Whitetopping — Nakładka Betonowa na Nawierzchnię Asfaltową
Whitetopping to nakładka betonowa układana na istniejącej nawierzchni asfaltowej w celu uzyskania trwałej, o wysokiej wytrzymałości powierzchni. Konwencjonalny whitetopping (>100 mm) i ultra-cienki whitetopping (50-100 mm, zespolony) są stosowane do rehabilitacji nawierzchni asfaltowych, w tym lotnisk. Obejmuje rodzaje whitetoppingu, zespolenie, projektowanie spoin oraz kontrolę pod kątem spękań odbitych i rozdzielenia.
Whitetopping — Nakładka Betonowa na Nawierzchnię Asfaltową
Definicja i Rodzaje
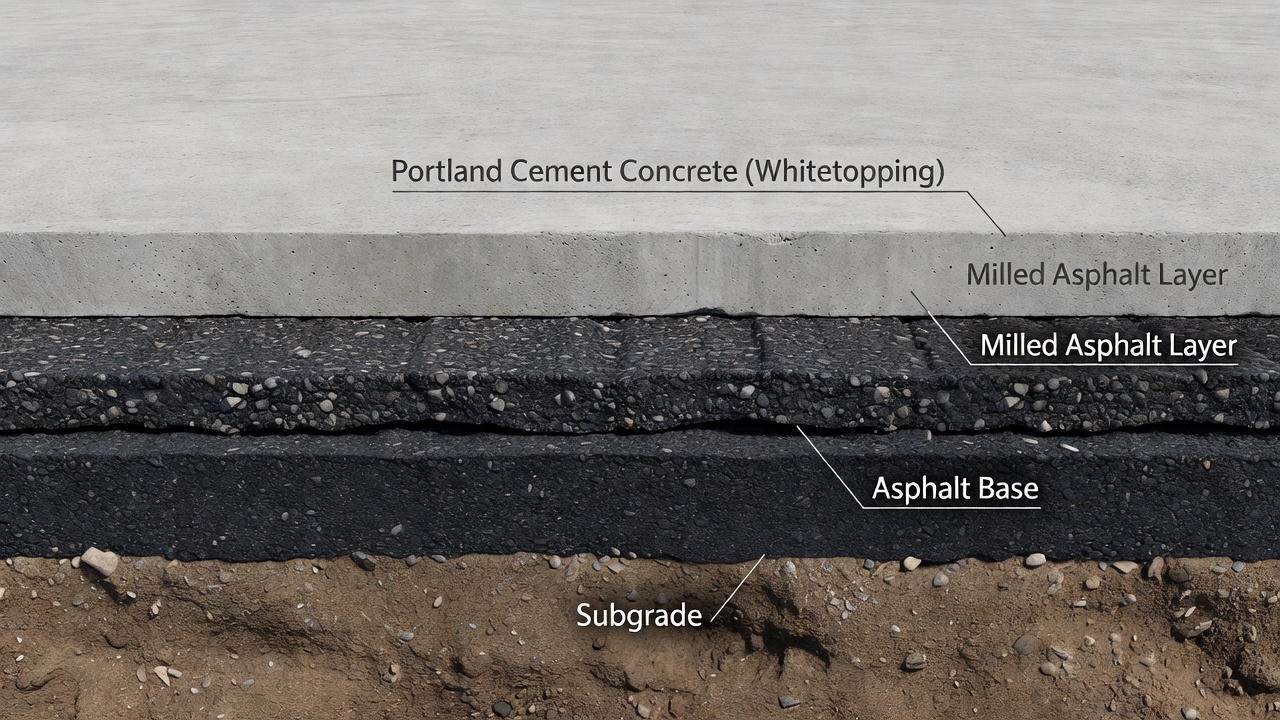
Whitetopping to technika rehabilitacji nawierzchni, w której nakładka z betonu cementowego portlandzkiego (PCC) jest układana na istniejącej nawierzchni z mieszanki mineralno-asfaltowej na gorąco (HMA), aby zapewnić trwałą, o wysokiej wytrzymałości powierzchnię jezdną. Termin pochodzi od wizualnego kontrastu między białym kolorem betonu pokrywającego czarną powierzchnię asfaltu. Pierwsze udokumentowane zastosowanie whitetoppingu w Stanach Zjednoczonych datuje się na 1918 rok na South 7th Street w Terre Haute w stanie Indiana, gdzie nakładkę betonową ułożono bezpośrednio na istniejącej nawierzchni asfaltowej w celu rozwiązania problemu koleinowania i deterioracji powierzchni. Od połowy lat 70. XX wieku whitetopping jest rutynowo stosowany w Ameryce Północnej, a jego popularność gwałtownie wzrosła na początku lat 90. wraz z opracowaniem zespolonych cienkich i ultra-cienkich wariantów wykorzystujących działanie zespolone między warstwami betonu i asfaltu.
Whitetopping dzieli się na trzy główne kategorie w zależności od grubości nakładki i warunków zespolenia, zgodnie z definicjami American Concrete Pavement Association (ACPA), National Cooperative Highway Research Program (NCHRP Synthesis 338) oraz Federal Highway Administration (FHWA). Klasyfikacja ta bezpośrednio wpływa na wymagania dotyczące rozstawu spoin, metodykę projektowania, procedury budowlane i oczekiwane parametry eksploatacyjne.
Konwencjonalny Whitetopping (zwany również klasycznym lub niezespolonym) stosuje grubość betonu 200 mm (8 cali) lub większą. ACPA określa minimum 150 mm (6 cali), podczas gdy NCHRP 338 podaje 200 mm lub więcej jako próg konwencjonalny. W konwencjonalnym whitetoppingu nie dąży się celowo do zespolenia betonu z asfaltem — istniejąca nawierzchnia asfaltowa pełni po prostu funkcję warstwy podbudowy pod nową sztywną nawierzchnią. Rozstaw spoin jest zgodny ze standardową praktyką dla nawierzchni sztywnych wynoszącą 15 do 20 stóp (4,5 do 6 m), a przenoszenie obciążeń może obejmować kołki. Podejście projektowe traktuje nakładkę jako nową sztywną nawierzchnię zbudowaną na podbudowie podatnej, z zastosowaniem procedur projektowania nawierzchni sztywnych na pełną głębokość. Ten wariant jest stosowany od 1918 roku i upowszechnił się w latach 50. do 70. XX wieku. Caltrans w tym okresie układał nakładki z betonu zwykłego o grubości 175–225 mm na asfalcie, a odcinki te zapewniały doskonałą eksploatację przez ponad 20 lat, wykazując długoterminową żywotność podejścia konwencjonalnego.
Cienki Whitetopping (TWT) to zespolona nakładka betonowa o grubości 100 do 150 mm (4 do 6 cali). FHWA TechBrief (FHWA-HIF-07-025) określa TWT na 100–150 mm, podczas gdy Colorado Department of Transportation (CDOT), który był pionierem TWT od 1990 roku, podaje 4 do 6 cali betonu. Doświadczenia Kolorado ustanowiły standard dla projektowania i budowy cienkiego whitetoppingu w Stanach Zjednoczonych. W TWT celowo tworzy się zespolenie poprzez frezowanie istniejącej powierzchni asfaltowej, dokładne czyszczenie i staranne układanie betonu. Zespolenie tworzy działanie zespolone między betonem a asfaltem, znacznie zmniejszając naprężenia rozciągające w nakładce. Rozstaw spoin wynosi zazwyczaj kwadratowe płyty o boku 1,8 m (6 stóp). TWT jest projektowany na autostrady, skrzyżowania, drogi główne, lotniska ogólnego przeznaczenia i inne zastosowania o średnim i dużym natężeniu ruchu. CDOT zakłada 20-letni okres eksploatacji TWT z jedną operacją szlifowania na głębokość 10 mm w połowie okresu użytkowania w celu przywrócenia przyczepności i gładkości powierzchni.
Ultra-cienki Whitetopping (UTW) to najcieńszy wariant, o grubości nakładki betonowej 50 do 100 mm (2 do 4 cali) według definicji ACPA. Niektóre źródła (FHWA) rozszerzają dolny zakres do 2 cali (50 mm). Zespolenie jest niezbędne i musi być niezawodne, ponieważ przekrój zespolony stanowi podstawowy mechanizm strukturalny, który zmniejsza naprężenia rozciągające wywołane obciążeniem do akceptowalnego poziomu. Rozstaw spoin jest bardzo gęsty — od 0,6 do 1,5 m (2 do 5 stóp), z zalecanym maksimum wynoszącym 12 do 15 razy grubość płyty. UTW został po raz pierwszy zastosowany w 1991 roku na drodze dojazdowej do składowiska odpadów w Louisville w stanie Kentucky i szybko zyskał akceptację w całych Stanach Zjednoczonych. Do 2001 roku ACPA udokumentowało ponad 200 projektów UTW w 35 stanach o łącznej powierzchni 765 000 m² (916 000 yd²). Typowe zastosowania obejmują drogi o małym natężeniu ruchu, skrzyżowania, przystanki autobusowe, parkingi oraz płyty postojowe i drogi kołowania na lotniskach. Oryginalny eksperyment w Louisville obsługiwał 400–600 ciężarówek dziennie, co stanowi 20 do 100 razy większy ruch niż typowe drogi o małym natężeniu, dla których pierwotnie przewidywano UTW.
Czwarty wariant, Cienki Kompozytowy Whitetopping, zajmuje pośredni zakres grubości między UTW a konwencjonalnym whitetoppingiem i został opracowany specjalnie dla dróg o większym natężeniu ruchu i autostrad międzystanowych. Trzy projekty eksperymentalne zbudowano w 1997 roku w celu walidacji tego podejścia dla wyższych poziomów ruchu.
Parametr
UTW
TWT (CDOT)
TWT (TxDOT)
Konwencjonalny
Grubość
50–100 mm (2–4 cale)
100–150 mm (4–6 cali)
100–178 mm (4–7 cali)
≥ 150–200 mm (6–8 cali)
Wymagane zespolenie
Niezbędne
Celowo uzyskiwane
Celowo uzyskiwane
Niewymagane
Rozstaw spoin
0,6–1,5 m (2–5 stóp)
1,8 m (6 stóp) kwadrat
1,8 m (6 stóp) kwadrat
4,5–6 m (15–20 stóp)
Maks. rozstaw spoin
12–15 × grubość
—
6 stóp
Według FAA/AASHTO
Min. pozostała HMA
75 mm (3 cale)
75 mm (3 cale)
100 mm (4 cale)
Zmienna
Głębokość frezowania
13–50 mm (0,5–2 cale)
13–50 mm (0,5–2 cale)
Usunąć koleiny ≥ 0,5 cala
Opcjonalna
Wytrzymałość betonu (28 dni)
> 20 MPa (3000 psi) przyspieszona
29 MPa (4200 psi)
Według specyfikacji
Standardowa
Wytrzymałość na rozciąganie przy zginaniu (28 dni)
—
4,5 MPa (650 psi) próba laboratoryjna
Według specyfikacji
Standardowa
Zawartość powietrza
—
4–8%
Według specyfikacji
Standardowa
Maks. stosunek w/c
—
0,44
Według specyfikacji
Standardowy
Kołki
Nie
Nie
Nie (< 7 cali); Tak (≥ 7 cali)
Tak
Pręty sczepne (podłużne)
Opcjonalnie
Tak co 900 mm (36 cali)
Tak
Tak
Uszczelnianie spoin
Zazwyczaj nieuszczelniane
Tak (silikon)
Według praktyki agencji
Tak
Okres eksploatacji
Zmienny w zależności od ruchu
20 lat
5–10 lat
20–30+ lat
Głębokość cięcia piłą
1/4–1/3 grubości
1/4–1/3 grubości
Według specyfikacji
Standardowa
Zespolenie w Whitetoppingu
Przełomową innowacją technologiczną stojącą za zespolonym whitetoppingiem — zarówno UTW, jak i TWT — jest stworzenie działania zespolonego między nakładką betonową a leżącą pod nią nawierzchnią asfaltową. Gdy nakładka betonowa łączy się monolitycznie z asfaltem, oś obojętna połączonego przekroju przesuwa się w dół względem samej warstwy betonowej. To przesunięcie drastycznie zmniejsza naprężenia rozciągające na spodzie warstwy betonowej pod obciążeniem ruchem, co jest podstawowym mechanizmem umożliwiającym cienkim przekrojom betonowym przenoszenie obciążeń ruchu bez awarii strukturalnej.
Ilościowe dane dotyczące redukcji naprężeń z ACPA precyzyjnie ilustrują skalę tego efektu. Dla 75 mm nakładki betonowej na 100 mm asfaltu pod obciążeniem kołem 36 kN, maksymalne naprężenie rozciągające wzdłuż wolnej krawędzi wynosi 8,49 MPa w warunkach niezespolonych, ale tylko 2,90 MPa przy pełnym zespoleniu — redukcja o około 66%. W pobliżu narożnika płyty, niezespolone naprężenie rozciągające 6,12 MPa spada do 3,68 MPa w warunkach zespolonych. Badania FHWA i CDOT potwierdzają, że niezawodne zespolenie zmniejsza krytyczne naprężenia rozciągające o minimum 25% w praktycznych konfiguracjach, przy czym większe redukcje osiąga się dla cieńszych nakładek i sztywniejszych warstw asfaltu. Ta redukcja naprężeń jest powodem, dla którego odcinki UTW o grubości zaledwie 50–100 mm mogą z powodzeniem przenosić obciążenia od ciężarówek i samolotów, które spowodowałyby szybkie zniszczenie niezespolonego odcinka o tej samej grubości.
Przygotowanie powierzchni jest najważniejszym czynnikiem decydującym o osiągnięciu i utrzymaniu niezawodnego zespolenia przez cały okres eksploatacji nakładki. Istniejąca powierzchnia HMA jest frezowana na typową głębokość 13 do 50 mm (0,5 do 2 cali). Frezowanie spełnia trzy zasadnicze cele: usuwanie uszkodzeń powierzchniowych, takich jak koleiny, wygniecenia i utlenienie; odsłanianie świeżego kruszywa w celu zapewnienia mechanicznego zakotwienia między świeżym betonem a istniejącym asfaltem; oraz tworzenie jednolitego profilu o chropowatej teksturze, która maksymalizuje powierzchnię zespolenia. Po frezowaniu musi pozostać minimum 75 mm (3 cale) asfaltu, aby zapewnić odpowiednie podparcie strukturalne dla systemu nakładki. TxDOT wymaga minimalnej pozostałej grubości asfaltu wynoszącej 100 mm (4 cale).
Po frezowaniu powierzchnia musi być wielokrotnie zamiatana, a następnie przedmuchiwana sprężonym powietrzem lub czyszczona strumieniowo w celu usunięcia całego pyłu, zanieczyszczeń i luźnych cząstek. W dochodzeniach kryminalistycznych dotyczących awarii whitetoppingu, przyczynę utraty zespolenia często przypisuje się niedostatecznemu czyszczeniu. Wyfrezowana powierzchnia powinna być zwilżona bezpośrednio przed układaniem betonu, aby zapobiec szybkiemu wchłanianiu wody ze świeżej mieszanki betonowej, co zmniejszyłoby ilość wody dostępnej do hydratacji na styku. Jednak na powierzchni nie może stać woda w momencie układania betonu, ponieważ warstwa wody na styku uniemożliwia powstanie zespolenia.
Kontrola ruchu podczas przygotowania powierzchni i okna układania jest kluczowa. Po oczyszczeniu przygotowana powierzchnia musi pozostać czysta do momentu ułożenia betonu. Jeśli przed układaniem ruch przejedzie po wyfrezowanej powierzchni, należy ją ponownie oczyścić. Czyszczenie strumieniowo-ścierne może zastąpić frezowanie, gdy sprzęt do frezowania nie jest dostępny lub gdy warstwa asfaltu jest zbyt cienka, aby umożliwić frezowanie.
CDOT ustalił na podstawie doświadczeń terenowych, że beton nie łączy się dobrze z nowym (świeżym) asfaltem, niezależnie od tego, czy jest frezowany, czy nie. Dlatego cienki whitetopping nie jest zalecany na nowo wykonanych nawierzchniach HMA. Jakość zespolenia zależy od czterech czynników działających razem: wytrzymałości i integralności istniejącej mieszanki betonowej, czystości powierzchni uzyskanej poprzez odpowiednie frezowanie i czyszczenie, zagęszczenia nakładki podczas układania w celu zapewnienia ścisłego kontaktu na styku oraz odpowiednich technik spoinowania i pielęgnacji, które zapobiegają wczesnym spękaniom w linii zespolenia.
Projektowanie i Rozstaw Spoin
Rozstaw spoin jest najważniejszym parametrem projektowym dla wydajności whitetoppingu, szczególnie dla UTW i TWT, gdzie grubość nakładki jest mała w porównaniu z konwencjonalnymi nawierzchniami sztywnymi. Podstawowa zasada jest taka, że krótki rozstaw spoin zmniejsza ramię momentu, przez które przyłożone obciążenia kół wywołują naprężenia zginające w płycie betonowej. To zmniejszenie momentu zginającego jest mechanizmem, który umożliwia cienkim płytom betonowym przenoszenie dużych obciążeń bez przekraczania wytrzymałości betonu na rozciąganie przy zginaniu.
Krótki rozstaw spoin minimalizuje również naprężenia od wygięcia i skręcania spowodowane gradientami temperatury i wilgotności w cienkiej płycie. W odcinku UTW o grubości 75 mm, różnica temperatur 10°C między górną a dolną częścią płyty wywołuje znacznie mniejsze naprężenia wyboczeniowe w płycie o boku 0,6 m niż w płycie o boku 1,8 m o tej samej grubości. W odcinkach UTW krótki rozstaw powoduje, że obciążenia przenoszone są głównie poprzez ugięcie systemu płyt, a nie poprzez zginanie poszczególnych płyt. Ten mechanizm przenoszenia obciążeń oparty na ugięciu jest podstawową zasadą inżynieryjną, która pozwala bardzo cienkim płytom betonowym funkcjonować bez awarii strukturalnej pod obciążeniem ruchem.
Rozstaw spoin UTW wynosi od 0,6 do 1,5 m (2 do 5 stóp), przy czym zalecane maksimum wyraża się jako 12 do 15 razy grubość płyty. Dla odcinka UTW o grubości 75 mm (3 cale) przekłada się to na maksymalny rozstaw spoin wynoszący 0,9 do 1,125 m (36 do 44 cali). Oryginalny eksperyment UTW w Louisville stosował dwie konfiguracje rozstawu spoin — 0,61 m (2 stopy) i 1,83 m (6 stóp) — a wyniki wykazały dramatyczną różnicę w wydajności. Płyty o rozstawie 0,61 m wykazywały znacznie mniej spękań narożnych niż płyty o rozstawie 1,83 m, co potwierdza znaczenie gęstego rozstawu spoin dla UTW.
Cienki whitetopping według standardowej praktyki CDOT stosuje kwadratowe płyty o boku 1,8 m (6 stóp) we wszystkich zastosowaniach. Rozstaw ten został zweryfikowany przez ponad 20 lat doświadczeń w Kolorado na autostradach międzystanowych obsługujących do 52 000 pojazdów dziennie (ADT). Spoiny podłużne w TWT według CDOT są sczepiane odkształcalnymi prętami sczepnymi rozmieszczonymi co 900 mm (36 cali) w celu utrzymania blokady kruszywa i zapobiegania otwieraniu się spoin. TxDOT również określa kwadratowe płyty o boku 6 stóp i wymaga, aby wszystkie płyty były kwadratowe, z wyjątkiem obszarów przejściowych, gdzie ograniczenia geometryczne uniemożliwiają kwadratowy układ. Konwencjonalny whitetopping stosuje standardowy rozstaw spoin dla nawierzchni sztywnych wynoszący 15 do 20 stóp (4,5 do 6 m).
Głębokość cięcia piłą dla wszystkich typów whitetoppingu wynosi 1/4 do 1/3 grubości nakładki. Dla odcinka TWT o grubości 100 mm oznacza to, że nacięcia piłą sięgają 25 do 33 mm w głąb betonu. Cięcie piłą powinno być wykonywane jak najwcześniej po ułożeniu betonu, aby kontrolować przypadkowe spękania. Lekkie wczesne piły są powszechnie stosowane w UTW, umożliwiając cięcie w ciągu 2 do 4 godzin od ułożenia betonu, zanim beton osiągnie pełną wytrzymałość. Spoiny powinny być utrzymywane poza śladami kół zawsze, gdy jest to możliwe, ponieważ znacznie zmniejsza to związane z obciążeniem spękania odbite i uszkodzenia narożne. Gdy spoiny podłużne znajdują się w śladach kół, kombinacja obciążenia krawędzi i powtarzalności ruchu przyspiesza spękania narożne.
Uszczelnianie spoin różni się znacznie w zależności od typu whitetoppingu i agencji. Spoiny UTW są zazwyczaj nieuszczelniane, ponieważ bardzo krótki rozstaw spoin minimalizuje ruch poszczególnych spoin do ułamków milimetra, a w badaniach terenowych nie wykazano korzyści z uszczelniania. CDOT uszczelnia wszystkie spoiny TWT silikonowym materiałem uszczelniającym w konfiguracji pojedynczego nacięcia piłą. TxDOT stosuje konwencjonalne uszczelnianie spoin w swoich odcinkach TWT. Kołki nie są stosowane w poprzecznych spoinach TWT według standardowej praktyki CDOT, ale badania MnROAD wykazały, że kołki o średnicy 1 cala w Cell 92 wyeliminowały przeskoje, podczas gdy niekołkowany Cell 97 wykazywał znaczne przeskoje po podobnej ekspozycji na ruch. TxDOT wymaga kołków dla nakładek o grubości 7 cali lub większej.
Parametr projektowania spoin
UTW
TWT
Konwencjonalny
Rozstaw spoin
0,6–1,5 m (2–5 stóp)
1,8 m (6 stóp)
4,5–6 m (15–20 stóp)
Wzór maks. rozstawu
12–15 × grubość
Stały 6 stóp
Według AASHTO/FAA
Głębokość cięcia piłą
1/4–1/3 grubości
1/4–1/3 grubości
1/4–1/3 grubości
Uszczelnianie spoin
Nieuszczelniane
Silikon
Uszczelniane według specyfikacji
Kołki
Brak
Brak (CDOT); Opcjonalne (TxDOT)
Zazwyczaj wymagane
Pręty sczepne w spoinach podłużnych
Opcjonalnie
Tak, co 900 mm (36 cali)
Tak
Termin cięcia piłą
W ciągu 2–4 godzin
Jak najwcześniej
Następnego dnia
Budowa Whitetoppingu
Budowa whitetoppingu przebiega według systematycznej sekwencji rozpoczynającej się od przygotowania powierzchni, a następnie przechodzącej przez układanie betonu, wykańczanie, pielęgnację i cięcie spoin. Proces budowy odróżnia zespolony whitetopping od konwencjonalnych niezespolonych nakładek przede wszystkim intensywnością przygotowania powierzchni i pilnością operacji cięcia piłą.
Przygotowanie powierzchni rozpoczyna się od frezowania istniejącej powierzchni HMA na głębokość 13 do 50 mm (0,5 do 2 cali), z krytycznym zastrzeżeniem, że po frezowaniu musi pozostać minimum 75 mm (3 cale) asfaltu, aby utrzymać podparcie strukturalne nakładki. W projektach TxDOT minimalna pozostała grubość asfaltu wynosi 100 mm (4 cale). Frezowanie odbywa się za pomocą konwencjonalnych frezarek do asfaltu z bębnem wyposażonym w noże z węglików spiekanych. Wyfrezowana powierzchnia powinna mieć jednolitą teksturę o amplitudzie około 2 mm między szczytami a dolinami, aby zmaksymalizować mechaniczne zakotwienie.
Po frezowaniu powierzchnia jest czyszczona w sekwencji operacji: wstępne zamiatanie szczotką mechaniczną w celu usunięcia dużych zanieczyszczeń, następnie zamiatarka z wirującą szczotką lub odkurzacz do drobnych materiałów, a w końcu przedmuchiwanie sprężonym powietrzem w celu usunięcia pozostałego pyłu z tekstury powierzchni. Niektóre specyfikacje wymagają czyszczenia strumieniem wody po frezowaniu, aby zapewnić całkowite usunięcie frakcji asfaltowych. Powierzchnia musi być zwilżona bezpośrednio przed układaniem betonu, aby zapobiec szybkiemu wchłanianiu wody ze świeżego betonu, ale na powierzchni nie może stać woda. Przygotowanie powierzchni powinno być ograniczone do obszaru, który może być pokryty w ciągu jednej zmiany, aby zapobiec ponownemu zanieczyszczeniu.
Układanie betonu odbywa się przy użyciu konwencjonalnego sprzętu odpowiedniego do skali projektu. Rozściełacze przesuwne są stosowane w projektach wielkoskalowych, takich jak autostrady i lotniska, gdzie wymagana jest ciągła produkcja układania. Rozściełacze stacjonarne lub belki wibracyjne są stosowane na mniejszych lub ograniczonych obszarach, takich jak skrzyżowania, przystanki autobusowe i parkingi. Whitetopping jest zawsze układany w jednym przejściu — nakładki betonowe nigdy nie są wykonywane w kilku warstwach, ponieważ zimne złącze między warstwami stworzyłoby płaszczyznę osłabienia i potencjalną delaminację. W przypadku zamykania skrzyżowań powszechnie stosuje się mieszanki o przyspieszonym wiązaniu, aby osiągnąć wytrzymałość na ściskanie 2500 psi (17 MPa) w ciągu 24 godzin, umożliwiając zamknięcia weekendowe od piątkowego wieczoru do wtorkowego poranka. Projekt SH 83 w Kolorado ułożył 90 100 m² TWT w 65 dni roboczych przy użyciu betonu o przyspieszonym wiązaniu.
Materiały betonowe są zgodne ze standardowymi specyfikacjami nawierzchni sztywnych z modyfikacjami specyficznymi dla cienkich nakładek. Beton klasy P według CDOT dla TWT wymaga minimalnej 28-dniowej wytrzymałości na ściskanie 29 MPa (4200 psi), zawartości powietrza od 4% do 8% oraz maksymalnego stosunku wody do materiałów wiążących wynoszącego 0,44. Próbne partie laboratoryjne muszą wykazać 28-dniową wytrzymałość na rozciąganie przy zginaniu wynoszącą 4,5 MPa (650 psi). Włókna syntetyczne — zazwyczaj mikrowłókna polipropylenowe lub poliolefinowe — są powszechnie stosowane w mieszankach UTW i TWT w ilości 0,1% do 0,3% objętości w celu poprawy integralności po spękaniu i kontroli skurczu plastycznego. CDOT szczególnie nie zaleca stosowania włókien stalowych tam, gdzie mogą być stosowane sole odladzające, ponieważ korozja odsłoniętych włókien może powodować przebarwienia i wykruszanie powierzchni. Mieszanki betonowe o wysokiej wczesnej wytrzymałości do projektów o przyspieszonym wiązaniu zazwyczaj osiągają ponad 20 MPa (3000 psi) wytrzymałości na ściskanie w ciągu 24 godzin dzięki zastosowaniu cementu typu III (o wysokiej wczesnej wytrzymałości), obniżonego stosunku wodno-cementowego i przyspieszaczy chemicznych.
Wykańczanie i teksturowanie odbywa się zgodnie z konwencjonalnymi procedurami dla nawierzchni betonowych. Powierzchnia jest wygładzana do odpowiedniego poziomu przez rozściełacz, a następnie wykańczana za pomocą podłużnej pacy w celu zamknięcia pustek powierzchniowych. Tekstura jest nakładana za pomocą przeciąganego juty, przeciąganej sztucznej trawy lub metalowej szczotki, aby zapewnić makroteksturę dla przyczepności i drenażu. W przypadku zastosowań lotniskowych powszechnie wymagane jest poprzeczne żłobkowanie lub rowkowanie, aby spełnić wymagania FAA dotyczące przyczepności.
Pielęgnacja jest kluczowym etapem w przypadku cienkiego whitetoppingu, ponieważ cienkie płyty mają wysoki stosunek powierzchni do objętości i szybko tracą wodę przez parowanie, szczególnie w gorących lub wietrznych warunkach. Preparat pielęgnacyjny powinien być nakładany w podwójnej normalnej ilości (około 0,2 L/m² zamiast 0,1 L/m²) w porównaniu do konwencjonalnych nawierzchni betonowych. Preferowany jest biało pigmentowany preparat pielęgnacyjny w słonecznych warunkach, aby odbijać promieniowanie słoneczne i obniżyć temperaturę płyty. Istotne ostrzeżenie: preparat pielęgnacyjny nie może być rozpylany na przygotowaną powierzchnię asfaltową przed operacją układania, ponieważ całkowicie uniemożliwi to zespolenie i spowoduje awarię w postaci rozdzielenia.
Cięcie spoin piłą powinno rozpocząć się jak najwcześniej, aby kontrolować przypadkowe spękania. W przypadku UTW lekkie wczesne piły napędzane silnikami benzynowymi umożliwiają cięcie w ciągu 2 do 4 godzin od ułożenia betonu, zanim beton osiągnie pełną wytrzymałość na ściskanie. Głębokość cięcia piłą wynosi 1/4 do 1/3 grubości nakładki — dla odcinka UTW o grubości 75 mm głębokość cięcia wynosi 19 do 25 mm. Spoiny poprzeczne są cięte jako pierwsze w sekwencji następującej po operacji układania, zazwyczaj w odstępach odpowiadających określonemu rozstawowi spoin. Spoiny podłużne są cięte przy użyciu pił montowanych na prowadnicach. W przypadku projektów wielopasmowych, spoiny poprzeczne w nowym pasie muszą być dopasowane do wzoru spękań w sąsiednim istniejącym pasie, aby zapobiec spękaniom odbitym z niewspółosiowych spoin.
Udrożnienie dla ruchu zależy od przyrostu wytrzymałości betonu i zakończenia cięcia spoin. Mieszanki betonowe o przyspieszonym wiązaniu mogą być udrożnione dla ruchu w ciągu 24 godzin od ułożenia. Standardowe mieszanki (nie o przyspieszonym wiązaniu) zazwyczaj wymagają 3 do 7 dni pielęgnacji przed dopuszczeniem obciążenia ruchem. W przypadku zastosowań lotniskowych, FAA AC 150/5320-6G wymaga, aby beton osiągnął minimalną wytrzymałość na rozciąganie przy zginaniu przed obciążeniem przez samoloty.
Charakterystyka Eksploatacyjna
Whitetopping zapewnia wyraźne korzyści eksploatacyjne w porównaniu zarówno z nakładkami HMA, jak i nowymi nawierzchniami sztywnymi, szczególnie pod względem odporności na koleinowanie, trwałości strukturalnej i efektywności kosztowej w cyklu życia. Zrozumienie tych cech umożliwia inżynierom wybór odpowiedniego typu whitetoppingu dla konkretnych warunków projektowych.
Odporność na koleinowanie jest głównym powodem wielu projektów whitetoppingu, szczególnie na skrzyżowaniach, przystankach autobusowych i podjazdach dla ciężkich ciężarówek, gdzie koleinowanie asfaltu jest nawracające i kosztowne w utrzymaniu. UTW i TWT eliminują koleinowanie, zapewniając sztywną warstwę betonową, która rozkłada obciążenia kół na większym obszarze i nie odkształca się plastycznie pod powtarzalnym obciążeniem. Technika ta została pierwotnie opracowana specjalnie do miejsc, gdzie nawracające koleinowanie było trwałym problemem utrzymaniowym. W FHWA Accelerated Loading Facility (ALF) kontrolowane porównania koleinowania HMA ze spękaniami UTW wykazały, że nakładka betonowa zapewnia trwałe strukturalne rozwiązanie koleinowania asfaltu. Po 1 milionie przyłożeń obciążenia odcinek HMA wykazywał koleinowanie 12,7 mm, podczas gdy odcinek UTW nie wykazywał mierzalnego koleinowania.
Dane dotyczące trwałości z wielu agencji stanowych potwierdzają, że whitetopping zapewnia długą żywotność przy minimalnym pogorszeniu strukturalnym. CDOT zakłada 20-letni okres eksploatacji TWT w swojej analizie kosztów cyklu życia, z jednym szlifowaniem na głębokość 10 mm w połowie okresu użytkowania w celu przywrócenia przyczepności powierzchni. Projekt SH 83 w Kolorado obsługiwał 52 000 pojazdów dziennie (ADT) z 3,4% ciężarówek przez okres 20 lat, wymagając jedynie rutynowego utrzymania. Caltrans ułożył nakładki z betonu zwykłego o grubości 175–225 mm na asfalcie w latach 60. i 70. XX wieku, które zapewniały doskonałą eksploatację przez ponad 20 lat bez większej rehabilitacji strukturalnej. Iowa DOT wykonuje whitetopping na ponad 650 km dróg powiatowych od 1977 roku, a wiele odcinków jest nadal w eksploatacji po ponad 40 latach. Oryginalny projekt UTW w Louisville obsługiwał 400–600 ciężarówek dziennie i wykazał, że nawet najcieńsze nakładki mogą dobrze działać przy odpowiednim projektowaniu i budowie, choć okres eksploatacji UTW jest bardziej zmienny niż TWT.
Koszty cyklu życia konsekwentnie przemawiają na korzyść whitetoppingu, gdy uwzględnione są koszty opóźnień użytkowników wynikające z budowy. Analiza kosztów cyklu życia CDOT z 2005 roku porównywała TWT (100–150 mm betonu) z okresową nakładką asfaltową 50 mm co 10 lat w 20-letnim okresie analizy. Koszty agencyjne TWT były tylko o 1% wyższe niż alternatywa nakładki asfaltowej, ale gdy uwzględniono koszty opóźnień użytkowników z dwóch zdarzeń budowy nakładki asfaltowej, TWT był o 11% tańszy ogólnie. TxDOT podaje, że TWT zapewnia lepszą użyteczność, dłuższą żywotność, niższy koszt cyklu życia i lepsze bezpieczeństwo w porównaniu z alternatywnymi nakładkami asfaltowymi w swoich zastosowaniach. Okres analizy i stopa dyskontowa stosowane w LCCA znacząco wpływają na wyniki, ale trend konsekwentnie faworyzuje whitetopping, gdy opóźnienia użytkowników są wyceniane.
Przenoszenie obciążeń w UTW i TWT opiera się głównie na blokadzie kruszywa na spoinach, co jest skuteczne, ponieważ krótki rozstaw spoin zmniejsza zapotrzebowanie na obciążenie każdej pojedynczej spoiny. Gdy obciążenie koła jest przykładane w pobliżu spoiny, blokada kruszywa w poprzek spoiny przenosi 40% do 60% obciążenia na sąsiednią płytę. Efektywność przenoszenia obciążeń (LTE) jest mierzona za pomocą deflektometru uderzeniowego (FWD), przy czym wartości powyżej 70% są uznawane za dobre, a wartości poniżej 50% wskazują na utratę blokady. Badania MnROAD wykazały, że kołki o średnicy 1 cala w Cell 92 całkowicie wyeliminowały przeskoje w odcinkach TWT obsługujących ponad 1 milion ESAL rocznie na I-94, podczas gdy niekołkowany Cell 97 wykazywał mierzalne przeskoje po podobnym ruchu. CDOT nie wymaga kołków dla TWT, ale TxDOT określa kołki dla nakładek o grubości 7 cali lub większej.
Przepustowość ruchu whitetoppingu obejmuje szeroki zakres w zależności od grubości nakładki i parametrów projektowych. Projekty CDOT obsługiwały do 52 000 pojazdów dziennie (ADT) (SH 83) z 3,4% ciężarówek w 20-letnim okresie eksploatacji. SH 121 (Wadsworth Blvd) został zaprojektowany dla 30 000 ADT z prognozowanym wzrostem do 40 000 do 2020 roku. MnROAD I-94 obsługuje ponad 1 milion ESAL rocznie przy 25 000 ADT i ponad 12% ciężarówek. Tabela projektowa TxDOT obejmuje od 200 do 1000 ciężarówek dziennie na pas. UTW jest zazwyczaj projektowany dla niższych natężeń ruchu, ale oryginalny projekt w Louisville wykazał skuteczność przy 400–600 ciężarówkach dziennie.
Uszkodzenia Whitetoppingu
Zrozumienie mechanizmów uszkodzeń whitetoppingu jest niezbędne do oceny stanu, kontroli i planowania rehabilitacji. Rodzaje uszkodzeń obserwowanych w whitetoppingu różnią się od tych w konwencjonalnych nawierzchniach sztywnych ze względu na cienki przekrój, zespolony styk i interakcję z leżącą pod spodem warstwą asfaltu. Każdy rodzaj uszkodzenia ma odrębne przyczyny, wzorce postępu i implikacje dla wydajności nawierzchni.
Spękania narożne są najczęstszym uszkodzeniem w UTW i cienkim whitetoppingu, konsekwentnie dokumentowanym w badaniach ALF, odcinkach testowych MnROAD i ocenach lotniskowych FDOT. Spękania narożne inicjują się w narożniku płyty i propagują pod kątem około 45 stopni w poprzek narożnika. Mechanizm obejmuje naprężenia rozciągające wywołane obciążeniem w narożnikach płyt w połączeniu z utratą podparcia z leżącej pod spodem warstwy asfaltowej. Gdy obciążenie koła przechodzi nad narożnikiem płyty, kombinacja naprężeń rozciągających na górnej powierzchni i naprężeń ścinających na styku tworzy złożony stan naprężeń, który inicjuje spękanie. Uszkodzenie jest znacznie łagodzone przez ciaśniejszy rozstaw spoin — oryginalny eksperyment w Louisville wykazał, że rozstaw 0,61 m (2 stopy) powodował znacznie mniej spękań narożnych niż rozstaw 1,83 m (6 stóp). Spękania narożne występują głównie wzdłuż wewnętrznego śladu kół, gdzie spoina podłużna i obciążenie koła pokrywają się, co czyni położenie spoin względem śladów kół kluczowym czynnikiem projektowym.
Spękania odbite występują, gdy istniejące spękania poprzeczne w warstwie HMA propagują się w górę przez nakładkę betonową. Jest to krytyczny mechanizm uszkodzenia specyficzny dla whitetoppingu, który nie występuje w konwencjonalnych nawierzchniach sztywnych na podbudowach ziarnistych. Badania Vandenbossche i Barman (TRB 2010) ustaliły, że spękania odbite są napędzane przez dwa połączone mechanizmy. Po pierwsze, skurcz termiczny warstwy HMA w miesiącach zimowych tworzy poziome odkształcenia rozciągające w HMA, które koncentrują się na czubku istniejących spękań i przenoszą naprężenie na spód nakładki betonowej. Po drugie, obciążenia kół pojazdów przejeżdżających nad spękaniem zwiększają naprężenie rozciągające na czubku spękania w betonie, powodując propagację spękania w górę przez grubość nakładki. Spękania rozwijają się zimą i wczesną wiosną i rozwijają się szybciej na pasach ruchu niż na pasach wyprzedzania, co potwierdza rolę obciążenia ruchem.
Krytyczny współczynnik sztywności DₚCC/HMA jest kluczowym kryterium projektowym do przewidywania spękań odbitych. Współczynnik jest zdefiniowany jako DₚCC/HMA = (EₚCC × hₚCC³ × (1 − μ²HMA)) / (EHMA × hHMA³ × (1 − μ²PCC)), gdzie E to moduł sprężystości, h to grubość warstwy, a μ to współczynnik Poissona dla każdego materiału. Gdy współczynnik ten spadnie poniżej 1,0 w najzimniejszym miesiącu roku, przewiduje się rozwój spękań odbitych. Tempo rozwoju spękań zależy od naprężeń związanych z obciążeniem. MnROAD stwierdził, że nakładki o grubości 152 mm (6 cali) nie wykazywały spękań odbitych po ponad 11 latach, gdy DₚCC/HMA pozostawał powyżej 1,0, podczas gdy cieńsze nakładki (76–127 mm) wszystkie wykazywały spękania odbite, gdy DₚCC/HMA spadł poniżej 1,0. Wbrew intuicji, cieńsze warstwy HMA (np. 76 mm na US-169) powodowały mniej spękań odbitych niż grubsze warstwy HMA (178 mm+ na I-94), ponieważ niższa sztywność kompozytu zmniejszała koncentrację naprężeń termicznych na czubkach spękań.
Rozdzielenie lub delaminacja to utrata zespolenia między nakładką betonową a podłożem asfaltowym. Jest to najbardziej krytyczne strukturalnie uszkodzenie, ponieważ eliminuje działanie zespolone i powoduje, że przekrój betonowy zachowuje się jak nakładka niezespolona, dramatycznie zwiększając naprężenia rozciągające. Przyczyny obejmują nieodpowiednie przygotowanie powierzchni (niewystarczająca głębokość frezowania, słaba tekstura), niepełne czyszczenie (filmu pyłu na styku), zanieczyszczenie wyfrezowanej powierzchni (wycieki paliwa, olej, brud z ruchu), rozpylenie preparatu pielęgnacyjnego na przygotowany asfalt oraz wnikanie wilgoci na styku przez nieuszczelnione spoiny. Rozdzielenie zaczyna się na krawędziach i narożnikach płyt i propaguje do wewnątrz pod obciążeniem ruchem. Badania kryminalistyczne uszkodzonego whitetoppingu często przypisują awarię strukturalną rozdzieleniu spowodowanemu nieodpowiednim przygotowaniem powierzchni.
Spękania poprzeczne są drugim najczęstszym uszkodzeniem w UTW i TWT. Mogą być związane z obciążeniem (zmęczeniowe spękania od powtarzających się obciążeń kół w środku rozpiętości płyty) lub odbite od spękań HMA. Spękania poprzeczne są bardziej powszechne w cieńszych nakładkach poniżej 100 mm (4 cali), gdzie wskaźnik wytrzymałości przekroju jest niewystarczający do przeciwstawienia się naprężeniom zmęczeniowym. Spękania podłużne rozwijają się wzdłuż spoin podłużnych w grubszych nakładkach (≥ 127 mm / 5 cali), szczególnie tam, gdzie spoiny znajdują się w śladach kół. Te spękania są związane z obciążeniem krawędzi i deterioracją spoin. Przeskoje na spoinach (różnica wysokości w poprzek spoin) występują w odcinkach niekołkowanych, gdy blokada kruszywa ulega degradacji pod powtarzalnym obciążeniem, a drobne cząstki są wypompowywane ze spoiny. Przeskoje są łagodzone przez uszczelnione spoiny i kołki. Wykruszanie brzegów spoin wynika z rozpadu blokady kruszywa pod powtarzalnym obciążeniem lub uszkodzeń mroźnych na krawędziach spoin.
Rodzaj uszkodzenia
Główna przyczyna
Typowa lokalizacja
Łagodzenie
Spękania narożne
Naprężenia obciążeniowe + utrata podparcia
Narożniki płyt w śladach kół
Krótszy rozstaw spoin, utrzymywanie spoin poza śladami kół
Pręty sczepne, utrzymywanie spoin poza śladami kół
Przeskoje na spoinach
Utrata blokady kruszywa
Spoiny poprzeczne
Uszczelnione spoiny, kołki w grubszych odcinkach
Wykruszanie brzegów spoin
Rozpad kruszywa, mróz
Krawędzie spoin
Beton wysokiej jakości, napowietrzenie
Kontrola Whitetoppingu
Kontrola whitetoppingu wymaga połączenia wizualnej oceny stanu, badań nieniszczących i próbkowania fizycznego w celu oceny zarówno stanu warstwy betonowej, jak i stanu zespolonego styku. Metodyka kontroli musi być dostosowana z procedur konwencjonalnych nawierzchni sztywnych, aby uwzględnić specyficzne tryby awarii nakładek zespolonych.
Wizualna ocena stanu wykorzystuje znormalizowane systemy oceny stanu nawierzchni odpowiednie dla danego typu obiektu. System PASER (Pavement Surface Evaluation and Rating) jest powszechnie stosowany dla lotniskowych nawierzchni sztywnych, zapewniając ocenę od 1 do 10 w oparciu o rodzaj, nasilenie i zasięg uszkodzeń. ASTM D5340 to standardowa metoda badania wskaźnika stanu nawierzchni lotniskowej (PCI), która oblicza numeryczny wskaźnik od 0 (awaria) do 100 (doskonały) w oparciu o gęstość i nasilenie uszkodzeń. Jednak FDOT zauważył, że standardowa metodologia PCI według ASTM D5340 może być nieodpowiednia dla nakładek whitetopping na lotniskach, ponieważ rodzaje uszkodzeń, poziomy nasilenia i pomiary zasięgu opracowane dla konwencjonalnych nawierzchni sztywnych nie oddają dokładnie specyficznych trybów awarii nakładek zespolonych. FDOT opracował zmodyfikowane procedury analizy stanu whitetoppingu na lotniskach Florydy, uwzględniające przegląd danych historycznych, aktualizację inwentarza sieci i zmodyfikowane definicje uszkodzeń uwzględniające problemy specyficzne dla whitetoppingu, takie jak rozdzielenie i spękania odbite.
Badanie deflektometrem uderzeniowym (FWD) ocenia nośność strukturalną i efektywność przenoszenia obciążeń (LTE) na spoinach. FWD przykłada kontrolowane obciążenie impulsowe (zwykle 40 do 160 kN dla nawierzchni lotniskowych) do powierzchni nawierzchni i mierzy powstałą misę ugięcia za pomocą geofonów w odległościach promieniowych od płyty obciążającej. Dane ugięcia mogą być wykorzystane do wyznaczenia modułów sprężystości nakładki betonowej, warstwy asfaltowej i podłoża gruntowego. Obniżone wartości LTE na spoinach wskazują na utratę blokady kruszywa, co może sygnalizować potrzebę rehabilitacji spoin. FWD może również identyfikować obszary możliwego rozdzielenia poprzez wykrywanie anomalnych odpowiedzi ugięcia — obszar rozdzielony wykazuje większe ugięcia i inny kształt misy ugięcia niż obszar dobrze zespolony. Badanie FWD powinno być wykonywane w odstępach 20 do 50 m wzdłuż każdego pasa, z dodatkowymi badaniami na spoinach i w zidentyfikowanych miejscach uszkodzeń.
Georadar (GPR) jest uwzględniony w FAA AC 150/5320-6G (Dodatek E) jako uznana metoda badań nieniszczących nawierzchni lotniskowych. GPR wykorzystuje impulsy elektromagnetyczne o wysokiej częstotliwości (zwykle 1,0 do 2,5 GHz w zastosowaniach nawierzchniowych) do obrazowania podpowierzchniowych warstw. GPR może mierzyć grubości warstw z dokładnością ±5 mm, wykrywać rozdzielenie na styku beton-asfalt (identyfikowane przez silną refleksję na styku, gdzie powietrze lub woda zastąpiły zespolenie) oraz identyfikować anomalie podpowierzchniowe, w tym istniejące spękania w warstwie HMA, które są zagrożone przebiciem przez nakładkę. Badania GPR mogą być przeprowadzane z prędkością ruchu drogowego, co czyni je wydajnymi dla oceny stanu na poziomie sieci.
Odwierty zapewniają bezpośrednią fizyczną weryfikację grubości nakładki, stanu zespolenia i właściwości materiałowych. Rdzenie mają zazwyczaj średnicę 100 mm (4 cale) lub 150 mm (6 cali) i są pobierane w reprezentatywnych lokalizacjach, w tym w obszarach nienaruszonych, uszkodzonych i na spoinach. Każdy rdzeń dostarcza danych o rzeczywistej grubości nakładki (która może różnić się od grubości projektowej z powodu zmienności wykonawczej), wytrzymałości betonu na ściskanie (badanej zgodnie z ASTM C39) oraz grubości i stanie HMA. Bezpośrednie badanie ścinania na rdzeniach polowych określa ilościowo wytrzymałość zespolenia na styku beton-asfalt. Rdzeń umieszcza się w uchwycie do badania ścinania i obciąża aż do zniszczenia styku. Wartości wytrzymałości zespolenia mogą być skorelowane z oczekiwaną wydajnością nakładki i są niezbędne w dochodzeniach kryminalistycznych uszkodzonych odcinków. Wytrzymałość zespolenia poniżej 0,5 MPa wskazuje na słabe zespolenie, które prawdopodobnie doprowadzi do rozdzielenia pod obciążeniem ruchem.
Metody badań nieniszczących (NDE) stale ewoluują w przypadku zastosowań specyficznych dla whitetoppingu. Metodologia SAPMP (Statewide Airport Pavement Management Program) FDOT łączy przegląd danych historycznych, aktualizację inwentarza sieci, definicję odcinków PASER, zbieranie danych terenowych i ocenę stanu. W przypadku whitetoppingu na lotniskach Florydy zmodyfikowane procedury opracowane przez FDOT dostosowują identyfikację uszkodzeń, ocenę nasilenia i obliczenia gęstości, aby lepiej odzwierciedlić wydajność whitetoppingu. Modyfikacje te obejmują dodanie rozdzielenia jako odrębnego rodzaju uszkodzenia, dostosowanie nasilenia spękań odbitych w oparciu o szerokość spękania i wykruszanie oraz zmniejszenie wagi niekrytycznych uszkodzeń w ogólnym obliczaniu wskaźnika stanu.
Whitetopping dla Nawierzchni Lotniskowych
Whitetopping jest stosowany na nawierzchniach lotniskowych — pasach startowych, drogach kołowania i płytach postojowych — gdzie istniejące powierzchnie asfaltowe uległy deterioracji, wykazują nawracające koleinowanie lub wymagają wzmocnienia w celu obsługi cięższych samolotów. Federal Aviation Administration (FAA) reguluje whitetopping w ramach Advisory Circular 150/5320-6G: Airport Pavement Design and Evaluation (czerwiec 2021), który jest obowiązkowy dla wszystkich projektów finansowanych z Airport Improvement Program (AIP) i Passenger Facility Charge (PFC).
Zgodnie z FAA AC 150/5320-6G, whitetopping jest omówiony w Rozdziale 4 (Utrzymanie, Rehabilitacja i Odbudowa Nawierzchni), Sekcjach 4.7 (Projektowanie Strukturalne Nakładek) i 4.10 (Przygotowanie Istniejącej Powierzchni Nawierzchni pod Nakładkę). Oprogramowanie FAARFIELD v2.0 jest używane do projektowania strukturalnego nakładek, przy czym nakładka betonowa na asfalcie jest obsługiwana jako konfiguracja nakładki “beton na podłożu podatnym” w oprogramowaniu. FAARFIELD wykorzystuje liniową teorię sprężystości warstw i krzywe projektowe FAA do określenia wymaganej grubości nakładki w oparciu o ruch (cykle odlotów według typu samolotu), wytrzymałość podłoża (CBR lub k-value) i istniejący stan nawierzchni. FAA określa minimalną grubość 125 mm (5 cali) dla niezespolonych nakładek betonowych na istniejących nawierzchniach betonowych, choć minimum to może się różnić dla nakładek zespolonych w zależności od konkretnych warunków projektu i projektowanego ruchu. Rozstaw spoin dla whitetoppingu lotniskowego jest zgodny z wytycznymi FAA Tabeli 3-7 dla spoin skurczowych nawierzchni sztywnych, z maksymalnym rozstawem 6,1 m (20 stóp) dla płyt o grubości 250 mm i proporcjonalnie krótszym rozstawem dla cieńszych nakładek.
Studia przypadków lotnisk na Florydzie z FDOT SAPMP (Statewide Airport Pavement Management Program) dokumentują trzy instalacje whitetoppingu, które nie są zgodne z obecnymi normami FAA AC. Studia te dostarczają wartościowych danych o rzeczywistej wydajności whitetoppingu na lotniskach ogólnego przeznaczenia.
Kluczowe ustalenia z ocen lotnisk na Florydzie obejmują niestandardowy układ i rozstaw spoin (odbiegający od wytycznych FAA), nieuszczelnione spoiny (co może przyspieszać deteriorację spoin przez infiltrację wilgoci), nieznane cechy wytrzymałości betonu (brak dokumentacji dotyczącej składu mieszanki lub badań wytrzymałości) oraz zaobserwowane uszkodzenia, w tym wykruszanie narożne, pęknięcia narożne, przeskoje i wykruszanie spoin. Standardowa metodologia PCI według ASTM D5340 została uznana za potencjalnie nieodpowiednią do oceny stanu whitetoppingu na tych lotniskach, co skłoniło FDOT do opracowania zmodyfikowanych procedur oceny specyficznych dla whitetoppingu, które dostosowują definicje uszkodzeń, oceny nasilenia i obliczenia gęstości.
Odniesienia ICAO dotyczące whitetoppingu są określane głównie poprzez specyfikacje krajowych organów lotnictwa, ponieważ ICAO deleguje szczegółowe normy projektowania i rehabilitacji nawierzchni państwom członkowskim. FAA AC 150/5320-6G jest obecnie zgodny z protokołem ICAO ACR-PCR (Aircraft Classification Rating / Pavement Classification Rating) do raportowania nośności nawierzchni. Nie opublikowano żadnego samodzielnego dokumentu ICAO dotyczącego konkretnie whitetoppingu, ale ICAO Aerodrome Design Manual Part 3 (Pavements) zawiera ogólne wytyczne dotyczące projektowania nakładek, które mają zastosowanie do whitetoppingu. ACPA i CP Tech Center przeprowadziły webinaria na temat nakładek betonowych do nawierzchni lotniskowych, które odnoszą się do norm ICAO.
Na lotniskach whitetopping oferuje kluczową zaletę odporności chemicznej na wycieki paliwa lotniczego i płyny odladzające, które chemicznie degradują lepiszcza asfaltowe i powodują raveling powierzchni, stripping i osłabienie strukturalne nawierzchni HMA. W obszarach płyt postojowych, gdzie wycieki paliwa są częste, a ciężkie samoloty są parkowane przez dłuższy czas, whitetopping jest często preferowanym rozwiązaniem rehabilitacyjnym pomimo wyższych kosztów początkowych. Sztywna powierzchnia betonowa opiera się również wgnieceniom od obciążeń statycznych, które mogą występować w asfaltowych płytach postojowych pod zaparkowanymi samolotami.
Whitetopping a Nakładka Asfaltowa
Wybór między whitetoppingiem a nakładką asfaltową (HMA) do rehabilitacji nawierzchni zależy od poziomów ruchu, istniejącego stanu nawierzchni, budżetu, harmonogramu budowy i długoterminowych wymagań eksploatacyjnych. Każde podejście ma odrębne cechy techniczne i ekonomiczne, które decydują o jego przydatności do konkretnych warunków projektowych.
Czynnik
Whitetopping
Nakładka Asfaltowa (HMA)
Odporność na koleinowanie
Eliminuje koleinowanie — sztywna powierzchnia betonowa
Podatny na koleinowanie pod ciężkim, wolnym ruchem
Okres eksploatacji
20+ lat (TWT); 30+ lat (konwencjonalny)
8–15 lat typowo; 15–20 z wysokiej jakości PMB
Koszt cyklu życia (agencyjny)
Wyższy koszt początkowy o 10–30%
Niższy koszt początkowy
Koszt cyklu życia (z opóźnieniami użytkowników)
Niższy koszt całkowity (CDOT: o 11% mniej)
Wyższy koszt całkowity przy częstych budowach
Czas budowy do udrożnienia
7–14 dni pielęgnacji (przyspieszona); 28 dni standardowa
24 godziny chłodzenia; otwarcie tego samego dnia
Spękania odbite
Potencjalny problem; łagodzony przez zespolenie i projekt spoin
Częsty problem; łagodzony przez warstwy pośrednie SAMI
Odporność chemiczna
Doskonała (paliwo, środki odladzające, płyny hydrauliczne)
Słaba; wymaga PMB lub zabiegów ochronnych
Przyczepność powierzchni
Doskonała; żłobkowanie lub rowkowanie zapewnia stałą przyczepność
Dobra; wymaga odpowiedniego doboru kruszywa
Stabilność termiczna
Niska podatność termiczna
Wysoka podatność termiczna
Złożoność napraw
Wymiana całej płyty przy naprawach strukturalnych
Frezowanie i nakładka lub łatowanie miejscowe
Recyklingowalność
W 100% nadający się do recyklingu jako kruszywo łamane
W 100% nadający się do recyklingu w nowej HMA
Hałas
Wyższy hałas opona-nawierzchnia bez obróbki powierzchni
Niższy poziom hałasu
Analiza kosztów cyklu życia CDOT (2005) porównująca TWT (100–150 mm betonu) z okresowymi nakładkami asfaltowymi 50 mm co 10 lat w 20-letnim okresie analizy dostarcza ilościowych dowodów dla porównania ekonomicznego. Koszty agencyjne TWT (budowa, utrzymanie, rehabilitacja) były tylko o 1% wyższe niż alternatywa nakładki asfaltowej. Jednak gdy uwzględniono koszty opóźnień użytkowników z dwóch zdarzeń budowy nakładki asfaltowej (każde wymagające zamknięcia pasów i opóźnień w ruchu), TWT był o 11% tańszy ogólnie. Analiza ta zakładała 20-letni okres eksploatacji TWT z jednym szlifowaniem w połowie okresu, w porównaniu z dwiema nakładkami asfaltowymi w tym samym okresie. Porównanie pokazuje, że whitetopping staje się ekonomicznie korzystny, gdy uwzględnione są koszty opóźnień użytkowników, co jest szczególnie istotne w przypadku dróg o dużym natężeniu ruchu i lotnisk, gdzie opóźnienia związane z budową generują znaczne koszty ekonomiczne.
W przypadku nawierzchni lotniskowych porównanie przesuwa się dalej na korzyść whitetoppingu ze względu na wymagania dotyczące odporności chemicznej. Wycieki paliwa lotniczego i aplikacje płynów odladzających chemicznie degradują lepiszcza asfaltowe, powodując raveling powierzchni i osłabienie strukturalne, które wymagają przedwczesnej rehabilitacji. Whitetopping zapewnia chemicznie obojętną powierzchnię, która opiera się tym atakom. Płyty postojowe, gdzie samoloty są parkowane przez dłuższy czas z obciążeniami statycznymi i wyciekami paliwa, szczególnie korzystają z whitetoppingu. Whitetopping lotniskowy jest zazwyczaj projektowany z wyższą wytrzymałością betonu (35–45 MPa wytrzymałości na ściskanie) i niższym stosunkiem wodno-cementowym (0,40–0,42) niż whitetopping drogowy, aby zmaksymalizować odporność chemiczną i ścieralność.
Badania nad Ultra-cienkim Whitetoppingiem
UTW był przedmiotem szeroko zakrojonych badań od czasu jego pierwszego zastosowania w 1991 roku. ACPA udokumentowała ponad 200 projektów UTW w 35 stanach w latach 1992–2001, o łącznej powierzchni 765 000 m² (916 000 yd²) nakładki. Główne programy badawcze obejmują FHWA Accelerated Loading Facility (ALF), odcinki testowe MnROAD, Transportation Pooled Fund TPF 5(165) oraz studia uniwersyteckie na University of Pittsburgh i Rutgers University. Badania te ustanowiły mechanistyczne zrozumienie zachowania UTW i dostarczyły podstaw dla obecnych procedur projektowych.
Transportation Pooled Fund TPF 5(165) — “Development of Design Guide for Thin and Ultra-thin Concrete Overlays of Existing Asphalt Pavements” — opracował Raport Zadania 1 w 2011 roku (University of Pittsburgh, główny badacz dr Julie Vandenbossche). Badania te ustanowiły kryterium współczynnika sztywności (DₚCC/HMA < 1,0 jako predyktor spękań odbitych), które jest obecnie stosowane w mechanistyczno-empirycznym projektowaniu UTW. Badania opracowały również modele zmęczeniowe dla zespolonego whitetoppingu, które wiążą obciążenie ruchem, efekty klimatyczne, właściwości materiałowe (moduł rozerwania betonu, moduł HMA) i istniejący stan HMA z oczekiwanym okresem eksploatacji. Procedura projektowa uwzględnia miesięczne dane temperaturowe do oceny współczynnika sztywności w ciągu roku, identyfikując miesiące, w których ryzyko spękań odbitych jest największe.
Rutgers University CAIT (FHWA-NJ-2001-018) opracował wytyczne projektowe dla UTW, które ustanowiły ilościowe zależności między grubością nakładki, rozstawem spoin, obciążeniem ruchem (ESAL) i oczekiwaną wydajnością. Kluczowe ustalenia obejmują: rozstaw spoin 12–15 razy grubość płyty jest wymagany dla wydajności strukturalnej UTW; weryfikacja zespolenia poprzez odwierty w 3–6 lokalizacjach na projekt jest niezbędna dla zapewnienia jakości; włókna syntetyczne w ilości 0,1–0,2% objętości poprawiają integralność po spękaniu bez wpływu na nośność; minimalna praktyczna grubość nakładki wynosi 50 mm (2 cale), przy czym 75 mm (3 cale) jest zalecane dla ruchu powyżej 200 ciężarówek dziennie.
Komórki testowe MnROAD na I-94 (Celle 92, 93, 97) i US-169 (Cella 53) dostarczyły długoterminowych danych o wydajności w rzeczywistych warunkach ruchu autostradowego przez ponad 11 lat. Cella 92 (100 mm TWT na 178 mm HMA, kołkowana kołkami 1-calowymi, uszczelnione spoiny) działała doskonale bez przeskoju i minimalnym spękaniem przez cały okres monitorowania. Cella 97 (100 mm TWT na 127 mm HMA, bez kołków, uszczelnione spoiny) wykazywała przeskoje 2–3 mm, ale bez awarii strukturalnej. Cella 53 na US-169 (76 mm TWT na 76 mm HMA) wykazała, że cieńsze warstwy HMA powodują mniej spękań odbitych, ponieważ niższa sztywność HMA zmniejsza koncentrację naprężeń termicznych na czubkach spękań. Dane MnROAD potwierdziły, że spękania odbite są przede wszystkim zjawiskiem zimowym, napędzanym przez kryterium współczynnika sztywności.
National Concrete Overlay Explorer (overlays.acpa.org), utrzymywany przez ACPA, zapewnia najbardziej kompleksowe publicznie dostępne repozytorium historii przypadków whitetoppingu, wytycznych projektowych i podstaw technicznych. Strona obejmuje wyszukiwanie projektów według lokalizacji, typu nakładki, grubości i wskaźników wydajności. ACPA Guide to Concrete Overlay Solutions (TB021P) obejmuje wszystkie sześć typów nakładek uznawanych przez ACPA, w tym UTW, TWT i konwencjonalny whitetopping. Ten 28-stronicowy przewodnik zawiera wytyczne projektowe i budowlane dla każdego typu nakładki, w tym procedury projektowania grubości, specyfikacje materiałowe, szczegóły spoinowania i wymagania kontroli jakości wykonania.
Przyszłe kierunki badań nad UTW obejmują opracowanie probabilistycznych procedur projektowych uwzględniających zmienność właściwości materiałowych i jakości wykonania, rozwój UTW zbrojonego włóknami do zastosowań o wyższym natężeniu ruchu, ocenę UTW na rozkruszonych nawierzchniach asfaltowych oraz opracowanie szybkich technik naprawy uszkodzeń UTW, które minimalizują zakłócenia w ruchu. Rosnący nacisk na zrównoważone rozwiązania nawierzchniowe sprzyja UTW, ponieważ zużywa on mniej betonu (zmniejszając zużycie cementu i ślad węglowy), jednocześnie przedłużając żywotność istniejących nawierzchni asfaltowych o 20 lat lub więcej bez konieczności całkowitej odbudowy.
Najczęściej Zadawane Pytania
Whitetopping to nakładka z betonu cementowego portlandzkiego układana na istniejącej nawierzchni z mieszanki mineralno-asfaltowej na gorąco, klasyfikowana ze względu na grubość na konwencjonalny (≥200 mm / 8 cali, niezespolony), cienki (100–150 mm / 4–6 cali, zespolony) i ultra-cienki whitetopping lub UTW (50–100 mm / 2–4 cale, zespolony). Warianty cienkie i ultra-cienkie opierają się na zespoleniu z asfaltem w celu wytworzenia działania zespolonego, które znacznie zmniejsza naprężenia rozciągające w warstwie betonowej.
W zespolonym whitetoppingu nakładka betonowa jest celowo łączona z wyfrezowaną i oczyszczoną powierzchnią asfaltu, tworząc przekrój zespolony, który działa monolitycznie pod obciążeniem. Zmniejsza to maksymalne naprężenia rozciągające o 25% lub więcej w porównaniu z warunkami niezespolonymi. Zespolenie wymaga odpowiedniego przygotowania powierzchni — frezowania 13–50 mm istniejącego asfaltu w celu odsłonięcia świeżego kruszywa, dokładnego czyszczenia i zwilżenia powierzchni bezpośrednio przed układaniem betonu.
Ultra-cienki whitetopping wymaga najciaśniejszego rozstawu spoin wynoszącego 0,6–1,5 m (2–5 stóp), przy maksymalnie 12–15-krotności grubości płyty. Cienki whitetopping zazwyczaj stosuje kwadratowe płyty o boku 1,8 m (6 stóp). Konwencjonalny whitetopping stosuje standardowy rozstaw spoin dla nawierzchni sztywnych wynoszący 4,5–6 m (15–20 stóp). Krótszy rozstaw spoin zmniejsza momenty zginające i naprężenia od wygięcia, co jest kluczowe dla wydajności UTW.
Najczęstsze uszkodzenia obejmują spękania narożne (szczególnie w UTW, gdzie spoiny podłużne znajdują się w śladach kół), spękania odbite (istniejące spękania asfaltu propagujące się w górę przez beton), rozdzielenie lub delaminację (utrata zespolenia z powodu złego przygotowania powierzchni), spękania poprzeczne i podłużne, przeskoje na spoinach oraz wykruszanie brzegów spoin. Spękania odbite występują, gdy współczynnik sztywności DPCC/HMA spadnie poniżej 1,0 w okresie zimowym.
Kontrola whitetoppingu łączy wizualne oceny stanu (PASER, PCI zgodnie z ASTM D5340), badanie deflektometrem uderzeniowym (FWD) w celu oceny nośności i efektywności przenoszenia obciążeń, georadar (GPR) do pomiaru grubości warstw i wykrywania rozdzielenia oraz odwierty w celu weryfikacji zespolenia i rzeczywistej grubości. W przypadku whitetoppingu lotniskowego FDOT zauważył, że standardowe metody PCI według ASTM D5340 mogą być nieodpowiednie i zaleca zmodyfikowane procedury oceny.
Zoptymalizuj Swoją Strategię Rehabilitacji Nawierzchni
Whitetopping oferuje sprawdzone, opłacalne rozwiązanie przedłużające żywotność nawierzchni asfaltowych. Niezależnie od tego, czy potrzebujesz konwencjonalnego, cienkiego czy ultra-cienkiego whitetoppingu na autostrady, lotniska czy tereny przemysłowe, nasi eksperci pomogą Ci w zakresie najlepszych praktyk projektowania, budowy i kontroli.
Beton walcowany (RCC) to beton o zerowym opadzie stożka układany za pomocą sprzętu do nawierzchni asfaltowych i zagęszczany walcami wibracyjnymi, zapewniający w...
Spękania odbite powstają, gdy pęknięcia lub szczeliny w leżącej poniżej warstwie betonu lub stabilizowanego podłoża propagują w górę przez warstwę nawierzchni a...
Nawierzchnia pasa startowego to zaprojektowane materiały i warstwowe systemy nawierzchni tworzące nośną powierzchnię pasów startowych na lotniskach, mające na c...
5 min czytania
Airport Infrastructure
Pavement Materials
+1
Zgoda na Pliki Cookie Używamy plików cookie, aby poprawić jakość przeglądania i analizować nasz ruch. See our privacy policy.