Kapilárna akcia
Kapilárna akcia je pohyb kvapaliny v úzkych priestoroch v dôsledku vzájomného pôsobenia kohezívnych a adhéznych síl, ktorý je kľúčový v prírode aj technológiách...
5 min čítania
Physics
Fluid Mechanics
+3
Skúšanie penetračnou kvapalinou (PT) je povrchová NDT metóda, pri ktorej sa na čistý povrch nanáša farebná alebo fluorescenčná kvapalina, ktorá je kapilárnym pôsobením vtiahnutá do povrchových diskontinuít a po odstránení prebytočnej penetračnej kvapaliny je zviditeľnená vývojkou. Deteguje trhliny, pórovitosť a závalky v neporéznych materiáloch (kovy, keramika, niektoré plasty). Zahŕňa postup, úrovne citlivosti a aplikácie pri kontrole ocele a betónu.

Skúšanie penetračnou kvapalinou (PT), označované aj ako kvapalinová penetračná kontrola (LPI) alebo penetračné skúšanie (PT), je povrchová nedeštruktívna testovacia metóda, ktorá deteguje diskontinuity otvorené na povrchu v neporéznych materiáloch. Metóda patrí medzi najstaršie NDT techniky, ktoré vznikli koncom 19. storočia, keď železničné opravovne používali metódu oleja a kriedy – ponáranie dielov do použitého strojového oleja, utretie prebytku a následné natretie práškovou kriedou. Olej zachytený v povrchových trhlinách presakoval von a zafarboval biely náter, čím odhaľoval defekty na princípe, ktorý sa v modernom penetračnom skúšaní používa dodnes.
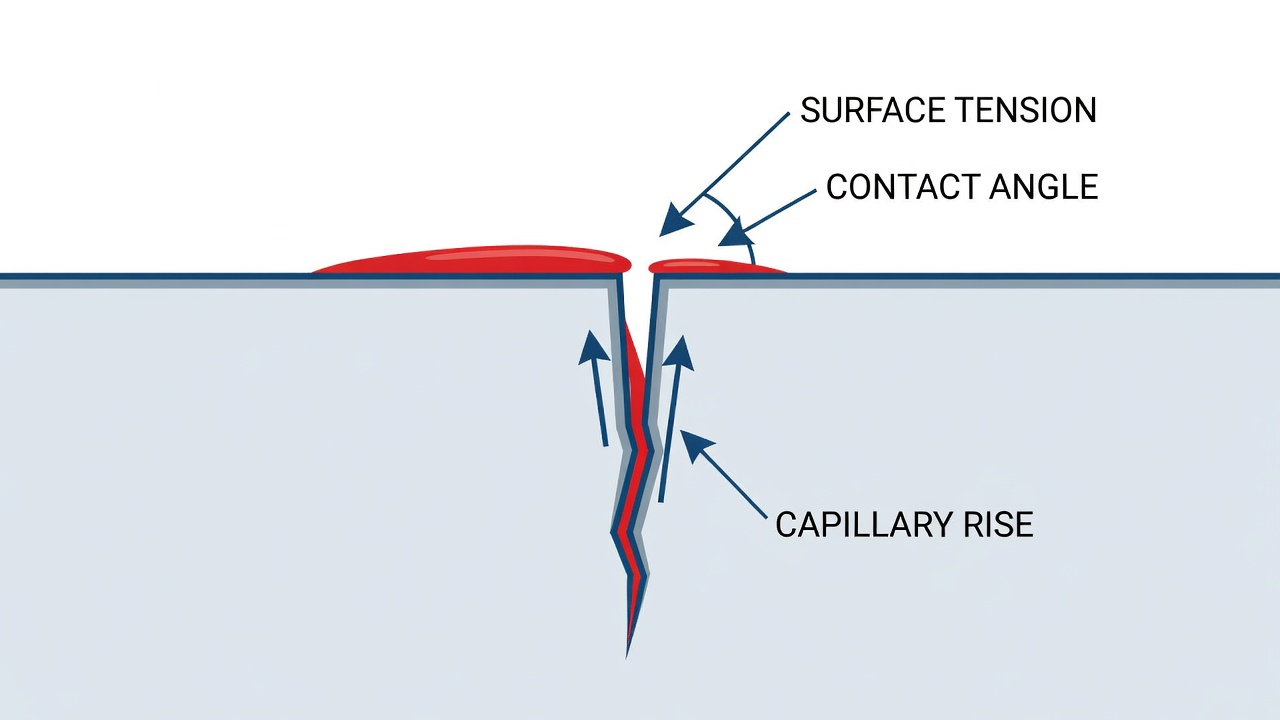
Fyzikálnym základom PT je kapilárne pôsobenie, teda schopnosť kvapaliny prenikať alebo migrovať do malých otvorov bez pôsobenia vonkajších síl. Kapilárne pôsobenie nastáva vtedy, keď sú adhézne sily medzi molekulami kvapaliny a pevným povrchom silnejšie ako kohezné sily v samotnej kvapaline. Pre kvapalinu v úzkom otvore, ako je trhlina, platí rovnica kapilárneho výstupu: h = (2γ cos θ) / (ρgr), kde h je výška kapilárneho výstupu, γ je povrchové napätie, θ je kontaktný uhol medzi kvapalinou a pevným povrchom, ρ je hustota kvapaliny, g je gravitácia a r je polomer trhliny alebo póru. Z tejto rovnice vyplýva, že kapilárna sila sa zvyšuje so zmenšujúcou sa veľkosťou defektu – menšie diskontinuity vytvárajú silnejší kapilárny ťah, čo je neintuitívna, ale zásadná vlastnosť, vďaka ktorej je PT schopné detegovať povrchové otvory v nanometrovej škále.
Kontaktný uhol (θ) určuje, či kvapalina zmáča povrch a vnikne do trhliny. Kontaktný uhol 0° spôsobuje úplné zmáčanie a spontánne roztekanie po povrchu. Uhly blížiace sa 90° alebo väčšie spôsobujú, že kvapalina vytvára kvapky a bráni vniknutiu do tesných otvorov. Komerčné penetračné kvapaliny sú formulované tak, aby dosahovali veľmi nízke kontaktné uhly na kovových povrchoch pomocou prídavku povrchovo aktívnych látok (surfaktantov) a zmáčacích činidiel, ktoré znižujú povrchové napätie z 72 dyn/cm vody na rozsah 25 – 35 dyn/cm typický pre penetračné kvapaliny. To zaručuje dôkladné pokrytie povrchu a účinný kapilárny vstup do najjemnejších defektov.
Povrchové napätie je sila potrebná na roztiahnutie alebo oddialenie povrchu kvapaliny spôsobená koheznými silami, ktoré držia molekuly na povrchu pohromade. Tieto sily spôsobujú, že kvapôčky kvapaliny nadobúdajú guľový tvar – najmenší povrch pre daný objem. Výkon penetračnej kvapaliny kriticky závisí od povrchového napätia. Ak je povrchové napätie príliš vysoké, penetračná kvapalina nevnikne do tesných trhlín. Ak je príliš nízke, penetračná kvapalina môže stekať z vertikálnych povrchov alebo sa ťažko odstraňuje z povrchu bez toho, aby sa odstránila aj z defektov. Výrobcovia penetračných kvapalín starostlivo vyvažujú povrchové napätie pomocou vlastných formulácií nosných kvapalín, surfaktantov a farbív.
Dôležitým aspektom kapilárneho pôsobenia je správanie zachyteného plynu v slepo končiacich defektoch. Keď trhlina alebo dutina neprechádza úplne cez materiál, postupujúca penetračná kvapalina stláča vzduch alebo plyn zachytený na konci defektu. Tento stlačený plyn vytvára protitlak, ktorý bráni ďalšiemu kapilárnemu prenikaniu, až kým nenastane rovnováha medzi kapilárnym a plynovým tlakom. Preto je krok s vývojkou nevyhnutný – vývojka fyzicky vytiahne zachytenú penetračnú kvapalinu späť reverzným kapilárnym pôsobením, čím vytvorí viditeľnú indikáciu na povrchu.
Moderné penetračné skúšanie vzniklo počas druhej svetovej vojny, keď letecký priemysel potreboval kontrolovať neferózne hliníkové a horčíkové zliatiny, ktoré nebolo možné kontrolovať magnetickou práškovou metódou. Pridanie fluorescenčných farbív do penetračných olejov v roku 1941 znamenalo významný pokrok, ktorý dramaticky zvýšil citlivosť. Červené viditeľné farbivá nasledovali krátko potom. Povojnový vývoj priniesol štandardizované emulgátory, vodou umývateľné formulácie, viacero úrovní citlivosti a kvalifikačný systém definovaný normou SAE AMS 2644, ktorá dodnes riadi penetračné materiály.
Univerzálna klasifikácia materiálov pre penetračnú kontrolu je definovaná normou SAE AMS 2644 — Inspection Material, Penetrant. Táto špecifikácia stanovuje požiadavky na výkon penetračných materiálov, ich klasifikáciu, kvalifikáciu a schválenie na zozname kvalifikovaných produktov (QPL). Materiály musia absolvovať kvalifikačné testovanie v laboratóriu výskumu letectva na základni Wright-Patterson AFB v Daytone, Ohio a musia byť uvedené v QPL-AMS-2644 predtým, ako môžu byť použité v leteckých a obranných aplikáciách. Klasifikačný systém má štyri primárne kategórie: Typ, Metóda, Úroveň a Forma, s doplnkovým označením Triedy pre rozpúšťadlové odstraňovače.
Typ I — Fluorescenčná penetračná kvapalina: Tieto penetračné kvapaliny obsahujú chemické zlúčeniny, ktoré emitujú viditeľné svetlo pri vystavení UV-A žiareniu (320 – 400 nm, vrchol pri 365 nm). Mechanizmus fluorescencie zahŕňa absorpciu energie fotónov z UV svetla elektrónmi, ktoré preskočia na vyššiu orbitálnu vrstvu a potom sa vrátia do rovnováhy uvoľnením energie vo forme viditeľného svetla s dlhšou vlnovou dĺžkou, typicky žltozelenej pri 510 – 560 nm. Tento rozsah vlnových dĺžok zodpovedá vrcholovej citlivosti na tmu adaptovaného ľudského oka v podmienkach skotopického videnia. Penetračné kvapaliny typu I poskytujú najvyššiu detekčnú citlivosť, pretože aj minimálne množstvo penetračnej kvapaliny vytvára vysoko viditeľné indikácie na tmavom pozadí. Citlivosť fluorescenčných penetračných kvapalín je ďalej zvýšená schopnosťou ľudského oka detegovať slabé zdroje svetla v tmavých podmienkach – absolútny prah ľudského videnia je približne 10⁻⁶ kandel na meter štvorcový, vďaka čomu sú fluorescenčné indikácie viditeľné aj pri extrémne nízkych koncentráciách.
Typ II — Viditeľná (farebne kontrastná) penetračná kvapalina: Tieto penetračné kvapaliny obsahujú červené farbivo (typicky azofarbivá ako Solvent Red 164 alebo C.I. Solvent Red 24) rozpustené v penetračnom olejovom nosiči. Pozorujú sa na dennom alebo bielom svetle na bielom pozadí vývojky, ktorá poskytuje potrebný kontrast. Penetračné kvapaliny typu II sa ľahšie používajú, pretože nevyžadujú zdroj UV svetla, vďaka čomu sú ideálne na terénne kontroly, bodové kontroly a aplikácie, kde nie je k dispozícii elektrická energia. Ministerstvo obrany Spojených štátov však zakazuje používanie viditeľnej penetračnej kvapaliny na lietadlách, motoroch a raketách s výnimkou dielov so špecifickým písomným technickým schválením, a to z dôvodu nižšej citlivosti v porovnaní s fluorescenčnými metódami.
Typ III — Duálna penetračná kvapalina: Tieto penetračné kvapaliny sú viditeľné na bielom svetle aj na UV svetle, avšak so zníženou viditeľnosťou v oboch režimoch v porovnaní so špecializovanými penetračnými kvapalinami typu I alebo typu II. Používajú sa v špecializovaných aplikáciách, kde môžu byť potrebné oba režimy kontroly.
Klasifikácia Metódy definuje, ako sa prebytočná penetračná kvapalina odstraňuje z povrchu po dobe pôsobenia.
Metóda A — Vodou umývateľná (samoemulzifikačná): Penetračná kvapalina obsahuje emulgátor ako integrálnu súčasť penetračného nosiča, čo umožňuje priame odstránenie vodou po pôsobení. Táto metóda je rýchla, pohodlná a funguje dobre na drsných povrchoch, závitových alebo drážkovaných dieloch, otvoroch a orificiach. Tlak vodného postreku nesmie presiahnuť 40 psi (276 kPa), teplota vody musí byť medzi 10 – 38 °C (50 – 100 °F) a postrek musí byť hrubý z minimálnej vzdialenosti 30 cm (12 palcov). Napriek svojej pohodlnosti Letectvo USA a Námorníctvo USA zakazujú metódu A na všetkých letovo kritických leteckých komponentoch a všetkých motorových komponentoch bez špecifického písomného technického schválenia z dôvodu rizika vymytia penetračnej kvapaliny z plytkých diskontinuít.
Metóda B — Post-emulzifikačná lipofilná: Penetračná kvapalina je formulovaná pre optimálne penetračné a viditeľnostné charakteristiky, ale neobsahuje emulgátor. Po pôsobení penetračnej kvapaliny sa na povrch dielu nanáša samostatný olejový emulgátor (lipofilný, t. j. “milujúci olej”). Emulgátor chemicky difunduje do prebytočnej povrchovej penetračnej kvapaliny počas presne riadenej doby emulzifikačného pôsobenia, čím ju mení na zmes odstrániteľnú vodou. Doba emulzifikácie je kritická – príliš krátka doba zanecháva neodstrániteľnú penetračnú kvapalinu na povrchu, zatiaľ čo príliš dlhá doba umožní emulgátoru difundovať do penetračnej kvapaliny zachytenej v diskontinuitách, čím vymyje indikácie defektov. Metóda B je tiež zakázaná na kritických rotujúcich motorových komponentoch podľa vojenských špecifikácií.
Metóda C — Rozpúšťadlovo odstrániteľná: Prebytočná penetračná kvapalina sa odstraňuje rozpúšťadlom naneseným na čisté handričky bez chĺpkov alebo papierové utierky. Rozpúšťadlovo odstrániteľné penetračné kvapaliny sa najčastejšie používajú na bodové kontroly, terénne aplikácie a prenosné testovanie, kde nie je k dispozícii voda alebo je prístup obmedzený. Postup je zdanlivo jednoduchý – technik musí utrieť povrch handričkou mierne navlhčenou rozpúšťadlom, pričom na každé utretie použije novú časť handričky, a musí sa vyhnúť nanášaniu rozpúšťadla priamo na povrch, čo by mohlo vymyť penetračnú kvapalinu z defektov. Rozpúšťadlové odstraňovače sa klasifikujú ako trieda 1 (halogenované), trieda 2 (nehalogenované) alebo trieda 3 (špeciálne aplikácie) podľa chemického zloženia.
Metóda D — Post-emulzifikačná hydrofilná: Táto metóda používa vo vode rozpustný odstraňovací roztok (hydrofilný, t. j. “milujúci vodu”), ktorý sa dodáva ako koncentrát a riedi sa vodou na použitie. Odstraňovanie funguje na princípe detergentného a surfaktantového pôsobenia a nie chemickej difúzie – surfaktanty v hydrofilnom odstraňovači rozbijú prebytočnú povrchovú penetračnú kvapalinu na malé kvapôčky a zabránia jej opätovnému priľnutiu k povrchu. Proces zahŕňa predoplach vodou, ponorenie alebo postrek hydrofilným odstraňovačom s miernym miešaním a záverečný oplach čistou vodou. Metóda D je štandardnou metódou používanou v leteckom priemysle, pretože poskytuje vynikajúcu kontrolu odstraňovania bez rizika difúzie emulgátora do penetračnej kvapaliny zachytenej v defektoch.
Úrovne citlivosti sa vzťahujú len na penetračné kvapaliny typu I (fluorescenčné) – penetračné kvapaliny typu II a III sú klasifikované len ako úroveň 1 (nízka citlivosť). Päť úrovní citlivosti je:
| Úroveň | Označenie | Typická aplikácia |
|---|---|---|
| Úroveň ½ | Ultra-nízka citlivosť | Drsné povrchy, kované povrchy, vysoká tolerancia pozadia |
| Úroveň 1 | Nízka citlivosť | Všeobecné kontroly, automobilové komponenty, menej kritické diely |
| Úroveň 2 | Stredná citlivosť | Väčšina všeobecných leteckých aplikácií |
| Úroveň 3 | Vysoká citlivosť | Bezpečnostne kritické letecké komponenty, letovo kritické diely |
| Úroveň 4 | Ultra-vysoká citlivosť | Lopatky turbín, rotujúce komponenty, najnáročnejšie aplikácie |
Kvalifikačné testovanie citlivosti používa titánové alebo niklové panely s laboratórne vytvorenými únavovými trhlinami známych veľkostí pre fluorescenčné penetračné kvapaliny a tepelne popraskané hliníkové bloky pre viditeľné penetračné kvapaliny. Výrobcovia predkladajú vzorky na základňu Wright-Patterson AFB, ktorá prideľuje úrovne citlivosti na základe štandardizovaných porovnávacích testov. Správna citlivosť je tá, ktorá maximalizuje kontrast indikácie – nie nevyhnutne najvyššia úroveň. Penetračné kvapaliny s vyššou citlivosťou detegujú menšie trhliny, ale vytvárajú silnejšiu fluorescenciu pozadia, ktorá môže maskovať indikácie. Penetračná kvapalina, ktorá je príliš citlivá na daný stav povrchu, môže vytvárať neprijateľne vysoké pozadie, ktoré znižuje spoľahlivosť detekcie.
Vývojka je materiál nanášaný po odstránení prebytočnej penetračnej kvapaliny, ktorý vytiahne zachytenú penetračnú kvapalinu z diskontinuít a laterálne ju rozptýli, čím vytvorí viditeľnú indikáciu.
Forma a — Suchý prášok: Jemne mleté inertné prášky (mastenec, oxid kremičitý, uhličitan vápenatý, uhličitan horečnatý, kaolín alebo podobné absorpčné minerály) nanášané poprašovaním, ponorením alebo automatickou hmlovou komorou. Diel musí byť pred aplikáciou úplne suchý. Suché práškové vývojky vytvárajú tenký, nerovnomerný náter a sú najvhodnejšie pre drsné povrchy.
Forma b — Vo vode rozpustná: Biele prášky, ktoré sa úplne rozpúšťajú vo vode a po vysušení vytvárajú rovnomerný film. Neodporúča sa používať s vodou umývateľnými penetračnými kvapalinami, pretože rozpustná vývojka môže pôsobiť ako ďalší emulgátor a vymyť penetračnú kvapalinu z defektov.
Forma c — Vo vode nerozpustná suspenzia: Nerozpustné biele prášky suspendované vo vode. Vyžaduje neustále miešanie na udržanie suspenzie. Vytvára rovnomernú vrstvu náteru.
Forma d — Nevodná na báze rozpúšťadla (typ I): Biely prášok suspendovaný v prchavom organickom rozpúšťadle, ktoré rýchlo odparuje. Aerosólový sprejový formát robí túto vývojku najbežnejšou pre fluorescenčnú penetračnú kontrolu, poskytujúc tenký, rovnomerný, nepriehľadný biely náter.
Forma e — Nevodná na báze rozpúšťadla (typ II): Podobná forme d, ale formulovaná špecificky pre viditeľné (červené farbivo) penetračné kvapaliny. Biele pozadie poskytuje maximálny kontrast pre červené indikácie.
Forma f — Špeciálna aplikácia: Pre prispôsobené požiadavky, ako sú vysokoteplotné prostredia alebo špecifické obmedzenia kompatibility materiálov.
Rozpúšťadlové odstraňovače používané v metóde C sú klasifikované do troch skupín podľa chemického zloženia:
Trieda 1 — Halogenované: Obsahujú zlúčeniny chlóru alebo fluóru (historicky 1,1,1-trichlóretán, dnes už do značnej miery obmedzené environmentálnymi predpismi). Vysoká rozpúšťacia schopnosť, ale environmentálne a zdravotné obmedzujú ich používanie.
Trieda 2 — Nehalogenované: Zmesi alifatických alebo aromatických uhľovodíkov. Nižšia rozpúšťacia schopnosť ako halogenované rozpúšťadlá, ale bezpečnejšie pre zdravie a životné prostredie. Najčastejšie používané pri terénnych kontrolách.
Trieda 3 — Špeciálna aplikácia: Pre špecifické požiadavky na kompatibilitu materiálov, ako je nízky obsah síry a chlóru pre aplikácie s titánom alebo austenitickou nehrdzavejúcou oceľou.
Postup penetračného skúšania nasleduje presne definovanú postupnosť šiestich krokov. Odchýlenie sa od alebo vynechanie ktoréhokoľvek kroku môže viesť k nezisteniu defektov.
Príprava povrchu je najkritickejší krok v celom procese PT. Povrch musí byť zbavený všetkých nečistôt, ktoré by mohli blokovať vstup penetračnej kvapaliny do diskontinuít: nečistôt, oleja, mastnoty, farieb, náterov, koróznych produktov, okují, zvarovej trosky, škváry, vlhkosti a chemických zvyškov. Ak penetračná kvapalina nemôže vniknúť do defektu, kontrola poskytne falošne negatívny výsledok bez ohľadu na následnú presnosť postupu.
Metódy odstraňovania nečistôt:
Kritické obmedzenia prípravy povrchu: Mechanické metódy čistenia, ktoré rozmazávajú alebo zakrývajú kov, smú predchádzať PT len vtedy, ak je po nich vykonané účinné chemické leptanie na opätovné otvorenie povrchových diskontinuít. Vojenský technický manuál USAF TO 33B-1-1 výslovne zakazuje vykonávanie PT cez organické nátery a vyžaduje úplné odstránenie náterov pred kontrolou.
Penetračná kvapalina sa nanáša na pripravený povrch ponorením, postrekom, natretím alebo poliatím. Celý kontrolný povrch musí byť úplne a rovnomerne pokrytý. Pri dieloch so zložitou geometriou ponorenie zaručuje úplné pokrytie. Pri veľkých konštrukciách alebo terénnych aplikáciách je štandardom postrek pomocou aerosolových nádob alebo striekacieho zariadenia. Aplikácia penetračnej kvapaliny označuje začiatok doby pôsobenia.
Doba pôsobenia je obdobie, počas ktorého penetračná kvapalina zostáva na povrchu, čo umožňuje kapilárnemu pôsobeniu vtiahnuť ju do povrchových diskontinuít. Doba pôsobenia nie je pevná hodnota – závisí od typu materiálu, formy produktu, očakávaného typu defektu, citlivosti penetračnej kvapaliny a teploty. Nasledujúce pokyny pre dobu pôsobenia sú podľa ASME Section V, Article 6:
| Materiál | Forma produktu | Očakávané diskontinuity | Doba pôsobenia (minúty) |
|---|---|---|---|
| Uhlíková oceľ, nízkolegovaná oceľ | Zvary | Trhliny, nedostatočný zvar, pórovitosť | 5 |
| Hliník, horčík, nehrdzavejúca oceľ | Tvárnené formy | Trhliny, závalky | 10 |
| Liaty hliník, liata horčík | Odliatky | Trhliny, zmršťovanie, pórovitosť | 10 |
| Oceľ, titán, vysokoteplotné zliatiny | Odliatky | Trhliny, zmršťovanie, pórovitosť | 20 |
| Väčšina materiálov | Všetky formy | Tesné trhliny, veľmi jemné defekty | 30 – 60 |
Vplyv teploty na dobu pôsobenia: Normálny teplotný rozsah pre PT je 10 – 52 °C (50 – 125 °F). Pri teplote testovaného objektu medzi 4 – 10 °C (40 – 50 °F) musí byť doba pôsobenia zdvojnásobená. Pod 4 °C (40 °F) sa PT neodporúča, pretože viskozita penetračnej kvapaliny výrazne stúpa, čo znižuje kapilárne pôsobenie. Nad 52 °C (125 °F) sa penetračná kvapalina môže odparovať a fluorescenčné farbivá môžu utrpieť tepelné zoslabenie – trvalú stratu jasu fluorescencie.
Dôležité úvahy o dobe pôsobenia: Dlhšie doby pôsobenia spravidla nie sú na škodu, pokiaľ penetračná kvapalina na povrchu nezaschne. Ak penetračná kvapalina počas pôsobenia zaschne, nemožno ju dostatočne odstrániť a vytvorí vysoké pozadie, ktoré maskuje indikácie defektov. Doba pôsobenia by sa mala predĺžiť pri tesných trhlinách, únavových trhlinách a trhlinách vzniknutých koróziou pod napätím, u ktorých sa očakáva, že budú veľmi jemné.
Odstránenie prebytočnej penetračnej kvapaliny je najcitlivejší krok na obsluhu a najčastejší zdroj falošne negatívnych výsledkov. Metóda odstránenia musí eliminovať všetku povrchovú penetračnú kvapalinu, pričom musí ponechať penetračnú kvapalinu zachytenú v diskontinuitách nenarušenú.
Metóda A — Vodné umývanie: Vodný postrek pri tlaku nepresahujúcom 40 psi (276 kPa), teplota vody 10 – 38 °C (50 – 100 °F), s použitím hrubého postreku z minimálnej vzdialenosti 30 cm (12 palcov). Postrek by mal smerovať tak, aby zmietol penetračnú kvapalinu z povrchu, nie aby ju vstrekoval. Nadmerné umývanie je najčastejšou príčinou falošne negatívnych výsledkov pri metóde A.
Metóda B — Lipofilné post-emulzifikačné odstránenie: Aplikujte lipofilný emulgátor ponorením alebo poliatím počas doby emulzifikačného pôsobenia podľa pokynov výrobcu (zvyčajne 1 – 5 minút). Potom opláchnite vodným postrekom. Doba emulzifikácie je kritická – nedostatočný čas zanecháva neodstrániteľnú povrchovú penetračnú kvapalinu, zatiaľ čo nadmerný čas umožní emulgátoru difundovať do defektov a vymyť indikácie.
Metóda C — Odstránenie rozpúšťadlom: Utrite povrch čistou handričkou bez chĺpkov mierne navlhčenou rozpúšťadlom. Na každé utretie použite novú časť handričky. Neaplikujte rozpúšťadlo priamo na povrch – tým by sa vymyla penetračná kvapalina z diskontinuít. Opakujte utieranie s čistými časťami handričky, kým handrička nevykazuje žiadne stopy penetračnej kvapaliny.
Metóda D — Hydrofilné post-emulzifikačné odstránenie: Predopláchnite vodou na odstránenie objemovej povrchovej penetračnej kvapaliny. Ponorte alebo postriekajte roztokom hydrofilného odstraňovača (typicky 1 – 5 % koncentrácia vo vode) s jemným miešaním počas doby podľa pokynov výrobcu (zvyčajne 2 – 5 minút). Záverečný oplach čistou vodou.
Po odstránení prebytočnej penetračnej kvapaliny musí byť diel pred aplikáciou vývojky vysušený. Sušenie sa zvyčajne vykonáva:
Vývojka sa potom aplikuje podľa pokynov výrobcu. Vývojka plní tri funkcie:
Doba pôsobenia vývojky: Po aplikácii vývojky je potrebných minimálne 10 minút na to, aby reverzné kapilárne pôsobenie úplne vytiahlo zachytenú penetračnú kvapalinu z diskontinuít. Kontrola sa musí vykonať do 10 – 60 minút po aplikácii vývojky. Po 60 minútach môžu indikácie príliš presakovať a difundovať, čím sa interpretácia stáva neplatnou.
Posledným krokom je vizuálne preskúmanie vyvinutého povrchu na indikácie.
Pre penetračnú kvapalinu typu I (fluorescenčnú): Kontrola sa vykonáva v zatemnenej oblasti s obmedzením okolitého bieleho svetla na 8 – 20 luxov (v závislosti od špecifikácie). Povrch je osvetlený UV-A svetlom (čiernym svetlom) s vlnovou dĺžkou 320 – 400 nm s vrcholom pri 365 nm. Minimálna intenzita UV-A na kontrolnom povrchu je typicky 1 000 µW/cm² (10 W/m²). Inšpektor musí vyhradiť čas na adaptáciu na tmu (minimálne 5 – 10 minút) pre maximálnu vizuálnu citlivosť. Indikácie sa javia ako jasné žltozelené oblasti na tmavom pozadí.
Pre penetračnú kvapalinu typu II (viditeľnú): Kontrola sa vykonáva pri dostatočnom bielom svetle s minimálnou intenzitou 500 luxov (50 foot-candles) na kontrolnom povrchu. Indikácie sa javia ako jasné červené stopy na bielom pozadí vývojky.
Kritériá vyhodnotenia zahŕňajú:
Akceptačné kritériá sú definované príslušnou normou alebo špecifikáciou (AWS D1.5 pre mostné zvary, ASME Section VIII pre tlakové nádoby, špecifikácie zákazníka pre letecké komponenty). Všetky indikácie presahujúce akceptačné limity musia byť označené na vyhodnotenie alebo opravu.
Poinšpekčné čistenie: Všetky penetračné materiály musia byť po kontrole z dielu úplne odstránené, aby sa zabránilo chemickému napadnutiu, kozmetickému zafarbeniu alebo interferencii s následnými procesmi, ako je lakovanie, zváranie alebo tepelné spracovanie.
Nosič penetračnej kvapaliny (kvapalný základ) je typicky ropný olej – frakcie petroleja s vysokým bodom varu, minerálne oleje alebo vlastné zmesi uhľovodíkov. Kľúčové fyzikálne vlastnosti špecifikované normou AMS 2644 zahŕňajú: viskozitu (ovplyvňuje rýchlosť vstupu do trhlín – vysoká viskozita vstupuje pomaly, ale lepšie drží na vertikálnych povrchoch), mernú hmotnosť (typicky menej ako 1,0, pretože väčšina penetračných kvapalín je organická a ľahšia ako voda; kontaminácia vodou klesá na dno nádrže), bod vzplanutia (minimálne 93 °C alebo 200 °F pre otvorené nádrže podľa AMS 2644) a prchavosť (nízka prchavosť je preferovaná na minimalizáciu odparovania, vysychania na dieloch, nebezpečenstva požiaru a toxicity).
Fluorescenčné farbivá používané v penetračných kvapalinách typu I sú založené na derivátoch kumarínu, naftalimidu alebo benzoxazolu. Tieto zlúčeniny sú vybrané pre svoju vysokú kvantovú účinnosť (premena absorbovaného UV svetla na viditeľné svetlo), fotostabilitu (odolnosť voči vyblednutiu pri UV žiarení) a rozpustnosť v nosiči penetračnej kvapaliny. Farbivá sú formulované tak, aby emitovali pri 510 – 560 nm (žltozelená), čo zodpovedá vrcholovej citlivosti na tmu adaptovaného ľudského oka.
Viditeľné farbivá v penetračných kvapalinách typu II sú červené azofarbivá ako Solvent Red 164 alebo C.I. Solvent Red 24. Tieto farbivá poskytujú maximálny kontrast proti bielemu pozadiu vývojky a sú rozpustné v uhľovodíkovom nosnom systéme.
Emulgátory:
Vývojky:
Chemické obmedzenia platia pre špecifické materiály. Limity obsahu síry a halogénov sa vyžadujú pri testovaní austenitických nehrdzavejúcich ocelí (na zabránenie krehnutia počas následného tepelného spracovania) a titánových zliatin (na zabránenie korózie pri zvýšených teplotách). Penetračné kvapaliny s nízkym obsahom síry a chlóru (typicky menej ako 200 ppm od každého) sú k dispozícii pre tieto aplikácie. Kompatibilita s kyslíkom vyžaduje penetračné kvapaliny neobsahujúce olej pre komponenty kyslíkových systémov, pretože olejové zvyšky môžu v kyslíku explodovať alebo horieť.
Úroveň citlivosti penetračného systému je najdôležitejším faktorom určujúcim jeho schopnosť detegovať jemné defekty. Kompromis medzi citlivosťou a pozadím je zásadným inžinierskym hľadiskom: penetračné kvapaliny s vyššou citlivosťou detegujú menšie trhliny, ale vytvárajú silnejšiu fluorescenciu pozadia, ktorá môže maskovať indikácie. Penetračné kvapaliny s nižšou citlivosťou majú menšie pozadie, ale nedokážu detegovať najjemnejšie indikácie. Správna citlivosť je tá, ktorá maximalizuje kontrast indikácie – pomer jasu indikácie k jasu pozadia.
Úroveň ½ (Ultra-nízka citlivosť): Používa sa predovšetkým na povrchy s výraznou drsnosťou, ako sú povrchy v kovanom alebo liatom stave. Vysoké pozadie, ktoré by na týchto drsných povrchoch vytvorila penetračná kvapalina s vyššou citlivosťou, by maskovalo akékoľvek indikácie defektov. Penetračné kvapaliny úrovne ½ sú formulované na minimalizáciu pozadia pri zachovaní primeranej citlivosti pre veľkosti defektov relevantné na drsných povrchoch.
Úroveň 1 (Nízka citlivosť): Vhodná pre všeobecné priemyselné kontroly, kde je veľkosť sledovaného defektu relatívne veľká. Bežná v automobilovom priemysle, ťažkom strojárstve a výrobe oceľových konštrukcií, kde normy nevyžadujú detekciu veľmi jemných trhlín.
Úroveň 2 (Stredná citlivosť): Najbežnejšia úroveň citlivosti pre všeobecnú leteckú výrobu a údržbu. Vyvažuje detekčnú schopnosť s prijateľnou úrovňou pozadia na väčšine povrchov.
Úroveň 3 (Vysoká citlivosť): Vyžaduje sa pre bezpečnostne kritické letecké komponenty vrátane systémov riadenia letu, primárnych konštrukčných prvkov a tlakových nádob. Penetračné kvapaliny úrovne 3 dokážu detegovať únavové trhliny v rozsahu šírky 1 – 3 µm.
Úroveň 4 (Ultra-vysoká citlivosť): Najvyššia dostupná citlivosť, používaná pre najnáročnejšie aplikácie vrátane rotujúcich komponentov turbínových motorov (disky, lopatky, hriadele), kde by jediná nezistená trhlina mohla viesť ku katastrofálnemu zlyhaniu. Penetračné kvapaliny úrovne 4 dokážu detegovať trhliny široké už 150 nm za optimálnych podmienok, vyžadujú však extrémne čisté povrchy a starostlivé spracovanie na riadenie úrovne pozadia.
Výber úrovne citlivosti by mal byť založený na riadiacej špecifikácii pre kontrolovaný komponent. Ak žiadna špecifikácia neurčuje úroveň citlivosti, na určenie optimálnej citlivosti pre konkrétnu aplikáciu sa odporúča vyhodnotenie na skutočných výrobných dieloch so známymi typmi defektov.
Federálny úrad pre diaľnice (FHWA) uznáva skúšanie penetračnou kvapalinou ako platnú NDT metódu na kontrolu oceľových mostov, najmä na detekciu povrchových trhlín vo zvarových spojoch, prvkoch kritických z hľadiska lomu a detailoch náchylných na únavu. PT sa aplikuje na mostné komponenty, kde nie je možné použiť magnetickú práškovú metódu (MT) z dôvodu neferomagnetických materiálov alebo obmedzení prístupu.

Aplikácie pri kontrole mostov:
Postup pre terénnu kontrolu mostov: PT na mostoch sa zvyčajne vykonáva metódou odstránenia rozpúšťadlom (metóda C) s viditeľnou penetračnou kvapalinou (typ II) v prenosných aerosolových súpravách. Postup zahŕňa: očistenie kontrolnej oblasti rozpúšťadlom na odstránenie nečistôt, mastnoty a voľnej hrdze; v prípade potreby brúsenie alebo oceľové kefovanie na odkrytie holého kovu; nanesenie penetračnej kvapaliny aerosolovým postrekom s príslušnou dobou pôsobenia (10 – 20 minút na detekciu únavových trhlín); odstránenie prebytočnej penetračnej kvapaliny handričkami navlhčenými rozpúšťadlom; nanesenie nevodnej vývojky (forma e) z aerosolového postreku; a kontrola po 10 – 60 minútach pôsobenia vývojky pri dostatočnom bielom svetle.
Obmedzenia pre kontrolu mostov: PT dokáže detegovať len povrchové defekty – vnútorné defekty, zabudovanú trosku alebo podpovrchové únavové trhliny, ktoré neprešli na povrch, nie je možné detegovať. Drsné zvarové povrchy môžu vytvárať falošné indikácie z penetračnej kvapaliny zachytenej v povrchových nerovnostiach. PT vyžaduje, aby povrch mostného prvku mal príslušnú teplotu (10 – 52 °C, 50 – 125 °F) a bol bez náterov. Farba musí byť pred PT z kontrolnej oblasti odstránená. Po kontrole musia byť všetky zvyšky penetračných materiálov z mostného prvku očistené.
Skúšanie penetračnou kvapalinou je široko používané na kontrolu zvarov vo výrobných dielňach a pri terénnej výstavbe. Je špecifikované ako akceptačná metóda v niekoľkých zvarových normách vrátane AWS D1.1 (Structural Welding Code — Steel) a AWS D1.5 (Bridge Welding Code). PT sa typicky aplikuje na zvary, kde rádiografia alebo ultrazvukové testovanie nemôže poskytnúť dostatočné pokrytie z dôvodu geometrie spoja, obmedzení prístupu alebo hrúbky materiálu.
Typy zvarových diskontinuít detegovateľných PT:
| Diskontinuita | Popis | Typická PT indikácia |
|---|---|---|
| Teplé trhliny | Trhliny zo zmršťovania vznikajúce pri zvýšených teplotách počas chladnutia zvaru | Nepravidelné, vetviace sa lineárne indikácie pozdĺž osi zvaru |
| Studené trhliny | Vodíkom indukované alebo oneskorené praskanie v tepelne ovplyvnenej zóne | Ostré, priame lineárne indikácie typicky rovnobežné s osou zvaru |
| Kráterové trhliny | Trhliny v mieste ukončenia zvarovej housenky | Hviezdicovité alebo viacnásobné krátke lineárne indikácie v kráteri |
| Pórovitosť | Plynové bubliny zachytené v tuhnúcom zvarovom kove | Kruhové, okrúhle indikácie rozložené v celom zvare |
| Nedostatočný zvar | Neúplné prepojenie medzi zvarovým kovom a základným kovom alebo medzi po sebe nasledujúcimi zvarovými housenkami | Hladké, predĺžené lineárne indikácie na línii prepojenia |
| Podrezanie | Drážka roztavená do základného kovu na päte zvaru, ktorá nebola vyplnená | Lineárna indikácia na päte zvaru |
| Povrchové vrstvy trosky | Nekovová troska zachytená na povrchu zvaru | Nepravidelné, guľovité indikácie |
| Pinhole | Veľmi malé jednotlivé póry | Jemné bodové indikácie, často v zhlukoch |
Postup PT na kontrolu zvarov: Zvarové povrchy musia byť očistené na holý kov, pričom sa odstráni všetka troska, rozstrek, brúsny prach a oxidy. Pre zvary s tesnou geometriou (úzke drážkové zvary, kútové zvary v rohoch) by sa mala doba pôsobenia penetračnej kvapaliny predĺžiť na 15 – 20 minút, aby sa zaručila dostatočná penetrácia. Vývojka by sa mala nanášať v tenkej, rovnomernej vrstve – nadmerné množstvo vývojky môže maskovať jemné indikácie. Kontrola by sa mala zamerať na líc zvaru, päty zvaru (kde typicky vznikajú únavové trhliny) a tepelne ovplyvnenú zónu susediacu so zvarom.
Výhody PT na kontrolu zvarov:
Obmedzenia pre kontrolu zvarov:
Akceptačné kritériá pre indikácie na zvaroch: AWS D1.5 (Bridge Welding Code) špecifikuje, že akákoľvek lineárna indikácia (dĺžka väčšia ako trojnásobok šírky) je neprijateľná. Zaoblené indikácie (dĺžka rovná alebo menšia ako trojnásobok šírky) musia spĺňať špecifické limity veľkosti na základe hrúbky zvaru. Indikácie vyskytujúce sa v počte viac ako štyri v akejkoľvek dĺžke zvaru 150 mm (6 palcov) sú tiež neprijateľné bez ohľadu na individuálnu veľkosť.
Skúšanie penetračnou kvapalinou je zásadne nevhodné pre betón a iné porézne materiály. Toto obmedzenie je jasne uvedené vo všetkých autoritatívnych NDT referenciách vrátane ASTM E1417, SAE AMS 2644 a USAF TO 33B-1-1. Pochopenie toho, prečo PT na betóne zlyháva, je nevyhnutné pre inšpektorov a inžinierov plánujúcich NDT programy.
Prečo PT na betóne zlyháva:
Absorpcia do objemového materiálu — Betón je vysoko porézny materiál so zložitou pórovou štruktúrou, kapilárnymi dutinami a mikrotrhlinami v celom svojom objeme. Keď sa aplikuje penetračná kvapalina, vsiakne do tejto vnútornej pórovitosti, namiesto toho, aby zostala lokalizovaná v konkrétnych miestach defektov. Penetračná kvapalina je absorbovaná v celej ploche povrchu, nielen na otvoroch trhlín.
Zadržiavanie penetračnej kvapaliny — Akonáhle penetračná kvapalina vnikne do poréznej štruktúry betónu, nemožno ju odstrániť žiadnou praktickou metódou. Utieranie, čistenie rozpúšťadlom alebo umývanie vodou nedokáže extrahovať penetračnú kvapalinu z prepojenej pórovej siete. To zanecháva na povrchu betónu trvalé zafarbenie.
Žiadne indikácie špecifické pre defekty — Vývojka aplikovaná na penetračnou kvapalinou nasýtený porézny povrch vykazuje rovnomerné sfarbenie, nie lokalizované indikácie v miestach defektov. Celý povrch fluoreskuje alebo vykazuje červené sfarbenie, čo znemožňuje rozlíšiť medzi prirodzenou pórovitosťou a skutočnými trhlinami.
Falošne pozitívne výsledky — Rovnomerná absorpcia penetračnej kvapaliny do povrchu betónu vytvára indikácie na celej kontrolovanej ploche, čo by sa dalo nesprávne interpretovať ako rozsiahle defekty.
Alternatívne metódy na detekciu trhlín v betóne:
Ďalšie materiály nekompatibilné s PT:
Skúšanie penetračnou kvapalinou a magnetická prášková metóda sú doplnkové povrchové NDT metódy, ktoré zdieľajú niektoré aplikácie, ale majú zásadne odlišné fyzikálne princípy a schopnosti. Pochopenie toho, kedy použiť PT oproti MT – a kedy použiť obe – je kritické pre efektívne plánovanie kontrol.
| Schopnosť | Penetračné skúšanie (PT) | Magnetická prášková metóda (MT) |
|---|---|---|
| Obmedzenie na materiály | Len neporézne materiály | Len feromagnetické materiály (železo, nikel, kobalt a ich zliatiny – najmä oceľ) |
| Detegovateľné diskontinuity | Iba povrchové | Povrchové a blízko povrchu (podpovrchové do 1 – 2 mm) |
| Nemagnetické materiály | Funguje na všetkých neporéznych (Al, Ti, Cu, Mg, plasty, keramika) | Nemožno použiť na neferomagnetické materiály |
| Zložité geometrie | Vyniká pri zložitých geometriách (všetky povrchy pokryté naraz) | Vyžaduje nastavenie magnetického poľa; zložité geometrie môžu vyžadovať viacnásobné magnetizácie |
| Citlivosť na povrchovú úpravu | Vyžaduje čistý neporézny povrch; drsné povrchy vytvárajú problémy s pozadím | Menej ovplyvnená miernou drsnosťou povrchu |
| Tolerancia náterov | Musí byť zbavená všetkých náterov | Dokáže detegovať cez tenké neferomagnetické nátery (do ~50 µm) |
| Prenosnosť | Vysoko prenosná – aerosolové súpravy nevyžadujú externé napájanie (typ II) | Vyžaduje zdroj energie pre elektromagnety; permanentné magnety sú k dispozícii, ale menej účinné |
| Rýchlosť | Viacstupňový proces 15 – 70 minút celkovo na jednu dávku | Rýchlejší jednostupňový proces pre jednotlivé diely |
| Citlivosť na malé defekty | Veľmi vysoká – najmä fluorescenčná úroveň 3 – 4 | Veľmi vysoká – dokáže detegovať veľmi tesné trhliny |
| Detekcia podpovrchových defektov | Žiadna – len povrch | Dokáže detegovať blízko povrchové defekty neotvorené na povrch |
| Náklady | Nižšie náklady na zariadenie; opakované náklady na spotrebný materiál | Stredné náklady na zariadenie; nižšie náklady na spotrebný materiál |
| Poinšpekčné čistenie | Vyžaduje sa – odstrániť všetky zvyšky penetračnej kvapaliny a vývojky | Minimálne – magnetické častice sa ľahko odstraňujú |
| Bezpečnosť a ochrana zdravia | Manipulácia s chemikáliami (rozpúšťadlá, farbivá, vývojky) | Elektrická bezpečnosť (magnetizačné zariadenie); žiadne chemické riziká |
Kedy zvoliť PT namiesto MT:
Kedy zvoliť MT namiesto PT:
Doplnkové použitie v letectve a kontrole mostov: V mnohých zariadeniach sa obe metódy používajú na rovnakom komponente – MT na oceľových dieloch a PT na hliníkových dieloch rovnakej zostavy. Napríklad zostavy podvozkov lietadiel typicky používajú MT na oceľových komponentoch (nápravy, piesty) a PT na hliníkových komponentoch (kovania, odliatky) s použitím rovnakej kontrolnej stanice s rôznymi postupmi spracovania.
Skúšanie penetračnou kvapalinou sa riadi komplexným rámcom medzinárodných, národných a odvetvových noriem, ktoré definujú požiadavky na materiály, postupy, kalibráciu, kvalifikáciu personálu a akceptačné kritériá.
ASTM E1417/E1417M — Standard Practice for Liquid Penetrant Testing: Primárny procesný štandard pre PT v Spojených štátoch. Stanovuje minimálne požiadavky na vykonávanie skúšania kvapalinovou penetráciou neporéznych kovových a nekovových komponentov. Nahrádza MIL-STD-6866. Norma pokrýva všetky kombinácie Typ/Metóda/Úroveň/Forma/Trieda z SAE AMS 2644 a definuje všeobecné postupy, požiadavky na kalibráciu a podávanie správ. Vzťahuje sa na medzioperačné, konečné a údržbové (počas prevádzky) skúšky.
ASTM E165/E165M — Standard Practice for Liquid Penetrant Testing for General Industrial Components: Obsahuje podrobné informácie o postupe vývoja podrobných metodík vyžadovaných normou E1417. Zahŕňa požiadavky na vybavenie, prípravu povrchu, aplikáciu penetračnej kvapaliny, dobu pôsobenia, techniky odstraňovania, aplikáciu vývojky, kontrolu, vyhodnotenie a podávanie správ. Toto je norma, na ktorú sa najčastejšie odkazuje v priemyselných a infraštruktúrnych špecifikáciách PT.
SAE AMS 2644 — Inspection Material, Penetrant: Klasifikačná norma pre penetračné materiály. Definuje typ (I fluorescenčný, II viditeľný, III duálny), metódu (A vodou umývateľná, B lipofilná PE, C rozpúšťadlovo odstrániteľná, D hydrofilná PE), úroveň (½, 1, 2, 3, 4), formu (a suchý prášok, b vo vode rozpustná, c vo vode nerozpustná suspenzia, d/e nevodná, f špeciálna) a triedu (1 halogenovaná, 2 nehalogenovaná, 3 špeciálna). Riadi kvalifikačné testovanie a záznam v QPL prostredníctvom základne Wright-Patterson AFB.
ASME Section V, Article 6 — Liquid Penetrant Examination: Riadi PT v aplikáciách tlakových nádob a kotlov. Špecifikuje doby pôsobenia, korekčné faktory teploty, doby pôsobenia vývojky a akceptačné kritériá pre jadrové komponenty a komponenty tlakových nádob. Tabuľky dôb pôsobenia z článku 6 sú v priemysle najčastejšie citované.
AWS D1.5 — Bridge Welding Code: Odkazuje na PT ako akceptovateľnú NDT metódu na kontrolu zvarov pri výrobe oceľových mostov a terénnom zváraní. Definuje akceptačné kritériá pre PT indikácie v mostných zvaroch.
AWS D1.1 — Structural Welding Code — Steel: Odkazuje na PT na kontrolu zvarov vo všeobecných aplikáciách oceľových konštrukcií. Definuje postupy a akceptačné limity.
ISO 3452 — Non-Destructive Testing — Penetrant Testing: Medzinárodný rad noriem pokrývajúci PT. ISO 3452-1 pokrýva všeobecné princípy, ISO 3452-2 pokrýva testovanie penetračných materiálov, ISO 3452-3 pokrýva referenčné testovacie bloky a ISO 3452-4 pokrýva zariadenie.
NAS-410 — Certification and Qualification of Nondestructive Test Personnel: Riadi certifikáciu NDT personálu v leteckom priemysle. Definuje hodiny školenia, požiadavky na prax a skúšobné požiadavky pre PT personál na úrovni I, II a III. Pre priemyselné aplikácie je citovaná aj ASNT SNT-TC-1A.
USAF TO 33B-1-1 / NAVAIR 01-1A-16-1 / TM 1-1500-335-23 — Joint Tri-Service Technical Manual: Najkomplexnejší procedurálny dokument pre penetračnú kontrolu vojenských lietadiel. Obsahuje podrobné požiadavky na všetky aspekty PT vrátane kvalifikácie materiálov, riadenia procesu, dôb pôsobenia, overovania citlivosti a požiadaviek na zariadenie.
Vysoká citlivosť na jemné povrchové defekty. Fluorescenčné penetračné skúšanie pri citlivosti úrovne 3 – 4 dokáže detegovať povrchové trhliny široké už od 150 nanometrov. Táto citlivosť robí PT jednou z najúčinnejších metód na detekciu únavových trhlín, trhlín vzniknutých koróziou pod napätím a iných jemných povrchových diskontinuít v kritických komponentoch.
Použiteľné na širokú škálu materiálov. PT funguje prakticky na akomkoľvek neporéznom materiáli: všetky kovy (železné aj neželezné), keramika, sklo, niektoré plasty a kompozity. Táto všestrannosť robí PT použiteľným v letectve, automobilovom priemysle, energetike, chemickom spracovaní, kontrole mostov a všeobecnej výrobe.
Schopnosť zložitých geometrií. Pretože penetračná kvapalina sa aplikuje ako kvapalina, ktorá sa prispôsobí akémukoľvek povrchu, PT dokáže kontrolovať zložité geometrie, ktoré sú ťažko alebo vôbec testovateľné inými NDT metódami. Závitové diely, ozubené kolesá, drážkované hriadele a vnútorné kanály môžu byť kontrolované súčasne.
Kontrola veľkých plôch. PT dokáže kontrolovať veľké povrchové plochy v jednom procese. Dávkové spracovanie viacerých malých dielov je efektívne. Pre veľké konštrukčné komponenty môže byť celá kritická oblasť kontrolovaná v jednej aplikácii.
Prenosné a použiteľné v teréne. Aerosólové penetračné súpravy umožňujú vykonávať PT kdekoľvek bez externého napájania alebo špecializovaného vybavenia. Vďaka tomu je PT ideálny na terénnu kontrolu mostov, potrubí, skladovacích nádrží a zariadení v prevádzke.
Okamžité vizuálne výsledky. PT indikácie sú priamo viditeľné na povrchu a poskytujú okamžité potvrdenie polohy, veľkosti a orientácie defektu. Nie je potrebná žiadna interpretácia signálu ani komplexná analýza údajov.
Nízke počiatočné náklady na vybavenie. V porovnaní s ultrazvukovým, rádiografickým alebo vírivým testovaním vyžaduje PT minimálne kapitálové investície. Primárne náklady tvoria spotrebné penetračné materiály.
Iba povrchové defekty. PT nedokáže detegovať podpovrchové defekty, vnútorné dutiny alebo zabudované diskontinuity. Defekt musí byť otvorený na povrch, aby do neho penetračná kvapalina vnikla.
Iba neporézne materiály. PT nemožno použiť na porézne materiály ako betón, drevo, neglazovaná keramika, diely z práškovej metalurgie alebo eloxovaný hliník. Penetračná kvapalina je absorbovaná do objemového materiálu, čo vytvára neinterpretovateľné výsledky.
Viaceré procesné kroky. Šesťkrokový postup PT trvá 15 – 70 minút v závislosti od požiadaviek na dobu pôsobenia. Je pomalší ako MT pre feromagnetické diely a výrazne pomalší ako vizuálna kontrola.
Výsledky závislé od obsluhy. PT je vysoko závislý od zručnosti obsluhy a pozornosti k detailom. Nesprávne čistenie, nedostatočná doba pôsobenia, nadmerné umývanie počas odstraňovania alebo nesprávna aplikácia vývojky môžu spôsobiť falošne negatívne výsledky.
Požiadavky na prípravu povrchu. Povrchy musia byť čisté, suché a zbavené všetkých nečistôt. Nátery, farby, pokovovanie, mastnota, olej, vlhkosť a chemické zvyšky musia byť úplne odstránené. Tento čas prípravy môže byť pre komponenty v prevádzke významný.
Manipulácia s chemikáliami a likvidácia. PT používa rozpúšťadlá, penetračné chemikálie a vývojky, ktoré vyžadujú správnu manipuláciu, skladovanie a likvidáciu. Zdravotné a bezpečnostné hľadiská zahŕňajú horľavosť, inhalačné riziká, kontakt s pokožkou a environmentálne predpisy upravujúce likvidáciu odpadu.
Citlivosť na teplotu. Výkon PT sa zhoršuje mimo rozsahu 10 – 52 °C (50 – 125 °F). Nízke teploty zvyšujú viskozitu penetračnej kvapaliny a znižujú kapilárne pôsobenie. Vysoké teploty spôsobujú odparovanie penetračnej kvapaliny, degradáciu fluorescenčného farbiva a zvýšené riziko požiaru.
Vyžaduje sa poinšpekčné čistenie. Všetky zvyšky penetračnej kvapaliny a vývojky musia byť po kontrole úplne odstránené. To pridáva čas a náklady, najmä pri komponentoch, ktoré budú neskôr lakované, zvárané alebo uvedené do vysokoteplotnej prevádzky.
Žiadny trvalý záznam. PT indikácie sú prechodné – existujú iba počas kontrolného okna (10 – 60 minút po aplikácii vývojky). Fotografická dokumentácia je nevyhnutná na vytvorenie trvalých záznamov. Indikácia sa môže meniť alebo zmiznúť, keď vývojka zaschne alebo sa penetračná kvapalina ďalej rozširuje.
Falošné indikácie z drsnosti povrchu. Drsné povrchy, škrabance, stopy po obrábaní a povrchová pórovitosť môžu zachytiť penetračnú kvapalinu a vytvárať falošné indikácie, ktoré je ťažké odlíšiť od skutočných defektov.
Kvapalinová penetračná kontrola je jednou z najstarších NDT metód. Jej počiatky siahajú do konca 19. storočia, keď železničné opravovne vyvinuli metódu oleja a kriedy (whiting). Diely boli ponorené do použitého strojového oleja, očistené od prebytočného oleja a potom natreté suspenziou práškovej kriedy v alkohole. Olej zachytený v povrchových trhlinách presakoval kapilárnym pôsobením a farbil biely kriedový náter, čím odhaľoval defekty ako tmavé čiary.
Kľúčové míľniky vo vývoji PT:
Dnes PT zostáva jednou z najpoužívanejších NDT metód na svete, cenenou pre svoju jednoduchosť, citlivosť, všestrannosť a nízke náklady. Napriek pokroku v metódach vírivých prúdov, ultrazvukových a rádiografických metódach je PT naďalej špecifikovaný pre kritické kontroly v letectve, energetike, kontrole mostov a všeobecnej výrobe. Skutočnosť, že metóda sa pri vyhodnocovaní spolieha na vyškoleného ľudského inšpektora – a nie na automatizovanú interpretáciu signálu – zaručuje, že zostane cenným nástrojom v arzenáli NDT na dlhú dobu.
Spoločnosť TarmacView poskytuje odborné nedeštruktívne hodnotiace služby pre mosty, letiskové vozovky a betónovú infraštruktúru. Kontaktujte náš tím a dozviete sa, ako môžu naše NDT metódy vrátane skúšania penetračnou kvapalinou podporiť váš kontrolný program.
Kapilárna akcia je pohyb kvapaliny v úzkych priestoroch v dôsledku vzájomného pôsobenia kohezívnych a adhéznych síl, ktorý je kľúčový v prírode aj technológiách...
Magnetická prášková skúška (MT) je povrchová a blízko-povrchová NDT metóda pre feromagnetické materiály, pri ktorej zvod magnetického toku na diskontinuitách pr...
Skúšanie vírivými prúdmi (ET) využíva elektromagnetickú indukciu na detekciu povrchových a podpovrchových chýb vo vodivých materiáloch a na meranie materiálovýc...