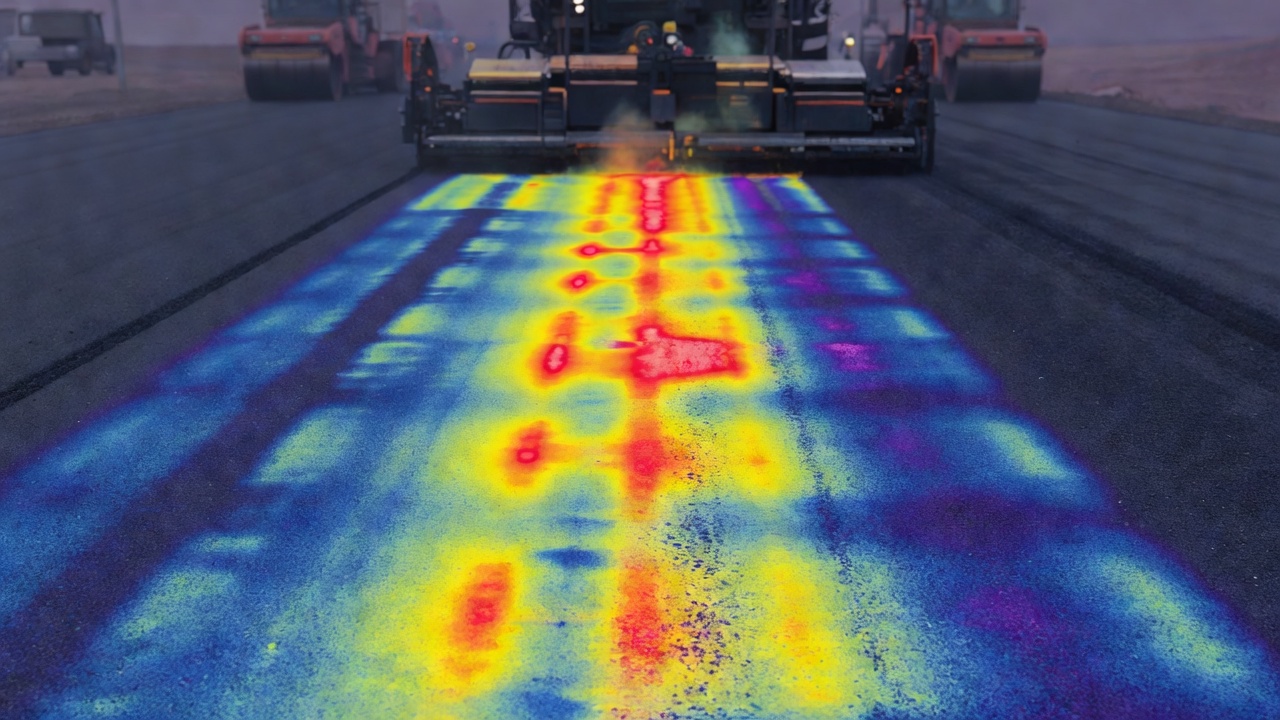
Segregacja termiczna to nierównomierny rozkład temperatury w mieszance mineralno-asfaltowej (HMA) podczas transportu i układania, gdzie chłodniejsze obszary zagęszczają się słabiej, co prowadzi do powstawania lokalnych stref o niskiej gęstości z wyższą zawartością wolnych przestrzeni (air voids), podatnych na wyługowanie (raveling), spękania i uszkodzenia wilgotnościowe. Tworzy charakterystyczny, łatkowy obraz zniszczeń. Obejmuje przyczyny, wykrywanie (termowizja podczas układania; podczerwień; ocena wizualna) oraz zapobieganie.
Segregacja termiczna w nawierzchniach asfaltowych
1. Definicja i mechanizm
Segregacja termiczna definiowana jest jako nierównomierny rozkład temperatury na niezagęszczonej macie z mieszanki mineralno-asfaltowej (HMA) podczas układania. Jest to wada konstrukcyjna odrębna od segregacji kruszywa, choć obie powodują podobne objawy zniszczeń w gotowej nawierzchni. Powszechnie przyjęta definicja ilościowa, ustanowiona w badaniach Sebesta, Sculliona i innych w Texas Transportation Institute oraz zatwierdzona przez National Center for Asphalt Technology (NCAT), określa segregację termiczną jako różnicę temperatur przekraczającą 14°C (25°F) pomiędzy najgorętszymi i najzimniejszymi strefami niezagęszczonej maty bezpośrednio za płytą zagęszczającą rozkładarki.
Mechanizm, przez który segregacja termiczna powoduje uszkodzenie nawierzchni, jest zasadniczo związany z lepkością lepiszcza asfaltowego zależną od temperatury oraz koncepcją temperatury granicznej (cessation temperature). W miarę stygnięcia HMA lepkość asfaltu wzrasta, zmniejszając smarność niezbędną do przemieszczania się ziaren kruszywa pod wpływem zagęszczania walcem. Temperatura graniczna — powszechnie przyjmowana jako 80°C (175°F) dla konwencjonalnych mieszanek HMA — to temperatura, poniżej której lepiszcze staje się zbyt lepkie, aby umożliwić dalsze przemieszczanie ziaren i przyrost gęstości, niezależnie od liczby zastosowanych przejść walca.
W przypadku maty z segregacją termiczną zimne strefy stygną do temperatury granicznej znacznie szybciej niż otaczająca gorąca mata. Operator walca ustala schemat zagęszczania na podstawie ogólnej temperatury maty, zazwyczaj monitorując najgorętsze obszary. Zanim walec dotrze do zimnych punktów, te obszary mogą już znajdować się poniżej temperatury granicznej. Efektem jest niewystarczające zagęszczenie — zimna strefa charakteryzuje się wyższą zawartością wolnych przestrzeni, niższą gęstością i gorszymi właściwościami mechanicznymi w porównaniu do prawidłowo zagęszczonych stref gorących.
Badania NCAT przeprowadzone przez Fernandeza Cerdasa (2012) na 28 projektach drogowych w Alabamie wykazały statystycznie istotną ujemną korelację między wielkością segregacji termicznej a gęstością in situ. Badanie wykazało, że zimne punkty konsekwentnie miały zawartość wolnych przestrzeni o 2–4% wyższą niż sąsiednie gorące punkty, co bezpośrednio korelowało ze skróconym życiem zmęczeniowym. Badania zmęczeniowe zginania belek wykazały, że próbki z zimnych punktów ulegały zniszczeniu przy znacznie mniejszej liczbie cykli niż próbki z gorących punktów, przy czym sztywność początkowa była parametrem najbardziej dotkniętym wyższą zawartością wolnych przestrzeni w obszarach segregacji termicznej.
2. Przyczyny segregacji termicznej
Segregacja termiczna nie pochodzi z jednego źródła, lecz z kombinacji czynników w procesie produkcji, transportu i układania HMA. Zrozumienie każdego czynnika sprawczego jest niezbędne do opracowania skutecznych strategii zapobiegania.
Ochładzanie skrzyni ładunkowej i tworzenie się skorupy
HMA jest ładowana do samochodów samowyładowczych w temperaturach produkcyjnych zazwyczaj pomiędzy 120°C a 175°C (250°F do 350°F), w zależności od rodzaju lepiszcza i typu mieszanki. Podczas transportu masa HMA oddaje ciepło do otoczenia przez ściany skrzyni ładunkowej oraz odsłoniętą powierzchnię górną. Zewnętrzna warstwa ładunku HMA — o grubości około 25–75 mm (1–3 cali) — stygnie szybko, tworząc skorupę temperaturową wokół znacznie gorętszego rdzenia wewnętrznego. Skorupa ta jest zazwyczaj o 15–30°C (27–54°F) chłodniejsza niż temperatura rdzenia po dotarciu na miejsce układania, w zależności od dystansu transportu, temperatury otoczenia, prędkości wiatru i izolacji skrzyni ładunkowej.
Gdy samochód wyładowuje mieszankę do leja rozkładarki, zimny materiał ze skorupy trafia najpierw (z góry ładunku) i na końcu (z dolnych narożników skrzyni). Ten efekt końca ładunku jest najczęściej wymienianą przyczyną segregacji termicznej, ponieważ najzimniejszy materiał trafia do rozkładarki na początku i na końcu każdego ładunku, tworząc cykliczny wzór zimnych punktów w regularnych odstępach podłużnych w macie.
Postój rozkładarki
Gdy rozkładarka zatrzymuje się — czy to z powodu wymiany samochodu, braku materiału, czy opóźnień operacyjnych — HMA pozostająca w leju zasypowym, komorze ślimakowej i zespole płyty zagęszczającej w dalszym ciągu traci ciepło do otaczającego powietrza, elementów maszyny i podłoża. Badania opublikowane w ASCE Journal of Materials in Civil Engineering dotyczące wpływu postoju rozkładarki na segregację temperaturową wykazują, że 5-minutowy postój może stworzyć zimną strefę rozciągającą się na 3–6 m (10–20 stóp) za punktem ponownego uruchomienia. Proces ponownego uruchamiania pogłębia problem: pierwszy materiał ułożony po postoju stygł w leju, a ślimaki i płyta zagęszczająca rozkładarki są również zimne, pobierając dodatkowe ciepło z pierwszych metrów materiału.
Wpływ wiatru i temperatury otoczenia
Prędkość wiatru ma nieproporcjonalnie duży wpływ na szybkość stygnięcia HMA w porównaniu do samej temperatury otoczenia. Oprogramowanie modelujące PaveCool opracowane przez MnDOT oraz wytyczne NAPA dotyczące zagęszczania w niskich temperaturach (QIP-118) dokumentują, że prędkości wiatru poniżej 10 węzłów (11,5 mph) mają niewielki wpływ, ale wraz ze wzrostem prędkości wiatru współczynnik konwekcyjnego przenoszenia ciepła na powierzchni maty gwałtownie rośnie. Wiatr o prędkości 25 km/h (15 mph) może podwoić szybkość stygnięcia odsłoniętej maty HMA w porównaniu do warunków bezwietrznych przy tej samej temperaturze otoczenia. Efekt ten jest najbardziej widoczny w przypadku cienkich warstw (poniżej 50 mm), gdzie stosunek objętości do powierzchni jest niski.
Praktyki załadunku w wytwórni
Nieprawidłowy załadunek samochodów w wytwórni HMA może zainicjować segregację termiczną jeszcze przed opuszczeniem przez pojazd zakładu. Gdy HMA jest wysypywana z silnika magazynowego do skrzyni samochodu w jednej dużej masie, grube ziarna kruszywa mają tendencję do staczania się po stożku i gromadzenia przy dnie oraz w narożnikach skrzyni. Tworzy to zarówno segregację kruszywa, jak i, co kluczowe, zróżnicowane szybkości stygnięcia — drobniejszy materiał w środku stożka lepiej zatrzymuje ciepło niż gruby materiał na krawędziach. Standardowa praktyka branżowa zaleca załadunek w trzech mniejszych zrzutach: jeden z przodu skrzyni, jeden z tyłu i jeden w środku. Ta metoda zapewnia bardziej równomierny rozkład temperatury i ogranicza segregację kruszywa.
Dystans transportu i logistyka
Dystanse transportu przekraczające 30–45 minut (w jedną stronę) znacznie zwiększają ryzyko segregacji termicznej, chyba że skrzynie ładunkowe są izolowane i plandekowane. Szybkość utraty ciepła z HMA podlega prawu stygnięcia Newtona i jest proporcjonalna do różnicy temperatur między mieszanką a otoczeniem. Dłuższy transport w chłodne dni (poniżej 10°C / 50°F) może spowodować spadek temperatury skorupy poniżej minimalnej temperatury układania określonej dla danej mieszanki, zmuszając wykonawcę do odrzucenia ładunku lub — co gorsza — ułożenia materiału, który nie może być odpowiednio zagęszczony.
3. Progi różnicy temperatur i klasyfikacja
Wiele agencji transportowych ustanowiło znormalizowane progi klasyfikacji nasilenia segregacji termicznej. Progi te mają fundamentalne znaczenie dla specyfikacji kontroli jakości i kryteriów odbioru.
Klasyfikacja
Różnica temperatur
Wpływ na zagęszczenie
Wymagane działanie naprawcze
Brak
< 14°C (< 25°F)
Brak istotnego pogorszenia zagęszczenia
Brak
Umiarkowana
14°C – 28°C (25°F – 50°F)
Lokalne zmniejszenie gęstości; o 1–3% wyższa zawartość wolnych przestrzeni
Korekta procesu; ocena za pomocą profili gęstości
Poważna
> 28°C (> 50°F)
Znaczne zmniejszenie gęstości; > 3% wyższa zawartość wolnych przestrzeni; brak zagęszczenia na pełną grubość
Wstrzymanie robót; usunięcie i wymiana obszaru objętego problemem
Próg 14°C (25°F) pochodzi z badania SWUTC/15/600451-00111-1 dotyczącego zastosowań termografii w podczerwieni, które wykazało, że różnice poniżej tej wartości powodują statystycznie nieistotne zmiany gęstości. Próg 50°F stosowany przez TxDOT dla klasyfikacji poważnej opiera się na badaniach wykazujących, że różnice przekraczające tę wielkość konsekwentnie tworzą obszary maty, w których zagęszczenie nie może osiągnąć minimalnej wymaganej gęstości niezależnie od wysiłku walcowania.
Badania Willoughby’ego i in. (2001) dla Washington State Department of Transportation (WSDOT Report 476.1) potwierdziły, że różnice temperatur większe niż 25°F mogą potencjalnie powodować problemy z zagęszczaniem, ustanawiając podstawę dla wielu obecnych specyfikacji. W badaniu oceniono wiele projektów drogowych i skorelowano dane termowizyjne z wynikami gęstości rdzeni w celu walidacji tych progów.
Temperatura graniczna nie jest wartością stałą, lecz zależy od charakterystyki mieszanki:
Konwencjonalna HMA (PG 64-22): 80°C (175°F)
HMA modyfikowana polimerami: 93–100°C (200–212°F) — wyższa lepkość wymaga wyższej temperatury dla urabialności
Mieszanka mineralno-asfaltowa na ciepło (WMA): 70–85°C (158–185°F) — niższy zakres temperatur roboczych
Mieszanki z wysoką zawartością destruktu (RAP): Różna w zależności od rodzaju lepiszcza bazowego i właściwości lepiszcza z RAP
4. Konsekwencje segregacji termicznej dla trwałości nawierzchni
Szkodliwe skutki segregacji termicznej dla trwałości nawierzchni są dobrze udokumentowane w badaniach terenowych, laboratoryjnych i długoterminowym monitoringu nawierzchni. Główną przyczyną wszystkich tych zniszczeń jest niewystarczające zagęszczenie prowadzące do podwyższonej zawartości wolnych przestrzeni w zimnych strefach.
Zmniejszenie gęstości i wzrost zawartości wolnych przestrzeni
Bezpośrednią konsekwencją segregacji termicznej jest zmniejszenie gęstości in situ o 1–4% w zimnych strefach w porównaniu do sąsiednich prawidłowo zagęszczonych obszarów. W typowej specyfikacji nawierzchni HMA wymagającej 92–96% laboratoryjnej maksymalnej gęstości właściwej (Gmm — gęstość Rice’a), zimna strefa osiągająca zaledwie 88–91% Gmm stanowi znaczny wzrost połączonych wolnych przestrzeni. Docelowa zawartość wolnych przestrzeni dla nowo ułożonej HMA wynosi zazwyczaj 4–7%. Strefy zimne z segregacją termiczną powszechnie wykazują 8–12% wolnych przestrzeni, co jest zakresem krytycznym, w którym przepuszczalność wody wzrasta wykładniczo.
Zależność między zawartością wolnych przestrzeni a trwałością nawierzchni przebiega według ustalonego wzorca: na każdy 1% wzrostu zawartości wolnych przestrzeni powyżej wartości docelowej, życie zmęczeniowe spada o około 10%, a odporność mieszanki na uszkodzenia wilgotnościowe maleje proporcjonalnie. Zależność ta pochodzi z badań Strategic Highway Research Program (SHRP) i została potwierdzona w późniejszych badaniach NCAT.
Przedwczesne zniszczenie: wyługowanie (raveling)
Wyługowanie (raveling) — postępująca utrata ziaren kruszywa z powierzchni nawierzchni — jest najbardziej charakterystycznym wzorcem zniszczeń związanym z segregacją termiczną. W zimnych strefach, gdzie lepiszcze jest zbyt lepkie, aby skutecznie pokryć i połączyć ziarna kruszywa podczas zagęszczania, zazębienie mechaniczne między ziarnami jest niewystarczające, aby oprzeć się ścieraniu przez ruch. Wyługowanie pojawia się zazwyczaj jako izolowane plamy, które odpowiadają zimnym strefom zidentyfikowanym podczas budowy za pomocą termowizji. Plamy te pogłębiają się wraz z usuwaniem kolejnych ziaren kruszywa przez ruch, tworząc zagłębienia powierzchniowe przyspieszające kolejny mechanizm zniszczeń.
Przedwczesne zniszczenie: spękania
Strefy segregacji termicznej są bardziej podatne zarówno na spękania zmęczeniowe (siatkowe/aligatorowe), jak i spękania termiczne. Wyższa zawartość wolnych przestrzeni zmniejsza wytrzymałość na rozciąganie i odporność na pękanie mieszanki. Pod wpływem wielokrotnych obciążeń ruchem zimna strefa osiąga swój limit zmęczeniowy wcześniej niż otaczający prawidłowo zagęszczony materiał, tworząc lokalny wzór połączonych spękań, który może być pierwszym widocznym objawem zniszczenia nawierzchni. Spękania inicjują się zazwyczaj na spodzie warstwy HMA w zimnej strefie i propagują ku górze (zmęczeniowe spękania od spodu), choć cienkie nakładki mogą wykazywać spękania od góry.
Przedwczesne zniszczenie: dziury w nawierzchni
Dziury w nawierzchni powstają, gdy zlokalizowany obszar nawierzchni słabnie pod wpływem ruchu, a materiał ulega katastrofalnemu zniszczeniu. Strefy segregacji termicznej są głównymi punktami inicjacji dziur, ponieważ łączą w sobie niską gęstość, wysoką przepuszczalność i słabe zazębienie kruszywa. Woda wnika w strukturę o wysokiej zawartości wolnych przestrzeni, a cykle zamrażania-rozmrażania w chłodnym klimacie przyspieszają degradację. Charakterystyczna dziura powstała w wyniku segregacji termicznej jest zazwyczaj mała (0,1–0,5 m²), okrągła lub owalna i otoczona zdrową nawierzchnią, tworząc charakterystyczny izolowany wzór dziur, w przeciwieństwie do ciągłego rozwoju dziur obserwowanego w nawierzchniach z uszkodzeniami strukturalnymi.
Uszkodzenia wilgotnościowe i odarcie (stripping)
Wysoka zawartość wolnych przestrzeni w zimnych strefach segregacji termicznej zapewnia drogi penetracji wody do struktury nawierzchni. Woda uwięziona w wolnych przestrzeniach generuje ciśnienie porowe pod obciążeniem ruchem, osłabiając wiązanie między lepiszczem asfaltowym a kruszywem — zjawisko znane jako odarcie (stripping). Utrata adhezji między lepiszczem a kruszywem przyspiesza wszystkie inne mechanizmy zniszczeń i znacząco skraca pozostały okres użytkowania nawierzchni.
5. Metody wykrywania
Dokładne wykrywanie segregacji termicznej wymaga połączenia monitorowania temperatury w czasie rzeczywistym podczas budowy oraz oceny po zagęszczeniu gotowej maty.
Ręczne kamery termowizyjne
Ręczne kamery termowizyjne (na podczerwień) są najbardziej podstawowym narzędziem do wykrywania segregacji termicznej. Procedura badawcza opisana w TxDOT Test Method Tex-244-F określa wymagania dotyczące sprzętu i metodykę. Zgodna z wymaganiami kamera termowizyjna musi:
Mierzyć temperatury od 0°C do 245°C (32°F do 475°F) z dokładnością ± 2,2°C (± 4,0°F) lub ± 2% odczytu
Wytwarzać obrazy w podczerwieni o minimalnej rozdzielczości 19 200 pikseli
Wyświetlać temperatury rzeczywistą, maksymalną i minimalną na ekranie ciekłokrystalicznym (LCD)
Przechowywać minimum 500 obrazów
Mieć czułość termiczną lepszą niż 0,06°C (0,11°F)
Obsługiwać tryby pomiaru obejmujące punkt centralny, pole prostokątne oraz automatyczne wykrywanie punktów gorących/zimnych
Procedura wymaga, aby operator szedł obok rozkładarki w odległości około 1 m (3–4 stóp) od krawędzi maty, utrzymując stały kąt, aby uchwycić pełną szerokość maty. Maksymalna temperatura bazowa jest określana z pierwszych 6 m (20 stóp) maty za rozkładarką. Minimalna temperatura jest rejestrowana w sposób ciągły na odcinku 45 m (150 stóp). Różnica między tymi wartościami określa klasyfikację segregacji.
Systemy termowizyjne montowane na rozkładarce
Zaawansowane systemy termowizyjne zapewniają bieżące profile temperatury na pełnej szerokości maty za płytą zagęszczającą. System MOBA Pave-IR — opracowany w ramach badań TxDOT i następnie skomercjalizowany — jest najszerzej stosowanym systemem. Jego parametry zgodnie z Tex-244-F obejmują:
Pomiar przy maksymalnym poprzecznym odstępie 300 mm (12 cali)
Zakres temperatur 0–245°C (32–475°F) z dokładnością ± 2,2°C (± 4,0°F)
Powtarzalność pomiaru ± 0,5°C (± 0,9°F)
Maksymalna wielkość plamki pomiarowej 250 mm (10 cali) na zainstalowanej wysokości roboczej
Profilowanie pełnej szerokości maty do 3,7 m (12 stóp) z pasami wykluczenia krawędzi 0,6 m (2 stopy)
Pomiar odległości za pomocą przyrządu do pomiaru odległości (DMI) z integracją GPS
System zbiera, wyświetla, zapisuje i analizuje dane temperaturowe w czasie rzeczywistym. Określa temperatury niską i wysoką za pomocą odpowiednio 1. percentyla i 98,5. percentyla statystycznego, eliminując odczyty odstające. Pliki wyjściowe obejmują profile temperatury wzdłużne powiązane z numerami stacji i współrzędnymi GPS, umożliwiając precyzyjną identyfikację miejsc segregacji do późniejszej oceny lub działań naprawczych.
Belka podczerwieni (Infrared Temperature Bar)
Belka podczerwieni — znana również jako system Pave-IR — to poprzecznie montowana sonda z czujnikami podczerwieni przymocowana do tylnej części płyty zagęszczającej rozkładarki. W ramach projektu TxDOT 0-4577 opracowano wersje Generacji 1, 2 i 3, z których każda poprawiała gęstość czujników, szybkość akwizycji danych i możliwości analizy oprogramowania. Belka zawiera zazwyczaj 8–16 czujników podczerwieni rozmieszczonych w odstępach 300 mm (12 cali) na szerokości maty, zbierając odczyty temperatury w odstępach 150–300 mm (6–12 cali) wzdłuż kierunku układania. Oprogramowanie do zbierania i analizy danych umożliwia ekipie układającej identyfikację podejrzanych obszarów segregacji w czasie rzeczywistym i wprowadzanie korekt operacyjnych przed zagęszczeniem materiału.
Rozpoznawanie wzorców wizualnych
Wizualna identyfikacja segregacji termicznej po zagęszczeniu jest możliwa, ale wymaga doświadczonych inspektorów. Charakterystyczny wygląd obejmuje:
Łatkowatą teksturę powierzchni — zimne strefy wydają się ciemniejsze, gładsze lub bardziej błyszczące niż otaczające obszary z powodu niewystarczającego zagęszczenia
Podłużne smugi — odpowiadające zimnemu materiałowi z narożników skrzyni samochodu trafiającemu do rozkładarki
Poprzeczne, powtarzające się wzory — regularny odstęp odpowiadający interwałom dostaw samochodów (efekt końca ładunku)
Inicjację wyługowania — utratę drobnego kruszywa w zlokalizowanych płatach w ciągu pierwszych 1–2 lat eksploatacji
Identyfikacja wizualna jest zawodna w przypadku umiarkowanej segregacji (różnica 25–50°F) i najskuteczniejsza w przypadkach poważnych (>50°F). Wygląd wizualny może być mylony z segregacją kruszywa, obszarami bogatymi w lepiszcze lub zróżnicowanym starzeniem, co czyni termowizję preferowaną metodą wykrywania.
Georadar (GPR)
Georadar (Ground Penetrating Radar) to rozwijająca się technologia wykrywania segregacji termicznej w gotowych nakładkach. Projekt badawczy TxDOT 0-4577 opracował zalecenia dotyczące wykrywania segregacji za pomocą GPR oparte na pomiarach dielektryczności powierzchniowej. Dla mieszanek gruboziarnistych należy badać miejsca, w których dielektryczność powierzchniowa odbiega o ± 0,8 od wartości średniej. Dla mieszanek drobnoziarnistych próg wynosi ± 0,4 od wartości średniej. Pakiet oprogramowania RadSeg umożliwia szybką analizę danych GPR, a trójkanałowe systemy GPR mogą zbierać dane zarówno po śladach kół, jak i na osi jezdni podczas jednego przejazdu.
6. Strategie zapobiegania
Zapobieganie segregacji termicznej wymaga adresowania każdego czynnika sprawczego w łańcuchu produkcji, transportu i układania HMA.
Izolowane skrzynie ładunkowe i plandekowanie
Najskuteczniejszym pojedynczym środkiem transportowym jest połączenie izolowanych skrzyń ładunkowych i obowiązkowego plandekowania. Warstwa izolacyjna — zazwyczaj 25–50 mm (1–2 cali) z włókna szklanego lub pianki poliuretanowej zamknięta między metalowymi panelami skrzyni — zmniejsza utratę ciepła przez ściany skrzyni o 50–70%. Plandekowanie eliminuje konwekcyjną utratę ciepła z górnej powierzchni ładunku HMA i zapobiega ochładzaniu wywołanemu wiatrem. Badania National Asphalt Pavement Association (NAPA) i wielu stanowych DOT wykazały, że samo plandekowanie może zmniejszyć różnicę temperatury skorupy o 8–14°C (15–25°F) przy typowym 30-minutowym transporcie.
Protokół załadunku samochodu jest równie ważny. Załadunek w trzech zrzutach — jeden z przodu, jeden z tyłu, jeden w środku — minimalizuje segregację kruszywa i zapewnia bardziej równomierny termicznie ładunek. Każdy zrzut powinien stanowić około jednej trzeciej całkowitej objętości ładunku.
Pojazdy do przerzutu materiału (MTV)
Pojazd do przerzutu materiału (MTV) jest najskuteczniejszym rozwiązaniem sprzętowym do zapobiegania segregacji termicznej. MTV odbiera HMA z samochodów samowyładowczych, tymczasowo magazynuje materiał w ogrzewanym, mieszanym leju zasypowym i przekazuje go do rozkładarki za pomocą przenośnika. MTV pełni trzy kluczowe funkcje:
Ponowne mieszanie — układ ślimakowy MTV miesza zimny materiał ze skorupy z gorącym materiałem rdzenia, homogenizując temperaturę do zakresu 5–10°C (9–18°F) średniej temperatury mieszanki
Ciągłe układanie — MTV umożliwia samochodowi wyładowanie bez kontaktu z rozkładarką, pozwalając rozkładarce na utrzymanie ciągłego ruchu do przodu bez postojów na wymianę samochodu
Bufor magazynowy — pojemność leja MTV (zazwyczaj 15–25 ton metrycznych) zapewnia bufor materiału umożliwiający kontynuację pracy rozkładarki podczas krótkich przerw w dostawie samochodów
Badania NCAT nad 28 projektami w Alabamie wykazały, że operacje ponownego mieszania były kluczowym czynnikiem w redukcji wysokich różnic temperatur. Projekty wykorzystujące MTV konsekwentnie wykazywały mniejsze różnice temperatur i wyższe gęstości in situ w porównaniu do projektów z bezpośrednim wyładowaniem z samochodu do rozkładarki.
Urządzenia mieszające na rozkładarce
Niektórzy producenci rozkładek oferują urządzenia mieszające — ślimaki lub łopatki montowane w leju zasypowym lub komorze ślimakowej rozkładarki — które zapewniają ograniczone mieszanie temperaturowe HMA przed jej wypłynięciem spod płyty zagęszczającej. Choć mniej skuteczne niż MTV, urządzenia te mogą zmniejszyć umiarkowane różnice temperatury o 5–10°C (9–18°F). Skuteczność zależy od konkretnej konstrukcji i stopnia nierównomierności temperatury w dostarczanym materiale.
Logistyka i harmonogramowanie
Właściwe zarządzanie logistyką może wyeliminować wiele przyczyn segregacji termicznej:
Ogranicz dystans transportu do maksymalnie 45 minut dla nieizolowanych samochodów w umiarkowanych warunkach pogodowych
Harmonogramuj przyjazdy samochodów w odstępach 3–5 minut w celu utrzymania ciągłego układania
Unikaj wydłużonego oczekiwania poprzez ustawianie samochodów w pobliżu miejsca układania zamiast kolejkowania na drodze dojazdowej
Minimalizuj czas postoju rozkładarki — dąż do mniej niż 2 minut na wymianę samochodu
Odrzucaj nadmiernie zimny materiał — wdroż specyfikację minimalnej temperatury układania (zazwyczaj 115–130°C / 240–265°F w zależności od typu mieszanki)
Bieżący monitoring termiczny
Wdrożenie bieżącego monitoringu termicznego jako narzędzia kontroli procesu pozwala ekipie układającej natychmiast identyfikować problemy z równomiernością temperatury i wprowadzać poprawki. System termowizyjny wyświetla kolorowe mapy temperatury na monitorze w kabinie, ostrzegając operatora, gdy różnica temperatury maty zbliża się do progu 25°F. System umożliwia:
Natychmiastową identyfikację zimnych punktów pochodzących ze skorupy z końca ładunku
Przekazanie informacji zwrotnej kierowcom samochodów o skuteczności plandekowania
Weryfikację, że mieszanie w MTV osiąga homogenizację temperatury
Dokumentację do rejestrów kontroli jakości i decyzji odbiorczych
7. Segregacja termiczna w budowie nawierzchni lotniskowych
Budowa nawierzchni lotniskowych z mieszanek mineralno-asfaltowych wprowadza dodatkowe kwestie związane z zarządzaniem segregacją termiczną ze względu na wyższe wymagania eksploatacyjne i odmienne warunki budowy w porównaniu do nawierzchni drogowych.
Specyfikacje FAA
Standardowe specyfikacje Federal Aviation Administration dla budowy lotnisk (AC 150/5370-10H, pozycja P-401 dla nawierzchni bitumicznych) ustanawiają wymagania kontroli jakości, które w sposób dorozumiany odnoszą się do segregacji termicznej. Specyfikacja wymaga:
Minimalnej temperatury układania w zależności od rodzaju lepiszcza i grubości warstwy
Wymagań dotyczących zagęszczenia powiązanych z gęstością względem laboratoryjnej maksymalnej gęstości właściwej
Badań kontroli jakości z częstotliwością odpowiednią do zakresu projektu
Ustanowienia odcinka kontrolnego w celu walidacji procesu układania przed rozpoczęciem produkcji
Podczas gdy specyfikacja FAA nie nakazuje wprost profilowania termicznego, wymagania dotyczące gęstości tworzą ramy kontroli jakości, które ujawniają segregację termiczną, gdy ta wystąpi. Projekty lotniskowe powszechnie określają 92–96% Gmm dla warstwy ścieralnej, a każda zimna strefa spadająca poniżej tego progu uruchamia dochodzenie i działania naprawcze.
Czynniki ryzyka specyficzne dla lotnisk
Budowa nawierzchni lotniskowych stwarza szczególne wyzwania w zakresie kontroli segregacji termicznej:
Większe szerokości układania — Pasy startowe i kołowania często wymagają przejść o szerokości 7,5–15 m (25–50 stóp), co wydłuża czas stygnięcia maty na pełnej szerokości przed zagęszczeniem walcem
Grubsze warstwy — Nawierzchnie lotniskowe stosują zazwyczaj zagęszczoną grubość warstwy 75–100 mm (3–4 cale), co daje korzystniejszy stosunek objętości do powierzchni, ale może wymagać dodatkowych przejść walca
Prace nocne — Wiele projektów lotniskowych jest ograniczonych do godzin nocnych, z temperaturami otoczenia o 5–15°C (10–30°F) niższymi niż w ciągu dnia, co przyspiesza stygnięcie maty
Ograniczone okna czasowe zagęszczania — Zamknięcia pasów startowych są ściśle harmonogramowane, co stwarza presję na szybkie układanie nawet w marginalnych warunkach
Wyższa zawartość lepiszcza — Lotniskowe mieszanki HMA często stosują lepiszcza modyfikowane polimerami z wyższymi temperaturami układania i węższymi oknami temperaturowymi zagęszczania
Najlepsze praktyki dla nawierzchni lotniskowych
W przypadku projektów lotniskowych zapobieganie segregacji termicznej powinno obejmować:
Obowiązkowe stosowanie izolowanych samochodów z plandekami dla wszystkich przewozów przekraczających 20 minut
Pojazdy do przerzutu materiału (MTV) dla wszystkich pasów startowych i głównych dróg kołowania
Systemy termowizyjne montowane na rozkładarce z wyświetlaniem w czasie rzeczywistym dla ekipy
Rozszerzone profilowanie termiczne na początku każdej zmiany układającej w celu walidacji procesu
Współczynniki korekcji temperatury dla prac nocnych uwzględniające szybsze stygnięcie
8. Inspekcja nawierzchni z segregacją termiczną
Inspekcja istniejącej nawierzchni, co do której podejrzewa się segregację termiczną, wymaga systematycznego podejścia łączącego termowizję, badania gęstości i ocenę wizualną.
Protokół inspekcji terenowej
Poniższy protokół jest dostosowany z wytycznych inspekcyjnych TxDOT i FAA dotyczących oceny nawierzchni z segregacją termiczną:
Krok 1 — Badanie termiczne: W przypadku nowej budowy przejrzyj rejestry profili termicznych z operacji układania. W przypadku istniejących nawierzchni przeprowadź badanie termiczne za pomocą ręcznej kamery termowizyjnej w upalny dzień (aby zmaksymalizować kontrast temperaturowy) lub wczesnym rankiem, gdy wilgoć powierzchniowa uwydatnia różnice w przepuszczalności.
Krok 2 — Badanie gęstości: Pobierz rdzenie nawierzchniowe o średnicy 100 mm (4 cale) ze zidentyfikowanych zimnych stref i sąsiednich gorących stref do porównania. Różnica gęstości między zimnymi a gorącymi strefami nie powinna przekraczać 2% Gmm dla akceptowalnej konstrukcji. Rdzenie należy również zbadać na zawartość wolnych przestrzeni metodą nasyconej powierzchni suchołowliwej (SSD) zgodnie z ASTM D2726.
Krok 3 — Wizualna ocena zniszczeń: Udokumentuj zasięg i nasilenie wyługowania, spękań i innych zniszczeń w zidentyfikowanych zimnych strefach. Charakterystyczny łatkowy wzór zniszczeń — izolowane obszary wyługowania lub spękań otoczone zdrową nawierzchnią — silnie sugeruje segregację termiczną jako przyczynę źródłową.
Krok 4 — Badanie przepuszczalności: Badanie przepuszczalności w terenie przy użyciu urządzeń takich jak polowy przepuszczalnik o zmiennym spadzie (falling-head field permeameter) (ASTM PS 129) może zidentyfikować zimne strefy, ponieważ obszary z zawartością wolnych przestrzeni powyżej 8% wykazują zazwyczaj znacznie wyższą przepuszczalność niż obszary dobrze zagęszczone.
Procedura profilu gęstości (Tex-207-F)
Metoda badawcza TxDOT Tex-207-F (Segregation Density Profile) zapewnia znormalizowaną procedurę oceny obszarów zidentyfikowanych jako dotknięte poważną segregacją termiczną. Procedura wymaga pobrania rdzeni w co najmniej pięciu lokalizacjach w obszarze objętym problemem i porównania gęstości z wymaganiami specyfikacji projektu. Jeśli średnia gęstość spada poniżej określonego minimum, obszar uznaje się za nieakceptowalny i należy go usunąć i wymienić.
Interpretacja wyników
Parametr
Akceptowalny
Graniczny
Nieakceptowalny
Gęstość strefy zimnej vs. gęstość strefy gorącej
≤ 1,5% niższa
1,5–3,0% niższa
> 3,0% niższa
Wolne przestrzenie w strefie zimnej
≤ 7%
7–10%
> 10%
Przepuszczalność terenowa
< 1 × 10⁻⁵ cm/s
1–5 × 10⁻⁵ cm/s
> 5 × 10⁻⁵ cm/s
Zniszczenia wizualne po 2 latach
Brak
Niewielkie wyługowanie
Wyługowanie z spękaniami
9. Specyfikacje i kryteria odbioru
Różne agencje transportowe włączyły wymagania dotyczące segregacji termicznej do swoich standardowych specyfikacji. Specyfikacje te przyjmują zazwyczaj jedną z dwóch form: wymagania dotyczące profilu termicznego ustanawiające bezpośrednie limity różnicy temperatury maty lub specyfikacje oparte na gęstości, które pośrednio penalizują segregację termiczną poprzez wymagania dotyczące zagęszczenia.
Specyfikacje HMA firmy TxDOT włączają profilowanie termiczne zarówno jako wymóg kontroli jakości, jak i mechanizm motywacyjny. Wykonawcy stosujący systemy termowizyjne mogą otrzymać:
Eliminację wymagań dotyczących profilu gęstości (zmniejszone obciążenie badawcze)
Złagodzone wymagania dotyczące temperatury układania
Premie odbiorcze oparte na danych o równomierności temperatury
Specyfikacja wymaga działań naprawczych w przypadku powtarzającej się umiarkowanej segregacji oraz obowiązkowego wstrzymania robót w celu wyeliminowania segregacji poważnej. Obszary z poważną segregacją termiczną muszą być oceniane za pomocą procedury profilu gęstości segregacyjnej Tex-207-F.
Specyfikacja profilu termicznego Alabama DOT
Specyfikacja profilu termicznego ALDOT, opracowana po badaniach NCAT przeprowadzonych przez Fernandeza Cerdasa, wymaga profilowania termicznego dla wszystkich głównych projektów drogowych. Kluczowe wymagania obejmują:
Maksymalna różnica temperatur 25°F (14°C) w dowolnym odcinku badawczym o długości 150 stóp (45 m)
Działania naprawcze, gdy różnica przekracza 30°F (17°C)
Usunięcie i wymiana, gdy różnica przekracza 50°F (28°C), a weryfikacja gęstości potwierdzi niedobór zagęszczenia
Wymagania dotyczące gęstości FAA P-401
Specyfikacja FAA (pozycja P-401) stosuje gęstość jako podstawowe kryterium odbioru, co pośrednio kontroluje segregację termiczną. Specyfikacja wymaga:
Każda partia (zazwyczaj jednodniowa produkcja) musi osiągnąć średnią gęstość 96% gęstości Marshalla lub Superpave Gyratory Compactor (SGC)
Żadne pojedyncze badanie nie może spaść poniżej 94% gęstości laboratoryjnej
Gdy gęstość spada poniżej 94%, należy przeprowadzić dochodzenie w celu ustalenia przyczyny, a segregacja termiczna musi być rozważona jako potencjalny czynnik
Zalecane ramy specyfikacji
Kompleksowa specyfikacja segregacji termicznej powinna obejmować:
Wymagania sprzętowe — system termowizyjny spełniający normy ASTM lub równoważne
Protokół zbierania danych — częstotliwość, lokalizacja i format profili termicznych
Klasyfikacja progowa — umiarkowana (25–50°F) i poważna (>50°F) z odpowiadającymi działaniami
Wymagania dotyczące działań naprawczych — korekty procesu dla umiarkowanej, wstrzymanie dla poważnej
Kryteria usunięcia i wymiany — gdy weryfikacja gęstości potwierdzi, że segregowane obszary nie spełniają minimalnych wymagań dotyczących zagęszczenia
Wymagania dokumentacyjne — elektroniczne rejestry profili termicznych powiązane z piketażem lub GPS
10. Naprawa nawierzchni asfaltowej z segregacją termiczną
Strategie naprawy nawierzchni z segregacją termiczną zależą od zasięgu, nasilenia i wieku zniszczeń w momencie wykrycia.
Wczesne wykrycie podczas budowy
Gdy poważna segregacja termiczna zostanie wykryta podczas budowy (poprzez termowizję lub bezpośrednio po zagęszczeniu badanie gęstości), najbardziej odpowiednią naprawą jest natychmiastowe usunięcie i wymiana. Dotknięty obszar należy wytyczyć na podstawie danych z profilu termicznego, wyciąć piłą lub frezarką do czystych pionowych krawędzi i zastąpić świeżą HMA o odpowiedniej temperaturze. Materiał zastępczy należy zagęścić ze szczególną uwagą na spoiny podłużne i poprzeczne.
Specyfikacja TxDOT wymaga wstrzymania robót układających w przypadku wykrycia poważnej segregacji termicznej, a wykonawca musi wykazać, że proces został skorygowany przed wznowieniem produkcji. Usunięty materiał może być często poddany recyklingowi w wytwórni HMA.
Naprawa częściowej głębokości (łatowanie)
W przypadku nawierzchni, w których segregacja termiczna objawiła się jako izolowane wyługowanie lub dziury w ciągu pierwszych 1–3 lat eksploatacji, najczęstszą metodą naprawy jest łatowanie częściowej głębokości. Procedura obejmuje:
Wytyczenie obszaru objętego zniszczeniem (sięgającego co najmniej 300 mm (12 cali) w głąb zdrowej nawierzchni ze wszystkich stron)
Frezowanie lub cięcie piłą na głębokość 50–75 mm (2–3 cali) lub na pełną grubość wadliwej warstwy
Oczyszczenie wnęki i nałożenie warstwy sklejającej (tack coat) na wszystkie pionowe powierzchnie
Ułożenie i zagęszczenie świeżej HMA w warstwach nieprzekraczających 75 mm (3 cali) zagęszczonej grubości
Uszczelnienie wszystkich spoin naprawczych gorąco aplikowanym środkiem do uszczelniania spękań
Frezowanie i nakładka
Gdy zniszczenia spowodowane segregacją termiczną obejmują więcej niż 10–15% powierzchni nawierzchni lub gdy uszkodzenia rozciągają się przez wiele zimnych stref, odpowiednią rehabilitacją jest frezowanie i nakładka. Zakres frezowania należy określić na podstawie rdzeniowania: zazwyczaj 50–75 mm (2–3 cale) wystarcza do usunięcia segregowanej warstwy powierzchniowej. Nakładka powinna uwzględniać środki zapobiegania opisane w Sekcji 6 — w szczególności użycie MTV i monitoring termiczny — aby zapewnić, że powierzchnia zastępcza nie powtórzy problemu segregacji.
Grubość nakładki należy zaprojektować z uwzględnieniem wymagań konstrukcyjnych konkretnego odcinka nawierzchni. W przypadku nawierzchni lotniskowych nakładka musi być zgodna z procedurami projektowymi FAA AC 150/5320-6F.
Odbudowa na pełną głębokość
W rzadkich przypadkach, gdy segregacja termiczna spowodowała szybką deteriorację całego odcinka nawierzchni (często w połączeniu z uszkodzeniem wilgotnościowym i odarciem), konieczna może być odbudowa na pełną głębokość. Ocenia się to na podstawie badań ugięciomierzem z opadającym ciężarem (FWD), rdzeniowania i oceny konstrukcyjnej. Odbudowa powinna uwzględniać wszystkie dostępne środki zapobiegania oraz podwyższone wymagania kontroli jakości, aby zapobiec nawrotowi problemu.
Monitoring długoterminowy
Nawierzchnie z udokumentowaną segregacją termiczną należy objąć przyspieszonym harmonogramem monitorowania — coroczną inspekcją zamiast standardowego cyklu 3–5-letniego. Monitorowanie powinno śledzić:
Zasięg wyługowania i tempo progresji
Ewolucję gęstości spękań w zimnych strefach
Zmiany komfortu jazdy (wskaźnik IRI — International Roughness Index)
Ubytek przyczepności na powierzchni
Dane te informują o optymalnym czasie rehabilitacji, zanim zniszczenia staną się powszechne.
Podsumowanie
Segregacja termiczna jest dobrze poznaną wadą konstrukcyjną nawierzchni z mieszanek mineralno-asfaltowych, wynikającą z różnic temperatur przekraczających 14°C (25°F) w niezagęszczonej macie. Mechanizm polega na tym, że zimne strefy stygną do temperatury granicznej (80°C/175°F dla konwencjonalnej HMA), zanim zagęszczenie walcem osiągnie wymaganą gęstość, tworząc zlokalizowane obszary o wysokiej zawartości wolnych przestrzeni, niskiej gęstości i obniżonych właściwościach mechanicznych. Obszary te rozwijają charakterystyczne wzorce przedwczesnych zniszczeń — wyługowanie, spękania i dziury — które znacząco skracają okres użytkowania nawierzchni.
Wykrywanie opiera się na technologii termowizyjnej, od ręcznych kamer po zaawansowane systemy montowane na rozkładarce, zapewniające bieżące profile temperatury na pełnej szerokości z danymi lokalizacji GPS. Zapobieganie wymaga systematycznego podejścia obejmującego izolowane skrzynie ładunkowe z obowiązkowym plandekowaniem, pojazdy do przerzutu materiału do ponownego mieszania i ciągłego układania, odpowiednią logistykę minimalizującą postoje rozkładarki oraz bieżący monitoring termiczny. W przypadku nawierzchni lotniskowych, wyższe wymagania eksploatacyjne i trudne warunki budowy — szczególnie prace nocne i szerokie przejścia — wymagają jeszcze bardziej rygorystycznych środków zapobiegania segregacji termicznej.
Specyfikacje TxDOT, ALDOT i innych agencji zapewniają ustalone progi i ramy działań naprawczych. Oparta na gęstości specyfikacja FAA dla mieszanek P-401 pośrednio kontroluje segregację termiczną, a wymagania dotyczące profilu termicznego są coraz częściej włączane do specyfikacji projektowych w całym kraju. Gdy segregacja termiczna zostanie wykryta po zakończeniu budowy, strategie naprawy obejmują od lokalnego łatowania (w przypadku wczesnych, izolowanych zniszczeń), przez frezowanie i nakładkę (w przypadku rozległych uszkodzeń powierzchniowych), po odbudowę na pełną głębokość (w poważnych przypadkach z deterioracją konstrukcyjną). Wczesne wykrycie poprzez monitoring termiczny w fazie budowy pozostaje najskuteczniejszą strategią zapobiegania problemom eksploatacyjnym nawierzchni spowodowanym przez segregację termiczną.
Najczęściej Zadawane Pytania
Segregacja termiczna to wada konstrukcyjna, w której mieszanka mineralno-asfaltowa (HMA) wykazuje nierównomierny rozkład temperatury na niezagęszczonej macie podczas układania. Chłodniejsze obszary, pochodzące zazwyczaj ze stwardniałej skorupy tworzącej się na HMA podczas transportu, stygną do temperatury granicznej szybciej niż otaczająca gorąca mata. Uniemożliwia to odpowiednie zagęszczenie walcami, tworząc lokalne strefy o niskiej gęstości z nadmierną zawartością wolnych przestrzeni, podatne na wyługowanie, spękania, uszkodzenia wilgotnościowe i przedwczesne niszczenie.
Powszechnie przyjętym progiem jest różnica temperatur przekraczająca 14°C (25°F) pomiędzy najgorętszymi i najzimniejszymi obszarami niezagęszczonej maty HMA. TxDOT klasyfikuje różnice 25°F–50°F jako umiarkowaną segregację, a różnice przekraczające 50°F jako segregację poważną. Temperatura graniczna (cessation temperature) — poniżej której nie jest możliwe dalsze zagęszczanie — jest powszechnie przyjmowana jako 80°C (175°F) dla konwencjonalnej HMA.
Segregację termiczną wykrywa się trzema podstawowymi metodami: (1) ręcznymi kamerami termowizyjnymi rejestrującymi obrazy w podczerwieni rozkładu temperatury maty za rozkładarką; (2) zamontowanymi na rozkładarce systemami termowizyjnymi (np. MOBA Pave-IR) zapewniającymi bieżące profile temperatury na pełnej szerokości, powiązane ze współrzędnymi GPS; oraz (3) inspekcją wizualną identyfikującą łatkową, nierównomierną teksturę powierzchni po zagęszczeniu. Najbardziej miarodajną metodą jest postępowanie zgodne z procedurami badawczymi, takimi jak Tex-244-F.
Segregacja termiczna jest spowodowana czynnikami prowadzącymi do nierównomiernego chłodzenia HMA podczas transportu i układania: (1) ochładzanie warstwy powierzchniowej (skorupy) HMA w skrzyniach ładunkowych podczas transportu; (2) postój rozkładarki pozwalający na ochłodzenie mieszanki w leju zasypowym; (3) ochładzanie końca ładunku z ostatniego materiału w samochodzie; (4) wiatr i niska temperatura otoczenia przyspieszające ochładzanie powierzchni; (5) długie dystanse transportu bez odpowiedniej izolacji skrzyni ładunkowej lub plandekowania; oraz (6) nieprawidłowe załadunek w wytwórni powodujący różnice temperatury w skrzyni samochodu.
Środki zapobiegania segregacji termicznej obejmują: (1) stosowanie izolowanych skrzyń ładunkowych i obowiązkowe plandekowanie wszystkich pojazdów transportowych; (2) stosowanie pojazdów do przerzutu materiału (MTV) w celu ponownego wymieszania i ujednorodnienia temperatury HMA przed podaniem do rozkładarki; (3) utrzymywanie ciągłej pracy rozkładarki z minimalną liczbą postojów poprzez odpowiednią logistykę samochodów; (4) stosowanie urządzeń mieszających na rozkładarce; (5) wykorzystanie bieżącej termowizji do monitorowania równomierności temperatury maty; oraz (6) ograniczanie dystansów transportu i harmonogramowanie dostaw w celu uniknięcia wydłużonego oczekiwania.
Popraw jakość swojej nawierzchni asfaltowej
Zadbaj, aby Twoje projekty układania nawierzchni asfaltowych spełniały najwyższe standardy jakości. Nasi eksperci mogą pomóc Ci we wdrożeniu środków zapobiegania segregacji termicznej, prowadzeniu profilowania termicznego oraz opracowaniu programów kontroli jakości, które wyeliminują przedwczesne niszczenie nawierzchni.
Segregacja termiczna to nierównomierny rozkład temperatury w mieszance mineralno-asfaltowej na gorąco podczas transportu i układania, gdzie chłodniejsze obszary...
Mieszanka mineralno-asfaltowa na gorąco (HMA) dla nawierzchni lotniskowych i drogowych
Mieszanka mineralno-asfaltowa na gorąco (HMA) to standardowy materiał na nawierzchnie podatne, wytwarzany przez podgrzanie i wymieszanie kruszywa z lepiszczem a...
Dodatki do asfaltu niskotemperaturowego (WMA) umożliwiają produkcję i zagęszczanie asfaltu w temperaturach o 20–40°C niższych niż w konwencjonalnym asfalcie wys...
22 min czytania
Asphalt materials
Construction
+3
Zgoda na Pliki Cookie Używamy plików cookie, aby poprawić jakość przeglądania i analizować nasz ruch. See our privacy policy.