystny (wskaźnik wykorzystania 57%). Długoterminowa niepewność dostaw jest czynnikiem branym pod uwagę w specyfikacjach nakazujących stosowanie popiołu lotnego.
Mielony granulowany żużel wielkopiecowy (GGBFS)
Mielony granulowany żużel wielkopiecowy (GGBFS) jest produktem ubocznym wytwarzania żelaza. Ciekły żużel z wielkich pieców jest szybko gaszony wodą, tworząc szklisty, granulowany materiał, następnie suszony i mielony do drobności podobnej do cementu portlandzkiego. GGBFS jest klasyfikowany według ASTM C989 na podstawie wskaźnika aktywności żużlowej, który mierzy wkład wytrzymałościowy w stosunku do cementu portlandzkiego.
GGBFS w nawierzchniach betonowych: GGBFS zastępuje 25–70% cementu wagowo. Wyższe poziomy zastąpienia są częstsze w zastosowaniach betonu masywnego (takich jak grube płyty nawierzchni i duże płyty lotnisk). Korzyści obejmują: znacznie zmniejszone ciepło hydratacji; poprawioną urabialność; jaśniejszy kolor (zmniejsza efekt wyspy ciepła); lepszą odporność na atak siarczanów i ASR; wyższą wytrzymałość końcową; oraz zmniejszoną przepuszczalność. Jaśniejszy kolor betonu z cementu żużlowego zwiększa albedo (odbicie słoneczne) powierzchni nawierzchni, zmniejszając efekt miejskiej wyspy ciepła i potencjalnie obniżając temperatury otoczenia na terenach utwardzonych o 2–5°F.
Ograniczenia: Beton z cementu żużlowego ma wolniejszy przyrost wczesnej wytrzymałości (wytrzymałości 7- i 14-dniowe są niższe niż w przypadku betonu z cementu portlandzkiego), co może stanowić problem w przypadku nawierzchni, które muszą być szybko oddane do ruchu. Układanie w niskich temperaturach wymaga szczególnej uwagi przy pielęgnacji i ochronie.
Guma ze zużytych opon (guma granulowana)
Guma granulowana ze zużytych opon jest stosowana w nawierzchniach asfaltowych w dwóch głównych procesach:
Proces mokry (Asfalt Gumowy): Guma granulowana (typowe 10–20% wagowo lepiszcza) jest mieszana z gorącym lepiszczem asfaltowym w temperaturze 350–400°F (175–200°C) przez 45–90 minut, wytwarzając przereagowane lepiszcze o zwiększonej lepkości, elastyczności i wrażliwości temperaturowej. Lepiszcza asfaltowo-gumowe są stosowane w warstwach ścieralnych o nieciągłym uziarnieniu (często nazywanych Asfalt Gumowy o Nieciągłym Uziarnieniu lub AR-GG), zapewniając wyjątkową odporność na spękania, koleinowanie i trwałość.
Proces suchy (Asfalt Modyfikowany Gumą): Guma granulowana jest dodawana jako część kruszywa (typowe 1–3% wagowo całkowitej mieszanki) i mieszana z konwencjonalnym lepiszczem. Proces suchy jest prostszy, ale zapewnia mniejszą poprawę wydajności niż proces mokry.
EPA i Rubber Manufacturers Association szacują, że w Stanach Zjednoczonych rocznie powstaje około 290 milionów zużytych opon. Stosowanie gumy granulowanej w nawierzchniach asfaltowych usuwa te opony ze składowisk i hałd, zużywając 500–2000 opon na milę pasa ruchu nawierzchni modyfikowanej gumą. Nawierzchnie modyfikowane gumą zapewniają również zmniejszony hałas drogowy (typowe 2–5 dB redukcji w porównaniu do konwencjonalnych nawierzchni asfaltowych), przyczyniając się do inicjatyw cichych nawierzchni.
Materiał z recyklingu
Typowe zastąpienie materiału naturalnego
Podstawowe zastosowanie
Kluczowa korzyść środowiskowa
RAP
15–50%
Mieszanki asfaltowe
Oszczędność lepiszcza, kruszywa, przestrzeni składowiskowej
Zmniejsza zapotrzebowanie na cement, wykorzystanie odpadów
GGBFS
25–70%
Nawierzchnie betonowe
Zmniejsza zużycie cementu, poprawia trwałość
Guma granulowana
1–3% mieszanki, 10–20% lepiszcza
Warstwy ścieralne asfaltu
Usuwanie odpadów opon, redukcja hałasu
Technologie ciepłe i zimne
Asfalt w technologii ciepłej (WMA) i Asfalt w technologii zimnej (CMA) to technologie produkcyjne, które obniżają temperaturę, w jakiej mieszanki asfaltowe są produkowane i układane, zapewniając znaczące korzyści środowiskowe i operacyjne w porównaniu z konwencjonalnym asfaltem w technologii gorącej (HMA).
Asfalt w technologii ciepłej (WMA)
WMA jest produkowany w temperaturach o 30–120°F (20–50°C) niższych niż HMA — zazwyczaj w zakresie 200–275°F (95–135°C) w porównaniu do 300–350°F (150–175°C) dla HMA. FHWA uznało WMA za technologię priorytetową od 2003 roku i wspierało badania, projekty demonstracyjne oraz wdrażanie poprzez Grupę Roboczą ds. Asfaltu w Technologii Ciepłej (TWG) .
Technologie WMA dzielą się na trzy kategorie:
Technologie spieniania: Spienianie na bazie wody jest najszerzej stosowaną technologią WMA. Drobno rozpylona woda (typowe 1,5–2,5% wagowo lepiszcza) jest wtryskiwana do gorącego lepiszcza podczas mieszania, powodując natychmiastowe odparowanie i zwiększenie objętości lepiszcza, tymczasowo obniżając jego lepkość i poprawiając otoczenie kruszywa w niższych temperaturach. Systemy wtrysku wody (np. AquaBlack, Accu-Shear, Tri-Mix) są najczęstsze, a następnie dodatki syntetycznych zeolitów (np. Advera, Aspha-Min), które zawierają 18–21% wody masowo, uwalnianej w temperaturze 185–360°F (85–180°C), tworząc kontrolowany efekt spieniania.
Dodatki organiczne:Woski Fischer-Tropsch (FT) (np. Sasobit) i amidy kwasów tłuszczowych (np. Asphaltan B) są dodawane w ilości 0,5–3% wagowo lepiszcza. Materiały te topią się w temperaturach powyżej około 200°F (95°C), zmniejszając lepkość lepiszcza, a krystalizują podczas chłodzenia, zwiększając sztywność i odporność na koleinowanie. Woski FT są produkowane z gazu ziemnego lub zgazowania węgla.
Dodatki chemiczne: Dodatki na bazie surfaktantów (np. Evotherm, Cecabase, Iterlow) zmniejszają napięcie powierzchniowe układu lepiszcze-kruszywo, poprawiając otoczenie i urabialność w obniżonych temperaturach. Dodatki chemiczne są zazwyczaj dozowane w ilości 0,3–0,8% wagowo lepiszcza i oferują zaletę braku konieczności modyfikacji sprzętu.
Korzyści WMA:Badanie NAPA WMA (2019) wykazało, że w USA wyprodukowano 147,4 miliona ton WMA, co stanowi wzrost o 26% w porównaniu do 2016 roku. Udokumentowane korzyści obejmują: 20–35% redukcję zużycia paliwa; 15–40% redukcję emisji CO₂; 18–35% redukcję SO₂; 18–30% redukcję NOx; 30–50% redukcję emisji VOC i oparów; poprawione warunki pracy w wytwórni i na miejscu układania; wydłużony sezon układania (możliwość układania w niższych temperaturach otoczenia); dłuższy transport (mniejsze chłodzenie mieszanki); lepsze zagęszczenie (niższe wolne przestrzenie powietrzne przy tym samym wysiłku zagęszczającym); oraz możliwość zwiększenia zawartości RAP o 5–15%.
Asfalt w technologii zimnej (CMA)
Asfalt w technologii zimnej jest produkowany i układany w temperaturze otoczenia — zazwyczaj 50–100°F (10–38°C) — przy użyciu asfaltu emulsyjnego lub spienionego jako lepiszcza. CMA eliminuje całe zużycie energii i emisje związane z ogrzewaniem w procesie produkcyjnym, osiągając maksymalne możliwe redukcje energii i emisji dla mieszanek asfaltowych.
Mieszanki zimne z asfaltem emulsyjnym wykorzystują emulsję asfaltową (60–70% lepiszcza asfaltowego, 30–40% wody z emulgatorem), która pokrywa kruszywo w temperaturze otoczenia. Mieszanka jest układana i zagęszczana, a emulsja „zrywa się" (rozdziela na lepiszcze i wodę) poprzez odparowanie, pozostawiając lepiszcze resztkowe wiążące kruszywa. Emulsje kationowe wolnowiążące (CSS) są najczęściej stosowane w mieszankach zimnych o gęstym uziarnieniu; emulsje kationowe średniowiążące (CMS) i szybkowiążące (CRS) są stosowane w mieszankach o otwartym uziarnieniu i do łatania.
Mieszanki zimne z asfaltem spienionym wykorzystują gorące lepiszcze (300–350°F / 150–175°C), które jest spieniane przez wtrysk wody (1,5–3% wagowo lepiszcza) do strumienia lepiszcza przed zmieszaniem z zimnymi, wilgotnymi kruszywami. Piana szybko opada, pokrywając kruszywa cienkimi warstwami lepiszcza. Mieszanki zimne z asfaltem spienionym są szczególnie skuteczne w zastosowaniach Recyklingu na Zimno In Situ (CIR) i Pełnej Głębokościowej Recyklingu (FDR) .
Wydajność CMA: Kompleksowe przeglądy opublikowane w Sustainability (MDPI) dokumentują, że CMA zmniejsza zużycie energii o 35–50% i emisje o 40–60% w porównaniu do HMA. Jednak CMA ma zazwyczaj dłuższy czas dojrzewania (7–28 dni do osiągnięcia pełnej wytrzymałości), niższą wytrzymałość początkową i wyższą zawartość wolnych przestrzeni powietrznych niż HMA lub WMA, co ogranicza jego zastosowanie do podbudów, dróg o małym natężeniu ruchu, poboczy i nawierzchni tymczasowych.
Recykling in situ
Metody recyklingu in situ przetwarzają istniejący materiał nawierzchni na miejscu i ponownie wykorzystują go jako część nowej konstrukcji nawierzchni, eliminując transport, utylizację i produkcję materiałów naturalnych. Metody te osiągają najwyższe wskaźniki ponownego wykorzystania materiału (70–100%) i największą redukcję wpływu transportu na środowisko.
Recykling na Zimno In Situ (CIR)
Recykling na Zimno In Situ (CIR) to technika naprawy nawierzchni, która frezuje istniejącą nawierzchnię asfaltową na głębokość 3–6 cali (75–150 mm), przetwarza materiał (kruszenie i przesiewanie), miesza go ze środkiem stabilizującym (emulsja asfaltowa, asfalt spieniony lub dodatek chemiczny) i często środkiem odmładzającym, a następnie ponownie układa i zagęszcza mieszankę z recyklingu — wszystko w ciągłej operacji w temperaturze otoczenia. CIR ponownie wykorzystuje 70–100% istniejącego materiału nawierzchni.
Proces CIR zazwyczaj osiąga oszczędności materiałowe i kosztowe rzędu 20–40% w porównaniu do konwencjonalnej naprawy przez frezowanie i nakładkę. Badania oceny cyklu życia (Cross i in., 2011) dokumentują, że CIR zmniejsza zużycie energii o 40–65% i emisje gazów cieplarnianych o 45–60% w porównaniu do tradycyjnych metod naprawy, które obejmują wywóz wyfrezowanego materiału i import kruszyw naturalnych oraz lepiszcza.
ARRA (Asphalt Recycling and Reclaiming Association) uznaje CIR za uznaną technologię z udokumentowanymi wynikami eksploatacyjnymi przekraczającymi 30 lat. Nawierzchnie poddane CIR zapewniają zazwyczaj 8–15 lat dodatkowego okresu eksploatacji po ułożeniu warstwy ścieralnej z asfaltu w technologii gorącej lub ciepłej.
Recykling na Gorąco In Situ (HIR)
Recykling na Gorąco In Situ (HIR) to proces naprawy, który podgrzewa istniejącą powierzchnię nawierzchni asfaltowej do temperatury 250–300°F (120–150°C), spulchnia podgrzany materiał na głębokość ¾–2 cali (20–50 mm), miesza spulchniony materiał ze środkiem odmładzającym i opcjonalnie kruszywami naturalnymi oraz lepiszczem, a następnie ponownie układa i zagęszcza mieszankę z recyklingu w jednej, ciągłej operacji. ARRA uznaje trzy procesy HIR:
Spulchnianie przez podgrzewanie (heater scarification) obejmuje wielokrotne przejścia grzewcze, mechaniczne spulchnianie, aplikację środka odmładzającego i ponowne zagęszczenie — odpowiednie dla głębokości do 1 cala (25 mm). Repaving (ponowne układanie) łączy warstwę z recyklingu HIR z jednoczesną cienką nakładką nowego HMA układaną bezpośrednio za pociągiem recyklingowym, tworząc termiczną więź między warstwą z recyklingu a nową. Remixing (ponowne mieszanie) polega na zebraniu spulchnionego materiału, zmieszaniu go ze środkiem odmładzającym i opcjonalnie naturalnym HMA w mieszalniku, a następnie ułożeniu zmieszanego materiału jako jednorodnej warstwy.
HIR bez nakładki zapewnia zazwyczaj 3–8 lat dodatkowego okresu eksploatacji nawierzchni; HIR z nakładką zapewnia 10–12 lat lub więcej. HIR eliminuje transport materiału, zmniejsza zużycie materiałów naturalnych o 70–90% oraz redukuje całkowite zużycie energii projektu o 30–50% w porównaniu do konwencjonalnego frezowania z nakładką. FHWA podaje, że projekty HIR w Kalifornii, Wisconsin i Teksasie wykazały równoważną lub lepszą wydajność w porównaniu do konwencjonalnej naprawy przy 30–50% niższym koszcie.
Pełna Głębokościowa Recykling (FDR)
Pełna Głębokościowa Recykling (FDR) to technika naprawy nawierzchni, która rozdrabnia całą grubość istniejącej konstrukcji nawierzchni (zarówno warstwy asfaltowe, jak i podbudowy) na głębokość 6–18 cali (150–450 mm), miesza rozdrobniony materiał ze środkiem stabilizującym (cement, popiół lotny, wapno, asfalt spieniony lub emulsja) i zagęszcza stabilizowany materiał jako nową, jednorodną warstwę podbudowy. FDR zazwyczaj otrzymuje nakładkę warstwy ścieralnej.
FDR ponownie wykorzystuje 100% istniejących materiałów nawierzchni — asfaltu, podbudowy, a czasem podłoża gruntowego. Asphalt Recycling and Reclaiming Association podaje, że FDR zmniejsza koszty materiałowe o 50–70%, zużycie energii o 50–65% i emisje gazów cieplarnianych o 45–60% w porównaniu do odbudowy (całkowite usunięcie i wymiana). FDR eliminuje również problemy strukturalne istniejących warstw nawierzchni (spękania odbite, odspajanie, zanieczyszczenie podbudowy) poprzez utworzenie nowej, jednorodnej warstwy podbudowy.
Road Science — wspólna publikacja Portland Cement Association i Asphalt Institute — dokumentuje, że odpowiednio zaprojektowane projekty FDR osiągają liczby strukturalne równoważne 4–8 calom (100–200 mm) konwencjonalnej podbudowy z kruszywa, z modułami odkształcenia sprężystego rzędu 100 000–400 000 psi, w zależności od rodzaju i dawki stabilizatora.
Nawierzchnie przepuszczalne
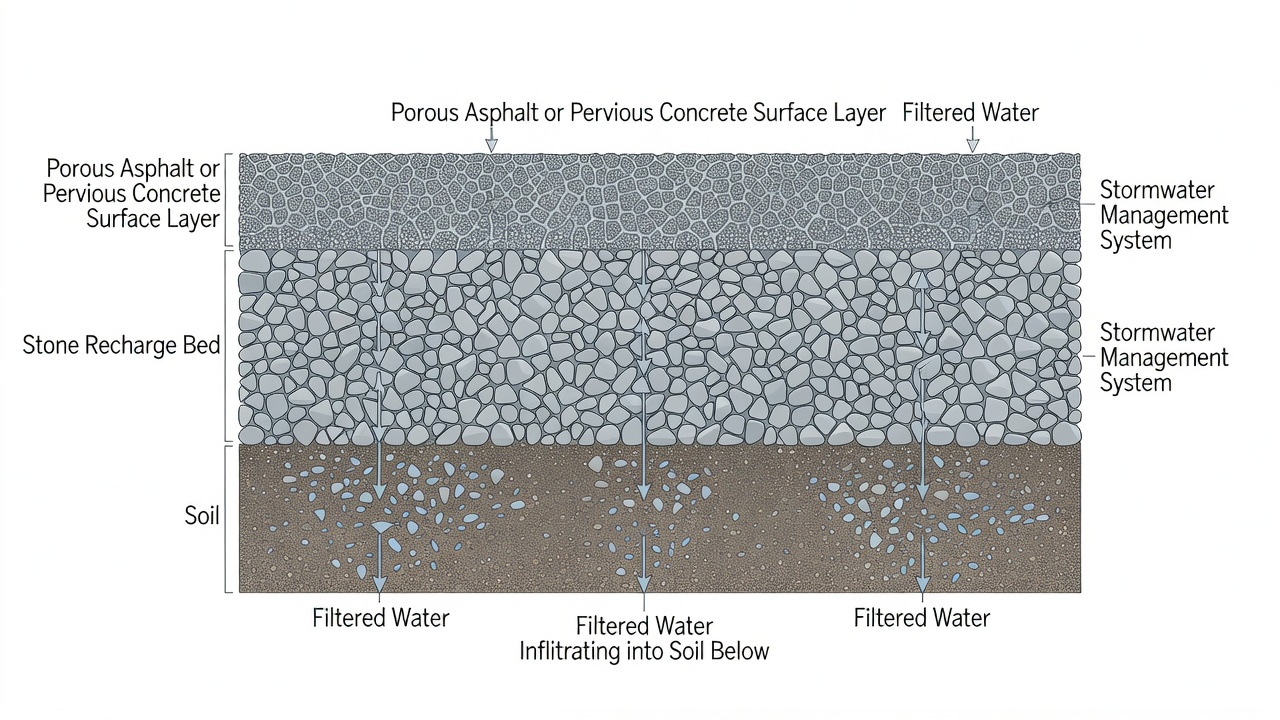
Nawierzchnie przepuszczalne to zaprojektowane systemy nawierzchniowe, które umożliwiają infiltrację wód opadowych przez powierzchnię do podziemnych warstw magazynujących z kamienia łamanego i rodzimych gruntów. Są one kluczową praktyką zagospodarowania o niskim wpływie (LID) i zielonej infrastruktury (GI) w zarządzaniu miejskimi wodami opadowymi. Dwa główne typy są stosowane w zastosowaniach nawierzchniowych: asfalt porowaty i beton przepuszczalny.
Asfalt Porowaty
Asfalt porowaty to mieszanka asfaltowa o otwartym uziarnieniu ze zmniejszoną zawartością miału (typowe 12–18% wolnych przestrzeni powietrznych w porównaniu do 3–5% dla HMA o gęstym uziarnieniu), która umożliwia przepływ wody przez powierzchnię nawierzchni. Powierzchnia z asfaltu porowatego jest układana na złożu magazynującym z kamienia łamanego — grubej warstwie (typowe 12–36 cali / 300–900 mm) czystego, równomiernie uziarnionego tłucznia — która magazynuje infiltrowaną wodę i umożliwia jej przesiąkanie do podłoża gruntowego. Warstwa kamienna zapewnia również podparcie strukturalne dla nawierzchni.
System asfaltu porowatego składa się z:
Warstwy ścieralnej z asfaltu porowatego: grubość 2–4 cali (50–100 mm), z zawartością bitumu typowo 5,5–6,5% i lepiszczem modyfikowanym polimerem dla trwałości
Warstwy dławiącej (choke course): cienka (1–2 cala / 25–50 mm) warstwa drobniejszego kamienia (0,5 cala / 12,5 mm), która zapobiega migracji materiału powierzchniowego do złoża magazynującego
Złoża magazynującego z kamienia łamanego: 12–36 cali (300–900 mm) czystego tłucznia o uziarnieniu 1,5–2,5 cala (38–63 mm), zapewniającego objętość magazynową równoważną opadowi z projektowanego deszczu (typowo 90. percentyl lub zdarzenie 1-roczne, 24-godzinne)
Tkaniny filtracyjnej: włókniny geotekstylnej oddzielającej warstwę kamienną od podłoża gruntowego w celu zapobiegania migracji miału
Drenażu podziemnego (opcjonalnie): perforowanej rury na dnie lub w pobliżu dna złoża magazynującego odprowadzającej nadmiar wody, gdy złoże jest pełne lub gdy szybkość infiltracji podłoża jest niewystarczająca
Dane o wydajności:University of New Hampshire Stormwater Center (UNHSC) , EPA i inne instytucje udokumentowały, że prawidłowo zaprojektowane systemy asfaltu porowatego: redukują całkowitą objętość spływu o 80–98%; zmniejszają szczytowe natężenie spływu o 60–90%; usuwają 80–95% całkowitych zawiesin stałych (TSS); redukują fosfor całkowity o 60–70%; redukują azot całkowity o 50–60%; zmniejszają zawartość metali ciężkich (cynk, miedź, ołów, kadm) o 90–99%; oraz usuwają 90%+ węglowodorów ropopochodnych.
Beton Przepuszczalny
Beton przepuszczalny (zwany również betonem porowatym lub betonem bezpiaskowym) to mieszanka cementu portlandzkiego, kruszywa grubego, wody i niewielkiej ilości lub braku kruszywa drobnego. Brak kruszywa o wielkości piasku tworzy połączone puste przestrzenie (15–35% objętościowo), które umożliwiają przepływ wody przez materiał przy typowych szybkościach infiltracji 2–10 galonów na minutę na stopę kwadratową (80–400 L/min/m²).
Beton przepuszczalny jest układany na podobnym systemie złoża magazynującego z kamienia łamanego jak asfalt porowaty. Projekt mieszanki zazwyczaj wykorzystuje równomiernie uziarnione kruszywo grube (3/8–3/4 cala / 9,5–19 mm), stosunek wody do cementu 0,35–0,45 (krytyczny dla utrzymania połączeń wolnych przestrzeni), zawartość cementu 500–700 lb/yd³ (300–420 kg/m³), a często obejmuje domieszki chemiczne (plastyfikatory, opóźniacze, stabilizatory hydratacji) i dodatkowe materiały wiążące (popiół lotny, pył krzemionkowy) w celu poprawy urabialności i trwałości.
Projektowanie konstrukcyjne: Nawierzchnie z betonu przepuszczalnego są zazwyczaj projektowane do zastosowań o małym natężeniu ruchu, takich jak parkingi, chodniki, ścieżki rowerowe i pobocza. Wytrzymałość na ściskanie wynosi od 2 000 do 4 000 psi (14–28 MPa), a wytrzymałość na zginanie wynosi od 350 do 600 psi (2,4–4,1 MPa).
Nawierzchnia Długowieczna (Nawierzchnia Wieczna)
Nawierzchnia wieczna (zwana również nawierzchnią długowieczną) to nawierzchnia asfaltowa zaprojektowana i zbudowana tak, aby wytrzymać 50 lat lub dłużej bez konieczności przeprowadzania poważnych napraw strukturalnych lub odbudowy. Koncepcja została po raz pierwszy sformułowana przez Asphalt Pavement Alliance (APA) w 2000 roku i szybko zyskała akceptację na całym świecie jako zrównoważona alternatywa dla konwencjonalnego projektu 20-letniego dla obiektów o dużym natężeniu ruchu.
Filozofia projektowania
Koncepcja nawierzchni wiecznej uznaje, że zmęczeniowe zniszczenie nawierzchni powstaje jako spękania od spodu — odkształcenia rozciągające na spodzie warstwy asfaltowej pod obciążeniem ruchem powodują inicjację i propagację spękań ku górze. Jeśli odkształcenie rozciągające na spodzie warstwy asfaltowej może być utrzymane poniżej granicy wytrzymałości zmęczeniowej materiału — poziomu odkształcenia, poniżej którego nie kumulują się uszkodzenia zmęczeniowe niezależnie od liczby powtórzeń obciążenia — wówczas nawierzchnia może teoretycznie wytrzymać w nieskończoność bez strukturalnego zniszczenia zmęczeniowego.
Granica wytrzymałości zmęczeniowej dla mieszanek asfaltowych jest zazwyczaj przyjmowana jako 70–100 mikrootkształceń (με) w oparciu o badania laboratoryjne i kalibrację terenową. Projektowanie nawierzchni wiecznej wykorzystuje analizę mechanistyczno-empiryczną (M-E) (często z oprogramowaniem PerRoad opracowanym w Auburn University’s National Center for Asphalt Technology) do obliczenia krytycznego odkształcenia rozciągającego na spodzie warstwy asfaltowej i dobrania grubości warstw tak, aby odkształcenie rozciągające pozostawało poniżej granicy wytrzymałości zmęczeniowej dla projektowanego spektrum ruchu.
Warstwy konstrukcyjne
Nawierzchnie wieczne są ustrukturyzowane jako systemy wielowarstwowe o odrębnych funkcjach:
Warstwa dolna (warstwa odporna na zmęczenie): Grubość 4–6 cali (100–150 mm), zaprojektowana z wysoką zawartością lepiszcza (typowe 5,5–6,5% wagowo mieszanki), zoptymalizowanym VMA (wolne przestrzenie w kruszywie mineralnym 14–17%) i miękką klasą lepiszcza (PG 58-28 lub miększe). Warstwa ta zapewnia maksymalną odporność na spękania zmęczeniowe od spodu. Bogate warstwy dolne mogą wykorzystywać konstrukcję Rich Bottom Base (RBB) z zawartością lepiszcza o 0,5–1,0% wyższą niż w mieszankach konwencjonalnych.
Warstwa pośrednia (warstwa rozkładająca obciążenie): Grubość 4–6 cali (100–150 mm) mieszanki asfaltowej o wysokim module zaprojektowanej do rozkładania obciążeń ruchowych na dużym obszarze, zmniejszając naprężenia na warstwie dolnej i podłożu gruntowym. Warstwa ta wykorzystuje sztywne lepiszcze (PG 76-22 lub wyższe) i kruszywa wysokiej jakości do osiągnięcia wartości modułu 1 500 000–2 500 000 psi (10 000–17 500 MPa) w standardowych warunkach.
Warstwa ścieralna: Grubość 1,5–2,5 cala (38–63 mm) odpornej na koleinowanie, trwałej mieszanki powierzchniowej, zazwyczaj wykorzystującej lepiszcze modyfikowane polimerem i uziarnienie o nieciągłym uziarnieniu lub mastyks asfaltowy (SMA) . Warstwa ścieralna jest odnawiana co 15–20 lat poprzez frezowanie górnych 1,5–2,5 cala i zastąpienie nową mieszanką powierzchniową — jedyne utrzymanie wymagane w okresie strukturalnej żywotności nawierzchni.
Korzyści i wydajność
Program nagród APA Perpetual Pavement Awards wyróżnił ponad 200 projektów nawierzchni wiecznej w Stanach Zjednoczonych. Udokumentowane korzyści obejmują: 50+ lat projektowej żywotności strukturalnej; oszczędności kosztów cyklu życia rzędu 20–40% w porównaniu do konwencjonalnego projektu 20-letniego; zmniejszone zużycie materiałów (brak cyklu odbudowy); zmniejszone opóźnienia użytkowników (tylko krótkie zakłócenia związane z odnową powierzchni); zmniejszone wytwarzanie odpadów (brak gruzu rozbiórkowego); oraz niższe zużycie energii i emisje w cyklu życia o 25–45%.
Znaczące przykłady nawierzchni wiecznej obejmują I-35 w Teksasie (oryginalny odcinek z lat 60. XX wieku, nadal w eksploatacji z okresowym odnawianiem powierzchni), I-295 koło Baltimore, Maryland (zaprojektowana na 50+ lat, powierzchnia odnowiona w 20. roku przy minimalnej interwencji) oraz autostrady międzystanowe w Missouri i Wisconsin, które przekroczyły 30 lat eksploatacji wyłącznie z odnawianiem powierzchni.
Ocena Cyklu Życia (LCA)
Ocena Cyklu Życia (LCA) to systematyczna metodologia stosowana do ilościowego określania wpływu nawierzchni na środowisko na wszystkich etapach jej cyklu życia. LCA podlega normom ISO 14040 (zasady i ramy) oraz ISO 14044 (wymagania i wytyczne), ze specyficznymi dla sektora wytycznymi dla nawierzchni dostarczonymi przez FHWA Pavement LCA Framework, International EPD System oraz ISO 21930 (zrównoważoność w budownictwie — deklaracje środowiskowe produktu dla wyrobów budowlanych).
Etapy LCA dla nawierzchni
Cykl życia nawierzchni dzieli się na etapy cyklu życia zdefiniowane w EN 15804 i ISO 21930:
Etap produktu (A1–A3): Obejmuje wydobycie i przetwarzanie surowców (A1), transport surowców do produkcji (A2) oraz wytwarzanie składników nawierzchni (A3). W przypadku asfaltu obejmuje to wydobycie i kruszenie kruszywa, rafinację i transport lepiszcza asfaltowego oraz produkcję asfaltu w technologii gorącej/ciepłej. W przypadku betonu obejmuje to produkcję cementu, wydobycie kruszywa, dozowanie betonu. Etap produktu stanowi zazwyczaj 50–80% całkowitego wpływu cyklu życia nawierzchni.
Etap budowy (A4–A5): Obejmuje transport materiałów z wytwórni na plac budowy (A4) oraz operacje sprzętu budowlanego (A5) — układanie, zagęszczanie, wykończenie, pielęgnacja. Budowa stanowi zazwyczaj 5–20% całkowitego wpływu.
Etap użytkowania (B1–B8): Obejmuje cały okres eksploatacji nawierzchni, w tym: utrzymanie (B1–B2) — uszczelnianie spękań, łatanie, zabiegi powierzchniowe; naprawy (B3–B5) — nakładki, recykling, wymiana płyt; zużycie energii operacyjnej (B6) — oświetlenie, pompowanie; oraz wpływ na użytkowników — zużycie paliwa przez pojazdy, opór toczenia (B8). Etap użytkowania może stanowić 50–80% całkowitego wpływu cyklu życia, gdy uwzględniony jest wpływ zużycia paliwa przez użytkowników (efekt „dominacji fazy użytkowania" udokumentowany przez MIT Concrete Sustainability Hub).
Etap końca eksploatacji (C1–C4): Obejmuje rozbiórkę (C1), transport do przetwarzania odpadów (C2), przetwarzanie odpadów (C3) i unieszkodliwianie (C4). Kredyty końca eksploatacji za recykling i ponowne wykorzystanie są ujmowane w module D (korzyści i obciążenia poza granicami systemu).
Kategorie wpływu
LCA nawierzchni ocenia wiele kategorii wpływu na środowisko, zdefiniowanych przez TRACI (Tool for Reduction and Assessment of Chemicals and Other Environmental Impacts) w USA lub metody CML i ReCiPe w Europie:
Kategoria wpływu
Jednostka
Główni sprawcy w nawierzchni
Potencjał Globalnego Ocieplenia (GWP)
kg CO₂ eq
Produkcja cementu, ogrzewanie asfaltu, spalanie oleju napędowego
Potencjał Zakwaszenia (AP)
kg SO₂ eq
Sprzęt na olej napędowy, piece cementowe
Potencjał Eutrofizacji (EP)
kg N eq
Spływ z budowy, produkcja materiałów
Potencjał Tworzenia Smogu (SFP)
kg O₃ eq
Emisje VOC z asfaltu, NOx z oleju napędowego
Potencjał Niszczenia Ozonu (ODP)
kg CFC-11 eq
Czynniki chłodnicze, środki spieniające
Zapotrzebowanie na Energię Pierwotną (PED)
MJ
Cała energia produkcyjna i budowlana
Zużycie wody
m³
Produkcja betonu, kontrola zapylenia
LCA w podejmowaniu decyzji
MIT Concrete Sustainability Hub (CSHub) opublikował obszerną literaturę na temat metodologii i ustaleń LCA dla nawierzchni. Kluczowe wnioski z badań CSHub: wydłużenie okresu eksploatacji nawierzchni z 20 do 50 lat zmniejsza całkowity wpływ cyklu życia o 30–50%; faza użytkowania (zużycie paliwa przez pojazdy związane z nierównością i sztywnością nawierzchni) może dominować nad całkowitym wpływem cyklu życia dla dróg o dużym natężeniu ruchu; a stosowanie materiałów z recyklingu zmniejsza wpływ etapu produktu o 15–30%.
FHWA Pavement LCA Framework (opublikowany jako FHWA-HIF-15-015) zapewnia ujednolicone wytyczne do przeprowadzania LCA projektów nawierzchni. Ramy zalecają, aby wszystkie badania LCA nawierzchni: jasno definiowały jednostkę funkcjonalną, granice systemu i okres analizy; obejmowały wszystkie etapy cyklu życia (co najmniej A1–A5, B3–B5 i C1–C4); stosowały spójne metody oceny wpływu; oraz raportowały wszystkie kluczowe źródła danych i założenia dla przejrzystości.
Deklaracje Środowiskowe Produktu (EPD)
Deklaracje Środowiskowe Produktu (EPD) to standaryzowane, zweryfikowane przez stronę trzecią dokumenty, które w przejrzysty sposób komunikują wpływ produktu na środowisko w całym jego cyklu życia. EPD są oparte na Oceny Cyklu Życia (LCA) przeprowadzonej zgodnie z ISO 14025 (deklaracje środowiskowe typu III) i ISO 21930 (podstawowa reguła dla EPD wyrobów budowlanych). EPD umożliwiają bezpośrednie porównanie efektywności środowiskowej różnych produktów spełniających tę samą funkcję i wspierają świadome decyzje zakupowe.
Struktura i zawartość EPD
EPD materiału nawierzchniowego jest zgodna z Regułą Kategorii Produktu (PCR) — zestawem szczegółowych zasad, wymagań i wytycznych dotyczących opracowywania EPD dla danej kategorii produktu. National Asphalt Pavement Association (NAPA) i Portland Cement Association (PCA) opracowały branżowe (ogólne) PCR i EPD odpowiednio dla mieszanek asfaltowych i betonu. Poszczególni producenci mogą również opracowywać EPD specyficzne dla produktu w oparciu o rzeczywiste dane produkcyjne.
EPD raportuje wpływ na środowisko na deklarowaną jednostkę — zazwyczaj 1 tonę metryczną mieszanki asfaltowej lub 1 jard sześcienny (lub metr sześcienny) betonu. Wpływ jest raportowany według modułów cyklu życia (A1–A3, A4, A5, itd.) dla:
Potencjału Globalnego Ocieplenia (GWP) w kg CO₂ eq
Potencjału Niszczenia Ozonu (ODP) w kg CFC-11 eq
Potencjału Zakwaszenia (AP) w kg SO₂ eq
Potencjału Eutrofizacji (EP) w kg N eq
Potencjału Tworzenia Smogu (SFP) w kg O₃ eq
Zapotrzebowania na Energię Pierwotną (PED), zarówno odnawialną, jak i nieodnawialną, w MJ
Zużycia zasobów materialnych w kg
Weryfikacja i rejestracja EPD
EPD muszą być zweryfikowane przez stronę trzecią przez akredytowaną jednostkę weryfikacyjną. Weryfikacja potwierdza, że LCA i EPD są zgodne z ISO 14025, ISO 21930 i obowiązującą PCR. Zweryfikowane EPD są publikowane i rejestrowane u operatora programu EPD — przykładami są UL Environment, ASTM International, International EPD System i NSF International.
Według stanu na 2025 rok, w Ameryce Północnej zarejestrowanych jest ponad 2500 EPD materiałów budowlanych, w tym setki EPD dla mieszanek asfaltowych i betonowych. Program NAPA Emerald Eco-Label opublikował ponad 200 EPD dla mieszanek asfaltowych od 60+ producentów, obejmujących wszystkie 50 stanów USA.
Wykorzystanie EPD w zamówieniach
EPD są coraz częściej wymagane w zamówieniach nawierzchniowych, napędzane przez polityki Buy Clean i systemy oceny zielonego budownictwa:
Buy Clean California (2022) wymaga EPD dla stali konstrukcyjnej, stali zbrojeniowej, betonu i asfaltu w projektach infrastruktury finansowanych przez stan powyżej określonych progów.
Buy Clean Washington (2023) wymaga EPD dla betonu i asfaltu w projektach finansowanych przez stan, z ogłoszonymi maksymalnymi limitami GWP.
Buy Clean Colorado (2024) wymaga EPD dla betonu, stali i asfaltu w stanowych projektach infrastrukturalnych.
LEED v5 (2024) obejmuje punkty za optymalizację EPD, wymagając stosowania produktów objętych EPD i nagradzając wybór produktów o niższym raportowanym GWP.
Envision (ocena zrównoważonej infrastruktury) przyznaje punkty za wymaganie i stosowanie EPD dla materiałów projektowych.
Greenroads zawiera wymagania dotyczące dokumentacji i stosowania EPD.
Trend w kierunku zamówień opartych na EPD tworzy zachęty rynkowe dla producentów do zmniejszania śladu środowiskowego swoich produktów oraz dla specyfikatorów do priorytetyzacji materiałów o niższym wpływie.
Specyfikacje dotyczące zrównoważoności
Normy specyfikacyjne i systemy oceny zapewniają ramy, w ramach których projektuje się, buduje i weryfikuje zrównoważone nawierzchnie. Kluczowe specyfikacje obejmują:
Normy międzynarodowe
ISO 14040/14044: Podstawowe normy dla metodologii LCA, definiujące cztery fazy LCA: określenie celu i zakresu, analiza zbioru wejść i wyjść, ocena wpływu i interpretacja.
ISO 14025: Ustanawia zasady i procedury dla deklaracji środowiskowych typu III (EPD), w tym wymagania dotyczące reguł kategorii produktu (PCR) i weryfikacji przez stronę trzecią.
ISO 21930: Zapewnia podstawowe reguły dla deklaracji środowiskowych produktu wyrobów i usług budowlanych, w tym nawierzchni. Norma ta definiuje moduły cyklu życia, format raportowania i kategorie wpływu.
EN 15804: Europejska norma dla EPD wyrobów budowlanych, zharmonizowana z ISO 21930. EN 15804+A2 (2021) obejmuje dodatkowe kategorie wpływu i zaktualizowane czynniki charakteryzujące.
Specyfikacje projektowania nawierzchni
FHWA Sustainable Pavement Program: Kompleksowy program zapewniający wytyczne, narzędzia i zasoby do integracji zrównoważoności w projektowaniu i zarządzaniu nawierzchniami. Program obejmuje Pavement LCA Framework, Sustainable Pavements Tool oraz wytyczne techniczne dotyczące RAP, WMA i nawierzchni przepuszczalnych.
FAA AC 150/5320-6G: Projektowanie i ocena nawierzchni lotniskowych — dopuszcza stosowanie materiałów z recyklingu (RAP, RCA, popiół lotny) i technologii ciepłych w nawierzchniach lotniskowych, pod warunkiem że mieszanki z recyklingu spełniają wszystkie obowiązujące specyfikacje wykonawcze (P-401, P-501, P-209, itd.).
ICAO Doc 9157 Part 3: Podręcznik projektowania lotnisk, Część 3: Nawierzchnie — zapewnia międzynarodowe wytyczne dotyczące zrównoważonych praktyk nawierzchniowych, w tym stosowania materiałów z recyklingu, zasad LCA i strategii ochrony nawierzchni.
AASHTO PP 105: Standardowa praktyka dla zrównoważonego projektowania mieszanki (Balanced Mix Design) — zapewnia ramy dla projektowania mieszanek asfaltowych opartego na wydajności, które umożliwia zwiększoną zawartość RAP przy jednoczesnym zapewnieniu odporności na spękania i koleinowanie poprzez testy wydajnościowe.
Systemy oceny zrównoważoności
LEED (Leadership in Energy and Environmental Design): System oceny LEED v5 obejmuje punkty za: Zrównoważone Tereny (zarządzanie wodami opadowymi poprzez nawierzchnie przepuszczalne), Materiały i Zasoby (zawartość z recyklingu, materiały regionalne, EPD) oraz Innowacje (zaawansowane praktyki zrównoważoności). Nawierzchnie mogą przyczyniać się do certyfikacji LEED dla projektów budynków i kampusów.
Envision: Kompleksowy system oceny zrównoważonej infrastruktury opracowany przez Institute for Sustainable Infrastructure (ISI) . Envision obejmuje 64 punkty dotyczące zrównoważoności w pięciu kategoriach: Jakość Życia, Przywództwo, Alokacja Zasobów, Świat Przyrody oraz Klimat i Odporność. Projekty nawierzchniowe mogą zdobywać punkty za stosowanie materiałów z recyklingu, LCA, EPD, zarządzanie wodami opadowymi i wydłużony okres eksploatacji.
Greenroads: System oceny zrównoważoności przeznaczony specjalnie dla projektów drogowych, opracowany przez Greenroads Foundation. Greenroads przyznaje punkty za: technologię nawierzchni (WMA, nawierzchnia przepuszczalna, nawierzchnia wieczna), materiały (zawartość z recyklingu, materiały lokalne, EPD), dostęp i równość oraz praktyki budowlane (redukcja emisji, gospodarka odpadami).
Polityki Buy Clean
Polityki Buy Clean wymagają, aby materiały budowlane stosowane w publicznych projektach infrastrukturalnych spełniały maksymalne limity śladu węglowego i były objęte EPD. Według stanu na 2025 rok, polityki Buy Clean zostały przyjęte przez: Kalifornię, Kolorado, Waszyngton, Minnesotę, Oregon, New Jersey, Nowy Jork oraz amerykańską General Services Administration (dla projektów federalnych). Polityki te bezpośrednio wpływają na specyfikacje materiałów nawierzchniowych, wymagając składania EPD wraz z ofertami i ustanawiając maksymalne limity GWP wyrażone jako kg CO₂ eq na tonę mieszanki asfaltowej lub na jard sześcienny betonu.
Inspekcja zrównoważonych nawierzchni
Zrównoważone wybory dotyczące nawierzchni — zawartość z recyklingu, produkcja w technologii ciepłej, powierzchnie przepuszczalne, konstrukcja długowieczna — wpływają na każdy aspekt inspekcji nawierzchni, od weryfikacji materiałów przed budową poprzez testy odbiorcze po zakończeniu budowy i ciągłe monitorowanie stanu. Specjaliści ds. inspekcji muszą znać specyficzne wymagania inspekcyjne dla każdej zrównoważonej technologii.
Inspekcja weryfikacji materiałów
W przypadku nawierzchni z zawartością materiałów z recyklingu inspekcja musi zweryfikować:
Jakość i jednolitość RAP: Inspektorzy muszą sprawdzić, czy hałdy RAP są odpowiednio rozdzielone według źródła, rozkruszone i przesiane zgodnie ze specyfikacją oraz wolne od materiałów szkodliwych. Pobieranie i badanie próbek RAP zgodnie z AASHTO T 2 i AASHTO T 168 musi potwierdzać zawartość lepiszcza (AASHTO T 164), uziarnienie (AASHTO T 30) i właściwości lepiszcza (ekstrakcja i odzysk zgodnie z ASTM D2172/D1856). Wilgotność RAP musi być monitorowana, ponieważ wysoka wilgotność może wpływać na produkcję WMA i kontrolę temperatury mieszanki.
Jakość RAS: Inspektorzy muszą sprawdzić, czy RAS jest przetworzony w celu usunięcia materiałów szkodliwych (gwoździe, drewno, filc, plastik) i odpowiednio przesiany. Badanie zawartości lepiszcza w RAS jest krytyczne ze względu na wysoką zawartość lepiszcza (20–30%) i jego wpływ na obliczenia całkowitej zawartości lepiszcza.
Weryfikacja SCM: W przypadku popiołu lotnego i GGBFS w nawierzchniach betonowych inspektorzy muszą zweryfikować: certyfikat źródła zgodnie z ASTM C618 (popiół lotny) lub ASTM C989 (GGBFS); drobność, ciężar właściwy i skład chemiczny; oraz warunki przechowywania (popiół lotny musi być przechowywany w suchych silosach, aby zapobiec hydratacji). Procent zastąpienia cementu musi być zweryfikowany w zatwierdzonym projekcie mieszanki i potwierdzony w dokumentacji dozowania.
Weryfikacja gumy granulowanej: W przypadku lepiszczy asfaltowo-gumowych inspektorzy muszą zweryfikować: uziarnienie gumy granulowanej, źródło (typ opony) i procent wagowy lepiszcza; temperaturę i czas reakcji (45–90 minut w temperaturze 350–400°F); oraz właściwości lepiszcza (lepkość, elastyczność) zgodnie z ASTM D6114 (Standardowa Specyfikacja dla Lepiszcza Asfaltowo-Gumowego).
Inspekcja asfaltu w technologii ciepłej
WMA wymaga specjalistycznych procedur inspekcyjnych wykraczających poza konwencjonalną inspekcję HMA:
Monitorowanie temperatury: Kluczowym kryterium odbioru dla WMA jest temperatura produkcji. Termometry na podczerwień i sondy temperaturowe muszą potwierdzać, że WMA jest produkowany i układany w określonym zakresie temperatur (typowe 200–275°F / 95–135°C w zależności od technologii). Należy dokumentować zarówno temperaturę produkcji (w wytwórni), jak i temperaturę układania (przy rozkładarce).
Weryfikacja systemu spieniania: W przypadku WMA z wtryskiem wody inspektorzy muszą sprawdzić, czy system wtrysku działa prawidłowo: natężenie przepływu wody (0,8–2,5% wagowo lepiszcza), natężenie przepływu lepiszcza i stan dyszy spieniającej. Charakterystyki spieniania — w tym współczynnik ekspansji (typowe 3–8 razy objętość pierwotną lepiszcza) i okres połowicznego zaniku piany (czas opadania piany do połowy maksymalnej objętości, typowe 10–30 sekund) — należy zweryfikować zgodnie ze specyfikacjami AASHTO.
Weryfikacja dozowania dodatków: W przypadku technologii WMA z dodatkami chemicznymi i organicznymi inspektorzy muszą sprawdzić, czy dodatek jest dozowany z określoną szybkością. Obejmuje to: weryfikację poziomów w zbiornikach dodatku, odczytów przepływomierzy i kalibracji systemu wtrysku; przegląd certyfikatów analizy dodatku; oraz potwierdzenie, że dodatek nie przekroczył okresu przydatności do użycia.
Badanie zagęszczenia: WMA zagęszcza się inaczej niż HMA ze względu na obniżoną temperaturę i zmodyfikowaną reologię lepiszcza. Badania jądrowym miernikiem gęstości lub gęstości rdzeni należy wykonywać z taką samą częstotliwością jak w projektach HMA, ale kryteria odbioru mogą wymagać dostosowania w zależności od konkretnej technologii WMA. Krzywe temperatura-gęstość należy opracować podczas odcinka próbnego (control strip) w celu ustalenia okna temperaturowego dla zagęszczenia.
Inspekcja nawierzchni przepuszczalnych
Nawierzchnie przepuszczalne wymagają protokołów inspekcji unikalnych dla ich podwójnej funkcji wodno-strukturalnej:
Szybkość infiltracji powierzchniowej: Test ASTM C1701/C1701M (Standardowa metoda badania szybkości infiltracji betonu przepuszczalnego in situ) jest stosowany zarówno dla betonu przepuszczalnego, jak i asfaltu porowatego. Podwójny pierścień infiltrometru jest uszczelniany do powierzchni nawierzchni za pomocą masy uszczelniającej, woda jest wstępnie nawilżana przez wewnętrzny pierścień, a szybkość infiltracji jest mierzona jako czas infiltracji określonej objętości wody. Minimalne akceptowalne szybkości infiltracji wynoszą zazwyczaj 0,8–1,0 cala na godzinę (20–25 mm/godz.). Badania odbiorcze należy wykonywać z częstotliwością jednego testu na 5 000–10 000 stóp kwadratowych (450–950 m²) nawierzchni.
Zawartość wolnych przestrzeni powietrznych: Odbiór asfaltu porowatego zazwyczaj wymaga weryfikacji zawartości wolnych przestrzeni powietrznych (cel 15–20%) poprzez badanie rdzeni zgodnie z ASTM D3203 lub AASHTO T 269. W przypadku betonu przepuszczalnego zawartość wolnych przestrzeni jest mierzona zgodnie z ASTM C1754 (Standardowa metoda badania gęstości i zawartości wolnych przestrzeni betonu przepuszczalnego).
Inspekcja złoża magazynującego z kamienia łamanego: Złoże magazynujące z kamienia łamanego należy sprawdzić pod kątem: uziarnienia kruszywa (równomiernie uziarniony kamień 1,5–2,5 cala zgodnie ze specyfikacją); grubości złoża (mierzonej geodezyjnie lub sondą); stanu tkaniny filtracyjnej (brak rozdarć, odpowiedni zakład 12–18 cali); oraz położenia, spadku i stanu wylotu rury drenażowej.
Monitorowanie gromadzenia osadów: Wydajność nawierzchni przepuszczalnej pogarsza się z czasem w miarę gromadzenia się osadów w porach powierzchniowych. Regularna inspekcja (co kwartał do corocznej) powinna obejmować: inspekcję wizualną pod kątem zastoin powierzchniowych; pomiar osadu powierzchniowego (głębokość nagromadzonego osadu, jeśli występuje); ocenę zatykania poprzez testy infiltracji powierzchniowej; oraz harmonogram czyszczenia próżniowego, gdy szybkości infiltracji spadną poniżej minimalnych progów.
Inspekcja nawierzchni wiecznej
Inspekcja nawierzchni wiecznej koncentruje się na weryfikacji właściwości warstw strukturalnych i monitorowaniu mechanizmów uszkodzeń, które mogłyby zagrozić konstrukcji długowiecznej:
Inspekcja bogatej warstwy dolnej (RBB): Odporna na zmęczenie warstwa dolna wymaga weryfikacji: zawartości lepiszcza (0,5–1,0% wyższej niż w konwencjonalnych mieszankach podbudowy); wolnych przestrzeni powietrznych (cel 3–5%); oraz VMA (minimum 14–17%). Zawartość lepiszcza i uziarnienie należy weryfikować co 500–1 000 ton produkcji.
Moduł warstwy pośredniej: Warstwa pośrednia o wysokim module musi osiągnąć projektową wartość modułu. Badanie modułu dynamicznego (AASHTO TP 132) na próbkach zagęszczonych laboratoryjnie lub rdzeniach terenowych powinno potwierdzić, że moduł w temperaturze 68°F (20°C), 10 Hz spełnia lub przekracza wartość projektową.
Monitorowanie odnowy warstwy ścieralnej: Jedynym rutynowym utrzymaniem przewidzianym dla nawierzchni wiecznej jest odnowa powierzchni co 15–20 lat. Inspekcja musi monitorować: głębokość kolein (typowo < 0,25 cala / 6 mm uruchamia planowanie odnowy); spękania powierzchniowe (spękania blokowe, spękania termiczne, wykruszanie); oraz przyczepność (wartości mu zgodnie z normami FAA). Badania Falling Weight Deflectometer (FWD) co 5–7 lat powinny potwierdzać, że warstwy strukturalne pozostają w dobrym stanie (brak uszkodzeń zmęczeniowych od spodu) i że tylko warstwa powierzchniowa wymaga odnowy.
Inspekcja recyklingu in situ
Projekty CIR, HIR i FDR wymagają specjalistycznej inspekcji:
Grubość i jednolitość warstwy z recyklingu: Inspektorzy muszą mierzyć głębokość przetworzenia w regularnych odstępach (typowo co 500–1 000 stóp / 150–300 m). AASHTO T 310 (pomiar głębokości miernikiem jądrowym) lub pobieranie rdzeni może potwierdzić, że głębokość frezowania/spulchniania odpowiada głębokości projektowej.
Dozowanie i mieszanie środka odmładzającego: W przypadku CIR i HIR dawka środka odmładzającego musi być zweryfikowana względem zatwierdzonego projektu mieszanki. Przepływomierze na systemie wtrysku środka odmładzającego muszą być skalibrowane, a odczyty rejestrowane. Jednolitość mieszania należy oceniać wizualnie — materiał z recyklingu powinien być jednorodny pod względem koloru i tekstury, bez smug i grudek.
Wilgotność CIR: W przypadku CIR na bazie emulsji wilgotność mieszanki z recyklingu podczas układania jest krytyczna. ASTM D4643 (test wilgotności metodą mikrofalową) lub ASTM D6307 (metoda spalania) należy stosować do weryfikacji wilgotności w określonym zakresie (typowe 3,5–6,0% dla mieszanki podczas układania).
Zawartość stabilizatora w FDR: W przypadku FDR ze stabilizacją cementem lub popiołem lotnym inspektorzy muszą zweryfikować: szybkość aplikacji stabilizatora (mierzoną typowo biletami kalibracyjnymi rozrzutnika); głębokość i jednolitość mieszania; wilgotność do zagęszczenia; oraz gęstość terenową (miernik jądrowy lub stożek piaskowy zgodnie z AASHTO T 191 lub T 310).
Inspekcja EPD i dokumentacji
W miarę upowszechniania się EPD i polityk Buy Clean, inspekcja obejmuje weryfikację dokumentacji środowiskowej:
Weryfikacja EPD: Inspektorzy muszą potwierdzić, że: EPD są aktualne (w okresie ważności 5 lat); EPD odpowiadają konkretnemu dostarczonemu produktowi (ta sama wytwórnia, ten sam projekt mieszanki, to samo raportowane GWP); EPD są zweryfikowane przez stronę trzecią i zarejestrowane u zatwierdzonego operatora programu; oraz dokumentacja wymagana przez EPD (ilości materiałów, odległości źródeł, daty produkcji) jest prowadzona.
Dokumentacja zawartości materiałów z recyklingu: Wszystkie dostawy materiałów z recyklingu muszą być dokumentowane z: źródłem materiału, ilością, datą i certyfikatem dostawcy potwierdzającym procent zawartości materiałów z recyklingu.
Dokumentacja materiałów lokalnych: Jeśli istnieją wymagania dotyczące materiałów lokalnych (np. promień 50 mil), należy prowadzić dokumentację transportu (bilety przewozowe, mapy lokalizacji źródeł).
Dokumentacja emisji z budowy: W przypadku projektów z wymaganiami dotyczącymi redukcji emisji budowlanych (np. projekty na obszarach przekroczeń norm) należy prowadzić rejestry zużycia paliwa, certyfikaty emisji sprzętu (silniki Tier 4) oraz dokumentację ograniczania czasu pracy na biegu jałowym.
Podsumowanie zasad zrównoważonych nawierzchni
Inżynieria zrównoważonych nawierzchni integruje efektywność materiałową, oszczędność energii, redukcję emisji, gospodarkę wodną i wydłużony okres eksploatacji w jednolite ramy projektowe i konstrukcyjne. Kluczowe zasady wynikające z tego kompleksowego przeglądu to:
Materiały przede wszystkim: Najbardziej wpływową strategią zrównoważonej nawierzchni jest maksymalizacja wykorzystania materiałów z recyklingu i odpadowych — RAP, RAS, RCA, popiół lotny, GGBFS i guma granulowana. Materiały te chronią zasoby naturalne, zmniejszają zużycie energii, obniżają emisje i ograniczają ilość odpadów na składowiskach, przy jednoczesnym utrzymaniu lub poprawie wydajności nawierzchni przy odpowiednim zaprojektowaniu.
Temperatura ma znaczenie: Obniżenie temperatur produkcji i układania poprzez technologię WMA zapewnia natychmiastowe, weryfikowalne redukcje zużycia energii (20–35%) i emisji (15–40%). CMA osiąga jeszcze większe redukcje kosztem pewnych kompromisów w wydajności.
Woda jest zasobem: Nawierzchnie przepuszczalne przekształcają powierzchnie nawierzchni z problemów związanych z wodami opadowymi w rozwiązania dla wód opadowych, redukując objętość spływu o 50–90% i zapewniając oczyszczanie wody spełniające lub przekraczające wymagania regulacyjne.
Myślenie w cyklu życia: LCA zapewnia naukowe podstawy do oceny kompromisów między różnymi materiałami nawierzchniowymi, projektami i strategiami utrzymania. Zapewnia, że decyzje podjęte w celu zmniejszenia wpływu na jednym etapie cyklu życia nie powodują niezamierzonego zwiększenia wpływu na innym etapie.
Długie życie jest zielone: Wydłużenie okresu eksploatacji nawierzchni poprzez projektowanie nawierzchni wiecznej zmniejsza wszystkie wpływy na środowisko na rok eksploatacji o 25–50% w porównaniu do konwencjonalnych nawierzchni o krótszym okresie eksploatacji, które wymagają odbudowy.
Pomiar umożliwia zarządzanie: EPD i polityki Buy Clean tworzą mechanizmy rynkowe, które napędzają ciągłe doskonalenie efektywności środowiskowej materiałów nawierzchniowych. Bez przejrzystych, zweryfikowanych danych środowiskowych twierdzenia o zrównoważoności nie mogą być potwierdzone.
Inspekcja się dostosowuje: Zrównoważone technologie nawierzchni wymagają dostosowanych protokołów inspekcji — dla jakości RAP, warunków produkcji WMA, wydajności nawierzchni przepuszczalnych, monitorowania strukturalnego nawierzchni wiecznej i dokumentacji EPD. Inspektorzy muszą być przeszkoleni, aby weryfikować, że zrównoważone nawierzchnie spełniają wszystkie specyfikacje techniczne i środowiskowe.
Najczęściej Zadawane Pytania
Zrównoważona nawierzchnia minimalizuje wpływ na środowisko poprzez pięć kluczowych wymiarów: wykorzystanie materiałów z recyklingu i odpadowych (RAP, RAS, popiół lotny, żużel, guma ze zużytych opon), zmniejszone zużycie energii i emisje gazów cieplarnianych podczas produkcji i budowy (technologie ciepłe i zimne), zarządzanie wodami opadowymi (nawierzchnie przepuszczalne), wydłużony okres eksploatacji (konstrukcja nawierzchni wiecznej powyżej 50 lat) oraz wykorzystanie oceny cyklu życia (LCA) i deklaracji środowiskowych produktu (EPD) do ilościowego określenia i komunikowania efektywności środowiskowej. Zrównoważone nawierzchnie utrzymują lub poprawiają wydajność, trwałość, bezpieczeństwo i opłacalność w porównaniu z konwencjonalnymi nawierzchniami.
Zrównoważone nawierzchnie wykorzystują: Mieszankę Mineralno-Asfaltową z Recyklingu (RAP) — do 50% w warstwach ścieralnych i więcej w warstwach podbudowy; Gonty Asfaltowe z Recyklingu (RAS) — do 5% wagowo; Kruszywo z Betonu z Recyklingu (RCA) — zastępujące kruszywa naturalne w warstwach podbudowy i podłoża oraz w nowych mieszankach betonowych; popiół lotny (klasa C i F) — zastępujący 15–50% cementu portlandzkiego w nawierzchniach betonowych; mielony granulowany żużel wielkopiecowy (GGBFS) — zastępujący 25–70% cementu; pył krzemionkowy; oraz gumę granulowaną ze zużytych opon — stosowaną w lepiszczach asfaltowo-gumowych. Materiały te ograniczają ilość odpadów trafiających na składowiska, chronią zasoby naturalne i często poprawiają określone właściwości użytkowe nawierzchni.
Asfalt w technologii ciepłej (WMA) jest produkowany i układany w temperaturach o 30–120°F (20–50°C) niższych niż konwencjonalny asfalt w technologii gorącej (HMA). Obniżenie temperatury osiąga się poprzez technologie spieniania (wtrysk wody lub dodatek zeolitów), dodatki organiczne (woski) lub dodatki chemiczne (surfaktanty i emulgatory). WMA zmniejsza zużycie paliwa o 20–35%, obniża emisje CO₂ o 15–40%, redukuje opary i zapachy w wytwórni i na miejscu układania, umożliwia dłuższy transport i wydłużony sezon układania, poprawia zagęszczenie oraz pozwala na wyższą zawartość RAP. Asfalt w technologii zimnej (CMA) działa w temperaturze otoczenia, osiągając jeszcze większe oszczędności energii i redukcję emisji rzędu 35–50%.
Nawierzchnie przepuszczalne — w tym asfalt porowaty i beton przepuszczalny — umożliwiają infiltrację wód opadowych przez powierzchnię nawierzchni do podziemnych warstw magazynujących z kamienia łamanego i rodzimych gruntów. Zmniejsza to objętość spływu wód opadowych o 50–90%, zasila warstwy wodonośne, filtruje zanieczyszczenia (redukując całkowite zawiesiny stałe o 80–90%), ogranicza efekt miejskiej wyspy ciepła poprzez chłodzenie wyparne, eliminuje potrzebę stosowania konwencjonalnej kanalizacji deszczowej w niektórych zastosowaniach oraz może zmniejszyć lub wyeliminować opłaty związane z odprowadzaniem wód opadowych. Nawierzchnie przepuszczalne są odpowiednie dla parkingów, dróg o małym natężeniu ruchu, poboczy oraz niektórych zastosowań lotniskowych, takich jak płyty do odladzania.
Nawierzchnia wieczna (zwana również nawierzchnią długowieczną) to nawierzchnia asfaltowa zaprojektowana i zbudowana tak, aby wytrzymać 50 lat lub więcej bez konieczności przeprowadzania poważnych napraw strukturalnych lub odbudowy. Konstrukcja wykorzystuje wiele warstw strukturalnych o różnych funkcjach: dolną warstwę odporną na zmęczenie (bogatą w lepiszcze, zaprojektowaną tak, aby przeciwdziałać spękaniom od spodu), warstwę pośrednią o wysokim module do rozkładu obciążeń oraz odporną na koleinowanie i trwałą warstwę ścieralną. Utrzymanie ogranicza się do odnawiania powierzchni co 15–20 lat poprzez frezowanie i nakładanie nowej warstwy wierzchniej. Nawierzchnia wieczna obniża koszty cyklu życia o 20–40%, eliminuje zakłócenia związane z odbudową oraz minimalizuje zużycie materiałów i wytwarzanie odpadów w dłuższej perspektywie.
Ocena Cyklu Życia (LCA) to systematyczna metodologia ilościowego określania wpływu nawierzchni na środowisko na wszystkich etapach życia: wydobycie i produkcja materiałów (A1–A3), budowa (A4–A5), faza użytkowania obejmująca utrzymanie i naprawy (B1–B8) oraz koniec eksploatacji (C1–C4). LCA mierzy wiele kategorii wpływu, w tym potencjał globalnego ocieplenia (GWP, mierzony w kg ekwiwalentu CO₂), zużycie energii (MJ), zużycie wody, niszczenie ozonu, zakwaszenie, eutrofizację i tworzenie smogu. Normy ISO 14040/14044 regulują metodologię LCA. LCA nawierzchni umożliwia porównanie alternatywnych projektów i materiałów w celu wyboru najbardziej korzystnej dla środowiska opcji, identyfikację obszarów o największym wpływie na środowisko w cyklu życia nawierzchni oraz tworzenie Deklaracji Środowiskowych Produktu (EPD).
Zrównoważone wybory dotyczące nawierzchni wpływają na inspekcję na kilka sposobów: materiały z zawartością recyklatu mogą mieć inne cechy wizualne (kolor, tekstura) wymagające dostosowania kryteriów inspekcji; nawierzchnie w technologii ciepłej i zimnej mają inne zachowanie przy zagęszczaniu i kryteria akceptacji gęstości; nawierzchnie przepuszczalne wymagają specjalistycznej inspekcji dla szybkości infiltracji, porowatości powierzchni i gromadzenia osadów; nawierzchnie wieczne wymagają monitorowania strukturalnego (FWD) w celu weryfikacji stanu warstw przed odnową powierzchni; nawierzchnie z recyklingiem in situ wymagają badań skuteczności środka odmładzającego i właściwości lepiszcza RAP; EPD wymagają weryfikacji danych produkcyjnych; a zamówienia oparte na LCA wymagają dokumentacji rzeczywistych ilości i źródeł materiałów. Inspektorzy muszą być przeszkoleni w zakresie tych specyficznych wymagań.
Deklaracje Środowiskowe Produktu (EPD) to standaryzowane, zweryfikowane przez stronę trzecią dokumenty, które komunikują wpływ produktu na środowisko w oparciu o Oceny Cyklu Życia (LCA) zgodnie z ISO 14025 i ISO 21930. EPD materiałów nawierzchniowych (dla mieszanek asfaltowych, betonu, kruszyw, cementu, zbrojenia stalowego) raportują wpływ na środowisko na jednostkę funkcjonalną (zazwyczaj 1 tona materiału) w zakresie od kołyski do bramy (A1–A3) lub od kołyski do grobu. EPD umożliwiają świadome decyzje zakupowe, wspierają certyfikację zielonego budownictwa (LEED, Envision, Greenroads), spełniają wymogi polityk Buy Clean oraz tworzą zachęty rynkowe dla producentów do zmniejszania wpływu na środowisko. Według stanu na 2025 r. w Ameryce Północnej zarejestrowanych jest ponad 2500 EPD materiałów budowlanych.
Kluczowe specyfikacje dotyczące zrównoważonego rozwoju obejmują: ISO 14040/14044 (ramy LCA), ISO 14025 i ISO 21930 (normy EPD dla wyrobów budowlanych), ASTM D4552 (klasyfikacja środków do recyklingu), AASHTO PP 105 (zrównoważone projektowanie mieszanki), FAA AC 150/5320-6G (projektowanie nawierzchni lotniskowych z materiałami z recyklingu), ICAO Doc 9157 Part 3 (projektowanie nawierzchni lotniskowych), wytyczne programu FHWA dotyczącego zrównoważonych nawierzchni, LEED v5 dla transportu, Envision (ocena zrównoważonej infrastruktury), Greenroads (ocena zrównoważoności dróg) oraz polityki zakupowe Buy Clean. Specyfikacje te określają wymagania dotyczące zawartości materiałów z recyklingu, limitów energii produkcyjnej, składania EPD oraz progów efektywności środowiskowej.
Rozwijaj zrównoważone praktyki w zakresie nawierzchni
Dowiedz się, jak materiały z recyklingu, technologie ciepłe i ocena cyklu życia mogą poprawić efektywność środowiskową nawierzchni lotniskowych i drogowych, jednocześnie obniżając koszty. Nasi eksperci zapewniają doradztwo w zakresie projektowania zrównoważonych nawierzchni, doboru materiałów i protokołów inspekcji.
Recykling na zimno in-situ (CIR) nawierzchni asfaltowych
Recykling na zimno in-situ (CIR) to metoda rehabilitacji nawierzchni, w której istniejące warstwy asfaltu są frezowane, mieszane ze środkami recyklingowymi (emu...
Środki odmładzające asfalt to dodatki przywracające właściwości chemiczne i fizyczne starzonemu, utlenionemu lepiszczu asfaltowemu w RAP, RAS lub w nawierzchnia...
Nawierzchnia pasa startowego to zaprojektowane materiały i warstwowe systemy nawierzchni tworzące nośną powierzchnię pasów startowych na lotniskach, mające na c...
5 min czytania
Airport Infrastructure
Pavement Materials
+1
Zgoda na Pliki Cookie Używamy plików cookie, aby poprawić jakość przeglądania i analizować nasz ruch. See our privacy policy.