+++ title = “Sprężanie następcze (PT) w Konstrukcjach Betonowych” description = “Sprężanie następcze (PT) to metoda sprężania betonu, w której...
36 min czytania
Cięgno sprężające to wysokowytrzymały element stalowy — najczęściej splot siedmiodrutowy, drut lub pręt — stosowany w betonie sprężonym lub kablobetonie do wywołania trwałego naprężenia ściskającego w konstrukcji. Stan cięgna, w tym korozja, pęknięcie i utrata sprężenia, jest głównym zagadnieniem podczas inspekcji mostów. Szczegółowe omówienie typów cięgien, właściwości materiałowych, mechanizmów korozji i metod badań nieniszczących (NDT).
Cięgno sprężające to wysokowytrzymały stalowy element rozciągany, stosowany do wywołania trwałego naprężenia ściskającego w betonie w konstrukcjach sprężonych i kablobetonowych. Cięgno jest naprężane — przed ułożeniem betonu (sprężenie) lub po stwardnieniu betonu (kablobeton) — a siła przenoszona jest do betonu poprzez mechaniczną przyczepność, zakotwienia końcowe lub oba te mechanizmy. To wywołane ściskanie przeciwdziała naprężeniom rozciągającym, które wystąpią pod obciążeniami użytkowymi, umożliwiając większe rozpiętości, cieńsze przekroje i lepszą kontrolę zarysowania w porównaniu z konwencjonalnie zbrojonym betonem.
Cięgna sprężające są produkowane w trzech podstawowych formach, z których każda podlega odrębnym normom materiałowym i jest dostosowana do konkretnych zastosowań konstrukcyjnych.
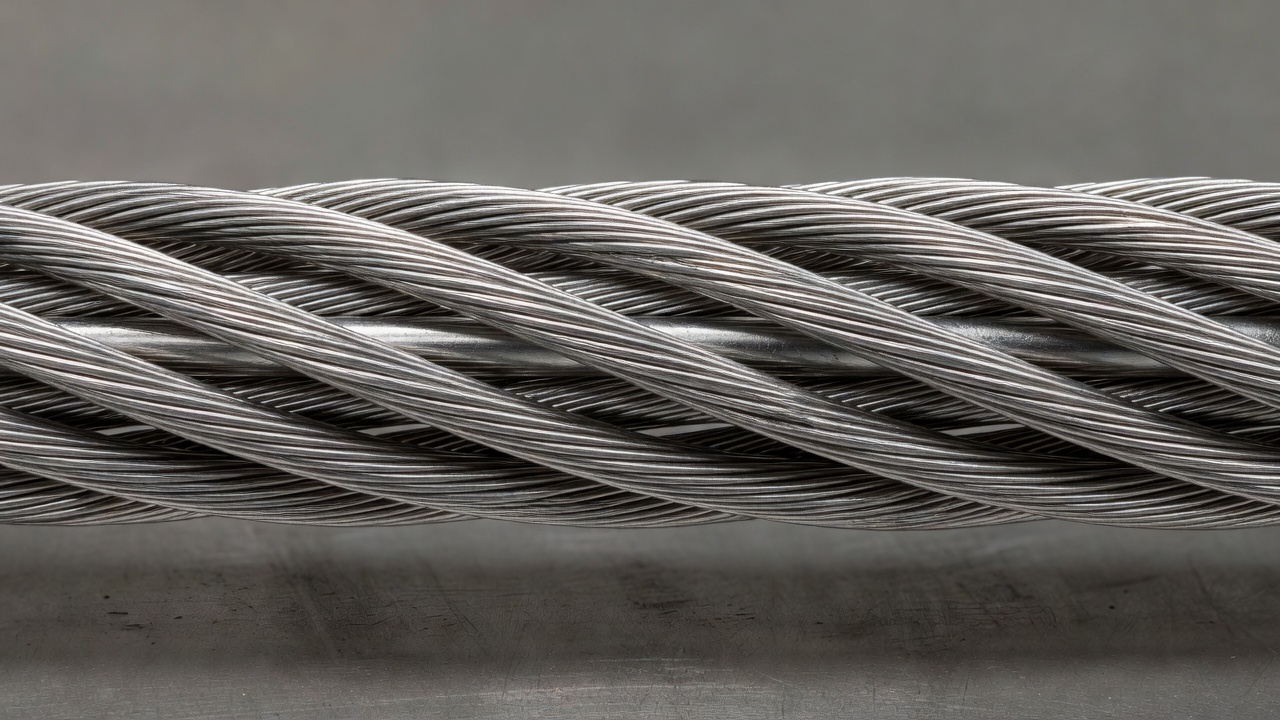
Splot siedmiodrutowy jest zdecydowanie najczęściej stosowanym typem cięgna. Składa się z pojedynczego prostego drutu środkowego otoczonego sześcioma helikalnie zwiniętymi drutami zewnętrznymi. Helikalne zwinięcie zapewnia mechaniczne zazębienie z zaczynem lub betonem oraz elastyczność podczas transportu. Splot produkowany jest zgodnie z ASTM A416 / AASHTO M203 w dwóch klasach: Grade 250 (minimalna wytrzymałość na rozciąganie 250 ksi / 1725 MPa) i Grade 270 (270 ksi / 1860 MPa). Klasa Grade 270 jest standardem dla prawie wszystkich nowoczesnych konstrukcji mostowych i budowlanych. Splot produkowany jest w nominalnych średnicach 0,375, 0,438, 0,500 i 0,600 cala (9,53, 11,11, 12,70 i 15,24 mm). Średnice 0,5 cala (12,7 mm) i 0,6 cala (15,24 mm) są najczęściej stosowane w mostowym kablobetonie. Istnieją dwa typy splotu: o małej relaksacji (domyślny) i odprężony cieplnie (normalna relaksacja). Splot o małej relaksacji poddawany jest ciągłej obróbce termomechanicznej po skręceniu w celu uzyskania lepszych parametrów relaksacji, przy czym straty relaksacji są ograniczone do mniej niż 2,5% w ciągu 1000 godzin przy wstępnym naprężeniu do 70% wytrzymałości na rozciąganie. Splot odprężony cieplnie, który podlega tylko obróbce termicznej, musi być specjalnie zamawiany i ma wyższe straty relaksacji.
Drut pojedynczy to walcowany na zimno drut ze stali wysokowęglowej wykonany zgodnie z ASTM A421. Druty są okrągłe i mają zazwyczaj średnicę od 0,192 do 0,276 cala (4,88 do 7,01 mm). Druty pojedyncze są stosowane w elementach sprężonych, takich jak płyty kanałowe, podkłady kolejowe i okrągłe zbiorniki sprężone, gdzie druty są nawijane pod napięciem. Drut może być gładki, wgłębiony lub karbowany w celu poprawy przyczepności do betonu. Norma ASTM A421 definiuje dwa typy: Type BA (odprężony cieplnie, walcowany na zimno) i Type WA (odprężony cieplnie, walcowany na zimno, o małej relaksacji).
Pręt wysokowytrzymały to pręt gwintowany lub gładki wykonany ze stali stopowej zgodnie z ASTM A722. Pręty mają średnicę nominalną od 0,625 do 3,625 cala (15,875 do 92,075 mm) i są dostępne w klasach Grade 150 i Grade 160 (minimalna wytrzymałość na rozciąganie odpowiednio 150 ksi / 1035 MPa i 160 ksi / 1100 MPa). Pręty są stosowane w budowie mostów segmentowych, tymczasowym sprężeniu podczas montażu, kotwach gruntowych i skałach oraz naprawach konstrukcji. Cięgna prętowe są zazwyczaj naprężane za pomocą pras hydraulicznych, które nakręcają się na koniec pręta, a siła przenoszona jest poprzez płyty oporowe i nakrętki w zakotwieniach.
Konfiguracja cięgna rozróżnia również systemy z przyczepnością i bez przyczepności. W kablobetonie z przyczepnością cięgno jest instalowane wewnątrz kanału (z blachy falistej lub tworzywa sztucznego), który następnie jest wypełniany zaczynem cementowym. Zaczyn zapewnia ochronę antykorozyjną poprzez swoje silnie alkaliczne środowisko (pH > 12,5) i ustanawia pełną przyczepność między cięgnem a otaczającym betonem. Jeśli drut w cięgnie z przyczepnością pęknie, zaczyn rozkłada uwolnienie siły na długości cięgna, zapobiegając nagłej utracie nośności w zakotwieniu. W kablobetonie bez przyczepności splot jest indywidualnie osłonięty tworzywem sztucznym i pokryty smarem lub woskiem inhibitującym korozję. Nie stosuje się zaczynu, a cięgno może swobodnie poruszać się względem betonu. Cała siła sprężająca przenoszona jest w zakotwieniach końcowych. Systemy bez przyczepności są szeroko stosowane w budynkach, parkingach i płytach na gruncie. Każdy system stwarza inne wyzwania inspekcyjne i wymagania w zakresie ochrony antykorozyjnej.
Stal sprężająca zasadniczo różni się od konwencjonalnej stali zbrojeniowej zarówno pod względem właściwości mechanicznych, jak i metalurgii. Wysoka wytrzymałość wymagana do efektywnego sprężania jest osiągana poprzez połączenie wysokiej zawartości węgla, przeciągania na zimno i obróbki termicznej.
Najczęściej stosowana stal sprężająca, splot siedmiodrutowy Grade 270, ma minimalną wytrzymałość na rozciąganie 270 000 psi (1860 MPa). Jest to około czterokrotność granicy plastyczności stali zbrojeniowej Grade 60 (60 ksi / 420 MPa). Granica plastyczności jest definiowana przy 1% wydłużenia pod obciążeniem (nie tradycyjnym przesunięciu 0,2% stosowanym dla innych stali), co odzwierciedla brak wyraźnego plateau plastyczności w drucie ciągnionym na zimno. Dla splotu o małej relaksacji minimalna granica plastyczności wynosi 90% określonej wytrzymałości na zerwanie. Dla splotu odprężonego cieplnie wynosi 85%. Moduł sprężystości splotu sprężającego wynosi około 28 500 ksi (196 500 MPa) — podobnie jak w konwencjonalnej stali — ale krzywa naprężenie-odkształcenie jest prawie liniowa do około 85% wytrzymałości granicznej, bez wyraźnego punktu granicy plastyczności.
Właściwość małej relaksacji to najważniejszy postęp materiałowy w nowoczesnej stali sprężającej. Relaksacja to zależne od czasu zmniejszenie naprężenia w stali utrzymywanej przy stałym odkształceniu. W splocie odprężonym cieplnie straty relaksacji mogą sięgać 5-8% w ciągu 1000 godzin przy naprężeniu do 70% wytrzymałości granicznej. Splot o małej relaksacji, dzięki ciągłej obróbce termomechanicznej (zwanej również obróbką stabilizującą), redukuje 1000-godzinną relaksację do mniej niż 2,5% w tych samych warunkach. Obróbka ta polega na nagrzewaniu splotu pod napięciem do temperatury około 350-400°C (660-750°F), co stabilizuje strukturę dyslokacji w matrycy drutu ciągnionego na zimno i drastycznie zmniejsza długoterminową relaksację. Długoterminowa relaksacja po 50 latach, ekstrapolowana zgodnie z ASTM E328, wynosi zazwyczaj 5-8% dla splotu o małej relaksacji w porównaniu z 10-15% dla splotu odprężonego cieplnie.
Metalurgia stali sprężającej ma kluczowe znaczenie dla zrozumienia jej działania i mechanizmów zniszczenia. Drut sprężający wykonany jest ze stali wysokowęglowej o zawartości węgla 0,75-0,85%, manganu 0,60-0,90% i krzemu 0,15-0,35%. Stal jest walcowana na gorąco w pręt, a następnie przeciągana na zimno przez serię stopniowo mniejszych ciągadeł. Przeciąganie na zimno zmniejsza pole przekroju poprzecznego o 80-90%, wytwarzając silnie odkształconą mikrostrukturę perlitową z lamelami ferrytu i cementytu ułożonymi równolegle do osi drutu. Ta mikrostruktura nadaje stali wyjątkową wytrzymałość, ale także tworzy materiał, który jest bardzo wrażliwy na wodór. Każdy atomowy wodór, który dostanie się do stali — z reakcji korozyjnych, ochrony katodowej lub procesów cynkowania — może dyfundować wzdłuż granic ziaren i gromadzić się na wtrąceniach, prowadząc do kruchości wodorowej i nagłego kruchego pękania pod utrzymującym się naprężeniem rozciągającym.
| Właściwość | Splot Grade 250 (ASTM A416) | Splot Grade 270 (ASTM A416) | Pręt Wysokowytrzymały (ASTM A722 Grade 150) |
|---|---|---|---|
| Minimalna wytrzymałość na rozciąganie | 250 ksi (1725 MPa) | 270 ksi (1860 MPa) | 150 ksi (1035 MPa) |
| Minimalna granica plastyczności (1% wydłużenia) | 212,5 ksi (1465 MPa) — mała relaks. | 243 ksi (1675 MPa) — mała relaks. | 130 ksi (895 MPa) |
| Moduł sprężystości | 28 500 ksi (196 500 MPa) | 28 500 ksi (196 500 MPa) | 30 000 ksi (207 000 MPa) |
| Relaksacja po 1000 h (70% UTS) | <2,5% (mała relaks.) | <2,5% (mała relaks.) | Różna |
| Typowa zawartość węgla | 0,75-0,85% | 0,75-0,85% | 0,40-0,55% |
| Średnica drutu środkowego (splot 0,6") | — | 0,128 cala (3,25 mm) | N/A |
| Średnica drutu zewnętrznego (splot 0,6") | — | 0,116 cala (2,95 mm) | N/A |
Geometria i prowadzenie cięgna sprężającego w elemencie betonowym są starannie zaprojektowane w celu maksymalizacji efektywności konstrukcyjnej. Profil cięgna to pionowa lub pozioma ścieżka, którą cięgno podąża wzdłuż elementu. W belkach swobodnie podpartych cięgna zazwyczaj mają profil paraboliczny lub opadający — nisko w środku rozpiętości (gdzie maksymalny moment dodatni wymaga mimośrodowego ściskania dolnego włókna) i podnoszący się ku podporom (gdzie mimośród jest zmniejszany lub odwracany w celu kontroli naprężeń końcowych). W przęsłach ciągłych profile cięgien są często segmentowanymi parabolami z punktami przegięcia w pobliżu podpór pośrednich.
Profil cięgna bezpośrednio wpływa na rozkład naprężeń w betonie. Siła sprężająca przyłożona z mimośrodem e od środka ciężkości betonu wywołuje zarówno ściskanie osiowe (P/A), jak i moment zginający (P×e/S) w elemencie. Poprzez zmianę mimośrodu wzdłuż rozpiętości projektant osiąga zrównoważony stan naprężeń pod obciążeniami użytkowymi. Normy ACI 318 i AASHTO LRFD Bridge Design Specifications podają szczegółowe procedury doboru profili cięgien i obliczania wynikowych naprężeń w betonie przy przekazaniu sprężenia i w warunkach użytkowych.
Każde cięgno znajduje się w kanale — karbowanej rurze metalowej lub plastikowej, która zapewnia pustkę dla instalacji cięgna i późniejszej iniekcji zaczynu. Średnica kanału jest zazwyczaj 2,5 do 3,5 razy większa od nominalnej średnicy cięgna, aby zapewnić odpowiedni luz do instalacji splotu i przepływu zaczynu. Kanały metalowe są spiralnie karbowaną stalą ocynkowaną; kanały plastikowe są wykonane z polietylenu o wysokiej gęstości (HDPE) lub polipropylenu. Kanały plastikowe są coraz częściej wymagane dla lepszej ochrony antykorozyjnej i izolacji elektrycznej. Kanały są pozycjonowane i przywiązywane do koszyka zbrojeniowego przed ułożeniem betonu, ze starannym utrzymaniem zaprojektowanego profilu, zapobieganiem uszkodzeniom podczas betonowania i zapewnieniem wodoszczelnych połączeń na stykach.
Blok zakotwienia lub strefa zakotwienia to obszar elementu, w którym siła sprężająca jest przenoszona z cięgna na beton. W kablobetonie zakotwienie składa się z odlewanej lub obrobionej mechanicznie stalowej płyty oporowej ze stożkowymi otworami na kliny (dla splotu) lub łącznikami gwintowanymi (dla prętów). Płyta oporowa rozkłada skupioną siłę cięgna na wystarczającą powierzchnię, aby utrzymać naprężenia docisku w dopuszczalnych granicach. Beton bezpośrednio za zakotwieniem jest silnie zbrojony zbrojeniem spiralnym lub kratowym, aby przeciwstawić się siłom rozszczepiającym i odłupującym generowanym przez koncentrację naprężeń. Rozdział 17 normy ACI 318 określa zasady projektowania stref zakotwień dla elementów kablobetonowych.
Otwory do iniekcji i odpowiedrzenia są umieszczane w strategicznych miejscach wzdłuż kanału do wtłaczania zaczynu cementowego po sprężeniu. Rurki wlotowe i wylotowe (zazwyczaj o średnicy 1 do 1,5 cala) są instalowane w górnych punktach cięgien (do odpowietrzania podczas iniekcji) i dolnych punktach (do wtłaczania zaczynu). Wszystkie wloty i wyloty muszą być wyposażone w zawory odcinające do utrzymania ciśnienia zaczynu podczas iniekcji i zapobiegania utracie ochrony w przypadku późniejszego uszkodzenia rurki. Podręcznik FHWA Post-Tensioning Tendon Installation and Grouting Manual (FHWA-NHI-13-026) zawiera kompleksowe wymagania dotyczące projektowania, instalacji i testowania systemów iniekcyjnych.
Korozja cięgien sprężających jest zasadniczo poważniejszym problemem niż korozja konwencjonalnego zbrojenia. Cięgno sprężające pracuje przy 70-80% swojej wytrzymałości na rozciąganie. Każda utrata pola przekroju poprzecznego spowodowana korozją bezpośrednio zwiększa naprężenie rozciągające w pozostałej stali, przyspieszając proces niszczenia. Ponadto mikrostruktura stali wysokowytrzymałej stosowanej w cięgnach czyni je podatnymi na wyspecjalizowane mechanizmy korozji, które nie wpływają na stal miękką.
Korozja wżerowa wywołana chlorkami jest najczęstszym i najniebezpieczniejszym mechanizmem korozji cięgien w eksploatacji. Jony chlorkowe (Cl⁻) z soli odladzających, mgły morskiej lub wody słonawej penetrują otulinę betonową poprzez dyfuzję lub absorpcję kapilarną. Gdy stężenie chlorków na głębokości cięgna osiągnie próg krytyczny (zazwyczaj 0,2-0,4% wagowo cementu, w zależności od rodzaju stali i warunków środowiskowych), pasywna warstwa tlenkowa, która normalnie chroni stal w alkalicznym środowisku betonu (pH 12,5-13,5), zostaje lokalnie zniszczona. Rezultatem jest wysoce zlokalizowany atak wżerowy. Wżery mogą rozwijać się szybko, ponieważ mały obszar anodowy u podstawy wżeru generuje wysoką gęstość prądu korozyjnego do otaczającej pasywnej stali. Wżer penetrujący zaledwie 1-2 mm w drut o średnicy 5 mm może zmniejszyć nośność o 20-30%, ponieważ efekt karbu koncentruje naprężenia u nasady wżeru. Korozji wywołanej chlorkami zazwyczaj towarzyszą wykwity rdzy i zarysowanie betonu, ale zanim te objawy się pojawią, mogła już nastąpić znaczna utrata przekroju.
Karbonatyzacja zaczynu lub betonu obniża pH środowiska otaczającego cięgno. Dwutlenek węgla (CO₂) z atmosfery dyfunduje do betonu lub zaczynu i reaguje z wodorotlenkiem wapnia, tworząc węglan wapnia, obniżając pH z 12,5-13,5 do około 8-9. Przy tym pH pasywna warstwa na stali nie jest już stabilna i może rozpocząć się korozja ogólna, jeśli obecne są wilgoć i tlen. Karbonatyzacja postępuje wolno w gęstym, dobrze zagęszczonym betonie, ale może postępować szybko w słabo zagęszczonym zaczynie w kanałach kablobetonowych. Niewłaściwa iniekcja — pozostawiająca puste przestrzenie w kanale po iniekcji — tworzy ścieżki dla CO₂ i wilgoci do bezpośredniego dotarcia do cięgna.

Korozja prądami błądzącymi występuje, gdy zewnętrzny prąd stały (DC) przepływa przez beton i system cięgien. Źródła prądów błądzących obejmują elektryczne systemy transportu szynowego, systemy ochrony katodowej na sąsiednich konstrukcjach, operacje spawalnicze i zwarcia doziemne. Cięgno działa jako przewodnik elektryczny; w miejscu, gdzie prąd opuszcza cięgno i wchodzi do otaczającego elektrolitu (zaczynu lub betonu), rozwijają się warunki anodowe i metal rozpuszcza się w przyspieszonym tempie. Korozja prądami błądzącymi jest zazwyczaj skoncentrowana i może postępować szybko, tworząc głębokie wżery w krótkim czasie.
Kruchość wodorowa (HE) jest najbardziej katastrofalnym mechanizmem zniszczenia cięgien sprężających. Atomowy wodór (H) — a nie cząsteczkowy wodór (H₂) — jest absorbowany do sieci krystalicznej stali, gdzie dyfunduje do obszarów wysokiego trójosiowego naprężenia, typowo na końcach pęknięć lub wtrąceniach metalurgicznych. Nagromadzony wodór zmniejsza wytrzymałość kohezyjną sieci żelaza, powodując kruche pękanie przy naprężeniach znacznie poniżej normalnej wytrzymałości stali na rozciąganie. Źródła wodoru obejmują reakcje korozyjne (gdzie wodór jest produkowany na katodzie), nadmierną ochronę z systemów ochrony katodowej (nadmierny potencjał ujemny wytwarzający gaz H₂ na powierzchni stali) oraz czyszczenie kwasem lub trawienie. Wysoka zawartość węgla i mikrostruktura przeciągana na zimno stali sprężającej czynią ją jednym z najbardziej wrażliwych na wodór materiałów inżynieryjnych. Zniszczenie w wyniku kruchości wodorowej jest nagłe i całkowite — cięgno pęka bez widocznych oznak na zewnętrznej powierzchni betonu.
Pękanie korozyjne naprężeniowe (SCC) to wzrost pęknięć w materiale pod jednoczesnym działaniem utrzymującego się naprężenia rozciągającego i specyficznego środowiska korozyjnego. W przypadku stali sprężającej SCC zazwyczaj wymaga naprężenia progowego (często powyżej 50-60% wytrzymałości granicznej) i obecności specyficznych agresywnych substancji, takich jak azotany, węglany lub chlorki. Pęknięcia propagują wzdłuż granic ziaren austenitu pierwotnego (międzykrystalicznie) lub przez ziarna (transkrystalicznie), w zależności od składu stali i środowiska. Powierzchnia przełomu w przypadku zniszczeń SCC w stali sprężającej wykazuje charakterystyczne cechy: strefę kruchego pękania z niewielką lub żadną ciągliwością, często z produktami korozji na powierzchniach pęknięcia. SCC postępuje powoli, aż pozostały przekrój poprzeczny nie jest w stanie utrzymać przyłożonego obciążenia, po czym następuje natychmiastowe ostateczne pęknięcie.
Zmęczenie korozyjne to połączone działanie obciążenia cyklicznego (obciążenia ruchem na mostach) i środowiska korozyjnego. Żywotność zmęczeniowa stali sprężającej jest drastycznie zmniejszona w obecności nawet łagodnej korozji. Skorodowane cięgno, które w powietrzu mogłoby mieć nieskończoną żywotność zmęczeniową, może ulec zniszczeniu w mniej niż 10⁶ cykli w środowisku korozyjnym. Wżery korozyjne działają jako koncentratory naprężeń, które inicjują pęknięcia zmęczeniowe, a agresywne środowisko przyspiesza szybkość propagacji pęknięć.
Ocena stanu cięgien w istniejących konstrukcjach jest jednym z najbardziej wymagających problemów w inżynierii mostowej. W przeciwieństwie do konwencjonalnego zbrojenia, cięgna są często niedostępne do bezpośredniej inspekcji, a korozja może postępować niewykryta przez lata. Kompleksowe badanie NCHRP (Projekt 10-53) dokonało przeglądu globalnej technologii NDT i zidentyfikowało kilka metod o praktycznym zastosowaniu.
Inspekcja wizualna pozostaje pierwszą linią oceny. Odsłonięte części cięgien w zakotwieniach, pośrednich punktach sprężania i złączach sprzęgających są sprawdzane pod kątem oznak korozji, pęknięć, wykwitów rdzy i pękniętych drutów. W zakotwieniach cięgien bez przyczepności w budynkach i parkingach można zdjąć kapturek smarowy i bezpośrednio sprawdzić kliny i końcówki splotów. Sama inspekcja wizualna jest jednak niewystarczająca — badania NCHRP potwierdzają, że pogorszenie stanu zatopionego cięgna często nie jest odzwierciedlane przez uszkodzenia widoczne na powierzchni betonu.
Monitorowanie emisji akustycznej (AE) wykrywa pęknięcia drutów w cięgnach z przyczepnością i bez przyczepności poprzez rejestrację sprężystych fal naprężeniowych uwalnianych podczas pękania drutu. Czujniki (przetworniki piezoelektryczne) są montowane na powierzchni betonu lub na odsłoniętych odcinkach cięgien, a system AE stale monitoruje charakterystyczne sygnały impulsowe związane z kruchym pękaniem drutu. Technika ta została z powodzeniem zastosowana na cięgnach mostów segmentowych w Europie i Ameryce Północnej. AE może zlokalizować przybliżoną pozycję pęknięcia drutu poprzez triangulację czasu przelotu między wieloma czujnikami. Jednym ograniczeniem jest to, że AE monitoruje tylko aktywną progresję uszkodzeń — nie może wykryć istniejącej wcześniej korozji lub utraty przekroju.
Pomiar upływu strumienia magnetycznego (MFL) jest najbardziej obiecującą metodą ilościowej oceny stanu splotu w dźwigarach sprężonych. Technika polega na magnetycznym nasycaniu splotu stalowego, a następnie skanowaniu w poszukiwaniu strumienia upływu, który występuje w punktach zmniejszonego przekroju (w wyniku wżerów korozyjnych, pęknięć lub pękniętych drutów). Sondy MFL są przeciągane wzdłuż powierzchni betonu, a zakłócenia pola magnetycznego są rejestrowane i analizowane. Badanie NCHRP 10-53 wykazało, że najnowsze postępy w sprzęcie MFL i interpretacji danych mogą umożliwić zautomatyzowane NDT splotu w standardowych dźwigarach sprężonych, które stanowią około jednej trzeciej zasobów mostów betonowych. MFL jest najbardziej skuteczny, gdy cięgno jest proste i ma stosunkowo jednolitą grubość otuliny.
Radiografia (rentgenowska lub gamma) wytwarza dwuwymiarowy obraz cięgna na kliszy radiograficznej lub detektorze cyfrowym. Gammagrafia z użyciem źródeł Irydu-192 lub Kobaltu-60 może penetrować do 600-800 mm betonu i obrazować wewnętrzne cięgna, kanały i zakotwienia. Radiografia może ujawnić puste przestrzenie w zaczynie, pęknięte druty, wżery korozyjne i uszkodzenia kanałów. Metoda wymaga dostępu do obu stron elementu oraz ścisłej kontroli bezpieczeństwa przed promieniowaniem.
Badania ultradźwiękowe (UT) z użyciem niskoczęstotliwościowych przetworników fal poprzecznych mogą wykrywać wżery korozyjne, utratę przekroju i pęknięte druty w zatopionych cięgnach. Techniki obejmują konfiguracje impulsowo-echowe i nadawczo-odbiorcze. Otulina betonowa tłumi sygnał ultradźwiękowy, ograniczając efektywną głębokość inspekcji do około 200-400 mm. Gęsto rozmieszczone druty w splocie wielodrutowym tworzą wiele powierzchni odbijających, co komplikuje interpretację sygnału.
Georadar (GPR) z częstotliwościami 1,0-2,6 GHz może lokalizować kanały i identyfikować pustki w cięgnach iniektowanych. Pustki w zaczynie dają silne odbicia ze względu na kontrast dielektryczny powietrze-zaczyn. GPR nie może bezpośrednio obrazować stanu stali, ale jest cenny do identyfikacji obszarów, w których ochrona antykorozyjna została naruszona przez nieodpowiednią iniekcję.
Metody elektrochemiczne oceniają aktywność korozyjną zatopionej stali. Mapowanie potencjału półogniwa (ASTM C876) mierzy potencjał elektryczny cięgna względem elektrody referencyjnej umieszczonej na powierzchni betonu. Potencjały bardziej ujemne niż -350 mV względem Cu/CuSO₄ wskazują na wysokie prawdopodobieństwo aktywnej korozji. Pomiary liniowej polaryzacji oporowej (LPR) mogą oszacować chwilową szybkość korozji cięgna. Metody te wymagają połączenia elektrycznego z cięgnem, które może być dostępne tylko w zakotwieniach.
Reflektometria w dziedzinie czasu (ETDR) była badana przez szwajcarskich naukowców jako metoda wykrywania korozji w cięgnach z przyczepnością. Technika wysyła wysokoczęstotliwościowe impulsy elektryczne wzdłuż splotu i analizuje odbicia spowodowane nieciągłościami impedancji w miejscach wad. Badanie NCHRP 10-53 wykazało, że ETDR nie jest odpowiednia dla cięgien z przyczepnością, ponieważ przewodzący zaczyn i otaczający beton tłumią i rozpraszają sygnał, uniemożliwiając niezawodne wykrywanie wad.
Pęknięcie cięgna jest nagłym, często katastrofalnym zdarzeniem. Gdy drut wysokowytrzymały pod 70-80% swojej wytrzymałości granicznej pęka, energia sprężysta zgromadzona w drucie jest uwalniana niemal natychmiastowo. W cięgnach z przyczepnością zaczyn łagodzi uwalnianie energii poprzez przenoszenie siły wzdłuż długości cięgna poprzez przyczepność. Pęknięty drut może cofnąć się tylko na krótki dystans, zanim zostanie powstrzymany przez zaczyn, a pozostałe druty w splocie nadal przenoszą obciążenie — aczkolwiek przy wyższym poziomie naprężenia.
W cięgnach bez przyczepności pęknięcie ma poważniejsze konsekwencje. Cały splot może swobodnie poruszać się w swojej osłonie, a całkowite pęknięcie splotu w zakotwieniu uwalnia pełną siłę sprężającą w tym miejscu. Splot może poruszać się w osłonie, powodując lokalne uszkodzenia sąsiedniego betonu. Nagła utrata sprężenia w pękniętym cięgnie może spowodować nagłe ugięcie płyty lub belki, potencjalnie prowadząc do zniszczenia przez przebicie w płytach płaskich lub zarysowania zginającego w belkach.
Konsekwencje pęknięcia cięgna zależą od systemu konstrukcyjnego, liczby cięgien i nadmiarowości elementu. W dźwigarze mostowym z 20 cięgnami pęknięcie jednego cięgna może zmniejszyć nośność o 5-10%, co może być tolerowane, jeśli element ma rezerwę wytrzymałości. W płycie budynku z tylko dwoma lub trzema cięgnami na przęsło pojedyncze pęknięcie może oznaczać utratę 30-50% siły sprężającej, potencjalnie wywołując zawalenie. Zniszczenie kablobetonowych cięgien bez przyczepności w parkingach zostało udokumentowane w licznych studiach przypadków, często związane z korozją w zakotwieniu, gdzie gromadzą się wilgoć i chlorki.
Utrata sprężenia to zmniejszenie efektywnej siły rozciągającej w cięgnie od początkowej wartości siły naciągu do utrzymywanej wartości istniejącej w dowolnym momencie w okresie użytkowania konstrukcji. Straty dzieli się na natychmiastowe (występujące podczas lub bezpośrednio po sprężaniu) i zależne od czasu (występujące przez lata lub dekady).
Straty natychmiastowe obejmują sprężyste skrócenie betonu podczas przykładania sprężenia (w elementach sprężonych), straty tarcia między cięgnem a kanałem podczas naprężania (w elementach kablobetonowych) oraz osadzenie zakotwienia (niewielkie wciągnięcie klinów po zwolnieniu prasy). Straty tarcia oblicza się przy użyciu współczynnika chybotania (k) i współczynnika tarcia krzywiznowego (μ), które zależą od materiału kanału i typu cięgna. Specyfikacje kablobetonu zazwyczaj wymagają dokumentacji sprężania pokazującej zarówno siłę naciągu, jak i zmierzone wydłużenie, aby potwierdzić, że straty tarcia mieszczą się w założeniach projektowych.
Straty zależne od czasu wynikają z czterech oddziałujących na siebie zjawisk:
Skurcz betonu — gdy beton wysycha przez miesiące i lata, skraca się, zmniejszając odkształcenie cięgna, a tym samym siłę w cięgnie. Skurcz zależy od mieszanki betonowej, wilgotności względnej otoczenia, wielkości elementu i reżimu pielęgnacji. Norma ACI 209 zawiera standardowe modele skurczu.
Pełzanie betonu — pod długotrwałym naprężeniem ściskającym od siły sprężającej beton ulega zależnemu od czasu odkształceniu (pełzaniu), które stopniowo skraca element i zmniejsza odkształcenie cięgna. Pełzanie jest proporcjonalne do poziomu naprężenia i jest największe w pierwszym roku, osiągając około 70% pełzania granicznego w ciągu 12 miesięcy.
Relaksacja stali — zależne od czasu zmniejszenie naprężenia w stali sprężającej utrzymywanej przy stałym odkształceniu. Splot o małej relaksacji ogranicza ten efekt, ale nigdy go nie eliminuje. Stratę relaksacji oblicza się na podstawie początkowego poziomu naprężenia, gatunku stali i temperatury. Podwyższone temperatury (od nagrzewania pomostu mostowego lub narażenia na ogień) znacznie przyspieszają relaksację.
Sprężyste skrócenie (w kablobetonie) — w systemach wielocięgnowych naprężenie jednego cięgna ściska element, co zmniejsza napięcie we wcześniej naprężonych cięgnach. Ta interakcja jest zarządzana przez sekwencję sprężania.
Całkowite długoterminowe straty sprężenia w typowym dźwigarze mostowym wynoszą rzędu 15-25% początkowej siły naciągu dla splotu o małej relaksacji. Normy AASHTO LRFD i ACI 318 określają szczegółowe i przybliżone metody obliczania tych strat, w tym uwzględnienie interakcji między skurczem, pełzaniem i relaksacją. Metoda szczegółowa wykorzystuje efektywny moduł sprężystości skorygowany wiekiem, aby uwzględnić jednoczesny charakter tych zjawisk.
Utrata sprężenia zmniejsza siłę ściskającą dostępną do przeciwdziałania naprężeniom rozciągającym od obciążeń użytkowych. Jeśli straty są większe niż założono w projekcie, element może ulec zarysowaniu przy obciążeniach użytkowych, zwiększonym ugięciom, zmniejszonej nośności granicznej na zginanie i zmniejszonej nośności na ścinanie (ponieważ sprężenie przyczynia się do odporności na ścinanie poprzez mechanizm nachylonej rozpory ściskającej).
Inspekcja mostowych cięgien sprężających odbywa się zgodnie z protokołami ustanowionymi przez AASHTO, FHWA i stanowe agencje transportowe. National Bridge Inspection Standards (NBIS) wymagają inspekcji co dwa lata wszystkich mostów na drogach publicznych, ale standardowa inspekcja wizualna powierzchni betonowych często nie wykrywa wewnętrznego pogorszenia stanu cięgien. Uznając to ograniczenie, wiele agencji opracowało dodatkowe protokoły inspekcji dla mostów kablobetonowych.
Inspekcja rutynowa obejmuje badanie wzrokowe wszystkich dostępnych zakotwień cięgien, kieszeni sprężających i kapturków iniekcyjnych. Inspektorzy szukają wykwitów rdzy na płytach oporowych, pękniętych lub przemieszczonych kapturkach iniekcyjnych, odsłoniętych końcówek splotów wykazujących korozję oraz wszelkich wycieków wody lub zawilgoceń w pobliżu zakotwień. Korozja w zakotwieniu jest szczególnie krytyczna, ponieważ kliny tworzą strefę koncentracji naprężeń, a zniszczenia w wyniku kruchości wodorowej najczęściej inicjują się w zakotwieniu lub w jego pobliżu.
Inspekcja szczegółowa mostów kablobetonowych może obejmować demontaż kapturków iniekcyjnych w celu bezpośredniej inspekcji klinów i końcówek splotów, opukiwanie kanałów (opukiwanie młotkiem w celu identyfikacji obszarów delaminacji lub pustek) oraz przesiewowe NDT wybranych cięgien. Podręcznik FHWA Post-Tensioning Tendon Installation and Grouting Manual zaleca, aby personel inspekcyjny był specjalnie przeszkolony w zakresie systemów kablobetonowych i mechanizmów korozji, ponieważ niuanse zachowania cięgien nie są objęte standardowym szkoleniem w zakresie inspekcji mostów.
Monitorowanie akustyczne jest coraz częściej instalowane na krytycznych mostach kablobetonowych. Stały zestaw czujników AE zamontowanych na dźwigarze zapewnia ciągłe monitorowanie pęknięć drutów. Po wykryciu pęknięcia lokalizacja jest triangulowana i inicjowana jest szczegółowa inspekcja tego obszaru.
Pobieranie i badanie próbek zaczynu jest wykonywane, gdy istnieje podejrzenie problemów z jakością zaczynu. Próbki są pobierane z kanału przez wywiercone otwory dostępowe i badane pod kątem wytrzymałości na ściskanie, pH, zawartości chlorków i wykrywania pustek za pomocą endoskopii.
Kluczowe wyzwanie inspekcyjne dla mostów kablobetonowych zostało podkreślone w badaniu NCHRP 10-53: krajowa populacja mostów z betonu sprężonego, obecnie licząca ponad 100 000 tylko w Stanach Zjednoczonych, zbliża się do typowego projektowanego okresu użytkowania wynoszącego 50 lat. Wiele z tych mostów zostało zbudowanych przed ustanowieniem nowoczesnych praktyk iniekcyjnych, standardów ochrony antykorozyjnej i protokołów kontroli jakości. Stan cięgien w starszych konstrukcjach jest w dużej mierze nieznany, a obecnie nie istnieje metoda kompleksowej ilościowej oceny wszystkich cięgien w moście. To napędza badania nad tanimi, wstępnie umieszczonymi systemami czujników, które można by wbudować w nowe konstrukcje, aby umożliwić przyszłe monitorowanie stanu bez rozległych badań NDT.
Po zidentyfikowaniu pogorszenia stanu cięgna odpowiednia strategia naprawy zależy od typu cięgna (z przyczepnością vs. bez przyczepności), zakresu uszkodzeń, krytyczności danego cięgna dla ogólnej nośności konstrukcji oraz dostępności systemu cięgien.
W przypadku cięgien bez przyczepności z miejscową korozją w zakotwieniu typowa naprawa obejmuje wyburzenie niewielkiego obszaru betonu wokół zakotwienia, usunięcie uszkodzonej końcówki splotu i klinów oraz zainstalowanie nowego odcinka sprężającego z użyciem sprzęgającego splotu naprawczego. Splota naprawczy jest naprężany i zakotwiony, a następnie chroniony smarem inhibitującym korozję i nowym kapturkiem iniekcyjnym. To podejście jest dobrze ugruntowane dla budynków i parkingów.
W przypadku cięgien bez przyczepności z rozległą korozją splotu na długości cięgna może być wymagana wymiana całego cięgna. Oryginalny splot jest wyciągany z osłony za pomocą uchwytu ciągnącego, a nowy splot jest wprowadzany, naprężany i zakotwiany. Jest to wykonalne tylko wtedy, gdy osłona jest nienaruszona, a splot może swobodnie się przesuwać. Jeśli osłona jest uszkodzona lub zablokowana, trasa cięgna może wymagać odsłonięcia przez wyburzenie betonu.
W przypadku cięgien z przyczepnością z niewielkimi uszkodzeniami korozyjnymi, naprawa może obejmować usunięcie zaczynu z kanału wokół dotkniętego obszaru, oczyszczenie powierzchni splotu i ponowną iniekcję. Jest to rzadko wykonywane ze względu na trudność usunięcia zaczynu spomiędzy siedmiu drutów splotu.
W przypadku cięgien z przyczepnością ze znaczną utratą przekroju lub pękniętymi drutami wymagana jest bardziej rozległa interwencja. Najczęstszym podejściem jest sprężenie zewnętrzne — instalacja nowych cięgien na zewnątrz elementu, zakotwionych w poprzecznicach lub belkach poprzecznych. Cięgna zewnętrzne składają się zazwyczaj ze splotu siedmiodrutowego w kanałach HDPE z zaczynem cementowym lub prętów z zakotwieniami gwintowanymi. Sprężenie zewnętrzne dodaje nośności, aby skompensować utracone sprężenie, i może być kontrolowane wizualnie przez cały okres użytkowania.
Wzmocnienie polimerem wzmocnionym włóknem węglowym (CFRP) jest alternatywą dla konstrukcji, w których dodanie stalowych cięgien jest niepraktyczne lub gdzie odporność na korozję jest najważniejsza. Taśmy lub pręty CFRP są przyklejane do powierzchni betonu za pomocą kleju epoksydowego i mogą być sprężane przy użyciu specjalistycznych ram naprężających. Wzmocnienie CFRP dodaje nośności na zginanie, ale nie zastępuje bezpośrednio funkcji uszkodzonego cięgna sprężającego tak skutecznie, jak nowe stalowe sprężenie.
Całkowita wymiana cięgna jest najbardziej inwazyjną naprawą i jest zarezerwowana dla najbardziej krytycznych przypadków. Wymaga podparcia konstrukcji, wyburzenia części betonu w celu uzyskania dostępu do trasy cięgna, usunięcia starego cięgna, zainstalowania nowego kanału i cięgna, ponownego sprężenia, iniekcji i odtworzenia betonu. To podejście jest niezwykle kosztowne i uciążliwe, ale może być konieczne w konstrukcjach z rozległym pogorszeniem stanu cięgien, gdzie samo sprężenie zewnętrzne nie może przywrócić odpowiedniej nośności.
Wszystkie operacje naprawcze cięgien muszą być wykonywane w kontrolowanej sekwencji uwzględniającej redystrybucję naprężeń podczas interwencji. Operacje sprężania w pobliżu uszkodzonych cięgien mogą przeciążyć wciąż nienaruszone cięgna lub wywołać nieoczekiwane naprężenia w betonie. Inżynier konstrukcji doświadczony w projektowaniu betonu sprężonego musi nadzorować projekt i wykonanie naprawy.
| Stan | Typ Cięgna | Zalecana Naprawa |
|---|---|---|
| Miejscowa korozja zakotwienia | Bez przyczepności | Wymiana końcówki splotu i klinów |
| Rozległa korozja splotu | Bez przyczepności | Wymiana całego splotu |
| Niewielka utrata przekroju | Z przyczepnością | Usunięcie zaczynu, czyszczenie, ponowna iniekcja |
| Znaczna utrata przekroju / pęknięcia | Z przyczepnością | Sprężenie zewnętrzne |
| Wielokrotne zniszczenie cięgien | Oba | Zewnętrzne sprężenie + uzupełniające CFRP |
| Rozległe pogorszenie stanu | Oba | Całkowita wymiana cięgna |
Projektowanie, materiały, instalacja i inspekcja cięgien sprężających podlegają kompleksowemu zestawowi norm międzynarodowych i krajowych:
| Norma | Tytuł | Znaczenie |
|---|---|---|
| ASTM A416 / A416M | Standard Specification for Low-Relaxation, Seven-Wire Steel Strand for Prestressed Concrete | Podstawowa specyfikacja splotu |
| ASTM A421 / A421M | Standard Specification for Uncoated Stress-Relieved Steel Wire for Prestressed Concrete | Specyfikacja drutu |
| ASTM A722 / A722M | Standard Specification for High-Strength Steel Bars for Prestressed Concrete | Specyfikacja pręta |
| AASHTO M203 | Standard Specification for Steel Strand, Seven-Wire, Uncoated, for Prestressed Concrete | Odpowiednik AASHTO normy ASTM A416 |
| ACI 318 | Building Code Requirements for Structural Concrete | Przepisy projektowe dla betonu sprężonego |
| AASHTO LRFD | Bridge Design Specifications | Projektowanie mostów, w tym konstrukcji sprężonych |
| ACI 222.2R | Report on Corrosion of Prestressing Steels | Mechanizmy korozji i zapobieganie |
| ACI 423.4R | Corrosion and Repair of Unbonded Single-Strand Tendons | Wytyczne naprawcze |
| PTI M55 | Specification for Grouting of Post-Tensioned Structures | Materiały i metody iniekcyjne |
| PTI DC-100 | Post-Tensioning Manual | Kompleksowe projektowanie/budowa sprężenia |
| FHWA-NHI-13-026 | Post-Tensioning Tendon Installation and Grouting Manual | Wytyczne dotyczące budowy i inspekcji |
| ISO 15630-3 | Steel for the Reinforcement and Prestressing of Concrete — Test Methods — Part 3 | Międzynarodowa norma badawcza |
| EN 10138 | Prestressing Steels | Europejska seria norm dla stali sprężającej |
Normy te stanowią ramy techniczne, w ramach których prowadzony jest dobór, projektowanie, instalacja i ocena stanu cięgien. Inspektorzy mostów i inżynierowie konstrukcji odpowiedzialni za konstrukcje z betonu sprężonego powinni utrzymywać aktualną wiedzę roboczą na temat obowiązujących przepisów.
Cięgna sprężające są najbardziej obciążonymi elementami konstrukcyjnymi we współczesnym budownictwie betonowym. Ich funkcja — utrzymywanie trwałych sił rozciągających na poziomie 70-80% wytrzymałości granicznej — stawia nadzwyczajne wymagania w zakresie jakości materiałów, ochrony antykorozyjnej i oceny stanu. Ewolucja od splotu odprężonego cieplnie do splotu o małej relaksacji oraz od prostych systemów z gołym drutem do wielowarstwowych systemów ochronnych (osłona + smar/zaczyn + kanał plastikowy) radykalnie poprawiła trwałość konstrukcji z betonu sprężonego. Jednak starzejący się zasób mostów zbudowanych przed tymi udoskonaleniami stanowi rosnące wyzwanie dla zarządców infrastruktury.
Skuteczna ocena stanu cięgien wymaga podejścia wielomodalnego, łączącego inspekcję wizualną dostępnych elementów, zaawansowane badania przesiewowe NDT zatopionych segmentów, elektrochemiczną ocenę aktywności korozyjnej oraz — tam, gdzie jest to uzasadnione — bezpośrednie badanie przez otwory dostępowe lub pobieranie próbek niszczących. Żadna pojedyncza metoda NDT nie może kompleksowo ocenić wszystkich warunków cięgien we wszystkich konfiguracjach konstrukcyjnych. Praktyczna strategia polega na wyborze odpowiedniej kombinacji metod w oparciu o typ cięgna, system konstrukcyjny, ograniczenia dostępu i konkretne podejrzewane mechanizmy degradacji.
W miarę starzenia się populacji mostów drogowych, opracowanie opłacalnej i niezawodnej technologii oceny cięgien pozostaje priorytetem dla społeczności inżynierów mostowych. Wstępnie umieszczone czujniki, stałe systemy monitorowania AE i udoskonalony sprzęt do skanowania MFL stanowią najbardziej obiecujące kierunki zaspokojenia tej potrzeby.
Chroń swoją inwestycję infrastrukturalną dzięki kompleksowej ocenie stanu cięgien sprężających. Nasi specjaliści stosują zaawansowane metody NDT, w tym pomiar upływu strumienia magnetycznego, emisję akustyczną i radiografię, w celu wykrywania korozji, pęknięć i utraty sprężenia w cięgnach z przyczepnością i bez przyczepności.
+++ title = “Sprężanie następcze (PT) w Konstrukcjach Betonowych” description = “Sprężanie następcze (PT) to metoda sprężania betonu, w której...
Zbrojenie to stalowe pręty wbudowane w beton, które przenoszą obciążenia rozciągające, których sam beton nie jest w stanie przenieść. W inspekcji infrastruktury...
Pręty łączące to odkształcone pręty stalowe umieszczane w poprzek podłużnych spoin w nawierzchni betonowej, aby zapobiec rozdzielaniu się pasów ruchu i utrzymać...